
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТМЕНЕН
ПЛИТЫ КРУПНОПАНЕЛЬНЫЕ ЖЕЛЕЗОБЕТОННЫЕ БОРТОВЫЕ ДЛЯ ФОНАРЕЙ ПРОИЗВОДСТВЕННЫХ ЗДАНИЙ
ГОСТ 8579—57
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СОВЕТА МИНИСТРОВ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛИТЫ КРУПНОПАНЕЛЬНЫЕ ЖЕЛЕЗОБЕТОННЫЕ БОРТОВЫЕ ДЛЯ ФОНАРЕЙ ПРОИЗВОДСТВЕННЫХ ЗДАНИЙ
ГОСТ 8579—57
Издание официальное
ЛЮС К В А— 1972
Редактор Р. Г. Говердовская
Сдано в наб. 12/VI 1972 г. Подп. в печ. 20/Х 1972 г. 1,0 п. л. Тнр. 4000
Издательство стандартов. Москва. Д-22. Новопресненский пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Миндауго, 12/14. Зак. 278о
УДК 691.81(083.74) Группа ЖЗЗ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
гост
8579-57
ПЛИТЫ КРУПНОПАНЕЛЬНЫЕ ЖЕЛЕЗОБЕТОННЫЕ БОРТОВЫЕ ДЛЯ ФОНАРЕЙ ПРОИЗВОДСТВЕННЫХ ЗДАНИЙ
Утвержден Государственным комитетом Совета Министров СССР по делам строительства 20/IX 1957 г. Срок введения установлен
с 1/11 1958 г.
Несоблюдение стандарта преследуется по закону
I. ОПРЕДЕЛЕНИЕ И НАЗНАЧЕНИЕ
1. Плиты крупнопанельные железобетонные бортовые, предусмотренные настоящим стандартом, предназначаются для нижних стенок продольных фонарей (световых и комбинированных) в покрытиях производственных зданий с несущими поперечными конструкциями фонарей, расположенными через 6 м, и с кровлен из рулонных материалов.
Плиты имеют ребра по контуру. Поле между ребрами выполняется в виде плоской армированной полки.
2. Плиты бортовые применяются в покрытиях из крупнопанельных железобетонных плит размером 6X1,5 и 6X3 м, а также в покрытиях из армоцементных или других типов плит, укладываемых непосредственно по стропильным фермам (балкам) или прогонам.
3. Плиты устанавливаются на металлические столики, приваренные к ногам фонаря (см. приложение 2). При монтаже плиты привариваются к ногам фонаря при помощи закладных уголков в продольных ребрах.
Примечание. Взамен столиков допускается установка плит на подставки по фермам (балкам).
Внесен Министерством строительства предприятий металлургической и химической промышленности СССР
Издание официальное
Перепечатка воспрещена
IL СОРТАМЕНТ
4. Форма и размеры плит, а также допускаемые отклонения от размеров должны соответствовать указанным на черт. 1,2.
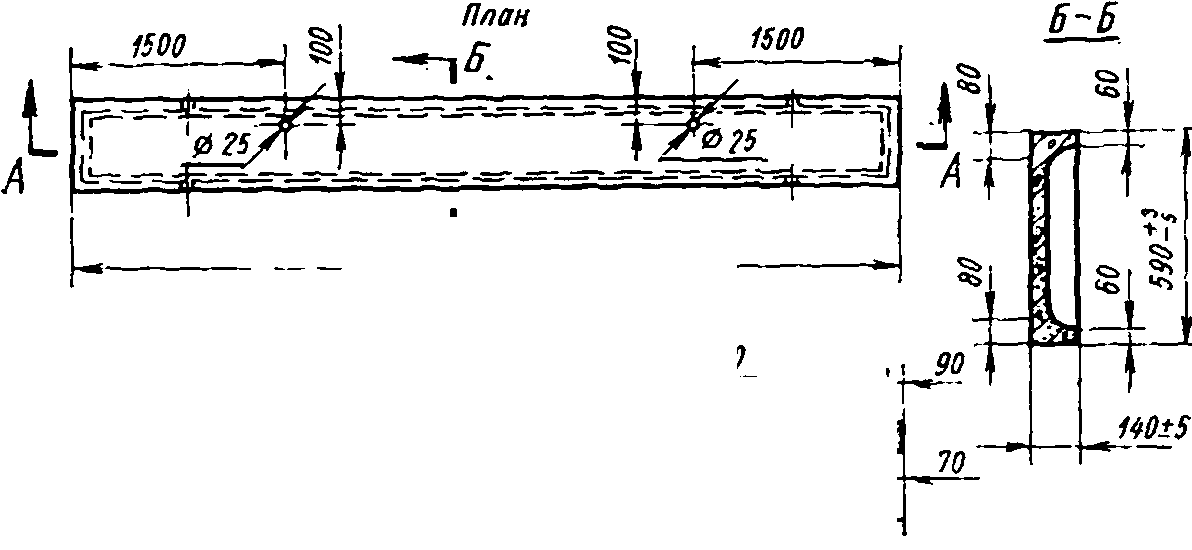
7(7^ | J | <*> ■ч | § | join |
Вес плиты №510 кг
Вес 1 пог. м№ 85 кг Вес 1 м2 №142 кг
Черт. 1
при объемном весе железобетона 2500 кг/м3.
Профиль сечения продольных ребер должен выполняться согласно черт. 2а, торцовых ребер — согласно черт. 26.
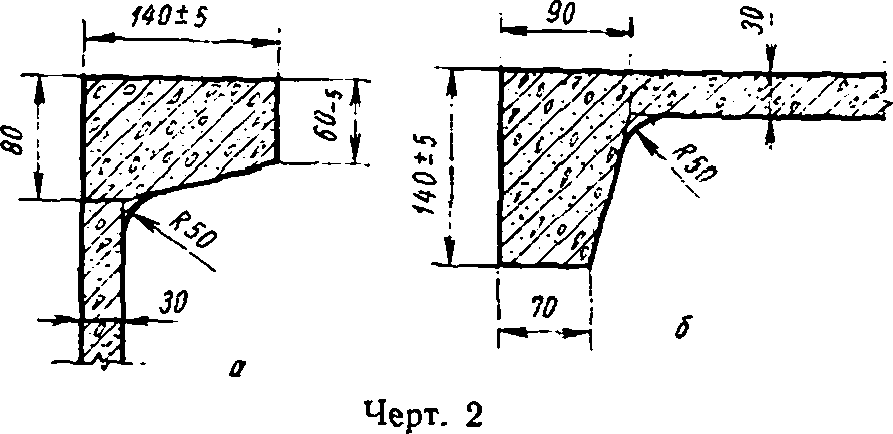
Нижние кромки ребер могут быть острыми или закругленными, с радиусом закругления не более 10 мм.
Примечания:
1. Отверстия в полке диаметром 25 мм предназначаются для дополнительного закрепления доски, укладываемой под переплетом по боковой продольной грани, плиты.
2. Допускается по специальному заказу изготовление плит с металлическими закладными частями для крепления различных деталей покрытия и плит с двумя дополнительными отверстиями диаметром не более 40 мм в каждом продольном ребре; эти отверстия располагаются на расстоянии 1500 мм от отверстий для строповки и на одной с ними оси.
5. В зависимости от армирования продольных ребер и несущей способности плиты разделяются на 2 марки: ПКЖБ1 и ПКЖБ2.
Плиты ПКЖБ1 должны применяться при скоростном напоре ветра 40 кгс/м2, плиты ПКЖБ2 — при скоростном напоре 70 кгс/м2.
6. Плиты рассчитаны в соответствии с указаниями главы II — Б. 3 «Строительных норм и правил» при коэффициенте условий работы т = 1.
Примечание. Кроме скоростного напора плиты рассчитаны на нагрузки от собственного веса, утеплителя, пароизоляции, водоизоляционного ковра, горизонтальной составляющей веса остекленных переплетов (в закрытом или открытом состоянии) и на воздействие механизмов для открывания переплетов. Аэродинамические коэффициенты при расчете на ветер приняты равным +0,8 и —0,6 (соответственно при активном давлении и отсосе).
Расчет плит на все нагрузки произведен как разрезных свободно опертых балок.
III. ТЕХНИЧЕСКИЕ УСЛОВИЯ
7. Плиты должны изготовляться из бетона марки 200.
8. Ребра плит армируются плоскими сварными каркасами. Сверх того предусматриваются закладные части из прокатного уголка по всей длине верхнего и по концам нижнего продольных ребер. Полка плит армируется сварной сеткой. Каркасы и сетки должны изготовляться с применением контактной точечной сварки.
Примечание. По особому заказу допускается изготовление плит с дополнительными металлическими закладными частями, установленными на расстоянии 350—500 мм от концов продольных ребер (для крепления плит к поперечным конструкциям фонаря, или примыкающих к поперечному температурному шву или к торцовой стене здания).
9. Сварные каркасы изготовляются из стержней: диаметром до 5 мм включительно — из стальной холоднотянутой низкоуглеродистой проволоки по ГОСТ 6727—53; диаметром 6—12 мм — из. горячекатаной низколегированной стали периодического профиля марки 25Г2С по ГОСТ 5781—61.
Закладные уголки — из горячекатаной стали марки СтЗ по ГОСТ 380—71.
Сварные сетки изготовляются из стальной низкоуглеродистой холоднотянутой проволоки по ГОСТ 6727—53.
Чертежи рекомендуемого армирования приведены в приложении 1.
Примечания:
1. Взамен горячекатаной низколегированной стали периодического профиля допускается применять холодносплющенную сталь периодического профиля по ГОСТ 6234—52, горячекатаную сталь периодического профиля по ГОСТ 5781—61. сталь марки Ст5 по ГОСТ 380—71 или, как исключение, горячекатаную круглую сталь марки СтЗ по ГОСТ 380—71 с соответствующим увеличением сечения стержней.
Качество арматурной стали, сварных каркасов и сеток должно проверяться в соответствии с требованиями действующих технических условий на контроль прочности арматуры и на сварную арматуру для железобетонных конструкций.
10. Толщина защитного бетонного слоя:
а) для арматуры каркасов в продольных ребрах—15 мм;
б) для арматуры в поперечных ребрах — 25 мм.
Допускаемые отклонения по толщине защитного слоя в ребрах if мм.
Толщина защитного слоя сварной сетки в полке плиты снизу 10 мм, допускаемые отклонения ±5 мм.
11. Внешний вид плит должен удовлетворять следующим требованиям:
а) искривление граней в горизонтальной и вертикальной плоскостях допускается не более 2 мм на каждый метр длины, а на всю длину плиты не более 6 мм;
б) раковины на ребрах и внутренней поверхности плиты допускаются размером не более 10 мм и глубиной не более 5 мм в количестве не свыше двух на каждый погонный метр плиты;
в) на наружной поверхности плиты допускаются местные наплывы и неровности высотой не более 8 мм и раковины размером не более 10 мм, глубиной не более 8 мм;
г) околы граней и углов ребер допускаются на глубину не более 7 мм; в одном поперечном сечении допускается только один окол;
д) околы концов продольных ребер не допускаются;
е) на поверхностях ребер и полки допускаются усадочные трещины шириной не более 0,05 мм;
ж) обнаженная арматура не допускается.
Примечания:
1. Допускаемые околы и раковины должны быть заделаны до установки плит в покрытие.
2. Требование подпункта ж не относится к закладным частям и анкерным деталям.
12. При изготовлении плит должен быть обеспечен пооперационный технологический контроль на всех стадиях производства.
IV. ПРАВИЛА ПРИЕМКИ И МЕТОДЫ ИСПЫТАНИИ
13. Плиты должны приниматься отделом технического контроля (ОТК) предприятия-изготовителя в соответствии с требованиями настоящего стандарта.
При приемке плит проверяют:
а) прочность бетона;
б) внешний вид и размеры плит;
в) толщину защитного бетонного слоя.
14. Прочность бетона определяют испытанием кубиков на сжатие, согласно ГОСТ 10180—67.
15. Если в результате проверки прочность бетона не будет удовлетворять требованиям п. 7 настоящего стандарта, то плиты приемке не подлежат и могут быть предъявлены к вторичной приемке после достижения требуемой прочности бетона.
16. Внешний вид проверяют осмотром каждой плиты с производством надлежащих замеров, согласно п. 116, в, г, д, е, ж настоящего стандарта.
17. Ширину трещин определяют с точностью до 0,01 мм при помощи измерительной лупы.
18. Плиты, не удовлетворяющие хотя бы одному из требований п. 116, в, г, д, е, ж, приемке не подлежат.
19. Для проверки искривления и размеров плит от партии, состоящей из 200 плит одной марки, отбирают образцы в количестве 2%;
Примечания:
1. Каждая партия должна состоять из плит, изготовленных из одних и тех же материалов, и при одной и той же технологии производства.
2. Если число подлежащих приемке плит не кратно 200, то остаток в количестве до 100 шт. присоединяют к последней партии, а остаток свыше 100 шт. считают отдельной партией.
20. Размеры плит определяют с точностью до 1 мм металлическим измерительным инструментом.
21. Искривление граней плиты определяют замером с точностью до 1 мм наибольшего зазора между поверхностью плиты и ребром приложенной к ней выверенной металлической линейки.
22. Если при проверке будет установлено несоответствие хотя бы одного образца требованиям пп. 4 и 11а, то производят вторичный отбор образцов из той же партии в количестве 4%, которые подвергают проверке.
В случае несоответствия хотя бы одного образца из вновь отобранных одному из требований вышеуказанных пунктов, приемку плит производят поштучно.
23. Проверку толщины защитного бетонного слоя производят в двух плитах путем вырубки бетона в середине пролета продольных и торцовых ребер, а также в центре плиты — до обнажения рабочей арматуры.
Примечание. Проверку толщины защитного бетонного слоя допускается производить другими проверенными и достоверными способами без разрушения бетона.
24. В случае несоответствия толщины защитного слоя хотя бы в одной из плит показателям п. 10 настоящего стандарта, производят в том же порядке повторную проверку еще в двух плитах» отобранных из той же партии.
Если толщина защитного слоя хотя бы в одной нз вновь проверенных плит не будет соответствовать показателям п. 10, то вся партия плит приемке не подлежит.
V. МАРКИРОВКА И ПАСПОРТИЗАЦИЯ
25. На наружной и внутренней поверхности каждой плиты (вблизи от торца) должна быть обозначена марка плиты.
На боковой грани верхнего ребра каждой плиты (на расстоянии не более 1 м от конца ребра) должны быть обозначены: марка плиты, дата изготовления и марка предприятия-изготовителя.
26. Каждую партию плит предприятие-изготовитель обязано снабдить документом, в котором удостоверяется соответствие плит требованиям настоящего стандарта и указывается:
а) наименование и адрес предприятия-изготовителя;
б) номер партии и дата ее изготовления;
в) марка, скоростной напор ветра и количество плит;
г) прочность бетона;
д) номер настоящего стандарта.
VI. ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
27. Хранение, транспортирование и монтаж плит должны производиться в рабочем (вертикальном) положении на продольную грань, шестиметровых закладным уголком вверх.
28. Плиты, рассортированные по маркам, должны храниться в штабелях вплотную одна к другой, в один — два ряда по высоте, с расположением полки над полкой.
29. Между горизонтальными рядами на расстоянии не более 50 мм от концов плит должны быть уложены деревянные прокладки сечением не менее 80x30 мм.
Под нижние плиты (примыкающие к основанию) должны быть уложены подкладки. Размеры подкладок должны обеспечивать прочность и устойчивость основания под штабелем.
30. Плиты при перевозке должны устанавливаться вертикально на продольную грань шестиметровым закладом уголком вверх, вдоль направления движения, на прокладки под концами плит.
Все прокладки должны быть одинаковых размеров по толщине и должны укладываться в одной вертикальной плоскости друг над другом. Должны быть приняты меры, чтобы в поперечном и продольном направлениях плиты располагались строго одна над другой и не могли смещаться.
31. При перевозке плит на автомашинах с одноосными прицепами (роспусками) турникет на автомашине должен быть установлен на салазках, обеспечивающих возможность продольного перемещения опоры, а турникет на прицепе должен быть качающегося типа с передачей давления на одну точку; при перевозке плит на роспусках свес плиты за прокладку не должен превышать 500 мм.
32. При хранении и транспортировании должны быть приняты меры, предохраняющие плиты от повреждения и деформирования.
Замена
ГОСТ 380—71 введен взамен ГОСТ 380—50.
ГОСТ 514—48 отменен.
ГОСТ 5781—61 введен взамен ГОСТ 5781—53 и ГОСТ 7314—55.
ГОСТ 10180—67 введен взамен ГОСТ 6901—54 в части методов испытаний бетона на сжатие и изгиб.
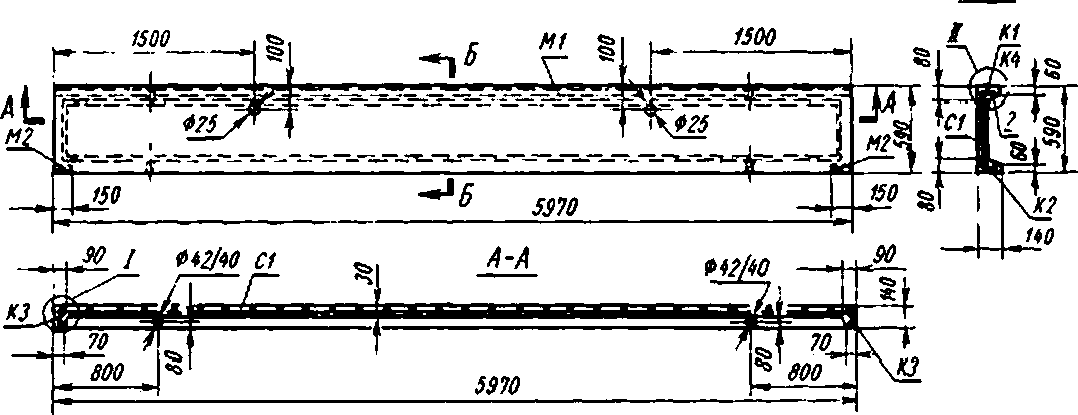
ПРИЛОЖЕНИЕ 1
6-6
ПРИМЕР АРМИРОВАНИЯ ПЛИТ МАРОК ПКЖБ1 И ПКЖБ2
Стр. 8 ГОСТ 8679—57
§
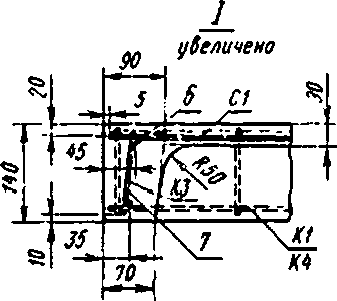
убели чем о
£4/ п/ | R' |
/40 ' |
1 ■ Объем бетона для одной плиты — 0,204 №.
2. Обозначение каркаса, указанное в числителе, относится к плитам марки ПКЖБ1, указанное в знаменателе— к плитам марки ПКЖБ2.
3. Размеры — в миллиметрах.
АРМАТУРНЫЕ ИЗДЕЛИЯ ДЛЯ ПЛИТ МАРОК ПКЖБ1 и ПКЖБ2
Каркасы К1:К4
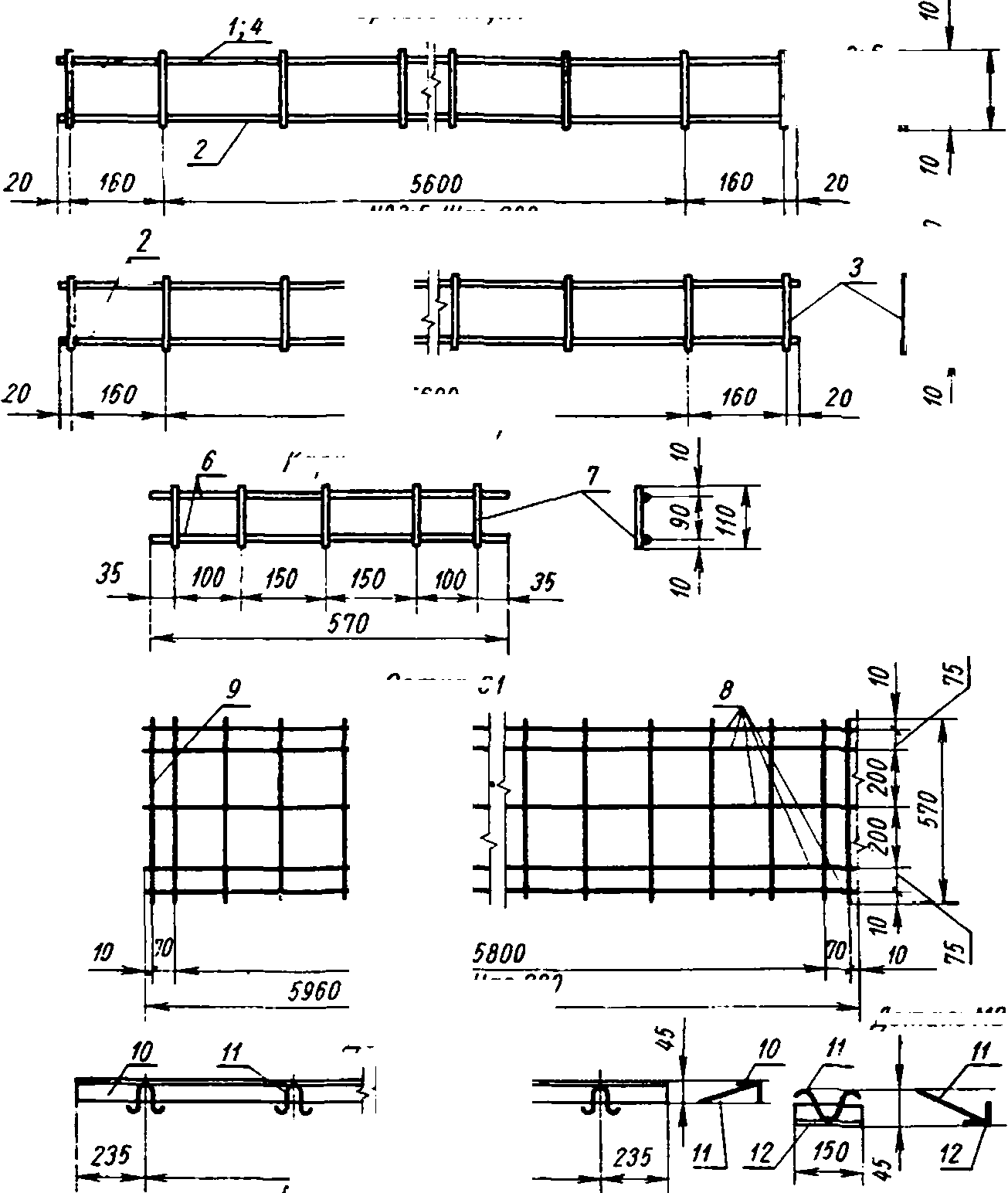
___ 5500 №>Н 'Шаг 500
»—■ | в | |
г | ’V. I—1 2 |
№3;5 Шаг 200
Каркас К2
5600
№3 Шаг 200 Каркас КЗ
Сетка С1
иод шаг 200
Деталь М1
Деталь М2
Стр. 10 ГОСТ 8579—57
СПЕЦИФИКАЦИЯ
АРМАТУРНЫХ ИЗДЕЛИИ И АРМАТУРЫ НА ОДНУ ПЛИТУ
Карк< Мар пад я о 2 Ss | 1СЫ и с ки кБ1 6 t у 2 с О ье у | етка п Ма пкя = к 5 s о о С у | лит: рки КБ2 S - е ° ° 2 | .т о н У £2 | Эскизы стержней (размеры в мм) | Номер, диаметр стержней и размеры уголков мм | Длина стержней и уголков мм | Количество стержней и уголков шт. | Общая длина м |
1 | 5960 | 8 ПЛ | 5960 | 1 | 5,96 | ||||
К1 | 1 | — | — | 2 | 5960 | 6 ПЛ | 5960 | 1 | 5,96 |
3 | 130 | 4 Т | 130 | 31 | 4.03 | ||||
4 | 5960 | 12 ПЛ | 5960 | 1 | 5.96 | ||||
— | — | К4 | 1 | 2 | См. выше | 6 пл | 5960 | 1 | 5.96 |
5 | 130 | 5 Т | 130 | 31 | 4.03 | ||||
К2 | 1 | К2 | 1 | 2 | См. выше | 6 ПЛ | 5960 | 2 | 11.92 |
3 | См. выше | 4 Т | 130 | 31 | 4.03 | ||||
КЗ | 2 | КЗ | 2 | 6 | 570 | 4 Т | 570 | 4 | 2,28 |
7 | 110 | 4 Т | ПО | 10 | 1.1 | ||||
С1 | 1 | С1 | 1 | 8 | 5960 | 3 т | 5960 | 5 | 29.8 |
9 | 570 | 3 Т | 570 | 32 | 18,24 | ||||
10 | — | L40X40X4 | 5970 | 1 | 5,97 | ||||
Ml | 1 | MI | 1 | 11 | -г- » ______________J | 8 | 470 | 12 | 5,64 |
М2 | 2 | М2 | 2 | 12 | — | L40X40X4 | 150 | 2 | 0.94 |
11 | См. выше | 8 | 470 | 2 | 0,3 |
ВЫБОРКА АРМАТУРЫ НА ОДНУ ПЛИТУ (в кг)
Марка плиты | Сталь горячекатаная низколегированная периодического профиля марки 25Г2С по ГОСТ 5781—61 и по ЧМТУ 4995—58 | Проволока холоднотянутая низкоуглеродистая по ГОСТ 6727-53 | Сталь горячекатаная круглая марки СтЗ по ГОСТ 380—71 | Сталь угловая горячекатаная марки СтЗ по ГОСТ 383—71 | Итого | ||||
12 ПЛ | 8 ПЛ | 6 пл | 5 Г | 4 Т | 3 т | 0 8 | L 40 X 40 X4 | ||
ПКЖБ1 | — | 2,4 | 4 | —■ | 1,1 | 2.6 | 2,6 | 16,6 | 28,3 |
ПКЖБ2 | 5,3 | — | 4 | 0,6 | 0,7 | 2,6 | 2.6 | 15,6 | 31,4 |
1. Качество арматурной стали проверяется согласно «Техническим условиям по контролю прочности и жесткости железобетонных деталей сборных конструк-
/ТУ 204—54 1 ции> к мспмхп ) '
2, Качество сварных каркасов и сеток проверяется согласно «Техническим условиям на сварную арматуру для железобетонных конструкций»
/ ТУ 73—56 \
\ МСПМХП /
Замена
ГОСТ 380—71 введен взамен ГОСТ 380—50.
ГОСТ 5781-^61 введен взамен ГОСТ 5781—53 и ГОСТ 7314—55.
ГОСТ 7740—55 отменен.
ГОСТ 9467—60 введен взамен ГОСТ 2523—51 в части разд. I.
Стр. 12 ГОСТ 8579—57
ПРИЛОЖЕНИЕ 2
ПРИМЕР устройства бортовых стенок фонарей из плит МАРОК ПКЖБ1 ■ ПКЖБ2
I. В покрытиях без прогонов ■ из крупнопанельных железобетонных плит без утеплителя я с утеплителем
ЛКЖ51 или ЛКЖБ2
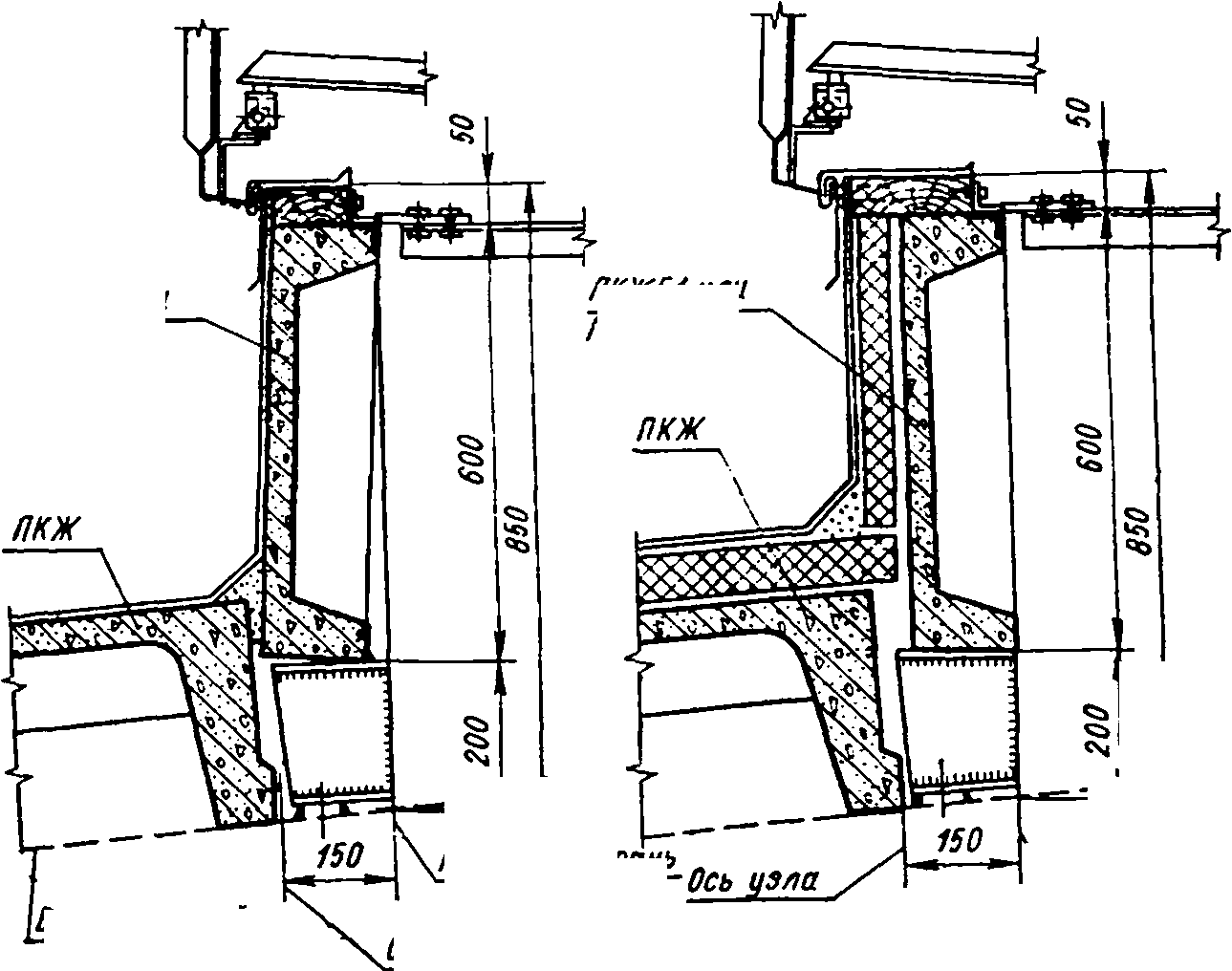
\наружная
Г-М
ноги фонаря
Ось узла
Наружная грань
грань ноги фонаря
Верх несущей__________
конструкции покрытия
Верх несущей конструкции покрытия
ИКЖ61 или ЛКЖБ2
II. В покрытиях с прогонами и из армоцементных плит с утеплителем
ПКЖ61 или ПКЖБ2
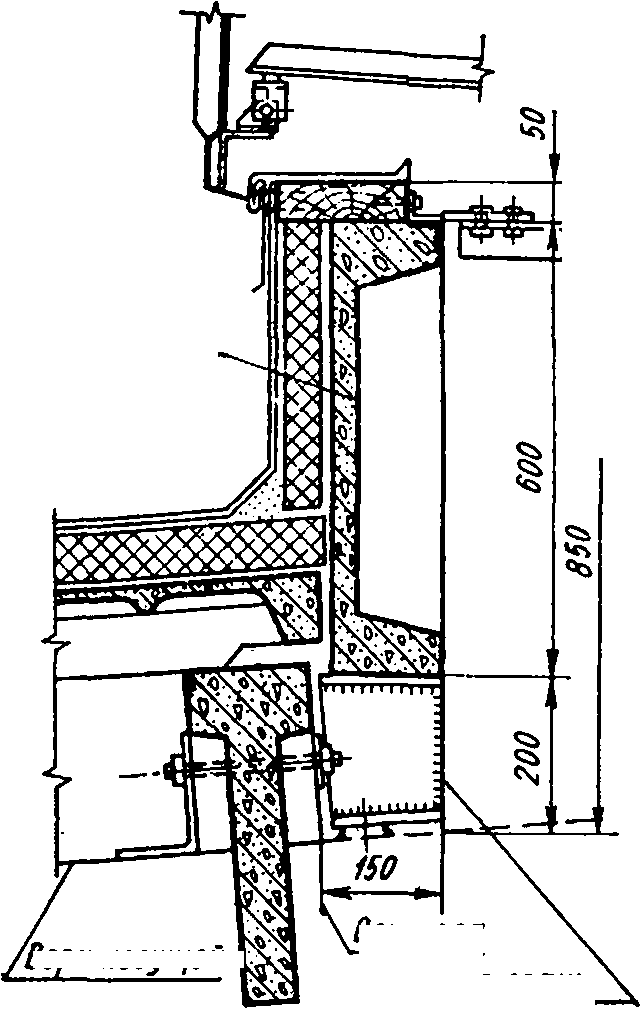
конструкции оокрытия
Верх несущей t
Ось узла Наружная грань ноги фонаря
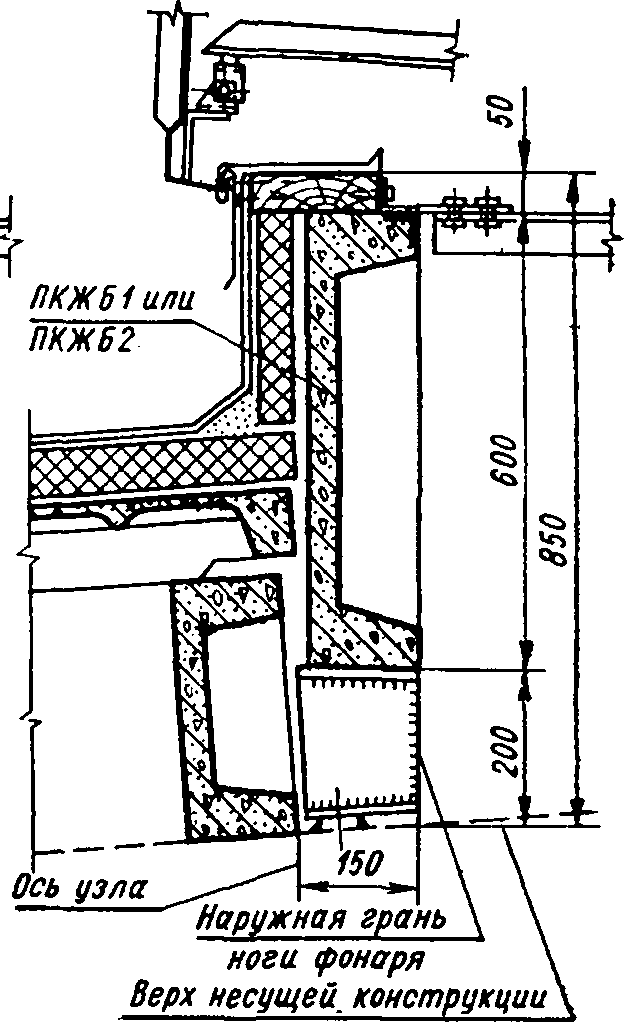
покрытия
Стр. 14 ГОСТ 8579—57
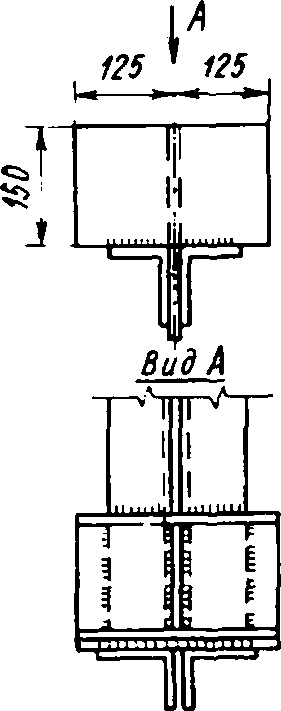
Столик у стальной ноги фонаря для опирания плит
Деталь временного крепления плит (до приварки)
Кляммера
6—2мм
Кляммера
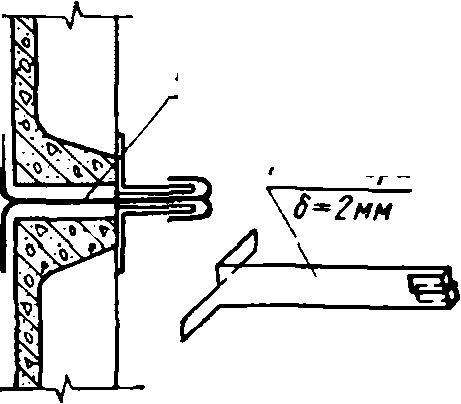
Деталь приварки плит к стальной ноге фонаря
Деталь крепления доски и рычажного прибора для открывания переплета
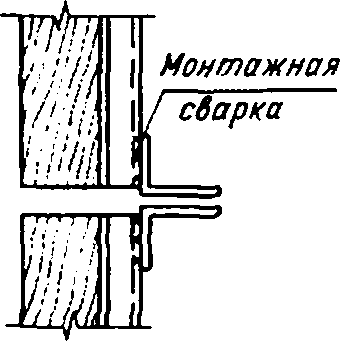
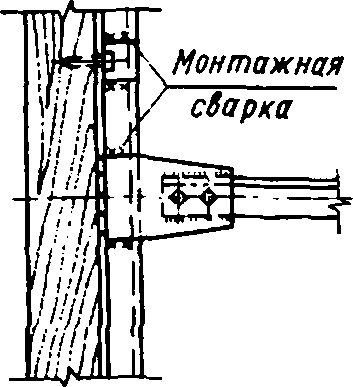
1. Сварка производится электродами марки Э42 по ГОСТ 9467—60.
2. Толщина сварных швов принимается равной толщине привариваемого металла, но не менее 6 мм.
3. Размеры — в миллиметрах.
Замена
ГОСТ 9467—60 введен взамен ГОСТ 2523—51 в части разд. I.
1
Сварка стержней И с уголками 10 и 12 производится электродами марки Э42 по ГОСТ 9467—60. Толщину швов принимать оавной половине диаметра привариваемого стержня.
2
Размеры — в миллиметрах.
{kind=link}