ГОСТ 7740-55
Группа Ж33
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СССР
ПЛИТЫ КРУПНОПАНЕЛЬНЫЕ ЖЕЛЕЗОБЕТОННЫЕ
С АРМИРОВАННЫМИ ПОЛЯМИ ДЛЯ ПОКРЫТИЙ
ПРОИЗВОДСТВЕННЫХ ЗДАНИЙ
Дата введения 1956-05-01
ВНЕСЕН Министерством строительства предприятий металлургической и химической промышленности СССР
УТВЕРЖДЕН Государственным комитетом Совета Министров СССР по делам строительства 17.11.1955 г.
ПЕРЕИЗДАНИЕ. Май 1962 г.
I. ОПРЕДЕЛЕНИЕ
1. Плиты крупнопанельные железобетонные, предусмотренные настоящим стандартом, предназначаются для применения в бесчердачных покрытиях производственных зданий с несущими конструкциями (фермы, балки, стены и др.), расположенными с шагом 6 м, и с кровлей из рулонных материалов.
Плиты имеют продольные и поперечные ребра. Поля между ребрами выполняются в виде плоской армированной полки.
Примечания:
1. В целях использования наличного парка форм допускается до 1 января 1957 г. изготовление крупнопанельных железобетонных плит номинального размера 6х1,5 м других типов.
2. Стандарт не распространяется на плиты из предварительно напряженного железобетона и на часторебристые плиты с неармированными полями между ребрами.
II. СОРТАМЕНТ
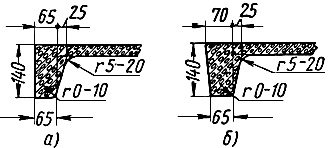
2. Форма и размеры плит, а также допускаемые отклонения от размеров должны соответствовать указанным на черт.1-4.
Размеры в мм
|
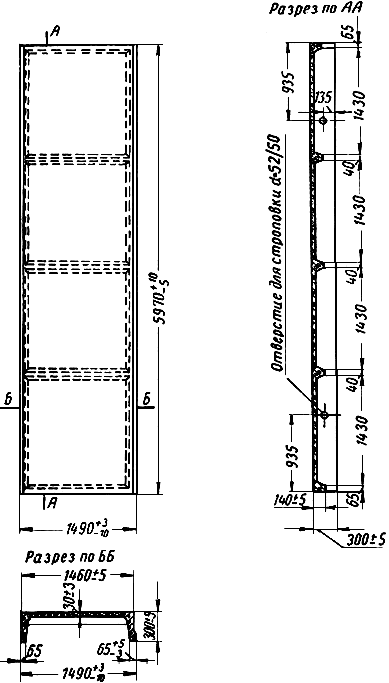
Черт.1
Вес плиты 1430 кг, 1 м
160 кг (при объемном весе железобетона 2500 кг/м
)
Примечание. Для плит, изготовляемых методом немедленной распалубки, указанная на чертеже длина относится к размеру по низу.
Размеры в мм
|
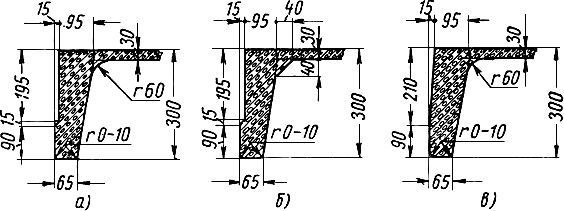
Черт.2
|
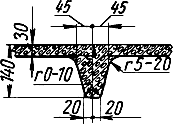
Черт.3
|
Черт.4
Профиль сечения продольных ребер и сопряжение полки с продольными ребрами должны выполняться по черт.2а или 2б. Профиль сечения поперечных ребер должен выполняться по черт.3, торцовых ребер - по черт.4а. При изготовлении плит методом немедленной распалубки разрешается выполнять профиль сечения продольных ребер по черт.2в и торцовых ребер - по черт.4б.
Нижние кромки продольных и поперечных ребер могут быть острыми или закругленными, с радиусом закругления не более 10 мм.
Примечания:
1. Допускается по специальному заказу изготовление плит: а) с отверстием в полке для водосточной воронки; это отверстие располагается между стержнями арматурной сетки на расстоянии не менее 100 мм от наружной грани продольного и не менее 300 мм - от наружной грани торцового ребра (считая до края отверстия); б) с металлическими закладными частями для крепления различных деталей покрытия; в) с двумя дополнительными отверстиями диаметром не более 50 мм в каждом продольном ребре; эти отверстия располагаются на расстоянии 1500 мм от отверстий для строповки и на одной с ними оси.
2. Взамен отверстий для строповки допускается устройство стальных петель для подъема плиты. Петли располагаются на расстоянии 935 мм от концов плиты и должны иметь крюки, заводимые под стержни основной рабочей арматуры продольных ребер.
3. Углубления размером 15х210 мм на наружных гранях продольных ребер предназначены для заливки цементным раствором швов между плитами (заливка нижней части шва не обязательна).
3. Плиты, изготовляемые по настоящему стандарту, обозначаются марками.
Марка плиты состоит из букв ПКЖ (плиты крупнопанельные железобетонные) и числа, означающего номер марки.
4. По несущей способности плиты разделяются на 5 марок, согласно табл.1.
Таблица 1
Марка плиты | Количество и номер профиля (расчетный диаметр в мм) стержней рабочей арматуры продольных ребер | Максимальная расчетная равномерно распределенная нагрузка в кг/м | |
|
| ||
1 | 2 | 3 | 4 |
ПКЖ1 | 2 N 14 Г | 330 | 300 |
ПКЖ2 | 2 N 16 Г | 430 | 390 |
ПКЖ3 | 2 N 18 Г | 540 | 490 |
ПКЖ4 | 2 N 20 Г | 660 | 600 |
ПКЖ5 | 2 N 22 Г | 790 | 720 |
Расчетные нагрузки, приведенные в табл.1, определены в соответствии с главой II-Б.3 "Строительных норм и правил" по предельной несущей способности продольных ребер плиты, работающих в продольном направлении совместно с полкой.
При систематической проверке на предприятии, изготовляющем плиты, прочности и жесткости плит, а также прочности бетона и арматурной стали, максимальная расчетная нагрузка принимается по графе 3 табл.1 (при 1,10).
Если систематическая проверка прочности арматурной стали на этом предприятии не производится, то максимальная расчетная нагрузка принимается по графе 4 табл.1 (при 1).
Примечания:
1. Коэффициент условий работы 1 допускается принимать до 1 января 1957 г. при изготовлении плит на предприятиях, временно не имеющих оборудования для систематической проверки прочности арматурной стали.
2. Расчетная нагрузка для плит, уложенных в покрытие, определяется как сумма нормативных нагрузок от собственного веса плит и заливки швов, веса утеплителя и стяжки, веса кровельного водоизоляционного ковра, снега и других нагрузок, умноженных на соответствующие коэффициенты перегрузки.
Во всех случаях расчетная нагрузка для принятой марки плиты не должна превышать приведенной в табл.1.
3. Нормативная нагрузка от собственного веса плит и заливки швов принимается равной 175 кг/м.
4. К продольному ребру плиты может быть непосредственно приложена равномерно распределенная вдоль ребра нагрузка. При этом величина эквивалентной нагрузки на 1 м плиты определяется по формуле:
![]() кг/м
кг/м,
где - величина нагрузки в кг на 1 пог.м, приложенной непосредственно к ребру.
5. Различные марки плит отличаются друг от друга только армированием и несущей способностью продольных ребер.
Поперечные ребра и полка во всех плитах имеют одинаковую несущую способность, равную несущей способности поперечных ребер и полки плиты марки ПКЖ5. При этом несущая способность поперечных ребер и полки характеризуется следующими загружениями:
а) расчетной равномерно распределенной нагрузкой 700 кг/м
или
б) расчетной равномерно распределенной нагрузкой 550 кг/м и расчетной сосредоточенной нагрузкой 120 кг, приложенной в любой точке поперечного ребра или полки.
III. ТЕХНИЧЕСКИЕ УСЛОВИЯ
6. Плиты должны изготовляться из бетона марки "200".
7. Ребра плиты армируются плоскими сварными каркасами, полка - сварной сеткой. Каркасы и сетки должны изготовляться с применением контактной точечной сварки.
8. Сварные каркасы изготовляются из стержней: диаметром до 5 мм включительно - из стальной низкоуглеродистой холоднотянутой проволоки по ГОСТ 6727-53*; диаметром 14 мм и более - из горячекатаной стали периодического профиля по ГОСТ 5781-61, марки Ст.5 по ГОСТ 380-60; диаметром 6; 8 и 10 мм - из горячекатаной круглой стали марок Ст.3 и Ст.3кп по ГОСТ 380-60.
________________
* На территории Российской Федерации действует ГОСТ 6727-80. Здесь и далее. - .
Сварные сетки изготовляются из стальной низкоуглеродистой холоднотянутой проволоки по ГОСТ 6727-53.
Чертежи рекомендуемого армирования плит приведены в приложении (листы 1-5).
Примечания:
1. Взамен горячекатаной стали периодического профиля допускается применять холодносплющенную сталь периодического профиля по ГОСТ 6234-52 или, как исключение, горячекатаную круглую сталь марок Ст.3 и Ст.3кп по ГОСТ 380-60, с соответствующим увеличением сечения стержней.
2. Петли для подъема плит должны изготовляться из круглой стали марок Ст.3 и Ст.3кп. Применение для этой цели стали других марок не допускается.
3. Качество арматурной стали, сварных каркасов и сеток проверяется в соответствии с действующими техническими условиями по контролю прочности и жесткости железобетонных деталей сборных конструкций и техническими условиями на сварную арматуру для железобетонных конструкций.
9. По концам продольных ребер во всех случаях должны устанавливаться специальные стальные детали, приваренные к основной рабочей арматуре этих ребер, предназначенные для анкеровки рабочей арматуры и для крепления плит к несущим конструкциям при помощи дуговой сварки.
Рекомендуемая конструкция этих деталей приведена на чертежах приложения (листы 2 и 4).
Примечание. По особому заказу допускаются к изготовлению плиты с дополнительными металлическими закладными частями, установленными на расстоянии 350-500 мм от концов продольных ребер (для крепления плит к несущим конструкциям, примыкающим к поперечному температурному шву или к торцовой стене здания).
10. Толщина защитного бетонного слоя устанавливается:
а) для нижней арматуры в продольных ребрах - 20 мм;
б) для нижней арматуры в поперечных ребрах - 15 мм.
Допускаемые отклонения по толщине защитного слоя в ребрах: +5 и -3 мм.
Толщина защитного слоя сварной сетки в полке плиты (сверху и снизу) - 11 мм, допускаемые отклонения ±5 мм.
11. Внешний вид плит должен удовлетворять следующим требованиям:
а) искривление граней в горизонтальной плоскости допускается не более 2 мм на каждый погонный метр плиты, а на всю длину не более: наружу 5 мм и внутрь 10 мм;
б) раковины на ребрах и нижней поверхности плиты допускаются размером не более 10 мм и глубиной не более 5 мм в количестве не свыше двух на каждый погонный метр плиты;
в) на верхней поверхности плиты допускаются местные наплывы и неровности высотой не более 5 мм и раковины размером не более 10 мм, глубиной не более 8 мм;
г) околы концов продольных ребер не допускаются;
д) околы нижних граней и углов ребер допускаются на глубину не более 7 мм: в одном поперечном сечении допускается только один окол;
е) на поверхностях ребер и полки допускаются усадочные трещины шириной не более 0,05 мм;
ж) обнаженная арматура не допускается.
Примечания:
1. Допускаемые околы и раковины должны быть заделаны до установки плит в покрытие.
2. Требование п.11ж не относится к стальным анкерным деталям по концам продольных ребер, закладным частям, петлям для подъема плит и к торцам фиксирующих арматурных стержней.
12. Прочность и жесткость плит при кратковременных испытаниях на изгиб согласно пп.24-29 должны удовлетворять требованиям п.30 настоящего стандарта.
13. При изготовлении плит должен быть обеспечен пооперационный технологический контроль на всех стадиях производства.
IV. ПРАВИЛА ПРИЕМКИ И МЕТОДЫ ИСПЫТАНИЙ
14. Плиты должны приниматься отделом технического контроля (ОТК) предприятия-изготовителя в соответствии с требованиями настоящего стандарта.
При приемке плит проверяют:
а) прочность бетона;
б) внешний вид и размеры плит;
в) прочность и жесткость плит;
г) толщину защитного бетонного слоя.
15. Прочность бетона определяют испытанием кубиков на сжатие, согласно ГОСТ 6901-54 "Методы определения удобоукладываемости бетонной смеси и прочности бетона".
16. Если в результате проверки прочность бетона не будет удовлетворять требованиям п.6 настоящего стандарта, то плиты приемке не подлежат и могут быть предъявлены к вторичной приемке после достижения требуемой прочности бетона.
17. Внешний вид проверяют осмотром каждой плиты с производством надлежащих замеров, согласно п.11б, в, г, д, е, ж настоящего стандарта.
18. Ширину трещин определяют с точностью до 0,01 мм при помощи измерительной лупы.
19. Плиты, не удовлетворяющие хотя бы одному из требований п.11б, в, г, д, е, ж, приемке не подлежат.
20. Для проверки размеров и искривления плит от партии, состоящей из 200 плит одной марки, отбирают образцы в количестве 5%.
Примечания:
1. Каждая партия должна состоять из плит, изготовленных из одних и тех же материалов и при одной и той же технологии производства.
2. Если число подлежащих приемке плит не кратно 200, то остаток в количестве до 100 шт. присоединяют к последней партии, а остаток свыше 100 шт. считают отдельной партией.
21. Размеры плит определяют с точностью до 1 мм металлическим измерительным инструментом.
22. Искривление граней плиты определяют замером с точностью до 1 мм наибольшего зазора между поверхностью плиты и ребром приложенной к ней выверенной металлической линейки.
23. Если при проверке будет установлено несоответствие хотя бы одного образца требованиям пп.2 и 11а, то производят вторичный отбор образцов из той же партии в количестве 10%, которые подвергают проверке.
В случае несоответствия хотя бы одного образца из вновь отобранных одному из требований вышеуказанных пунктов, приемку плит производят поштучно.
24. Для проверки прочности и жесткости от каждой партии отбирают четыре плиты, из которых в первую очередь испытывают две.
Примечание. Для этих испытаний допускается использование плит, не удовлетворяющих требованиям пп.2 и 11 настоящего стандарта.
25. Испытание плит на изгиб производят нагрузкой, практически близкой к равномерно распределенной по схеме, приведенной на черт.5.
Размеры в мм
|
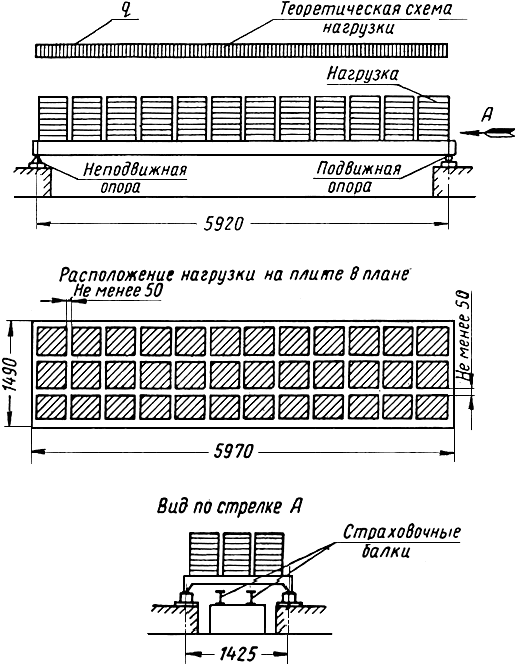
Черт.5
Две опоры на одном конце продольных ребер должны быть шарнирно-неподвижными (ножевыми), а две другие опоры на другом конце - шарнирно-подвижными (на катках). В поперечном направлении все опоры могут быть неподвижными.
Нагружение плиты осуществляют в виде ряда отдельных грузов или сплошной нагрузкой, создаваемой воздушными баллонами или водой.
Нагрузку в виде ряда грузов располагают отдельными столбами размером в плане не более 430х430 мм по всей поверхности плиты. Между столбами на все время испытания должны оставаться зазоры не менее 50 мм.
Нагружение производят небольшими долями нагрузки, составляющими не более 25% от указанной в табл.2.
Таблица 2
Марка плиты | Испытательная нагрузка |
ПКЖ1 | 120 |
ПКЖ2 | 200 |
ПКЖ3 | 300 |
ПКЖ4 | 400 |
ПКЖ5 | 500 |
После приложения каждой доли нагрузки, плиту выдерживают 10 мин до начала следующего нагружения.
Примечание. Для загружения плит могут быть применены кирпич, камни, чугунные чушки и другие штучные грузы.
26. После приложения испытательной нагрузки, приведенной в табл.2, плиту выдерживают под этой нагрузкой 30 мин и замеряют с точностью до 0,1 мм прогибы обоих продольных ребер в середине их пролета.
Прогиб плиты вычисляют как среднее арифметическое прогибов двух продольных ребер.
Примечание. При определении прогиба продольных ребер должны замеряться осадки опор. Действительный прогиб каждого ребра равен замеренной величине посередине пролета за вычетом полусуммы осадок опор.
27. Жесткость плит характеризуется прогибом , определяемым по формуле:
![]() , (1)
, (1)
где - прогиб в мм, установленный в соответствии с п.26;
- испытательная нагрузка в кг/м
(по табл.2);
160 - нормативная нагрузка от собственного веса плиты в кг/м.
28. После фиксации прогиба при нагрузке, равной (160) кг/м
, производят дальнейшее нагружение испытываемой плиты до ее разрушения и устанавливают величину разрушающей нагрузки, приложенной к плите в момент ее разрушения.
29. Оценку прочности плит производят по значению коэффициента , вычисляемого с точностью до 0,01 по формуле:
 , (2)
, (2)
где - разрушающая нагрузка (без собственного веса плиты) в кг/м
, установленная в соответствии с п.28;
160 - нормативная нагрузка от собственного веса плиты в кг/м;
- максимальная расчетная нагрузка в кг/м
(по табл.1);
- коэффициент условий работы (по п.4).
30. Если в результате испытания каждой из первых двух плит окажется, что прогиб , вычисленный по формуле (1), не будет превышать 20 мм и коэффициент
, вычисленный по формуле (2), будет равен или более 1,4, то дальнейшие испытания не производят и вся партия плит признается годной.
Если при испытании первых двух плит прогиб хотя бы одной из них будет находиться в пределах 20,1-23 мм или коэффициент
будет менее 1,4, но более 1,2, то производят испытания остальных двух плит из числа указанных в п.24.
Если прогиб каждой из вновь испытанных плит будет не более 23 мм и коэффициент
- не менее 1,2, то вся партия плит признается годной.
Если прогиб хотя бы одной из первоначально или последующе испытанных плит окажется более 23 мм или коэффициент
будет менее 1,2, то вся партия плит приемке не подлежит.
Примечания:
1. При испытании плит, рассчитанных с учетом коэффициента условий работы 1,10, значение коэффициента
ниже 1,25 допускается только для одной из испытанных плит.
2. При неудовлетворительных результатах проверки прочности или жесткости плит разрешается перемаркировать данную партию и предъявить ее к вторичной приемке по сниженной марке.
31. Если хотя бы в одной из испытанных плит произойдет разрушение продольных ребер на участке длиной 1,5 м от опор или если разрушение поперечных ребер или полки произойдет раньше разрушения продольных ребер, то независимо от полученного при испытании значения коэффициента вся партия плит приемке не подлежит.
32. Проверку толщины защитного бетонного слоя производят в двух плитах, подвергшихся испытанию на изгиб, путем вырубки бетона в середине пролета продольных и поперечных ребер, а также в центре каждого поля плиты - до обнажения рабочей арматуры.
Примечание. Проверку толщины защитного бетонного слоя допускается производить другими проверенными и достоверными способами без разрушения бетона.
33. В случае несоответствия толщины защитного слоя хотя бы в одной из этих плит показателям п.10 настоящего стандарта, производят в том же порядке повторную проверку этих показателей еще в двух плитах, отобранных из той же партии.
Если толщина защитного слоя хотя бы в одной из вновь проверенных плит не будет соответствовать показателям п.10, то вся партия плит приемке не подлежит.
V. МАРКИРОВКА И ПАСПОРТИЗАЦИЯ
34. На верхней и нижней поверхности каждой плиты (в центре крайнего поля) должна быть обозначена марка плиты.
На боковой грани продольного ребра каждой плиты (на расстоянии не более 1 м от конца ребра) должны быть обозначены: марка плиты, дата изготовления и марка предприятия-изготовителя.
35. Каждую партию плит предприятие-изготовитель обязано снабдить документом, в котором удостоверяется соответствие плит требованиям настоящего стандарта и указывается:
а) наименование и адрес предприятия-изготовителя;
б) номер партии и дата ее изготовления;
в) марка, расчетная нагрузка и количество плит;
г) прочность бетона;
д) результаты испытаний плит на изгиб (прогиб и коэффициент
) с указанием даты испытания;
е) номер настоящего стандарта.
VI. ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
36. Плиты, рассортированные по маркам, должны храниться в штабелях с укладкой плит в рабочем положении в правильные ряды.
37. Между горизонтальными рядами на расстоянии не более 50 мм от концов плит должны быть уложены деревянные прокладки. Размеры прокладок должны быть не менее: длина 1700 мм, ширина 100 мм, толщина 50 мм.
Под нижнюю плиту (примыкающую к основанию) должны быть уложены подкладки. Размеры подкладок должны обеспечивать прочность и устойчивость основания под штабелем.
38. Плиты при перевозке должны укладываться в рабочем положении на прокладки под концами плит.
Все прокладки должны быть одинаковых размеров по толщине и укладываться в одной вертикальной плоскости, друг над другом. Должны быть приняты меры, чтобы в поперечном и продольном направлениях плиты располагались строго одна над другой и не могли смещаться.
39. При перевозке плит на автомашинах с одноосными прицепами (роспусками), турникет на автомашине должен быть установлен на салазках, обеспечивающих возможность продольного перемещения опоры, а турникет на прицепе должен быть качающегося типа с передачей давления на одну точку. При перевозке плит на роспусках свес плиты за прокладку не должен превышать 750 мм.
40. При хранении и транспортировании должны быть приняты меры, предохраняющие плиты от повреждения и деформирования.
Замена
ГОСТ 5781-61 введен взамен ГОСТ 5781-53.
ГОСТ 380-60 введен взамен ГОСТ 380-50.
ПРИЛОЖЕНИЕ
(рекомендуемое)
Лист 1
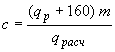
ОБЩИЙ ВИД ПЛИТ МАРОК ПКЖ1-ПКЖ5
|
1. Узлы и деталь отверстия для строповки - см. лист 2.
2. Размеры в мм.
Лист 2
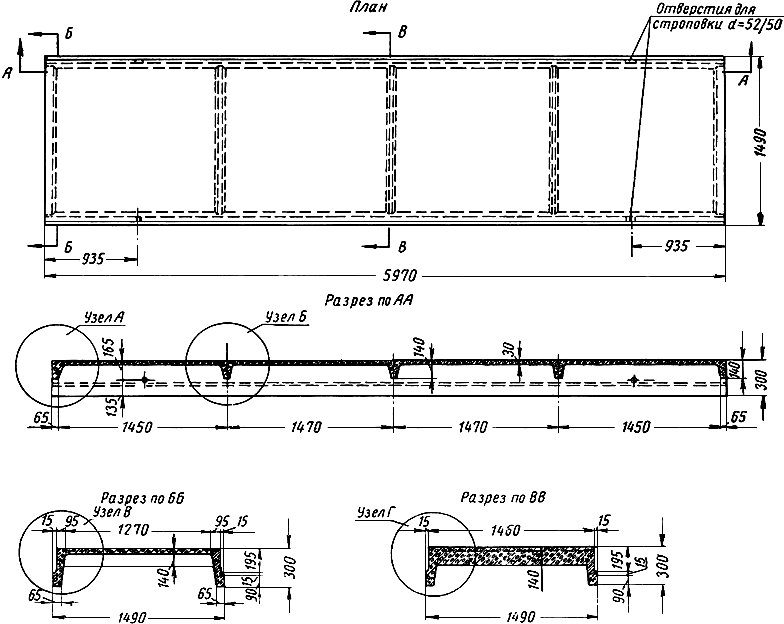
УЗЛЫ И ДЕТАЛЬ ОТВЕРСТИЯ ДЛЯ СТРОПОВКИ
|
1. Маркировка узлов - см. лист 1
2. Размеры в мм.
Лист 3
АРМИРОВАНИЕ ПЛИТ МАРОК ПКЖ1-ПКЖ5
|
Спецификация арматурных изделий на одну плиту | ||||||||
Марка плиты | Каркасы ребер | Сетка плиты | Стержни угловые | |||||
продольных | поперечных | Обозна- | Коли- | NN стержней | Коли- | |||
Обозна- | Коли- | Обозна- | Коли- | |||||
ПКЖ1 | К1 | 2 | К6 | 5 | C1 | 1 | 11 | 8 |
ПКЖ2 | К2 | 2 | К6 | 5 | C1 | 1 | 11 | 8 |
ПКЖ3 | К3 | 2 | К6 | 5 | C1 | 1 | 11 | 8 |
ПКЖ4 | К4 | 2 | К6 | 5 | C1 | 1 | 11 | 8 |
ПКЖ5 | К5 | 2 | К6 | 5 | C1 | 1 | 11 | 8 |
Расход материалов на одну плиту | ||||||||||
Марка плиты | Сталь | Бетон | ||||||||
Горячекатаная периодического профиля марки Ст.5 | Круглая | Угловая марки Ст.3 | Общий вес | |||||||
Горячекатаная марки Ст.3 | Холоднотянутая низкоуглеродистая проволока | |||||||||
N про- | кг |
| кг |
| кг | мм | кг | кг | м | |
ПКЖ1 | 14 | 14,3 | 10 | 9,94 | 4 | 10,82 | 120х80х10 | 6,04 | 46,24 | 0,565 |
5 | 5,14 | |||||||||
ПКЖ2 | 16 | 18,6 | 6 | 7,4 | 4 | 10,82 | 6,04 | 52,80 | 0,565 | |
10 | 9,94 | |||||||||
ПКЖ3 | 18 | 23,6 | 6 | 7,4 | 4 | 10,82 | 6,04 | 57,80 | 0,565 | |
10 | 9,94 | |||||||||
ПКЖ4 | 20 | 29,1 | 6 | 2,64 | 4 | 10,82 | 6,04 | 67,02 | 0,565 | |
8 | 8,48 | |||||||||
10 | 9,94 | |||||||||
ПКЖ5 | 22 | 35,2 | 6 | 2,64 | 4 | 10,82 | 6,04 | 73,12 | 0,565 | |
8 | 8,48 | |||||||||
10 | 9,94 | |||||||||
1. Качество арматурной стали проверяется согласно "Техническим условиям по контролю прочности и жесткости железобетонных деталей сборных конструкций" ![]() .
.
2. Качество сварных каркасов и сеток проверяется согласно "Техническим условиям на сварную арматуру для железобетонных конструкций" ![]() .
.
3. Конструкция каркасов К1-К6 и сетки С1 - см. лист 4.
4. Спецификация арматуры каркасов и сетки - см. лист 5.
Лист 4
КОНСТРУКЦИЯ СВАРНЫХ КАРКАСОВ И СЕТКИ
|
1. Последовательность сварки:
а) уголок 6 приваривается к уголку 5;
б) стержень 1 приваривается к уголку 6;
в) стержень 4 приваривается к уголку 6.
Сварка производится электродами марок Э42 А, Э50 или Э55 по ГОСТ 9467-60.
2. Спецификация арматуры - см. лист 5.
3. Размеры в мм.
Лист 5
СПЕЦИФИКАЦИЯ АРМАТУРЫ НА ОДИН КАРКАС К1-К6 И НА ОДНУ СЕТКУ С1
Обоз- | NN | Эскизы стержней (размеры в мм) | Номер, диаметр стержней и размеры уголков, | Длина, | Коли- | Общая длина, | Вес, | Общий вес арматуры, | Выборка арматуры на один каркас и на одну сетку | |||
Номер, диаметр стержней и размеры уголков, | Характеристика стали | Вес, | ||||||||||
К1 | 1 |
| 14Г | 5905 | 1 | 5,91 | 7,15 | 13,46 | 14Г | Горячекатаная периодического профиля по ГОСТ 5781-61 марки Ст.5 по ГОСТ 380-60 | 7,15 | |
2 |
| 5Т | 5905 | 1 | 5,91 | 0,92 | 10 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 0,72 | |||
3 |
| 5Т | 290 | 37 | 10,73 | 1,65 | 5Т | Холоднотянутая низкоуглеродистая проволока по ГОСТ 6727-53 | 2,57 | |||
4 |
| 10 | 580 | 2 | 1,16 | 0,72 | L 120х80х10 | Горячекатаная марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 3,02 | |||
5 | - | L 120х80х10 | 60 | 2 | 0,12 | 1,81 | ||||||
6 | - | L 120х80х10 | 40 | 2 | 0,08 | 1,21 | ||||||
К2 | 1 | Те же, что для каркаса К1 | 16Г | 5905 | 1 | 5,91 | 9,3 | 16,74 | 16Г | Горячекатаная периодического профиля по ГОСТ 5781-61, марки Ст.5 по ГОСТ 380-60 | 9,3 | |
2 | 6 | 5905 | 1 | 5,91 | 1,32 | 10 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 0,72 | ||||
3 | 6 | 290 | 37 | 10,73 | 2,38 | 6 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 3,7 | ||||
4 | 10 | 580 | 2 | 1,16 | 0,72 | L 120х80х10 | Горячекатаная марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 3,02 | ||||
5 | - | L 120х80х10 | 60 | 2 | 0,12 | 1,81 | ||||||
6 | - | L 120x80x10 | 40 | 2 | 0,08 | 1,21 | ||||||
КЗ | 1 | Те же, что для каркаса К1 | 18Г | 5905 | 1 | 5,91 | 11,8 | 19,24 | 18Г | Горячекатаная периодического профиля по ГОСТ 5781-61, марки Ст.5 по ГОСТ 380-60 | 11,8 | |
2 | 6 | 5905 | 1 | 5,91 | 1,32 | 10 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 0,72 | ||||
3 | 6 | 290 | 37 | 10,73 | 2,38 | 6 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 3,7 | ||||
4 | 10 | 580 | 2 | 1,16 | 0,72 | L 120х80х10 | Горячекатаная марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 3,02 | ||||
5 | - | L 120х80х10 | 60 | 2 | 0,12 | 1,81 | ||||||
6 | - | L 120х80х10 | 40 | 2 | 0,08 | 1,21 | ||||||
К4 | 1 | Те же, что для каркаса К1 | 20Г | 5905 | 1 | 5,91 | 14,55 | 23,85 | 20Г | Горячекатаная периодического профиля по ГОСТ 5781-61 марки Ст.5 по ГОСТ 380-60 | 14,55 | |
2 | 6 | 5905 | 1 | 5,91 | 1,32 | 10 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 0,72 | ||||
3 | 8 | 290 | 37 | 10,73 | 4,24 | 8 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 4,24 | ||||
4 | 10 | 580 | 2 | 1,16 | 0,72 | 6 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 1,32 | ||||
5 | - | L 120х80х10 | 60 | 2 | 0,12 | 1,81 | L 120х80х10 | Горячекатаная марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 3,02 | |||
6 | - | L 120х80х10 | 40 | 2 | 0,08 | 1,21 | ||||||
К5 | 1 | Те же, что для каркаса К1 | 22Г | 5905 | 1 | 5,91 | 17,6 | 26,90 | 22Г | Горячекатаная периодического профиля по ГОСТ 5781-61 марки Ст.5 по ГОСТ 380-60 | 17,6 | |
2 | 6 | 5905 | 1 | 5,91 | 1,32 | 10 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 0,72 | ||||
3 | 8 | 290 | 37 | 10,73 | 4,24 | 8 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 4,24 | ||||
4 | 10 | 580 | 2 | 1,16 | 0,72 | 6 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 1,32 | ||||
5 | - | L 120х80х10 | 60 | 2 | 0,12 | 1,81 | L 120х80х10 | Горячекатаная марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 3,02 | |||
6 | - | L 120х80х10 | 40 | 2 | 0,08 | 1,21 | ||||||
К6 | 7 |
| 10 | 1450 | 1 | 1,45 | 0,9 | 1,20 | 10 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 0,9 | |
8 |
| 4Т | 1450 | 1 | 1,45 | 0,14 | 4Т | Холоднотянутая низкоуглеродистая проволока по ГОСТ 6727-53 | 0,3 | |||
9 |
| 4Т | 125 | 13 | 1,63 | 0,16 | ||||||
С1 | 8 | То же, что для каркаса К6 | 4Т | 1450 | 32 | 46,4 | 4,6 | 9,32 | 4Т | Холоднотянутая низкоуглеродистая проволока по ГОСТ 6727-53 | 9,32 | |
10 |
| 4T | 5960 | 8 | 47,68 | 4,72 | ||||||
Стержни угловые | 11 |
| 10 | 810 | 8 (на одну плиту) | 6,48 | 4,0 | 4,0 | 10 | Горячекатаная круглая марок Ст.3 и Ст.3кп по ГОСТ 380-60 | 4,0 | |

Замена
ГОСТ 9467-60 введен взамен ГОСТ 2523-51 в части разд.1.
ГОСТ 380-60 введен взамен ГОСТ 380-50.
ГОСТ 5781-61 введен взамен ГОСТ 5781-58.
Электронный текст документа
и сверен по:
М.: Стандартгиз, 1962
{kind=link}