ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УСТАНОВКИ КАССЕТНЫЕ ПО ИЗГОТОВЛЕНИЮ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ ДЛЯ ЖИЛЫХ И ОБЩЕСТВЕННЫХ ЗДАНИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 12805-78
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СОВЕТА МИНИСТРОВ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УСТАНОВКИ КАССЕТНЫЕ ПО ИЗГОТОВЛЕНИЮ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ ДЛЯ ЖИЛЫХ И ОБЩЕСТВЕННЫХ ЗДАНИЙ
Технические условия
ГОСТ 12805-78
Издание официальное
МОСКВА — 1973
РАЗРАБОТАН Всесоюзным государственным проектным институ-том по строительному машиностроению для сборного железобетона (Гипростроммаш) Минстройдормаша
Гл. инженер Н. И. Гузенко
Руководитель темы М. Я. Эпштейн Исполнитель Н. С, Осипова
ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения
Зам. министра В. А. Елецкий
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Отделом технического нормирования и стандартизации Госстроя СССР
Начальник отдела В. И. Сычев
Начальник подотдела стандартизации в строительстве М. М. Новиков Ст. инженер Н. И. Федоров
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета Совета Министров СССР по делам строительства от 16 января 1978 г. № 3
СО Издательство стандартов, 1978
В каком месте | Напечатано | Должно быть |
Пункт 6.2 | Обозначение настоящего стандарта | Обозначение настояще го стандарта, для установок, которым присвоен Знак качества, — изображение государственного Знака качества по ГОСТ 1 9—67 |
Пункт 6 9 | свыше 24 месяцев | свыше трех лет |
Пункт 6.11,3 | Узлы машины, съемные детали, запасные части и принадлежности ik ней должны быть упакованы | Сборочные единицы установок, имеющие движущиеся части, полости и механизмы, неметаллические изделия и запасные части должны быть упакованы |
(ИУС №11 1980 г.)
УДК 693.546.41.03X5.662.5 : 006.354 Группа ЖЭ4
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УСТАНОВКИ КАССЕТНЫЕ ПО ИЗГОТОВЛЕНИЮ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ ДЛЯ ЖИЛЫХ И ОБЩЕСТВЕННЫХ ЗДАНИЙ
ГОСТ 12805—78
Взамен
ГОСТ 1280S—67
Технические условия
Installations for producing prefabricated reinforied concrete panels of residential and pullig buildings. Technical lequirements
Постановлением Государственного комитета Совета Министров СССР по делам строительства от 16 января 1978 г. № 3 срок введения установлен
е 01.01. 1979 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на кассетные установки, предназначенные для изготовления способом вертикального формования железобетонных плоских изделий из подвижных бетонных смесей, имеющие следующую конструкцию:
кассетная установка состоит из кассеты и распалубочной машины;
кассета состоит из набора тепловых и разделительных стенок, роликовых опор, замков, вибраторов, узлов теплоснабжения и рабочей оснастки (бортовой оснастки, распорных конусов и др.);
распалубочная машина состоит из станины, задней и передней стенок, механизма распалубки, насосной станции, гидро- и электрооборудования.
Стандарт не распространяется на кассетные установки других конструкций.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры кассет должны соответствовать указанным в табл. 1.
мм | Таблица 1 | |
Длина формовочного листа | Высота формовочного листа | Максимальные размеры формуемых изделий |
8000 | 4400 | 7200 x 4200 |
8000 | 3760 | 7200X3600 |
8000 | 3300 | 7200 X 3000 |
6800 | 3760 | 6000X3600 |
6800 | 3300 | 6000 X3000 |
6500 | 3300 | 5703 <3000 |
6500 | 2780 | 57OJX264O |
1.2. Материалоемкость кассет (отношение массы кассеты без массы рабочей оснастки к I м1 изготовляемых изделий) —не более 0,46 т/м1.
1.3. Основные параметры п размеры распалубочных машин должны быть:
тип привода распалубки и сборки кассет . . . гидравлический; управление . . . дистанционное;
величина перемещения стенок кассеты, мм, не менее . . . 800; материалоемкость (отношение массы расналубочной машины к 1 м1 изготовляемых изделий), т/м1, не более . . . 0,12.
Примечание. В технически обоснованных случаях допускается применение приводов других типов.
Сварка должна производиться электродами, физико-химические свойства которых не ниже, чем у электродов типа Э42 ио ГОСТ 9467—75. Стальная сварочная проволока — по ГОСТ 2246—70.
2.2.4. В сварных швах не допускаются трещины, незавареиные кратеры, пористость, шлаковые включения и другие дефекты сварки, превышающие значения, указанные в СНиП 111 —18—75.
После сварки швы должны быть зачищены от окалины и шлака.
2.2.5. Лакокрасочные покрытия поверхностей кассетных установок и запасных частей, за исключением формующих и трущихся поверхностей, должны соответствовать классу VI по ГОСТ 9.032—74. Условия эксплуатации лакокрасочных покрытий — по ГОСТ 9.009—73.
Формующие и трущиеся поверхности кассетных установок и запасных частей должны быть покрыты смазкой, предохраняющей их от коррозии.
2.2.6- Средний ресурс кассетных установок до первого капитального ремонта — не менее 1100 циклов.
2.3. Дополнительные требования к кассетам
2.3.1. Формовочные листы стенок кассет, как правило, должны изготовляться из целого листа.
Допускается изготовление формовочного листа стенок из нескольких частей, соединенных двусторонней сваркой встык.
Сварные швы на формующих поверхностях стенок должны быть зачищены заподлицо с поверхностью стенок.
2.3.2. Шероховатость рабочих поверхностей формующих листов должна быть <40 мкм по ГОСТ 2789—73.
2.3.3. На рабочих поверхностях листов не допускаются плены, раскатанные загрязнения, трещины и отпечатки глубиной более 2 мм, раковины площадью более 3 см2 и глубиной более 1 мм, отдельные волосовины длиной более 300 мм.
Указанные дефекты должны быть рассредоточены; их общая .площадь не должна быть более 5% площади поверхности листа.
Все раковины и другие предусмотренные ГОСТ 21014—75 дефекты поверхности листа размером более 3 см2 подлежат заварке с последующей зачисткой заподлицо с основной поверхностью листа.
2.3.4. Отклонения от поминальных размеров на установку бортовой оснастки не должны превышать величин, указанных на чертеже и в табл. 2.
2.3.5. Отклонения от указанных па чертеже номинальных размеров h должны находиться в пределах от 0 до минус 3 мм, а поминальные размеры деталей, образующих сквозные отверстия в железобетонном изделии, —в пределах от минус 2 до минус 4 мм.
Стр. 4 ГОСТ 12805—78
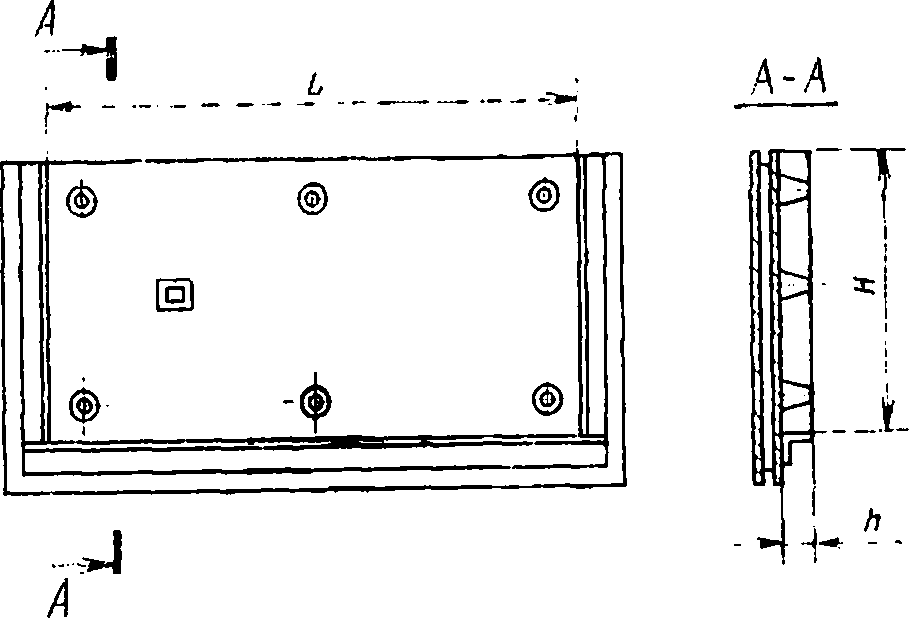
Примечание. Чертеж стенки кассеты с бортовой оснасткой приведен для указания основных размеров и не определяет конструкцию.
Таблица 2
мм
Интервалы номинальных размеров формовочного стекла | Предельные отклонения | |
по длине L | по высоте Н | |
До 1600 включ. | -4 | -3 |
Св. 1600 “ 2500 | -5 | -4 |
, 2500 „ 4000 | —6 | -5 |
. 4000 . 8000 | -8 | -6 |
2.3.6. Разность длин диагоналей бортовой оснастки нс должна быть более величин, указанных на чертеже и в табл. 3.
Таблица 3
мм
Давид формовочного отсека | Предельная разность длин диагоналей |
До 2500 | 6 |
Св. 2500 в 4000 | 8 |
„ 4000 , 8000 | 10 |
2.3.7. Отклонения от размеров между стенками, определяющих толщину изготовляемого изделия, формовочных отсеков собранной кассеты не должны превышать ±2 мм.
2.3.8. Неплоскостность свободно висящих формующих поверхностей стенок кассеты не должна превышать 8 мм.
2.3.9. Неплоскостность поверхностей катания опорных роликов стенок кассеты не должна превышать 2 мм.
2.3.10. Непрямолинейность формующей поверхности листа свободно висящей стенки кассеты не должна превышать 2 мм на длине 2 м и 0,001 от линейного размера по всей длине и высоте листа.
Непрямолинейность формующих поверхностей бортовой оснастки не должна превышать 0,001 их линейных размеров
2.3.11. Разность в высоте верхних кромок стенок собранной кассеты не должна превышать 3 мм.
2.3.12. Бортовая оснастка должна плотно прилегать к стенке кассеты.
Между бортами оснастки и примыкающей стенкой собранной кассеты местные зазоры не должны превышать 1,5 мм, при этом их общая длина не должна превышать 0,25 длины примыкания.
2.3.13. Жестко закрепленная бортовая оснастка кассетных стенок для обеспечения беспрепятственного съема изделий должна иметь технологические уклоны 6—8°, а закладные детали должны быть не менее 10% толщины изделия.
2.3.14. Конструкция кассеты должна обеспечивать:
возможность быстрого и удобного монтажа и демонтажа стенок, вкладышей и другой оснастки при переналадке формовочных отсеков для изготовления железобетонных изделий различной формы и размеров;
установку устройств системы контроля и регулирования режима тепловой обработки изделий;
теплоизоляцию крайних тепловых отсеков;
герметичность тепловых отсеков;
равномерный прогрев забетонированных железобетонных изделий;
возможность замены труб парораспределения без разборки тепловых отсеков;
свободный слив конденсата из полостей тепловых отсеков.
2.3.15. Кассетная установка должна быть оборудована системами подачи пара и отвода конденсата. Тепловые отсеки должны иметь штуцера с резьбой для присоединения контрольной и измерительной аппаратуры.
2.4. Дополнительные требования к распалубочным машинам
2.4.1. Отклонения от горизонтали верхних граней опорных кронштейнов задней и передней стенок рамы машины, на которые устанавливаются опорные балки распалубочных машин, не должны превышать 2 мм.
2.4.2. Отклонения от вертикальной плоскости задней и передней стенок рамы машины не должны превышать 3 мм.
2.4.3. Разность размеров по диагоналям стенок машины не должна превышать 12 мм.
2.4.4. Отклонение расстояния между передней и задней стенками рамы машины по верху и низу не должно превышать 5 мм.
2.4.5. Отклонение от горизонтали левой и правой направляющих опорных балок нс должно быть более 3 мм по всей длине.
2.4.6. Непараллельность опорных балок не должна превышать 3 мм.
2.4.7. Неплоскостность стенок машины не должна превышать 10 мм по всей длине и 6 -мм по всей их высоте.
2.4.8. Неплоскостность поверхностей опорных балок не должна превышать 3 мм на длине 2 м и 6 мм по всей их длине.
2.4.9. Конструкция распалубочных машин должна обеспечивать: зажим формовочных отсеков при укладке, вибрационной и тепловой проработке бетонной смеси, исключающей их самопроизвольную распалубку или ослабление;
свободное, без заеданий, перемещение стенок кассеты по направляющим.
2.5. Вибраторы должны устанавливаться на разделительных стенках кассетных установок в соответствии с технической документацией, утвержденной в установленном порядке. При этом количество вибраторов не должно быть менее одного с каждой стороны стенки.
2 6. Мощность и синхронная частота колебаний вибраторов не должна быть менее соответственно 0,4 кВт и 1500 колебаний в минуту. При этом возмущающая сила вибратора не должна быть менее 506 кге, а поминальное напряжение переменного тока — 36 В.
3. КОМПЛЕКТНОСТЬ
3.1. В комплект кассетных установок должны входить запасные части, инструмент и принадлежности в соответствии с ведомостью ЗИП предприятия-изготовителя.
3.2. К комплекту кассет и распалубочных машин должна быть приложена эксплуатационная документация по ГОСТ 2.601—68.
4. ПРАВИЛА ПРИЕМКИ
4.1. Правила приемки кассетных установок
4.1.1. Для проверки соответствия кассетных установок требованиям настоящего стандарта предприятие-изготовитель кассет и распалубочных машин совместно с проектной организацией проводят на месте их монтажа периодические испытания головных образцов.
4.1.2. Периодическим испытаниям должны подвергаться кассетные установки, прошедшие приемо-сдаточные испытания.
Периодические испытания проводят не реже одного раза в юд, при этом проверяют одну кассетную установку.
При периодических испытаниях производят полную сборку кассеты с распалубочной машиной, включая монтаж гидро-и электрооборудования.
При периодических испытаниях кассетные установки подвергают испытанию пол нагрузкой на соответствие требованиям пп. 2.3.14; 2.4.9; 2.5; 2.6, проверяют положение кассеты на опорных балках распалубочной (машины, надежность работы электрической и гидравлической схем в заданных положениях кассеты, синхронность работы рычажной системы в части плоскопараллельного перемещения подвижных стенок кассеты.
Номинальные величины потребляемой мощности, тока и напряжения должны определяться с помощью комплекта измерительной аппаратуры, соответствующей ГОСТ 22261—76, а частота колебаний вибраторов — с помощью вибрографа, соответствующего ГОСТ 16826—71.
4.1.3. При периодических испытаниях должны проводиться измерения уровня шума и вибрации.
4.2. Правила приемки кассет
4.2.1. Для проверки соответствия кассет требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания.
4.2.2. Приемо-сдаточным испытаниям должна подвергаться каждая кассета; при приемо-сдаточных испытаниях проверяют соответствие кассеты требованиям пп. 2.31—2.3.13, 2.3.15, герметичность и правильность сборки подвижных бортов.
4.3. Правила приемки распалубочных машин
4.3.1. Для проверки соответствия распалубочных машин требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания.
4.3.2. Приемо-сдаточным испытаниям должна подвергаться каждая распалубочиая машина; при приемо-сдаточных испытаниях проверяют соответствие распалубочных машин требованиям пп. 2.4.1—2.4.8.
Предприятие-изготовитель должно производить контрольную сборку одной распалубочной машины каждого типа, проверяя взаимодействие всех узлов и механизмов.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Проверка на герметичность тепловых отсеков должна производиться в течение 5 мин водой пробным давлением, равным 1,25 рабочего давления. Падение давления при этом не допускается.
5.2. Сигнальную аппаратуру и предохранительные устройства (пп. 8.3—8.7) следует проверять на холостом ходу.
5.3. Контроль уровня звуковой мощности шума на рабочих местах (п. 8.1) должен производиться по ГОСТ 20445—75, контроль-уровня вибрации (и. 8.2) —по ГОСТ 13731—68.
5.4. Линейные размеры (пп. 2.3.3—2.3.7; 2.3.11; 2.4.3—2.4.6.) должны проверяться металлическими линейками по ГОСТ 427—75, металлическими рулетками по ГОСТ 7502—69 или штангенциркулями по ГОСТ 166—73.
Для измерения непрямолинейности, неплоскостности и местных зазоров могут применяться щупы 2-го класса по ГОСТ 882—75, индикаторы часового типа по ГОСТ 577—68, металлические линейки по ГОСТ 427—75, нивелиры по ГОСТ 10528—76 или шаблоны.
Допускается применять другие средства измерений, проверенные метрологическими органами Госстандарта СССР или ведомственными органами метрологической службы в соответствии с требованиями ГОСТ 8.001—71.
5.5. Непрямолинейность поверхности стенок кассеты (п. 2.3.10) проверяют при помощи стальной или капроновой струны и стальной линейки по ГОСТ 427—75 по методике, указанной в ГОСТ' 13015—75.
5.6. Неплоскостность стенок (пп. 2.3.8; 2.4.7; 2.4.8) определяют по результатам измерения действительного отклонения одной нз-четырех угловых точек изделия от плоскости, проходящей через три другие точки.
Для измерения неплоскостности должны использоваться геодезические приборы.
Допускается использовать горизонтальные и вертикальные стенды или шаблоны с четырьмя опорами, расположенными в одной плоскости, или отвес-^рейку.
5.7. Шероховатость поверхности формующих листов кассет (п. 2.3.2) проверяют профилографом по ГОСТ 19299—73, профилометром по ГОСТ 19300—73, при помощи образцов шероховатости по ГОСТ 9378—75 или образцовых деталей.
5.8. Отклонения (пп. 2.3.9, 2.4.1, 2.4.2 и 2.4.5) проверяют npm помощи уровня, отвеса и металлической линейки.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Отдельно поставляемые узлы и детали кассет и распалубочных машин должны иметь маркировку, соответствующую спецификации рабочих чертежей. Маркировка должна производиться по ГОСТ 14192—77.
6.2. На неподвижной стенке кассеты и на передней стенке рас-палубочвой машины должна быть укреплена табличка из коррозионностойкого материала, изготовленная по ГОСТ 12969—67 и ГОСТ 12971—67, на которой должны быть нанесены:
наименование или товарный знак предприятия-изготовителя;
индекс кассеты или распалубочной машины;
заводской номер;
год выпуска;
обозначение настоящего стандарта.
6.3. Ящики для упаковывания должны изготовляться по ГОСТ 2991—76, ГОСТ 10198—71 и ГОСТ 18617—73.
6.4. Товаросопроводительная документация должна быть завернута в водонепроницаемую бумагу и вложена в пакет из полиэтиленовой пленки. Швы пакета должны быть герметично сварены.
6.5. Транспортирование кассет и распалубочных машин можег осуществляться любым видом транспорта и должно производиться в соответствии с условиями транспортирования, погрузочно-разгрузочных работ, а также требованиями ГОСТ 9238—73.
6.6. Консервация кассет и распалубочных машин — по ГОСТ 13168—69, группа II.
6.7. Кассеты и крупногабаритные элементы распалубочных машин, передняя и задняя стенки, механизмы рычагов и т. д. должны храниться под навесом, защищающим их от атмосферных осадков, а насосная станция, пульт управления и гидроцилиндр — в закрытом помещении упакованными.
6.8. Стенки кассет должны храниться в вертикальном положении.
6.9. В случае храпения кассет и распалубочных машин свыше 24 месяцев должна быть произведена их полная переконсервация. При переконсервации машин все резинотехнические изделия (манжеты, кольца, прокладки и т. д.) должны быть заменены новыми.
6.10. Дополнительные требования к упаковке и транспортированию кассет:
6.10.1. Стенки кассет должны быть упакованы по 4—5 шт. в вертикальном положении в пакеты с деревянными прокладками. Пакеты должны быть установлены в специальные транспортировочные металлоконструкции.
Стенки кассет должны быть предохранены от прогиба при транспортировании.
6.10.2. Вибраторы должны быть упакованы в деревянные ящики, выложенные внутри водонепроницаемым материалом. При этом вибраторы следует прикрепить к основанию ящика.
6.11. Дополнительные требования к упаковке и транспортированию распалубочных машин:
6.11.1. Распалубочные машины должны -поставляться в разобранном виде.
6.11.2. Крупногабаритные узлы распалубочной машины должны поставляться не упакованными.
По согласованию с потребителем распалубочные машины могут поставляться упакованными.
6.11.3. Узлы машины, съемные детали, запасные части и принадлежности к ней должны быть упакованы.
Способ упаковывания этих изделий должен исключать возможность их перемещения внутри тары при транспортировании.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Предприятия-изготовители кассет и распалубочных машин должны гарантировать соответствие их требованиям настоящего стандарта при соблюдении потребителем условий хранения и эксплуатации, установленных стандартом.
7.2. Гарантийный срок — 12 месяцев со дня ввода кассетных установок в эксплуатацию.
8. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
8.1. Уровень шума на рабочих местах обслуживания кассетных установок не должен превышать величин, установленных ГОСТ 12.1.003-76.
8.2. Уровень вибрации на рабочих местах обслуживания кассетных установок не должен превышать допустимых величин, установленных СН 245—71.
8.3. Кассетные установки должны быть оборудованы блокировочной звуковой или световой сигнальной аппаратурой, обслуживающими площадками и ограждениями для безопасного ведения работ в соответствии с ГОСТ 12.2.003—74.
8.4. Блокировка управления приводом кассетных установок должна исключать возможность перемещения стенок кассеты во время нахождения обслуживающего персонала между стенками; при этом количество одновременно обслуживающих кассетную установку рабочих не должно быть более 3.
8.5. Блокировки приводов кассетных установок должны исключать возможность их произвольного включения.
8.6. Должна быть исключена самопроизвольная распалубка пакета кассеты в процессе формования и термообработки изделий.
8.7. Конструкция кассетных установок должна обеспечивать удобство оператора и полную обзорность фронта работ.
Стрелки-указатели, контрольно-сигнальная аппаратура и приборы на пульте должны иметь местное электрическое освещение и быть хорошо видны с рабочего места оператора.
Сигнальные цвета и знаки безопасности — по ГОСТ 12.4.026—76.
8.8. Площадка обслуживания кассетной установки должна ограждаться металлическими перилами высотой не менее 1 м с бортовой доской. Настил площадки и ступени лестницы должны изготовляться из рифленой стали.
8.9. Со стороны подвижной передней стенки кассеты должны быть съемные ограждения или подвижная площадка.
8.10. Конструкция тепловых отсеков кассеты и крепление шлангов к паро- и кондснсатопроводам должны обеспечивать их надежность, герметичность и исключать самопроизвольное выделение пара. Система пароспабжения кассет должна иметь предохранительный клапан.
Давление пара в тепловых отсеках кассет не должно превышать 0,1 кгс/см2.
Во избежание подъема давления пара в тепловых отсеках запрещается установка запорной арматуры па отводящем конден-сатопроводе.
8.11. Роликоопоры, замки и вибраторы при загрузке кассеты должны быть защищены съемными кожухами, щитками или самой конструкцией распалубочной машины от попадания на них бетонной смеси.
8.12. Конструкциями кассет и распалубочных машин, подлежащих монтажу при помощи крана, должна предусматриваться возможность их захвата грузоподъемными устройствами.
8.13. Электрооборудование кассетных установок должно быть выполнено в соответствии с Правилами устройства электроустановок (ПУЭ) и ГОСТ 12.2.007.0-75.
8.14. Гидрооборудованпе кассетных установок должно быть выполнено по ГОСТ 17411—72.
Редактор Р. С. Федорова Технический редактор Л. Я. Митрофанова Корректор А. В. Прокофьева |
Сдано в набор 22.03.78 Подп. в печ. 11.05.78 1,0 п. л. 0,68 уч.-изд. л. Тир. 16000 Цела 5 ков.
Ордена «Знак Почета» Издательство стандартов, Москва. Д-557, Новопресненскнй пер., 8
Калужская типография стандартов, ул. Московская, 256. Зак. 068
1
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Кассетные установки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Требования к кассетным установкам
2.2.1. Формовочные листы тепловых и разделительных стенок кассеты должны изготовляться из стали марки ВСтЗсп по ГОСТ 380—71, а детали стенок, элементы опорных рам и приводов распалубочных машин — из стали марки ВСтЗ по ГОСТ 380—71.
Элементы бортовой оснастки и вкладышей должны изготовляться из стали марки ВСтЗпсЗ по ГОСТ 380—71.
2.2.2. Быстроизнашивающиеся детали (пальцы, втулки, ролики) должны изготовляться из конструкционных сталей по ГОСТ 1050—74, ГОСТ 19281—73 или ГОСТ 19282—73 с последующей термической обработкой, предусмотренной технической документацией.
2.2.3. Швы сварных соединений — по ГОСТ 8713—70, ГОСТ 11533—75, ГОСТ 11534—75, ГОСТ 5264—69, ГОСТ 14771—76 и ГОСТ 16037—70.
{kind=link}