ГОСТ Р 71261-2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СЕТКИ СВАРНЫЕ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
Welded meshes for reinforced concrete structures. Specifications
ОКС 91.080.40
Дата введения 2024-08-01
Предисловие
1 РАЗРАБОТАН Акционерным обществом "Научно-исследовательский центр "Строительство" (АО "НИЦ "Строительство") - Научно-исследовательским, проектно-конструкторским и технологическим институтом бетона и железобетона им.А.А.Гвоздева (НИИЖБ им.А.А.Гвоздева)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 февраля 2024 г. № 256-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
1 Область применения
1.1 Настоящий стандарт распространяется на рулонные и плоские сварные сетки (далее - сетки*), предназначенные для предотвращения взрывообразного разрушения бетонов при огневом воздействии (противооткольные), для косвенного армирования железобетонных конструкций, для стяжек полов (противоусадочные), для укрепления дорожных покрытий и пешеходных зон.
_______________
* Кроме случаев, когда необходимо привести отдельные требования к рулонным сеткам и плоским сеткам.
1.2 Сетки по настоящему стандарту изготовляются из низкоуглеродистой холоднотянутой арматурной проволоки (далее - арматура) диаметром от 3,0 до 5,0 мм по ГОСТ 6727 класса Вр1 и арматуры диаметром от 3,0 до 5,0 мм классов Вр500 и В500С по ГОСТ Р 52544, расположенной в двух взаимно перпендикулярных направлениях и соединенной в местах их пересечения автоматической контактной сваркой.
1.3 Стандарт не распространяется на сетки, предназначенные для применения в мостовых и армоцементных конструкциях.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 5530 Ткани упаковочные и технического назначения из лубяных волокон. Общие технические условия
ГОСТ 6727 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8828 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 12004 Сталь арматурная. Методы испытания на растяжение
ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 14192 Маркировка грузов
ГОСТ 34028 Прокат арматурный для железобетонных конструкций. Технические условия
ГОСТ Р 52544 Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонных конструкций. Технические условия
ГОСТ Р 57997 Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 34028 и ГОСТ Р 57997, а также следующие термины с соответствующими определениями:
3.1 сварная сетка: Сварное изделие, ширина которого определяется поперечным расположением двух и более продольных стержней, выполненное, преимущественно, в форме плоской решетки из пересекающихся перпендикулярно друг к другу продольных и поперечных прямолинейных стержней арматуры.
Примечание - Стержни арматуры могут быть одинакового или различного номинального диаметра и длины, а их соединение в каждой точке пересечения обеспечивается автоматической контактной сваркой на серийно изготовленном сварочном оборудовании в едином технологическом потоке.
3.2 продольная арматура сетки: Арматурный стержень, расположенный в направлении длины сварного изделия и совпадающий с направлением движения сетки при изготовлении.
3.3 поперечная арматура сетки: Арматурный стержень, расположенный в направлении, перпендикулярном к продольному стержню сварного изделия.
3.4 ячейка сетки: Конструктивный повторяющийся элемент сетки, имеющий в свету преимущественно форму квадрата или прямоугольника; образуется сваркой четырех взаимно перпендикулярных стержней по углам в местах их пересечения.
3.5 продольный шаг ячейки сетки: Расстояние между поперечными соседними стержнями ячейки по их центрам.
3.6 поперечный шаг ячейки сетки: Расстояние между продольными соседними стержнями ячейки по их центрам.
3.7 выпуск сетки: Длина продольного или поперечного стержня арматуры, выступающая за центр стержня внешнего пересечения карты сварного каркаса.
3.8 крестообразное сварное контактное соединение: Неразъемное соединение как минимум двух стержней арматурного проката, полученное автоматической контактной сваркой.
3.9 автоматическая контактная сварка: Процесс образования неразъемного сварного соединения путем нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия пересекающихся стержней арматуры.
Примечание - Выполняется на сварочном оборудовании, позволяющем обеспечивать автоматическую подачу стержней в зону сварки, последовательную сварку соединений контактной электросваркой при заданных заранее режимах без применения ручных операций при сварке.
4 Обозначения
В настоящем стандарте применены следующие обозначения:
a - выступ поперечных стержней сетки, мм;
b - ширина сварной сетки, мм;
d - диаметр продольных стержней сварного изделия, мм;
L - длина сетки, мм;
S - шаг продольных стержней в сварном изделии, мм;
5 Классификация, основные размеры
5.1 Сетки изготовляют плоскими или рулонными.
5.1.1 Сетка изготовляется из арматуры согласно 1.2. По точности размеров ячейки, отклонений ширины сетки, прямолинейности стержня и длины их свободных концов сетки изготовляют:
- нормальной точности;
- повышенной точности - П.
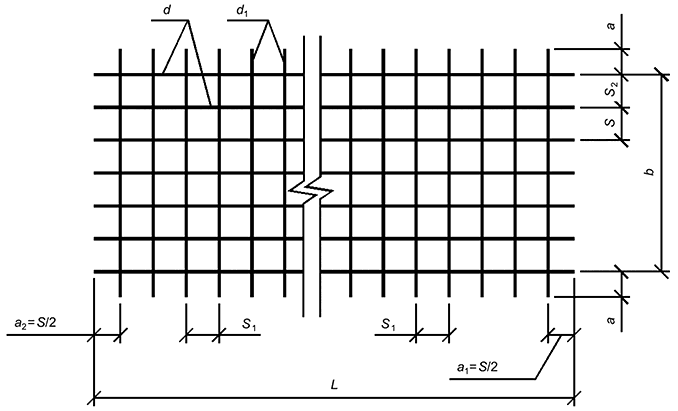 |
Рисунок 1 - Параметры сварной сетки
5.3 Длина плоских сеток (карт) должна составлять от 1000 до 6000 мм и быть кратной 50 мм. Длина рулонных сеток должна составлять не менее 3000 мм и быть кратной 100 мм.
5.4 Сетки изготовляют шириной от 500 до 2350 мм, кратной 50 мм.
5.5 Разбивка по поперечным и продольным размерам сетки с учетом размеров основного шага и количества стержней по таблице А.1 приложения А корректируется доборным шагом в обоих направлениях или в границах допускаемых отклонений основного шага ячейки по таблице 1.
5.6 Сетки изготовляются с поперечными стержнями на всю ширину (см. рисунок 1). Теоретические и расчетные параметры сетки из арматуры диаметром 3,0-5,0 мм приведены в приложении А.
5.7 Размеры выпусков продольных стержней допускается принимать от 30 до 200 мм кратно 5 мм, а размеры выпусков поперечных стержней - равными 15, 20 и 30 мм, а также от 25 до 100 мм кратно 25 мм.
5.8 Допускаемые отклонения геометрических параметров и наличия сварных соединений сетки нормальной и повышенной точности должны соответствовать таблице 1.
Таблица 1 - Допускаемые отклонения геометрических параметров и наличия сварных соединений сетки
Параметр допускаемых отклонений сетки | Точность, не более | |
Нормальная | Повышенная | |
Прямолинейность на длине шага ячейки , % | 5 | 4 |
Расстояние между крайними продольными стержнями, мм | ±10 | ±5 |
Размеры ячеек, мм | ||
Выпуски поперечных стержней, мм | ||
Ширина сеток, мм | ±10 | +3/-7 |
Длина сетки, мм | ±15 | +5/-10 |
Число не сваренных пересечений на 1 м длины | 4 | 2 |
За исключением плоскости сворачивания сетки в рулон. Два крайних стержня арматуры по периметру сетки должны быть сварены полностью. | ||
5.9 Примеры условного обозначения сеток
2 Пример условного обозначения плоской сетки с продольными стержнями из арматурной стали класса В500С диаметром 4 мм и поперечными стержнями из арматуры класса В500С диаметром 5 мм, с шагом продольных стержней 150 мм и шагом поперечных стержней 100 мм, шириной 2160 мм и длиной 6000 мм, с выпусками продольных стержней 100 мм, с выпусками поперечных стержней 30 мм:
6 Технические требования
6.1 Сетки изготовляются в соответствии с требованиями настоящего стандарта по технической документации, утвержденной предприятием-изготовителем.
6.2 Для обеспечения прочности сварных соединений при изготовлении сеток применяют крестообразное сварное соединение типа К1-Кт по ГОСТ 14098, выполняемое автоматической контактной сваркой.
При необходимости повышенные значения прочности сварного крестообразного соединения на срез допускается указывать в рабочих чертежах на сетку.
6.5 При необходимости выполнить сварное соединение с нормируемой прочностью его геометрические параметры определяют опытным путем по результатам испытаний на срез и оформляют в соответствии с ГОСТ 14098-2014 (пункт 5.2).
6.6 Рабочие стержни арматуры, имеющие по длине крестообразное сварное соединение, выполненное контактной точечной сваркой, при испытании на растяжение должны иметь временное сопротивление разрыву, равное или превышающее нормативное временное сопротивление арматуры.
6.8 Продольные и поперечные стержни арматуры могут иметь различные классы прочности и номинальные диаметры. Стержни арматуры одного направления должны быть строго одного класса прочности и одного номинального диаметра.
6.9 В сетках должны быть сварены все пересечения стержней. Допускаемые отклонения на сварку сетки приведены в таблице 1.
6.10 Арматурные стержни в сетке должны быть прямолинейными. Допускаемые отклонения от прямолинейности стержней по длине сетки, за исключением плоскости сворачивания сетки в рулон, приведены в таблице 1.
6.11 Отношения диаметров стержней арматуры при изготовлении сеток с взаимно перпендикулярными прямолинейными продольными и поперечными стержнями должны отвечать следующим требованиям:
6.12 Допускается ширину сварной сетки определять из соотношения
6.13 Запрещается для изготовления сеток использование поперечных и продольных стержней арматуры со сварными стыковыми соединениями по длине.
6.14 Каждый рулон сетки должен состоять из одного отрезка. Допускается в партии 10% рулонов, состоящих из двух отрезков.
6.16 Масса рулона сетки должна быть 400-1300 кг. Масса плоской сетки (карты) должна составлять не более 120 кг.
6.17 Другие расчетные характеристики сеток по настоящему стандарту приведены в приложении А.
7 Правила приемки
7.1 Сетки предъявляют к приемке партиями. Партия должна состоять из сеток одной марки, одной смены выработки и оформлена одним документом о качестве, содержащим:
- наименование и товарный знак предприятия-изготовителя;
- условное обозначение сетки;
- массу нетто партии;
- количество рулонов или карт;
- результаты проведенных испытаний.
7.2 Для проверки качества сеток при их приемке у изготовителя на производстве от партии отбирают не менее трех рулонов или карт. Контролю подлежат следующие параметры:
- диаметр продольных и поперечных стержней;
- ширина сетки в трех местах по крайним продольным стержням и размерам выпусков поперечных стержней;
- шаг продольных и поперечных стержней сетки в трех различных ячейках;
- длину пяти свободных концов поперечных стержней сетки;
- прямолинейность поперечных стержней в трех различных ячейках сетки;
- наличие сварки в местах пересечения стержней сетки;
- величина осадки для не менее трех крестообразных соединений стержней арматуры сетки;
- временное сопротивление разрыву арматуры в местах сварки, испытаниям следует подвергать не менее трех образцов сварных соединений от партии изделий;
- усилие среза арматурного стержня в месте сварки, испытаниям следует подвергать не менее трех образцов сварных соединений от партии изделий;
- угол изгиба сварного соединения, испытаниям следует подвергать не менее трех образцов сварных соединений от партии изделий.
Для испытаний на растяжение, срез и изгиб допускается использовать образцы-свидетели сварных крестообразных соединений, изготовленные совместно с контролируемыми изделиями теми же операторами (сварщиками), из тех же материалов, с использованием тех же оборудования и режимов сварки.
7.3 При получении неудовлетворительных результатов проверки хотя бы по одному из показателей по нему проводят повторную проверку на удвоенной выборке.
Если при повторной проверке хотя бы одна сетка не соответствует требованиям настоящего стандарта, все сетки подлежат поштучной приемке.
8 Методы испытаний
8.1 Наличие сварки в крестообразных соединениях проверяют внешним осмотром наружного витка или карты сетки.
8.2 Ширину b вычисляют с точностью до 1 мм по формуле
d - диаметр продольных стержней арматуры в плоскости сетки, измеренный штангенциркулем;
a - длина свободных концов от торца поперечных стержней до поверхности продольных стержней.
Шаг продольных и поперечных стержней арматуры замеряют штангенциркулем по ГОСТ 166, а прямолинейность стержней и длину свободных концов проверяют измерительной линейкой по ГОСТ 427 и штангенциркулем по ГОСТ 166.
8.3 Величину осадки стержней арматуры в крестообразных соединениях определяют по ГОСТ 14098 штангенциркулем с точностью до 0,1 мм.
8.4 Испытания на растяжение и срез образцов сварных крестообразных соединений следует выполнять по ГОСТ 12004 и ГОСТ Р 57997.
8.5 Испытание на изгиб сварного соединения проверяют согласно приложению Б.
9 Маркировка, упаковка, транспортирование и хранение
9.1 Плоские сетки (карты) должны быть связаны в пакеты. Масса пакета или рулона не должна превышать 1300 кг.
9.2 Пакет сеток должен быть связан мягкой проволокой не менее чем в четырех местах, а рулон сетки - не менее чем в трех.
9.3 К каждому пакету и рулону сеток должно быть прикреплено не менее двух металлических или фанерных бирок, на которых указывают:
- наименование и/или товарный знак предприятия-изготовителя;
- условное обозначение сеток;
- число сеток в пакете;
- массу пакета или рулона, т;
- номер партии и дату изготовления.
Бирки должны прикрепляться с разных сторон пакета и рулона.
9.4 Транспортная маркировка должна содержать основные, дополнительные и информационные надписи по ГОСТ 14192.
9.5 Сетки следует транспортировать в горизонтальном положении. При погрузке, транспортировании и разгрузке сеток следует соблюдать меры, обеспечивающие их сохранность от повреждения. Способы выполнения погрузочно-разгрузочных работ должны соответствовать правилам техники безопасности, предусмотренным в строительстве.
9.6 Сетки перевозят железнодорожным и автомобильным транспортом в соответствии с правилами перевозок грузов, действующими на транспорте данного вида, и техническими условиями погрузки и крепления грузов, утвержденными ОАО "РЖД". Транспортирование по железной дороге осуществляют в полувагонах или мелкими отправками в открытых и крытых вагонах. Загрузку и выгрузку следует осуществлять механизированным способом: в открытых вагонах - кранами грузоподъемностью не ниже 2 т, в крытых вагонах - автопогрузчиками грузоподъемностью не ниже 0,5 т.
При мелких отправках в крытых вагонах партиями не более 10 т для предохранения транспортных средств и грузов от механических повреждений рулоны и карты сварных сеток, а также их торцы должны быть обернуты бумагой по ГОСТ 8828 и упаковочной тканью по ГОСТ 5530 или другими упаковочными материалами, не ухудшающими качества упаковки.
9.7 Сетки следует хранить в крытом помещении. Пакеты сеток следует хранить отдельно по маркам в штабелях высотой не более 2 м. Рулоны сеток складируют не более чем в три яруса.
При складировании сеток между штабелями должен быть обеспечен свободный проход шириной не менее 0,5 м.
9.8 При хранении и транспортировании каждый пакет сеток должен опираться на деревянные подкладки и прокладки толщиной не менее 30 мм. Подкладки под сетки следует укладывать по плотному, тщательно выровненному основанию. При хранении сеток в штабелях прокладки между пакетами по высоте штабеля должны быть расположены по вертикали одна над другой.
Приложение А
(справочное)
Расчетные характеристики сварных сеток
Таблица А.1 - Параметры стандартной сварной сетки шириной 2350 мм из арматуры Вр500 диаметром 5,0 мм
Шаг ячейки S, мм | Количество стержней, шт. | |
продольных по длине сетки | поперечных на длине 1 м | |
40 | 58 | 25 |
50 | 46 | 20 |
75 | 31 | 13 |
100 | 23 | 10 |
150 | 16 | 6 |
Расчет согласно требованиям таблицы 1. | ||
А.2 Расчет общей площади продольных стержней арматуры диаметром 3,0-5,0 мм может быть определен умножением удельной величины по таблице А.2 на фактическую ширину сетки, выраженную в метрах.
Таблица А.2 - Расчетная площадь продольных стержней арматуры сетки с шагом ячейки S из арматуры класса Вр500
Диаметр арматуры, мм | Площадь сечения арматуры по | Расчетная площадь поперечного сечения сварной сетки на ширине 1 м, мм , не менее, при шаге ячейки S , мм | ||||
ГОСТ 6727, мм | 40 | 50 | 75 | 100 | 150 | |
3,0 | 7,07 | 176,8 | 141,4 | 94,3 | 70,7 | 47,1 |
4,0 | 12,56 | 314,0 | 251,2 | 167,5 | 125,6 | 83,7 |
5,0 | 19,63 | 490,8 | 392,6 | 261,7 | 196,3 | 130,9 |
А.3 Расчет теоретической массы сварной сетки по таблице А.3 действителен без учета поперечных выпусков сетки.
Диаметр арматуры, мм | Номинальная масса 1 м длины арматуры по | Теоретическая масса 1 м сетки, кг, в зависимости от шага ячейки S , мм | ||||
ГОСТ 6727, кг | 40 | 50 | 75 | 100 | 150 | |
3,0 | 0,052 | 2,60 | 2,08 | 1,38 | 1,04 | 0,69 |
4,0 | 0,092 | 4,60 | 3,68 | 2,45 | 1,84 | 1,23 |
5,0 | 0,144 | 7,20 | 5,76 | 3,84 | 2,88 | 1,92 |
Приложение Б
(обязательное)
Метод испытания сварного соединения с пересекающимися крестообразными стержнями на разупрочнение, ослабление сечения и изгиб
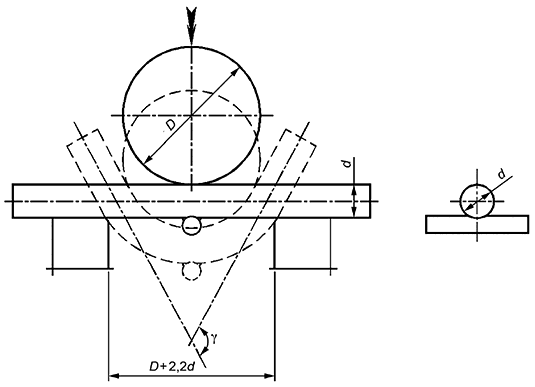 |
Рисунок Б.1 - Схема испытаний на изгиб крестообразных сварных соединений
УДК 621.002.3:006.354 | ОКС 91.080.40 |
Ключевые слова: рулонная сварная сетка, плоская сварная сетка, крестообразное сварное контактное соединение, прочность сварного соединения, шаг ячейки, стержень арматуры, автоматическая контактная сварка, нормальная точность сетки, повышенная точность сетки, арматурная проволока, методы испытаний | |
{kind=link}