ГОСТ Р 57352-2016/EN 1090-3:2008
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОНСТРУКЦИИ АЛЮМИНИЕВЫЕ СТРОИТЕЛЬНЫЕ
Общие технические условия
Building aluminium structures. General specifications
ОКС 91.080.10
Дата введения 2017-07-01
Предисловие
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им.Н.П.Мельникова" (ЗАО "ЦНИИПСК им.Мельникова") на основе официального перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 4, который выполнен Федеральным государственным унитарным предприятием "Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия (ФГУП "")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2016 г. N 2022-ст
4 Настоящий стандарт идентичен европейскому стандарту ЕН 1090-3:2008* "Изготовление стальных и алюминиевых конструкций. Часть 3. Технические требования для алюминиевых конструкций" (EN 1090-3:2008 "Execution of steel structures and aluminium structures - Part 3: Technical requirements for aluminium structures", IDT).
Наименование настоящего стандарта изменено относительно наименования указанного европейского стандарта для приведения его в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных и европейских стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
1 Область применения
Настоящий стандарт устанавливает требования к изготовлению и подготовке поверхности перед нанесением защитного покрытия строительных алюминиевых конструкций и элементов, произведенных из следующих материалов:
a) прокатный листовой, полоса, толстолистовой;
b) прессованные профили;
c) холоднотянутые пруты, прокат и трубы;
d) поковки;
e) отливки.
Примечание 1 - Выполнение конструктивных элементов конструкций называется изготовлением в соответствии с ЕН 1090-1.
Настоящий стандарт устанавливает требования независимо от типа и геометрии алюминиевой конструкции. Настоящий стандарт применяется для конструкций, подвергающихся преимущественно со статическими нагрузками, как для конструкций, подвергающихся усталостным воздействиям. В настоящем стандарте указаны требования к классам исполнения, которые связаны с классами последствий.
Примечание 2 - Классы исполнения определены в ЕН 1990.
Примечание 3 - Рекомендации по выбору класса исполнения относительно класса последствий приведены в ЕН 1999-1-1.
Настоящий стандарт распространяется на элементы конструкций, изготовленные из конструкционных материалов толщиной не менее 1,5 мм, для свариваемых компонентов толщиной не менее 0,6 мм.
Настоящий стандарт распространяется на конструкции, проектируемые согласно соответствующим стандартам серии ЕН 1999.
Требования настоящего стандарта применяются при разработке рабочей документации, включающей, при необходимости, разработку специальных технических условий (СТУ) на изготовление и поставку алюминиевых конструкций конкретных типов и марок, а также для временных алюминиевых конструкций.
2 Нормативные ссылки
Для датированных нормативных документов следует использовать ссылку на указанную редакцию. Для недатированной ссылки следует использовать самую последнюю редакцию документа (включая все поправки). В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
_________________
EN 485-1, Aluminium and aluminum alloys - Sheet, strip and plate - Part 1: Technical conditions for inspection and delivery (Алюминий и алюминиевые сплавы. Лист, полоса и пластина. Часть 1. Технические условия поставки)
EN 485-3, Aluminium and aluminium alloys - Sheet, strip and plate - Part 3: Tolerances on dimensions and form for hot-rolled products (Алюминий и алюминиевые сплавы. Лист, полоса и пластина. Часть 3. Допуски на геометрию, размеры и форму для горячекатаных профилей)
EN 485-4, Aluminium and aluminium alloys - Sheet, strip and plate - Part 4: Tolerances on shape and dimensions for cold-rolled products (Алюминий и алюминиевые сплавы. Лист, полоса и пластина. Часть 4. Допуски на геометрию и размеры для изделий холодной прокатки)
EN 515, Aluminium and aluminium alloys - Wrought products - Temper designations (Алюминий и алюминиевые сплавы. Кованые продукты. Обозначения сортов)
_________________
EN 573-1, Aluminium and aluminium alloys - Chemical composition and form of wrought products - Part 1: Numerical designation system (Алюминий и алюминиевые сплавы. Химический состав и формы кованых изделий. Часть 1. Система цифровых обозначений)
EN 573-2, Aluminium and aluminium alloys - Chemical composition and form of wrought products - Part 2: Chemical symbol based designation system (Алюминий и алюминиевые сплавы. Химический состав и формы кованых изделий. Часть 2. Система обозначений на основе химических символов)
EN 573-3, Aluminium and aluminium alloys - Chemical composition and form of wrought products - Part 3: Chemical composition and form of products (Алюминий и алюминиевые сплавы. Химический состав и формы кованых изделий. Часть 3. Химический состав и форма изделий)
EN 586-1, Aluminium and aluminium alloys - Forgings - Part 1: Technical conditions for inspection and delivery (Алюминий и алюминиевые сплавы. Поковки. Часть 1. Технические условия для контроля и поставки)
EN 586-3, Aluminium and aluminium alloys - Forgings - Part 3: Tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Поковки. Часть 3. Допуски на размеры и форму)
EN 754-1, Aluminium and aluminium alloys - Cold drawn rod (bar) and tube - Part 1: Technical conditions for inspection delivery (Алюминий и алюминиевые сплавы. Холоднотянутые стержни (бруски) и трубы. Часть 1. Технические условия для контроля и поставки)
EN 754-3, Aluminium and aluminium alloys - Cold drawn rod (bar) and tube - Part 3: Round bars, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Холоднотянутые стержни (бруски) и трубы. Часть 3. Круглые стержни, допуски на размеры и форму)
EN 754-4, Aluminium and aluminium alloys - Cold drawn rod (bar) and tube - Part 4: Square bars, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Холоднотянутые стержни (бруски) и трубы. Часть 4. Квадратные стержни, допуски на размеры и форму)
EN 754-5, Aluminium and aluminum alloys - Cold drawn rod (bar) and tube - Part 5: Rectangular bars, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Холоднотянутые стержни (бруски) и трубы. Часть 5. Прямоугольные стержни, допуски на размеры и форму)
EN 754-6, Aluminium and aluminium alloys - Cold drawn rod (bar) and tubes - Part 6: Hexagonal rods, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Холоднотянутые стержни (бруски) и трубы. Часть 6. Шестиугольные стержни, допуски на размеры и форму)
EN 754-7, Alyuminy* and aluminium alloys - Cold drawn rod (bar) and tube - Part 7: Seamless tubes, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Холоднотянутые стержни (бруски) и трубы. Часть 7. Бесшовные трубы, допуски на размеры и форму)
EN 754-8, Aluminium and aluminium alloys - Cold Drawn rod (bar) and tube - Part 8: Porthole tubes, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Холоднотянутые стержни (бруски) и трубы. Часть 8. Канальные трубы, допуски на размеры и форму)
EN 755-1, Aluminium and aluminium alloys - Extruded rod (bar), tube and profiles - Part 1: Technical conditions inspektion and delivery (Алюминий и алюминиевые сплавы. Прессованные стержни (бруски), труба и профили. Часть 1. Технические условия для контроля и поставки)
EN 755-3, Aluminium and aluminium alloys - Extruded rod (bar), tube and profiles - Part 3: Round bars, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Прессованные стержни (бруски), труба и профили. Часть 3. Круглые стержни, допуски на размеры и форму)
EN 755-4, Aluminium and aluminium alloys - Extruded rod (bar), tube and profiles - Part 4: Square bars, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Прессованные стержни (бруски), труба и профили. Часть 4. Квадратные стержни, допуски на размеры и форму)
EN 755-5, Aluminium and aluminium alloys - Extruded rod (bar), tube and profiles - Part 5: Rectangular bars, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Прессованные стержни (бруски), труба и профили. Часть 5. Прямоугольные стержни, допуски на размеры и форму)
EN 755-6, Aluminium and aluminium alloys - Extruded rod (bar), tube and profiles - Part 6: Hexagonal bars, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Прессованные стержни (бруски), труба и профили. Часть 6. Шестиугольные прутки, допуски на размеры и форму)
EN 755-7, Aluminium and aluminium alloys - Extruded rods (bar), tube and profiles - Part 7: Seamless tubes, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Прессованные стержни (бруски), труба и профили. Часть 7. Бесшовные трубы, допуски на размеры и форму)
EN 755-8, Aluminium and aluminium alloys - Extruded rod (bar), tube and profiles - Part 8: Porthole tubes, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Прессованные стержни (бруски), труба и профили. Часть 8. Канальные трубы, допуски на размеры и форму)
EN 755-9, Aluminium and aluminium alloys - Extruded rod (bar), tube and profiles - Part 9: Profiles, tolerances on dimensions and form (Алюминий и алюминиевые сплавы. Прессованные стержни (бруски), труба и профили. Часть 9. Профили, допуски на размеры и форму)
EN 970, Non-destructive testing of welds produced by fusion welding - Visual inspection (Неразрушающий контроль швов, полученных сваркой плавлением. Визуальный контроль)
EN 1011-1, Welding - Recommendations for welding of metallic materials - Part 1: General guidance for arc welding (Сварка. Рекомендации по сварке металлических материалов. Часть 1. Общее руководство по дуговой сварке)
EN 1011-4, Welding - Recommendations for welding of metallic materials - Part 4: Arc welding of aluminium and aluminium alloys (Сварка. Рекомендации по сварке металлических материалов. Часть 4. Дуговая сварка алюминия и алюминиевых сплавов)
EN 1090-2, Execution of steel structures and aluminium structures - Part 2: Technical requirements for steel structures (Выполнение стальных и алюминиевых конструкций. Часть 2. Технические требования к стальным конструкциям)
EN 1301-1, Aluminium and aluminium alloys - Drawn wire - Part 1: Technical conditions for inspection and delivery (Алюминий и алюминиевые сплавы. Холоднотянутая проволока. Часть 1. Технические условия контроля и поставки)
EN 1301-3, Aluminium and aluminium alloys - Drawn wire - Part 3: Tolerances on dimensions (Алюминий и алюминиевые сплавы. Холоднотянутая проволока. Часть 3. Допуски на размеры)
EN 1320, Destructive tests on welds in metallic materials - Testing with destruction (Разрушающие испытания сварных швов на металлических материалах. Испытание с разрушением)
EN 1321, Destructive tests on welds in metallic materials - Macroscopic and microscopic examination of welds (Разрушающие испытания сварных швов на металлических материалах. Макроскопические и микроскопические испытания сварных швов)
EN 1337-3, Structural bearings - Part 3: Elastomeric bearings (Конструкционные опоры. Часть 3. Эластомерные опоры)
EN 1337-4, Structural bearings - Part 4: Roller bearings (Конструкционные опоры. Часть 4. Роликовые опоры)
EN 1337-5, Structural bearings - Part 5: Pot bearings (Конструкционные опоры. Часть 5. Чашечные опоры)
EN 1337-6, Structural bearings - Part 6: Rocker bearings (Конструкционные опоры. Часть 6. Балансирные опоры)
EN 1337-8, Structural bearings - Part 8: Guide bearings and restraint bearings (Конструкционные опоры. Часть 8. Направляющие и ограничительные опоры)
EN 1337-11, Structural bearings - Part 11: Transport, storage and installation (Конструкционные опоры. Часть 11. Транспортировка, хранение и установка)
EN 1418, Welding personnel - Acceptance test for fusion welding operators and workers who perform resistance welding, for fully mechanized and automatic welding of metallic materials (Персонал для сварочных работ. Приемные испытания операторов по сварке плавлением и наладчиков установок, контактной сварки для полностью механизированной и автоматической сварки металлических материалов)
_________________
EN 1559-1, Founding - Technical conditions of delivery - Part 1: General Provisions (Отливки. Технические условия поставки. Часть 1. Общие положения)
EN 1559-4, Castings - Technical conditions of delivery - Part 4: Additional for castings of aluminium alloy castings (Отливки. Технические условия поставки. Часть 4. Дополнительные требования к отливкам из алюминиевых сплавов)
EN 1706, Aluminium and aluminium alloys - Castings - Chemical composition and mechanical properties (Алюминий и алюминиевые сплавы. Отливки. Химический состав и механические свойства)
EN 1714:1997, Non-destructive testing of welds - Ultrasonic testing of welded joints (Неразрушающий контроль сварных швов. Ультразвуковой контроль сварных соединений)
EN 1999-1-1:2007, Eurocode 9 - Design of aluminium structures - Part 1-1: General structural ruls (Еврокод 9. Проектирование алюминиевых конструкций. Часть 1-1. Общие правила проектирования)
EN 1999-1-2, Eurocode 9 - Design of aluminium structures - Part 1-2: Structural design (Еврокод 9. Проектирование алюминиевых конструкций. Часть 1-2. Противопожарное проектирование конструкций)
EN 1999-1-3:2007, Eurocode 9 - Design of aluminium structures - Part 1-3: Structures susceptible to fatigue (Еврокод 9. Проектирование алюминиевых конструкций. Часть 1-3. Конструкции чувствительные к усталости металлов)
EN 04.01.1999, Eurocode 9 - Design of aluminium structures - Part 1-4: Cold-formed structural sheeting (Еврокод 9. Проектирование алюминиевых конструкций. Часть 1-4. Конструкционный листовой материал холодной обработки)
EN 1999-1-5, Eurocode 9 - Design of aluminium structures - Part 1-5: Shells structures (Еврокод 9. Проектирование алюминиевых конструкций. Часть 1-5. Конструкции оболочек)
EN 10204, Metallic products - Types of inspection documents (Металлические изделия. Типы документации приемочного контроля)
EN 12020-1, Aluminium and aluminium alloys - Extruded precision profiles in alloys EN AW-6060 and EN AW-6063 - Part 1: Technical conditions for inspection and delivery (Алюминий и алюминиевые сплавы. Прессованные точные профили в сплавах EN AW-6060 и EN AW-6063. Часть 1. Технические условия для контроля и поставки)
EN 12020-2, Aluminium and aluminium alloys - Extruded precision profiles in alloys EN AW-6060 and EN AW-6063 - Part 2: Tolerancec on dimensions and form (Алюминий и алюминиевые сплавы. Прессованные точные профили в сплавах EN AW-6060 и EN AW-6063. Часть 2. Допуски на размеры и форму)
EN 12206-1, Paints and varnishes - Coating of aluminium and aluminium alloys for arehitectural purposes architectural purposes - Part 1: Coatings prepared from powder (Краски и лаки. Покрытие алюминия и алюминиевых сплавов в архитектурных целях. Часть 1. Покрытия, приготовленные из порошка)
EN 14399-2, High-strength structural assemblies for preloading - Part 2: Suitability for preloading (Высокопрочные строительные болтовые соединения с предварительным натяжением. Часть 2. Испытание на пригодность к предварительному натяжению)
EN 14399-3, High-strength structural assemblies for preloading - Part 3: System HR - Hexagon bolt and nut assemblies (Высокопрочные строительные болтовые соединения с предварительным натяжением. Часть 3. Система твердости по Роквеллу. Болтовые соединения с болтами с шестигранной головкой и гайкой)
EN 14399-4, High-strength structural bolted assemblies for preloading - Part 4: HB - Hexagon bolt bolt and nut assemblies (Высокопрочные строительные болтовые соединения с предварительным натяжением. Часть 4. Система твердости по Виккерсу. Болтовые соединения с болтами с шестигранной головкой и гайкой)
EN 14399-5, High-strength structural bolting assemblies for preloading - Part 5: Plain washer (Высокопрочные строительные болтовые соединения с предварительным натяжением. Часть 5. Плоские шайбы)
EN 14399-6, High-strength structural bolting assembles for preloading - Part 6: Plain chamfered washers (Высокопрочные строительные болтовые соединения с предварительным натяжением. Часть 6. Плоские шайбы со скошенной кромкой)
EN 14399-7, High-strength structural bolting assemblies for preloading - Part 7: System HR - Countersunk head bolt and nut assemblies (Высокопрочные строительные болтовые элементы соединения для предварительного натяжения. Часть 7. Система твердости по Роквеллу. Соединения с болтами с потайной головкой и гайками)
EN 14399-8, High-strength structural bolting assemblies construction for preloading - Part 8: System HB - Hexagon fit bolt and nut (Высокопрочные строительные болтовые элементы соединения для предварительного натяжения. Часть 8. Система твердости по Виккерсу. Соединения с установочными болтами с шестигранной головкой и гайками)
EN 15088, Aluminium and aluminum alloys - Structural products for construction works - Technical conditions for inspection and delivery (Алюминий и алюминиевые сплавы. Конструкционные материалы для строительных работ. Технические условия для контроля и поставки)
EN 20898-2, Mechanical properties of fasteners - Part 2: Nuts with specified regulatory burden - Bourse thread (ISO 898-2:1992) [Механические свойства крепежных элементов. Часть 2. Гайки с заданными значениями нормативной нагрузки - Крупная резьба (ISO 898-2:1992)]
EN 28839, Mechanical properties of fasteners, nonferrous metal bolts, screws, studs and nuts (ISO 8839:1986) [Механические свойства крепежных элементов. Болты, винты, шпильки и гайки, изготовленные из цветных металлов (ISO 8839:1986)]
EN ISO 898-1, Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1: Bolts, screws and studs with specified property classes (ISO 898-1:1999) [Механические свойства крепежных элементов, изготовленных из углеродистых сталей и стальных сплавов. Часть 1. Болты, винты и шпильки (ISO 898-1:1999)]
EN ISO 1479, Hexagon head tapping screws (ISO 1479:1983) [Самонарезающие винты с шестигранной головкой (ISO 1479:1983)]
_________________
_________________
_________________
_________________
EN ISO 3834-2, Quality requirements for fusion welding of metallic materials - Part 2: Comprehensive quality requirements (Требования к качеству сварки плавлением металлических материалов. Часть 2. Подробные требования к качеству)
EN ISO 3834-3, Quality requirements for fusion welding melting of metallic materials - Part 3: Standard quality requirement (Требования к качеству сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству)
EN ISO 3834-4, Quality requirements for fusion welding of metallic materials - Part 4: Elementary quality requirements (Требования к качеству сварки плавлением металлических материалов. Часть 4. Элементарные требования к качеству)
_________________
_________________
_________________
_________________
_________________
EN ISO 4034, Hexagon regular nuts style - Mark С (ISO 4034:1999) [Гайки шестигранные. Марка С (ISO 4034:1999)]
EN ISO 4063, Welding and related works - List of works and reference numbers (ISO 4063:1998) [Сварка и связанные с ней работы. Перечень работ и справочные номера (ISO 4063:1998)]
EN ISO 4288, GPS - Surface texture: Profile method - Rules and procedures for the assessment of surface structure (ISO 4288:1996) [Технические условия по геометрии изделий. Структура поверхности. Профилированный метод. Правила и процедуры для оценки структуры поверхности (ISO 4288:1996)]
EN ISO 4762, Hexagon socket head cup crews (ISO 4762:2004) [Гнездовые винты с шестигранной головкой (ISO 4762:2004)]
EN ISO 6520-1, Welding and related work - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding (ISO 6520-1:2007) [Сварка и связанные с ней работы. Классификация геометрических дефектов на металлических материалах. Часть 1. Сварка плавлением (ISO 6520-1:2007)]
EN ISO 6789, Assembly of tools for screws and nuts - Hand torque tools - Requirements and test methods for design conformance testing, quality conformance testing and recalibration testing (ISO 6789:2003) [Монтажные инструменты для винтов и гаек. Ручные инструменты с регулируемым крутящим моментом. Требования и методы для испытаний на соответствие проекту, испытание на соответствие качеству и процедура повторной калибровки (ISO 6789:2003)]
_________________
_________________
EN ISO 7089, Plain washers - Normal series - Product grade A (ISO 7089:2000) [Плоские шайбы. Стандартная серия. Марка A (ISO 7089:2000)]
EN ISO 7090, Plain washers with the beveled edge - Normal series - Product grade С (ISO 7090:2000) [Плоские шайбы со скошенной кромкой. Стандартная серия. Марка С (ISO 7090:2000)]
EN ISO 7091, Plain washers - Normal series - Product grade С (ISO 7091:2000) [Плоские шайбы. Стандартная серия. Марка С (ISO 7091:2000)]
EN ISO 7093-1, Plain washers - Large series - Part 1: Product grade A (ISO 7093-1:2000) [Плоские шайбы. Крупногабаритная серия. Часть 1. Марка A (ISO 7093-1:2000)]
EN ISO 7093-2, Plain washers - Large series - Part 2: Product grade В (ISO 7093-2:2000) [Плоские шайбы. Крупногабаритная серия. Часть 2. Марка В (ISO 7093-2:2000)]
EN ISO 7094, Plain washers - Extra large series - Product grade С (ISO 7094:2000) [Плоские шайбы. Экстракрупногабаритная серия. Марка С (ISO 7094:2000)]
EN ISO 9000, Quality management systems - Fundamentals and vocabulary (ISO 9000:2005) [Системы управления качеством. Основы и терминология (ISO 9000:2005)]
EN ISO 9013:2002, Thermal cutting - Classification of thermal cuts - Geometrical product specification (ISO 9013:2002) [Термическая резка. Классификация термической резки. Технические условия на геометрию изделий и допуски на качество (ISO 9013:2002)]
EN ISO 9018, Destructive test methods for welds in metallic materials - Tensile test on cruciform and lapped joints (ISO 9018:2003) [Разрушающие методы испытаний для сварных швов на металлических материалах. Испытание на разрыв для крестообразных соединений и соединений внахлестку (ISO 9018:2003)]
EN ISO 9606-2, Qualification test of welders - Fusion welding - Part 2: Aluminium and aluminium alloys (ISO 9606-2:2004) [Аттестационные проверки сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы (ISO 9606-2:2004)]
EN ISO 10042:2005 Welding - Arc Welded joints in aluminum and its alloys - Quality levels for imperfections (ISO 10042:2005) [Сварка. Соединения сварные из алюминия и алюминиевых сплавов, выполненные дуговой сваркой. Уровни качества по дефектам (ISO 10042:2005)]
EN ISO 10642, Hexagon socket countersunk head screws (ISO 10642:2004) [EH ИСО 10642 Гнездовые винты с шестигранной потайной головкой (ISO 10642:2004)]
EN ISO 13918, Welding - Studs-bolts and ceramic ferrules for arc stud welding (ISO 13918:1998) [Сварка. Статс-болты и керамические наконечники для дуговой приварки статс-болтов (ISО 13918:1998)]
EN ISO 13920, Welding - General tolerances for welded constructions - for length, angles, spape and position (ISO 13920:1996) [Сварка. Общие допуски для сварных конструкций - Линейные и угловые размеры. Геометрия и расположение (ISO 13920:1996)]
EN ISO 14731, Welding coordination - Tasks and responsibilities (ISO 14731:2006) [EH ИСО 14731 Координация сварочных работ. Задачи и ответственность (ISO 1473:2006)]
EN ISO 15480, Hexagon washers head drilling screws tapping screw (Самосверлящие винты с шайбой под шестигранной головкой с самонарезающей резьбой)
EN ISO 15481, Cross-recessed pan head drilling screws with tapping screw thread (ISO 15481:1999) [Самосверлящие винты с крестовой тарельчатой головкой с самонарезающей резьбой (ISО 15481:1999)]
EN ISO 15609-1, Specification and qualification of welding procedures for metallic materials - welding procedure specification - Part 1: Arc welding (ISO 15609-1:2004) [Спецификация и аттестация технологии сварки для металлических материалов. Спецификация технологии сварки. Часть 1. Дуговая сварка (ISO 15609-1:2004)]
EN ISO 15612, Specification and qualification of welding procedures for metallic materials - Qualification by adoption of a standard welding procedure (ISO 15612:2004) [Спецификация и аттестация технологии сварки для металлических материалов. Аттестация с помощью принятия стандартной технологии сварки (ISO 15612:2004)]
EN ISO 15614-2, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 2: Arc welding of aluminum and its alloys (ISO 15614-2:2005) [Спецификация и аттестация технологии сварки для металлических материалов. Испытание технологии сварки. Часть 2. Дуговая сварка алюминия и его сплавов (ISO 15614-2:2005)]
EN ISO 17659, Welding - Multilingual terms for welded joints with illustrations (ISO 17659:2002) [Сварка. Многоязычные термины для сварных соединений с иллюстрациями (ISO 17659:2002)]
_________________
ISO 4463-1, Methods measurement for building - Setting out and measurements - Part 1: Planning and organization, measuring procedures, acceptance criteria (Методы измерений для строений. Расположение и замеры. Часть 1. Планирование и организация, порядок измерительных процедур, критерии приемки)
ISO 7976-1, Tolerances for building - Methods of measurement of buildings and building products - Part 1: Methods and instruments (Допуски для строений. Методы измерения строений и строительных изделий. Часть 1. Методы и приборы)
ISO 7976-2, Tolerances for building - Methods of measurement of buildings and building products - Part 2: Position of measurement points ISO 8062 Castings - System of tolerances on dimensions and amendments machining (Допуски для строений. Методы измерения строений и строительных изделий. Часть 2. Расположение точек замера ИСО 8062. Отливки. Система допусков на размеры и поправки для машинной обработки)
ISO 10509, Hexagonal flange head tapping screws (Самонарезающие винты с шестигранной головкой с буртиком)
ISO 17123-1, Optics and optical instruments - Field procedures for testing geodetic and surveying - Part 1: Theory (Оптика и оптические приборы. Полевая методика работы с геодезическими приборами и съемочной аппаратурой. Часть 1. Теория)
ISO 17123-3, Optics and optical instruments - Field procedures for testing geodetic and surveying - Part 3: Theodolites (Оптика и оптические приборы. Полевая методика работы с геодезическими приборами и съемочной аппаратурой. Часть 3. Теодолиты)
ISO 17123-4, Optics and optical instruments - Field procedures for testing geodetic and surveying - Part 4: Electro-optical distance meters (EDM) [Оптика и оптические приборы. Полевая методика работы с геодезическими приборами и съемочной аппаратурой. Часть 4. Электрооптические дальномеры (приборы EDM)]
ISO 17123-7, Optics and optical instruments - Field procedures for testing geodetic and surveying - Part 7: Optical plumding instruments (Оптика и оптические приборы. Полевая методика работы с геодезическими приборами и съемочной аппаратурой. Часть 7. Оптические отвесные приборы)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 элемент (component): Часть сооружения, которая сама может быть собрана из нескольких более мелких элементов.
Примечание - Элемент сам по себе может быть конструкцией.
3.2 входящие в состав элементы (constituent products): Материалы или изделия со свойствами, которые являются частью конструктивных расчетов или иначе соотносятся с механическим сопротивлением и устойчивостью конструкций и их частей и/или их огнестойкостью, включая аспекты долговечности и эксплуатационной надежности.
3.3 строительные сооружения (construction works): Объект, являющийся результатом строительных работ. Этот термин включает в себя здания и инженерные сооружения. Он относится ко всей конструкции, охватывая и конструктивные, и неконструктивные элементы.
3.4 строитель (constructor): Лицо или организация, осуществляющие сооружение (в ЕН ИСО 9000 - поставщик).
3.5 базовая проектная технология монтажа (design basis method of erection): План монтажа, на котором основывается проект конструкции.
3.6 технические условия технологии монтажа (erection method statement): Документация, описывающая процедуры, используемые для монтажа конструкции.
3.7 исполнение (execution): Действия, выполняемые для материального завершения сооружений: получение разрешения, подготовка, сварка, механические соединения, транспортирование, монтаж, обработка поверхности, а также контроль и документация о проверках.
3.8 класс исполнения (execution class): Классифицированный ряд требований, установленных для выполнения сооружений в целом, отдельных элементов или деталей элементов.
3.9 ведомость на изделие (execution specification): Комплект документов, содержащих технические данные и требования для определенной стальной конструкции, включая документы, дополняющие и уточняющие требования настоящего стандарта.
Примечание 1 - Спецификация по выполнению включает в себя требования, которые в разделах настоящего европейского стандарта определяются как те, на которые следует указывать.
Примечание 2 - Спецификация по выполнению представляет собой весь комплекс требований к изготовлению и установке конструктивных элементов с требованиями к изготовлению, определенными в комплекте спецификаций для элементов согласно ЕН 1090-1.
3.10 подготовка (prepation): Действия, выполняемые с входящими в состав продуктами для изготовления деталей, готовых для сборки и включения в элементы. При необходимости к ним относят, например, обозначение, обращение и хранение, резка, формовка и выполнение отверстий.
Примечание - Подготовленная часть сама по себе может быть элементом.
3.11 производитель (manufacturer): Предприятие, организация, компания, лицо, производящее, изготавливающее продукцию, товары, услуги.
3.12 изготовление (manufacturing): Все действия, необходимые для производства и поставки элемента. При необходимости к ним относятся, например, закупка, подготовка и сборка, сварка, механические соединения, транспортирование, обработка поверхности, а также контроль и документация о проверках.
Примечание - Для изготовления элементов применяются требования настоящего стандарта.
3.13 категория обслуживания (service category): Категория, характеризующая элемент в отношении его использования.
3.14
конструкция (structure): Предусмотренное (разработанное, запроектированное) сочетание соединенных друг с другом элементов, запроектированных так, чтобы воспринимать расчетные нагрузки и обеспечить необходимую жесткость. [ЕН 1990, пункт 1.5.1.6] |
3.15 дополнительное неразрушающее испытание (additional non-destructive testing NDT): Heразрушающий метод контроля в дополнение к визуальной оценке, например проникающее, ультразвуковое или рентгенографическое испытание.
3.16 сооружения (works): Часть строительных конструкций, которая представляет собой алюминиевую строительную конструкцию.
4 Технические условия и документация
4.1 Технические условия на выполнение
4.1.1 Общие положения
Необходимая информация и технические условия на выполнение каждого элемента алюминиевой конструкции должны быть согласованы и урегулированы до начала работ, а также содержать описание процессов для внесения изменений в ранее согласованные технические требования. В зависимости от актуальных условий в технических условиях на выполнение указывают следующую информацию:
- дополнительную информацию, в соответствии с перечнем приложения А (при необходимости);
- требуемые классы исполнения (см. 4.1.2);
- параметры, приведенные в приложении А;
- технические требования относительно безопасности работ (см. приложение I);
- план обеспечения качества (см. 4.2.2);
- дополнительные требования по выполнению, касающиеся функционального назначения;
- справочные приложения, применяемые в обязательном порядке.
4.1.2 Классы исполнения
Существует четыре класса исполнения ЕХВ1-ЕХВ4, согласно ЕН 1999-1-1, для которых уровень требований увеличивается от ЕХВ1 к ЕХВ4.
Классы исполнения могут использоваться для несущей конструкции в целом, для ее частей или только для отдельных элементов. Конструкции может быть присвоено несколько классов исполнения.
Указания по выбору классов исполнения приведены в ЕН 1999-1-1.
При неустановленном классе исполнения используют класс исполнения ЕХВ2.
Примечание - Перечень требований, относящихся к классам исполнения, приведен в таблице А.3.
4.1.3 Типы допусков
В 11.1 определены два типа геометрических допусков:
a) основные допуски;
b) дополнительные допуски.
4.1.4 Классы допусков для конструкций оболочек
Для конструкций оболочек в ЕН 1999-1-5 установлено четыре класса допусков, для которых уровень требований возрастает от 1-го класса к 4-му.
Требования к классам допусков для конструкций оболочек указаны в приложении I.
4.1.5 Испытания и критерии приемки для сварочных работ
Критерии приемки и объем испытаний следует указывать в техническом задании.
Примечание - Рекомендации по объему испытаний см. в приложении L, рекомендации по критериям приемки - 12.4.4.
4.2 Конструкторская документация
4.2.1 Документация по обеспечению качества
Для классов исполнения ЕХВ3 и ЕХВ4, а при наличии специальных указаний и для класса ЕХВ2, должны быть представлены следующие данные:
a) распределение задач и полномочий на различных этапах проекта;
b) применяемые процедуры, методы и рабочие инструкции;
c) конкретный план проверок для данного сооружения;
d) процедура внесения изменений и модификаций;
e) процедура работы с несоответствиями, запросы по отклонениям от проекта и спорные вопросы по качеству;
f) все контрольные точки или требования по контролю или испытаниям третьей стороной и все требования по соответствующим допускам.
4.2.2 План обеспечения качества
Должно быть установлено, требуется ли план обеспечения качества для возведения сооружения.
Примечание - Определение плана обеспечения качества см. в ЕН ИСО 9000.
План обеспечения качества должен включать:
a) основной руководящий документ, включающий в себя следующее:
1) оценку заданных требований сточки зрения возможностей производства,
2) организационную схему и руководящий персонал, ответственный за каждый пункт выполнения,
3) принципы и организационные мероприятия по контролю, включая распределение ответственности по каждой задаче контроля;
b) документацию по качеству для выполнения конструкций согласно 4.2.1. Документы должны быть подготовлены до начала выполнения соответствующего этапа изготовления;
c) отчеты и документы о выполняемом контроле, проверках или записи, подтверждающие квалификацию персонала, а также сертификаты и свидетельства о прохождении испытаний. Документация, связанная с установленными контрольными периодами по результатам испытаний, важная для продолжения производства, должна быть выполнена до его разрешения.
В приложении В приведена ведомость разделов для включения в план обеспечения качества, рекомендуемая для возведения строительных сооружений, со ссылкой на основные положения, приведенные в ИСО 10005.
4.2.3 Техника безопасности при производстве монтажных работ
Методико-технологические описания должны содержать подробные указания по производству работ и соответствовать техническим требованиям безопасности производства монтажных работ согласно приложению К.
4.2.4 Документация на выполнение работ
Документацию на выполнение работ составляют в достаточном объеме в процессе возведения сооружения и рассматривают как отчет, подтверждающий, что алюминиевая конструкция была выполнена в соответствии со всеми требованиями технических условий на выполнение.
5 Конструкционные материалы
5.1 Общие положения
Входящие в состав конструкционные материалы для изготовления алюминиевых конструкций, должны отвечать требованиям соответствующих стандартов, указанных в ЕН 15088, или в соответствии с действующими стандартами. Также следует установить используемые конструкционные материалы.
5.2 Обозначение, свидетельства о прохождении испытаний, контроль
Характеристики поставляемых конструкционных материалов должны быть указаны в документе таким образом, чтобы была возможность сравнить их с заданными характеристиками. Соответствие стандарту на изделие проверяют согласно 12.2.
Для металлических изделий в зависимости от установленного класса исполнения должны быть предъявлены следующие свидетельства о прохождении испытаний согласно ЕН 10204:
- ЕХВ2, ЕХВ3 и ЕХВ4 - свидетельство о прохождении приемочных испытаний 3.1;
- ЕХВ1 - заводской сертификат 2.2.
При изготовлении конструкций классов исполнения ЕХС3 и ЕХС4 следует обеспечить контроль конструкционных материалов на всех этапах - от получения до передачи для установки в конструкцию.
Примечание - Контроль может быть основан на документальных записях о группах изделий, распределенных в процессе общего производства, если не требуется контролирование каждого изделия отдельно.
Если конструкционные материалы и входящие в состав конструкций элементы классов исполнения ЕХВ2, ЕХВ3 или ЕХВ4 имеют разные марки и/или качество, каждая из них должна быть промаркирована.
Способы маркировки конструкционных материалов для различных элементов конструкций должны соответствовать 6.2.
Если маркировка предусмотрена, но не выполнена, то непромаркированные конструкционные материалы и входящие в состав конструкций элементы считают изделиями, не соответствующими установленным требованиям.
5.3 Конструкционные материалы
В таблицах 1-3 приведена ведомость стандартизированных материалов и марок, в соответствии с ЕН 1999. При выборе материала следует учитывать планируемые варианты обработки. При этом должны быть учтены следующие особенности:
- использование материала с анизотропными характеристиками, включая прессованные профили, изготовляемые инструментами камерного или мостового типа;
- холодная обработка давлением;
- применение сварки на материалах, отрицательно влияющей на свойства материала в направлении перпендикулярно шву.
Примечание 1 - При сваривании прокатных элементов из материала EN AW-6082 с использованием проволочных электродов или стержней согласно ЕН ИСО 18273, из таких материалов, как AI 5356, AI 5556 или Al 5356А (или аналогичные), подверженных растяжению перпендикулярно или сдвигу параллельно направлению проката, производитель входящих в состав продуктов должен с помощью приемочных испытаний 3.1 подтвердить, что функциональные характеристики в поперечном направлении проката не снижаются до неприемлемого уровня в результате термического воздействия. Если такого подтверждения нет, строительная организация должна выполнить испытание и оценить технологию сварки согласно приложению С для используемого элемента. Если в качестве расходных материалов для сварки используют AI 4043 согласно ЕН ИСО 18273, такое свидетельство не требуется.
- нагрев материала во время выполнения работ, который может изменить свойства материала, например при нанесении лака горячей сушки;
- защитные мероприятия для получения соответствующего качества поверхности для возможной последующей декоративной обработки.
Примечание 2 - Согласование вышеперечисленных случаев между производителем и заказчиком рекомендуется выполнять на стадии заказа.
Таблица 1 - Деформируемые алюминиевые сплавы - пластины, листы и прессованные профили
Материалы согласно | Марка согласно ЕН 515 | |
ЕН 573-1 и ЕН 573-3; числовое обозначение | ЕН 573-2 и ЕН 573-3; химическое обозначение | |
EN AW-3103 | EN AW-AI Mn1 | Н14; Н16; Н24; Н26 |
EN AW-3004 | EN AW-AI Mn1Mg1 | Н14; Н16; Н24; Н26; Н34; Н36 |
EN AW-3005 | EN AW-AI Mn1Mg0,5 | H14; H16; H24; H26 |
EN AW-5005 | EN AW-AI Mg1(Б) | О/H111; H12; H14; H22; H24; H32; H34 |
EN AW-5005A | EN AW-AI Mg1(B) | О/H111; H12; H14; H22; H24; H32; H34 |
EN AW-5049 | EN AW-AI Mg2Mn0,8 | О; H14; H111; H24; H34 |
EN AW-5052 | EN AW-AI Mg2,5 | H12; H14; H22; H24; H32; H34 |
EN AW-5083 | EN AW-AI Mg4,5Mn0,7 | О/H111; H12; H14; H22; H24; H32; H34; F; H112; H116 |
EN AW-5383 | EN AW-AI Mg4,5Mn0,9 | О/H111; H112; H116; H22/H32; H24/H34 |
EN AW-5454 | EN AW-AI Mg3Mn | О/H111; H14; H24; H34 |
EN AW-5754 | EN AW-AI Mg3 | О/H111; H14; H24; H34 |
EN AW-6005A | EN AW-AI SiMg(A) | T6 |
EN AW-6060 | EN AW-AI MgSi | T5; T6; T64; T66 |
EN AW-6061 | EN AW-AI Mg1SiBu | T4; T6; T451; T651 |
EN AW-6063 | EN AW-AI Mg0,7Si | T5; T6; T66 |
EN AW-6082 | EN AW-AI Si1MgMn | T4; T5; T6; T651; T61; T6151; T451 |
EN AW-6106 | EN AW-AI MgSiMn | T6 |
EN AW-7020 | EN AW-AI Zn4,5Mg1 | T6; T651 |
EN AW-8011A | EN AW-AI FeSi(A) | H14; H16; H24; H26 |
Таблица 2 - Деформируемые алюминиевые сплавы - поковки
Материалы в соответствии с ЕН 586 | Марка в соответствии с ЕН 515 | |
Обозначение | Символы | |
EN AW-5083 | EN AW-AI Mg4,5Mn0,7 | Н112 |
EN AW-5754 | EN AW-AI Mg3 | Н112 |
EN AW-6082 | EN AW-AI SiMgMn | Т6 |
Таблица 3 - Алюминиевые сплавы - отливки (пресс-литье или литье в песчаные формы)
Материалы* в соответствии с ЕН 1706 | Марка согласно EH 1706 | |
Числовое обозначение | Химическое | |
EN AB-42100 | EN AB-AI Si7Mg0,3 | Постоянная пресс-форма: T6; Т64 |
EN АВ-42200 | EN AB-AI Si7Mg0,6 | Постоянная пресс-форма: Т6; Т64 |
EN АВ-43000 | EN AB-AI Si10Mg(a) | Постоянная пресс-форма: F |
EN АВ-43300 | EN AB-AI Si9Mg | Отливка в песчаную форму: Т6 Постоянная пресс-форма: Т6; Т64 |
EN АВ-44200 | EN AB-AI Si12(a) | Отливка в песчаную форму Постоянная пресс-форма: F |
EN AB-51300 | EN AB-AI Mg5 | Отливка в песчаную форму Постоянная пресс-форма: F |
* Требования к испытанию на качество деталей отливки следует указывать. Инструкция приведена в ЕН 1999-1-1. | ||
5.4 Изделия из алюминия
В качестве конструкционных материалов применяют изделия согласно таблице 4 из алюминия и алюминиевых сплавов согласно 5.3.
Таблица 4 - Стандарты по алюминиевым продуктам
Продукт | Общие положения (Оценка и методы испытаний) | Допуски |
Прессованные стержни, бруски, трубы и профили | ЕН 755-1 | ЕН 755-3 - Круглые бруски ЕН 755-4 - Квадратные бруски ЕН 755-5 - Прямоугольные бруски ЕН 755-6 - Шестиугольные бруски ЕН 755-7 - Бесшовные трубы ЕН 755-8 - Канальные трубы ЕН 755-9 - Профили |
Прессованные стержни, бруски, трубы и профили | ЕН 12020-1 | ЕН 12020-2 |
Холоднодеформированные стержни, бруски и трубы | ЕН 754-1 | ЕН 754-3 - Круглые бруски ЕН 754-4 - Квадратные бруски ЕН 754-5 - Прямоугольные бруски ЕН 754-6 - Шестиугольные бруски ЕН 754-7 - Бесшовные трубы ЕН 754-8 - Канальные трубы |
Поковки | ЕН 586-1 | ЕН 586-3 |
Листы, полосы и пластины | ЕН 485-1 | ЕН 485-3 - Продукты горячей прокатки ЕН 485-4 - Продукты холодной прокатки |
Отливки | ЕН 1559-1, ЕН 1559-4 | ИСО 8062 |
Проволока | ЕН 1301-1 | ЕН 1301-3 |
5.5 Расходные материалы для сварки
Расходные материалы для сварки должны соответствовать требованиям ЕН ИСО 18273. Следует установить основные материалы для сварных соединений.
Примечание - Рекомендации по выбору расходных материалов для сварки приведены в ЕН 1999-1-1.
5.6 Крепежные элементы
5.6.1 Болты, гайки, шайбы
Следует указывать класс болтовых соединений, стандарт по материалам, класс прочности и другие требования, например к обработке поверхности.
Допускается использовать крепежные элементы только согласно таблице 5. При указанной обработке поверхности все элементы высокопрочных крепежных элементов должны доставляться с одинаковой обработкой поверхности.
Все элементы болтовых соединений (болт, гайка и шайба) должны иметь одинаковые характеристики коррозионной стойкости. Болты и гайки с оцинкованной поверхностью должны быть доставлены одним производителем, что обеспечит плавный ход резьбы. Производитель высокопрочных болтов, гаек и шайб несет ответственность за их обработку горячим цинкованием.
Таблица 5 - Сочетание болтов, гаек и шайб для класса соединений
Класс соединения согласно ЕН 1999-1-1 | Болты | Гайки | Шайбы | ||
Стандарт на изделие | Класс прочности болтов | Стандарт на изделие | Класс прочности болтов | Стандарт на изделие | |
A, D (алюминий) | ЕН ИСО 4014, ЕН ИСО 4017 | Алюминий по ЕН 8839 | ЕН ИСО 4032 | Алюминий по ЕН 28839 | ЕН ИСО 7091 |
A, D (нержавеющая сталь) | ЕН ИСО 4014, ЕН ИСО 4017, ЕН ИСО 4762, ЕН ИСО 2009 | Марка 50 нержавеющей стали согласно ЕН ИСО 3506-1 | ЕН ИСО 4032 | 50 согласно ЕН ИСО 3506-2 | ЕН ИСО 7089, ЕН ИСО 7090 |
A, D (нержавеющая сталь) | ЕН ИСО 4014, ЕН ИСО 4017, ЕН ИСО 4762, ЕН ИСО 2009, ЕН ИСО 7046-2 | Марка 70 нержавеющей стали согласно ЕН ИСО 3506-1 | ЕН ИСО 4032 | 70 согласно ЕН ИСО 3506-2 | ЕН ИСО 7089, ЕН ИСО 7090 |
A, D (нержавеющая сталь) | Марка 80 нержавеющей стали согласно ЕН ИСО 3506-1 | 80 согласно ЕН ИСО 3506-2 | |||
A, D (сталь) | ЕН ИСО 4016, ЕН ИСО 4018 | 4.6 согласно ЕН ИСО 898-1 | ЕН ИСО 4034, ЕН ИСО 4032 | М16:5 >М16:4 или 5 согласно ЕН 20898-2 | ЕН ИСО 7091, ЕН ИСО 708, ЕН ИСО 7090 |
A, D (сталь) | ЕН ИСО 4014, ЕН ИСО 4017 | 5.6 согласно ЕН ИСО 898-1 | ЕН ИСО 4032 | 5 по ЕН 20898-2 | ЕН 7091, ЕН ИСО 7089, ЕН ИСО 7090 |
A, D (сталь) | ЕН ИСО 4014, ЕН ИСО 4017, ЕН ИСО 4762, ЕН ИСО 7046-2, ЕН ИСО 10642 | 8.8 согласно ЕН ИСО 898-1 | ЕН ИСО 4032 | 8 по ЕН 20898-2 | ЕН ИСО 7091, ЕН ИСО 7089, ЕН ИСО 7090 |
A, D (сталь) | ЕН 14399-7 | 8.8 | ЕН 14399-3 | 8 | ЕН 14399-5, ЕН 14399-6 |
A, D (сталь) | ЕН ИСО 10642 | 10.9 согласно ЕН ИСО 898-1 | ЕН ИСО 4032 | 10 согласно ЕН 20898-2 | ЕН ИСО 7091, ЕН ИСО 7089, ЕН ИСО 7090 |
A, D (сталь) | ЕН 14399-7 | 10.9 | ЕН 14399-3 | 10 | ЕН 14399-5, ЕН 14399-6 |
А, В, С, D, Е (сталь) | ЕН 14399-3 | 8.8 | ЕН 14399-3 | 8 | ЕН 14399-5, ЕН 14399-6 |
А, В, С, D, Е (сталь) | ЕН 14399-3 | 10.9 | ЕН 14399-3 | 10 | ЕН 14399-5, ЕН 14399-6 |
А, В, С, D, Е (сталь) | ЕН 14399-4 ЕН 14399-8 | 10.9 | ЕН 14399-4 | 10 | ЕН 14399-6 |
Примечание - Классы болтовых соединений в соответствии с ЕН 1999-1-1: А - срезное соединение, несущий тип; В - срезное соединение, сопротивление скольжению по второму предельному состоянию; С - срезное соединение, сопротивление скольжению по первому предельному состоянию; D - болтовое соединение, без контролируемого натяжения; Е - болтовое соединение, с применением высокопрочных болтов с контролируемым натяжением. Следует использовать только алюминиевые материалы, перечисленные в стандарте ЕН 1999-1-1. Для удлиненных отверстий и отверстий с увеличенным размером можно использовать также шайбы согласно ЕН ИСО 7093-1, ЕН ИСО 7093-2 и ЕН ИСО 7094. | |||||
5.6.2 Стад-болты
Размеры и форма стад-болтов должны соответствовать требованиям ЕН ИСО 13918.
5.6.3 Заклепки
Заклепки должны соответствовать требованиям ЕН ИСО 13918.
В случае применения алюминиевых сплавов, содержащих в качестве легирующего элемента медь, следует обеспечить достаточное сопротивление коррозии или коррозионную стойкость в соответствии с условиями коррозионной среды.
5.6.4 Самосверлящие и самонарезающие винты
Самосверлящие винты должны соответствовать требованиям ЕН ИСО 15480, самонарезающие винты - требованиям ЕН ИСО 1481, ЕН ИСО 7049, ЕН ИСО 1479 или ИСО 10509.
Если самосверлящие или самонарезающие винты применяются для крепления трапецеидального профлиста, то есть фиксации тонкого материала с толстым, необходимо заранее просверливать отверстия, если толщина прикрепляемого элемента превышает 2 мм, или использовать винты с подточенной резьбой.
5.6.5 Опоры
Конструктивные опоры должны соответствовать требованиям ЕН 1337-3, ЕН 1337-4, ЕН 1337-5, ЕН 1337-6 или ЕН 1337-8.
5.7 Адгезионные соединения
Требования к долговременным и кратковременным характеристикам материала адгезионных соединений следует устанавливать отдельно.
Примечание - Отсутствуют стандарты, определяющие требования к адгезионным материалам, используемым для несущих соединений в строительстве.
6 Подготовительные работы
6.1 Общие положения
В настоящем разделе установлены требования касательно подготовки к изготовлению алюминиевых конструкций, включая подготовку процессов холодного формирования тонкостенных элементов и листового материала, за исключением случаев, описанных в стандартах на изделия.
Алюминиевые элементы конструкций должны быть изготовлены в пределах допусков, указанных в 11.2.
Примечание - Требования к сварке и крепежным соединениям приведены в разделах 7 и 8. Требования к контролю, испытаниям и исправлениям дефектов определены в 12.3.
6.2 Маркировка
Для классов исполнения ЕХВ2, ЕХВ3 и ЕХВ4 все конструкционные и комплектующие материалы должны быть четко маркированы или иметь уникальное обозначение для распознавания (например, прессованные профили с разным поперечным сечением) при использовании изделия из различных сплавов или из одного сплава, но различных марок. Маркировка должна выполняться стандартным способом, например краской, этикеткой, ярлыком, штриховым кодом и т.д. Вид маркировки следует согласовать между производителем конструкционных материалов и комплектующих и строительной организацией.
Необходимо предусмотреть сохранность маркировки до конечного применения материала. Маркировка резцом или наплавкой металла не допускается. Не разрешается использовать жесткие клейма, если это не разрешается техническими требованиями.
На каждом этапе изготовления для классов исполнения ЕХВ2, ЕХВ3 и ЕХВ4 каждая деталь или упаковка одинаковых деталей алюминиевых конструкций должна иметь четкую и нестираемую маркировку либо иное уникальное обозначение, сохраняющееся до монтажа.
6.3 Транспортирование и хранение
Транспортирование и хранение входящих в состав материалов и элементов должны выполняться безопасным способом, предотвращающим деформацию и сводящим к минимуму возможность повреждения поверхностей. Следует соблюдать все инструкции производителя и поставщика конструкционных материалов.
Конструкционные материалы и комплектующие, поврежденные настолько, что больше не отвечают требованиям стандарта, должны рассматриваться как несоответствующие.
6.4 Резка
Резку следует выполнять так, чтобы были соблюдены все требования к качеству поверхностей резки, указанные в настоящем стандарте.
Резка выполняется путем распиловки, резки ножницами, рубкой, термической резкой или струйными способами резки. Дефекты резки или поверхностей следует устранить подходящим механическим способом, например фрезерованием, шлифованием, опиловкой или шабрением.
Поверхность резки не должна выходить за пределы класса 4, определенного в ЕН ИСО 9013:2002, если не указано иное. Это требование относится к допускам на перпендикулярность, угловые отклонения и среднюю высоту профиля.
Поверхности после резки ножницами и рубки не должны иметь трещин и зазубрин. В противном случае эти поверхности следует обработать для устранения дефектов.
Необходимо указывать необходимость устранения острых кромок по техническим причинам.
Элементы конструкций из сплава EN AW-7020 следует обрабатывать только с помощью резки ножницами или рубки при соблюдении следующих условий:
- при выполнении сварочных работ обрезанные ножницами или рубленые кромки следует полностью проплавлять по всей их длине, иначе при сварке кромки не будут полностью проплавлены. Перед сваркой кромку необходимо подрезать на 0,4 толщины или 3 мм (на меньшее из данных значений);
- при отсутствии сварочных работ обработку на станке, как определено выше, можно выполнить как дополнительную термическую обработку. Это разрешается только для стенок толщиной до 5 мм.
Примечание - О проведении дополнительной термической обработки см. EN AW-7020 в 7.7.
6.5 Формообразование
Формообразование лучше всего выполнять с помощью холодной обработки давлением, например гибки, фальцевания или прессования, до нужной формы. Операции, которые в значительной степени влияют на свойства материала (например, размягчение в результате нагревания или наклеп в результате пластической деформации во время формообразования), должны выполняться только при наличии разрешения и при проведении испытаний согласно указанным требованиям.
При обработке давлением не допускаются трещины.
Сразу после процесса формообразования необходимо выполнять проверку деформированных зон в соответствии с 12.3.1.
Отмечать линию сгиба кромок можно только с помощью мягкого простого или цветного карандаша.
6.6 Выполнение отверстий для крепежных элементов
Отверстия допускается выполнять с помощью сверления, рубки, струйной резки или механизированной термической резки. Следует установить размеры отверстий. Максимальный зазор должен соответствовать указаниям таблицы 6. Внутренняя поверхность отверстий, изготовленных термической резкой или резкой струей воды, не должна выходить за пределы класса 4, определенного по ЕН ИСО 9013:2002, если не указано иное. Это относится к допускам на перпендикулярность, угловые отклонения и среднюю глубину шероховатости.
Неровности поверхности и заусенцы следует удалить.
Для всех категорий болтовых соединений рубка отверстий должна быть разрешена только до максимальной толщины 25 мм. Вырубленные отверстия в деталях, подверженных нагрузкам на растяжение, с толщиной от 16 до 25 мм, следует пробивать с уменьшением диаметра минимум на 2 мм с последующим рассверливанием.
Детали из EN AW-7020 допускается обрабатывать рубкой только при условии соблюдения требований 6.4. Если отверстия плотно заполняются болтами, дополнительные требования согласно 6.4 не требуются.
Если отверстия для болтов и заклепок просверливаются в деталях, плотно соединенных друг с другом, детали необходимо разделить для устранения заусенцев, если это специально указано.
Следует использовать нейтральные охлаждающие вещества и смазочные материалы.
Максимальные зазоры отверстий для крепежных элементов указаны в таблице 6.
Таблица 6 - Максимальные зазоры в отверстиях для крепежных элементов
Тип крепежного элемента и тип соединения | Материал крепежного элемента | Номинальный диаметр крепежного элемента, мм | Максимальный зазор в диаметре, мм |
Призонные болты (A, D, Е) | - | Любой | 0,3 |
Болтовые соединения без подгонки и штифты (А, С, D, Е) | - | Любой | 1 |
Крепежные элементы в отверстиях с большим зазором (A, D, Е) | - | Любой | Более, чем: - 2 или - 0,15 диаметр |
Заклепки (А), см. 5.6.3 | Алюминий | <13
13 | 0,4 0,8 |
Сталь и нержавеющая сталь | <13
13 | 0,8 1,6 | |
Высокопрочные болты согласно ЕН 14399-3 или ЕН 14399-4 (все слои или два внешних слоя, если больше, чем три слоя) (С) | Сталь | 24 >24 | 2 3 |
Высокопрочные болты согласно ЕН 14399-3 или ЕН 14399-4 (свыше трех слоев, внутренние слои) (С) | Сталь | Любой | 3 |
Специальные заклепки и другие крепежные элементы | Рекомендации приведены в приложении Е | ||
Примечание - Размер отверстий не следует выбирать больше вследствие неравномерной или избыточной толщины цинкового покрытия на болтах. | |||
Отверстия для призонных болтов просверливают минимум на 2 мм меньше диаметра резьбы или стержня, а затем рассверливают. Если крепежный элемент устанавливают с прохождением через несколько слоев, эти детали должны прочно удерживаться друг с другом во время рассверливания.
В общем случае отверстия допускается просверливать также без дополнительного рассверливания, если детали прочно зафиксированы друг с другом и соблюдается максимальный зазор.
Следует указывать номинальные размеры раззенковки. Они должны быть такими, чтобы после установки болт находился на одном уровне с внешней поверхностью детали. Угол раззенковки должен соответствовать углу потайной головки.
В случае потайной заклепки раззенковка должна быть такой, чтобы после клепки головка заклепки полностью заполняла раззенковку и находилась на одном уровне с внешней поверхностью детали. Следует указывать размеры раззенковки.
Примечание - Инструкции на выполнение отверстий для самосверлящих и самонарезающих винтов см. в 5.6.4.
6.7 Вырезы
Внутренние углы и вырезы следует скруглять с минимальным радиусом 5 мм.
На деталях из EN AW-7020 при применении рубки учитывают требования, приведенные в 6.6 и 6.4.
6.8 Поверхности контактных стыков
Поверхности контактных стыков должны удовлетворять требованиям, указанным в 11.2.2.3.
6.9 Пробная сборка
Необходимо постоянно выполнять пробную сборку для обеспечения подгонки элементов между собой. Следует указывать необходимость полной контрольной сборки элемента. Для достижения проектных размеров и геометрии элементов, а также типа и размера всех сварных швов, следует выполнять контрольные сборки.
6.10 Термическая обработка
Любую термическую обработку входящего в состав алюминиевого материала следует выполнять согласно аттестационным правилам. Такой аттестационный способ может являться частью технических требований производителя входящего в состав материала. Термическую обработку допускается выполнять только при наличии подходящего оборудования.
6.11 Выпрямление
Корректировка формы с помощью термического воздействия не допускается, за следующими исключениями:
- если используются не термически упрочняемые материалы в состоянии О;
- если используются другие материалы (марки), а формообразование (сварными швами или газовой горелкой) выполняется в слабо напряженных зонах при строгом контроле документирования, контроле температур.
Необходимость проведения такого рода работ следует установить в технических условиях на выполнение.
Примечание - В зависимости от сплава и состояния нагрев (температура и длительность) может повлиять на прочность и иногда также на внутреннюю структуру металла.
7 Сварка
7.1 Общие положения
Сварку выполняют в соответствии с требованиями соответствующей части ЕН ИСО 3834.
Примечание 1 - Указания по применению ЕН ИСО 3834 относительно требований к качеству сварки плавлением металлических материалов приведены в CEN ISO/TR 3834-6.
В зависимости от класса исполнения применяются следующие документы:
- ЕХВ1 по ЕН ИСО 3834-4 - "Элементарные требования к качеству";
- ЕХВ2 по ЕН ИСО 3834-3 - "Стандартные требования к качеству";
- ЕХВ3 и ЕХВ4 по ЕН ИСО 3834-2 - "Подробные требования к качеству".
Примечание 2 - Указания по сварным швам на поверхности листов или пластин см. в примечании 1 к 5.3.
7.2 Планирование сварочных работ
7.2.1 Требования к планированию сварочных работ
Сварочные работы выполняют в соответствии с ЕН ИСО 3834.
7.2.2 Инструкция на технологический процесс сварки
Инструкция на технологический процесс сварки должна одержать следующее:
a) подробное описание соединяемых деталей;
b) размер и тип сварного шва;
c) подготовка соединения, включая устранение оксидного слоя;
d) технологическая карта на сварочные работы, включая требования к материалам для сварных соединений, требования к подогреву и промежуточным рабочим швам;
e) меры, предпринимаемые для предотвращения деформаций во время и после сварки;
f) последовательность наложения сварных швов со всеми ограничениями и положениями начальных и конечных точек сварного шва, включая промежуточные начальные и конечные точки, в случаях, когда конфигурация шва не позволяет выполнять сварку непрерывно.
Примечание - Если при сборке выполненные ранее сварные швы перекрываются или становятся недоступными, необходимо уделить особое внимание очередности выполнения швов и возможной необходимости контроля/испытания предыдущего сварного шва перед последующей сваркой или перед сборкой перекрывающих элементов конструкций;
g) требования к промежуточному контролю;
h) требования к повороту элементов конструкций в процессе сварки, связанному с последовательностью сварки;
i) подробную информацию о применяемых зажимах и приспособлениях;
j) технические требования к тепловой обработке;
k) специальное оборудование для сварочных материалов (хранение и предотвращение попадания влаги и т.п.);
I) ссылки на 12.4 касающиеся плана контроля испытаний;
m) требования к условиям приемки сварных швов в соответствии с учетом положений 12.4.4;
n) требования к обозначению сварных швов.
7.3 Способы сварки
Сварка может выполняться следующими способами сварки определенными в ЕН ИСО 4063, если не указано иное:
- 131 - сварка металлическим электродом в среде инертного газа, сварка МИА;
- 141 - дуговая сварка вольфрамовым электродом в среде инертного газа (сварка ВИА);
- 15 - плазменная дуговая сварка.
7.4 Квалификация технологических процессов сварки и персонала, выполняющего сварку
7.4.1 Квалификация технологических процессов сварки
Для классов исполнения ЕХВ2, ЕХВ3 и ЕХВ4 сварку следует выполнять в соответствии с технологической картой для сварки в соответствии с ЕН ИСО 15609-1. Для классов исполнения ЕХВ3 и ЕХВ4 квалификацию технологии дуговой сварки следует проводить в соответствии с ЕН ИСО 15613 или ЕН ИСО 15614-2. Для класса исполнения ЕХВ2 классификацию технологии сварки следует проводить в соответствии с одним из следующих стандартов: ЕН ИСО 15612, ЕН ИСО 15613, ЕН ИСО 15614-2.
Для других способов сварки следует применять ЕН ИСО 15613 или соответствующий стандарт серии ЕН ИСО 15614.
При использовании способов квалификации согласно ЕН ИСО 15613 или ЕН ИСО 15614-2 должны выполняться следующие условия:
a) при испытаниях стыковых сварных швов не оценивают угловые сварные швы;
b) для оценки угловых сварных швов должно быть выполнено технологическое испытание согласно приложению С.
Технические условия на технологический процесс сварки для узлов каркасных конструкций из замкнутых профилей должны определять начальные и конечные зоны сварки и метод, используемый в случаях изменения сварных швов от угловых швов к стыковым швам в процессе выполнения сварки.
В местах свариваемости кованых деталей, в зависимости от формы деталей, может потребоваться подтверждение механико-технологических свойств сварного шва с помощью предварительного производственного испытания.
При отсутствии специальных указаний литые детали сваривать не допускается.
Указания по разработке и применению технических условий для сварки приведены в приложении L.
7.4.2 Актуальность квалификации технологического процесса сварки
При использовании строителем квалификационного процесса сварки в течение определенного времени в соответствии с ЕН ИСО 15614-2 необходимо выполнить следующие испытания:
a) если технология сварки не использовалась более одного года, строительная организация должна выполнить производственное испытание сварки, в котором геометрия и размеры соответствуют требованиям ЕН ИСО 15614-2 и приложению С настоящего стандарта. Контроль и испытание должны включать в себя визуальный контроль, рентгенографическую дефектоскопию, поверхностную дефектоскопию и макроскопическое исследование;
b) если технология сварки не использовалась строительной организации в течение трех лет, следует выполнить аттестацию технологии сварки в полном объеме.
7.4.3 Квалификация сварщиков и управляющих сваркой
Сварщики должны оцениваться согласно ЕН ИСО 9606-2, управляющие сваркой - согласно ЕН 1418.
Для сварки каркасных конструкций из замкнутого профиля, сварщиков следует оценивать путем выполнения односторонней сварки для примыкающего трубного соединения в соответствии с рисунком 1.
Примечание - В примыкающем трубном соединении сварной шов по периметру может изменяться от стыкового шва к угловому шву.

Рисунок 1 - Примыкающее трубное соединение
Отчеты обо всех квалификационных испытаниях сварщиков и управляющих сварочного оборудования следует хранить для инспекционных проверок.
7.4.4 Персонал, контролирующий качество выполнения сварочных работ
Для элементов конструкций классов исполнения ЕХВ2, ЕХВ3 и ЕХВ4 контроль сварочных работ должен выполняться в течение выполнения сварки персоналом, контролирующим сварочные работы, имеющим необходимые квалификацию и опыт выполнения сварочных работ, которые он контролирует, в соответствии с указаниями ЕН ИСО 14731.
Уровень технических знаний персонала, контролирующего качество выполнения сварочных работ, должен соответствовать требованиям, приведенным в таблице 7.
Таблица 7 - Технические знания, необходимые для персонала, контролирующего сварочные работы
Класс исполнения | Основной материал | Тип расходных материалов для сварки | |||
Типы 3, 4 | Тип 5 | ||||
Номинальная толщина материала, мм | Номинальная толщина материала, мм | ||||
t 12 | t>12 | t 12 | t>12 | ||
ЕХС2 | 3ххх, 5ххх | В | S | В | S |
Другой | S | ||||
ЕХС3 | 3ххх, 5ххх | S | S | S | С |
Другой | С | С | |||
ЕХС4 | Все | С | |||
Примечание - В настоящей таблице даны рекомендации по возможным комбинациям свариваемых материалов, входящих в состав основных и присадочных материалов. Допустимые и рекомендуемые комбинации см. в ЕН 1999-1-1. Концевая пластина до 25 мм. В - базовые технические знания согласно ЕН ИСО 14731; S - специальные технические знания согласно ЕН ИСО 14731; С - всесторонние технические знания согласно ЕН ИСО 14731. | |||||
7.5 Подготовка и выполнение сварочных работ
7.5.1 Общие положения
Сварочные работы следует выполнять в соответствии с рекомендациями, ЕН 1011-1 и ЕН 1011-4.
При использовании других процессов сварки кроме способов, перечисленных в 7.3, следует указать требования к сварке и проверить ее квалификацию путем технологических испытаний.
Временной интервал между очисткой поверхности и сваркой должен быть сокращен до минимума и не превышать 4 часов.
7.5.2 Подготовка соединений под сварку
Следует придерживаться рекомендаций ЕН 1011-1 и ЕН 1011-4. Кроме того, предъявляются следующие требования:
- подготовка соединений под сварку, включая допуски и подгонку, должна соответствовать подготовке технологических испытаний;
- при необходимости корректировки погрешности в геометрии соединения с помощью наплавки следует использовать квалификационную технологию сварки. Необходимо подтвердить, что вследствие этого характеристики несущей конструкции не ухудшились.
7.5.3 Защита от атмосферных воздействий
Сварщики и рабочая зона должны быть надлежащим образом защищены от негативных атмосферных воздействий, в особенности от ветра.
Свариваемые поверхности должны быть сухими и защищенными от конденсата. При температуре свариваемого материала ниже 5°С может потребоваться соответствующий подогрев.
7.5.4 Подготовительная сборка для сварки
Следует придерживаться рекомендаций ЕН 1011-1 и ЕН 1011-4. Кроме того, предъявляются следующие требования:
- свариваемые элементы должны быть выровнены и закреплены в неподвижном положении с помощью прихваточных сварных швов или внешних приспособлений и поддерживаться в начале сварки;
- сборку выполняют таким образом, чтобы взаимное расположение соединений и конечные размеры элементов конструкций не выходили за пределы установленных допусков. Следует предусмотреть соответствующие припуски на деформацию и усадку;
- свариваемые элементы должны быть собраны и закреплены в неподвижном положении так, чтобы свариваемое соединение было без труда доступно и хорошо видно сварщику/управляющему сваркой/контролеру.
7.5.5 Временные крепления
Следует указать, разрешена ли приварка временных креплений. При необходимости следует установить зоны, пригодные для приварки временных креплений.
Необходимо придерживаться рекомендаций ЕН 1011-1 и ЕН 1011-4. Кроме того, предъявляются следующие требования:
- все сварные швы временных креплений должны быть выполнены в соответствии с техническими условиями на технологические процессы сварки;
- при удалении временных креплений с помощью резки или рубки поверхность основного материала следует тщательно очистить и зашлифовать.
7.5.6 Прихваточные сварные швы
Необходимо придерживаться рекомендаций ЕН 1011-1 и ЕН 1011-4. Кроме того, предъявляются следующие требования:
- прихваточные сварные швы должны быть расположены только в местах, пригодных для начальной (конечной точки);
- для соединений, свариваемых автоматическим или полностью механизированным способом сварки, для классов исполнения ЕХВ3 и ЕХВ4 размещение прихваточных сварных швов должно быть включено в технические условия технологического процесса сварки.
7.5.7 Температура подогрева и температура выполнения прихваточных сварных швов
Температура подогрева и максимальная температура выполнения прихваточных швов должны соответствовать рекомендациям ЕН 1011-4.
7.5.8 Стыковые сварные швы
Необходимо придерживаться рекомендаций ЕН 1011-1 и ЕН 1011-4. Кроме того, предъявляются следующие требования:
- следует установить расположение стыковых сварных швов, используемых в качестве вспомогательных при изготовлении комплектующих частей требуемой длины;
- для элементов конструкций классов исполнения ЕХВ3 и ЕХВ4, а также для ЕХВ2, если установлено отдельно, следует использовать входные и выходные планки для обеспечения полноразмерности шва по концам;
- после завершения сварки все концевые планки следует удалить в соответствии с указаниями 7.5.5.
7.5.9 Прорезные сварные швы и электрозаклепки
Отверстия для прорезных швов и электрозаклепок должны быть размещены таким образом, чтобы был обеспечен надлежащий доступ к свариваемым поверхностям. Следует установить необходимые размеры.
Первый слой должен быть выполнен по всему периметру отверстия.
Электрозаклепки следует выполнять только после проверки качества сварки угловых прорезных швов. Электрозаклепки, выполняемые без предварительной прорезной сварки, запрещены, если не указано иное.
7.5.10 Другие типы сварных швов
Следует указывать требования к другим типам сварных швов, выполняемым другими способами сварки, кроме способов, перечисленных в 7.3, и они должны отвечать требованиям к сварке настоящего стандарта.
7.6 Критерии приемки
Критерии приемки указаны в 12.4.4.
7.7 Термическая обработка
При необходимости полной термической обработки (обработка раствором, закалка и дисперсионное твердение) или искусственного твердения сварных элементов следует использовать квалификационную технологию. Влияние термической обработки следует проверять с помощью технологического испытания согласно ЕН ИСО 15614-2. Это необходимо также, если ремонт, выполняемый сваркой, требует термической обработки, за исключением сплава EN AW-7020, для которого соответствующие рекомендации приведены в примечании 3 настоящего подраздела.
Технологическое испытание должно подтвердить, что выбранный способ соответствует требованиям по прочности, неизменности формы и точности размеров. Кроме того, необходимо учитывать дополнительные согласованные требования по качеству, например обработку анодным окислением.
Примечание 1 - Руководство по термической обработке после сварки см. CR ISO 17663. Дополнительные специальные указания можно получить от производителя конструкционных материалов.
Примечание 2 - Термическая обработка в виде искусственного старения практически не влияет на геометрию и точность размеров конструкции.
Примечание 3 - Для искусственного старения изделий из сплава EN AW-7020 и искусственного старения после сварки элементов из этого сплава приемлемыми считаются следующие температурные ступени:
1-я ступень - свыше 3 сут при комнатной температуре;
2-я ступень - от 8 до 10 ч при (90±5)°С (температура металла);
3-я ступень - от 14 до 16 ч при (145±5)°С (температура металла).
В случае ремонта конструкции из сплава EN AW-7020 с помощью сварки зону ремонта сварного шва можно подвергать термической обработке с использованием термических покрытий. Хорошо зарекомендовала себя следующая термическая обработка:
- от 22 до 26 ч при (120±5)°С (температура металла).
Сварные изделия из сплава EN AW-7020, не прошедшие термическую обработку после сварки, не следует подвергать полной нагрузке до истечения 30-дневного периода естественного твердения. Период естественного твердения можно сократить, если специальную обработку выполняют согласно указанной технологии.
Примечание 4 - Хорошо зарекомендовала себя следующая термическая обработка:
- 60 ч при (60±5)°С (температура металла).
Проведение термической обработки обязательно следует отразить в документации (температура и время).
8 Крепежные элементы и адгезионные соединения
8.1 Монтаж с использованием крепежных элементов
8.1.1 Подготовка контактных поверхностей
Во время монтажа контактные поверхности (с покрытием или без покрытия) должны быть очищены от всех загрязнений. Контактные поверхности должны быть гладкими, без заусенцев, для обеспечения надежного соединения деталей.
Масло необходимо удалить с поверхности с помощью химических очистителей, газопламенная очистка не допускается.
Если требуется обеспечить плотный контакт соединяемых поверхностей, применяют положения раздела 10.
8.1.2 Выверка
Отдельные элементы конструкции в составе одного слоя пакета не должны отличаться по толщине более чем на 1 мм, а в случае применения болтов с контролируемым предварительным натяжением - 0,5 мм (рисунок 2). Для обеспечения вышеуказанных условий используют подкладки толщиной не менее 1 мм.
Примечание 1 - В случае значительного коррозионного воздействия для предотвращения щелевой коррозии может потребоваться герметизация зазора.
Примечание 2 - Толщина пластин должна быть подобрана таким образом, чтобы ограничить число уплотнительных пластин максимум тремя.
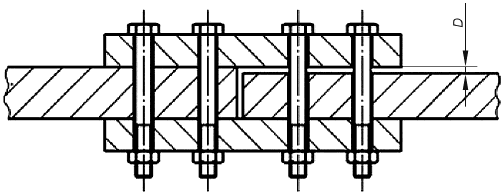
D - зазор
Рисунок 2 - Разница толщины элементов для одного слоя пакета
Коррозионная стойкость и механическая прочность подкладок должны соответствовать свойствам соединяемых элементов конструкций, находящихся с ними в контакте. Особое внимание следует обратить на риск возникновения и последствия электрохимической коррозии при контакте разнородных металлов.
Примечание - Дополнительная фиксация элементов соединений с предварительным натяжением против ослабления не требуется, если контролируемое натяжение болтов выполняется в соответствии с 8.3.2.
Перед установкой болтов для соединений с предварительным натяжением необходимо проверить правильность сборки и выравнивание (при необходимости следует использовать оправки или временные болты).
8.1.3 Подготовка контактных поверхностей во фрикционных соединениях
Следует указывать площадь контактных поверхностей во фрикционных соединениях.
Для других видов обработки поверхности коэффициент трения можно определить с помощью процедуры, описанной в приложении D. Если измеренный коэффициент трения не соответствует проектному, необходимо выполнить надлежащие корректирующие действия.
Во время обработки и монтажа необходимо выполнять все необходимые мероприятия для получения и сохранности требуемого качества поверхности трения.
8.2 Болтовые соединения
8.2.1 Общие положения
Все элементы болтового соединения (комплекта) - болт, гайка и шайба - должны соответствовать положениям таблицы 5.
Для болтов с предварительным натяжением и болтов, работающих на растяжение, резьба болта должна выступать над гайкой минимум на один виток резьбы. Для болтов класса А достаточно, если резьба заканчивается на уровне наружной поверхности гайки.
Для болтов без предварительного натяжения минимум один полный виток резьбы должен оставаться свободным между опорной поверхностью гайки и ненарезной частью стержня болта.
Для болтов с предварительным натяжением по ЕН 14399-3 и ЕН 14399-7 минимум четыре полных витка резьбы должны оставаться свободными между опорной поверхностью гайки и ненарезной частью стержня болта.
Для болтов с предварительным натяжением согласно ЕН 14399-4 и ЕН 14399-8 длина стягивания должна соответствовать длине, указанной в ЕН 14399-4.
При использовании овальных отверстий для компенсации тепловых деформаций резьба не должна заходить в соединяемые элементы. Если головки болтов или гайки находятся в непосредственном контакте с элементами конструкций, имеющими овальные отверстия, необходимо использовать шайбы или пластины с увеличенными размерами для обеспечения полной герметизации отверстия.
8.2.2 Болты
Приварка болтов не допускается, если не указано иное.
Болты должны устанавливаться без повреждения резьбы.
При использовании болтов в элементах с внутренней резьбой необходимо получить специальное согласование производителя болтов, касающееся подгонки резьбы и способов затяжки болтов.
8.2.3 Призонные болты
Призонные болты применяются с предварительным натяжением и без предварительного натяжения.
Резьба призонного болта не должна лежать в плоскости среза. Длина резьбовой части болта, входящая в рабочую зону болта, не должна превышать 1/3 толщины пластины (рисунок 3).
Примечание - Сдвиг резьбы относится к нарезной части болта.

Рисунок 3 - Максимальная длина резьбовой части стержня призонных болтов в пределах контактной поверхности смятия
Призонные болты следует устанавливать без применения чрезмерного усилия, не допуская повреждения резьбы.
8.2.4 Болты с потайной головкой
Болты с потайной головкой допускается использовать в соединениях при номинальной толщине внешней детали в соединении 1,5 мм и превышающим глубину потайной головки.
8.2.5 Гайки
При отсутствии специальных указаний для классов исполнения ЕХВ1, ЕХВ2 и ЕХВ3 фиксирующие устройства не требуются. Гайки болтов с предварительным натяжением для класса исполнения ЕХВ4 всегда должны фиксироваться.
Примечание 1 - Фиксацию гайки допускается выполнять с помощью таких средств, как самоконтролирующая гайка, контргайка, клей и т.д.
Гайки должны свободно проворачиваться на болтах при проверке во время ручной сборки. Если для закручивания гаек необходимо применять инструмент, то легкость проворачивания гайки проверяют после повторного ослабления перед окончательной натяжкой. Такую проверку следует выполнять для каждой новой партии болтов и гаек.
Примечание 2 - Для некоторых типов фиксирующих устройств невозможно свободно закручивать гайки вручную.
При дальнейшем монтаже резьба болтов из алюминия и нержавеющих сталей должна быть смазана перед сборкой.
Для классов исполнения ЕХВ3 и ЕХВ4 гайки следует устанавливать таким образом, чтобы маркировки их производителя были видны при проверке после монтажа.
Примечание 3 - Для гаек с шайбами следует проверять правильное расположение поверхности шайбы и гайки, хотя это не имеет значения для болта, участвующего в работе соединения.
При использовании гаек с стержнями, имеющими наружную резьбу, необходимо получить специальное согласование производителя входящих в состав элементов, касающихся точности подгонки резьбы и способов затяжки гайки.
8.2.6 Шайбы
Шайбы следует устанавливаться как под головкой болта, так и под гайкой. В болтовых соединениях с предварительным натяжением по системе твердости Роквелла должна быть установлена шайба со скошенными кромками (ЕН 14399-6) под головкой болта и шайбы со скошенными кромками (ЕН 14399-6) или плоские шайбы (ЕН 14399-5) под гайку. В болтовых соединениях с предварительным натяжением по системе твердости Виккерса следует устанавливать шайбы со скошенными кромками (ЕН 14399-6) под головку болта и под гайку. Скос должен быть направлен к головке болта или к гайке.
Толщина плоской шайбы должна составлять не менее 4 мм.
Под гайкой допускается использовать до двух шайб.
Следует установить, какие шайбы применяют: - с нормальным размером (ЕН ИСО 7089) или с увеличенным (ЕН ИСО 7093, ЕН ИСО 7094).
Контактная поверхность элемента относительно болта не должна иметь угол наклона больше 2%.
8.3 Затягивание болтовых соединений
8.3.1 Соединения без предварительного натяжения
При сборке каждое болтовое соединение должно быть, как минимум, плотно затянуто вручную без перенапряжения болтов или контактной поверхности под головками болтов или гайками. В многоболтовых соединениях эта процедура должна выполняться последовательно от центра группы болтов к краям. Чтобы добиться равномерного натяжения болтов, может понадобиться несколько циклов натяжения. Необходимо следить за тем, чтобы не перетянуть небольшие болты (М12 и меньше).
Фиксирующие устройства следует использовать согласно указаниям производителя. Допускается использовать только нейтральные смазочные материалы.
Примечание 1 - Термин "плотная стяжка" обычно применяют при натяжении затягиванием вручную с использованием гаечного ключа стандартного размера без удлинения рукоятки. Для ударного гайковерта этот момент достигается, когда устройство начинает бить по болту.
Примечание 2 - Перенапряжение поверхности под головками болта и гайками может привести к ползучести материала и ослаблению затяжки болтов.
8.3.2 Соединения с предварительным натяжением
Перед выполнением первого этапа натяжения болтов соединяемые элементы конструкции следует выровнять, а болты в группе предварительно затянуть согласно 8.3.1, при этом значение остаточного зазора ограничивают 0,5 мм.
Натяжение болтов следует выполнять путем закручивания гайки, если доступ к соединению со стороны гайки из-за положения болта затруднен.
Натяжение следует выполнять последовательно от наиболее жесткой части соединения к наименее жесткой. Для обеспечения равномерного предварительного натяжения может потребоваться более одного цикла натяжения.
Примечание 1 - Наиболее жесткая часть, как правило, находится в центре болтовой группы.
Во фрикционных соединениях, болты следует затягивать так, чтобы требуемая сила натяжения сохранялась долгое время. Необходимо учитывать явления ослабления, ползучести и осадки, следовательно, все соединения необходимо повторно затягивать еще раз по истечении 72 ч, если не указано иное.
Если не указано иное, предварительное натяжение рассчитывают следующим образом:
Значения усилий предварительного натяжения указаны в таблице 8.
Таблица 8 - Значения усилий предварительного натяжения
В килоньютонах
Класс прочности болтов | Диаметр болта, мм | |||||||
12 | 16 | 20 | 22 | 24 | 27 | 30 | 36 | |
8.8 | 47 | 88 | 137 | 170 | 198 | 257 | 314 | 458 |
10.9 | 59 | 110 | 172 | 212 | 247 | 321 | 393 | 572 |
Примечание 2 - Если величина предварительного натяжения не используется в расчетах фрикционных соединений, но требуется для оценки качества, допускается принимать меньшее значение предварительного натяжения.
Для фрикционных соединений регулирование натяжения болтов следует проводить по способу крутящего момента в соответствии с ЕН 1090-2. Для других соединений с предварительным натяжением можно использовать способ крутящего момента, комбинированный способ или способ контролирования усилия предварительного натяжения в соответствии с ЕН 1090-2.
Способ контролирования усилий предварительного натяжения можно применять только в сухих условиях окружающей среды.
Гаечные ключи с контролируемым крутящим моментом (динамометрические ключи) должны иметь точность ±4% согласно ЕН ИСО 6789. Проверку точность ключа следует проводить, минимум один раз в течение дня, а для пневматических гаечных ключей - при каждой смене шланга. Проверку следует проводить после любого непредвиденного случая, возникшего во время использования (сильный удар, падение, перегрузка и т.д.), который может повлиять на функционирование гаечного ключа.
Высокопрочные болты с предварительным натяжением следует применять без замены заводской смазки. При использовании дополнительного смазочного материала необходимо проверить его пригодность для болтового соединения в соответствии с ЕН 14399-2.
Если болтовое соединение было затянуто до минимального значения усилия предварительного натяжения, а затем ослаблено, его следует демонтировать и все соединение удалить.
Болты фрикционных соединений, не затянутые до достижения усилий предварительного натяжения, допускается использовать повторно.
Способ натяжения калибруют в соответствии с ЕН 1090-2.
8.4 Клепка
8.4.1 Общие положения
Необходимо учитывать требования 8.1.1 и 8.1.2.
Клепку следует проводить холодным способом.
Заклепки должны иметь достаточную длину для образования одинаковых головок с заданными размерами.
8.4.2 Установка заклепок
Заклепки должны быть установлены с обеспечением герметичности отверстия. Головка не должна быть смещена относительно центра стержня, но должна плотно прилегать к поверхности. Замкнутые и другие специальные заклепки следует устанавливать с использованием инструмента и способов, рекомендованных производителем. Слабые или дефектные заклепки следует демонтировать, лучше всего с помощью сверления или высверливания на станке головки и последующего выбивания стержня.
Соединяемые элементы конструкции следует стянуть до достижения плотного контакта и взаимной фиксации элементов во время клепки.
При значительном числе заклепок соединяемые элементы следует фиксировать временными болтами минимум в каждом четвертом отверстии перед клепкой или с помощью специального зажимного приспособления, обеспечивающего проектное положение и отсутствие наложений.
При установке отдельных заклепок элементы следует фиксировать специальным оборудованием.
Примечание - По возможности на практике выполняют машинную клепку постоянного давления. После установки заклепки необходимо выдержать давление установки заклепки в течение небольшого периода времени.
8.5 Соединение холоднодеформированных элементов конструкций и профилированных листов панелей
Инструкции по соединению холоднодеформированных элементов конструкций и профилированных листов см. в приложении F.
8.6 Адгезионные соединения
Следует указать метод выполнения адгезионных соединений. Должна быть оформлена соответствующая документация о том, что процесс является повторяемым.
Следует установить требования к контролю процесса выполнения адгезионных соединений, объем испытания и критерии приемки.
9 Монтаж
9.1 Общие положения
При выполнении сварочных работ на строительной площадке или за пределами цеха необходимо обеспечить защиту, удобный доступ и условия работы для обеспечения работ в сухих условиях, приближенных к производственным.
Подготовка, сварка, крепежные соединения, адгезионные соединения и обработка поверхности, выполняемые на строительной площадке, должны соответствовать условиям, описанным в разделах 6-8, и 10 соответственно.
9.2 Требования к условиям на строительной площадке
Рекомендации, описывающие рабочие условия на строительной площадке, приведены в приложении K.
9.3 Инструкция по монтажу
Необходимо подготовить и проверить описание технологии монтажа для обеспечения соответствующих проектных решений. В частности, это касается сопротивления частично смонтированной конструкции нагрузкам, возникающим во время строительства и монтажа.
Примечание - Описание технологии монтажа может отличаться от проектной технологии при условии обеспечения идентичного уровня безопасности.
Подробные указания по монтажным работам приведены в приложении K.
9.4 Монтаж опорных частей
Фундаменты и другие опорные площадки и места следует надлежащим образом подготовить для восприятия нагрузки от конструкции.
Монтаж не допускается начинать, пока не будет подтверждения соответствия опорных частей.
Результаты проверки расположения и состояния опорных частей должны быть занесены в соответствующую документацию.
Опоры конструкций следует устанавливать в соответствии с требованиями ЕН 1337-11.
9.5 Монтажные работы
9.5.1 Обследование строительной площадки
Измерения конструкций на строительной площадке должны соотноситься с системой, установленной для расположения и измерения строительных конструкций согласно ИСО 4463-1.
Результаты съемки разбивочной сетки следует оформить соответствующим протоколом и использовать ее как систему координат при установке конструкции в проектное положение для определения отклонений опорных частей. Основанные на этом протоколе координаты вспомогательной системы могут рассматриваться как правильные при условии соблюдения критериев ИСО 4463-1.
Необходимо назначить контрольную температуру для установки в проектное положение и выполнения измерений алюминиевых конструкций.
9.5.2 Маркировка
Конструктивные элементы должны иметь четкую маркировку для укрупнительной сборки и монтажа на момент поставки на строительную площадку.
На элементе конструкции должна быть указана его ориентация при монтаже, если это не определяется по его геометрической форме.
9.5.3 Транспортирование и хранение на строительной площадке
Элементы конструкций должны перемещаться и складироваться таким образом, чтобы свести к минимуму возможность их повреждения.
Крепежные элементы следует хранить в сухих условиях, упакованными и промаркированными соответствующим образом.
Все мелкие детали и другие вспомогательные элементы должны быть соответствующим образом упакованы и промаркированы.
9.5.4 Технология монтажных работ
Монтаж конструкций следует выполнять в соответствии с инструкциями по монтажу таким образом, чтобы была обеспечена устойчивость алюминиевой конструкции и вспомогательных элементов в течение всего времени монтажа.
Соединения со вспомогательными элементами следует выполнять согласно заданным требованиям. Вспомогательные элементы не должны ослаблять постоянную конструкцию и снижать ее эксплуатационную характеристику.
Если технология монтажа включает в себя перемещение конструкции или части конструкции вместо ее конечного размещения после сборки, необходимо принять меры для предотвращения неконтролируемых смещений перемещаемой конструкции или детали. Для контроля и обеспечения безопасности перемещения можно использовать правильно сконструированные амортизаторы и направляющие.
Все временные анкерные приспособления должны быть достаточно прочными для безопасного восприятия плановых нагрузок.
9.5.5 Установка конструкции в проектное положение и заливка
Подкладки и другой инструмент, используемые для выравнивания опорной плиты, должны быть плоскими и иметь соответствующий размер, прочность и жесткость. Следует избегать локального повреждения фундамента.
Если подкладки после заливки цементным раствором остаются на месте, они должны быть изготовлены из материала, имеющего минимум такую же долговечность, что и материал конструкции. Они не должны вызывать коррозии.
Подкладки должны быть преимущественно изготовлены из листового алюминия. Минимальная толщина для использования на открытом воздухе составляет 1 мм.
С помощью подкладок разрешается выполнять выравнивание конструкции и осуществлять подгонку в узлах соединений. Подкладки должны быть хорошо зафиксированы.
Корректировку значительных отклонений следует выполнять посредством рассверливания отверстий или фрезерования контактных поверхностей. Должны быть соблюдены требования раздела 6.
Если после установки подкладки остаются в растворе, их следует расположить таким образом, чтобы обеспечить окружение со всех сторон слоем раствора толщиной не менее 25 мм. Цементные растворы и заливочные массы, агрессивные для алюминия и гигроскопичные, применять не допускается (см. 10.3.4).
Цементирование следует выполнять в соответствии с проектом.
9.6 Защита поверхностей и очистка после монтажа
Процедуры очистки должны соответствовать применяемому сплаву, отделке поверхности, функции конструктивного элемента и учитывать риск коррозии.
Следует избегать контакта между алюминиевым материалом и концентрированными кислотами или основаниями. Если такой контакт произошел, необходимо сразу смыть раствор большим объемом воды.
10 Обработка поверхностей
10.1 Общие положения
Поверхности из алюминиевых сплавов, указанные в ЕН 1999-1-1, не требуют защитной обработки при эксплуатации в нормальных атмосферных условиях. Тем не менее необходимо предпринимать соответствующие меры, чтобы во время изготовления, не образовывались коррозия или загрязнение.
При хранении конструктивных элементов вне помещения все детали должны надлежащим образом проветриваться со всех сторон, должна быть обеспечена возможность стока воды.
Примечание - Защита элементов и полуфабрикатов, хранящихся вне помещения с помощью непосредственного накрытия брезентом или аналогичным материалом, как правило, не требуется, однако в зависимости от различных обстоятельств может быть нарушен внешний вид поверхности.
Защиту поверхности любого вида следует устанавливать в каждом конкретном случае.
Системы противопожарной защиты должны соответствовать требуемому классу огнестойкости.
10.2 Защита поверхностей конструкции и элементов
Анодирование и пассивирование допускается выполнять в соответствии с приложением F, если не указано иное.
Примечание - Защитную обработку внутренней поверхности замкнутых профилей следует применять, если не указано иное.
10.3 Защита контактных поверхностей и крепежных элементов
10.3.1 Общие положения
Вид и объем защитных мероприятий должны быть четко установлены.
Примечание - Специальные виды обработки контактных поверхностей должны предотвращать или минимизировать контактную коррозию (электрохимическую коррозию) и щелевую коррозию. Щелевая коррозия может образовываться в любом типе расщелин, например между пластиком и алюминием.
10.3.2 Поверхности контакта алюминий/алюминий и алюминий (пластик)
Если выбран простой способ защиты контактных поверхностей, детали необходимо очистить и провести герметизацию с использованием соответствующего герметика или покрытия. Консистенция герметика должна обеспечивать надежное закрытие всех щелей, в том числе в период эксплуатации. Детали должны быть собраны до того, как покрытие или герметик полностью высохнет.
Если установлена защита поверхности для конструкций в неблагоприятных промышленных или морских условиях, для конструкций, погруженных в воду, обе контактные поверхности должны быть собраны так, чтобы не было зазоров там, где может проникнуть вода. Обе контактные поверхности, включая отверстия болтов и заклепок, перед монтажом следует очистить, предварительно обработать, нанести один слой грунтовки (см. F.2) или герметик, распределенный по всей контактной поверхности. Детали должны быть собраны в течение времени, пока покрытие или герметик полностью не затвердел. При сборке предварительно окрашенных или имеющих другую защиту элементов контактные поверхности следует герметизировать в соответствии с указаниями.
10.3.3 Контактные поверхности алюминия со сталью и деревом
При необходимости защиты алюминиевой поверхности в случае контакта алюминиевых элементов с деталями, изготовленными из сталей, поверхность алюминия следует обрабатывать в соответствии с указаниями F.2.
При контакте с деревом защитное покрытие не требуется при условии, что дерево не было обработано веществом, которое может повредить алюминий (например, сульфат меди). В таких случаях необходимо применять защитное покрытие в соответствии с F.2, если не указано иное.
Примечание - Информация о химическом составе материала, используемого для защиты дерева, контактирующего с алюминиевой конструкцией, и все требования к защитному покрытию предоставлены в технических условиях на исполнение.
Контактные поверхности стальных элементов следует обрабатывать материалом, не содержащим компоненты, повреждающие алюминий.
Там, где между металлами и всеми крепежными элементами требуется полная электрическая изоляция, изоляция должна быть непоглощающей, непроводящей изоляционной лентой, подкладками и шайбами, для предотвращения электрического контакта между различными металлами соединения. Необходимо проследить, чтобы между изоляционными материалами и металлом не было расщелин. Может возникнуть необходимость применения дополнительного покрытия или герметизирующего материала.
10.3.4 Контактные поверхности алюминия с бетоном, кирпичной кладкой и штукатуркой
Если предусмотрены защитные мероприятия для алюминиевой поверхности в случаях прямого или непрямого контакта между алюминиевыми элементами и бетоном, кирпичной кладкой или штукатуркой, перед сборкой алюминиевая поверхность должна быть покрыта слоем битума или другого аналогичного по свойствам материала толщиной минимум 100 мм, если не указано иное.
Примечание - Возникновение агрессивной среды между алюминием и бетоном возможно только при наличии влаги, следовательно, покрытие второстепенных деталей является необязательным. Покрытие обязательно, даже если нет прямого контакта между алюминием и бетоном, но вода из бетона попадает на алюминиевые поверхности. Некоторые ускорители твердения и наполнители для бетона являются гигроскопичными и очень агрессивными для алюминия. Если их применения невозможно избежать, следует очень тщательно наносить герметизирующее покрытие.
При контакте алюминиевой поверхности с грунтом покрытие должно состоять из двух слоев битума или другого аналогичного по свойствам материала толщиной минимум 100 мм.
10.3.5 Крепежные элементы
Если есть необходимость покрытия крепежных элементов герметизирующим составом, следует герметизировать также все соединяемые поверхности. Соединение деталей должно быть выполнено до того, как покрытие или герметик полностью высохнут.
При необходимости защиты наружных поверхностей крепежных элементов необходимо выполнять соответствующую предварительную подготовку поверхностей.
10.3.6 Адгезионные соединения
Необходимо применять вышеуказанную систему защиты. Однако необходимо соблюдать рекомендации производителя адгезионного материала, касающиеся взаимодействия между клеем и защитным материалом, например растворители или тепловые воздействия.
10.4 Противопожарная защита
Необходимо использовать только подходящие для алюминия системы противопожарной защиты и сухую противопожарную изоляцию.
Установку систем противопожарной защиты следует выполнять в соответствии с рекомендациями производителя данных систем.
Монтаж сухой противопожарной изоляции должен соответствовать отчету о классификации испытаний или рекомендациям.
11 Геометрические допуски
11.1 Типы допусков
В настоящем разделе определены два типа геометрических допусков:
а) допуски, установленные по ряду характеристик, оказывающие влияние на несущую способность и устойчивость возведенной конструкции, классифицируемые как "основные допуски";
b) допуски, установленные по ряду других характеристик, таких как подгонка и внешний вид, называемые "дополнительные допуски".
В приложениях G, L и I приведены числовые значения допустимых отклонений для типов а) и b).
Примечание - Разрешенный допуск представляет собой разность между верхним и нижним пределами размера.
Основные и дополнительные допуски являются нормативными, однако положения ЕН 1090-1 относятся только к основным допускам.
Если элементы являются составными частями целой конструкции, монтируемой на строительной площадке, промежуточные проверки являются вторичными по сравнению с окончательными размерами монтируемой конструкции.
В указанные в таблицах допустимые отклонения не входят упругие деформации.
Указанные (на чертежах и в документации) размеры представляют собой размеры, измеренные при комнатной температуре (20°С). Если измерения выполняются при других температурах, их следует пересчитывать для условий комнатной температуры 20°С.
Дополнительно могут быть установлены как специальные допуски для отклонений геометрических параметров с уже известными числовыми значениями, так и ограничения допусков для других видов отклонений геометрических параметров. Если требуются специальные допуски, необходимо предоставить следующую информацию:
a) допустимые отклонения с поправками для типов отклонений, приведенных в таблицах приложений G, L и/или I;
b) дополнительные типы отклонений, которые необходимо проверить, вместе с параметрами, которые необходимо определить, и допустимыми значениями;
c) применяются ли специальные допуски для всех значимых элементов или только для определенных элементов, которые следует указать.
11.2 Основные допуски
11.2.1 Общие положения
Основные допуски должны соответствовать указаниям приложения G и/или I. Требования представлены для завершающего приемочного испытания.
Указанные значения являются допустимыми отклонениями. В случае отклонений, выходящих за указанные рамки (несоответствия), руководствуются требованиями 12.7.
11.2.2 Допуски на изготовление
11.2.2.1 Установка входящих в состав или подготовленных материалов в изделия
После установки входящих в состав или подготовленных материалов в изделие определяются допустимые отклонения, указанные в соответствующих стандартах, если только в настоящем стандарте не установлены более строгие требования.
11.2.2.2 Изготовленные элементы
Геометрические размеры конструкций заводского изготовления не должны превышать значений, установленных в таблицах G.1-G.9.
11.2.2.3 Поверхности, обработанные для опоры плотного контакта
Перпендикулярность контактных поверхностей должна соответствовать указаниям таблицы Н.2.С.
Если проверяется плоскостность отдельной поверхности с помощью проверочной линейки перед ее сборкой с совмещаемой поверхностью, воздушный зазор между поверхностью и проверочной линейкой ни в одной точке не должен превышать 1,0 мм.
Примечание - При выполнении пробного монтажа соединений с плотным контактом для проверки данного требования по подгонке результат следует внимательно проанализировать, поскольку, с одной стороны, непосредственный процесс монтажа может воспрепятствовать тому, что компоненты будут выровнены в точности таким же способом, как во время пробной сборки, а с другой стороны - выступающие участки на поверхности могут быть устранены собственным весом алюминиевой конструкции.
Если устанавливаются элементы жесткости для передачи усилий на опору плотного контакта, зазор между контактными поверхностями опоры не должен превышать требований, приведенных в G.2.3.
11.2.2.4 Отверстия с большим зазором
Для соединений, в которых используются отверстия с большими зазорами, центр каждого отверстия с большим зазором в группе отверстий должен находиться около центра соответствующего нормального отверстия с отклонением максимум 1 мм.
11.2.2.5 Конструкции оболочек
Геометрические отклонения в конструкциях оболочек не должны превышать значений, указанных в приложении I. Необходимо установить класс допуска. Для класса допуска 4 следует указывать граничные условия в соответствии с ЕН 1999-1-5.
11.2.3 Монтажные допуски
11.2.3.1 Базовая система координат
Отклонения смонтированных элементов конструкций следует измерять относительно их проектного положения (см. ИСО 4463).
Если проектное положение неизвестно, отклонения измеряют относительно вспомогательной системы координат.
11.2.3.2 Фундаментные болты и другие опорные элементы
Отклонение от заданного расположения центральных точек группы фундаментных болтов или других элементов опорного крепления не должно отклоняться более чем на ±6 мм от заданного расположения относительно вспомогательной системы координат.
Для оценки группы регулируемых фундаментных болтов следует выбирать наилучшее положение для установки.
11.2.3.3 Колонны
11.2.3.3.1 Базы колонн
Допускается отклонение центра базы алюминиевой колонны от ее заданного положения в плане не более ±5 мм.
Отверстия в опорных плитах колонн и в других опорных устройствах должны иметь зазоры для согласования допустимых отклонений в опорных узлах с допустимыми отклонениями для всей конструкции. Это может потребовать применения крупных шайб с большой толщиной, устанавливаемых между гайками анкерных болтов и поверхностью плиты основания.
Допускается отклонение центра базы алюминиевой колонны от ее заданного положения по высоте не более ±5 мм. Этого можно достичь с помощью установки уровня низа опорной плиты при условии, что для устранения проектных отклонений по толщине плиты основания предусмотрена компенсация.
11.2.3.3.2 Вертикальность
Отклонение монтируемых колонн после выравнивания должно соответствовать допустимым отклонениям согласно таблице G.8.
Для групп соседних колонн (кроме колонн в рамных конструкциях и опор подкрановых путей), подверженных действию близких по значению вертикальных нагрузок, допустимые отклонения должны быть следующими:
a) среднее арифметическое значение горизонтального отклонения вследствие непреднамеренного наклона шести связанных между собой смежных колонн должно соответствовать допустимым отклонениям, приведенным в таблице G.8, данное требование применимо для двух перпендикулярных направлений;
11.2.3.3.3 Опоры плотного контакта
Если установлено, что стык, выполненный посредством болтовых соединений, должен передавать усилия по всей контактной поверхности, точность расположения контактной поверхности в смонтированном состоянии после выравнивания и затягивания болтовых соединений должна соответствовать требованиям таблицы G.9. Если зазор превышает указанные пределы, разрешается использовать подкладки, чтобы уменьшить зазоры. Подкладки могут быть изготовлены из алюминия соответствующей прочности или нержавеющей стали. В одном узле допускается использовать не более трех подкладок, расположенных друг над другом. По указаниям технических условий подкладки можно фиксировать в нужном положении с помощью сварки.
11.3 Дополнительные допуски
11.3.1 Общие положения
В приложении Н представлены требования по дополнительным допускам для элементов и конструкций.
Используют базовую систему координат и другие требования 11.2.3.1.
Применяют эталонные системы и другие общие требования, указанные в 11.2.3.1.
Допуски, приведенные в приложении Н, действительны для заключительной приемки несущей конструкции.
В случае отклонений от заданных значений и условий (несоответствий) действуют согласно 12.7.
11.3.2 Допуски на изготовление
11.3.2.1 Допуски на элементы общего применения и конструктивные детали
Допустимые значения для дополнительных допусков на элементы общего применения и конструктивные детали приведены в таблицах Н.1-Н.8.
Таблицу Н.7 допускается применять и для других горизонтальных и наклонных конструктивных элементов, расположенных на этажах и на уровне кровли, для которых отклонения измеряются, предпочтительно, относительно их проектного положения, чем относительно указанного уровня.
При использовании достаточно длинных балок или ригелей, являющихся частью рамы, неукрепленной подкосами обладающими большой деформативностью, требуется осторожность при реализации данных требований.
11.3.2.2 Допуски на другие элементы и конструктивные детали
Приложение Н не учитывает всех возможных ситуаций при строительстве конструкций. Если невозможно применить ни одну из отображенных ситуаций, можно использовать следующие общие правила для назначения допусков:
a) для сварных конструкций применяют следующие классы допусков по ЕН ИСО 13920:
- класс С для линейных и угловых размеров;
- класс G для прямолинейности, плоскостности и параллельности;
b) в остальных случаях применяют общий допуск на любой размер D, составляющий D/500, но минимум 5 мм.
11.3.2.3 Допуски на входящие в состав конструкционные материалы
После установки подготовленных конструкционных материалов в элементы конструкции на них распространяются допустимые отклонения, указанные в соответствующих стандартах.
Примечание - В некоторых случаях во время изготовления элементов их геометрия может изменяться столь существенно, что отклонения превысят допустимые значения согласно приложению Н или соответствующему стандарту на изделие. В таких случаях рекомендуется согласовывать и указывать функциональные допуски, превышающие приведенные в приложении Н или в соответствующем стандарте на материал.
12 Контроль, испытания и корректирующие мероприятия
12.1 Общие положения
В настоящем разделе приведены требования к контролю и испытаниям, касающимся требований к качеству, включенных в документацию по обеспечению качества (см. 4.2.1).
Контроль, испытания и исправления дефектов следует выполнять в соответствии с указаниями и требованиями настоящего стандарта.
Контроль и испытания следует выполнять по заранее установленному плану.
Все контрольные и корректирующие мероприятия должны сопровождаться оформлением соответствующей документации.
12.2 Конструкционные материалы и элементы конструкций
12.2.1 Конструкционные материалы
Документы, прилагаемые к конструкционным материалам и элементам конструкций согласно требованиям раздела 5, следует проверять на соответствие информации о поставленных изделиях требованиям к заказанным изделиям.
Примечание - Данные документы включают в себя свидетельства о прохождении приемочных испытаний, отчеты заводских испытаний листового проката, профилей, замкнутых профилей, материалов для сварных соединений, крепежных элементов, стад-болтов и т.д.
В план проверок должен входить контроль поверхности конструкционных материалов и элементов конструкций, если это требуется для применения материалов.
Без особых указаний специальные проверки материала проводить необязательно.
12.2.2 Элементы конструкций
Документы, прилагаемые к элементам конструкций, проверяют на соответствие информации о поставленных изделиях требованиям к заказанным изделиям.
Примечание - Это относится ко всем заготовкам, принимаемым в работу строительной организацией для дальнейшей обработки, а также к материалам, принимаемым для монтажа на строительной площадке, если они не изготовлены строительной организацией самостоятельно.
12.3 Обработка
12.3.1 Формообразование
Деформированные зоны формообразованного материала (например, места сгибов листов) следует осматривать с помощью лупы с 10-кратным увеличением. Результаты осмотра фиксируют в соответствующей документации.
12.3.2 Геометрические размеры изготовленных элементов конструкции
План контроля должен включать в себя требования и проверки для алюминиевой конструкции, необходимые для конструкционных материалов, полуфабрикатов, комплектующих частей и готовых элементов конструкций.
Следует проводить контроль размеров элементов конструкций заводского изготовления. Способы измерения и измерительные приборы в зависимости от требований выбирают из перечней, указанных в ИСО 7976-1 и ИСО 7976-2. Точность устанавливают согласно требованиям соответствующего стандарта серии ИСО 17123.
Места и число измерений устанавливают в плане контроля.
Критерии приемки должны соответствовать 11.2 и 11.3. Отклонения следует измерять с учетом всех установленных значений строительного подъема и заданного положения.
Если результатом приемочного контроля является установление несоответствия установленным требованиям, порядок действий в таком случае должен соответствовать 12.7.2.
12.4 Сварка
12.4.1 Этапы контроля
Проверки, необходимые перед сваркой, в процессе сварки и после нее, должны быть включены в план контроля; прием проводят на основании результатов этих испытаний.
Примечание - Указания содержатся в соответствующем стандарте серии ЕН ИСО 3834.
Если согласно плану контроля требуется проверка подгонки замкнутых профилей перед приваркой под острым углом, особое внимание следует уделить следующим зонам:
- для круглых профилей - середина кромки на лицевой поверхности шва, середина задней кромки и две точки в середине боковых частей;
- для квадратных или прямоугольных профилей - четыре угловые точки.
Разделку кромок шва, подгонку стыков и удобный доступ для сварки следует проконтролировать и одобрить перед сваркой. Если сварной шов недоступен для контроля после завершения работ, его подвергают контролю перед выполнением этих работ.
В случае деформации, превышающей пределы, указанные в технических условиях, которые необходимо исправлять с помощью холодного выпрямления, сварные швы в этой зоне должны быть проконтролированы повторно. Горячее выпрямление допускается использовать только в том случае, если установлены условия его применения (см. 6.11).
Если сварная конструкция или элементы конструкций должны пройти термическую обработку после сварки, завершающую проверку следует выполнять только после термической обработки.
12.4.2 Методы испытаний и квалификация персонала
12.4.2.1 Методы испытаний
Визуальный контроль следует проводить согласно ЕН 970.
Измерение толщины шва а следует проводить согласно ЕН ИСО 17659.
Дополнительные неразрушающие испытания следует проводить согласно следующим стандартам, где это требуется по 12.4.3:
- капиллярный метод - ЕН 571-1;
- ультразвуковой метод - ЕН 1714;
- рентгенографический метод - ЕН 1435.
Разрушающие испытания следует проводить согласно ЕН 1320 и ЕН 1321.
При проверке геометрии и поверхности сварных швов сварных узловых соединений замкнутых профилей особое внимание следует уделить следующим зонам:
- для круглых профилей - середина кромки лицевой поверхности шва, середина задней кромки и две точки в середине боковых частей;
- для квадратных или прямоугольных профилей - четыре угловые точки.
При применении рентгенографического способа необходимо иметь уровень класса испытаний В согласно ЕН 1435. Если по причине толщины листа и плохого доступа необходимо использовать гамма-лучи и невозможно добиться уровня класса испытаний В для,* следует получить одобрение заказчика для применения данного или альтернативного метода испытания.
Для ультразвукового испытания элементов конструкций с преимущественно статическими нагрузками (SB1) требуется класс испытаний В согласно ЕН 1714:1997.
12.4.2.2 Квалификация персонала, выполняющего испытания
В соответствии с ЕН 12062 методы неразрушающих испытаний соответствуют квалификации персонала на уровне 3. Неразрушающие испытания, за исключением осмотров, должны выполняться персоналом имеющим квалификацию 2, согласно ЕН 473.
12.4.3 Объем испытаний
12.4.3.1 Общие положения
Критерии приемки и объем испытаний следует указывать в технических условиях на исполнение. Все сварные швы или части сварных швов, которые должны проходить проверку, следует четко определить или обозначить. В технических условиях должны быть установлены:
- класс исполнения;
- эксплуатационная категория [значительные усталостные нагрузки (SB2) или преимущественно статическая нагрузка (SB1)];
- уровень качества согласно ЕН ИСО 10042;
- дополнительные и вспомогательные требования по качеству, например в соответствии с настоящим стандартом и ЕН 1999-1-3;
- объем дополнительного неразрушающего контроля;
- дополнительные испытания и методы испытаний.
12.4.3.2 Критерии сварных швов
Сварные швы следует подвергать визуальному контролю по всей их длине. Если выявляются дефекты поверхности, необходимо выполнить испытание шва капиллярным методом.
Примеры представления таких требований на чертежах см. в приложении J.
Минимальный объем испытаний и контроля для сварных соединений устанавливают следующим образом:
a) для категории SB1 применяют таблицу L.2, для категории SB2 - таблицу L.3.
b) новые технические условия на технологический процесс сварки следует проверить в производственных условиях. При этом должны соблюдаться следующие требования:
1) для первых пяти соединений, выполненных по одной и той же технологии сварки.
Примечание - Испытания должны проводиться для соединений различных конструкций, независимо от их класса исполнения:
- необходимо добиться уровня качества В;
- длина контролируемого участка шва должна составлять 100%, но не более 300 мм для каждого соединения;
2) если испытание выявляет несоответствие установленным исходным данным, необходимо провести анализ, чтобы выяснить причину, и выполнить испытание новых пяти соединений;
c) все необходимые дополнительные условия.
Методы контроля, применяемые для неразрушающих испытаний, приведены в таблице 9.
Заданные значения для неразрушающего испытания, указанные в процентах, относятся к длине сварных швов и применяются для каждого элемента или конструкции. Следует учитывать все технические условия на технологический процесс сварки.
Таблица 9 - Методы контроля, применяемые для неразрушающих испытаний
Класс исполнения | Стыковые сварные швы | Угловые сварные швы |
ЕХС 1 | RT или UT | - |
ЕХС 2 | RT или UT | РТ |
ЕХС 3 | РТ+RT или UT | РТ |
ЕХС 4 | РТ+RT или UT | РТ |
RT- рентгенографический метод; UT - ультразвуковой метод; РТ - капиллярный метод. | ||
12.4.3.3 Разрушающий контроль и испытания
Разрушающий контроль и испытания проводят только в специально установленных случаях.
12.4.3.4 Дополнительные испытания и контроль в случае несоответствия заданным требованиям (несоответствие конструкции)
При указании выборочной проверки следует выполнять визуальный контроль сварных швов, испытывающих наибольшие растягивающие напряжения. Выбор сварных швов для испытания должен обеспечивать как можно более широкий охват условий сварки, а именно - тип соединения, материал, сварочное оборудование и работу отдельных сварщиков.
Если в результате выборочного проведенного испытания в сварных швах выявлены дефекты, которые не соответствуют критериям уровня качества сварных швов, объем испытания следует увеличить согласно следующим указаниям. В случае, когда необходимо ремонтировать более 4% обследованного сварного шва, следует выполнить контроль и испытание дополнительной длины, равной двойному значению первоначальной длины. Если результат этого дополнительного контроля и испытания показывает, что работа, которую следует исправлять, составляет больше 4% сварного шва, сварной шов необходимо обследовать по всей длине.
Результаты испытаний и контроля фиксируют в соответствующей документации, которую включают в документацию по выполнению работ.
12.4.4 Критерии приемки для сварных швов
12.4.4.1 Конструкции эксплуатационной категории SB1
Следует установить уровень качества согласно ЕН ИСО 10042. Необходимо придерживаться указаний таблицы L.4.
Следует использовать дополнительную информацию, касающуюся уровня качества (критериев приемки), приведенную в таблице 10.
Для дефектов 2.7 и 2.9 по ЕН ИСО 10042:2005 эти требования применяются, только если длина сварного шва более 25 мм. Для меньшей длины такие дефекты не допустимы.
Требования для следующих дефектов по ЕН ИСО 10042:2005 не применяются: 1.4, 1.11, 1.12, 1.14, 1.15, 1.17, 2.2 и 2.5.
Таблица 10 - Дополнительные требования к уровням качества сварных швов категории SB1
Порядковый номер | Отклонения для уровня качества (дополнительные требования) | ||
ЕН ИСО 10042:2005, таблица 1 | ЕН ИСО 6520-1 | для С | для D |
3.2 | 617 | Зазор необходимо компенсировать соответствующим увеличением толщины шва | Нет |
4.1 | - | Сумма дефектов должна состоять из мелких дефектов | |
12.4.4.2 Конструкции эксплуатационной категории SB2
Следует установить уровень качества согласно ЕН ИСО 10042. Необходимо придерживаться указаний таблицы L.5. Для внутренних и геометрических дефектов может потребоваться применение различных уровней качества.
Дополнительные требования, указанные с помощью обозначений В+, С+ или D+, приведены в таблицах 11, 12 и 13.
Примечание - Если в ЕН 1999-1-3 для геометрических и внутренних дефектов применяются разные уровни качества, дополнительные требования В+, С+ или D+ применяются только для тех типов дефектов, где требуются классы В, С или D.
Таблица 11 - Перечень дополнительных требований для уровня качества В согласно ЕН ИСО 10042:2005 для сварных швов, если указан уровень качества В+
Порядковый номер | Вид дефекта | Максимальное предельное значение для дефекта | |
ЕН 10042:2005 | ЕН ИСО 6520-1 | ||
1.10 | 5012 | Прерывающийся подрез | Недопустимо |
1.11 | 502 | Слишком большая выпуклость шва | Н 1,0+0,1 b , не выше 4 мм |
1.18 | 515 | Вогнутость шва | Недопустимо |
5013 | Усадочная трещина | Недопустимо | |
2.3 | 2011 | (Одиночная) пора | D 0,15 s или 0,15 а , но не более 3 мм |
2.8 | 303 | Оксидное включение | Недопустимо |
2.9 | 3041 | Вольфрамовое включение | 0,15 s или 0,15 а , но не более 2 мм |
3.1 | 507 | Линейное смещение кромок продольных швов | h 0,1 t , не выше 1,5 мм |
Сварные швы по периметру | h 0,1 t , не выше 2 мм | ||
4.1 | - | Множественные дефекты | Недопустимо |
Таблица 12 - Перечень дополнительных требований для уровня качества С согласно ЕН ИСО 10042:2005 для сварных швов, если указан уровень качества С+
Порядковый номер | Вид дефекта | Отклонение для уровня | |
ЕН ИСО 10042:2005 | ЕН ИСО 6520-1 | ||
1.6 | 2017 | Поверхностные поры | В |
1.18 | 515 | Вогнутость обратной стороны шва | В |
5013 | Усадочная трещина | В | |
2.3 | 2011 | (Отдельная) пора | В |
2.8 | 303 | Оксидное включение | В |
2.11 | 402 | Недостаточное проплавление в основании сварного шва | Не допускается |
4.1 | - | Множественные дефекты | Не допускается |
Таблица 13 - Перечень дополнительных требований для уровня качества D согласно ЕН ИСО 10042:2005 для сварных швов, если указан уровень качества D+
Порядковый номер | Вид дефекта | Максимальное предельное значение для дефекта | |
ЕН ИСО 10042:2005 | ЕН ИСО 6520-1 | ||
1.2 | 104 | Кратерная трещина | Не допускается |
1.9 | 4021 | Неполное проплавление в основании сварного шва | Не допускается |
12.4.5 Исправление дефектов в сварных швах
После любого исправления или устранения несоответствия сварные швы должны соответствовать первоначальным требованиям.
После исправления сварных швов необходимо выполнить их полное обследование таким же способом, как для исходных сварных швов.
Степень дефектности сварного шва должна быть определена с помощью соответствующего метода контроля и четко отмечена на соединении.
Исправленные зоны должны быть указаны в документации по исполнению строительных работ.
Нельзя переваривать соединение или исправлять часть сварного шва больше двух раз без специального разрешения.
12.4.6 Контроль зон временных соединений после их удаления
Следует выполнить надлежащую проверку для подтверждения того, что входящие в состав материалы не имеют трещин на поверхности в местах временных сварных швов, а поверхность аккуратно загрунтована.
12.5 Крепежные элементы
12.5.1 Контроль болтовых соединений без предварительного натяжения
После натяжения болтов все соединения должны быть визуально проконтролированы.
Критерии приемки и действия в случае выявления несоответствия установленным требованиям должны удовлетворять требованиям 8.3.1 и 9.5.5.
Если причиной несоответствия является разница в толщине соединяемых слоев, превышающая критерии, указанные в 8.1.2, соединение следует переделать. Другие несоответствия устраняют, по возможности, локальной подгонкой контактных поверхностей элемента конструкции.
Если между алюминием и другими металлами устроена изоляция, следует установить требования к ее контролю.
Исправленные соединения следует проверить повторно после сборки.
12.5.2 Контроль болтовых соединений с предварительным натяжением
12.5.2.1 Контроль поверхностей трения
Поверхности трения контролируют визуально непосредственно перед сборкой. Критерии приемки должны соответствовать указаниям 8.1.
Несоответствия установленным требованиям следует исправить в соответствии с 8.1.
12.5.2.2 Контроль перед натяжением болтов
Все болтовые соединения с предварительным натяжением должны быть визуально проверены после первичной сборки, локального выравнивания и перед началом предварительного натяжения. Критерии приемки должны соответствовать указаниям 8.1.
Если причиной несоответствия является разница в толщине соединяемых слоев, превышающая критерии, установленные в 8.1.2, соединение выполняют заново. Другие несоответствия устраняют, по возможности, локальной подгонкой контактных поверхностей элемента конструкции
Исправленные соединения следует проверить повторно после сборки.
12.5.2.3 Визуальный контроль во время и после натяжения болтов
Следует установить испытания и критерии приемки для фрикционных болтовых соединений.
Примечание - ЕН 1090-2 можно использовать в качестве основы для составления критериев испытаний и приемки фрикционных соединений.
Повторное натяжение болтов в фрикционных соединениях считается проверкой правильности предварительного натяжения.
Все нарушения следует занести в протокол, анализировать и при необходимости выполнить исправления.
12.5.3 Контроль заклепочных соединений
Все заклепки должны быть подвергнуты визуальному контролю.
После установки заклепки не должно возникать трещин или вмятин.
Все ослабленные заклепки, заклепки со смещением центра головки или иными дефектами следует вырезать и заменить перед новым нагружением конструкции.
12.6 Адгезионное соединение
Принятые методы и минимальный объем проверок должны быть указаны в технических условиях. Любые изменения должны быть отражены в технических условиях.
12.7 Изделия, не соответствующие установленным требованиям
12.7.1 Конструкционные материалы и элементы, не соответствующие установленным требованиям
Если свидетельства о прохождении испытаний согласно 5.2 для конструкционных материалов и элементов отсутствуют, то материалы должны рассматриваться как несоответствующие до тех пор, пока не появится возможность подтверждения их соответствия требованиям плана испытаний.
Если элементы определены как несоответствующие и впоследствии их соответствие подтверждается с помощью испытаний или повторных испытаний, испытания следует оформлять документально.
Если можно подтвердить, что несоответствующий элемент может удовлетворять требованиям для элемента или конструкции согласно 12.7.2, элемент может быть принят. Подтверждение должно быть оформлено документально.
12.7.2 Несоответствующие элементы и конструкции
Если можно документально подтвердить, что конструкция или элемент имеет требуемые надежность, срок службы или функциональные возможности, несмотря на несоответствующие требованиям характеристики элемента или конструкции, конструкцию или элемент можно рассматривать как технически пригодную без необходимости ремонта.
Примечание - Границы "технической пригодности" следует согласовать между сторонами.
Приложение А
(обязательное)
Дополнительная информация, перечень параметров и требований относительно классов исполнения
А.1 Перечень необходимой дополнительной информации
В настоящем разделе в таблице А.1 приведена дополнительная информация, необходимая для полного установления требований к исполнению работ в соответствии с настоящим стандартом (в тексте настоящего стандарта необходимость дополнения обозначена формулировкой "следует установить", "должно быть установлено" и т.п.).
Таблица А.1 - Подразделы и пункты, согласно которым требуется установить дополнительные требования
Подразделы и пункты | Необходимая дополнительная информация |
4.1.2 | Применяемый класс (классы) исполнения |
4.2.2 | Требуется ли план обеспечения качества для выполнения работ |
5.1 | Применяемые конструкционные материалы |
5.3 | Требования для испытаний литых деталей |
5.5 | Расходные материалы, применяемые для сварки основных металлов |
5.6.1 | Виды болтовых соединений, стандарты на изделия, классы прочности и другие требования, например обработка поверхности |
5.7 | Требования к долговременным и кратковременным характеристикам материала для адгезионных соединений |
6.4 | Необходимость устранения острых кромок по техническим соображениям |
6.6 | Размеры отверстий |
6.6 | Размеры зенкования отверстий для болтов |
6.6 | Размеры зенкования отверстий для заклепок |
6.6 | Длина овальных отверстий |
6.9 | Требуется ли полная проверка сборки |
7.5.1 | Требования к сварке, при использовании других способов сварки, кроме способов, указанных в 7.3 |
7.5.5 | Указания разрешена ли сварка для временных соединений. Зоны, где временные соединения не допускаются |
7.5.9 | Размеры сварных швов в овальных отверстиях и электрозаклепках |
7.5.10 | Требования к другим сварным швам, например выполненным точечной сваркой или сваркой стад-болтов, то есть другими способами сварки, кроме указанных в 7.3 |
8.1.3 | Область контактных поверхностей во фрикционных соединениях |
8.2.6 | Применение нормальных шайб или шайб с завышенными размерами |
8.6 | Способ выполнения адгезионных соединений. Требования к проверкам, объемам испытаний и критериям приемки |
10.3.1 | Содержание и объем всех защитных мероприятий (поверхности и контактные поверхности) |
11.1 | Любые специальные допуски |
11.2.3 | Класс допуска для конструкций оболочек |
12.3.2 | Места и периодичность геометрических измерений |
12.4.3.1 | Минимальный объем испытаний и требования к качеству сварных соединений |
12.4.4.1 | Требования к качеству для сварных швов эксплуатационной категории SB1 |
12.4.4.2 | Требования к качеству для сварных швов эксплуатационной категории SB2 |
12.5.1 | Требования к испытаниям изолированных соединений |
12.5.2.3 | Болтовые соединения без учета сопротивления трению |
А.2 Перечень возможных параметров
В настоящем разделе в таблице А.2 перечислены разделы, для которых в настоящем стандарте определены параметры, однако можно указывать и другие варианты. Если возможность выбора таких параметров не указана, применяются варианты, определенные в настоящем стандарте.
Таблица А.2 - Подразделы и пункты, допускающие использование параметров
Подразделы и пункты | Необходимая дополнительная информация |
4.2.1 | Указания, требуется ли документация по качеству для класса исполнения ЕХС2 |
5.6.1 | Указать обработку поверхности крепежных элементов |
6.6 | Указать, требуется ли устранение заусенцев в отверстиях, при одновременном просверливании нескольких деталей |
7.5.8 | Для элементов конструкций класса исполнения ЕХС2 требуется использовать входные и выходные планки |
8.2.5 | Указание, требуются ли фиксирующие устройства для гаек |
8.3.1 | Указание, следует ли использовать фиксирующие устройства |
8.3.2 | Способ натяжения для соединений с предварительным натяжением без сопротивления трению |
10.3.2 | Защита от коррозии алюминиевых поверхностей в случае контакта с алюминием и пластиком |
10.3.3 | Защита от коррозии алюминиевых поверхностей в случае контакта со сталью или деревом |
10.3.4 | Защита от коррозии алюминиевых поверхностей в случае контакта с бетоном, кирпичной кладкой, штукатуркой и т.п. |
10.3.5 | Указания применяют для указания способов герметизации крепежных элементов |
11.2.3.3.2 | Указания, разрешена ли фиксация подкладок с помощью сварки |
12.4.3.1 | Дополнительные испытания и способы испытаний при контроле сварных швов |
12.4.3.1 | Дополнительные условия для назначения минимального объема испытаний |
12.4.3.2 | Указания, следует ли проводить разрушающее испытание |
А.3 Требования в зависимости от классов исполнения
В настоящем разделе в таблице А.3 установлены специальные требования к каждому из классов исполнения.
Таблица А.3 - Требования для класса исполнения
Струк- турный элемент | Заголовок | Класс исполнения | Класс исполнения | Класс исполнения | Класс исполнения |
ЕХВ 1 | ЕХВ 2 | ЕХВ 3 | ЕХВ 4 | ||
4 Технические условия и документация | |||||
4.2.1 | Документация по обеспечению качества | Нет | Если указано | Да | Да |
5 Конструкционные материалы | |||||
5.2 | Документы для контроля | Отчет об испытании 2.2 | Отчет о проверке 3.1 | Отчет о проверке 3.1 | Отчет о проверке 3.1 |
5.2 | Отслеживание | Нет | Нет | Да | Да |
5.2 | Обозначение сплава и марки | Нет | Да, если сочетаются разные сплавы и марки | Да, если сочетаются разные сплавы и марки | Да, если сочетаются разные сплавы и марки |
6 Подготовительные работы | |||||
6.2 | Маркировка или обозначение входящих в состав продуктов | Нет | Да, если сочетаются разные сплавы и марки | Да, если сочетаются разные сплавы и марки | Да, если сочетаются разные сплавы и марки |
6.2 | Маркировка или обозначение деталей во время изготовления | Нет | Да | Да | Да |
7 Сварка | |||||
7.1 | Требования по качеству для сварки | ЕН ИСО 3834-4, Элементарные требования по качеству | ЕН ИСО 3834-3, Стандартные требования по качеству | ЕН ИСО 3834-2 Подробные требования по качеству | ЕН ИСО 3834-2 Подробные требования по качеству |
7.2.1 | План сварочных работ | Нет | Да | Да | Да |
7.4.1 | Технические условия технологий сварки | Нет | Согласно ЕН ИСО 15609-1 | Согласно ЕН ИСО 15609-1 | Согласно ЕН ИСО 15609-1 |
7.4.1 | Квалификация технологии дуговой сварки | Нет | Оцениваются согласно ЕН ИСО 15612, ЕН ИСО 15613 или ЕН ИСО 15614-2 | Оцениваются согласно ЕН ИСО 15613 или ЕН ИСО 15614-2 | Оцениваются согласно ЕН ИСО 15613 или ЕН ИСО 15614-2 |
7.4.4 | Координация сварочных работ | Нет | Как определено в ЕН ИСО 14731 | Как определено в ЕН ИСО 14731 | Как определено в ЕН ИСО 14731 |
7.4.5 | Персонал, координирующий сварочные работы | Нет | Технические знания согласно таблице 7 | Технические знания согласно таблице 7 | Технические знания согласно таблице 7 |
7.5.6 | Прихваточные сварные швы | Нет | Нет | Условия размещения прихваточных сварных швов в технических условиях технологии сварки | Условия размещения прихваточных сварных швов в технических условиях технологии сварки |
7.5.8 | Стыковые сварные швы | Нет | Выводные подкладки для обеспечения полной толщины шва, если указано | Выводные подкладки для обеспечения полной толщины шва | Выводные подкладки для обеспечения полной толщины шва |
8 Крепежные элементы и адгезионные соединения | |||||
8.2.5 | Фиксирующие устройства | Если указано | Если указано | Если указано | Как правило, требуется фиксация |
8.2.5 | Установка гаек | Нет | Нет | Маркировки, видимые для проверки | Маркировки, видимые для проверки |
12 Контроль, испытания и корректирующие мероприятия | |||||
12.4.3.1 | Методы испытаний | Указаны в таблице 9 | Указаны в таблице 9 | Указаны в таблице 9 | Указаны в таблице 9 |
Следующие темы указаны в справочном приложении | |||||
L.3.1 | Рекомендованный объем дополнительных неразрушающих испытаний в категории эксплуатации SB1 | Указаны в таблице L.2 | Указаны в таблице L.2 | Указаны в таблице L.2 | Указаны в таблице L.2 |
L.3.2 | Рекомендованный объем дополнительных неразрушающих испытаний в категории эксплуатации SB2 | Указаны в таблице L.3 | Указаны в таблице L.3 | Указаны в таблице L.3 | Указаны в таблице L.3 |
Приложение В
(справочное)
Перечень данных, включаемых в план обеспечения качества
В.1 Введение
В соответствии с 4.2.2 в настоящем приложении приведены рекомендации по пунктам, включаемым в план обеспечения качества для определенного проекта по выполнению алюминиевых конструкций, в дополнение к общим указаниям ИСО 10005.
В.2 Содержание
В.2.1 Управление
План организации управления проектом с указанием ведущих специалистов, их функций и ответственности в процессе реализации проекта, направления передачи распоряжений и способы связи.
Мероприятия по планированию и взаимодействию с другими партнерами в течение реализации всего проекта, мониторинг исполнения и продвижения работ.
Определение функций, передаваемых внешним субподрядчикам и третьим лицам.
Определение и подтверждение компетенции квалифицированных специалистов, работающих в проекте, включая персонал, координирующий сварку, персонал по техническому контролю, сварщиков и управляющих сваркой.
Мероприятия по контролю отступлений, изменений и смягчений требований в процессе реализации проекта.
В.2.2 Проверка технических условий на выполнение работ
Оценка принятых требований к проекту для определения содержащихся в нем заключений, включая выбор классов исполнения и категорий применения, которые могут потребовать введения дополнительных или нестандартных мероприятий, кроме тех, которые обеспечивает система управления качеством компании.
Дополнительные процедуры управления качеством, требующиеся для анализа принятых требований к проекту.
В.2.3 Ведение документации
В.2.3.1 Общие положения
Методы и процедуры для контроля входящей и исходящей проектной документации, к которой относятся определение текущего статуса редакции документов и предупреждение использования недействительных или устаревших документов внутри предприятия или подрядчиками, включая чертежи, расчеты, электронную информацию и соответствующие реестры.
В.2.3.2 Требуемая документация
Процедуры предоставления требуемой документации, перед выполнением строительных работ включают в себя:
- свидетельства о прохождении испытаний для конструкционных материалов и элементов;
- технические условия на технологический процесс и соответствующие отчеты о квалификации технологии сварки;
- технологические карты, включая инструкции по монтажу и контролируемому натяжению крепежных элементов;
- статические расчеты временных стальных сооружений, обусловленные методами монтажа;
- систематизация области и времени действия для утверждения или одобрения документации второй или третьей стороны перед выполнением.
В.2.3.3 Документация по выполнению работ
Процедуры предоставления документов по выполнению включают в себя:
a) входящие в состав изделия, отслеживаемые вплоть до завершения работ;
b) документы о проверках, испытаниях и действиях, предпринимаемых для обработки несоответствий, по следующим пунктам:
1) подготовка поверхностей соединений перед сваркой,
2) сварка и сварные изделия,
3) геометрические допуски на изготовленные элементы,
4) подготовка и обработка поверхностей,
5) калибровка оборудования, включая инструменты, используемые для контроля предварительного натяжения крепежных элементов;
c) результаты осмотра строительной площадки перед монтажом с целью определения пригодности для начала монтажных работ;
d) планирование поставок элементов на строительную площадку для сборки конструкции;
e) обследования конструкции и действия, предпринимаемые в случае несоответствий;
f) отчеты о завершении монтажа и сдаче.
В.2.3.4 Хранение и предоставление документации
Мероприятия по созданию документальных записей, представляемых для проверки и хранения их в течение минимум пяти лет или более, если это требуется проектом.
Примечание - Положения, действующие на национальном уровне, могут содержать более строгие требования к хранению документации.
В.2.4 Элементы контроля и проведение испытаний
Определение обязательных испытаний и процедур контроля, требуемых настоящим стандартом, а также испытаний и процедур контроля, предусмотренных системой обеспечения качества, необходимых для реализации проекта:
a) область проверки;
b) критерии приемки;
c) действия, предпринимаемые в случае несоответствия установленным требованиям, корректирующие мероприятия и послабления;
d) процедуры одобрения (отбраковки).
Специальные требования к проекту, касающиеся контроля и испытаний, включая требования по обоснованию специальных испытаний и процедур контроля, проводимых при свидетелях, или установленные точки, в которых контроль осуществляет назначенная третья сторона.
Определение важных пунктов, связанных с освидетельствованием третьей стороной, утверждением или одобрением результатов испытания или проверки.
Приложение С
(справочное)
Испытание крестообразных сварных соединений
С.1 Введение
Данное испытание предназначено:
- для технологического испытания угловых сварных швов (прочность и качество);
- для испытаний свойств материала для листов (пластин), выполненных из сплава EN AW-6082, согласно 5.3.
С.2 Образец для испытания
Испытуемый образец для технологических испытаний угловых сварных швов следует подготовлять и сваривать согласно рисунку С.1
Для определения свойств материала для листов (пластин), изготовленных из сплава EN AW-6082, допускается только двутавровый профиль.
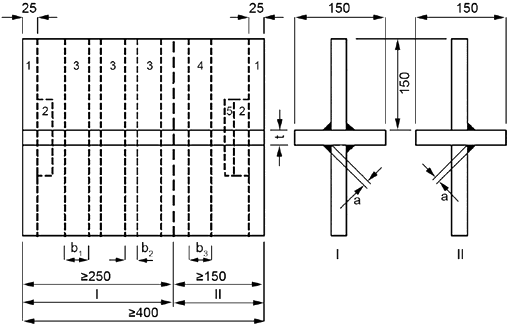
Рисунок С.1 - Образец для испытания крестообразного соединения с угловыми сварными швами
С.3 Исследование и испытание
Перед резкой следует провести визуальный осмотр (100%) и испытание образцов капиллярным методом (100)%.
Испытание на разрушение следует выполнять в соответствии с ЕН 1320.
Примечание 1 - Рекомендуется проводить испытание на разрушение перед испытаниями на растяжение крестообразных образцов и макроскопическим (микроскопическим) исследованием.
Независимо от характера разрушения (в зоне термического влияния или по толщине сварного шва), должен соответствовать требованиям таблицы С.1.* Если первый испытуемый образец разрушается поперек в зоне термического влияния основного материала, толщину сварного шва следующих образцов следует уменьшить с помощью обработки на станке, для увеличения напряжение в сварном шве.
Образцы для макроскопического/микроскопического исследования должны быть подготовлены и проверены согласно ЕН 1321 и соответствовать требованиям ЕН ИСО 15614-2. Критериями приемки являются требования ЕН ИСО 15614-2.
Таблица С.1 - Минимальные значения предела прочности для испытаний на растяжение крестообразных элементов (позиция 3 на рисунке С.1)
Обозначение сплава согласно ЕН 573-3 и ЕН 573-2 | Марка согласно перечню EH 1999-1-1:2007, таблицы 3.2.a и 3.2.b | Расходные материалы для сварки согласно ЕН 1999-1-1. Обозначение сплава согласно ЕН ИСО 18273 | |||
EH AW- | EN AW- | S-AI 5356/А, S-AI 5056А, S-AI 5556А/Б, S-AI 5183/A | S-AI 4043А, S-AI 4047А | S-AI 3103 | |
|
| Rm, Н/мм , не менее | |||
3004 | AIMn1Mg1 | Все | - | - | 67 |
3005 | AIMn1Mg0,5 | Все | - | - | 67 |
3103 | AIMn1 | Все | - | - | 67 |
5005
5005А | AIMg1(B) AIMg1(C) | Все | 81 | - | - |
5049 | AIMg2Mn0,8 | Все | 153 | - | - |
5052 | AIMg2,5 | Все | 120 | - | - |
5083 | AIMg4,5Mn0,7 | Все | 170 | - | - |
5454 | AIMg3Mn | Все | 156 | - | - |
5754 | AIMg3 | Все | 153 | - | - |
6060 | AIMgSi | Т66 | 89 | 89 | - |
6060 | AIMgSi | Т6, Т64 | 81 | 81 | - |
| Т5 | 64 | 64 | - | |
6061 | AIMglSiBu | Т6/Т651 | 134 | 120 | - |
| Т4/Т451 | 121 | 120 | - | |
6063 | AIMg0,7Si | Т66 | 105 | 105 | - |
| Т6 | 89 | 89 | - | |
| Т5 | 81 | 81 | - | |
6005А | AISiMg(A) | Т6 | 127 | 113 | - |
6082 | AISHMgMn | Т6/Т651
Т61/Т6151
Т5 | 149 | 134 | - |
Т4/Т451 | 129 | 129 | - | ||
6106 | AIMgSiMn | Т6 | 127 | 113 | - |
7020
8011А | AIZn4,5Mg1 AlFeSi | Т6/Т651 | 184 | 149 | - |
| Все | 68 | 68 | - | |
6106 | AIMgSiMn | Т6 | 127 | 113 | - |
7020 | AIZn4,5Mg1 | Т6/Т651 | 184 | 149 | - |
8011А | AlFeSi | все | 68 | 68 | - |
Приложение D
(обязательное)
Способы определения коэффициента трения
D.1 Цель испытания
Целью данного испытания является определение коэффициента трения для поверхности с определенным видом обработки (в большинстве случаев с защитным покрытием).
Испытания должны подтвердить наличие деформации ползучести соединения.
D.2 Факторы влияния
Достоверность результатов испытания для поверхностей с защитным покрытием ограничивается случаями, когда значения всех основных показателей соответствуют значениям показателей испытуемых образцов.
Основными считаются следующие показатели:
a) состав покрытия;
b) обработка поверхности и обработка первых слоев в случае многослойных систем (см. D.3);
c) максимальная толщина покрытия (см. D.3);
d) процедура затвердевания;
e) минимальный интервал времени между нанесением покрытия и приложением нагрузки к соединению;
f) класс качества болта (см. D.6).
При определении состава покрытия необходимо учитывать его тип и способ нанесения, а также применяемый разбавитель. Процесс затвердевания следует документировать с помощью описания фактической процедуры либо ссылаться на опубликованные рекомендации. Следует зафиксировать интервал времени в часах между нанесением покрытия и испытанием.
D.3 Испытываемые образцы
Образцы для испытания должны соответствовать размерам, указанным на рисунке D.1.
Для обеспечения одинаковой толщины двух внутренних пластин они должны быть вырезаны из одного куска материала и собраны в их первоначальном относительном положении.
Пластины должны иметь аккуратно обрезанные кромки для обеспечения надежного контакта между поверхностями пластины. Они должны обладать достаточной плоскостностью, чтобы обеспечить хороший контакт подготовленных поверхностей после предварительного натяжения болтов согласно 8.3.2.
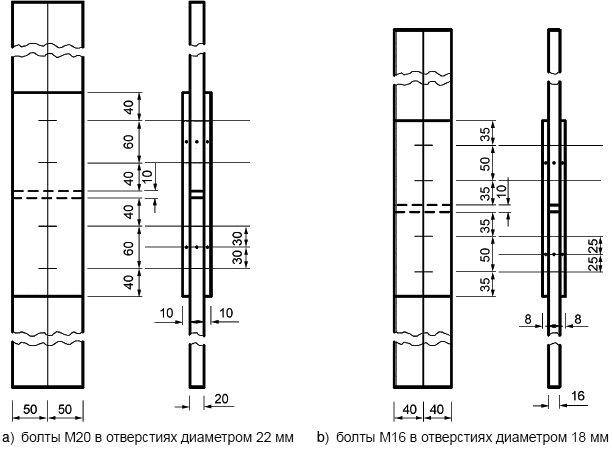
Рисунок D.1 - Стандартные образцы для определения коэффициента трения
Обработка поверхности и покрытие защитным слоем образца должны выполняться способом, аналогичным принятому конструктивному решению.
Средняя толщина покрытия на контактной поверхности испытуемых образцов должна быть минимум на 25% больше, чем номинальная толщина в принятом конструктивном решении.
Образцы должны быть собраны так, чтобы болты были нагружены силами преднапряжения в направлении, перпендикулярном прикладываемому к образцу растяжению.
Предварительное натяжение в болтах должно быть измерено инструментом с точностью ±5%.
Примечание - При необходимости оценки потери предварительного натяжения болта, испытуемые образцы можно оставить на определенный период времени, в конце которого можно снова измерить предварительное натяжение.
Предварительное натяжение болтов следует измерять непосредственно перед испытанием, при необходимости болты должны быть подтянуты с нужной точностью ±5%.
D.4 Испытания и оценка полученных результатов
Изначально необходимо испытать пять образцов. Четыре испытания должны проходить при возрастании нагрузки с нормальной скоростью (длительность испытания от 10 до 15 мин). Пятый образец следует использовать для испытания на ползучесть.
Образцы следует испытывать в машине на растяжение. Соотношение "нагрузка - сдвиг" должно быть зафиксировано.
Сдвиг следует рассматривать как относительное смещение между соседними точками на внутренней пластине и накладке, в направлении прилагаемой нагрузки. Его следует измерять на обоих концах образца. На каждом конце сдвиг должен определяться как среднее значение смещения на обеих плоскостях образца.
Если для пятого образца сдвиг происходит медленно, то есть разница между зарегистрированным сдвигом через 5 мин и через 3 ч после приложения полной нагрузки не превышает 0,002 мм, нагрузки сдвига для пятого образца следует определять как для первых четырех образцов. Если медленный сдвиг превышает 0,002 мм, необходимо выполнять расширенные испытания на ползучесть в соответствии с D.5.
где n - число образцов;
D.5 Испытания на ползучесть и оценка результатов
Если требуется проведение расширенных испытаний на ползучесть согласно D.4, следует испытать минимум три образца (шесть соединений).
Для испытуемых образцов следует прикладывать специальную нагрузку, значение которой должно определяться с учетом результатов испытаний на ползучесть, описанных в D.4, и результатов всех предшествующих длительных испытаний на ползучесть.
Примечание - Нагрузку, соответствующую коэффициенту трения, можно принимать для применения в конструкциях. Если обработка поверхности относится к определенному классу, можно принимать нагрузку, соответствующую коэффициенту трения для данного класса.
Необходимо начертить кривую "сдвиг - логарифм времени" (рисунок D.2), чтобы наглядно показать, что нагрузка, определенная с использованием предлагаемого коэффициента трения, не приведет к перемещениям более 0,3 мм в течение расчетной долговечности конструкции, оцениваемой в 50 лет, если другие указания отсутствуют. Кривая "сдвиг - логарифм времени" может быть линейно экстраполирована, как только появится возможность определить касательную к кривой с достаточной точностью.

Для испытания 3 установлена слишком высокая нагрузка (коэффициент трения)
Рисунок D.2 - Применение кривой "сдвиг - логарифм времени" для длительного испытания на ползучесть
D.6 Результаты испытания
Отдельные значения коэффициента трения определяются следующим образом:
Для десяти значений n=10, полученных на пяти образцах, нормативное значение можно получить вычитанием из среднего значения 2,05 стандарта.
Если длительное испытание на ползучесть не требуется, следует принимать номинальный коэффициент трения, равный его нормативному значению.
Если требуется длительное испытание на ползучесть, номинальный коэффициент трения может быть принят равным значению, удовлетворяющему указанному пределу ползучести (см. D.5).
Коэффициенты трения, определенные с использованием болтов класса прочности 10.9, также допускается использовать для болтов класса 8.8.
В качестве альтернативы можно выполнить испытания для болтов класса прочности 8.8. Коэффициенты трения, определенные с использованием болтов класса прочности 8.8, нельзя принимать для болтов класса 10.9.
>0,50 | класс поверхности трения А; |
0,40 0,50 | класс поверхности трения В; |
0,30 0,40 | класс поверхности трения С; |
0,20 0,60 | класс поверхности трения D. |
Приложение Е
(справочное)
Соединение элементов холодного формообразования и тонколистового материала
Е.1 Общие положения
Функциональные характеристики крепежных элементов зависят от технологии работ на строительной площадке, которые определяются с помощью технологических испытаний. Технологические испытания можно использовать для подтверждения пригодности данных соединений в условиях строительной площадки. Необходимо учитывать следующие аспекты:
- возможность создания отверстий нужного размера для самонарезающих винтов и заклепок;
- правильное применение динамометрических ключей с корректной настройкой момента и глубины натяжения;
- возможность установки самосверлящего винта перпендикулярно поверхности соединения с уплотнительной шайбой;
- работа уплотнительных шайб на равномерное сжатие в пределах правил, рекомендованных изготовителем шайбы (см. рисунок Е.1);
- возможность выполнения соединений в соответствии с заданными требованиями и распознавание соединений, не соответствующих требованиям.
Следует установить тип применяемых крепежных элементов и качество материала относительно воздействия условий окружающей среды (требования к функциональным характеристикам соединения, коррозия).
Следует использовать исключительно крепежные средства (глухие заклепки, самонарезающие, самосверлящие винты) согласно ЕН 1999-1-4.
Специальные глухие заклепки и специальные самонарезающие (самосверлящие) винты допускается использовать только при наличии технических условий, и если это специально указано.
Специальные способы выполнения соединений допускается использовать только при наличии технических условий, и если это специально указано.
Е.2 Самонарезающие и самосверлящие винты
Крепежные элементы по ЕН 1999-1-4 допускается использовать, только если их производитель отчетом о прохождении приемочных испытаний по форме 3.1 подтверждает соответствие винтов геометрическим и механическим требованиям ЕН ИСО 1479, ЕН ИСО 1481 и ЕН ИСО 7049 для самонарезающих винтов, и требованиям ЕН ИСО 15480 и ЕН ИСО 15481 для самосверлящих винтов.
Длину и форму резьбы винтов следует выбирать в соответствии с заданным применением и в зависимости от толщины соединяемых элементов. Эффективная длина резьбы должна быть такой, чтобы нарезанная часть проникала в поддерживающий элемент.
Примечание 1 - Для самосверлящих и самонарезающих винтов в некоторых случаях требуется прерывистая резьба (см. 5.6.4). Если используется уплотнительная шайба, ее толщину следует учитывать при выборе длины резьбы.
Если самонарезающие и самосверлящие винты применяют для крепления профлиста, крепежные элементы должны располагаться в нижней части гофралистов, если не указано иное.
Примечание 2 - Если самонарезающие и самосверлящие винты располагаются в верхней точке кровельного профиля, следует избегать образования вмятин на листах в местах установки винтов.
Механический инструмент для самонарезающих и самосверлящих винтов должен иметь регулировку глубины и/или контроль крутящего момента, которые должны использоваться в соответствии с рекомендациями изготовителя. Если для установки самонарезающих и самосверлящих винтов используют механический инструмент, скорость сверления и завинчивания (оборотов в минуту) должна соответствовать рекомендациям изготовителя крепежных элементов.
Если с самонарезающими и самосверлящими винтами используют уплотнительные шайбы, винты следует устанавливать так, чтобы добиться равномерного сжатия шайбы, как показано на рисунке Е.1.
Примечание 3 - Система контроля глубины вкручивания и момента натяжения автоматического гайковерта должна быть отрегулирована таким образом, чтобы обеспечивать сжатие уплотнительных шайб в пределах ограничений, установленных производителем.

Рисунок Е.1 - Правильное прижатие уплотнительных шайб
Если самосверлящие и самонарезающие винты применяются без уплотнительных шайб, должно быть предусмотрено ограничение момента натяжения для предотвращения перетягивания.
Примечание 4 - Регулировка крутящего момента должна быть установлена так, чтобы в процессе натяжения крутящий момент не превышал предельного момента среза головки либо предельного момента срыва резьбы.
Использование ударного гайковерта не разрешается.
Для самонарезающих винтов согласно ЕН ИСО 1479, ЕН ИСО 1481 и ЕН ИСО 7049 диаметр просверливаемых отверстий для винтов диаметром 6,3 мм следует выбирать в соответствии с таблицами Е.1 и Е.2.
Таблица Е.1 - Диаметр просверливаемых отверстий для алюминиевых конструкций
В миллиметрах
Толщина конструкции | <3,0 | >3,0
<4,0 | >4,0 |
Диаметр отверстия | 3,3 | 3,5 | 4,1 |
Таблица Е.2 - Диаметр просверливаемых отверстий для алюминиевых конструкций
В миллиметрах
Толщина конструкции | 0,75 | 0,75
1,5 | 1,5
3,0 | 3,0
5,0 | 5,0
7,0 | >7,0 |
Диаметр отверстия | 3,3 | 3,5 | 4,1 | 4,8 | 5,5 | 6,0 |
Диаметр отверстий, просверливаемых для самонарезающих винтов специального исполнения, соответствующих техническим условиям, выбирают в соответствии с требованиями технических условий.
Е.3 Глухие заклепки
Глухие заклепки из сплава EN AW-5019 согласно ЕН 1999-1-4 допускается применять, только если их производитель свидетельством о прохождении приемочных испытаний по форме 3.1 подтвердил соответствие заклепок геометрическим и механическим требованиям, определенным в ЕН ИСО 15973, ЕН ИСО 15974, ЕН ИСО 15977, ЕН ИСО 15978, ЕН ИСО 15981 и ЕН ИСО 15982. Глухие заклепки из других материалов допускается использовать только на основании технического условия.
Длину глухой заклепки назначают в зависимости от общей толщины пакета соединяемых элементов конструкций.
Установку следует выполнять в соответствии с рекомендациями производителя заклепок.
Примечание - Большинство производителей предлагают ручной и автоматический инструмент, как для большого, так и для малого числа устанавливаемых заклепок. Большинство разновидностей инструмента легко трансформируются с помощью замены насадки и/или зажима под определенные типы и размеры заклепок. Для установки заклепок в труднодоступных местах, например внутри швеллеров или цилиндрических профилей, обычно применяют сменные головки.
Диаметр просверливаемых отверстий для глухих заклепок равен диаметру стержня, увеличенному на 0,1 мм (максимум на 0,2 мм).
Диаметр отверстий, просверливаемых для заклепок специального исполнения, соответствующих техническим условиям, выбирают в соответствии с требованиями технических условий.
Е.4 Соединение листов внахлест
Крепежные элементы, соединяющие друг с другом и фиксирующие панели, детали или прочие вспомогательные элементы, должны быть в состоянии сжать и удерживать перекрываемые детали.
Примечание - Соединения внахлест профилированных листов открытых поверхностей кровли, подвергающихся атмосферным воздействиям, выполняют в соответствии с рекомендациями производителя. Минимальный диаметр крепежных элементов для таких соединений должен составлять 4,8 мм для самонарезающих и самосверлящих винтов и 4,0 мм - для глухих заклепок.
Если профилированные листы должны быть присоединены к ребрам жесткости для предотвращения сдвига, следует установить требования для продольных соединений, если в данном случае они будут являться несущими соединениями.
Приложение F
(справочное)
Обработка поверхности
F.1 Анодирование
Если не указано иное, требуется минимальная толщина оксидного слоя 20 мкм, если он предназначен для защиты от коррозии. Следует согласовать специальные требования к внешнему виду.
Способы нанесения декоративных и защитных покрытий анодным окислением на алюминий приведены в соответствии с ЕН 12373-1.
Примечание - Подтверждение качества и оценка качества должны выполняться в рамках общепризнанной программы обеспечения качества.
F.2 Покрытия
F.2.1 Общие положения
Защищаемые поверхности должны быть очищены с помощью соответствующих приспособлений, таких как волокнистые щетки, очищающее волокно, аккуратная абразивно-струйная очистка с использованием подходящего материала и последующего тщательного обезжиривания, например органическими веществами, растворяющими жир, или водным очищающим веществом, не оставляющим следов. В особых случаях можно использовать щетки, не содержащие нержавеющих сталей и меди. Очистку и обезжиривание также можно выполнять с помощью проверенных способов химической очистки, например протравливания, см. также ЕН 12487. Необходимо удалить следы коррозии. Газопламенная очистка не разрешается. Сварные швы следует обработать щеткой до зеркального блеска.
Примечание 1 - Струйная очистка абразивом допускается при толщине материала более 3 мм. Подходящим материалом для струйной очистки абразивом является, например, алюминий, корунд (не регенерированный), стекло; не подходят для струйной очистки сталь, железо и медь. Что касается других материалов для струйной очистки, их применимость для алюминия должна быть подтверждена, например, тем, что они не содержат железа, меди и никеля.
Если листы, профили или детали перед сборкой прошли предварительную обработку или грунтовку, все детали, находившиеся в контакте с жиром, следует очистить еще раз соответствующим способом перед нанесением последующих слоев.
Покрытие всей конструкции целиком следует выполнять перед сборкой или сразу же после сборки.
Нанесение покрытий следует выполнять, когда температура поверхности покрываемых деталей свыше 5°С, относительная влажность ниже 85%, а температура поверхности на 3°С выше температуры конденсации, если производителем покрытия не разрешены другие пределы.
Необходимо убедиться, что применение материала предварительного покрытия или примененная на заводе отделка обеспечивает защиту, соответствующую монтажу и условиям эксплуатации.
Необходимо проявлять аккуратность при использовании систем покрытия, высушиваемых с помощью термической обработки. Температуры лакировки в печи и время высыхания не должны превышать пределы, установленные для материала производителем конструкционных материалов.
Примечание 2 - Алюминиевые материалы при поставке уже могут иметь лакокрасочное покрытие с использованием либо лака на основе растворителя, либо сухой системы (покрытие спеканием). Покрытие может наноситься до, во время или после обработки. Жидкие покрытия, как правило, затвердевают при нагревании в печи с повышенной температурой. Порошковые покрытия всегда затвердевают при нагревании в печи. В обоих случаях покрытия, высыхающие в печи, будут иметь улучшенные свойства в отношении прочности и долговечности по сравнению с покрытиями, высушиваемыми на воздухе. Такие обработки поверхности применимы для полос, катушек или прессованных профилей. Покрытие в большинстве случаев достаточно эластичное, чтобы позволить легкую деформацию без повреждения, например отбортовку кромок или обработку на роликовой формовочной машине. Использование выполненных на заводе отделок и материалов с предварительным покрытием обычно предоставляет приемлемую степень защиты.
Примечание 3 - Большинство заводских покрытий затвердевают с помощью нагревания приблизительно до 180°С или немного выше в течение короткого интервала времени, что обычно оказывает незначительное влияние на механические свойства металла. Однако значительное снижение свойств возможно в зависимости от сплава, его состояния и от температурной кривой процесса нагревания в печи. Нормальной практикой является контроль температуры, в особенности для толстых профилей, для которых существует больший риск как слишком короткого, так и слишком длинного периода времени твердения. Рекомендуется составление отчета о тепловой обработке металла в печи в комбинации с подходящей системой контроля.
Примечание 4 - Обеспечение и оценка качества могут проводиться при наличии печати в рамках общепризнанной программы обеспечения качества.
Информацию о порошковом покрытии см. в ЕН 12206-1.
F.2.2 Предварительная обработка
Сразу после высыхания на очищенные и обезжиренные поверхности следует нанести слой соответствующей грунтовки, если поверхности не были предварительно обработаны другим способом.
Примечание - Подходящей грунтовкой может быть конверсионное покрытие или травильная либо водная грунтовка, если поверхность металла очищена и освобождена от толстых или неоднородных оксидных слоев покрытия.
Грунтовка хроматом должна соответствовать условиям ЕН 12487.
Неплотный анодный слой также подходит в качестве предварительной обработки.
F.2.3 Базовый слой покрытия
На поверхности с предварительной обработкой должен быть нанесен базовый слой покрытия с соответствующим замедляющим красителем, совместимым с алюминиевой конструкцией и всеми последующими покрытиями. В базовом покрытии в качестве красителей не допускается содержание свинца, меди, ртути, олова, графита или углеродистых материалов.
F.2.4 Завершающий слой покрытия
После достаточного высыхания базового покрытия наносится слой завершающего покрытия, в зависимости от условий внешних воздействий, которое не должно содержать свинец, медь, ртуть, олово, графит, кадмий или углеродистые материалы в качестве пигментов (покрытие контактных поверхностей элементов конструкций см. в 10.3). Завершающее покрытие должно быть совместимо с базовой грунтовкой или последующими покрытиями.
F.2.5 Покрытия с использованием битума или битумных соединений
Материалы битумного покрытия должны быть нейтральными (например, битум).
Покрываемые поверхности должны быть гладкими. Если требуется, их следует очистить и тщательно обезжирить, но не допускается предварительная обработка грунтовкой.
F.2.6 Исправляющие покрытия
Поверхность следует очистить от загрязнений перед нанесением исправляющего покрытия. Поврежденные части существующего покрытия следует восстановить; части поверхности с прилипшим покрытием можно оставить. После этого поверхность необходимо обработать волокнистой щеткой.
Должен быть подготовлен плавный переход между имеющимся покрытием и открытым металлом. Необходимо удалить следы коррозии. Удаление с использованием каустической соды, разъедающей металл, газопламенной очистки и механическое удаление колющим инструментом не допускаются.
Открытый металл следует предварительно обработать грунтовкой, а затем нанести базовое и завершающее покрытия.
F.3 Пассивирование
Следует указывать необходимое пассивирование или специальную обработку поверхности, соблюдая требования по применению, определенные производителем пассивирующего вещества. Если не указан требуемый вид пассивирования, как минимум, следует использовать раствор хромовой кислоты (о хромировании см. ЕН 12487) или, если возможно, раствор фосфорной кислоты (фосфатирование).
Примечание - Пассивирование алюминия без дополнительного покрытия является только кратковременной защитой и подходит для умеренных условий эксплуатации.
Приложение G
(справочное)
Геометрические допуски. Основные допуски
G.1 Допуски на изготовление
G.1.1 Общие положения
Допуски на изготовление, приведенные в настоящем приложении, применяются для всех типов элементов и конструкций.
G.1.2 Сварные двутавровые профили
Отклонения от номинальных размеров поперечного сечения свариваемых двутавровых профилей заводского изготовления не должны превышать предельных значений, установленных в таблице G.1.
Таблица G.1
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А |  | Высота сечения:
h 900 мм; 900< h 1800 мм; h>1800 мм | =±3 мм; =±5 мм; = плюс 8 мм или минус 5 мм |
B |  | b<300 мм;
b 300 мм | =±3 мм; =±5 мм |
C |  | Положение стенки | , но не менее чем 2 мм |
D | 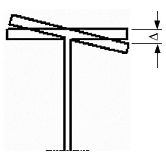 | Отклонение от перпендикулярности | , но не менее чем 2 мм |
E | 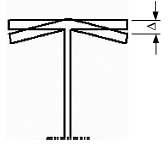 | Отклонение от плоскостности | ,но не менее чем 2 мм |
G.1.3 Сварные профили коробчатого сечения
Отклонения от номинальных размеров поперечного сечения сварных профилей коробчатого сечения, изготовленных в заводских условиях, не должны превышать предельных значений, установленных в таблице G.2.
Таблица G.2 - Допустимые отклонения для сварных профилей коробчатого сечения
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А | 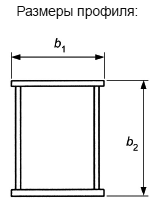 | Отклонение в зависимости от ширины плиты: |
|
b 300 мм | =±3 мм; | ||
b >300 мм, где i =1 или 2 | =±5 мм | ||
Примечание - Отклонения для ребер жесткости принимают по случаю В таблицы G.3. | |||
G.1.4 Стенки профилей
Искривления стенок профилей не должны превышать значений, приведенных в таблице G.3. Допустимое отклонение для стенок принимается также для искривления полок.
Таблица G.3 - Допустимые отклонения для стенок профилей
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А | Искривление стенок:
| Отклонение в высоте и длине стенки: | |
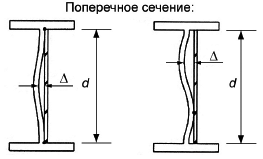 | , , | ||
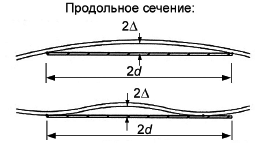 | , t - толщина стенки | ||
B | Ребра жесткости на стенке: | Отклонение от прямолинейности в плоскости стенки: | |
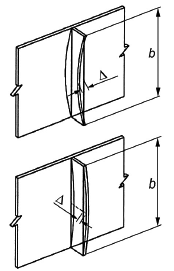 | - для b 750 мм | =3 мм | |
- для b>750 мм |
G.1.5 Элементы конструкции
Отклонения элементов конструкции от перпендикулярности не должны превышать предельных значений, приведенных в таблице G.4.
Таблица G.4 - Допустимые отклонения для элементов конструкций
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А | Перпендикулярность на опорах: | ||
 | Вертикальность стенки на опорах, для элементов без опорных ребер жесткости | , но не менее чем 3 мм | |
B | Прямолинейность: | ||
 | Прямолинейность по обеим осям | ,но не менее чем 3 мм |
G.1.6 Соединение нижних и верхних опорных плит
Случайный эксцентриситет соединений нижних и верхних опорных плит для всех типов соединений не должен превышать предельных значений, установленных в таблице G.5. Эти предельные значения действительны также для верхних опорных плит над колоннами.
Таблица G.5 - Допустимые отклонения для верхних и нижних опорных плит
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А | Соединения нижних и верхних опорных плит (действительно также для верхних плит над колоннами): | ||
 | Случайный эксцентриситет е | e=5 мм |
G.1.7 Стыки колонн
Случайный эксцентриситет в стыке колонны для всех типов соединений не должен превышать значений, приведенных в таблице G.6.
Таблица G.6 - Допустимые отклонения в продольных стыках колонн
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А | Продольный стык колонны: | ||
 | Случайный эксцентриситет е (относительно любой оси):
d - наибольшая высота сечения | е=меньше, чем
, но не менее 2 мм |
G.1.8 Каркасные конструкции
Отклонения элементов каркасных конструкций заводского изготовления не должны превышать предельных значений, установленных в таблице G.7.
Таблица G.7 - Допустимые отклонения элементов каркасных конструкций заводского изготовления
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А | Эксцентриситет: | Эксцентриситет: | |
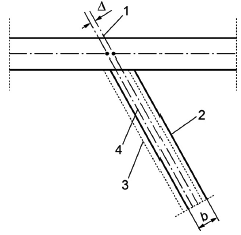 1 - осевая линия фактического местоположения; 2 - фактическое местоположение; 3 - проектное местоположение; 4 - осевая линия проектного местоположения | Эксцентриситет в соединении b - номинальный размер поперечного сечения, мм | мм | |
B | Решетчатые элементы после сварки: | Отклонение размеров отдельных элементов р между центрами узлов фермы | =±5 мм |
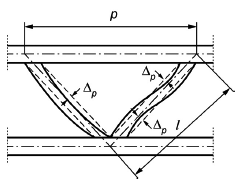 Примечание - Прямолинейность верхних и нижних поясов см. в таблице G.4, случай В. | Суммарное отклонение , узлов фермы Прямолинейность элементов, отклонение от центральной осевой линии: | =±10 мм | |
1500 мм | =3 мм | ||
1500 мм | , но не более 6 мм | ||
Отклонение, измеренное относительно выбранного эксцентриситета. | |||
G.2 Допуски на монтаж
G.2.1 Колонны
Отклонения колонн (вертикальных элементов) не должны превышать предельных значений, указанных в таблице G.8.
Таблица G.8 - Допустимые отклонения для колонн
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А |  | Наклон колонны между уровнями соседних ярусов в многоярусной конструкции | |
B |  | Расположение стыка колонны относительно прямой линии то же, соединяющей узловые точки на уровнях соседних ярусов в многоярусной конструкции | |
C |  | Отклонение колонны на уровне какого-либо яруса, от вертикальной линии, проходящей через ее центр на уровне базы колонны в многоярусной конструкции (n - число ярусов) | |
D |  | Наклон стойки в одноэтажном здании Колонны, поддерживающие мостовые краны - см. указания к случаю Е | |
E |  | Наклон колонны, поддерживающей мостовой кран: |
|
h<5 м | е=±5 мм | ||
5 м<h<25 м | |||
h>25 м | е=±25 мм | ||
F |
| Наклон колонны портальной рамы без мостового крана: | |
 | - наклон отдельной колонны | ||
 | - если обе колонны поперечной рамы наклоняются в одном направлении, средний наклон стоек |
G.2.2 Балки
Случайный эксцентриситет балки, соединенной с колонной, измеряемый относительно колонны, не должен превышать значений, указанных в таблице G.9.
Таблица G.9 - Допустимые отклонения для соединений балок с колоннами
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А |  | Соединение балки с колонной, измеряемое относительно проектного положения |  , но не менее 2 мм |
B | 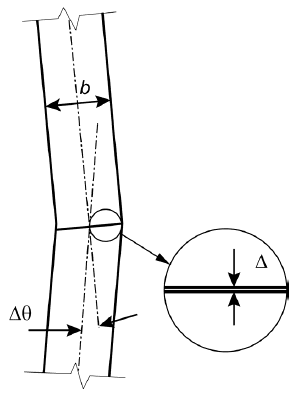 Значение должно соответствовать случаю В по таблице G.8 перед замером зазора | Воздушный зазор | 1,0 мм свыше минимум 2/3 площади контакта, максимум 2,0 мм локально |
Приложение Н
(обязательное)
Геометрические допуски. Дополнительные допуски
Н.1 Общие положения
В настоящем приложении установлены важные для обычных конструктивных элементов и условий геометрические отклонения и допустимые при этом значения для дополнительных допусков.
Геометрические отклонения, важные для прочности и устойчивости алюминиевых конструкций, рассмотрены в приложении G.
Допустимые значения предназначены для конечной приемки готовой конструкции.
Н.2 Допуски на изготовление
Н.2.1 Профили коробчатого сечения
Отклонения профилей коробчатого сечения, изготовленных в заводских условиях, касающиеся выпуклости или вогнутости листов или прямолинейности ребер жесткости, не должны превышать предельных значений, установленных в таблице Н.1.
Таблица Н.1 - Допустимые отклонения для коробчатых профилей
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А | Перпендикулярность (в положениях диафрагм): | Разница между номинально одинаковыми расстояниями по диагонали: | |
 | =больше, чем  | ||
B | Искривление пластины: | Отклонение на ширине пластины или на длине замера | =больше, чем |
 Длина замера L= высота стенки b |
Н.2.2 Элементы конструкций
Для элементов конструкций отклонения номинальных размеров, определяющих длину, прямолинейность, строительный подъем и перпендикулярность, не должны превышать предельных значений, установленных в таблице Н.2.
Таблица Н.2 - Допустимые отклонения для элементов конструкций
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А |  | Длина, измеряемая вдоль центральной оси или вдоль угла профиля при заданной температуре: - обрезная длина - элемент с обеими кромками, обработанными для опоры плотного контакта, включая фланцевые кромки | =±2 мм |
B |  | Прогиб f в середине длины, измеряемый относительно горизонтали | =больше, чем |
C |  | Перпендикулярность к продольной оси: |
|
- без обработки для опоры плотного контакта | |||
- с обработкой для плотного контакта D - высота профиля, мм | |||
Длину L следует измерять в миллиметрах. | |||
Н.2.3 Ребра жесткости
Отклонения положения ребер жесткости не должны превышать предельных значений, установленных в таблице Н.3.
Таблица Н.3 - Допустимые отклонения для ребер жесткости
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А | Положение ребер жесткости: | ||
 А - заданное положение | Отклонение от заданного положения | =±5 мм | |
 | Эксцентриситет е между двумя ребрами жесткости | ,но не более чем 3 мм |
Н.2.4 Отверстия для крепежных элементов, вырезы и кромки
Отклонения положения отверстий для крепежных элементов, размеров вырезов и перпендикулярность кромок не должны превышать предельных значений, установленных в таблице Н.4.
Таблица Н.4 - Допустимые отклонения для отверстий, вырезов и кромок
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А | Расположение групп отверстий для крепежных элементов: | ||
 | Отклонение группы отверстий от их заданного расположения: | ||
- размер а - размер b | мм | ||
- размер В | =±2 мм | ||
- размер d | =±5 мм | ||
- если h 1000 мм | =±2 мм | ||
- если h>1000 мм | =±4 мм | ||
B | Вырезы: | ||
 | Отклонение от основных размеров: | ||
- размер d | мм | ||
- размер | мм | ||
C |  | Отклонение обрезной кромки от 90°: t - толщина, мм | =±0,1 t , не более 3 мм |
Н.2.5 Каркасные конструкции
Отклонения изготовленных каркасных конструкций не должны превышать предельных значений, представленных в таблице Н.5.
Таблица Н.5 - Допустимые отклонения элементов каркасных конструкций заводского изготовления
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А | Поперечное сечение каркасной конструкции: | Отклонение размеров d, w и х, если: | |
 | s<300 | =±3 мм | |
300 мм <s<1000 мм | =±5 мм | ||
s>1000, | =±10 мм | ||
где s=d, w или х, | |||
 | где d - высота сечения w - ширина х - диагональ |
Н.3 Монтажные допуски
Н.3.1 Колонны
Отклонения колонн (вертикальных элементов) не должны превышать предельных значений, представленных в таблице Н.6.
Таблица Н.6 - Допустимые отклонения для колонн
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А |  | Расположение в плане центра алюминиевой колонны у ее основания относительно ее проектного положения (PP) | =±5 мм |
B |  | Общая высота колонн относительно уровня базы | |
h<20 м | =±10 мм | ||
20 м<h<100 м | =±0,25( h +20) мм | ||
h>100 м | =±0,1( h +200) мм h - в метрах | ||
C |  | Расстояние между крайними колоннами на каждой оси на уровне базы колонн: |
|
L 30 м | =±20 мм | ||
30 м<L<250 м | =±0,25( L +50) мм | ||
L 250 м | =±0,1( L + 500) мм L - в метрах | ||
D |  | Расстояние между соседними колоннами | =±10 мм |
E |  | Положение колонны на уровне базы и этажа относительно линии, соединяющей соседние колонны | е=±10 мм |
Н.3.2 Несущие балки, стропильные конструкции и решетчатые стропильные фермы
Уровень расположения балок измеряют относительно фактического уровня этажа. Их высота - это усредненная высота, с помощью которой лучше всего достигается установленный уровень для различных значений высоты опор (с учетом их допусков).
Допустимое отклонение для строительного подъема, измеренное в центре установленной балки, составляет 1/500 пролета относительно опорных точек.
Допустимое отклонение для строительного подъема установленной каркасной конструкции с пролетом более 20 м и смонтированной на строительной площадке составляет 1/300 пролета относительно опорных точек.
Допустимое отклонение для строительного подъема консоли составляет 1/300 ее длины относительно точки зажима.
Таблица Н.7 - Допустимые отклонения для балок
Случай | Тип отклонения | Параметр | Допустимое отклонение |
А |  | Уровень балки в узле соединения балки с колонной, измеряемый относительно уровня этажа в состоянии готовности | =±10 мм |
B |  | Уровень на противоположном конце балки | менее чем:  |
C |  | Уровень в соседних балках, измеряемый на соответствующих концах | =±10 мм |
D |  | Расстояние между соседними колоннами, измеряемое на соответствующих концах | =±10 мм |
E |  | Уровни на соседних этажах | =±10 мм |
Н.4 Мосты
В дополнение к допускам, указанным в приложении G и Н, предъявляются следующие требования к отклонениям для мостов.
Таблица Н.8 - Допустимые отклонения для мостов
Случай | Тип отклонения | Габаритный параметр | Допустимое отклонение |
А | Длина пролета | Отклонение расстояния L между двумя следующими друг за другом опорами, измеряемое по верхним граням верхних полок. Примечание - Можно выполнить непосредственное измерение эффективного значения расстояния между опорами, если это предпочтительно | |
B | Фасад моста или разрез на плане | Отклонение от номинального профиля, устанавливаемого на уровне опор в состоянии готовности: |
|
L 20 м | |||
L>20 м | мм, но меньше или равно ±35 мм | ||
C | Подгонка ортотропных плит (профилей) толщиной Т после монтажа:
Длина калибра измерений: | Плоскостность во всех направлениях: | |
 | Т 10 мм: | Р =3 мм на 1 м | |
Т>70 мм: | Р =4 мм на 3 м | ||
- общий случай | Р =5 мм на 5 м | ||
- продольно | Р =5 мм на 3 м | ||
Примечание - Значения Р можно интерполировать для |
| ||
10 <Т 70 мм | Р =18 мм на 3 м | ||
Разница уровней в соединении: |
| ||
Т 10 мм: | V =2 мм | ||
10 мм< Т 70 мм: | V =5 мм | ||
Т>70 мм: | V =8 мм | ||
 | Угол наклона в соединении: | ||
Т<10 мм: | D =8% | ||
10 мм<Т<70 мм: | D =9% | ||
Т>70 мм: | D =10% | ||
D | Сварка ортотропных плит: | ||
 | Превышение h сварного шва над окружающей поверхностью |
Приложение I
(обязательное)
Геометрические допуски. Конструкции оболочек
I.1 Общие положения
Оценка геометрических отклонений должна выполняться на основе представительной выборки образцов при отсутствии нагрузок (за исключением собственного веса) и, если возможно, при граничных эксплуатационных условиях. Если геометрические отклонения не удовлетворяют геометрическим допускам, сформулированным в настоящем приложении, каждый вид коррекции, например выпрямление, следует анализировать и принимать индивидуально.
I.2 Допуски на отклонение от округлости
Измеренный в определенной точке внутренний диаметр равен наибольшему расстоянию между этой точкой и другой точкой с такой же оси координат на другой стороне оболочки. Для определения наибольшего и наименьшего значений диаметра следует провести соответствующее число измерений.

а) Симметричная форма

b) Несимметричная форма
Рисунок I.1 - Измерение диаметров для оценки отклонения от округлости
Класс допуска | Интервал диаметра | ||
d<0,5 м | 0,5 м<d<1,25 м | d 1,25 м | |
Класс 1 | 0,030 | 0,015+0,0200 (1,25-d) | 0,015 |
Класс 2 | 0,020 | 0,010+0,0133 (1,25-d) | 0,010 |
Класс 3 | 0,014 | 0,007+0,0090 (1,25-d) | 0,007 |
Класс 4 | 0,010 | 0,005+0,0067 (1,25-d) | 0,005 |
I.3 Случайный эксцентриситет, полученный в результате изготовления
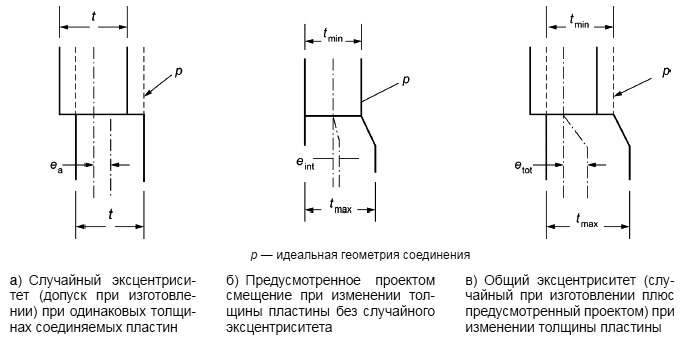
Рисунок I.2 - Случайный эксцентриситет и предусмотренное проектом смещение в соединении
Коэффициент случайного эксцентриситета должен удовлетворять условию
Таблица I.2 - Значения максимально допустимого случайного эксцентриситета
Класс допуска | U | |
Класс 1 | 0,30 | 4 мм |
Класс 2 | 0,20 | 3 мм |
Класс 3 | 0,14 | 2 мм |
Класс 4 | 0,10 | 1 мм |
Примечание - Предусмотренные проектом смещения в оболочках со ступенчатой толщиной стенок и соединениями внахлестку рассмотрены в ЕН 1999-1-5. Они не относятся к геометрическим несовершенствам.
I.4 Допуски на вогнутость (выпуклость)
Прибор для измерения вогнутостей следует использовать в каждом направлении (см. рисунок I.3) и в меридиональном направлении, и в направлении вдоль окружности. Меридиональный прибор должен быть прямым, а прибор для измерений в направлении вдоль окружности должен иметь искривление, равное номинальному радиусу r срединной поверхности оболочки. Для сфер следует использовать прибор для измерений в направлении вдоль окружности.

а) Измерение по меридиану

b) Измерение в направлении вдоль окружности

с) Измерение поперек сварного шва специальным прибором

d) Измерение в направлении вдоль окружности поперек сварного шва
а - сварной шов (w); б - вогнутость вовнутрь (х)
Таблица I.3 - Расчетная длина
Нагрузка | Направление | Расчетная длина |
Осевое сжатие | Меридиональное или вдоль окружности, включая направление поперек сварных швов | |
Круговое сжатие или сдвиг | Вдоль окружности | , но , где - длина сегмента оболочки по оси |
Любые сжимающие напряжения | Поперек сварных швов, в меридиональном направлении и вдоль окружности | или , при мм, где - толщина наиболее тонкой пластины в сварном шве |
Класс допуска | Значение U для граничных условий (ВС) | |
ВС1r, ВС2r | ВС1r, ВС2r | |
Класс 1 | 0,016 | |
Класс 2 | 0,010 | |
Класс 3 | 0,006 | |
Класс 4 |  ( в Н/мм ) |  ( в Н/мм ) |
I.5 Допуск на плоскостность граничных поверхностей
Приложение J
(справочное)
Требования к сварным швам. Способы обозначения на чертежах в инструкциях на технологический процесс сварки
J.1 Общие положения
В настоящем приложении приведены инструкции по определению требований для сварных швов и их испытаний в соответствии с 12.4.3, 12.4.4.1 и 12.4.4.2. Эта информация, как правило, указывается на чертежах. Следующая информация должна быть указана на чертеже (чертежах):
- класс исполнения - должен обозначаться ЕХВ1, ЕХВ2, ЕХВ3 или ЕХВ4;
- эксплуатационная категория - должна обозначаться как SB1 (статическая) или SB2 (усталостная);
- объем испытаний - должен быть указан в процентах и может быть указан в следующих значениях: 5, 10, 20, 50 или 100;
- уровни качества - должны быть указаны согласно приложению L как D, С или В;
- для случаев, когда необходимо указывать дополнительные требования к качеству для уровней качества D, С и В согласно приложению L и определениям таблиц 11, 12 и 13, их следует указывать как D+, С+ или В+;
- для случаев, когда согласно ЕН 1999-1-3 (см. таблицу 4) необходимо указывать вспомогательные требования, их следует однозначно указать.
Краткое описание требований для конструкций категории SB2 приводится в приложении K.
J.2 Общие требования
Когда требования к качеству можно указывать в общем виде, требования к качеству на чертеже можно представить по следующей форме таблицы J.1
Таблица J.1 - Пример 1
Требования по качеству и испытаниям | |
Класс исполнения | ЕХС2 |
Эксплуатационная категория | SB1 |
Уровень качества согласно ЕН ИСО 10042:2005 | С |
Объем неразрушающих испытаний | 10% |
Примечание - Такой способ представления может часто применяться для конструкций с преимущественно статической нагрузкой.
J.3 Специальные обозначения для сварных швов и элементов сварных швов
Обозначения качества и требований по контролю (испытаниям) должны быть указаны для каждого шва или каждой детали согласно ЕН 22553 с использованием справочных символов, QTR N (требования по качеству и испытаниям N), которые содержат информацию, представленную в J.1.

Рисунок J.1 - Пример обозначения требований на чертежах
Таблица J.2 - Пример каталога с числовым обозначением требований к качеству и испытаниям и необходимой информации
Требование QTR | Класс исполнения | Эксплуата- ционная категория | Уровень качества для внутренних дефектов согласно ЕН ИСО 10042:2005 и ЕН 1090-3 | Уровень качества для геометрических отклонений согласно стандарту ЕН ИСО 10042:2005 | Дополни- тельное требование согласно приложению К ЕН 1090-3 | Объем неразру- шающих испытаний, % |
QTR1 | 3 | SB1 | С | С | Нет | 20 |
QTR2 | 3 | SB2 | С | D | 5,5 | 10 |
QTR3 | 3 | SB2 | В | С | 11,3 | 50 |
QTR4 | 3 | SB2 | С | D | 5,5 | 20 |
Приложение K
(справочное)
Рекомендации для описания условий строительной площадки и монтажа при условии составления технических условий на исполнение работ
K.1 Условия строительной площадки
Монтаж допускается начинать только тогда, когда подтверждено, что строительная площадка удовлетворяет всем техническим требованиям по безопасности работ. При этом в зависимости от ситуации должны учитываться следующие пункты:
a) обеспечение и поддержание устойчивых опор для кранов и рабочих подмостей;
b) подъездные пути на строительную площадку и в ее пределах;
c) характеристики грунтов, влияющие на безопасное выполнение строительных работ;
d) возможная осадка опорных частей конструкции во время монтажа;
e) расположение подземных коммуникаций, надземных кабелей и прочих местных препятствий;
f) ограничение размеров или массы элементов конструкций, поставляемых на строительную площадку;
g) особые условия среды и климатические условия на строительной площадке и вокруг нее;
h) подробная информация о соседних конструкциях, оказывающих влияние на выполнение работ или на которые влияет выполнение работ.
На плане строительной площадки следует показать подъездные и внутриплощадочные пути с указанием ширины и высоты в свету подъездных путей, отметок внутриплощадочных дорог и площадки объекта строительства, а также места складского пространства.
Если монтаж стальной конструкции взаимосвязан с другими видами работ, следует проверить совместимость технических требований по безопасности монтажных работ и технических требований к другим видам работ. В связи с этим могут быть важны следующие пункты:
- наличие обслуживания на строительной площадке и предварительно назначенные формы взаимодействия с другими подрядчиками;
- вес частей конструкции, нагрузки при строительстве и хранении, допустимые для возводимой конструкции.
K.2 Инструкция по монтажу
Следует составить инструкцию по монтажу и проверить ее на предмет соответствия отклонениям, принятым при проектировании конструкций, особенно в отношении несущей способности частично смонтированной конструкции под действием монтажных нагрузок.
Примечание - Инструкция по монтажу может отличаться от базового монтажа при условии обеспечения идентичного уровня безопасности.
В базовой проектной технологии монтажа должны быть учтены следующие пункты:
a) расположение и типы соединений, осуществляемых на стройплощадке;
b) максимальный размер, вес и местоположение монтажных единиц;
c) последовательность монтажных операций;
d) обеспечение устойчивости частично возведенной конструкции, включая требования к временной системе распорок и клиньев;
е) условия демонтажа временной системы распорок и клиньев или требования к нагрузке и разгрузке конструкций;
f) элементы, которые могут создавать опасную ситуацию во время строительства;
g) расчет времени и способы обеспечения фундаментных соединений на опорах и/или для заливки цементным раствором;
h) строительный подъем, включая значение, обеспечиваемое на этапе изготовления;
i) использование профилированных настилов для обеспечения устойчивости;
j) использование профилированных настилов для ограничений поперечных перемещений;
k) транспортирование блоков, грузоподъемные устройства;
I) положение и условия для обеспечения натяжения арматуры;
m) обеспечение устойчивости опор;
n) деформации частично собранной конструкции;
о) ожидаемые осадки опор;
р) особые положения и нагрузки от кранов, хранимых элементов, противовесов и т.д. на различных этапах строительства;
q) указания по поставке, хранению, подъему и натяжению арматуры на упоры;
r) информация об укладке поверхностей износа (последовательность, температура, скорость укладки);
s) данные обо всех временных сооружениях и их связях с постоянными сооружениями с инструкциями по их демонтажу.
Поправки к инструкции по монтажу, включая поправки, обусловленные условиями на строительной площадке, необходимо проверить и оценить в соответствии с вышеперечисленными требованиями.
Инструкции по монтажу должны описывать процедуры монтажа алюминиевых конструкций, обеспечивающие их безупречное исполнение, и учитывать технические требования, касающиеся безопасности работ.
Примечание - Инструкции по монтажу должны учитывать указания специальных рабочих инструкций.
Инструкция по монтажу должна отражать все необходимые положения, указанные выше, а также учитывать следующие пункты:
1) результаты пробного монтажа, указанные в отчетах о предварительном монтаже;
2) приспособления, необходимые для обеспечения стягивания элементов конструкций перед сваркой и для предотвращения локальных смещений узла;
3) необходимые подъемные механизмы;
4) необходимость указания массы и/или центров тяжести крупногабаритных или несимметричных элементов конструкций;
5) зависимость между массой поднимаемых грузов и радиусом зоны действия кранов;
6) идентификация боковых силовых воздействий, в особенности от прогнозируемых ветровых воздействий на строительной площадке во время монтажа, и точных способов предотвращения бокового перемещения и обеспечения сопротивления опрокидыванию на установленном уровне;
7) способы предотвращения любых возможных опасностей;
8) мероприятия для обеспечения безопасности рабочих мест и безопасного доступа к ним.
Приложение L
(справочное)
Указания по подготовке технических условий по изготовлению, касающихся требований к качеству сварных швов
L.1 Общие положения
Настоящее приложение предназначено для использования при составлении технических условий на выполнение работ, для указания требований к объему испытаний и требований к качеству сварных швов. Ссылки и указания по данным согласно 12.4.3.1 приведены далее:
- класс исполнения.
Класс исполнения зависит от класса последствий, а также категории эксплуатации и категории изготовления. При этом требуется учитывать нормативы, действующие на национальном уровне;
- категория эксплуатации и категория изготовления.
Категории эксплуатации разделяют между компонентами с квазистатическими нагрузками (SB1) и компонентами с усталостными нагрузками (SB2). Категории изготовления разделяют между компонентами и конструкциями с болтовыми соединениями (РВ1) и компонентами и конструкциями со сварными соединениями (РВ2);
- уровень качества для сварных швов согласно ЕН ИСО 10042.
Основой для требований к качеству сварных швов являются положения ЕН ИСО 10042:2005, где указаны требования для трех уровней качества, обозначаемых В, С и D, из них В представляет наиболее строгие требования. Уровень качества в каждом конкретном случае зависит от класса исполнения, категории эксплуатации и коэффициента использования согласно таблицам L.4 и L.5;
- требования к качеству в дополнение положений ЕН ИСО 10042.
Для некоторых типов дефектов при высоком коэффициенте использования к сварным швам предъявляются более строгие требования по сравнению с указаниями ЕН ИСО 10042;
- дополнительные требования к положениям ЕН ИСО 10042.
Для сварных швов категории эксплуатации SB2 стандартом ЕН 1999-1-3 определены вспомогательные требования для некоторых концентраторов напряжения (деталей сварки), которые не приведены в ЕН ИСО 10042;
- объем дополнительного неразрушающего контроля.
Под дополнительным неразрушающим контролем подразумевается проверка в дополнение к визуальному контролю. Требования к дополнительному неразрушающему контролю приведены в таблице L.2 для категории SB1 и в таблице L.3 для категории SB2; все сварные швы должны подвергаться 100% визуальному контролю;
- прочие дополнительные испытания и методы испытаний.
В случае необходимости дополнительных испытаний следует указывать методы испытаний и критерии приемки.
L.2 Коэффициенты и классы использования
L.2.1 Общие положения
Коэффициент использования отражает отношение проектного значения нагрузки и проектного значения сопротивления рассматриваемого поперечного сечения. Коэффициент использования нужен в качестве параметра для определения объема испытаний и критериев приемки сварных швов.
В настоящем стандарте определены три класса использования, обозначаемые UR1, UR2 и UR3 (см. таблицу L.1).
Таблица L.1 - Классы использования
Эксплуатационная категория | Тип нагрузка | UR1 | UR2 | UR3 |
SB1 | Растяжение и изгиб | U 0,30 | 0,30< U 0,60 | 0,60<U |
Срез и давление | U 0,30 | 0,30< U 0,80 | 0,80<U | |
SB2 | Усталость | U 0,30 | 0,30< U 0,60 | 0,60<U |
Усталость U , если оценка повреждения D согласуется с ЕН 1999-1-3 | U 0,30 | 0,30< U 0,70 | 0,70<U |
L.2.2 Коэффициент использования для элементов конструкций и конструкций в целом для категории эксплуатации SB1
Правила для определения коэффициента использования U установлены в ЕН 1999-1-1.
L.2.3 Коэффициент использования для элементов конструкций и конструкций в целом для категории эксплуатации SB2
Правила определения степени утилизации U установлены в ЕН 1999-1-3.
L.3 Объем дополнительного неразрушающего контроля
L.3.1 Объем неразрушающего контроля для элементов конструкций и конструкций в целом для категории эксплуатации SB1
Объем дополнительного неразрушающего контроля в процентах должен быть установлен в объеме, не менее указанного в таблице L.2.
Таблица L.2 - Объем неразрушающего контроля для элементов конструкций и конструкции в целом для категории эксплуатации SB1
В процентах
Типы сварных швов | Класс использования | ЕХВ1 | ЕХВ2 | ЕХВ3 | ЕХВ4 |
Стыковые сварные швы при поперечном растяжении и сдвиге | UR3 | 5 | 10 | 20 | Следует указывать |
UR2 | - | 5 | 10 | Следует указывать | |
Все остальные сварные швы | UR3 | - | 5 | 10 | Следует указывать |
UR2 | - | - | 5 | Следует указывать |
L.3.2 Объем неразрушающего контроля для элементов конструкций и конструкций в целом для категории эксплуатации SB2
Объем дополнительного неразрушающего контроля в процентах должен быть установлен в объеме, не менее указанного в таблице L.3.
Таблица L.3 - Объем неразрушающего контроля для элементов конструкций и конструкции в целом для категории эксплуатации SB2
В процентах
Тип сварного шва | Диапазоны использования | ЕХС1 | ЕХС2 | ЕХС3 | ЕХС4 |
Стыковые сварные швы (все уровни качества) и угловые сварные швы уровня качества В при растяжении или сдвиге , исключая типы деталей 3.5 и 3.6 согласно ЕН 1999-1-3:2007 (таблица J.3) | UR3 | - | 20 | 50 | 100 |
UR2 | - | 10 | 20 | 50 | |
Угловые сварные швы при растяжении или сдвиге | UR3 | - | 10 | 20 | 50 |
UR2 | - | 5 | 10 | 20 | |
Все остальные сварные швы | UR3 | - | 5 | 10 | 10 |
UR2 | - | - | 5 | 5 | |
Стыковой сварной шов с частичным проплавлением (соответствующий тип детали см. в ЕН 1999-1-3) в основном не разрешены при усталостных воздействиях, см. ЕН 1999-1-1. Это относится только к угловым сварным швам, для которых в ЕН 1999-1-3 определен уровень качества С для внутренних дефектов. Сюда входят продольные сварные швы, которые подвергаются растяжению от соседнего элемента. | |||||
L.4 Критерии приемки для сварных швов
L.4.1 Критерии приемки для сварных швов категории эксплуатации SB1
При отсутствии каких-либо специфических условий уровни качества следует устанавливать согласно таблице L.4.
Таблица L.4 - Уровни качества для сварных швов конструкций или их элементов категории эксплуатации SB1
Класс использования | Уровень качества согласно ЕН ИСО 10042:2005 |
UR1 | D |
UR2 | D |
UR3 | С |
Для дефектов 2.7 и 2.9 согласно ЕН ИСО 10042:2005 применяются требования, если длина шва более 25 мм. Для сварных швов с меньшей длиной эти дефекты не допускаются. Требования для следующих дефектов согласно ЕН ИСО 10042:2005 не применяются: 1.4, 1.11, 1.12, 1.14, 1.15, 1.17, 2.2 и 2.5. Дополнительные требования к ЕН ИСО 10042:2005 указаны в таблице 10. | |
L.4.2 Критерии приемки для сварных швов категории эксплуатации SB1
L.4.2.1 Типы напряжений (деталей сварки) согласно ЕН 1999-1-3
При отсутствии каких-либо специфических условий уровни качества следует устанавливать согласно таблице L.5. В случае установления дополнительных требований (В+, С+ или D+), следует учитывать направления нагрузки или различные правила относительно геометрических и внутренних дефектов. Для этого можно использовать данные, приведенные в приложении K.
Таблица L.5 - Уровни качества для сварных швов конструкций и их элементов категории эксплуатации SB2
Класс использования | Уровень качества согласно ЕН ИСО 10042:2005 | Указываемые дополнительные требования | Указываемые вспомогательные требования |
UR1 | Для категории SB1 см. рекомендации в таблице L.4. | ||
UR2 | См. ЕН 1999-1-3:2007, приложение J | Нет | См. ЕН 1999-1-3:2007, приложение J |
UR3 | См. ЕН 1999-1-3:2007, приложение J | В+, С+ или D+ соответственно, в зависимости от типа детали | См. ЕН 1999-1-3:2007, приложение J |
Дополнительные требования определены для рассматриваемых типов детали в ЕН 1999-1-3:2007, приложение J. Инструкции приводятся в приложении М. | |||
L.4.2.2 Другие типы деталей
Для типов деталей, не указанных в ЕН 1999-1-3, требования к качеству допускается устанавливать согласно положениям ЕН 1999-1-3, если усталостная прочность базируется на опытных данных, или если исполнение сварки отклоняется от описания в ЕН 1999-1-3.
В случае сомнений следует применять уровень качества С. Для категории эксплуатации SB2 и класса использования UR3 в таком случае также действуют дополнительные требования к качеству В+ (см. приложение М).
Приложение М
(справочное)
Рекомендации по установлению требований к качеству для конструкций и их элементов категории эксплуатации SB2
Настоящее приложение следует использовать для определения требований к качеству сварных швов для конструкций и их элементов категории SB2.
В таблицу М.1 включены необходимые уровни качества согласно ЕН ИСО 10042:2005, и дополнительным требованиям, определенным в ЕН 1999-1-3 для типов деталей, перечисленных в ЕН 1999-1-3:2007 (приложение А) и согласно указаниям по техническим условиям дополнительных требований, приведенным в ЕН 1090-3 (В+, С+ и D+).
Таблица М.1 - Рекомендации по ведомости требований к сварным швам для конструкций и их элементов категории качества SB2
Тип детали, ЕН 1999-1-3:2007 | Требования к качеству и исполнению | |||
Класс использования | Отклонение условий для поверхности и геометрических несовершенств согласно ЕН 1999-1-3 | Дополнительные требования согласно ЕН 1999-1-3, указываемые в технических условиях по изготовлению | ||
UR2 | UR3 | |||
3.1 | С | С | - | Шлифовка обточкой |
3.2 | С | С | ||
3.3 | С | С | ||
3.4 | С | С | ||
3.5 | С | С | ||
3.6 | С | С | - | Радиус шлифовки параллельно направлению усилия. Кромка лицевой поверхности шва должна быть полностью отшлифована |
3.7 | С | С | ||
3.8 | С | С | ||
5.1 | В | В+ | С | Непрерывная автоматическая сварка |
5.2 | С | С | - | - |
5.3 | С | С | D+ | Все подварочные подкладки должны быть непрерывными. Обрывы в направлении продольного шва не должны быть больше 1/10 толщины плиты или превышать уклон больше 1:4 |
5.4 | С | С | С | Обрывы в направлении продольного шва не должны быть больше 1/10 толщины плиты или превышать уклон больше 1:4 |
5.5 | С | С | D+ | Обрывы в направлении продольного шва не должны быть больше 1/10 толщины плиты или превышать уклон больше 1:4 |
5.6 | С | С | - | |
5.7 | С | С | Г+ | - |
7.1.1 | С | С+ | - | Выравнивание корня сварного шва; выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
7.1.2 | С | С+ | - | Притирка, выравнивание корня сварного шва; выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
7.2.1 | В | В+ | - | Выравнивание корня сварного шва; выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия; угол переполнения 150°. Как правило, соблюдение требования ">150°" возможно при толщине плиты 10 мм |
7.2.2 | В | В+ | С и С+ | Выравнивание основания сварного шва; выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
7.2.3 | С | С+ | - | Выравнивание основания сварного шва; выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
7.3.1 | С | С+ | - | Выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
7.3.2 | С | С+ | - | Выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
7.4.1 | С | С+ | - | Выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия. Угол переполнения 150°. Как правило, соблюдение требования " 150°" возможно при толщине плиты 10 мм |
7.4.2 | С | С+ | - | Выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
7.4.3 | С | С+ | - | Выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
7.5 | D | D | - | Выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия; стыки с частичным проплавлением не допускаются для соединений при значительном усталостном воздействии |
7.6 | В | В+ | - | Выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
9.1 | С | С+ | - | Выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
9.2 | С | С+ | - | Выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
9.3 | С | С+ | - | Выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
9.4 | С | С+ | - | |
9.5 | С | С+ | - | |
9.6 | С | С+ | - | |
11.1 | В | В+ | - | Выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
11.3 | В | В+ | С | Выравнивание окончания сварного шва, выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия. Угол переполнения 150°. Как правило, соблюдение требования " 150°" возможно при толщине плиты 10 мм |
11.4 | С | С+ | - | Выводные подкладки, используемые на концах, обрезание и шлифовка в направлении усилия |
13.1 | С | С | - | - |
13.2 | С | С | - | Свариваются со всех сторон |
13.3 | С | С | - | - |
13.4 | С | С+ | С | - |
13.5 | С | С | - | Свариваются со всех сторон |
Приложение N
(справочное)
Указания (блок-схема) по разработке и применению технически условий на технологические процессы сварки (WPS)
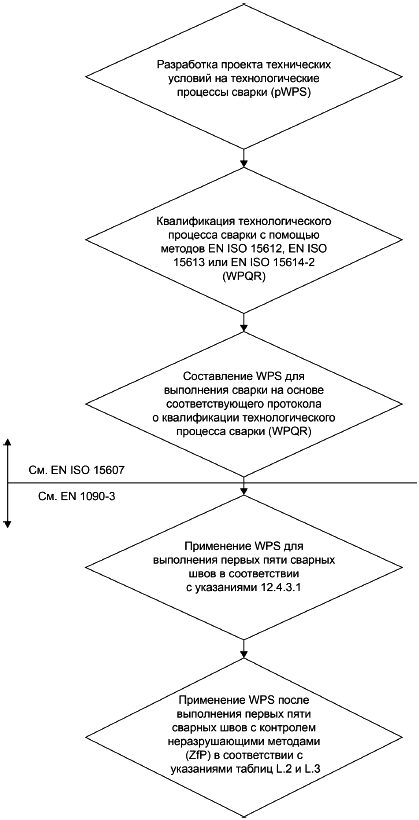
Примечание - WPQR - Отчет о квалификации технологического процесса сварки.
Рисунок N.1 - Разработка и применение технических условий на технологические процессы сварки, обзор
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных и европейских стандартов национальным стандартам и действующим в этом качестве межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного (европейского) стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
EN 473 | - | * |
EN 485-1 | - | * |
EN 485-3 | - | * |
EN 485-4 | - | * |
EN 515 | - | * |
EN 571-1 | - | * |
EN 573-1 | - | * |
EN 573-2 | - | * |
EN 573-3 | NEQ | ГОСТ 11069-2001 "Алюминий первичный. Марки" |
EN 586-1 | - | * |
EN 586-3 | - | * |
EN 754-1 | - | * |
EN 754-3 | - | * |
EN 754-4 | - | * |
EN 754-5 | - | * |
EN 754-6 | - | * |
EN 754-7 | - | * |
EN 754-8 | - | * |
EN 755-1 | - | * |
EN 755-3 | - | * |
EN 755-4 | - | * |
EN 755-5 | - | * |
EN 755-6 | - | * |
EN 755-7 | - | * |
EN 755-8 | - | * |
EN 755-9 | - | * |
EN 970 | - | * |
EN 1011-1 | - | * |
EN 1011-4 | - | * |
EN 1090-2 | IDТ | ГОСТ Р ЕН 1090-2-2016/EN 1090-2:2008* "Конструкции стальные строительные. Общие технические условия" |
EN 1301-1 | - | * |
EN 1301-3 | - | * |
EN 1320 | - | * |
EN 1321 | - | * |
EN 1337-3 | NEQ | ГОСТ 32020-2012 "Опорные части резиновые для мостостроения. Технические условия" |
EN 1337-4 | - | * |
EN 1337-5 | - | * |
EN 1337-6 | - | * |
EN 1337-8 | - | * |
EN 1337-11 | ГОСТ 32020-2012 "Опорные части резиновые для мостостроения. Механические условия" | |
EN 1418 | - | * |
EN 1435 | - | * |
EN 1559-1 | - | * |
EN 1559-4 | - | * |
EN 1706 | - | * |
EN 1714:1997 | - | * |
EN 1999-1-1:2007 | - | * |
EN 1999-1-2 | - | * |
EN 1999-1-3:2007 | - | * |
EN 1999-1-4 | - | * |
EN 1999-1-5 | - | * |
EN 12020-1 | - | * |
EN 12020-2 | - | * |
EN 12206-1 | - | * |
EN 14399-2 | MOD | ГОСТ 32484.2-2014 (EN 14399-2:2005) "Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Испытание на предварительное натяжение" |
EN 14399-3 | MOD | ГОСТ 32484.3-2014 (EN 14399-3:2005) "Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Система HR-комплекты шестигранных болтов и гаек" |
EN 14399-4 | MOD | ГОСТ 32484.4-2014 (EN 14399-4:2005) "Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Система HV-комплекты шестигранных болтов и гаек" |
EN 14399-5 | MOD | ГОСТ 32484.5-2013 (EN 14399-5:2005) "Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Плоские шайбы" |
EN 14399-6 | MOD | ГОСТ 32484.6-2014 (EN 14399-6:2005) "Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Плоские шайбы с фаской" |
EN 14399-7 | - | * |
EN 14399-8 | - | * |
EN 15088 | - | * |
EN 20898-2 | IDT | ГОСТ Р ИСО 898-2-2013 "Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 2. Гайки установленных классов прочности с крупным и мелким шагом резьбы" |
EN 28839 | IDT | ГОСТ EN 28839-2015 "Механические свойства крепежных болтовых изделий. Болты, винты, шпильки и гайки из цветных металлов" |
EN ISO 898-1 | IDT | ГОСТ ISO 898-1-2014 "Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы" |
EN ISO 1479 | IDT | ГОСТ Р ИСО 1479-2013 "Винты самонарезающие с шестигранной головкой" |
EN ISO 1481 | IDT | ГОСТ Р ИСО 1481-2013 "Винты самонарезающие с плоской головкой со шлицем" |
EN ISO 2009 | IDT | ГОСТ Р ИСО 2009-2013 "Винты с потайной головкой со шлицем. Класс точности А" |
EN ISO 3506-1 | IDT | ГОСТ Р ИСО 3506-1-2009 "Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 1. Болты, винты и шпильки" |
EN ISO 3506-2 | IDT | ГОСТ Р ИСО 3506-2-2009 "Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 2. Гайки" |
EN ISO 3834-2 | IDT | ГОСТ Р ИСО 3834-2-2007 "Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству" |
EN ISO 3834-3 | IDT | ГОСТ Р ИСО 3834-3-2007 "Требования к качеству выполнения сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству" |
EN ISO 3834-4 | IDT | ГОСТ Р ИСО 3834-4-2007 "Требования к качеству выполнения сварки плавлением металлических материалов. Часть 4. Элементарные требования к качеству" |
EN ISO 4014 | IDT | ГОСТ Р ИСО 4014-2013 "Болты с шестигранной головкой. Классы точности А и В" |
EN ISO 4017 | IDT | ГОСТ Р ИСО 4017-2013 "Винты с шестигранной головкой. Классы точности А и В" |
EN ISO 4018 | IDT | ГОСТ Р ИСО 4018-2013 "Винты с шестигранной головкой. Класс точности С" |
EN ISO 4032 | IDT | ГОСТ ISO 4032-2014 "Гайки шестигранные нормальные (тип 1). Классы точности А и В" |
EN ISO 4034 | IDT | ГОСТ ISO 4034-2014 "Гайки шестигранные нормальные (тип 1). Классы точности С" |
EN ISO 4063 | IDT | ГОСТ Р ИСО 4063-2010 "Сварка и родственные процессы. Перечень и условные обозначения процессов" |
EN ISO 4288 | - | * |
EN ISO 4762 | IDT | ГОСТ Р ИСО 4762-2012 "Винты с цилиндрической головкой и с шестигранным углублением под ключ" |
EN ISO 6520-1 | IDT | ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением" |
EN ISO 6789 | MOD | ГОСТ Р 51254-99 (ИСО 6789-92) "Инструмент монтажный для нормированной затяжки резьбовых соединений. Ключи моментные. Общие технические условия" |
EN ISO 7046-2 | IDT | ГОСТ Р ИСО 7046-2-2013 "Винты с потайной головкой и крестообразным шлицем типа Н или Z. Класс точности А. Часть 2. Винты стальные класса прочности 8.8, винты из нержавеющей стали и цветных металлов" |
EN ISO 7049 | IDT | ГОСТ Р ИСО 7049-2012 "Винты самонарезающие со скругленной головкой и крестовым шлицем" |
EN ISO 7089 | NEQ | ГОСТ 11371-78 "Шайбы. Технические условия" |
EN ISO 7090 | ||
EN ISO 7091 | ||
EN ISO 7099-1 | - | * |
EN ISO 7099-2 | - | * |
EN ISO 7094 | IDT | ГОСТ 28848-90 (ИСО 7094-83) "Шайбы плоские, особо большие. Класс С" |
EN ISO 9000 | IDT | ГОСТ Р ИСО 9000-2015 "Система менеджмента качества. Основные положения и словарь" |
EN ISO 9013 | - | * |
EN ISO 9018 | - | * |
EN ISO 9606-2 | MOD | ГОСТ Р 53688-2009 (ИСО 9606-2:2004) "Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы" |
EN ISO 10042:2005 | IDT | ГОСТ Р ИСО 10042-2009 "Сварка. Сварные соединения из алюминия и его сплавов, полученные дуговой сваркой. Уровни качества" |
EN ISO 10642 | IDT | ГОСТ Р ИСО 10642-2012 "Винты с потайной головкой и шестигранным углублением под ключ" |
EN ISO 13918 | MOD | ГОСТ Р 55738-2013 (ИСО 13918:2008) "Шпильки и керамические кольца для сварки" |
EN ISO 13920 | - | * |
EN ISO 14731 | MOD | ГОСТ Р 53525-2009 (ИСО 14731:2006) "Координация в сварке. Задачи и обязанности" |
EN ISO 15480 | - | * |
EN ISO 15481 | - | * |
EN ISO 15609-1 | ГОСТ Р ИСО 15609-1-2009 "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка" | |
EN ISO 15613 | IDT | ГОСТ Р ИСО 15613-2009 "Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на производственном испытании сварки" |
EN ISO 15614-2 | IDT | ГОСТ Р ИСО 15614-2-2009 "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 2. Дуговая сварка алюминия и алюминиевых сплавов" |
EN ISO 17659 | IDT | ГОСТ Р ИСО 17659-2009 "Сварка. Термины многоязычные для сварных соединений" |
EN ISO 18273 | - | * |
ISO 4463-1 | - | * |
ISO 7976-1 | NEQ | ГОСТ 26433.1-89 "Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Элементы заводского изготовления" |
ISO 7976-2 | ||
ISO 10509 | IDT | ГОСТ Р ИСО 10509-2013 "Винты самонарезающие с шестигранной головкой и фланцем" |
ISO 17123-1 | IDT | ГОСТ Р ИСО 17123-1-2011 "Государственная система обеспечения единства измерений. Оптика и оптические приборы. Методики полевых испытаний геодезических и топографических приборов. Часть 1. Теория" |
ISO 17123-3 | IDT | ГОСТ Р ИСО 17123-3-2011 "Государственная система обеспечения единства измерений. Оптика и оптические приборы. Методики полевых испытаний геодезических и топографических приборов. Часть 3. Теодолиты" |
ISO 17123-4 | IDT | ГОСТ Р ИСО 17123-4-2011 "Государственная система обеспечения единства измерений. Оптика и оптические приборы. Методики полевых испытаний геодезических и топографических приборов. Часть 4. Светодальномеры (приборы EDM)" |
ISO 17123-7 | IDT | ГОСТ Р ИСО 17123-4-2011 "Государственная система обеспечения единства измерений. Оптика и оптические приборы. Методики полевых испытаний геодезических и топографических приборов. Часть 7. Оптические приборы для установки по отвесу" |
* Соответствующий национальный (межгосударственный) стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного (европейского) стандарта. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDТ - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. | ||
Библиография
[1] | CR ISO 17663 | Welding - Guidelines for quality requirements for heat treatment in connection with welding and allied processes (ISО/TР 17663:2001) [Сварка. Руководящие указания по требованиям к качеству для термической обработки сварных соединений и родственными процессами (ISО/TР 17663:2001)] |
[2] | EN ISO 2320 | Prevailing torque type steel hexagon nuts - Mechanical and performance requirements (ISO 2320:1997) [Стальные шестигранные гайки с превалирующим вращающим моментом. Механические и рабочие свойства (ISO 2320:1997)] |
[3] | EN ISO 7040 | Prevailing torque type hexagon nuts (with non-metallic insert), style 1 - Property classes 5, 8 and 10 (ISO 7040:1997) [Шестигранные гайки с превалирующим вращающим моментом (с неметаллической вставкой), тип 1. Классы свойств 5, 8 and 10 (ISO 7040:1997)] |
[4] | EN ISO 7042 | Prevailing torque type all-metal hexagon nuts - Property classes 5, 8, 10 and 12 (ISO 7042:1997) [Цельнометаллические шестигранные гайки с превалирующим вращающим моментом. Классы свойств 5, 8, 10 и 12 (ISO 7042:1997)] |
[5] | EN ISO 7719 | Prevailing torque type all-metal hexagon nuts, style 1 - Property classes 5, 8 and 10 (ISO 7719:1997) [Цельнометаллические шестигранные гайки с превалирующим вращающим моментом, тип 1. Классы свойств 5, 8 и 10 (ISO 7719:1997)] |
[6] | EN ISO 10511 | Prevailing torque type hexagon thin nuts (with non-metallic insert) (ISO 10511:1997) [Шестигранные низкие гайки с превалирующим вращающим моментом (с неметаллической вставкой) (ISO 10511:1997)] |
[7] | EN ISO 10512 | Prevailing torque type hexagon nuts (with non-metallic insert), style 1, with metric fine pitch thread - Property classes 6, 8 and 10 (ISO 10512:1997) [Шестигранные гайки с превалирующим вращающим моментом (с неметаллической вставкой), тип 1, с метрической мелкой резьбой. Классы свойств 6, 8 и 10 (ISO 10512:1997)] |
[8] | EN ISO 10513 | Prevailing torque type all-metal hexagon nuts, style 2, with metric fine pitch thread - Property classes 8, 10 and 12 (ISO 10513:1997) [Цельнометаллические шестигранные гайки с превалирующим вращающим моментом, тип 2, с метрической мелкой резьбой. Классы свойств 8, 10 и 12 (ISO 10513:1997)] |
[9] | EN 12373-1 | Aluminium and aluminium alloys - Anodizing - Part 1: Method for specifying decorative and protective anodic oxidation coatings on aluminium (Алюминий и алюминиевые сплавы. Анодирование. Часть 1: Метод нанесения специальных декоративных и защитных покрытий с анодным окислением на алюминии) |
[10] | EN 12487 | Corrosion protection of metals - Rinsed and non-rinsed chromate conversion coatings on aluminium and aluminium alloys (Защита от коррозии металлов. Конверсионные покрытия хроматом на основе жидкости или сухие покрытия на алюминии и алюминиевых сплавах) |
[11] | EN 22553 | Welded, brazed and soldered joints - Symbolic representation on drawings (ISO 2553:1992) [Сварные, паяные и паянные твердым припоем соединения. Символическое представление на чертежах (ISO 2553:1992)] |
[12] | EN ISO 15973 | Closed end blind rivets with break pull mandrel and protruding head - AIA/St (ISO 15973:2000) [Глухие заклепки с закрытым концом со шпренгелем и выступающей головкой. AIA/St (ISO 15973:2000)] |
[13] | EN ISO 15974 | Closed end blind rivets with break pull mandrel and countersunk head - AIA/St (ISO 15974:2000) [Глухие заклепки с закрытым концом и потайной головкой. AIA/St (ISO 15974:2000)] |
[14] | EN ISO 15977 | Open end blind rivets with break pull mandrel and protruding head - AIA/St (ISO 15977:2002) [Глухие заклепки с открытым концом. AIA/St (ISO 15977:2002)] |
[15] | EN ISO 15978 | Open end blind rivets with break pull mandrel and countersunk head - AIA/St (ISO 15978:2002) [Глухие заклепки с открытым и закрытым концом со шпинделем и выступающей головкой. AIA/St (ISO 15978:2002)] |
[16] | EN ISO 15981 | Open end blind rivets with break pull mandrel and protruding head - AIA/AIA(ISO 15981:2002) [Глухие заклепки с открытым и закрытым концом со шпинделем и выступающей головкой. AIA/AIA (ISO 15981:2002)] |
УДК 624.014.7.04:006.354 | ОКС 91.080.10 | |
Ключевые слова: строительные алюминиевые конструкции, изготовление, технические требования к строительным алюминиевым конструкциям | ||
{kind=link}