ГОСТ 22957-78
Группа Г21
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОФИЛИ СТЕНОК ЛИТЕЙНЫХ ЦЕЛЬНОЛИТЫХ
СТАЛЬНЫХ И ЧУГУННЫХ ОПОК
Конструкция и размеры
Wall profiles of all-cast steel and iron moulding boxes.
Construction and dimensions
Cрок действия с 01.01.1979
до 01.01.1984*
________________________________
* Ограничение срока действия снято постановлением
Госстандарта СССР от 11.07.83 N 3058 (ИУС N 10, 1983 год). -
.
РАЗРАБОТАН Всесоюзным проектно-технологическим институтом литейного производства (ВПТИлитпром)
Директор И.Г.Ясковский
Руководитель темы В.Н.Тырков
Исполнители: Б.Г.Химчук, Т.В.Савельева
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
Начальник Технического управления В.А.Трефилов
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
Директор В.А.Грешников
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 8 февраля 1978 г. N 400
ВЗАМЕН MH 139-59; MH 141-59; MH 142-59
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 11.07.83 N 3059 с 01.12.83
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 10, 1983 год
1. Настоящий стандарт распространяется на литейные цельнолитые стальные и чугунные опоки, предназначенные для изготовления песчаных литейных форм машинной, ручной и пескометной формовкой.
Стандарт не распространяется на опоки, применяемые при формовке различными методами силового уплотнения смеси под давлением свыше 5·10 Па, а также на опоки для автоматических и комплексно-механизированных линий.
(Измененная редакция, Изм. N 1).
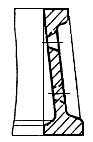
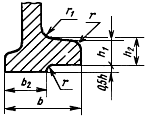
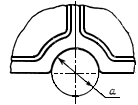
2. Конструкция и размеры профилей стенок ручных и комбинированных литейных цельнолитых опок должны соответствовать указанным на черт.1 и в табл.1.
Исполнение 1
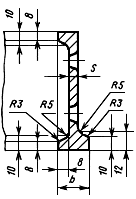
Исполнение 2
Исполнение 3
Черт.1
Примечание. Профили стенок исполнения 3 следует применять при мелкосерийном производстве отливок.
Таблица 1
мм
Средний размер опоки в свету | Материал опоки | |||||
До 500 | Сталь | 7 | 9 | 25 | 18 | 17 |
Чугун | 10 | 12 | 28 | 22 | 20 |
________________
* - длина опоки в свету;
- ширина опоки в свету;
- диаметр опоки в свету.
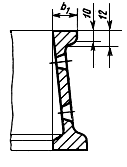
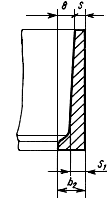
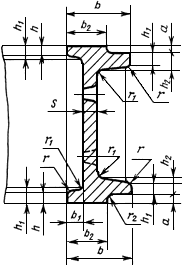
3. Конструкция и размеры профилей стенок крановых литейных цельнолитых опок для машинной, ручной и пескометной формовки должны соответствовать указанным на черт.2 и в табл.2, 3.
Исполнение 1
| Исполнение 2 | Исполнение 3 |
|
|
|
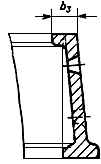
Исполнение 4
| Исполнение 5 | Вариант исполнения бурта по разъему опок для ручной и пескометной формовки |
|
|
|
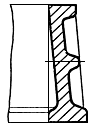
Черт.2
Таблица 2
мм
Средний размер опоки в свету | Материал опоки | |||||||||
До 500 | Сталь | 35 | 8 | 25 | 20 | 8 | 10 | 12 | 3 | 3 |
Чугун | 40 | 30 | 25 | 5 | ||||||
Св. 500 до 755 | Сталь | 10 | 10 | 12 | 15 | |||||
Чугун | 55 | 40 | 30 | 12 | 15 | 20 | 5 | 8 | ||
Св. 755 до 1050 | Сталь | 60 | 12 | 35 | 35 | 17 | ||||
Чугун | 70 | 50 | 40 | 20 | 25 | 8 | 12 | |||
Св. 1050 до 1500 | Сталь | 75 | 15 | 45 | 15 | |||||
Чугун | 90 | 65 | 50 | 25 | 30 | 10 | 16 | |||
Св. 1500 до 2500 | Сталь | 110 | 20 | 75 | 60 | 18 | ||||
Чугун | 120 | 95 | 70 | 20 | 30 | 35 | 12 | 20 | ||
Св. 2500 до 3500 | Сталь | 140 | 25 | 100 | 25 | |||||
Чугун | 160 | 120 | 80 | 30 | 35 | 40 | 16 | 25 | ||
Св. 3500 до 5000 | Сталь | 190 | 30 | 130 | - |
Таблица 3
мм
Средний размер опоки в свету | ||
Материал опоки | ||
Сталь | Чугун | |
До 500 | 7 | 10 |
Св. 500 до 755 | 8 | 12 |
" 755 " 1050 | 10 | 15 |
" 1050 " 1250 | 12 | 20 |
" 1250 " 1500 | 15 | 24 |
" 1500 " 2000 | 18 | 30 |
" 2000 " 2250 | 20 | 32 |
" 2250 " 2500 | 22 | 32 |
" 2500 " 3000 | 25 | 35 |
" 3000 " 3500 | 30 | 38 |
" 3500 " 4000 | 35 | - |
" 4000 " 5000 | 38 | - |
3.1. Профили стенок исполнения 3 следует применять для опок со средним размером в свету до 1500 мм.
3.2. Профили стенок исполнений 1 и 4 с верхним внутренним буртом, указанным на чертежах тонкими линиями, следует применять при формовке в опоках без ребер-крестовин.
3.3, 3.4. (Исключены, Изм. N 1).
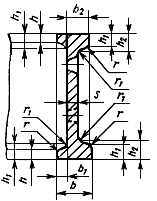
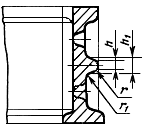
4. Конструкция и размеры профилей стенок крановых литейных опок без ребер крестовин (рамок) должны соответствовать указанным на черт.3 и в табл.4.
Исполнение 1 | Исполнение 2 |
|
|
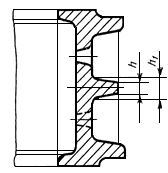
Черт.3
Таблица 4
мм
Средний размер опоки в свету | Материал опоки | |||||||||||
Св. 755 до 1050 | Сталь | 15 | 60 | 12 | 35 | 12 | 17 | 20 | 10 | 5 | 8 | 5 |
Чугун | 20 | 70 | 40 | 20 | 25 | 8 | 12 | |||||
Св. 1050 до 1500 | Сталь | 75 | 15 | 45 | 15 | |||||||
Чугун | 28 | 90 | 50 | 25 | 30 | 10 | 16 | |||||
Св. 1500 до 2500 | Сталь | 110 | 20 | 60 | 18 | 15 | 8 | |||||
Чугун | 38 | 120 | 70 | 20 | 30 | 35 | 12 | 20 | ||||
Св. 2500 до 3500 | Сталь | 32 | 140 | 25 | 25 | |||||||
Чугун | 42 | 160 | 80 | 30 | 35 | 40 | 16 | 25 | ||||
Св. 3500 до 5000 | Сталь | 190 | 30 | 20 | 10 |
(Измененная редакция, Изм. N 1).
5. Допускается высоту бурта по разъему опок со средними габаритными размерами в свету свыше 500 мм делать в 1,3 раза больше указанной в таблице.
(Измененная редакция, Изм. N 1).
6. Вертикальные ребра жесткости, обозначенные на черт.2 и 3, следует применять для опок со средним размером в свету свыше 1050 мм.
7. Горизонтальные ребра жесткости следует применять для опок высотой свыше 400 мм.
8. Технические требования - по ГОСТ 8909-75.
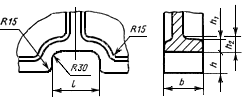
9. Радиусы сопряжения стенок опок указаны в рекомендуемом приложении 1.
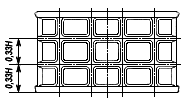
10. Примеры расположения ребер жесткости в опоках указаны в рекомендуемом приложении 2.
11. Размеры и расположение вентиляционных отверстий в стенках опок указаны в рекомендуемом приложении 3.
12. (Исключен, Изм. N 1).
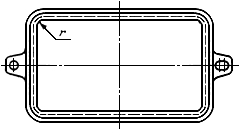
13. Размеры окон в стенках опок для вертикальной заливки указаны в рекомендуемом приложении 5.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Радиусы сопряжения стенок опок
Средний размер опоки в свету |
| |
Материал опоки | ||
сталь | чугун | |
До 500 | 32 | 20 |
Св. 500 до 755 | 50 | 32 |
" 755 " 1050 | 60 | 40 |
" 1050 " 1500 | 80 | 60 |
" 1500 " 2500 | 100 | 80 |
" 2500 " 3500 | 125 | 100 |
" 3500 " 5000 | 160 | - |
Примечание. Допускается в углах чугунных опок делать утолщения 1,2 , где
- толщина стенки опоки.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИМЕРЫ РАСПОЛОЖЕНИЯ РЕБЕР ЖЕСТКОСТИ В ОПОКАХ
Пример 1
Для опок высотой от 400 до 600 мм
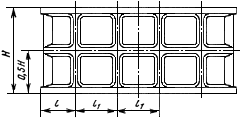
Пример 2
Для опок высотой св. 600 мм
мм
Средний размер опоки в свету | ||
Св. 1050 до 1500 | 150 | От 500 до 600 |
Св. 1500 до 2500 | 200 | |
Св. 2500 до 3500 | 250 | От 600 до 800 |
Св. 3500 до 5000 | 350 |
ПРИЛОЖЕНИЕ 3
Рекомендуемое
Размеры и расположение вентиляционных отверстий в стенках опок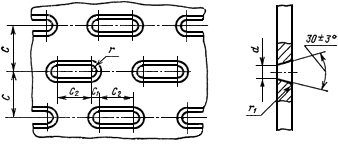
мм
Средний размер опоки в свету
| Материал опоки | ||||||
До 500 | Сталь | 8 | 30 | 8 | 20 | 4 | 3 |
Чугун | 40 | 15 | |||||
Св. 500 до 755 | Сталь | 10 | 10 | 25 | 5 | ||
Чугун | 50 | 20 | |||||
Св. 755 до 1050 | Сталь | 12 | 15 | 30 | 6 | ||
Чугун | 65 | 30 | 4 | ||||
Св. 1050 до 1500 | Сталь | 16 | 20 | 40 | 8 | ||
Чугун | 80 | 40 | 6 | ||||
Св. 1500 до 2500 | Сталь | 20 | 30 | 50 | 10 | ||
Чугун | 100 | 60 | 8 | ||||
Св. 2500 до 3500 | Сталь | 24 | 40 | 60 | 12 | 10 | |
Чугун | 120 | 80 | |||||
Св. 3500 до 5000 | Сталь | 28 | 50 | 80 | 14 | 12 |
1. Вентиляционные отверстия не следует выполнять:
в местах сопряжения ребер, цапф, ушек и платиков со стенками опок в местах маркировки, а также в опоках для изготовления форм из жидких смесей и виброуплотнением из химически твердеющих смесей.
2. Допускается:
вентиляционные отверстия не выполнять в ручных и комбинированных опоках с профилем стенки исполнения 3 черт.1;
вентиляционные отверстия выполнять круглой формы вместо овальной;
расширение вентиляционных отверстий выполнять вовнутрь опоки;
расположение вентиляционных отверстий изменять согласно требованиям конкретных технологических процессов получения отливок.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 4. (Исключено, Изм. N 1).
ПРИЛОЖЕНИЕ 5
Рекомендуемое
РАЗМЕРЫ ОКОН В СТЕНКАХ ОПОК ДЛЯ ВЕРТИКАЛЬНОЙ ЗАЛИВКИ
Исполнение 1
Исполнение 2
Размеры ;
;
см. черт.2, 3 и табл.2, 4 настоящего стандарта.
мм
Средний размер опоки в свету | ||
До 1050 | 100 | 50 |
Св. 1050 до 1500 | 150 | 65 |
" 1500 " 2500 | 200 | 75 |
" 2500 " 3500 | 250 | 85 |
" 3500 " 5000 | 300 | 100 |
Электронный текст документа
и сверен по:
Опоки литейные цельнолитые стальные и чугунные.
Конструкция и размеры деталей и элементов:
Сб. ГОСТов. ГОСТ 22957-78-ГОСТ 22966-78. -
М.: Издательство стандартов, 1978
Редакция документа с учетом
изменений и дополнений
подготовлена З
{kind=link}