ГОСТ Р 59106-2020
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СВАИ СТАЛЬНЫЕ ВИНТОВЫЕ
Технические условия
Piled steel screws. Specifications
ОКС 91.080.10
Дата введения 2021-04-01
Предисловие
1 РАЗРАБОТАН Акционерным обществом "Научно-исследовательский институт мостов и дефектоскопии" (АО "НИИ мостов") при участии Акционерного общества "Газпром СтройТЭК Салават" (АО "Газпром СтройТЭК Салават"), Общества с ограниченной ответственностью "БАУ групп" (ООО "БАУ групп"), Общества с ограниченной ответственностью "Завод свайных конструкций" (ООО "ЗСК"), Общества с ограниченной ответственностью "Проектно-строительная компания "ГлавФундамент" (ООО ПСК "ГлавФундамент")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 144 "Строительные материалы и изделия"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 октября 2020 г. N 802-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на стальные винтовые сваи различных конструкций с трубчатым стволом, применяемые для устройства свайных фундаментов зданий и сооружений в различных макроклиматических районах. Вид климатического исполнения по ГОСТ 15150.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.302 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85, ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86) Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.303 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.401 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов
ГОСТ 9.602 Единая система защиты от коррозии и старения. Сооружения подземные. Общие требования к защите от коррозии
ГОСТ 15.309 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 25.503 Расчеты и испытания на прочность. Методы механических испытаний металлов. Метод испытания на сжатие
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 977 Отливки стальные. Общие технические условия
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1577 Прокат толстолистовой и широкополосный из конструкционной качественной стали. Технические условия
ГОСТ 2246 Проволока стальная сварочная. Технические условия
ГОСТ 5264 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6996 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 8050 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8267 Щебень и гравий из плотных горных пород для строительных работ. Технические условия
ГОСТ 8713 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 8731 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 9045 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 9466 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10006 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 10157 Аргон газообразный и жидкий. Технические условия
ГОСТ 10705 Трубы стальные электросварные. Технические условия
ГОСТ 10706 Трубы стальные электросварные прямошовные. Технические требования
ГОСТ 11533 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 12501 Трубы. Метод испытания крутящим моментом
ГОСТ 14192 Маркировка грузов
ГОСТ 14637 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14771 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15846 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18321 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 20295 Трубы стальные сварные для магистральных газонефтепроводов. Технические условия
ГОСТ 23118 Конструкции стальные строительные. Общие технические условия
ГОСТ 23170 Упаковка для изделий машиностроения. Общие требования
ГОСТ 23616 Система обеспечения точности геометрических параметров в строительстве. Контроль точности
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 25726 Клейма ручные буквенные и цифровые. Типы и основные размеры
ГОСТ 26047 Конструкции строительные стальные. Условные обозначения (марки)
ГОСТ 26433.1 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Элементы заводского изготовления
ГОСТ 31993 (ISO 2808:2007) Материалы лакокрасочные. Определение толщины покрытия
ГОСТ 32528 Трубы стальные бесшовные горячедеформированные. Технические условия
ГОСТ 33228 Трубы стальные сварные общего назначения. Технические условия
ГОСТ Р 52222 Флюсы сварочные плавленые для автоматической сварки. Технические условия
ГОСТ Р 57991-2017 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Сваи стальные из труб, применяемые для устройства фундаментов под опоры трубопроводов надземной прокладки. Общие технические условия
ГОСТ Р ИСО/МЭК 16480 Информационные технологии. Технологии автоматической идентификации и сбора данных. Считывание и отображение оптических носителей данных мобильными устройствами
СП 16.13330 "СНиП II-23-81* Стальные конструкции"
СП 24.13330 "СНиП 2.02.03-85 Свайные фундаменты"
СП 28.13330.2017 "СНиП 2.03.11-85 Защита строительных конструкций от коррозии"
СП 294.1325800.2017 Конструкции стальные. Правила проектирования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 свая винтовая: Свая, состоящая из трубчатого металлического ствола и лопасти(ей) или многовитковой спирали(ей), размещенных на наконечнике и/или по длине ствола, погружаемая в грунт способом завинчивания в сочетании с вдавливанием.
3.2 свая винтовая лопастная; СВЛ: Винтовая свая, имеющая одну или несколько лопастей и ствол со значительно меньшей по сравнению с лопастью(ями) площадью поперечного сечения.
3.3 свая винтовая спиральная; СВС: Винтовая свая, имеющая одну или несколько многовитковых спиралей.
3.4 свая винтовая комбинированная; СВК: Винтовая свая, имеющая в нижней части многовитковую спираль и ствол с одной или несколькими лопастями.
3.5 свая винтовая составная: Винтовая свая, длина которой может быть увеличена путем приварки или муфтового присоединения к стволу дополнительных секций (удлинителей).
3.6 прочность винтовой сваи: Способность сваи сопротивляться разрушению под действием эксплуатационных или испытательных нагрузок и воздействий.
3.7 наконечник винтовой сваи: Сварная, литая или кованая нижняя часть винтовой сваи, как правило, конусной формы.
Примечание - Может включать в себя лопасть или многовитковую спираль.
3.8 ствол винтовой сваи: Полая труба, привариваемая к наконечнику или составляющая с ним единое целое, обеспечивающая необходимую глубину погружения сваи, восприятие нагрузок и изгибающих моментов.
3.9 комплектующие изделия: Металлические изделия, входящие в комплект поставки.
3.10 оголовок винтовой сваи: Верхняя часть сваи, служащая для восприятия нагрузок и крутящего момента.
Примечание - Может быть фланцевым, с монтажным отверстием, специальным (под ключ, гидровращатель и др.).
3.11 фланец: Плоская деталь круглой или иной формы с отверстиями для болтов, служащая для присоединения сваи к другим строительным конструкциям и их элементам.
4 Классификация
4.1 Стальные винтовые сваи подразделяют:
- по виду лопастей - на лопастные (СВЛ), спиральные (СВС), комбинированные (СВК);
- по количеству лопастей (спиралей) - с одной лопастью (спиралью), с двумя и более лопастями (спиралями), в т.ч. разного диаметра;
- по виду изготовления ствола - на цельные и составные;
- по конструкции нижней части - с закрытым концом, с открытым концом (прямым или срезанным);
- по способу изготовления наконечника - со сварным, литым или кованым наконечником.
Примечание - Наконечник сваи может быть дополнительно оснащен корнерезом, иметь специальный профиль для погружения в мерзлый, скальный грунт и т.д.
4.2 Примеры типов винтовых свай и их основные геометрические параметры приведены в приложении А.
5 Технические требования
5.1 Основные показатели
5.1.1 Винтовые сваи следует изготавливать в соответствии с требованиями настоящего стандарта, а также конструкторской и технологической документацией на конкретные виды изделий, утвержденной предприятием-изготовителем.
Расчет и конструирование винтовых свай выполняют в соответствии с СП 16.13330, СП 24.13330, СП 294.1325800.
5.1.2 В конструкторской документации должны быть указаны расчетные значения максимально-допускаемых сжимающих и растягивающих сил, изгибающих и крутящих моментов, а также поперечных сил, действующих в различных сечениях сваи. Для винтовых свай, работающих в условиях знакопеременных и динамических нагрузок, должен быть выполнен расчет усталостной долговечности, предела выносливости.
Расчеты должны быть подтверждены соответствующими испытаниями:
- прочности сваи, ее элементов и составных частей при работе на сжатие, растяжение и скручивание (см. приложение Б);
- механической прочности сварных соединений по ГОСТ 6996.
Допускается не проводить прочностные испытания для свай, предназначенных для массового потребления при индивидуальном малоэтажном строительстве, а также строительстве ограждающих сооружений. Прочность и несущая способность таких свай должны быть обеспечены соблюдением требований к сталям, а также к прочностным характеристикам и геометрическим параметрам элементов сваи, сварных и болтовых соединений.
5.1.3 Винтовые сваи должны быть стойкими к воздействию климатических и агрессивных факторов окружающей среды, обеспечивать восприятие монтажных и эксплуатационных нагрузок без разрушения и появления деформаций в течение всего срока их службы.
5.1.4 Сваи должны быть заводского изготовления. В полевых условиях допускается выполнение следующих работ:
- приварка грузозахватных петель;
- приварка фланцев и усиливающих накладок;
- пристыковка дополнительных секций;
- обрезка верхних концов свай после монтажа;
- нанесение защитного покрытия на зону кольцевых сварных соединений фланцев, усиливающих накладок и зону приварки грузозахватных петель;
- восстановление поврежденного защитного покрытия.
5.1.5 Длину сваи устанавливают кратной 1 м. По согласованию с заказчиком допускается изготавливать сваи длиной, кратной 0,5 м.
Сваи длиной до 6,0 м включительно, как правило, изготавливают цельными. Сваи длиной более 6,0 м могут изготавливаться составными, состоящими из основной (нижней) и дополнительных секций (удлинителей) длиной не менее 2 м. Составные сваи изготавливают таким образом, чтобы количество стыков было минимальным.
Допускается по согласованию с заказчиком изготавливать сваи и дополнительные секции другой длины с соблюдением требований 5.1.2.
5.1.6 При изготовлении свай с монтажным отверстием (см. приложение А, рисунок А.1) зона отверстия должна быть усилена внутренними или наружными кольцевыми накладками.
5.1.7 Соединение составных свай выполняют сварным с усиливающими накладами или с применением наружных или внутренних муфт с фиксацией соединения сваркой или на болтах (шпильках). Длина соединительных муфт - не менее двух диаметров ствола сваи.
5.1.8 Предельные отклонения геометрических параметров свай от проектного значения указаны в таблице 1.
Таблица 1 - Предельные отклонения геометрических параметров свай от проектных
Параметры винтовой сваи | Предельное отклонение, не более |
Длина, мм: | |
- отдельных секций и свай до 6 м включ. | ±50 |
- составных свай св. 6 до 12 м включ. | ±70 |
- составных свай св. 12 м | ±100 |
Диаметр лопасти, мм | ±9 |
Стрела продольного изгиба готового изделия при длине L | 0,002L |
5.2 Требования к материалам
5.2.1 Для изготовления стволов винтовых свай следует применять стальные бесшовные горячедеформированные трубы по ГОСТ 8731 (группа В) или ГОСТ 32528 (группа В), а также электросварные прямошовные трубы по ГОСТ 10705, ГОСТ 10706, ГОСТ 20295, ГОСТ 33228 с диаметрами от 57 до 426 мм включительно из углеродистых и низколегированных сталей класса прочности не ниже 245 по ГОСТ 1050 или ГОСТ 19281.
5.2.2 Для изготовления сварных наконечников, лопастей (спиралей), соединительных муфт, усиливающих накладок и фланцев следует применять листовой прокат из углеродистой стали по ГОСТ 1577, ГОСТ 9045, ГОСТ 14637, ГОСТ 19281 класса прочности не ниже 245. Толщина соединительных муфт и усиливающих накладок должна быть не менее толщины стенки ствола сваи.
5.2.3 Литые элементы свай (наконечники, лопасти) следует изготавливать из сталей 25Л, 35Л по ГОСТ 977 (группа 2).
5.2.4 Сварочные материалы для автоматической, полуавтоматической и ручной сварки при изготовлении винтовых свай следует применять с учетом класса прочности стали, типа сварного соединения, способа сварки и исполнения конструкции (обычного или северного).
Качество сварочных материалов должно соответствовать требованиям ГОСТ 2246, ГОСТ 8050, ГОСТ 9466, ГОСТ 9467, ГОСТ 10157, ГОСТ Р 52222.
5.2.5 Конкретные марки стали, толщину металла, требования к защитному покрытию следует устанавливать в проектной документации согласно 5.1 применительно к конкретному изделию (заказу).
5.2.6 Качество материалов для изготовления свай (труб, рулонного и листового проката, сварочных материалов, антикоррозионного покрытия), а также входящих в комплект поставки крепежных изделий (шпилек, гаек, болтов) должно удостоверяться сертификатами предприятий-поставщиков.
5.2.7 Не допускается использование восстановленных стальных труб при изготовлении свай без документального подтверждения соответствия заявленных прочностных параметров труб нормативным и проектным требованиям.
Примечание - Документальное подтверждение выдается аккредитованной лабораторией после выполнения исследований с применением методов неразрушающего контроля и прочностных испытаний по ГОСТ 25.503, ГОСТ 10006, ГОСТ 12501.
5.3 Требования к сварным соединениям
5.3.1 Значение временного сопротивления разрыву металла сварного соединения и другие механические свойства (предел текучести, твердость, ударная вязкость, относительное удлинение) сварных соединений, установленные на основе результатов испытаний по ГОСТ 6996, должны быть не ниже, чем аналогичные свойства основного металла свариваемых элементов, и соответствовать требованиям ГОСТ 23118.
5.3.2 Внутренние напряжения и деформации изделия при выполнении сварных соединений должны быть минимизированы. Трещины в швах сварных соединений не допускаются. Швы сварных соединений должны быть очищены от брызг и шлака.
5.3.3 Размеры швов сварных соединений и предельные отклонения не должны превышать значений, указанных в ГОСТ 5264, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 14771.
5.3.4 Предельные отклонения размера катетов сварных угловых швов от номинального значения должны соответствовать таблице 2.
Таблица 2 - Предельные отклонения размера катетов сварных угловых швов от номинального значения
Номинальный размер катета | Предельные отклонения катетов при способе сварки, мм | ||
углового шва в тавровых, угловых и нахлесточных соединениях, мм | Автоматическая и полуавтоматическая под флюсом | Автоматическая и полуавтоматическая в защитных газах | Ручная покрытыми электродами |
До 5 включ. | + 1 | +1 | +1 |
-0,5 | -0,5 | ||
Св. 5 до 8 включ. | +2 | +2 | +2 |
-1 | -1 | ||
Св. 8 до 12 включ. | +2,5 | +2,5 | +2,5 |
-1,5 | -1,5 | ||
Примечания | |||
5.3.5 Сварные соединения составных свай с усиливающими накладками должны быть выполнены в соответствии с подразделом 6.2 ГОСТ Р 57991-2017.
5.4 Требования к защитным антикоррозионным покрытиям
5.4.1 Защитные антикоррозионные покрытия стальных винтовых свай должны быть выполнены в соответствии с требованиями ГОСТ 9.303, ГОСТ 9.602, СП 28.13330 в зависимости от условий применения свай.
Примечание - Конкретный способ защиты от коррозии, толщину антикоррозионного покрытия и толщину металла сваи обосновывают в проектной документации в зависимости от степени агрессивного воздействия среды и расчетного срока эксплуатации. При определении коррозионной стойкости защитных покрытий и потери металла свай следует учитывать данные по скорости проникновения коррозии, приведенные в СП 28.13330.2017 (приложение Ц), применительно к грунтовым условиям конкретного объекта.
5.4.2 В районах с расчетной температурой наружного воздуха ниже минус 40°С необходимо дополнительно учитывать требования ГОСТ 9.401.
5.4.3 Защитные покрытия следует наносить в заводских условиях. На строительной площадке допускается выполнять защиту сварных соединений по 5.1.4, а также восстановление поврежденного при транспортировании и погрузо-разгрузочных работах защитного покрытия материалами и способами, рекомендованными производителями свай и защитных покрытий с соблюдением требований подготовки поверхностей и качества покрытия, по 5.4.1, 5.4.2.
5.5 Комплектность
5.5.1 Комплектность поставки винтовых свай определяется условиями заказа. В комплект поставки включают готовые сваи с нанесенным защитным покрытием, а также (при наличии) дополнительные секции составных свай с соединительными элементами и крепежные детали.
5.5.2 Каждая партия свай, или часть партии, или группа изделий из разных партий должна сопровождаться документом о качестве (паспортом), в котором должны быть указаны:
- наименование и адрес изготовителя;
- номер и дата выдачи документа;
- номер партии (партий);
- наименование и тип изделий;
- дата изготовления (число, месяц, год);
- тип трубы и марка стали, из которой она изготовлена;
- марка стали наконечника и лопастей;
- наименование и толщина защитного покрытия;
- предельная вертикальная нагрузка Р, кН;
- максимальный крутящий момент М, кН/м;
- гарантийный срок хранения свай (количество лет);
- дополнительные данные для свай, изготовленных по техническому заданию заказчика (опросному листу), со ссылкой на данное техническое задание (опросный лист).
5.6 Маркировка
5.6.1 На сваи следует наносить маркировочные надписи в соответствии с настоящим стандартом.
5.6.2 Маркировочная надпись должна содержать:
- марку изделия по ГОСТ 26047;
- товарный знак изготовителя;
- дату изготовления;
- штамп технического контроля.
Дополнительно на сваю могут быть нанесены символы графического кода по ГОСТ Р ИСО/МЭК 16480 и другие сведения.
5.6.3 Марка состоит из буквенно-цифровых групп, разделенных дефисами, с обозначением номера настоящего стандарта.
Первая группа марки содержит номер заказа (при наличии).
Вторая группа марки содержит:
- условное буквенное обозначение типа сваи (СВЛ, СВС, СВК);
- длину сваи, диаметр и толщину стенки ствола, мм;
- вид покрытия (ЦГ - горячее цинкование, ЦХ - покрытие составами холодного цинкования, Гр - грунтовое покрытие, ПП - порошково-полимерное покрытие, ЭП - эпоксидное покрытие, ПО - полимерная оболочка, б/п - без покрытия).
Третья группа марки содержит дополнительные характеристики:
- обозначение составной сваи (ст);
- номер секции и общее количество секций;
- другие дополнительные характеристики.
Обозначение второй группы в марке является обязательным для всех изделий, необходимость первой и третьей групп определяется конструкцией сваи и условиями заказа.
Примеры условных обозначений:
свая винтовая лопастная длиной 6 м, изготовленная из трубы наружным диаметром 159 мм и толщиной стенки 10 мм с эпоксидным покрытием
СВЛ 6000.159.10.ЭП по ГОСТ Р 59106-2020
свая винтовая спиральная длиной 3 м с кованым наконечником, изготовленная из трубы диаметром 89 мм и толщиной стенки 4 мм с покрытием, выполненным методом горячего цинкования
СВС 3000.89.4.ЦГ по ГОСТ Р 59106-2020
свая винтовая комбинированная составная из трех секций, общей длиной 10 м, со стволом из трубы наружным диаметром 159 мм и толщиной стенки 10 мм, с порошково-полимерным покрытием, выполненная по заказу
326-СВК 10000.159.10.ПП-ст.1.3 по ГОСТ Р 59106-2020
5.6.4 Маркировку выполняют одним из нижеперечисленных способов:
- ударным клеймением буквенно-цифровыми клеймами по ГОСТ 25726;
- несмываемой краской с помощью трафарета, штампа или от руки;
- креплением на изделие ярлыка металлического по ГОСТ 14192;
- креплением на изделие самоклеящейся, стойкой к повреждению этикетки.
5.6.5 Маркировку наносят на каждую сваю на расстоянии не более 0,5 м от ее верхнего конца. Для составных свай полную маркировочную надпись наносят на основную (нижнюю) секцию, на добавочных секциях указывают только номер заказа, номер и общее количество секций.
5.7 Упаковка
Необходимость и способ упаковки винтовых свай определяют по согласованию с заказчиком. Упаковка свай, транспортируемых в районы Крайнего Севера и приравненные к ним местности, должна соответствовать ГОСТ 15846.
Сопроводительная документация, прилагаемая к изделиям, должна быть герметично упакована в пакет по ГОСТ 23170.
6 Правила приемки
6.1 Все поставляемые сваи должны быть приняты службой технического контроля предприятия-изготовителя в соответствии с требованиями ГОСТ 15.309.
6.2 При приемке следует устанавливать соответствие параметров свай требованиям настоящего стандарта и конструкторской документации на основании данных входного, операционного и приемочного контроля в соответствии с ГОСТ 23118.
6.3 Сваи принимают по результатам приемо-сдаточных и периодических испытаний по следующим показателям:
- для приемо-сдаточных испытаний:
- внешнего вида изделия;
- точности геометрических размеров (5.1.5, 5.1.6);
- качества сварных соединений (визуальный контроль) (5.3.2-5.3.5);
- толщины и качества антикоррозионного покрытия (5.4);
- комплектности (5.5);
- маркировки (5.6);
- упаковки (5.7).
- для периодических испытаний:
- прочности сваи и ее элементов при работе на сжатие, растяжение и скручивание (5.1.2);
- механической прочности сварных соединений (5.3.1).
6.4 Приемо-сдаточные испытания проводят для каждой партии продукции, периодические - не реже одного раза в два года. Порядок проведения испытаний - по ГОСТ 15.309, выборка - по ГОСТ 18321.
6.5 Сваи с отклонениями по допускам в сварных соединениях или имеющие недопустимые дефекты отбраковываются.
7 Методы контроля
7.1 Контроль внешнего вида свай и сварных соединений выполняют визуальным осмотром и измерением с использованием средств:
- линейка измерительная металлическая по ГОСТ 427;
- лупа с измерительной шкалой, с ценой деления 0,05 мм по ГОСТ 25706;
- штангенциркуль по ГОСТ 166.
Все необходимые виды контроля качества сварных соединений следует проводить до выполнения антикоррозионной защиты. Контролю подлежат в первую очередь стыковые швы, швы в местах их взаимного пересечения и швы с признаками дефектов.
7.2 Проверку соответствия фактических значений предельных нагрузок и моментов расчетным величинам выполняют согласно приложению Б.
7.3 Проверку свай на соответствие геометрических размеров осуществляют сличением с чертежами и измерением в соответствии с требованиями ГОСТ 23616 и ГОСТ 26433.1 с использованием следующих средств:
- рулетка стальная по ГОСТ 7502;
- линейка измерительная металлическая по ГОСТ 427;
- штангенциркуль по ГОСТ 166.
Стрелу продольного изгиба контролируют в двух взаимно перпендикулярных плоскостях линейкой по натянутой струне.
7.4 Механические свойства сварных соединений контролируют по ГОСТ 6996.
7.5 Внешний вид покрытий контролируют визуально по ГОСТ 9.302 - для покрытий металлических и неметаллических неорганических и ГОСТ 9.032 - для лакокрасочных покрытий.
7.6 Толщину покрытия контролируют толщиномерами по ГОСТ 9.302, ГОСТ 31993.
7.7 Содержание и правильность нанесения маркировочных надписей проверяют визуально.
7.8 Контроль комплектности и упаковки проводят внешним осмотром и сличением с документами.
8 Транспортирование и хранение
8.1 Транспортирование винтовых свай допускается транспортом любого вида в соответствии с действующими для данного вида правилами и инструкциями. При смешанных перевозках габариты и масса изделий и пакетов из них не должны превышать значений, указанных в правилах, действующих на транспорте конкретного вида.
8.2 Погрузку и выгрузку винтовых свай следует проводить с использованием грузозахватных приспособлений, исключающих повреждение защитного покрытия. Не допускается выгружать сваи сбрасыванием, а также перемещать их волоком.
8.3 Винтовые сваи следует хранить в закрытых помещениях (складах), под навесами, а также на специально оборудованных открытых площадках при температуре от плюс 60°С до минус 50°С, рассортированными по заказам, видам и маркам. При складировании должна быть обеспечена хорошая видимость маркировки.
8.4 При хранении должно быть обеспечено устойчивое положение изделий. Нижний ряд свай располагают на деревянных подкладках, исключающих соприкосновение изделий с грунтом. Ярусы свай должны быть разделены деревянными прокладками, располагаемыми по одной вертикали с подкладками.
8.5 Открытые концы свай должны быть закрыты пробками или гидроизоляционным материалом с целью исключения попадания и скапливания в них атмосферной влаги.
8.6 Погрузка, транспортирование, выгрузка и хранение винтовых свай должны исключать возможность их повреждения, а также обеспечивать сохранность защитного покрытия свай.
9 Гарантии изготовителя
9.1 Предприятие - изготовитель винтовых свай должно гарантировать соответствие поставляемых изделий требованиям настоящего стандарта при соблюдении потребителем правил транспортирования, хранения и применения изделий, установленных стандартом и другими нормативными документами.
9.2 Гарантийный срок хранения винтовых свай изготовитель указывает в документе о качестве (паспорте) изделий. Продолжительность гарантийного срока хранения свай должна быть не менее трех лет.
9.3 Общий срок службы свай должен составлять не менее 10 лет.
Приложение А
(справочное)
Примеры типов и основные геометрические параметры винтовых свай
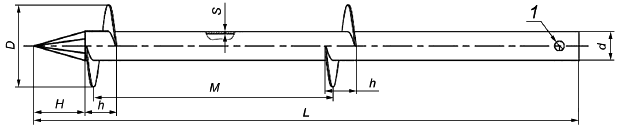
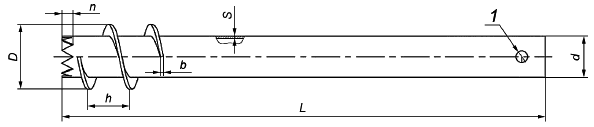
Общий вид и основные геометрические параметры наиболее распространенных типов винтовых свай представлены на рисунке А.1.
|

а - свая винтовая лопастная
|

б - свая винтовая спиральная
|
в - свая винтовая двухлопастная
|
г - свая винтовая спиральная с открытым концом для мерзлых грунтов
|

д - свая винтовая составная
L - общая длина сваи; D - диаметр лопастей (спиралей); d - диаметр ствола; S - толщина стенки ствола; b - толщина металла лопастей (спиралей); Н - высота конуса; h - шаг витка; М - межлопастное расстояние; n - высота зуба; 1 - монтажное отверстие; 2 - муфта; 3 - удлинитель; 4 - оголовок
Рисунок А.1 - Общий вид и параметры наиболее распространенных типов винтовых свай
Приложение Б
(рекомендуемое)
Методы прочностных испытаний винтовых свай
Б.1 Испытание лопастной сваи осевым нагружением
Б.1.1 Для испытания используют образцы нижней части сваи длиной 500-1000 мм с лопастями. Для многолопастных свай каждую лопасть испытывают отдельно.
Б.1.2 Образцы испытывают статической нагрузкой на гидравлической испытательной машине в обойме из стальной трубы диаметром, превышающим диаметр лопасти на 150-200 мм и высотой, превышающей расстояние от нижнего конца образца до верха лопасти не менее чем на 200 мм.
Для замера деформации к краям лопасти с разносом 180° закрепляют два штока, торцы которых выступают на 50-60 мм за обойму и соприкасаются с нажимными головками механических или электронных индикаторов перемещения. Усилие фиксируют электронным динамометром.
Б.1.3 Образец помещают по центру обоймы на высоту 200 мм от ее дна и засыпают до верха лопасти щебнем по ГОСТ 8267 фракции 20-40 мм, маркой по дробимости не менее 1000 с послойным уплотнением.
Б.1.4 Проводят нагружение образца испытательной нагрузкой, превышающей расчетную на 25% ступенями по 0,5 тс (4,9 кН).
При нагружении фиксируют:
- усилие нагружения, кН;
- общую осадку образца, мм;
- значение деформации лопасти (как разность между общей осадкой и осадкой краев лопасти), мм.
Б.1.5 При достижении предельной испытательной нагрузки образец выдерживают под нагрузкой 30 мин, фиксируя величину нагрузки и перемещения по двум индикаторам, и снимают нагрузку.
Б.1.6 После извлечения образца из обоймы фиксируют:
- значение остаточной пластической составляющей деформации лопасти, мм;
- наличие отрывов или изломов лопасти;
- состояние сварных угловых соединений.
Образец считают выдержавшим испытания расчетной нагрузкой, если отсутствуют отрывы, изломы лопасти и площадь горизонтальной проекции лопасти составляет не менее 90% первоначальной.
Б.1.7 Результаты испытаний оформляют протоколом.
Б.2 Испытание лопастной сваи выдергивающей нагрузкой
Б.2.1 Подготовку образцов выполняют по Б.1.1
Б.2.2 Образцы испытывают на стенде (рисунок Б.1), в обойме по Б.1.2.
|
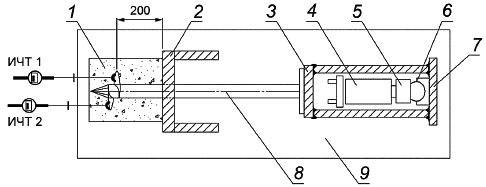
1 - обойма; 2 - жесткая заделка; 3 - фланец для передачи нагрузки; 4 - гидравлический домкрат; 5 - динамометр сжатия; 6 - шаровая опора; 7 - упорная стенка; 8 - свая; 9 - испытательный стенд; ИЧТ - индикатор часового типа
Рисунок Б.1 - Испытание сваи выдергивающей нагрузкой
Б.2.3 Подготовка к испытаниям - по Б.1.3
Образец помещают в нижнюю часть обоймы. Обойму до верха заполняют щебнем с послойным уплотнением и закрывают крышкой. Нагрузку задают грузовым домкратом.
Б.2.4 Нагружение выполняют по Б.1.4.
При нагружении фиксируют:
- усилие нагружения, кН;
- общее перемещение образца, мм;
- значение деформации лопасти (как разность между общим перемещением и перемещением краев лопасти), мм.
Б.2.5 Выдерживают образец и разгружают по Б.1.5.
Б.2.6 Замеряют и оценивают состояние лопасти после испытания по Б.1.6.
Б.2.7 Результаты испытаний оформляют протоколом
Б.3 Особенности испытания спиральных свай
Оборудование и оснастка для испытания спиральных свай аналогичны используемым при испытаниях лопастных свай (см. Б.1, Б.2). Обойму изготавливают на длину винтовой части сваи плюс 200 мм и засыпают щебнем фракции 15-20 мм слоями не более 100 мм с тщательным уплотнением каждого слоя.
Б.4 Испытание сваи крутящим моментом
Б.4.1 Для испытаний могут быть использованы образцы свай полной длины (как правило не более 3000-4000 мм), или отдельные части свай (нижняя, верхняя, стыковая) длиной 1000-1500 мм.
(Поправка. ИУС N 6-2021).
Б.4.2 Образцы испытывают на стенде, обеспечивающем фиксацию конца сваи (образца), свободное кручение ее ствола и центрирование вдоль оси вращения (см. рисунок Б.2). Нагрузку задают вращающим механизмом.
Примечание - При длине образца более 1500 мм центрирование выполняют не менее чем в двух сечениях.
(Поправка. ИУС N 6-2021).
|
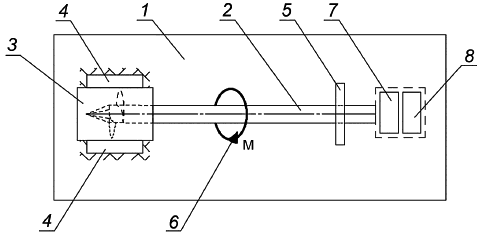
1 - испытательный стенд; 2 - свая; 3 - фиксирующая обойма; 4 - фиксаторы обоймы; 5 - направляющая, обеспечивающая свободное вращение сваи; 6 - крутящий момент; 7 - механизм, создающий крутящий момент; 8 - силоизмеритель
Рисунок Б.2 - Схема испытания сваи крутящим моментом
Б.4.3 Конец образца фиксируют в обойме, жестко закрепленной на стенде, к другому концу прикладывают крутящий момент.
Б.4.4 Производят нагружение образца испытательной нагрузкой, превышающей расчетную не менее чем на 25% ступенями по 0,1 кН·м. Значение нагрузки фиксируют при помощи силоизмерителя. Угол поворота контролируют угломером с ценой деления 1° с погрешностью, не превышающей ±0,5°.
При нагружении фиксируют:
- крутящий момент, кН·м;
- угол поворота, град;
Б.4.5 При достижении предельного значения испытательной нагрузки образец выдерживают под нагрузкой 1-2 мин и затем снимают ее.
Б.4.6 После извлечения образца фиксируют:
- значение остаточной деформации, мм;
- наличие надрывов или изломов;
- состояние сварных соединений.
Образец считают выдержавшим испытания расчетной нагрузкой, если отсутствуют внешние признаки пластической деформации, надрывов, изломов или смятия.
Б.4.7 Результаты испытаний оформляют протоколом.
УДК 624.154-428:006.354 | ОКС 91.080.10 |
Ключевые слова: винтовые сваи, требования к винтовым сваям, свая винтовая конусно-спиральная, свая винтовая лопастная | |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}