ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
пнет
714—
2024
Нефтяная и газовая промышленность
СИСТЕМЫ ПОДВОДНОЙ ДОБЫЧИ
Соединительные устройства трубопроводов
Издание официальное
Москва
Российский институт стандартизации 2024
ПНСТ 714—2024
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Газпром 335» (ООО «Газпром 335»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 «Нефтяная и газовая промышленность»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 3 июля 2024 г. № 31-пнет
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТР 1.16—2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за 4 мес до истечения срока его действия разработчику настоящего стандарта по адресу: inf@gazprom335.ru и/или в Федеральное агентство по техническому регулированию и метрологии по адресу: 123112 Москва, Пресненская набережная, д. 10, стр. 2.
В случае отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячном информационном указателе «Национальные стандарты» и также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ПНСТ 714—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Сокращения.........................................................................2
4 Общие положения....................................................................2
5 Общие характеристики и проектирование соединительных устройств трубопровода .............4
Приложение А (справочное) Состав комплекта поставки соединительных устройств трубопровода с оборудованием и инструментами..........................................10
Библиография........................................................................12
III
ПНСТ 714—2024
Введение
Создание и развитие отечественных технологий и техники для освоения морских нефтегазовых месторождений должно быть обеспечено современными стандартами, устанавливающим требования к проектированию, строительству и эксплуатации систем подводной добычи. Для решения данной задачи Министерством промышленности и торговли Российской Федерации и Федеральным агентством по техническому регулированию и метрологии реализуется «Программа по обеспечению нормативной документацией создания отечественной системы подводной добычи для освоения морских нефтегазовых месторождений». В объеме работ программы предусмотрена разработка национальных стандартов и предварительных национальных стандартов, областью применения которых являются системы подводной добычи углеводородов.
Целью разработки настоящего стандарта является обеспечение безопасности эксплуатации систем подводной добычи за счет установления общих характеристик и правил проектирования соединительных устройств трубопровода.
IV
ПНСТ 714—2024
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
СИСТЕМЫ ПОДВОДНОЙ ДОБЫЧИ
Соединительные устройства трубопроводов
Petroleum and natural gas industry. Subsea production systems. Connectors of pipelines
Срок действия — с 2024—12—30 до 2027—12—30
1 Область применения
Настоящий стандарт устанавливает общие характеристики и правила проектирования соединительных устройств трубопроводов систем подводной добычи углеводородов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 27.301 Надежность в технике. Расчет надежности. Основные положения
ГОСТ 26349 Соединения трубопроводов и арматура. Давления номинальные. Ряды
ГОСТ ISO 898-1 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ ISO 898-2 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 2. Гайки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ Р 51365 (ИСО 10423:2003) Нефтяная и газовая промышленность. Оборудование для бурения и добычи. Оборудование устья скважины и фонтанное устьевое оборудование. Общие технические требования
ГОСТ Р 53678—2009 (ИСО 15156-2:2003) Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию, и применение чугунов
ГОСТ Р 54123 Безопасность машин и оборудования. Термины, определения и основные показатели безопасности
ГОСТ Р 57123 Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Проектирование с учетом сейсмических условий
ГОСТ Р 58216 Нефтяная и газовая промышленность. Арктические операции. Защита от коррозии морских сооружений
ГОСТ Р 58284 Нефтяная и газовая промышленность. Морские промысловые объекты и трубопроводы. Общие требования к защите от коррозии
ГОСТ Р 59305 (ИСО 13628-1:2005) Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 1. Общие требования и рекомендации
ГОСТ Р 71122 (ИСО 13628-15:2011) Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 15. Подводные конструкции и манифольды
ГОСТ Р ИСО 13628-4 Нефтяная и газовая промышленность. Проектирование и эксплуатация подводных эксплуатационных систем. Часть 4. Подводное устьевое оборудование и фонтанная арматура
Издание официальное
1
ПНСТ 714—2024
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Сокращения
В настоящем стандарте использованы следующие сокращения:
КПП СОД — камера пуска и приема средств очистки и диагностирования;
ЛКП — лакокрасочное покрытие;
ЛТ — линейный тройник;
МРОШ — модуль распределения основного шлангокабеля;
ОУТ — оконечное устройство трубопровода;
ПТФЭ — политетрафторэтилен;
ПФА — подводная фонтанная арматура;
РЭ — руководство по эксплуатации;
СПД — система подводной добычи;
ССО — система соединения оборудования;
СУТ — соединительное устройство трубопровода;
ТИПА — телеуправляемый необитаемый подводный аппарат;
ТО — техническое обслуживание;
ТУ — технические условия;
УТТ — уровень технических требований;
ЭД — эксплуатационная документация;
ЭХЗ — электрохимическая защита.
4 Общие положения
4.1 В общем случае СУТ включают в себя следующие основные элементы:
а) соединительную втулку:
1) направляющий элемент,
2) внутреннюю втулку,
3) другие элементы;
б) головку СУТ:
1) направляющий элемент,
2) стыковочную втулку,
3) другие элементы;
в) уплотнительный элемент/уплотнительную пластину — в общем случае применяют термин «уплотнение»;
г) зажимной механизм.
4.2 Состав комплекта поставки СУТ с оборудованием и инструментами приведен на рисунке А.1.
4.3 СУТ могут быть одноканальными (применяют для подключения одноканальных трубных вставок или КПП СОД) и многоканальными (применяют для подключения многоканальных трубных вставок или шлангокабеля).
2
ПНСТ 714—2024
4.3.1 СУТ является одноканальным, если одна линия подсоединяется и герметизируется при помощи зажимного механизма.
4.3.2 Общий вид основных элементов одноканального СУТ приведен на рисунке 1.
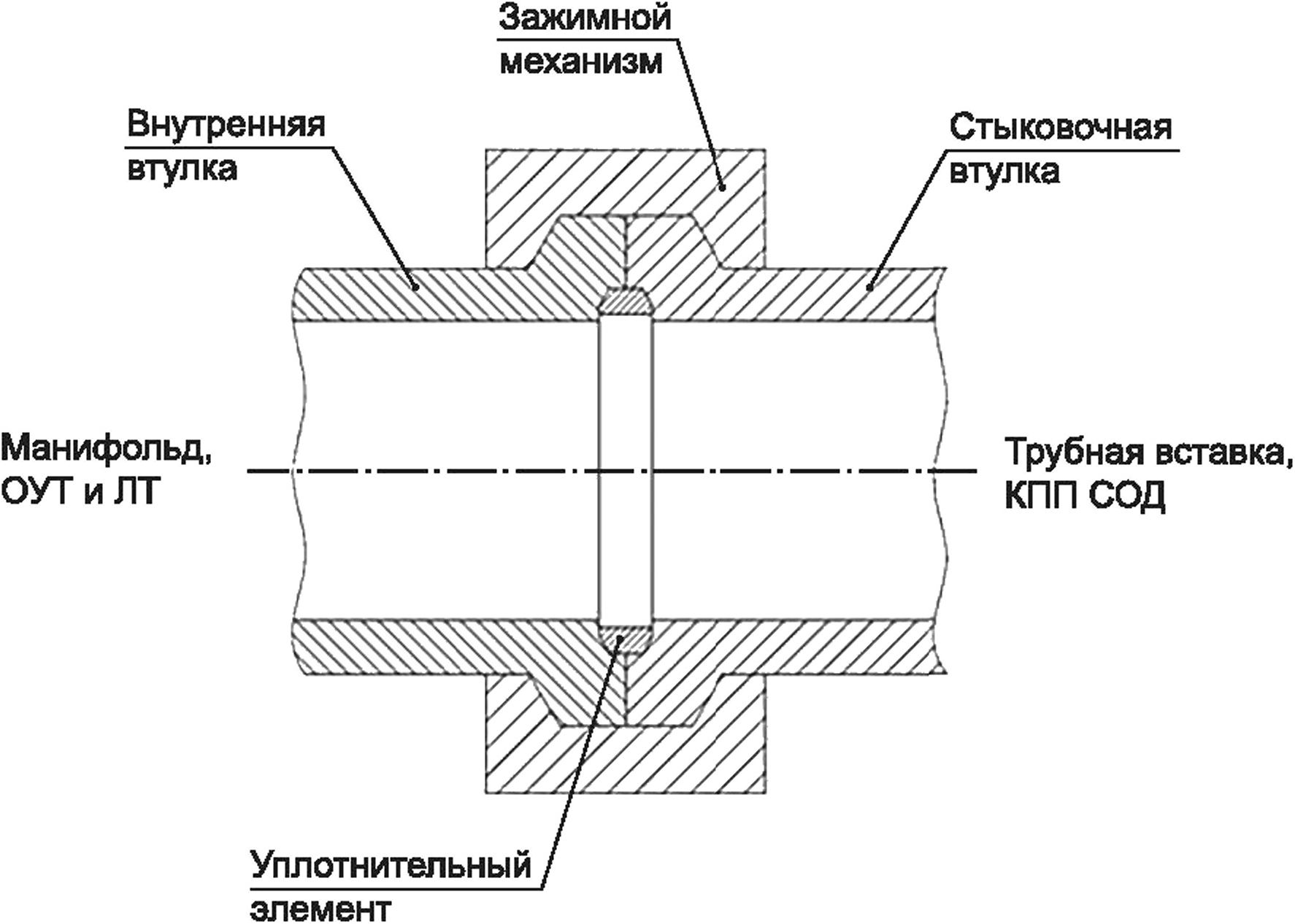
Рисунок 1 — Основные элементы одноканального СУТ
4.3.3 СУТ является многоканальным, если несколько линий подсоединяются и герметизируются совместно посредством активации зажимного механизма.
4.3.4 В случае многоканального СУТ для подсоединения шлангокабеля электрические и волоконно-оптические линии подключают отдельно посредством соответствующих перемычек.
4.3.5 Общий вид основных элементов многоканального СУТ приведен на рисунке 2.
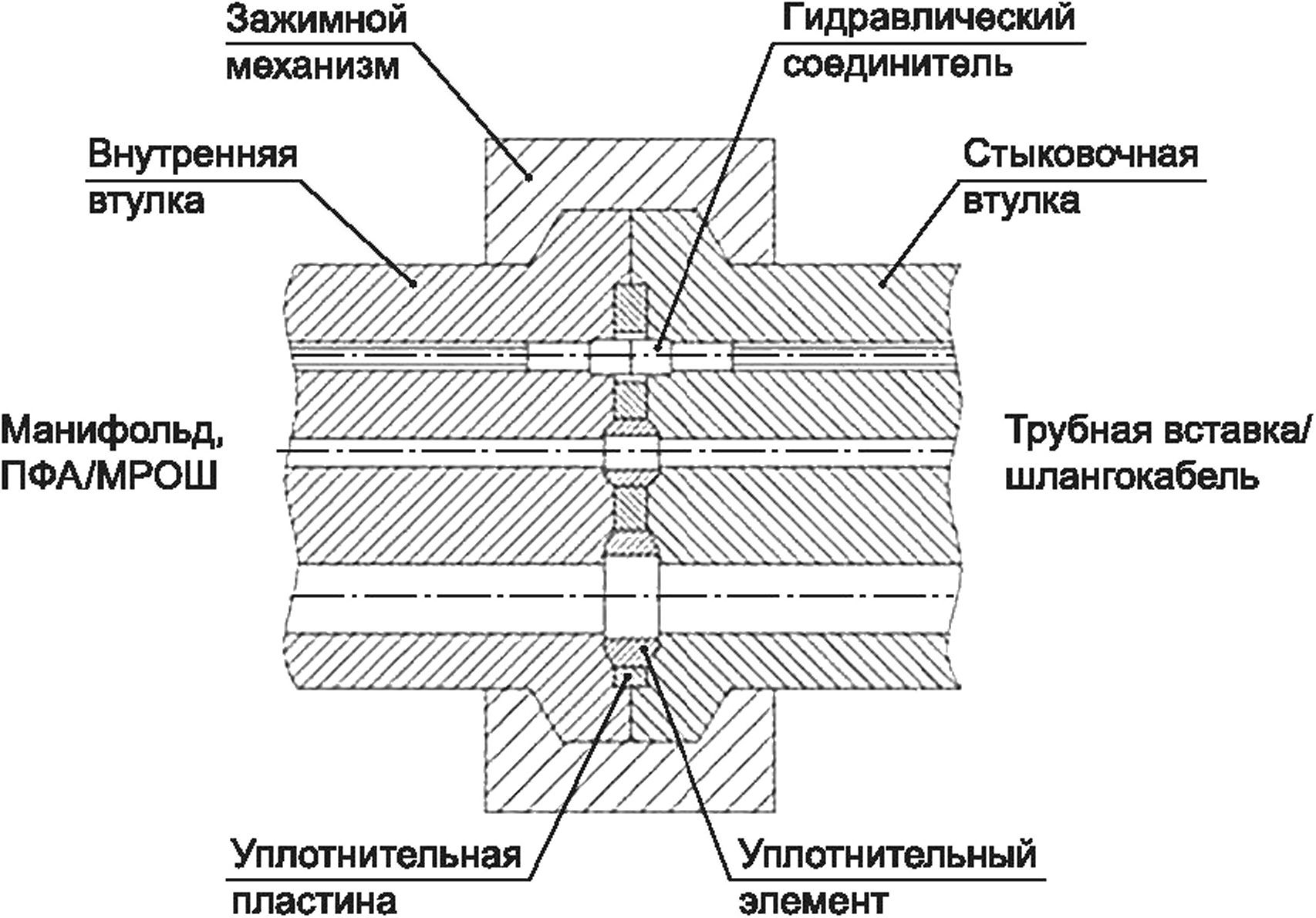
Рисунок 2 — Основные элементы многоканального СУТ
3
ПНСТ 714—2024
4.4 В случае одноканального СУТ между соединительной и стыковочной втулками устанавливают уплотнительный элемент для обеспечения герметичного соединения.
4.5 В случае многоканального СУТ несколько уплотнительных элементов предварительно размещают в уплотнительной пластине для обеспечения позиционирования последних относительно уплотнительных поверхностей, а розеточные и вилочные части гидравлических соединителей размещают во втулках.
4.6 Головка СУТ и соединительная втулка позиционируются относительно друг друга в процессе установки трубной вставки, шлангокабеля или КПП СОД, до и во время процесса соединения. Для этого на головке СУТ и соединительной втулке, или на соединяемых ими элементах оборудования, предусмотрены направляющие элементы, такие как:
- пазы;
- захваты;
- седла;
- отверстия различных форм;
- выступы;
- шипы и т. п.
4.7 Зажимной механизм создает усилие, необходимое для обеспечения уплотнения между соединительной и стыковочной втулками, и натяг, обеспечивающий герметичность в процессе эксплуатации.
4.8 В общем случае оборудование и инструменты СУТ включают в себя следующие основные элементы:
- инструменты установки и соединения СУТ;
- транспортировочную оснастку;
- оборудование настройки;
- оборудование для эксплуатации, консервации и защиты.
4.9 Инструменты установки и соединения СУТ включают в себя:
а) инструмент очистки втулок;
б) камеру осмотра втулок (опционально);
в) инструмент замены уплотнений (для одноканального соединения);
г) инструмент замены уплотнительной пластины (для одноканального соединения);
д) инструмент закрытия/открытия зажимного механизма;
е) перемычку гидравлическую (опционально);
ж) инструмент подтягивания;
и) съемный направляющий элемент;
к) приспособления для монтажа на морском дне:
1) съемное грузозахватное приспособление,
2) корзину для инструментов,
3) такелаж.
4.10 Транспортировочная оснастка включает в себя:
- транспортную раму;
- такелаж.
4.11 Оборудование настройки включает в себя инструмент калибровки для инструмента закрытия/ открытия зажимного механизма.
4.12 Оборудование для эксплуатации, консервации и защиты включает в себя:
- заглушки высокого давления;
- заглушки низкого давления;
- крышки низкого давления;
- заглушки от шлама.
5 Общие характеристики и проектирование соединительных устройств трубопровода
5.1 Общие сведения
5.1.1 Конструкция СУТ, оборудования и инструментов СУТ должна соответствовать положениям настоящего стандарта. Дополнительно необходимо учитывать ГОСТ Р 59305, ГОСТ Р ИСО 13628-4, см. также [1].
4
ПНСТ 714—2024
5.1.2 Технология монтажа/демонтажа и управления механизмами СУТ должна исключать работу водолазов и осуществляться с помощью инструментов установки и соединения СУТ, ТИПА и грузоподъемных устройств.
5.1.3 Инструменты установки и соединения СУТ должны обеспечивать:
- позиционирование головки СУТ относительно соединительной втулки во время монтажа трубной вставки, шлангокабеля или КПП СОД;
- подтягивание трубной вставки, шлангокабеля или КПП СОД;
- закрытие и открытие зажимного механизма;
- очистку уплотнительной поверхности втулок;
- визуальный контроль степени загрязнения уплотнительной поверхности втулок;
- замену уплотнительного элемента/уплотнительной пластины без демонтажа трубной вставки, шлангокабеля или КПП СОД;
- точку подвеса во время спуска/подъема головки СУТ совместно с трубной вставкой, шлангока-белем или КПП СОД с судна с возможностью отсоединения/присоединения под водой;
- распределение гидравлической жидкости и/или химических реагентов между инструментами;
- возможность хранения на судне;
- спуск/подъем головки СУТ совместно с трубной вставкой, шлангокабелем или КПП СОД через зону периодического смачивания к месту монтажа;
- спуск/подъем инструментов через зону периодического смачивания к месту монтажа;
- монтаж/демонтаж, спуск/подъем заглушек высокого давления через зону периодического смачивания;
- проведение калибровки инструментов перед непосредственным спуском под воду.
5.1.4 Для закрытия и открытия зажимного механизма хомутового типа применяют вращательный инструмент.
5.1.5 Для закрытия и открытия зажимного механизма цангового типа применяют соединительный инструмент.
5.1.6 Оборудование для эксплуатации, консервации и защиты, входящее в состав оборудования и инструментов СУТ согласно рисунку А.1), состоит из нескольких видов заглушек, выполняющих роль барьеров, которые должны обеспечить изоляцию трубного пространства от окружающей среды, а также предохранить уплотнительный и внешний профили втулки от повреждений и загрязнения.
5.1.7 Заглушка/крышка низкого давления предназначена для консервации трубного пространства при давлении окружающей среды, в том числе при давлении воды на глубине установки, до планируемого ввода оборудования в эксплуатацию.
5.1.8 Заглушка высокого давления предназначена для консервации и герметичного закрытия трубного пространства компонента СПД, заполненного пластовым флюидом или технологической жидкостью, в период эксплуатации при рабочем давлении на рабочей глубине.
5.1.9 Защитная заглушка (заглушка от шлама) предназначена для обеспечения защиты уплотнительной поверхности соединительной втулки и должна предотвращать попадание загрязнения во внутреннюю полость трубопровода, шлангокабеля или КПП СОД и в зону уплотнения соединения во время монтажных операций по установке и ТО под водой после демонтажа заглушки высокого/низкого давления.
5.2 Основные показатели и характеристики
5.2.1 Элементы СУТ, контактирующие с пластовым флюидом, должны обеспечивать работу при следующих значениях номинальных давлений: 10,0; 12,5; 16,0; 20,0; 25,0; 34,5 и 69,0 МПа в соответствии с ГОСТ Р ИСО 13628-4 и ГОСТ 26349.
5.2.2 Классы применяемых материалов и температурные характеристики
Элементы СУТ — в соответствии с ГОСТ Р 51365.
5.2.3 Элементы СУТ, контактирующие с пластовым флюидом, должны обеспечивать работу во всем диапазоне рабочих температур пластового флюида во всех режимах работы СУТ, в том числе в режимах пуска/останова.
5.3 Конструкция
5.3.1 Конструкция СУТ, оборудования и инструментов должна обеспечивать герметичность сопряжения при подключении трубных вставок, шлангокабеля, КПП СОД к оборудованию СПД.
5
ПНСТ 714—2024
5.3.2 Необходимо, чтобы конструкция СУТ, оборудования и инструментов обеспечила осевое и угловое выравнивание при подключении трубных вставок, шлангокабеля, КПП СОД к оборудованию СПД.
5.3.3 Конструкция СУТ, оборудования и инструментов должна учитывать нагрузки, возникающие на этапах установки, эксплуатации, ТО и вывода из эксплуатации как самих СУТ, так и компонентов СПД, на которых они располагаются (манифольд, ПФА, ОУТ, ЛТ и т. д.).
5.3.4 Конструкции для защиты СУТ (отдельно стоящие или являющиеся частью защитных конструкций оборудования СПД) должны выдерживать воздействие нагрузок от падающих объектов согласно ГОСТ Р 59305.
5.3.5 Необходимо, чтобы конструкции СУТ выдерживали воздействие нагрузок от ТИПА (см. [1]).
5.3.6 Интерфейсы для взаимодействия с ТИПА следует защищать от механических повреждений при выполнении грузоподъемных и монтажных операций, позиционировании и стыковке ТИПА.
5.3.7 Подвижные и съемные части конструкции СУТ, оборудования и инструментов должны предусматривать фиксаторы закрытого, открытого положений и, если это предусмотрено, промежуточных положений.
5.3.8 Фиксаторы СУТ, оборудования и инструментов оборудуют индикаторами положения.
5.3.9 Все элементы, предназначенные для подводной установки и прохождения через зону периодического смачивания, оборудуют грузоподъемными обухами согласно ГОСТ Р 59305.
5.3.10 Все глухие и закрытые несущие элементы конструкции СУТ, оборудования и инструментов, выполненные из профильных и круглых труб, а также металлического листа, должны иметь сквозные отверстия для пропуска морской воды с целью предотвращения смещения центра тяжести при операциях спуска и подъема, облегчения прохождения зоны периодического смачивания, а также для предотвращения их механического повреждения под действием внешнего давления.
5.3.11 Необходимо чтобы конструкция заглушек высокого и низкого давления предусматривала выравнивание давления трубного пространства трубных вставок и компонентов СПД, заполненных пластовым флюидом или технологической жидкостью, с внешней средой в погруженном состоянии.
5.3.12 Конструкция СУТ должна предусматривать возможность замены уплотнительного элемен-та/уплотнительной пластины без извлечения головки СУТ с трубной вставкой, шлангокабелем или КПП СОД на поверхность.
5.3.13 Подвижные и съемные части конструкции СУТ, оборудования и инструментов должны предусматривать элементы направления и позиционирования.
5.3.14 Конструкция СУТ, оборудования и инструментов, при необходимости их размещения на грунте, должна предусматривать наличие ограничителей погружения в грунт.
5.3.15 Конструкция СУТ, оборудования и инструментов должна обеспечивать доступ к соответствующим интерфейсам для ТИПА и специализированных инструментов, спускаемых при помощи грузоподъемных устройств, для выполнения технологических операций.
5.3.16 Необходимо чтобы конструкция СУТ, а также оборудования и инструментов, защищаемых ЭХЗ, обеспечивала непрерывность электрической цепи между всеми составными частями, кроме тех, что выполнены из материалов, стойких к коррозии в морской воде. Для обеспечения электрического контакта допускается применять кабели с медной многопроволочной жилой номинальным сечением не менее 16 мм2 и устойчивой к морской воде полимерной изоляцией. Электрическое сопротивление кабелей — не более 0,1 Ом. Соединение кабеля с соединяемыми частями должно быть сварным. Взамен сварки допускается контактное соединение кабеля с защищаемой поверхностью при помощи болта и шайб с наружными зубьями, при этом металлическую поверхность в местах контакта необходимо зачищать.
5.3.17 В случае, если предусмотрено прохождение средств очистки и диагностики через СУТ, внутренний диаметр должен быть полнопроходным и не препятствовать перемещению средств очистки и диагностики в обоих направлениях.
5.3.18 Механизмы, приводимые в движение с помощью манипулятора ТИПА, оборудуют рукояткой, выполненной согласно требованиям, приведенным в [1].
5.3.19 Требования к интерфейсу сопряжения вращательных инструментов приведены в [1].
5.3.20 Конструкция вращательных инструментов должна предусматривать предварительную настройку рабочего крутящего момента и его контроль во время работы.
5.3.21 При необходимости с целью приведения массы элементов СУТ, оборудования и инструментов в соответствие с нагрузочной способностью манипуляторов ТИПА в воде и/или грузоподъемностью ТИПА в конструкции элементов предусматривают элементы, имеющие положительную плавучесть.
6
ПНСТ 714—2024
5.3.22 Требования к штепсельному гидравлическому соединению для подачи гидравлической жидкости приведены в [1].
5.3.23 Конструкция штепсельного гидравлического соединения должна обеспечить отсутствие гидравлического запирания жидкости.
5.3.24 Быстроразъемные соединители: гидравлические, электрические и волоконно-оптические, выполняют в подводном исполнении, а именно: рассчитывают на герметичность в условиях внешнего давления и на коррозионную стойкость в морской воде.
5.4 Показатели надежности и показатели безопасности
5.4.1 СУТ, оборудование и инструменты являются группой обслуживаемых, восстанавливаемых и ремонтопригодных объектов.
5.4.2 Ремонтопригодность СУТ, оборудования и инструментов обеспечивают конструктивными решениями, позволяющими выполнять ТО и ремонт элементов.
5.4.3 Если назначенный срок хранения превышает срок консервационной защиты, РЭ и ТУ должны содержать меры по переконсервации.
5.4.4 Составные части СУТ, требующие ТО или ремонта в течение срока безотказной работы должны дублироваться и/или конструктивно обладать возможностью замены без демонтажа СУТ с трубной вставкой, шлангокабелем или КПП СОД и/или основных конструкций манифольда, ПФА и т. д.
5.4.5 Для обеспечения надежности и выявления опасных состояний, в результате которых создается угроза жизни и здоровью людей, целостности объекта эксплуатации и сопрягаемым с ним объектам, а также окружающей среде, требуется проведение мониторинга технического состояния и проведение ТО СУТ, оборудования и инструментов. Состав и периодичность необходимых процедур указывают в РЭ; по меньшей мере, они включают:
- визуальный осмотр;
- неразрушающий контроль;
- очистку от биологических обрастаний;
- замену неметаллических уплотнений согласно сроку службы, заявленному изготовителем.
5.4.6 Соединители трубопроводов и соединительные элементы разъемов гидравлических соединителей должны соответствовать ГОСТ Р ИСО 13628-4.
5.4.7 Программа обеспечения надежности СУТ, оборудования и инструментов — в соответствии с ГОСТ 27.301.
5.4.8 Контроль и порядок обеспечения показателей безопасности — в соответствии с ГОСТ Р 54123.
5.4.9 Показатели надежности и безопасности СУТ, оборудования и инструментов указывают в ЭД и ТУ.
5.4.10 СУТ должны выдерживать сейсмические воздействия, соответствующие региону, в котором они применяются, согласно ГОСТ Р 57123.
5.5 Покрытия
5.5.1 Крепежные изделия из углеродистых низколегированных сталей, используемые в СУТ кроме рамных и защитных конструкций, должны быть покрыты электролитическим цинком либо химическими покрытиями, такими как фосфаты, либо покрытиями на основе ПТФЭ (при обеспечении электропроводности соединения) согласно ГОСТ Р 59305.
При электролитическом цинковании материал крепежа с величиной временного сопротивления разрыву более 1000 МПа или значением твердости, превышающим 31 HRC, рекомендуется подвергнуть дополнительной термообработке (см. [2]) для снижения склонности стали к водородному охрупчиванию.
5.5.2 Крепежные изделия не допускается покрывать кадмиевым покрытием.
5.5.3 Антифрикционные покрытия, такие как покрытия на основе ПТФЭ, выбирают с учетом срока службы и условий эксплуатации.
5.5.4 Наружные антикоррозионные покрытия оборудования СУТ, оборудования и инструментов выбирают в соответствии с рекомендациями, приведенными в ГОСТ Р 58284 и ГОСТ Р 58216.
5.5.5 Материалы ЛКП выбирают в соответствии с рекомендациями, приведенными в ГОСТ Р 58284 и ГОСТ Р 58216, а также с учетом показателей, приведенных в таблице 1.
7
ПНСТ 714—2024
Таблица 1 — Показатели ЛКП
Наименование показателей | Значение показателей |
Внешний вид покрытия | Равномерная сплошная пленка без пропусков и видимых дефектов |
Диэлектрическая сплошность покрытия (отсутствие пробоя), кВ/мм | Не менее 5,0 |
Адгезионная прочность методом нормального отрыва, МПа | Не менее 5,0 |
Минимальное количество слоев | 2 |
Толщина покрытия, мкм | В соответствии с технической документацией, но не менее 350 |
Величина распространения коррозии в одну из сторон от надреза (шириной 2 мм) при погружении в морскую воду в течение 4200 ч, мм | Не более 3 |
Снижение адгезионной прочности методом нормального отрыва при погружении в морскую воду в течение 4200 ч, % | Не более 50 |
Площадь отслаивания покрытия при катодной поляризации в течение 4200 ч, мм2 | Не более 3 |
5.5.6 Цветовые решения ЛКП системы соединительных элементов выполняют по ГОСТ Р 59305.
5.6 Материалы
5.6.1 Материалы для изготовления СУТ, оборудования и инструментов выбирают по ГОСТ Р 59305, ГОСТ Р 53678, см. также [3], [4], и с учетом заданных условий эксплуатации, включая:
- параметры окружающей среды (минимальная температура и давление, наличие внешних воздействий);
- свойства рабочей среды (максимальная и минимальная температура, номинальное рабочее давление, взрывоопасность, наличие примесей, приводящих к эрозионному износу, скорость потока);
- химический состав рабочей среды [уровень кислотности (pH), парциальное давление сероводорода, содержание углекислого газа (СО2) и хлоридов, присутствие и концентрация химических реагентов];
- дополнительные факторы, влияющие на коррозию (наличие потенциальных гальванических пар, щелевых зазоров, биологического обрастания).
5.6.2 Материалы СУТ, оборудования и инструментов с подтвержденным положительным опытом использования в оборудовании СПД являются приоритетными при выборе.
5.6.3 Значение фактического предела текучести применяемых сталей и сплавов, находящихся под ЭХЗ в морской воде, не должно превышать 950 МПа согласно ГОСТ Р 59305.
5.6.4 Твердость металлических материалов под ЭХЗ в морской воде — не более 35 HRC или 328 НВ по ГОСТ Р 59305.
5.6.5 Твердость металла различных зон сварных соединений низколегированных сталей в контакте с морской водой не должна превышать 350 HV10 согласно ГОСТ Р 59305.
5.6.6 Применение автоматных сталей для материалов подводных конструкций не допускается согласно ГОСТ Р 59305.
5.6.7 Применение титана и его сплавов для элементов, находящихся под ЭХЗ не рекомендуется (см. [3]).
5.6.8 Низколегированные стали, применяемые для сварных соединений, согласно ГОСТ Р 59305 должны иметь установленный минимальный предел текучести не выше 560 МПа.
5.6.9 Низколегированные стали в контакте с флюидом должны иметь уровень твердости не более 22 HRC и поставляться в одном из указанных в ГОСТ Р 53678—2009 (пункт А.2.1.2) термообработанных состояний.
8
ПНСТ 714—2024
5.6.10 Материалы элементов СУТ должны соответствовать УТТ 3/3G (PSL 3/3G) согласно ГОСТ Р 51365.
5.6.11 Поверхности элементов СУТ, контактирующие с пластовым флюидом, в том числе зоны уплотнительных поверхностей, изготовленные из низколегированных сталей, должны быть защищены антикоррозионной наплавкой из никелевого сплава 625. Следует использовать наплавочную проволоку марки ERNiCrMo-3.
5.6.12 Содержание железа в поверхностном слое наплавки из сплава 625 после окончательной механической обработки не должно превышать 10 % по массе (см. [3]).
5.6.13 Металлические кольцевые уплотнения для втулок системы соединительных элементов, контактирующих с пластовым флюидом и морской водой, следует изготавливать из коррозионно-стойких сплавов.
5.6.14 Твердость материала металлических кольцевых уплотнений соединительных втулок должна быть ниже твердости материалов поверхностей, соприкасающихся с уплотнением по ГОСТ Р 59305.
5.6.15 Минимальное значение предела текучести крепежных изделий под ЭХЗ не должно превышать 725 МПа (см. [3]).
5.6.16 Крепежные изделия системы соединительных элементов изготавливают из углеродистой или низколегированной стали с учетом 5.6.17—5.6.19.
5.6.17 Для болтов из углеродистой и низколегированных сталей класс прочности не должен превышать характеристики класса 8.8 согласно ГОСТ ISO 898-1 и характеристики класса 8 для гаек согласно ГОСТ ISO 898-2 при максимальной допустимой твердости 300 HBW или 32 HRC. Для каждой поставки, партии и типоразмера необходимо провести измерения твердости.
5.6.18 Твердость металла крепежных изделий, находящихся в контакте с флюидом, не должна превышать 22 HRC согласно ГОСТ Р 53678—2009 (пункт А.2.2.4).
5.6.19 Твердость материала гайки должна быть ниже твердости материала болта.
5.6.20 Неметаллические материалы СУТ, оборудования и инструментов должны быть стойкими к воздействию рабочих сред в диапазоне рабочих температур в течение всего срока эксплуатации.
5.6.21 Неметаллические материалы уплотнений, контактирующих с пластовым флюидом, должны быть стойкими к быстрой декомпрессии и старению в углеводородной среде.
5.6.22 Материал протекторов ЭХЗ следует подбирать в зависимости от условий эксплуатации в соответствии с ГОСТ Р 58284.
5.6.23 Химический состав и электрохимические характеристики материала протекторов ЭХЗ должны соответствовать с ГОСТ Р 58284.
5.6.24 Материалы и сварные соединения СУТ должны соответствовать минимальным и средним значениям энергии удара согласно ГОСТ Р 71122.
5.6.25 Болты, подвергающиеся циклическим нагрузкам, следует подвергать испытанию на удар.
9
ПНСТ 714—2024
Приложение А (справочное)
Состав комплекта поставки соединительных устройств трубопровода с оборудованием и инструментами
Состав комплекта поставки СУТ с оборудованием и инструментами приведен на рисунке А.1.
10
ПНСТ 714—2024
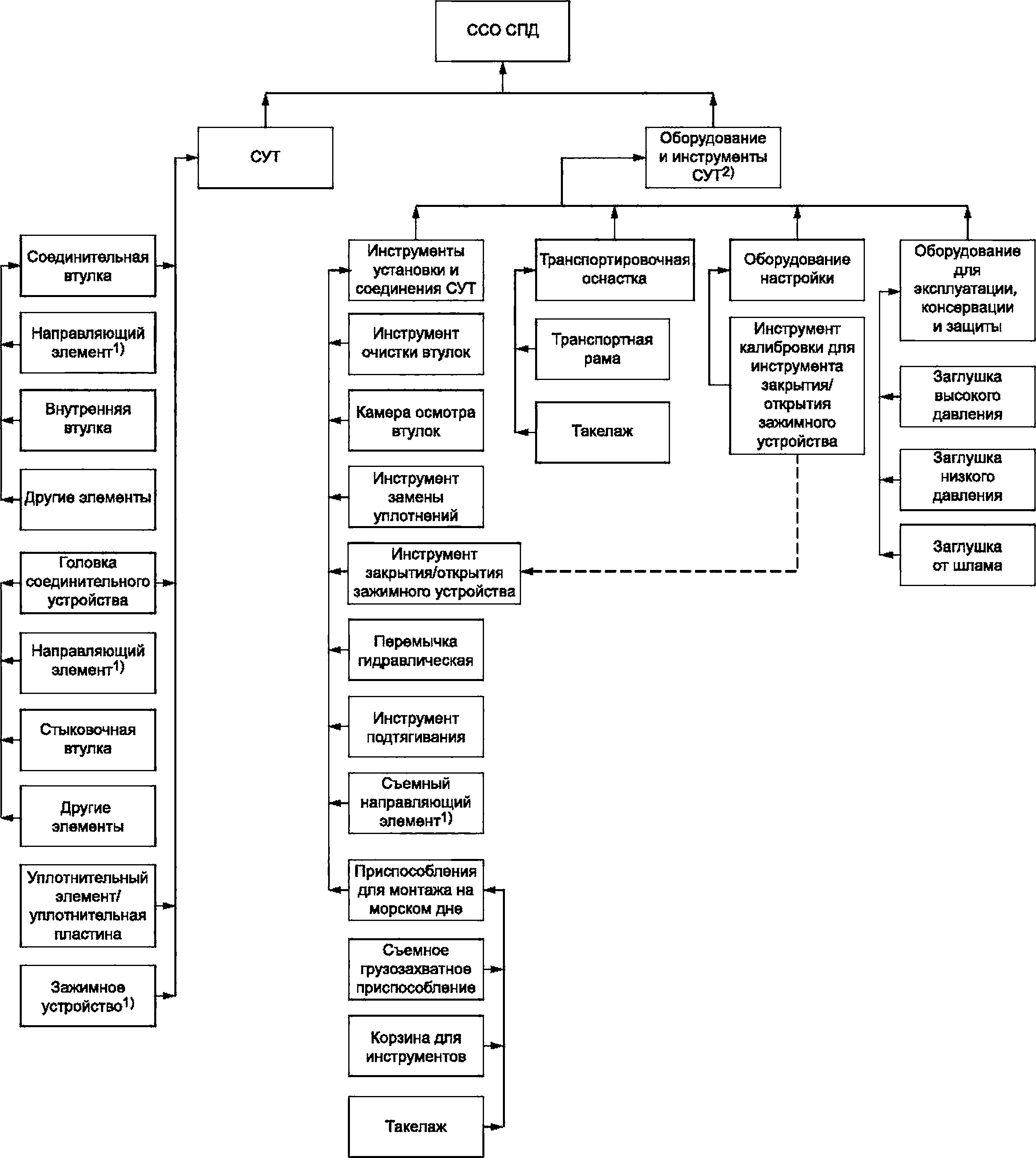
1) Состав комплекта зависит от конструктивного решения СУТ. Элементы могут быть отдельными сборками или интегрированными в другие элементы. Элементы могут быть съемными и несъемными.
2) Номенклатура инструментов и их конструктивное решение зависит от монтажной схемы ССО и конструктивного решения СУТ. Функционал нескольких инструментов может быть объединен в одном инструменте. Функционал одного инструмента допускается распределять между несколькими элементами.
Рисунок А.1 — Состав комплекта поставки СУТ с оборудованием и инструментами
11
ПНСТ 714—2024
Библиография
[1] ИСО 13628-8:2002 | Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 8. Интерфейсы дистанционно управляемых аппаратов (ROV) на системах подводной добычи. [Petroleum and natural gas industries. Design and operation of subsea production systems. Part 8. Remotely Operated Vehicle (ROV) interfaces on subsea production systems] |
[2] ИСО 9588:2007 | Покрытия металлические и другие неорганические покрытия. Обработка чугуна или стали после нанесения покрытия для снижения риска водородного охрупчивания (Metallic and other inorganic coatings — Post-coating treatments of iron or steel to reduce the risk of hydrogen embrittlement) |
[3] ИСО 21457:2010 | Нефтяная, нефтехимическая и газовая промышленности. Выбор материалов и коррозионный контроль систем добычи нефти и газа (Petroleum, petrochemical and natural gas industries — Materials selection and corrosion control for oil and gas production systems) |
[4] ИСО 15156-3:2020 | Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 3. Трещиностойкие (коррозионно-стойкие) и другие сплавы [Petroleum and natural gas industries — Materials for use in H2S-containing environments in oil and gas production — Part 3: Cracking-resistant CRAs (corrosion-resistant alloys) and other alloys] |
УДК 622.276.04:006.354
ОКС 75.020
Ключевые слова: нефтяная и газовая промышленность, системы подводной добычи, соединительные устройства трубопроводов
Редактор М.В. Митрофанова Технический редактор И.Е. Черепкова Корректор Р.А. Ментова Компьютерная верстка Е.А. Кондрашовой
Сдано в набор 05.07.2024. Подписано в печать 19.07.2024. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 1,86. Уч.-изд. л. 1,58.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}