ГОСТ 19505-86
Группа Г44
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МОДЕЛИ ЛИТЕЙНЫЕ И ЯЩИКИ СТЕРЖНЕВЫЕ ПЛАСТМАССОВЫЕ
Технические требования
Plastic casting patterns and core boxes. Technical requirements
ОКСТУ 3969
Срок действия с 01.07.87
до 01.07.97*
_______________________________
* Ограничение срока действия снято
по протоколу N 7-95 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11, 1995 год). - .
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
М.Ф.Калинина, Е.С.Дмитриева
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А.Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПОСТАНОВЛЕНИЕМ Государственного комитета СССР по стандартам от 26 мая 1986 N 1290
ВЗАМЕН ГОСТ 19505-74
1. Настоящий стандарт распространяется на пластмассовые литейные модели и стержневые ящики, предназначенные для изготовления отливок в песчаных формах.
Стандарт не распространяется на изготовление форм прессованием под высоким давлением и импульсной формовкой.
2. Модели и стержневые ящики должны изготавливаться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
3. Стандарт устанавливает два класса прочности изготовления пластмассовых моделей и стержневых ящиков:
1 - для крупносерийного и среднесерийного производства отливок;
2 - для единичного и мелкосерийного производства отливок.
4. Для изготовления пластмассовых моделей и стержневых ящиков применяют составы на основе эпоксидных, акриловых и полиэфирных смол, обеспечивающих ударную вязкость не менее 120 Дж/м.
5. В зависимости от класса прочности модели и стержневого ящика выбирают способ их изготовления: свободной заливки, контактный или формования для пенопласта (на основе полистерола*).
________________
* Текст документа соответствует оригиналу. - .
6. Число съемов при формовке в зависимости от способа изготовления пластмассовых моделей и стержневых ящиков приведено в табл.1.
Таблица 1
Способ изготовления моделей, ящиков | Класс прочности | Число съемов, не менее, при формовке | |
ручной | машинной | ||
Свободной заливки: | |||
с армированием | 1 | 3000 | 30000 |
без армирования | 2 | 2000 | 25000 |
Контактный | 1,2 | 4000 | 35000 |
Формования для пенопласта (на основе полистерола) | 1,2 | 1000 | 25000 |
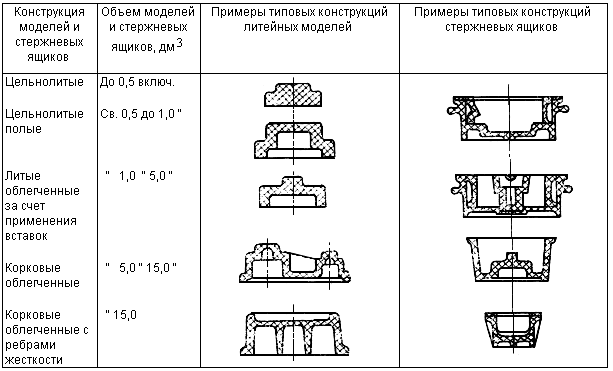
7. Типовые конструкции литейных моделей и стержневых ящиков и их примеры даны в табл.2.
Таблица 2
8. Толщины стенок и ребер пластмассовых моделей и стержневых ящиков следует определять по табл.3.
Таблица 3
мм
Средний габаритный размер модели | Минимальная толщина | |
на основе эпоксидных смол | на основе акриловых и полиэфирных смол | |
До 100 включ. | 7 | 8 |
Св. 100 до 300 " | 8 | 9 |
" 300 " 500 " | 9 | 10 |
" 500 " 700 " | 10 | 12 |
" 700 " 900 " | 11 | 13 |
" 900 " 1100 " | 12 | 14 |
" 1100 " 1300 " | 13 | 15 |
" 1300 " 1500 " | 15 | 17 |
Примечание. - длина,
- ширина модели или стержневого ящика.
9. Расстояние между ребрами жесткости должно быть не более 300 мм.
10. Крепление разъемных стержневых ящиков следует осуществлять откидными болтами по ГОСТ 19406-74, стяжками с применением крепежных клиньев по ГОСТ 19391-74, скобами по ГОСТ 19388-74 и другими металлическими замками.
Крупногабаритные стержневые ящики для предотвращения прогиба стенок необходимо скреплять несколькими рядами крепежных приспособлений и устанавливать сквозные стяжные штыри (болты). Расстояние между крепежными приспособлениями должно быть не более 300 мм, а между стяжными штырями не более 500 мм.
11. Соединение разъемных моделей и стержневых ящиков следует производить штырями по ГОСТ 19381-74 и втулками по ГОСТ 19385-74.
12. Крепление моделей и элементов литниковой системы (питатели, шлакоуловители и др.) на модельных плитах следует производить по ГОСТ 20340-74-ГОСТ 20351-74.
13. Галтели следует выполнять за счет основного тела модели и стержневого ящика или отъемными планками и рамками.
14. Быстроизнашивающиеся выступающие и острые кромки необходимо армировать стальными пластинами толщиной не менее 3 мм. Стальные пластины крепить винтами и гайками на клею. В качестве клея следует применять составы на основе эпоксидных и акриловых смол, обеспечивающих модуль упругости на сдвиг не менее 196 Па.
15. Дефекты на формообразующей поверхности модели и стержневого ящика должны быть заделаны составами на основе эпоксидных, акриловых и полиэфирных самотвердеющих смол.
16. Параметр шероховатости формообразующих поверхностей моделей и стержневых ящиков должен быть не грубее 2,5 мкм по ГОСТ 2789-73.
17. Формовочные уклоны - по ГОСТ 3212-80*.
______________
* На территории Российской Федерации действует ГОСТ 3212-92. - .
18. Нормы точности размеров формообразующих поверхностей моделей и стержневых ящиков - по ГОСТ 11961-66.
19. Маркировка - по ГОСТ 2413-67.
20. Неуказанные предельные отклонения размеров: Н15, h15, ![]() .
.
21. Составы рецептур пластических масс для изготовления литейных моделей и стержневых ящиков приведены в рекомендуемом приложении 1.
22. Физико-механические свойства пластических масс в отвержденном состоянии приведены в справочном приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Составы рецептур пластических масс для изготовления литейных моделей
и стержневых ящиков
| Смола или компаунд | ||||||||||
Но- | ЭД-16 (ГОСТ 10587-84) | ЭД-20 (ГОСТ 10587-84) | УП-5-132-1 | УП-5-143-1 | УП-5-144-1 | ПН-1 | ПН-3 | ПН-11 | ПН-609-21М | ЛСОМ-4Б | Дакрил-4Б |
Массовая доля вещества, % | |||||||||||
1 | 100 | ||||||||||
2 | 100 | ||||||||||
3 | 50 | 50 | |||||||||
4 | 100 | ||||||||||
5 | 100 | ||||||||||
6 | 100 | ||||||||||
7 | 100 | ||||||||||
8 | 100 | ||||||||||
9 | 100 | ||||||||||
10 | 100 | ||||||||||
11 | 100 | ||||||||||
12 | 100 | ||||||||||
13 | 100 | ||||||||||
Продолжение
Номер состава | Пластификатор (инициатор) | ||||||||
Дибутилфталат (ДБФ) | Дикаприлфталат (ДКФ) | Бутилгли- | Гидроперекись изопропил- | Паста перекиси бензола ПДБФ | Полиметил метакрилат | Метил мета- | |||
Массовая доля вещества, % | |||||||||
1 | 25 | ||||||||
2 | 30 | ||||||||
3 | 15 | ||||||||
4 | 15 | ||||||||
5 | 13 | ||||||||
6 | 17 | ||||||||
7 | 25 | ||||||||
8 | 3-6 | ||||||||
9 | 3-6 | ||||||||
10 | 1-3 | 2 | |||||||
11 | 1-3 | 2 | |||||||
12 | 25 | ||||||||
13 | 20 | ||||||||
______________
* На территории Российской Федерации действует ГОСТ 8728-88. - .
Продолжение
Номер состава | Отвердитель (ускоритель) | ||||||
Полиэтилен- | УП-5-138 | УП-0633 | НК-1 | НК-2 | Диметиланилин, | Бутилакрилат | |
Массовая доля вещества, % | |||||||
1 | 15 | ||||||
2 | 17 | ||||||
3 | 13 | ||||||
4 | 15 | ||||||
5 | 21 | ||||||
6 | 15 | ||||||
7 | 10 | ||||||
8 | 6-8 | ||||||
9 | 6-8 | 0,25-2,00 | |||||
10 | 8 | ||||||
11 | 5 | 0,25-2,00 | |||||
12 | 8 | ||||||
13 | 10 | ||||||
Продолжение
Номер состава | Наполнитель | ||
Алюминиевый порошок или пудра комковая (ГОСТ 10096-76) | Железный порошок | Стеклонаполнитель | |
Массовая доля вещества, % | |||
1 | 40-60 (стеклоткань по ГОСТ 8481-75) | ||
2 | 100 | ||
3 | 40-60 (ткань жгутовая ТЖС-0,85) | ||
4 | 100 | 250 | - |
5 | - | - | - |
6 | - | - | - |
7 | - | - | - |
8 | - | - | - |
9 | - | - | - |
10 | - | - | - |
11 | - | - | - |
12 | - | - | - |
13 | - | - | - |
Примечание. Составляющие рецептур, не имеющие ссылок на государственные стандарты, изготавливаются по нормативно-технической документации Минхимпрома.
ПРИЛОЖЕНИЕ 2
Справочное
Физико-механические свойства пластических масс
в отвержденном состоянии
Номер состава | Предел прочности, МПа, при | Ударная вязкость, Дж/м | Линейная усадка, % | Плотность, кг/м | Твердость, НВ | ||
растяжении | сжатии | изгибе | |||||
1 | - | 79,2 | 91,6 | 367 | - | 1,16 | - |
2 | - | 64,8 | 88,0 | 185 | 0,4 | 1,17 | 120 |
3 | - | 90,5 | 104,1 | 335 | 0,35 | 1,22 | - |
4 | - | 110-130 | - | 500 | 0,3-0,4 | 2,3-2,7 | 220-260 |
5 | 64,0 | 70,0 | 107,0 | 1800 | 0,72 | 1,3 | 128 |
6 | 42,9 | 70,0 | 50,0 | 300 | 0,45 | 1,35 | 140 |
7 | 40,0 | 90,0 | 50,0 | 300 | 0,8 | 1,3 | 129 |
8 | 45,0-90,0 | 85,0-130,0 | 75,0-120,0 | 350-1800 | 0,4-0,8 | 1,2-1,42 | 80-160 |
9 | |||||||
10 | |||||||
11 | |||||||
12 | 66,0 | 85,0 | 112,0 | 800 | 0,1-0,6 | 1,18 | 120-130 |
13 | |||||||
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1986
{kind=link}