ГОСТ Р 71204-2024
(ИСО 13628-5:2009)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
ПРОЕКТИРОВАНИЕ И ЭКСПЛУАТАЦИЯ СИСТЕМ ПОДВОДНОЙ ДОБЫЧИ
Часть 5
Подводные управляющие шлангокабели
Petroleum and natural gas industries. Design and operation of subsea production systems. Part 5. Subsea control umbilicals
ОКС 75.020
75.180.10
75.180.99
Дата введения 2024-02-01
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Газпром морские проекты" (ООО "Газпром морские проекты") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 23 "Нефтяная и газовая промышленность"
3 УТВЕРЖДЕН и ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 17 января 2024 г. № 19-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 13628-5:2009* "Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 5. Подводные шлангокабели" (ISO 13628-5:2009 "Petroleum and natural gas industries - Design and operation of subsea production systems - Part 5: Subsea umbilicals", MOD) путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту.
Кривая допустимой нагрузки приведена в дополнительном приложении ДА.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДБ
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
Настоящий стандарт разработан с целью совершенствования национальной нормативной базы Российской Федерации, обеспечивающей единый подход к проектированию и эксплуатации систем подводной добычи и входящих в ее состав элементов. Формирование комплекса стандартов для системы подводной добычи, в соответствии с основами национальной стандартизации и принципами гармонизации документов национальной системы стандартизации с международной, осуществляется на основе применения международных стандартов, отражающих передовой зарубежный опыт, лучшие мировые практики и современные методики проектирования.
При этом с целью повышения научно-технического уровня комплекса национальных стандартов учета особенностей объектов и аспектов стандартизации, которые характерны для Российской Федерации, в том числе в силу ее климатических и географических факторов, а также для учета накопленного отечественного и зарубежного опыта проектирования, строительства и эксплуатации системы подводной добычи в период времени с момента ввода в действие применяемого международного стандарта, техническое содержание национального стандарта модифицировано по отношению к применяемому международному стандарту.
При разработке настоящего стандарта также использована модифицированная форма применения международного стандарта, которая определена необходимостью внесения технических отклонений, изменения структуры и их идентификации.
Настоящий стандарт устанавливает правила и общие принципы, которые следует соблюдать при проектировании, изготовлении, укладке и эксплуатации шлангокабелей в составе системы управления подводной добычей.
Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 13628-5:2009 "Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 5. Подводные шлангокабели". При этом рисунок, содержащий пример кривых допустимых нагрузок на шлангокабель, перенесен из раздела 3 в дополнительное приложение ДА, в раздел 3 добавлены терминологические статьи. В приложении I исключен пример расчета в английской системе мер. В раздел 15 добавлены дополнительные положения, устанавливающие порядок оформления результатов ремонта и общие принципы эксплуатации шлангокабеля.
В целях улучшения понимания пользователями некоторых положений настоящего стандарта, а также для учета требований российских нормативных правовых актов, нормативно-технических документов и отечественной специфики проектирования, строительства и эксплуатации морских нефтегазопромысловых сооружений, в текст внесены изменения и дополнения, выделенные курсивом.
1 Область применения
Настоящий стандарт устанавливает правила и общие принципы проектирования, выбора материалов, изготовления, испытаний, укладки и эксплуатации подводных управляющих шлангокабелей (далее - шлангокабелей) и входящего в их состав вспомогательного оборудования в составе системы подводной добычи (СПД). Состав вспомогательного оборудования не включает технические средства для надводной части шлангокабеля, которые расположены после надводного оконечного устройства шлангокабеля и постоянно не соединены с ним.
Настоящий стандарт распространяется на шлангокабели, в состав которых входят такие элементы, как электрические кабели, оптические кабели, трубы из термопластичных полимеров и металлические трубы.
Настоящий стандарт распространяется на шлангокабели, эксплуатируемые в статических и динамических условиях и соединяющие оборудование, расположенное как на поверхности, так и под водой.
Настоящий стандарт не распространяется на интерфейсы на соединяемом оборудовании, за исключением случаев, когда указанные интерфейсы влияют на технические параметры шлангокабеля или вспомогательного оборудования.
Настоящий стандарт не распространяется на металлические или полимерные трубы, рассчитанные на давление менее 7 МПа.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 25.101 Расчеты и испытания на прочность. Методы схематизации случайных процессов нагружения элементов машин и конструкций и статистического представления результатов
ГОСТ 550 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. Технические условия
ГОСТ 2990 Кабели, провода и шнуры. Методы испытания напряжением
ГОСТ 3345 Кабели, провода и шнуры. Метод определения электрического сопротивления изоляции
ГОСТ 6996 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7229 Кабели, провода и шнуры. Метод определения электрического сопротивления токопроводящих жил и проводников
ГОСТ 9450 Измерение микротвердости вдавливанием алмазных наконечников
ГОСТ 10692 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11706 Трубы. Метод испытания на раздачу кольца конусом
ГОСТ 11262 (ISO 527-2:2012) Пластмассы. Метод испытания на растяжение
ГОСТ 12177 Кабели, провода и шнуры. Методы проверки конструкции
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17410 Контроль неразрушающий. Трубы металлические бесшовные. Методы ультразвуковой дефектоскопии
ГОСТ 22483 (IEC 60228:2004) Жилы токопроводящие для кабелей, проводов и шнуров
ГОСТ 23207 Сопротивление усталости. Основные термины, определения и обозначения
ГОСТ 27893 Кабели связи. Методы испытаний
ГОСТ 29322 (IEC 60038:2009) Напряжения стандартные
ГОСТ 31996 Кабели силовые с пластмассовой изоляцией на номинальное напряжение 0,66; 1 и 3 кВ. Общие технические условия
ГОСТ 34370 (ISO 527-1:2012) Пластмассы. Определение механических свойств при растяжении. Часть 1. Общие принципы
ГОСТ 34834 Кабели силовые с экструдированной изоляцией на номинальное напряжение от 6 до 35 кВ включительно. Общие технические условия
ГОСТ ISO 3183 Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия
ГОСТ ISO 6803-2013 Рукава резиновые или пластиковые и рукава в сборе. Импульсные гидравлические испытания под давлением без изгиба
ГОСТ ISO 10619-2-2020 Рукава и трубки резиновые и пластиковые. Измерение гибкости и жесткости. Часть 2. Испытание на изгиб при низких температурах
ГОСТ ISO 10893-2 Трубы стальные бесшовные и сварные. Часть 2. Автоматизированный контроль вихретоковым методом для обнаружения дефектов
ГОСТ ISO 17636-2 Неразрушающий контроль сварных соединений. Радиографический контроль. Часть 2. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов
ГОСТ Р 52266 Кабели оптические. Общие технические условия
ГОСТ Р 54813 (МЭК 62230:2006) Кабели, провода и шнуры электрические. Электроискровой метод контроля
ГОСТ Р 55311 Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Термины и определения
ГОСТ Р 55724 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ Р 58341.5 Кабельные изделия для атомных станций. Учет фактически выработанного и оценка остаточного ресурса
ГОСТ Р 58772 (ИСО 19901-6:2009) Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Морские операции
ГОСТ Р 59304 Нефтяная и газовая промышленность. Система подводной добычи. Термины и определения
ГОСТ Р 59305-2021 (ИСО 13628-1:2005) Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 1. Общие требования и рекомендации
ГОСТ Р 59306 (ИСО 13628-10:2005) Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 10. Технические условия на гибкую трубу многослойной структуры со связующими слоями
ГОСТ Р 59309 (ИСО 13628-2:2006) Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 2. Гибкие трубные системы многослойной структуры без связующих слоев для подводного и морского применения
ГОСТ Р ИСО 1402 Рукава резиновые и пластиковые рукава в сборе. Гидравлические испытания
ГОСТ Р ИСО 9606-1 Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали
ГОСТ Р ИСО 9712 Контроль неразрушающий. Квалификация и сертификация персонала
ГОСТ Р ИСО 14732 Персонал, выполняющий сварку. Аттестационные испытания сварщиков-операторов и наладчиков для полностью механизированной и автоматической сварки металлических материалов
ГОСТ Р ИСО 15549 Контроль неразрушающий. Контроль вихретоковый. Основные положения
ГОСТ Р ИСО 15607 Технические требования и аттестация процедур сварки металлических материалов. Общие правила
ГОСТ Р ИСО 17637 Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением
ГОСТ Р МЭК 60793-1-1 Волокна оптические. Часть 1-1. Методы измерений и проведение испытаний. Общие положения и руководство
ГОСТ Р МЭК 60793-1-40 Волокна оптические. Часть 1-40. Методы измерений и проведение испытаний. Затухание
ГОСТ Р МЭК 60793-1-46 Волокна оптические. Часть 1-46. Методы измерений и проведение испытаний. Контроль изменений коэффициента оптического пропускания
ГОСТ Р МЭК 60793-2 Волокна оптические. Часть 2. Технические требования к изделию. Общие положения
ГОСТ Р МЭК 60793-2-10 Волокна оптические. Часть 2-10. Технические требования к изделию. Групповые технические требования к многомодовым оптическим волокнам категории А1
ГОСТ Р МЭК 60793-2-50 Волокна оптические. Часть 2-50. Технические требования к изделию. Групповые технические требования к одномодовым оптическим волокнам класса В
ГОСТ Р МЭК 60794-1-21 Кабели оптические. Часть 1-21. Общие технические требования. Основные методы испытаний оптических кабелей. Методы механических испытаний
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 23207, ГОСТ Р 55311, ГОСТ Р 59304, а также следующие термины с соответствующими определениями:
3.1.1 армирующий слой (tensile armour): Конструктивный слой шлангокабеля, состоящий, например, из стальной проволоки, полимерной сетки со стекловолокном, который применяют для восприятия растягивающих нагрузок в шлангокабеле.
Примечание - В некоторых случаях армирующий слой может обеспечивать дополнительную массу и/или защиту от ударных воздействий.
3.1.2 барабан (reel): Приспособление для хранения, транспортирования или укладки шлангокабеля или его элементов, состоящее из двух щек, соединенных шейкой, ось которой, как правило, имеет горизонтальное направление.
Примечание - Конструкция барабана зависит от предполагаемого применения.
3.1.3 боковая укладка (crab lay): Метод укладки шлангокабеля, в процессе которого укладочное судно движется сбоку от трассы укладки.
3.1.4 вспомогательное оборудование (ancillary equipment): Оборудование, применяемое совместно с системой шлангокабеля и не предназначенное для обеспечения основных функций шлангокабеля.
Пример - Предохранительная перемычка, модули плавучести, уплотнения труб I- и J-типа, стабилизаторы для предотвращения вибрации, центраторы, внешние якорные хомуты.
3.1.5
глубоководный участок (deep water): Участок с глубиной воды от 610 до 1830 м. [ГОСТ Р 59305-2021, пункт 3.1.2] |
3.1.6 данные о зависимости напряжений от числа циклов до разрушения (S-N data): Данные, полученные с помощью диаграммы зависимости уровня циклических напряжений от числа циклов до разрушения.
3.1.7 деформация с выгибом (bird-caging): Явление, при котором происходит смещение армирующей проволоки в конструкции шлангокабеля с увеличением и/или уменьшением среднего диаметра армирующего слоя из-за накопленных в нем осевых и радиальных напряжений.
3.1.8 допустимый радиус изгиба (allowable bend radius): Минимальный радиус, до которого может быть изогнут шлангокабель при заданном напряжении без повреждения конструкции и ухудшения эксплуатационных характеристик.
Примечания
1 См. рисунок ДА.1 (приложение ДА).
2 Радиус изгиба измеряют по осевой линии шлангокабеля.
3 Допустимый радиус изгиба увеличивается с увеличением растягивающей нагрузки и изменяется в зависимости от внутреннего давления и состояния шлангокабеля, т.е. от уровня безопасности.
3.1.9 допустимая растягивающая нагрузка (allowable tensile load): Максимальная растягивающая нагрузка, до которой при заданном радиусе изгиба может быть доведено нагружение шлангокабеля без повреждения конструкции и ухудшения эксплуатационных характеристик.
Примечания
1 См. рисунок ДА.1 (приложение ДА).
2 Допустимая растягивающая нагрузка уменьшается с уменьшением радиуса изгиба и изменяется в зависимости от внутреннего давления и состояния шлангокабеля, т.е. от уровня безопасности.
3.1.10 жесткая накладка (bend stiffener): Приспособление для обеспечения локального увеличения жесткости при изгибе с сохранением минимального радиуса изгиба шлангокабеля при заданном изгибающем моменте.
Примечание - Накладка, как правило, представляет собой размещаемое на шлангокабеле приспособление заданной формы, которому придается дополнительная жесткость в зависимости от требуемых условий работы. Также его называют устройством для уменьшения напряжения при изгибе.
3.1.11 заполнитель (filler): Материал, полностью или частично заполняющий пустоты между функциональными элементами в конструкции шлангокабеля с целью поддержания взаимного расположения элементов, обеспечения требуемой формы поперечного сечения, требуемого веса при заданном диаметре, взаимного разделения элементов для снижения износа и обеспечения требуемой радиальной жесткости.
3.1.12 карусель (carousel): Специальное устройство для хранения шлангокабеля, которое может поворачиваться с помощью привода вокруг вертикальной оси.
3.1.13 кривая допустимой нагрузки (capacity curve): Кривая, которая определяет зависимость между допустимым радиусом изгиба и допустимой растягивающей нагрузкой для условий внутреннего давления.
Примечания
1 См. рисунок ДА.1 (приложение ДА).
2 Кривая допустимой нагрузки может различаться для этапов хранения, испытаний, укладки и эксплуатации шлангокабеля.
3.1.14 максимальная растягивающая нагрузка (maximum tensile load): Наибольшая растягивающая нагрузка, которую может выдержать шлангокабель с нулевой кривизной без превышения допустимого напряжения или ухудшения эксплуатационных характеристик.
Примечание - См. рисунок ДА.1 (приложение ДА) и 3.1.13.
3.1.15 минимальный радиус изгиба (minimum bend radius): Наименьший радиус, до которого может быть изогнут шлангокабель при нулевой растягивающей нагрузке без превышения допустимого напряжения или ухудшения эксплуатационных характеристик.
Примечание - См. рисунок ДА.1 (приложение ДА) и 3.1.13.
3.1.16 многоканальное соединение (multi-coupler): Соединительное устройство, включающее несколько разъемов и состоящее из двух стыкуемых частей, каждая из которых включает одну из половин гидравлических, электрических и/или оптических разъемов, соединение которых обеспечивается при стыковке двух частей соединительного устройства.
3.1.17 натяжной механизм (caterpillar): Устройство, которое удерживает шлангокабель между приводными ремнями или зажимами и передает осевое линейное усилие на шлангокабель.
Примечание - Натяжной механизм также известен как рядная кабелепрокладочная машина, тяговое устройство или устройство натяжения.
3.1.18 независимая верификация (independent verification agent): Верификация, проводимая стороной, независимой от изготовителя и заказчика.
3.1.19 несущий трос (messenger wire): Приспособление, закладываемое в трубу I- или J-типа для вытягивания проволочного каната, используемого для протягивания шлангокабеля в трубе.
3.1.20 ограничитель изгиба (bend restrictor): Механическое приспособление для ограничения радиуса изгиба шлангокабеля.
Примечание - Ограничитель изгиба, как правило, состоит из ряда соединяющихся между собой колец, накладываемых на шлангокабель. Его также называют устройством для уменьшения напряжения при изгибе.
3.1.21 перегрузка (load-out): Перенос шлангокабеля или системы шлангокабеля с приспособления, используемого для хранения, на укладочное или транспортное судно посредством перемотки либо путем переноса укладочного или транспортировочного барабана.
3.1.22 поглотитель водорода (hydrogen scavenger): Гель, заполняющий внутреннее пространство металлической или полимерной трубы, в которой размещено оптическое волокно, с целью поглощения ионов водорода для предотвращения снижения передаточных характеристик оптического волокна.
3.1.23 подводный интерфейс оконечного устройства (subsea termination interface): Механизм, который обеспечивает переход между линиями шлангокабеля и подводным оконечным устройством.
Примечание - Интерфейс, как правило, состоит из армированной концевой заделки шлангокабеля и/или механического устройства закрепления для металлических труб, жестких накладок/ограничителей изгиба, и металлической трубы или фитингов на конце полимерной трубы.
3.1.24 подводное оконечное устройство шлангокабеля (subsea umbilical termination): Устройство для соединения электрической, оптической и/или гидравлической частей шлангокабеля или комплекта перемычек с оборудованием системы подводной добычи.
3.1.25 предельная растягивающая нагрузка (ultimate tensile load): Нагрузка, приложенная к прямому участку шлангокабеля, при которой происходит разрушение наиболее слабого элемента шлангокабеля.
3.1.26 предохранительная перемычка (weak link): Устройство, применяемое для разделения шлангокабеля в установленной точке при достижении заданного воздействия растягивающей нагрузкой.
3.1.27 проводник (токопроводящая жила) (core): Элемент кабельного изделия, предназначенный для прохождения электрического тока.
3.1.28 пучок (bundle): Соединенные вместе для изготовления шлангокабеля функциональные элементы и заполнители.
Примечание - Типовые функциональные элементы в пучке включают полимерные трубы, металлические трубы, электрические кабели, оптические кабели.
3.1.29 раздавливающая нагрузка (crushing load): Нагрузка, приложенная к ограниченному участку шлангокабеля, действующая в радиальном направлении и неравномерно распределенная по окружности шлангокабеля.
Примечание - Раздавливающие нагрузки, как правило, возникают при выполнении укладки шлангокабеля.
3.1.30 расчетная растягивающая нагрузка (design tensile load): Предельное значение растягивающей нагрузки, по которому проводят расчет конструкции шлангокабеля, определяемое умноженением значения максимальной растягивающей нагрузки на коэффициент, который равен или превышает единицу.
3.1.31 расчетный срок службы (design life): Принимаемое для целей проектирования значение, определяемое умножением значения срока службы на соответствующий коэффициент, который равен или превышает единицу.
3.1.32 репрезентативный образец, не подвергнутый старению (unaged representative sample): Образец шлангокабеля или элемента в составе шлангокабеля, который ранее не подвергался нагрузкам при эксплуатации или укладке, механическим напряжениям, повышенным температурам и/или другим факторам, которые могли привести к ухудшению состояния образца.
Пример - Электрические кабели, полимерные трубы, металлические трубы и оптические волокна.
3.1.33 сверхглубоководный участок (ultra-deep water): Участок с глубиной воды более 1830 м, внешние условия для которого могут привести к необходимости рассматривать альтернативные варианты конструкционного исполнения и/или технологий.
3.1.34 скрутка (lay-up): Операция однонаправленной или разнонаправленной скрутки токопроводящих жил или оптических элементов в кабель или скрутка полимерных или металлических труб, электрических кабелей, оптических кабелей в пучок.
Примечание - Также данный процесс называется "формирование кабеля".
3.1.35 соединительное устройство шлангокабеля (umbilical joint): Техническое средство для соединения двух отрезков шлангокабеля при выполнении ремонта или для получения требуемой общей длины.
3.1.36 срок службы (service life): Период времени, в течение которого система шлангокабеля должна отвечать функциональным требованиям.
3.1.37 сросток (splice): Соединенные вместе для получения требуемой длины отрезки кабельного изделия.
3.1.38 статическое применение (static application): Применение после укладки, при котором допускается не учитывать динамические воздействия, обусловленные динамическими нагрузками (например, волновыми воздействиями, вибрацией и т.д.).
Примечание - Для шлангокабеля в условиях статического применения свободные пролеты следует рассматривать как случай работы в динамическом режиме.
3.1.39
технические условия (technical specifications): Документ, содержащий требования (совокупность всех показателей, норм, правил и положений) к изделию, его изготовлению, контролю, приемке и поставке, которые нецелесообразно указывать в других конструкторских документах. [ГОСТ 2.102-2013, таблица 1] |
3.1.40
тяговая головка (pull-in head): Устройство, закрепляемое на конце трубопровода или шлангокабеля для его погрузки/выгрузки с судна и протяжки на морском дне. [ГОСТ Р 59305-2021, пункт 3.1.4] |
Примечание - В некоторых конструкциях возможно применение концевой арматуры для закрепления шлангокабеля в верхней части трубы I- или J-типа. Как правило, такая конструкция включает цилиндрический кожух, в который заделывают армирующий слой шлангокабеля и внутри которого располагают концы функциональных элементов. Как правило, она допускает возможность быстрого снятия кожуха для обеспечения доступа к элементам шлангокабеля для проведения испытаний после протягивания и мониторинга их состояния. Такую же конструкцию допускается использовать на подводном конце шлангокабеля.
3.1.41 угол навивки (lay angle): Угол между осью наматываемого компонента (например, армирующей проволоки) и продольной осью шлангокабеля.
3.1.42 удерживающая оплетка (chinese fingers): Приспособление, применяемое для удерживания шлангокабеля с приложением усилия по его наружному диаметру, состоящее из оплетки из стальной проволоки или синтетических нитей с петлями на конце, фиксируемыми в удерживающем устройстве.
3.1.43 функциональные требования (functional specifications): Совокупность требований в отношении свойств, характеристик, технологических параметров и ограничений, определяющих порядок функционирования и технического обслуживания изделия.
3.1.44 функциональный элемент (functional component): Полимерные и металлические трубы, электрические и оптические кабели, включенные в состав шлангокабеля для обеспечения эксплуатационных параметров.
3.1.45 характеристики (characterization data): Данные, относящиеся к шлангокабелю или его элементу, которые дают представление об эксплуатационных свойствах, но не устанавливают критерии для прохождения испытаний.
3.2 В настоящем стандарте использованы следующие сокращения:
СПД | - система подводной добычи; |
ТНПА | - телеуправляемый необитаемый подводный аппарат; |
ТУ | - технические условия; |
УЗК | - ультразвуковой контроль; |
ЭХЗ | - электрохимическая защита; |
UNS | - унифицированная система нумерации (unified numbering system). |
4 Функциональные требования
4.1 Общие требования
4.1.1 Шлангокабель
Шлангокабель и входящие в его состав элементы должны соответствовать следующим требованиям:
a) выдерживать заданные расчетные нагрузки (сочетания нагрузок) в течение всего срока службы;
b) сохранять работоспособное состояние при хранении и эксплуатации при заданных значениях температуры и давления в течение всего срока службы;
c) изготавливаться из материалов, подходящих условиям эксплуатации, включая транспортируемые по шлангокабелю флюиды, и соответствовать требованиям к совместимости взаимодействующих элементов и защите от коррозии;
d) используемые в конструкции шлангокабеля электрические кабели должны обеспечивать передачу электроэнергии (силовые кабели) и сигналов (кабели управления) с заданными характеристиками;
e) используемые в конструкции шлангокабеля оптические кабели должны обеспечивать передачу сигналов с требуемой длиной волны в заданном диапазоне затухания мощности оптического сигнала;
f) используемые в конструкции шлангокабеля полимерные и/или стальные трубы должны обеспечивать передачу рабочей жидкости с заданными скоростью, давлением, температурой и классом чистоты;
g) конструкция шлангокабеля должна обеспечивать регулируемый отвод рабочей жидкости в случае, если может произойти ее просачивание через компоненты;
h) конструкция шлангокабеля должна выдерживать особые нагрузки, имеющие место в процессе его укладки, подъема и повторной укладки, в соответствии с ТУ изготовителя и руководством по эксплуатации.
4.1.2 Оконечные устройства и вспомогательное оборудование
Сопряжение оконечных устройств и вспомогательных элементов в составе шлангокабеля необходимо оценивать в процессе проектирования шлангокабеля.
Оконечные устройства и вспомогательные элементы в составе шлангокабеля должны удовлетворять таким же функциональным требованиям, которые предъявляют к шлангокабелю. Должно быть обеспечено выполнение следующих требований, если применимо:
a) оконечные устройства в составе шлангокабеля должны обеспечивать конструктивное сопряжение между шлангокабелем и конструкцией, к которой их подключают;
b) оконечные устройства в составе шлангокабеля должны обеспечивать конструктивное сопряжение между шлангокабелем и ограничителем изгиба шлангокабеля/жесткой накладкой;
c) оконечные устройства и вспомогательные элементы шлангокабеля не должны уменьшать срок службы шлангокабеля или ухудшать его характеристики по сравнению с функциональными требованиями;
d) защита от коррозии должна удовлетворять проектным требованиям в течение всего срока службы шлангокабеля;
e) аварийные или плановые подъемы оконечных устройств в составе шлангокабеля на поверхность во время укладки шлангокабеля не должны приводить к уменьшению срока службы шлангокабеля или к ухудшению его характеристик;
f) материалы, используемые в оконечных устройствах в составе шлангокабеля, не должны подвергаться деградации в результате контакта с рабочими средами, соответствующими установленным требованиям к шлангокабелю (в том числе в результате их возможного просачивания) и морской водой.
4.2 Специальные проектные требования
Функциональные требования, предъявляемые к шлангокабелю, должны быть определены заказчиком.
Функциональные требования, которые не были специально предусмотрены или определены заказчиком, но которые могут повлиять на проектирование, применение материалов, изготовление, испытания, укладку и эксплуатацию шлангокабеля, должны быть определены изготовителем.
Примечание - В приложении А приведен перечень информации, которую заказчик должен предоставить изготовителю.
5 Принципы проектирования, обеспечения безопасности и испытаний
5.1 Применение
Положения данного раздела распространяются на систему шлангокабелей и входящее в ее состав согласно положениям настоящего стандарта вспомогательное оборудование.
5.2 Общие цели безопасности
Необходимо, чтобы были определены и планомерно применялись общие цели безопасности, охватывающие все этапы, начиная от разработки принципиальной схемы освоения месторождения до консервации или ликвидации объектов промысла.
В качестве целей по обеспечению безопасности системы подводных шлангокабелей следует использовать требования в отношении условий обеспечения безопасной эксплуатации СПД и охраны окружающей среды.
5.3 Последовательный анализ
Необходимо последовательно выполнять анализ воздействий на шлангокабель на всех этапах жизненного цикла (например, при изготовлении, перегрузке, укладке и эксплуатации), чтобы определить возможность возникновения и оценить последствия единичного или множественных отказов в шлангокабеле для их предотвращения. К таким последствиям относят, в том числе, угрозу безопасности для жизни и здоровья людей, окружающей среды, влияние на СПД в целом, а также материальные последствия.
Заказчик должен определить область анализа и методы оценки риска для идентификации возможных отказов. Проведение последовательного анализа является ответственностью заказчика.
5.4 Основные требования
5.4.1 Общие положения
В процессе проектирования, изготовления, укладки и эксплуатации шлангокабеля должно быть обеспечено выполнение следующих основных требований:
- используемые в конструкции шлангокабеля материалы и изделия должны соответствовать требованиям настоящего стандарта или определяющим их применение ТУ;
- в процессе изготовления и сборки необходимо обеспечить постоянный операционный контроль технологических процессов и контроль качества;
- изготовление, сборку, погрузочно-разгрузочные работы, транспортирование и эксплуатацию шлангокабеля должен выполнять персонал, имеющий необходимые навыки и опыт. Квалификацию персонала необходимо подтверждать на основе профессиональных стандартов;
- необходимо обеспечивать надлежащее техническое обслуживание шлангокабеля в соответствии с эксплуатационной документацией, в том числе во время хранения, если применимо;
- операции со шлангокабелем должны быть выполнены в соответствии с ТУ изготовителя и согласно инструкциям по укладке и руководством по эксплуатации;
- для идентификации и решения возникающих проблемных вопросов необходимо выполнение экспертизы проекта с участием профильных специалистов;
- должен быть обеспечен контроль соблюдения требований настоящего стандарта. Объем и метод контроля на различных этапах, включая проектирование и изготовление, должны быть согласованы с заказчиком. Изготовитель должен представить план проведения проверок и испытаний с учетом запланированных мероприятий по контролю качества и направить его заказчику. План проведения проверок и испытаний должен учитывать деятельность поставщиков и субподрядчиков;
- необходимая информация, обмен которой осуществляется между персоналом в процессе проектирования, изготовления, сборки, укладки и эксплуатации шлангокабеля, должна быть четкой и понятной и исключать неоднозначное толкование.
5.4.2 Контроль качества
Изготовление шлангокабеля следует осуществлять в соответствии с программой обеспечения качества, согласованной с заказчиком. Изготовитель должен разработать документы, определяющие порядок выполнения программы обеспечения качества.
5.5 Подходы к проектированию
5.5.1 Принципы проектирования
Проектирование системы шлангокабеля должно удовлетворять следующим основным принципам:
- система шлангокабеля должна отвечать функциональным и техническим требованиям, установленным в техническом задании на проектирование;
- система шлангокабеля должна быть спроектирована таким образом, чтобы при возникновении нештатной ситуации исключалась возможность возникновения аварии;
- система шлангокабеля должна быть надежной в эксплуатации и обеспечивать простоту и надежность процессов укладки и подъема;
- в системе шлангокабеля должен быть предусмотрен доступ для ремонта и замены элементов;
- проектирование деталей и выбор материалов должны проводить с учетом влияния коррозии, старения, эрозионного и механического износа;
- при проектировании механических элементов шлангокабеля должны применять консервативный подход, учитывающий наиболее неблагоприятные сочетания нагрузок и воздействий. Для важных элементов рекомендуется предусмотреть возможность резервирования на случай выхода их из строя.
5.5.2 Исходные данные для проектирования
Проектирование шлангокабеля следует осуществлять в соответствии с техническим заданием, в котором должна содержаться исходная информация, необходимая для проектирования системы шлангокабеля, или должны быть даны ссылки на источники такой информации. В техническое задание на проектирование, как правило, необходимо включать:
- данные, предоставляемые заказчиком согласно приложению А (например, данные о месторождении, данные о базовом нефтегазопромысловом сооружении);
- методы анализа влияния нагрузок, действующих на шлангокабель и входящие в его состав элементы, согласно приложению F;
- матрицы расчетных нагрузок согласно приложению А (например, для временных условий, укладки, условий действия предельных нагрузок, условий нагружения, вызывающего усталостное разрушение).
5.5.3 Методы проектирования
5.5.3.1 Общие положения
При выборе методов проектирования необходимо учитывать, как минимум, следующее:
a) должно быть приведено описание теоретической основы, включая методы расчета конструкции шлангокабеля, а также критерии, на основе которых подтверждают соответствие шлангокабеля функциональным требованиям;
b) должна быть предоставлена документация по методам оценки усталостной долговечности и предельных напряжений;
c) должна быть проведена верификация теоретических основ проектирования путем проведения определительных и приемочных испытаний опытных образцов шлангокабеля и его элементов согласно приложению B. Испытания должны учитывать рабочие нагрузки для всех конструктивных элементов шлангокабеля;
d) допустимо применение упрощенных расчетных методов проверки элементов конструкции шлангокабеля, не относящихся к критически важным (таких как противоизносные слои), если это не влияет на достоверность расчетов напряжений для других элементов шлангокабеля;
e) в проектной документации должны быть зафиксированы принятые допущения в отношении влияния внутреннего трения на напряжения и коэффициенты концентрации напряжений, учитываемые при определении геометрических параметров металлических элементов конструкции (включая концентрацию напряжений в непосредственной близости и внутри границ оконечных устройств, элементов крепления, в точках контакта с жесткими поверхностями, сварных швах), допуски на изготовление и зазоры, возникающие под действием нагрузок;
f) должно быть определено влияние на прочность конструкции шлангокабеля расчетных и технологических допусков, напряжений, возникающих в процессе изготовления, внутреннего трения, сварных швов и других факторов;
g) должны быть четко обозначены границы и область применения методов проектирования.
Если применимость конструкции шлангокабеля ранее не была подтверждена испытаниями на соответствие ТУ, изготовитель должен провести определительные испытания, чтобы проверить пригодность методов проектирования для новой конструкции. Результаты определительных испытаний должны подтвердить характеристики конструкции шлангокабеля, для которых ранее не было получено такое подтверждение. Требования к проведению определительных испытаний приведены в 5.6.
Для стальных конструктивных элементов оконечных устройств шлангокабеля следует применять действующие нормативные документы (см. также [1], [2] и [3]).
5.5.3.2 Независимая верификация
По требованию заказчика следует провести независимый анализ и оценку методов проектирования, чтобы подтвердить соответствие области их применения.
5.6 Принципы проведения испытаний шлангокабеля
5.6.1 Общие положения
Все испытания, указанные в настоящем стандарте, можно разделить на три категории: определительные, приемочные и приемо-сдаточные. При выборе методов испытаний должно быть достигнуто согласие между заказчиком и изготовителем с учетом возможных рисков при проведении испытаний и влияния программы испытаний на график реализации проекта.
Руководство по распределению обязанности при организации испытаний приведено в А.2.9 (приложение А).
5.6.2 Определительные испытания
Определительными испытаниями являются испытания, которым подвергают опытные образцы шлангокабеля или его элементов для определения характеристик изделий, в том числе в отношении устойчивости шлангокабеля к воздействию окружающей среды и/или нагрузок, на которые он рассчитан, а также расчетных характеристик шлангокабеля. Такие испытания проводят для новых конструкций и их компонентов, а также при предоставлении заказчиком показателей рисков для проекта освоения месторождения, обеспечение которых должно быть подтверждено опытным путем, и имеющихся у изготовителя статистических данных в отношении конструкции шлангокабеля и методов испытаний. Такой подход к проведению испытаний используют при наличии высоких проектных рисков или при установлении заказчиком низких значений допустимого риска [см. также A.2.9 (приложение А)].
Определительные испытания шлангокабелей и/или их элементов следует проводить с использованием методики, определяемой в действующих нормативных документах (см. также [4]), в ТУ изготовителя или аналогичных документах.
Изготовитель должен определять необходимость проведения определительных испытаний и отражать в документации их результаты. Оценка существующих данных и объем определительных испытаний должны быть согласованы с заказчиком.
Определительные испытания следует проводить при отсутствии или недостаточности информации о результатах испытаний аналогичной конструкции шлангокабеля.
Если используют новый элемент шлангокабеля и его характеристики влияют на характеристики шлангокабеля в целом, необходимо проводить определительные испытания шлангокабеля в целом, а не только этого элемента. Может быть выполнен анализ с целью сравнения конструкции шлангокабеля и его элемента, а также с целью оценки актуальности данных, полученных на основе ранее проведенных испытаний и опыта эксплуатации. Такой анализ следует проводить согласно разделу 6.
Если не оговорено иное, все определительные испытания следует проводить на опытных образцах до изготовления основного шлангокабеля. Также следует рассмотреть целесообразность проведения определительных испытаний оконечных устройств, соединительных устройств и вспомогательного оборудования, если применимо.
5.6.3 Приемочные испытания
Приемочные испытания, объектом которых является элемент шлангокабеля или шлангокабель, имеющий заданную длину готового изделия, проводят с целью определения их соответствия заданным техническим требованиям или ожидаемым характеристикам.
В состав приемочных испытаний должны быть включены испытания оконечных устройств, промежуточных соединительных элементов и вспомогательного оборудования.
5.6.4 Приемо-сдаточные испытания
Приемо-сдаточными испытаниями являются испытания, которые проводят с целью подтверждения соответствия шлангокабеля или вспомогательного оборудования ТУ, и соответствия конструктивных параметров тем, что установлены заказчиком и указаны в техническом задании на проектирование. В процессе приемо-сдаточных испытаний необходимо подтвердить, что испытуемое изделие является типовой единицей продукции. Приемо-сдаточные испытания включают испытания шлангокабеля (например, испытания, которые проводят для того, чтобы подтвердить, что трубы в составе шлангокабеля выдерживают испытательное давление на протяжении заданного периода времени, или подтвердить соответствие ТУ характеристик кабеля, предназначенного для передачи электрического/оптического сигнала). Состав приемо-сдаточных испытаний шлангокабеля приведен в приложении B.
Приемо-сдаточные испытания также следует проводить для оконечных устройств, промежуточных соединительных элементов и вспомогательного оборудования.
6 Методология проектирования
6.1 Общие положения
Конструкция шлангокабеля и входящих в его состав элементов должна удовлетворять требованиям настоящего стандарта, включая функциональные требования (см. раздел 4). При формировании требований к проведению анализа конструкции шлангокабеля должны основываться на результатах оценки рисков для шлангокабеля на всех этапах жизненного цикла. Помимо данных требований необходимо принимать во внимание условия эксплуатации шлангокабеля, а также возможные воздействия при хранении и транспортировании шлангокабеля.
Анализ усталостной долговечности конструкции шлангокабеля должен включать расчет на усталость при рабочей температуре, прогноз циклов нагружения и преобразования циклов нагружения в циклы номинального напряжения или деформации. Циклы нагружения должны включать процесс наматывания, погрузочно-разгрузочные работы, транспортирование, строительно-монтажные работы, укладку и незапланированные мероприятия, такие как частичный подъем и повторная укладка, как указано в техническом задании на проектирование.
При определении сопротивления усталости необходимо учитывать воздействие средних напряжений, циклических нагрузок, внутренней деформации в предварительно растянутом состоянии, вызванной технологическими параметрами при эксплуатации, и внешней деформации в предварительно растянутом состоянии, обусловленной внешними воздействиями.
Сопротивление усталости может быть определено либо на основе данных о зависимости напряжений от числа циклов до разрушения для типовых образцов при репрезентативной выборке, либо на основе оценки усталостной долговечности конструкции шлангокабеля с учетом механики разрушения материалов. При выборе коэффициентов запаса прочности следует принимать во внимание принятые допущения, присущие методам оценки сопротивления усталости для таких конструкций.
Необходимо учитывать воздействие деформаций, накапливающихся в процессе изготовления, транспортирования, погрузочно-разгрузочных работ и укладки шлангокабеля на его усталостные характеристики.
Руководство по проведению испытаний на усталостное разрушение приведено в приложении E.
6.2 Нагрузки
6.2.1 Классификация нагрузок
Нагрузки подразделяют на функциональные, внешние и особые и характеризуют следующим образом:
a) функциональными нагрузками являются все нагрузки, действующие на шлангокабель в процессе его изготовления, укладки и эксплуатации, включая нагрузки, которые могут действовать на шлангокабель в погруженном состоянии, за исключением внешних нагрузок от ветра, волн или течений;
b) внешними нагрузками (нагрузками от воздействия окружающей среды) являются нагрузки, возникшие под действием внешних сил, которые напрямую или косвенным образом вызваны факторами окружающей среды, действующими на шлангокабель, включая нагрузки от воздействия волн, течений и перемещений судна;
c) особыми нагрузками являются нагрузки, напрямую или косвенным образом вызванные нештатными ситуациями. Под особыми нагрузками следует понимать нагрузки, которые могут действовать на шлангокабель при аномальных условиях эксплуатации, неправильной эксплуатации или технической неисправности, как это определено заказчиком.
6.2.2 Функциональные нагрузки
Должен быть определен вид (тип) функциональных нагрузок, имеющих значение для конкретной системы шлангокабеля. Примерами функциональных нагрузок являются:
a) нагрузки, вызванные весом и плавучестью шлангокабеля, входящих в его состав элементов и присоединяемых к нему приспособлений, как временных, так и постоянных;
b) нагрузки от обрастания морскими организмами, которые определяют на основе информации о фактических условиях в регионе эксплуатации;
c) нагрузки, вызванные внутренним давлением в полимерных и металлических трубах;
d) тепловые нагрузки, возникающие от источника теплового излучения, горячего газа или жидкости, расположенного поблизости от горячего райзера;
e) нагрузки, вызванные внешним гидростатическим давлением;
f) нагрузки, вызванные внутренним давлением при испытании, укладке, пусконаладке, эксплуатации и хранении;
g) нагрузки, вызванные сопротивлением и весом грунта для уложенных в траншею или засыпанных шлангокабелей;
h) нагрузки, вызванные статической реакцией и деформацией опор и защитных конструкций;
i) нагрузки при временной укладке или подъеме шлангокабеля, включая приложенные растягивающие и сдавливающие нагрузки, ударные нагрузки и нагрузки, вызванные направляющим устройством;
j) нагрузки при перемещениях, вызванных вращением под давлением и натяжением;
k) нагрузки от взаимодействия скрепляющих шлангокабель устройств;
l) нагрузки, возникающие при пересечении гибких или жестких труб или при образовании безопорных пролетов;
m) нагрузки, обусловленные допустимыми отклонениями при позиционировании в процессе укладки шлангокабеля;
n) нагрузки от инструмента в процессе обследования и технического обслуживания.
6.2.3 Нагрузки от воздействий окружающей среды
Должны быть определены нагрузки от воздействий окружающей среды, характерные для конкретного географического региона. Примерами таких нагрузок являются:
a) волновые нагрузки;
b) нагрузки, вызванные течением;
c) нагрузки, обусловленные качкой плавучего нефтегазопромыслового сооружения;
d) нагрузки, обусловленные низкочастотными перемещениями плавучего нефтегазопромыслового сооружения, вызванные порывами ветра и действием волны второго порядка, а также характеристиками системы позиционирования;
e) нагрузки, обусловленные перемещениями плавучего нефтегазопромыслового сооружения, вызванными вихреобразованием из-за воздействия течений;
f) нагрузки, обусловленные установившимся смещением плавучего нефтегазопромыслового сооружения от номинального положения под действием внешних сил;
g) ледовые нагрузки;
h) сейсмические нагрузки;
i) нагрузки, вызванные подводным смещением грунтов основания.
6.2.4 Особые нагрузки
Должны быть определены последствия от особых нагрузок, оказывающих влияние на систему шлангокабеля. Примерами особых нагрузок являются нагрузки, вызванные:
a) падением предметов;
b) ударом траловой доски;
c) неисправностью якорной оттяжки;
d) пожаром и взрывом;
e) повреждением отсека или непредвиденным затоплением вспомогательного судна или средств для обеспечения плавучести (например, среднеглубинного свода);
f) потерей модулей плавучести для шлангокабеля, расположенного в толще воды в виде пологой волны;
g) неисправностью подруливающих устройств судна;
h) неисправностью системы динамического позиционирования;
i) дополнительным удельным внешним давлением (из-за заводнения, смятия, неправильно выбранной скорости укладки и т.д.);
j) дополнительным удельным внутренним давлением;
k) неисправностью приводной системы турели.
6.2.5 Сочетания нагрузок
6.2.5.1 Общие положения
Конструкция шлангокабеля должна выдерживать самые неблагоприятные сочетания функциональных нагрузок, нагрузок от воздействия факторов окружающей среды и особых нагрузок, принимаемых на основе определяемых заказчиком условий эксплуатации шлангокабеля. При выборе сочетаний нагрузок необходимо рассмотреть все условия нагружения, которые могут иметь место во время приемо-сдаточных испытаний, укладки, эксплуатации, и любых других временных условиях, определяемых заказчиком, как указано в приложении A. Необходимо учитывать изменение нагрузок во времени.
6.2.5.2 Экстремальные сочетания нагрузок
Экстремальные сочетания нагрузок должны отражать наиболее вероятный результат совместного действия экстремальных нагрузок в течение заданного расчетного периода времени. Экстремальные сочетания нагрузок должны быть определены для следующих постоянных, а также временных проектных условий:
c) временные условия, включающие такие этапы, как укладка шлангокабеля, извлечение шлангокабеля, испытания под давлением и другие переходные этапы до начала эксплуатации. Примерами являются условия, в которых находится уложенный на морское дно шлангокабель перед подключением к плавучему нефтегазопромысловому сооружению, или заглубленный шлангокабель до подключения к подводному оборудованию. Применимый период повторяемости для воздействий в проектных условиях зависит от сезонности и продолжительности временных условий. Периоды повторяемости для сочетания нагрузок должны быть установлены таким образом, чтобы вероятность превышения установленных значений для временных условий не превышала значение, установленное для эксплуатации в нормальных условиях.
Таблица 1 - Сочетания нагрузок
Вид нагрузки | Временные условия | Эксплуатация в нормальных условиях | Эксплуатация в аномальных условиях |
Функциональные | Ожидаемые, заданные или экстремальные | Ожидаемые, заданные или экстремальные | Ожидаемые, заданные или экстремальные |
От воздействия окружающей среды | Вероятность события в зависимости от сезона и длительности периода действия временных условий. При отсутствии большей информации для временных условий могут быть приняты следующие значения периодов повторяемости: период повторяемости раз в 100 лет, если длительность превышает 6 мес; период повторяемости один раз в 10 лет для конкретных сезонных условий окружающей среды, если длительность превышает 3 дня, но составляет менее 6 мес. При длительности временных условий менее 3 дней или при операциях, которые могут быть завершены в период времени до 3 дней, условия действия предельных нагрузок могут быть заданы, а начало/остановка операции в этом случае основывается на надежном прогнозе погоды | Вероятность события, равная 10 | Вероятность события в диапазоне от 10 до 10 . При сочетании с особыми нагрузками нагрузки от факторов окружающей среды могут быть определены таким образом, чтобы вероятность при их сочетании составляла 10 |
Особые | Исходя из конкретных временных условий | Не рассматривают | Рассматривают отдельно. Вероятность события 10 |
6.2.5.3 Условия усталостного нагружения
Расчет усталостного разрушения должен быть выполнен с учетом всех значимых циклических нагрузок, действующих на шлангокабель в течение расчетного срока службы, включая изготовление, временные условия, в том числе перегрузку, а также операции по прокладке. Внимание должно быть уделено долгосрочному вероятностному характеру усталостных нагрузок. Должна быть выполнена оценка следующих основных источников усталостного разрушения:
a) колебания шлангокабеля, зависящие от периода волны и обусловленные ее непосредственным воздействием, а также перемещениями плавучего нефтегазопромыслового сооружения, вызванными волной первого порядка;
b) смещения плавучего нефтегазопромыслового сооружения, вызванные волной второго порядка, включая изменение среднего положения судна;
c) реакция шлангокабеля на вибрационное воздействие, вызванное вихреобразованием, в условиях установившегося течения;
d) возможные колебания корпуса плавучего нефтегазопромыслового сооружения от вибрационного воздействия, вызванного вихреобразованием (как правило, такие колебания имеют место для морских платформ с подводным цилиндрическим основанием типа SPAR);
e) циклические нагрузки во время изготовления и укладки, например при наматывании/разматывании;
f) циклические нагрузки, обусловленные режимом эксплуатации шлангокабеля, например изменением температуры и давления.
Интерфейсы с жесткими опорными конструкциями, как правило, являются наиболее критичными участками с точки зрения усталостных нагрузок для шлангокабелей, работающих в динамическом режиме и подсоединенных к плавучему сооружению. Усталостные характеристики шлангокабеля в большинстве случаев определяют ограничителями изгиба, установленными на жестких опорах, например такими, как жесткие накладки или раструбы.
Необходимо учитывать параметры плавучего нефтегазопромыслового сооружения, например изменение условий нагружения/грузовой осадки, изменение натяжения швартовых канатов, изменение остойчивости из-за подсоединения дополнительных райзеров, перемещения, режим подсоединения/отсоединения для систем отгрузки и т.д. Если точной информации недостаточно, должны быть приняты допущения, основанные на предположении о самом неблагоприятном сочетании нагрузок.
Для функциональных нагрузок могут быть приняты усредненные значения до получения более точной информации, касающейся долговременных изменений функциональных нагрузок.
При расчете усталостных напряжений необходимо обращать внимание на износ и коррозию.
До получения более точной информации, расчет усталостных напряжений должен быть основан на номинальных размерах толщины стенки элементов за вычетом половины допуска на коррозию и износ. При условии равномерного уменьшения толщины стенки используемое значение соответствует среднему значению толщины стенки за полный срок эксплуатации шлангокабеля.
6.3 Анализ результатов воздействия нагрузок
6.3.1 Общие положения
При проектировании шлангокабеля изготовитель должен рассматривать результаты анализа процесса укладки, динамического анализа и расчета прочности конструкции, которые выполнялись при проектировании шлангокабеля. Результаты расчетов должны быть использованы для подтверждения соответствия требованиям к укладке и дальнейшей эксплуатации шлангокабеля в течение расчетного срока службы.
Результаты расчетов должны быть подтверждены при проведении определительных испытаний либо в процессе верификации. Вместо физико-механических испытаний шлангокабеля или его элементов для проверки расчетов и применявшихся расчетных схем изготовитель может предоставить репрезентативные статистические данные согласно разделу 5.
Все расчеты, связанные с воздействием нагрузок, должны быть основаны на общепринятых физических законах и методах численного моделирования для моделирования характеристик шлангокабеля при всех значимых вариантах сочетаний статических и динамических нагрузок. Для всех программных средств, применяемых для численного моделирования с целью анализа характеристик конструкции, должны быть выполнены:
- сопоставление с аналитическими решениями;
- верификация посредством создания нескольких математических моделей или с привлечением независимого эксперта для подтверждения того, что программное средство применимо для решения поставленных задач, а используемая модель непротиворечива и не содержит идентифицируемых недостатков;
- проверка по результатам натурных испытаний посредством изменения независимых переменных математической модели для получения соответствия между расчетными значениями зависимых переменных и результатами испытаний.
В документации должен быть отражен диапазон значений, в рамках которого проводилось сравнение с аналитическими решениями и верификация математических моделей.
Степень точности/диапазон применимости математической модели должны быть определены на основе сопоставления со значениями, полученными по результатам физико-механических испытаний (натурных/модельных испытаний).
Изготовитель должен представить заказчику документацию с результатами верификации программных средств и подтверждением корректности методов расчетов, используемых для общего и локального анализа нагрузок, включая программные средства собственной разработки, применяемые для анализа нагрузок и проектирования шлангокабеля.
В таблице 2 приведены основные виды анализа действующих на шлангокабель нагрузок. Выбор требуемого вида анализа зависит от конкретных конструктивных решений для шлангокабеля.
Таблица 2 - Анализ воздействия нагрузок
Вид анализа | Описание | Основное применение |
Общий анализ характеристик конструкции | Анализ статических и динамических нагрузок, от воздействия факторов окружающей среды (течение, волны и перемещение/качка судна) | Анализ экстремальных нагрузок, действующих на шлангокабель, работающий в динамическом режиме. Анализ усталостных нагрузок, действующих на шлангокабель, работающий в динамическом режиме. Анализ процессов укладки шлангокабеля для определения технологических ограничений при выполнении укладки |
Анализ устойчивости шлангокабеля на морском дне | Анализ, выполняемый для оценки перемещения шлангокабеля на морском дне под действием функциональных нагрузок и нагрузок от воздействия факторов окружающей среды | Анализ устойчивости шлангокабеля, работающего в статическом режиме. Анализ устойчивости шлангокабеля при проведении операций по его укладке. Анализ устойчивости расположенного на морском дне участка шлангокабеля, работающего в динамическом режиме |
Анализ вибраций, обусловленных вихревыми потоками | Анализ вибраций, обусловленных вихревыми потоками, при установившемся течении | Анализ усталостных характеристик шлангокабеля, работающего в динамическом режиме. Анализ усталости шлангокабеля от воздействия нагрузок, действующих при его укладке. Оценка требований, которым должны соответствовать устройства для предотвращения вибраций, обусловленных вихревыми потоками. Рассматривают в качестве оценки чувствительности к влиянию коэффициентов сопротивления для применения в общем анализе конструкции и анализе взаимодействия с внешними объектами в случаях, когда эти виды анализа имеют важное значение |
Анализ взаимодействия с внешними объектами | Анализ, предназначенный для определения минимального расстояния или контактных нагрузок/сил между близлежащими конструкциями, находящимися под действием статических и динамических природных нагрузок | Определение минимального расстояния до ближайших райзеров, шлангокабелей и швартовных канатов. Применяют при анализе в точке эксплуатации шлангокабелей, работающих в динамическом режиме, а также вариантов выполнения укладки |
Анализ свободных пролетов | Анализ обусловленных вихревыми потоками вибраций свободных пролетов шлангокабеля при установившемся течении, также позволяющий установить форму изгиба изделия | Анализ усталостных характеристик на участках свободных пролетов шлангокабеля, работающего в статическом режиме |
Анализ протягивания шлангокабеля | Анализ операций по протягиванию шлангокабеля в процессе его укладки | Анализ операций по протягиванию шлангокабеля, работающего в динамическом/статическом режиме, через трубы I- или J-типа |
Анализ процессов укладки шлангокабеля | Анализ, предназначенный для определения ограничений на операции укладки шлангокабеля, а также для оценки и сравнения отклонений для всех запланированных операций и операций в нештатных ситуациях | Определение допустимых погодных условий при укладке шлангокабеля с предварительно закрепленным первым концом, начальной укладке, нормальной укладке, укладке с изгибом, при заходе на укладку с закрепленным вторым концом, укладке с закрепленным вторым концом (любой из концов может являться подводным оконечным устройством), операциях по протягиванию шлангокабеля через трубы I- или J-типа или при выходе на сушу. Оценка соответствия планируемого маршрута укладки и нагрузок ограничениям и рекомендациям изготовителя (сочетания радиуса изгиба, контактной силы, растягивающей нагрузки, сжимающей нагрузки от натяжного механизма, внутреннего давления). Анализ варианта выполнения укладки и сравнение с допущениями, принимаемыми при расчете усталостного разрушения |
Анализ прочности конструкции шлангокабеля | Определение нагрузки и/или распределения нагрузки между элементами в поперечном сечении шлангокабеля | Определение прочности на растяжение/изгиб для поперечного сечения шлангокабеля (как основа для проверки общей прочности). Определение напряженно-деформированного состояния отдельных элементов в поперечном сечении шлангокабеля для заданного соотношения растягивающих и изгибающих нагрузок (для анализа на усталость). Определение жесткости поперечного сечения (при изгибе, кручении, осевой жесткости) для применения в общем анализе характеристик конструкции. Анализ вариантов выполнения укладки шлангокабеля для определения ограничительных критериев (например, оценка результатов действия нагрузки, обусловленной воздействием удерживающего натяжного механизма) |
6.3.2 Общий анализ результатов действия нагрузок
Целью общего анализа результатов действия нагрузок является определение общих статических и динамических характеристик конструкции шлангокабеля. Для получения достоверных результатов действия нагрузок на систему шлангокабеля необходимо, чтобы общий анализ был основан на общепринятых принципах выполнения статического и динамического анализа с применением дискретного моделирования, теории сопротивления материалов, на оценке воздействия факторов окружающей среды и механики грунтов. Общий анализ результатов действия нагрузок должен быть основан на численном моделировании с помощью методов конечных элементов или схожих численных методов с учетом приведенных ниже факторов.
Общая математическая модель для определения характеристик конструкции должна включать всю систему шлангокабеля, учитывать его жесткость, массу, результаты демпфирования и действие гидродинамических нагрузок по длине шлангокабеля наряду с граничными условиями для верхней и нижней частей шлангокабеля.
Для выбранного метода должны быть применены подходящие коэффициенты сопротивления и инерции. Необходимо учитывать влияние биологического обрастания морскими организмами и возможное увеличение сопротивления из-за вибраций, обусловленных вихревыми потоками.
Принятые в модели характеристики поперечного сечения должны отражать жесткость и демпфирующие свойства поперечного сечения конкретного шлангокабеля.
Количество элементов при моделировании шлангокабеля должно быть достаточным для того, чтобы дать представление о воздействии факторов окружающей среды и реакции конструкции, а также обеспечить возможность анализа результатов действия нагрузок во всех критических областях. Чтобы обеспечить требуемую точность, должна быть выполнена верификация дискретизации во временной и/или частотной области. В основу валидации модели могут быть положены принципы, изложенные в приложении F (см. также [5], приложение F, или аналогичные документы).
Для исследования влияния неопределенности для отдельных параметров системы (например, данных о свойствах грунтов, гидродинамических коэффициентах, биологическом обрастании, жесткости и демпфирующих свойствах конструкции, осадке плавучего нефтегазопромыслового сооружения, моделирования течения при анализе усталостных характеристик и т.д.) следует проводить анализ чувствительности. Основная цель такого анализа заключается в идентификации неопределенных параметров модели, принятии разумных консервативных допущений и определении областей, требующих проведения детального анализа.
При применении упрощенного моделирования и/или расчетных методов анализа должна быть выполнена проверка на основе более сложного моделирования и/или расчетных методов для типовых (критических) расчетных вариантов нагрузки.
Более подробная информация приведена в приложении F.
6.3.3 Анализ устойчивости шлангокабеля на морском дне
Конструкция шлангокабеля должна обеспечивать требуемую устойчивость положения при укладке на морском дне с учетом необходимости выполнения требований, приведенных в разделе 4. При необходимости должна быть выполнена оценка потребности в дополнительной балластировке и анализ влияния процесса укладки на другие строительные работы.
Примером стандарта, применимого для оценки стабильности положения шлангокабелей под действием нагрузок от течения и волн, является [6].
6.3.4 Анализ обеспечения стабильности положения шлангокабеля
При прокладке шлангокабеля на морском дне часто требуется, чтобы участок шлангокабеля, работающий в статическом режиме, был уложен по трассе с точно заданными криволинейными участками. Для подтверждения устойчивости положения шлангокабеля в заданной геометрии трассы укладки при максимально возможном натяжении необходимо проведение специального анализа. Необходимо документально подтвердить, что сопротивление грунта в осевом и радиальных направлениях является достаточным для обеспечения устойчивого положения шлангокабеля в заданной конфигурации. Должен быть выполнен статический анализ устойчивости прямых и изогнутых участков шлангокабеля с использованием аналитических выражений (см. [6]). Должен быть выполнен анализ чувствительности для принятия рациональных консервативных допущений в отношении ключевых параметров (например, коэффициента трения грунта и веса шлангокабеля в погруженном состоянии).
Анализ устойчивости шлангокабеля необходимо проводить для оценки способности расположенного на морском дне участка динамического шлангокабеля сохранять заданное положение под действием нагрузок, формируемых динамическим участком шлангокабеля. Анализ устойчивости также проводят для оценки положения криволинейного участка шлангокабеля в процессе укладки.
6.3.5 Анализ вибраций, обусловленных вихревыми потоками
Влияние вибраций, обусловленных вихревыми потоками, следует учитывать для всех шлангокабелей, подверженных воздействию морского течения и/или волн. Если прогнозируют существенные вибрации, обусловленные вихревыми потоками, необходимо выполнение более точной оценки согласно методам, представленным в настоящем подразделе. Требования к приемочным испытаниям следует определять по 5.6.
В большинстве случаев указанную оценку проводят с целью определения достаточности сопротивления усталости шлангокабеля. Таким образом, если условия возникновения усталостного разрушения находятся в допустимых пределах, достаточно выполнить упрощенный анализ вибраций, основанный на консервативном подходе. Если результат упрощенного анализа указывает на недостаточное сопротивление усталости, следует выбрать более точные методы расчета. Выбор метода зависит от конкретных проектных условий.
Важными параметрами с точки зрения ответной реакции на вибрации, обусловленные вихревыми потоками, являются следующие параметры шлангокабеля: диаметр поперечного сечения, масса, демпфирование, жесткость на изгиб и эффективное напряжение при растяжении. Для определения эффекта резонанса и амплитуды вибраций, обусловленных вихревыми потоками, важное значение могут иметь массовый расход воды, уменьшение демпфирования и собственные частоты колебаний в диапазоне частот, генерируемых вихреобразованием.
Допускается применение методов для прогнозирования усталостного разрушения протяженных объектов, таких как трубопроводы и райзеры, при воздействии на них вибраций, обусловленных вихревыми потоками, с учетом необходимости уделять особое внимание специфическим свойствам шлангокабеля. В частности, на поведение шлангокабеля под действием вибраций, вызванных вихревыми потоками (как правило, малой амплитуды), в большей мере влияют жесткость поперечного сечения и демпфирующие свойства.
В большинстве случаев при анализе вибраций, обусловленных вихревыми потоками, применяют метод разложения по собственным модальным интервалам. Применяемые при таком анализе моды/частоты собственных колебаний должны отражать физическую конфигурацию шлангокабеля (т.е. геометрическую форму, натяжение, механические ограничения и т.д.). Необходимо достаточное число мод, чтобы определить поведение шлангокабеля при самой высокой частоте вибраций, вызванных вихревыми потоками. Более подробная информация о методах анализа вибраций, вызванных вихревыми потоками, содержится в [7] и [8].
Оценка увеличения коэффициента сопротивления вследствие вибраций, направленных перпендикулярно к направлению течения (в вертикальной плоскости), при проведении общего анализа характеристик конструкции может быть выполнена согласно действующей нормативной документации (см. также [9]).
Если с целью недопущения негативных последствий от воздействия вибраций, вызванных вихревыми потоками воды, применяют специальные устройства предотвращения вибрации от вихревых потоков (стабилизаторы), должна быть выполнена проверка их эффективности. В большинстве случаев применение стабилизаторов приводит к увеличению нагрузки на шлангокабель от воздействия течений. Данный факт следует принимать во внимание при выполнении других видов анализа конструкции, таких как общий анализ результатов действия нагрузок.
6.3.6 Анализ взаимодействия с внешними объектами
Проектирование системы шлангокабеля должно включать исследование возможного взаимодействия шлангокабеля с расположенными в непосредственной близости от него конструкциями (такими как корпус нефтегазопромыслового сооружения или судна, с которого проводят операции с шлангокабелем, швартовые канаты, райзеры, другие шлангокабели или другие объекты). Условия возникновения критических нагрузок, как правило, зависят от вида событий, приведших к взаимодействию с внешними объектами. Оценка взаимодействия с внешними объектами должна включать проектные варианты выполнения укладки шлангокабеля. Эксплуатационные параметры и варианты развития аварийной ситуации следует рассматривать с учетом фактических условий в месте прокладки шлангокабеля.
Заказчик должен обеспечить предоставление информации, необходимой для проведения анализа взаимодействия с внешними объектами, включая информацию о нефтегазопромысловом сооружении, судне, с которого проводят операции со шлангокабелем, о системе шлангокабеля, райзерной и швартовой системах. Информация о распределении ответственности при выполнении анализа приведена в таблице A.2 (приложение A).
Основная стратегия при проектировании должна заключаться в исключении возможности соударения шлангокабеля с другими конструкциями. В этом случае при анализе взаимодействия с внешними объектами необходимо документально подтвердить, что между шлангокабелем и близлежащими конструкциями существует достаточное расстояние для всех случаев действия критических нагрузок. Должное внимание следует уделять гидродинамическому взаимодействию с точки зрения влияния вихревого следа на поток (т.е. уменьшению силы лобового сопротивления и ненулевой подъемной силы в зависимости от расстояния в конфигурации вихревого следа). Влияние возможных вибраций, обусловленных вихревыми потоками, на коэффициенты сопротивления с учетом вихревого следа должно быть определено и учтено на основе консервативного подхода, подтвержденного анализом чувствительности.
Подсоединенные к плавучему нефтегазопромысловому сооружению шлангокабели, как правило, расположены вблизи других объектов, работающих в динамическом режиме, таких как райзеры. Во избежание нежелательного взаимодействия близкорасположенные протяженные конструкции должны иметь как можно более схожие статические и динамические характеристики. Также этого можно добиться, если соотношение веса таких конструкций к их диаметру будет одинаковым. Отношение веса к диаметру определяют как отношение веса единицы длины протяженного объекта в погруженном состоянии к его наружному диаметру. На отношение веса к диаметру могут оказывать существенное влияние переменные нагрузки, обусловленные, например, биологическим обрастанием морскими организмами и уровнем содержания жидкости в райзерах. Для обоснования допущений в отношении функциональных нагрузок для применения при анализе взаимодействия с внешними объектами должен быть выполнен анализ чувствительности.
Следует принимать во внимание допустимые отклонения при укладке и производственные допуски в отношении длины шлангокабеля.
Должен быть использован единый подход к выбору коэффициентов сопротивления для шлангокабелей и близлежащих райзеров, для которых выполняют оценку взаимодействия. За обеспечение требуемого расстояния между анализируемыми райзерами, поставленными разными изготовителями, отвечает заказчик.
Анализ взаимодействия с внешними объектами представляет собой общий анализ результатов действия нагрузок с учетом моделирования гидродинамического взаимодействия. Анализ следует выполнять с учетом требований действующих нормативных документов (см. [9] или аналогичные документы). Для моделей гидродинамического взаимодействия в новых условиях (например, когда близлежащие конструкции имеют разные диаметры, используют устройства для предотвращения вибраций, обусловленных вихревыми потоками, и т.д.) должна быть выполнена валидация на основе физико-механических испытаний.
При проектировании возможно использование альтернативного подхода, который допускает соударение конструкций при наиболее экстремальных условиях нагружения. В этом случае должно быть документально подтверждено, что ударные нагрузки не угрожают целостности конструкции взаимодействующих объектов. Должен быть выполнен анализ усталостного износа и экстремальных ударных нагрузок.
Разработка системы шлангокабеля с учетом требований к обеспечению его целостности при соударении является более сложной задачей, по сравнению с решениями, исключающими возможность взаимодействия шлангокабеля с расположенными поблизости объектами.
Валидация моделей действия нагрузок при соударении конструкций должна быть выполнена на основе физических испытаний.
Следует избегать соударения шлангокабеля с конструкциями устройств обеспечения его плавучести при их применении.
6.3.7 Анализ свободных пролетов
На участках уложенного на морском дне шлангокабеля со свободными пролетами могут возникать вибрации, вызванные вихревыми потоками от придонных течений. Вибрация зависит от длины свободного пролета и натяжения шлангокабеля. Вопросы устойчивости положения шлангокабеля на морском дне рассмотрены, например, в [6]. При анализе свободных пролетов надлежащее внимание должно быть уделено специфическим свойствам шлангокабеля. В частности, эмпирические зависимости собственных частот колебаний и уровней напряжений для трубопроводов не применимы напрямую к шлангокабелям. Для определения мод собственных колебаний с учетом граничных условий и наличия нескольких свободных пролетов следует использовать метод конечных элементов.
Из-за малой жесткости при изгибе шлангокабели в отличие от трубопроводов, как правило, в большей степени подвержены растягивающим нагрузкам. Таким образом, эффективное напряжение при растяжении в процессе укладки имеет важное значение для прогнозирования активных мод. Наличие существенной неопределенности в отношении растягивающих усилий может привести к значительным погрешностям при прогнозировании усталостного разрушения от вибраций, обусловленных вихревыми потоками.
Для принятия допущений, основанных на консервативном подходе, должен быть выполнен анализ чувствительности.
6.3.8 Анализ процессов протягивания шлангокабеля
Анализ процессов протягивания шлангокабеля проводят для оценки необходимого усилия натяжения при протягивании шлангокабеля через трубы I- и J-типа или в других несущих конструкциях. В общем случае анализ процессов протягивания шлангокабеля должен включать:
- оценку силы трения, обусловленной весом шлангокабеля;
- оценку силы трения, обусловленной изгибом шлангокабеля на поворотах, при применении;
- оценку необходимого усилия натяжения, обусловленного изгибом шлангокабеля, при применении;
- оценку усилия натяжения при вытягивании в обратном направлении для прогнозирования действий в нештатных ситуациях или для будущих работ при ликвидации шлангокабеля.
Анализ процессов протягивания шлангокабеля может быть выполнен с применением аналитических формул на основе консервативных допущений или математического моделирования в специализированных компьютерных программах с использованием метода конечных элементов.
Аналитические формулы необходимо использовать для расчета силы трения, обусловленной весом, натяжением в углах поворота и изгибом (например, формулы для расчета изгиба и углов поворота приведены в [10]). Необходимо учитывать суммарный вклад от сил трения и от изгиба шлангокабеля на основе консервативных допущений.
Для сложных сценариев протягивания должно быть выполнено математическое моделирование в специализированных компьютерных программах с применением метода конечных элементов. Такое моделирование должно быть выполнено в нелинейной статической постановке. Приложение нагрузки должно отражать конкретный вариант протягивания. Надлежащее внимание должно быть уделено моделированию удерживающих и контактных усилий от несущей конструкции (например, моделированию силы трения в зависимости от геометрических параметров изгиба). Для оценки силы трения и необходимого усилия натяжения должна быть определена модель такого контакта.
6.3.9 Анализ прочности конструкции
6.3.9.1 Общие положения
Цель анализа прочности конструкции заключается в определении конструкции шлангокабеля и входящих в его состав элементов, способной выдержать проектные нагрузки и воздействия в процессе изготовления, перегрузки, извлечения, ремонта и укладки, а также при эксплуатации на протяжении проектного срока службы.
Подробная информация, касающаяся анализа прочности конструкции отдельных элементов шлангокабеля, приведена в 7.2-7.5.
Анализ прочности конструкции включает описание распределения нагрузки между элементами в поперечном сечении шлангокабеля для определения напряжений и деформаций в каждом элементе, а также параметров жесткости, необходимых для выполнения общего анализа прочности конструкции. Результаты анализа прочности конструкции могут быть разделены на следующие основные категории:
- кривые допустимой нагрузки при изгибе, определяемые в виде зависимости натяжения от изгиба при заданном давлении, при применении;
- оценка максимально допустимых раздавливающих нагрузок;
- напряжения и деформации, применяемые для расчетов на усталость;
- параметры жесткости поперечного сечения для применения в качестве входных данных при общем расчете результатов действия нагрузок.
Анализ прочности конструкции должен быть основан на общепризнанных принципах инженерной механики и теории сопротивления материалов и может опираться на эмпирические, аналитические и численные (конечно-элементные) методы, которые подтверждены результатами испытаний конструкции. Обзор подходов к выполнению анализа на усталость приведен в F.3 (приложение F).
Изготовителем должны быть точно указаны и подтверждены максимально допустимые напряжения/деформации для каждого элемента (металлическая труба, электрический кабель, армирующий элемент, оболочка и т.д.), которые будут иметь место при укладке, испытаниях давлением на месте после укладки и на этапе эксплуатации.
6.3.9.2 Требования к моделированию и выполнению анализа
В результате проведения анализа должно быть подтверждено, что применяемые в системе шлангокабеля материалы, обеспечивающие конструктивные и функциональные характеристики шлангокабеля, соответствуют требованиям к эксплуатационным характеристикам материалов на протяжении всего расчетного срока службы. Подтверждение необходимо осуществлять на основе применения требований стандартов и коэффициентов запаса прочности, при применении.
При проведении анализа необходимо:
a) учитывать ухудшение свойств материалов как результат старения на протяжении срока эксплуатации;
b) провести анализ выбора материалов, включая оценку коррозии металлических элементов, влияние системы ЭХЗ и возможного расслаивания связанных слоев;
c) выполнить анализ на усталость конструктивных и функциональных элементов (например, металлических труб, армирующей проволоки, медных проводов, заполнителя, жестких накладок, полимерных элементов);
d) выполнить оценку давления при контакте различных элементов шлангокабеля и трения между ними;
e) выполнить оценку влияния условий окружающей среды (например, ультрафиолетового излучения, температуры, озона, длительного воздействия морской воды и технологических жидкостей);
f) выполнить оценку влияния накопленной деформации медных проводов, армирующей проволоки, металлических труб и волокон на протяжении процессов изготовления, погрузочно-разгрузочных работ и операций по укладке;
g) выполнить оценку деформации оптических волокон;
h) выполнить оценку поперечной деформации и напряжений для отдельно взятых элементов вследствие раздавливающей нагрузки при хранении и укладке.
Результаты действия нагрузки в поперечном сечении шлангокабеля могут быть документально подтверждены результатами определительных или приемочных испытаний. Для прогнозирования местных напряжений также допускается применение численных методов. При проведении анализа с использованием численных методов проверка его результатов может быть выполнена согласно разделу 5 и F.3 (приложение F).
Расчетные формулы должны соответствовать конкретной конструкции шлангокабеля, а их валидация для конкретных конструкций может быть выполнена по результатам испытаний опытного образца с применением датчиков деформации. Обоснование экстраполяции результатов должно быть отражено в документации. При использовании аналитических методов должны быть приняты фактические нагрузки на шлангокабель, особенно возможные сочетания нагрузок.
Модели для анализа прочности конструкции должны позволять описывать распределение нагрузки между каждым элементом в поперечном сечении на основе оценки вклада жесткости от каждого элемента.
Анализ распределения нагрузки должен быть основан на номинальных размерах. При анализе напряжений и анализе на усталость необходимо учитывать допуски на размер и результаты воздействия коррозии и износа.
При определении размеров толщины стенки стальных труб необходимо учитывать допуски.
Внутреннее сопротивление трения, возникающее при контакте элементов в конструкции шлангокабеля, должно быть учтено при расчете напряжений трения, которые добавляются к осевым упругим и изгибающим напряжениям при расчетах на усталость и определении предельных нагрузок. Анализ чувствительности должен быть выполнен в отношении вязкости в рамках анализа на усталость.
Примечание - Трение может влиять на общее демпфирование и характеристики жесткости, и поэтому его необходимо учитывать в общем динамическом анализе.
При возникновении коррозионного истирания и износа в результате сочетания внутренних сил при контакте элементов шлангокабеля, трения металла по металлу и относительных деформаций необходимо учитывать данный эффект в рамках анализа на усталость.
Особое внимание должно быть уделено оконечным элементам шлангокабелей, работающих в динамическом режиме. Из-за больших градиентов изгибающих напряжений могут иметь место концевые эффекты, обусловленные спиральным расположением слоев в структуре шлангокабеля. В связи с этим необходимо выполнить оценку или документально подтвердить посредством испытаний (определительных или приемочных согласно разделу 5) эффект усиления напряжений. Это является определяющим фактором как для оценки предельных нагрузок, так и для характеристик сопротивления усталости.
Примечание - Для испытаний на долговечность шлангокабелей, работающих в динамическом режиме, заделку элементов шлангокабеля, как правило, выполняют с помощью концевых фитингов, обеспечивающих фиксацию положения в осевом направлении. При условии, что длина образца меньше фактического расстояния от изогнутого в динамических условиях сечения до оконечного элемента, такие испытания обычно дают консервативную оценку, соответствующую наиболее неблагоприятным условиям с точки зрения концевых эффектов. Для исключения консервативной оценки при анализе прочности конструкции могут быть применены трехмерные модели, прошедшие валидацию, для адаптации программы испытаний к фактическим условиям нагружения.
6.4 Анализ процессов укладки шлангокабеля
Все транспортировочные операции, операции по перегрузке, грузоподъемные операции и подводно-технические работы следует проводить в соответствии со стандартами по планированию и проведению морских операций, например ГОСТ Р 58772.
Результаты анализа процессов укладки шлангокабеля должны обосновать применение подходящего оборудования и методов выполнения работ, исключающих повреждение шлангокабеля. В частности, при анализе процессов укладки шлангокабеля должна быть выполнена оценка перераспределения нагрузки, трения между элементами шлангокабеля и сопротивления смятию.
Кроме того, должен быть выполнен анализ процессов извлечения шлангокабеля. Должны быть определены условия для выполнения работ по подъему шлангокабеля. Анализ должен быть выполнен для тех же условий, что и анализ процессов укладки. Коэффициенты максимума нагрузки должны быть приняты такими же, как и в случае укладки шлангокабеля.
6.5 Усталостная долговечность
Шлангокабель должен быть спроектирован таким образом, чтобы срок службы до усталостного разрушения был не менее 10 проектных сроков его эксплуатации. Проектный срок эксплуатации устанавливают в техническом задании на проектирование конкретного шлангокабеля.
Может возникнуть необходимость проведения определительных и приемочных испытаний для подтверждения соответствия применяемых изготовителем методов проектирования и расчета, а также программных средств для прогнозирования условий усталостного разрушения и усталостной долговечности.
7 Проектирование, изготовление и испытания элементов шлангокабеля
7.1 Общие положения
7.1.1 Верификация конструктивных решений
Элементы шлангокабеля следует проектировать и изготавливать таким образом, чтобы они соответствовали функциональным и техническим требованиям. Соответствие требованиям необходимо подтверждать результатами приемочных и приемо-сдаточных испытаний.
Для новых конструкций элементов шлангокабеля, схожих с уже проверенными конструкциями и имеющих характеристики, которые могут быть спрогнозированы с высокой степенью достоверности, приемочные испытания конструкции могут быть включены в заводские приемо-сдаточные испытания элементов шлангокабеля. Приемочные испытания для нестандартных или существенно отличающихся от уже подтвержденных конструкций следует выполнять по отдельной программе.
Если конструкция элемента шлангокабеля аналогична ранее подтвержденной конструкции, а укладку шлангокабеля выполняют при схожих природных и эксплуатационных условиях, могут быть использованы данные, полученные ранее при проверке такой конструкции.
Приемочные испытания также следует предусмотреть для оконечных устройств, промежуточных соединителей и вспомогательного оборудования, при применении.
Примечание - Общие сведения о приемочных и приемо-сдаточных испытаниях, которые необходимо проводить в процессе и по завершении изготовления элементов шлангокабеля, указанных в настоящем подразделе, приведены в приложении В.
7.1.2 План качества
Подготовку плана качества должен осуществлять изготовитель до начала производства шлангокабеля. В плане качества должно быть показано, каким образом будут достигнуты и подтверждены заданные характеристики на всех этапах производства. План качества должен учитывать все факторы, которые влияют на качество и надежность шлангокабеля. Все основные этапы изготовления, начиная от контроля получаемого сырья и материалов до отгрузки готовой продукции, включая этапы освидетельствования и проверки, должны быть подробно рассмотрены. Необходимо привести ссылки на процедуры, установленные для каждого из этапов. План качества должен быть одобрен заказчиком и содержать, по меньшей мере, следующую информацию:
a) схему реализации плана качества с описанием;
b) план качества для конкретного проекта;
c) схему технологического процесса;
d) планы качества изготовителей функциональных элементов и поставщиков;
e) описание процедур транспортной обработки грузов, погрузочно-разгрузочных операций и транспортирования.
7.1.3 Выбор материалов
Выбор материалов следует осуществлять, учитывая следующие факторы:
a) проектные условия окружающей среды;
b) проектный режим эксплуатации;
c) технологические процессы при изготовлении;
d) необходимость технического обслуживания и ремонта при эксплуатации;
e) ухудшение характеристик при воздействии морской воды и рабочих флюидов.
Примечание - Руководство по выбору материалов для шлангокабелей и подводного оборудования описано в [11].
7.2 Электрические кабели
7.2.1 Общие положения
В составе шлангокабеля следует использовать электрические кабели с изолированными проводниками, которые обеспечивают непрерывную эксплуатацию в условиях воздействия морской воды.
Конструкция электрических кабелей должна обеспечивать возможность заделки их концов в водозащитном исполнении с обеспечением проектного срока эксплуатации.
7.2.2 Рабочее напряжение
В разделе использованы следующие обозначения:
b) U - номинальное переменное напряжение между основными токопроводящими жилами кабеля;
Стандартное номинальное напряжение должно соответствовать ГОСТ 31996 и ГОСТ 34834, например, 0,6/1(1,2) кВ, 1,8/3(3,6) кВ и 3,6/6(7,2) кВ.
В функциональных требованиях заказчика должно быть указано, предназначен ли кабель для передачи энергии (силовой кабель) или сигналов (кабель управления). Эта информация требуется для определения видов необходимых испытаний и условий эксплуатации.
Если кабели используют и для передачи энергии (как силовые кабели), и для передачи сигналов (как кабели управления), применяют и те, и другие условия.
7.2.3 Силовые кабели
7.2.4 Кабели управления
7.2.5 Конструкция
7.2.5.1 Общие положения
Для использования в составе подводного шлангокабеля допускается применять кабели различной конструкции, при этом должно быть подтверждено соответствие выбранной конструкции требованиям раздела 4.
Кабели должны быть изготовлены в соответствии с ТУ изготовителя.
Некоторые кабели могут быть экранированными и/или армированными в зависимости от условий эксплуатации.
Электрические жилы и кабели следует изготавливать непрерывными по всей длине.
Если для получения требуемой длины кабеля необходимо сращивание нескольких кабелей, то сращивание следует выполнять по аттестованной технологии с привлечением квалифицированного персонала согласно ТУ изготовителя. На сращиваемые части кабеля должны распространяться такие же критерии соответствия и критерии прохождения испытаний, как для изолированных проводников и кабелей в целом.
Конструкция многожильного кабеля должна исключать сращивание или скручивание жилы с внешней оболочкой, заполнителями, связывающей лентой или прилегающими жилами. Жилы в многожильном кабеле должны легко разделяться для создания заделки для оконцевания кабелей.
Поскольку во многих случаях герметизацию жил кабеля выполняют методами, предусматривающими применение изоляционных кожухов, поверхность изоляционного материала должна быть гладкой и не должна иметь вмятин, трещин и дефектов поверхности, которые могут влиять на уплотнение.
При проектировании необходимо уделять внимание предотвращению избыточной механической нагрузки на проводник, обусловленной сжимающими и растягивающими силами, а также возможного воздействия сил, которые могут возникать в элементах, подвергнутых общей скрутке, особенно предназначенных для эксплуатации в глубоководных районах.
При проектировании необходимо учитывать вопросы влияния миграции газа в электрических кабелях на их эксплуатацию.
7.2.5.2 Конструктивные материалы
Материалы, используемые в конструкции электрического кабеля (для таких элементов конструкции как изоляция, заполнители, внешняя оболочка и т.д.), должны быть устойчивыми к воздействию гидравлических и диэлектрических жидкостей во избежание ухудшения их электрических и физических свойств, если заделки/соединители относятся к типу устройств с компенсацией давления, в которых в качестве компенсирующей жидкости, как правило, используют электролит или гидравлическую/диэлектрическую жидкость.
7.2.5.3 Проводники
Проводники следует изготавливать из медной проволоки с высокой электропроводностью с соблюдением требований ГОСТ 22483 к проводимости и материалам. Изготовление проводников следует осуществлять из отожженной медной проволоки круглого сечения.
7.2.5.4 Изоляция
Материал изоляции электрического кабеля должен быть предназначен для эксплуатации в морской воде.
Выбранный для изоляции материал должен быть получен из не подвергавшихся вторичной переработке полимеров с применением метода непрерывной экструзии для формования бесшовного профиля круглого сечения. Выбранный для изоляции материал должен соответствовать требованиям ГОСТ 31996 и ГОСТ 34834.
Допускается использовать материалы, имеющие подтвержденный успешный опыт применения, например термопластичный полиэтилен и различные этиленпропиленовые каучуки. Используемые материалы должны сохранять изоляционные свойства в течение всего срока эксплуатации. Должно быть предоставлено подтверждение сохранения механических свойств материалов в условиях действия проектного давления и температуры.
Минимально допустимая толщина изоляции должна быть указана в ТУ изготовителя.
В зависимости от напряжения, материала и толщины изоляции может потребоваться применение неметаллического проводника и изолирующего экрана согласно ГОСТ 31996 и ГОСТ 34834.
7.2.5.5 Маркировка изоляции
Изолированные проводники должны иметь цветовую или цифровую маркировку. При маркировке цифры следует располагать через равные интервалы, не превышающие 100 мм, по длине каждой жилы. Применяемые цвета и цифровые обозначения должны быть указаны в ТУ изготовителя.
Маркировка должна быть стойкой к термическому старению и должна исключать возможность ошибок при монтаже, которые могут привести к возникновению отказа.
Применение рельефной маркировки не допускается.
7.2.5.6 Скрутка жил
Аттестацию технологического процесса скручивания отдельно взятых жил необходимо распространять на конкретные условия применения.
При реализации альтернативного технологического процесса скручивания жил данный процесс должен быть аттестован для заданных условий применения.
При промежуточной скрутке на жилы кабеля может быть нанесен упрочняющий покров в виде кабельной обмотки для обеспечения механической устойчивости и заданной формы поперечного сечения формируемого пучка.
При реализации операции скрутки необходимо минимизировать значение сжимающих сил между жилами для минимизации деформации изоляции.
7.2.5.7 Заполнители
Для придания кабелю механической прочности и практически круглой формы внутренние и наружные промежутки между жилами должны быть заполнены корделем или экструдированной внутренней оболочкой. Материал корделя и скрепляющей ленты должен быть совместим с другими материалами, применяемыми в кабеле. В частности, должна быть обеспечена совместимость с материалами изоляции и наружной оболочки кабеля. Материалы должны быть указаны в ТУ изготовителя. Связывающую ленту допускается накладывать в продольном направлении или по спирали в зависимости от применяемого экранирования.
7.2.5.8 Экранирование
При необходимости должно быть выполнено экранирование кабеля медной лентой или двухкомпонентной лентой, состоящей из тонкой металлической пленки и полимерного слоя. Номинальное сечение экрана должно быть указано в ТУ изготовителя. Экран должен обеспечивать непрерывность экранирования по всей длине кабеля и оставаться работоспособным на протяжении всего расчетного срока службы кабеля.
Экраны из плоской металлической ленты для электрических кабелей или отдельных жил должны обеспечивать 100% покрытие поверхности проводников. Экран следует накладывать внахлест по спирали. При наложении экрана следует учитывать нижележащие жилы.
7.2.5.9 Наружная оболочка
Для наружной оболочки электрического кабеля следует применять полимерные материалы с защитой от ультрафиолетового излучения и окисления. Сведения о материалах наружной оболочки должны быть указаны в ТУ изготовителя. Наружную оболочку накладывают экструзией с заполнением промежутков изолированных жил для формирования постоянного поперечного сечения. Материал наружной оболочки должен быть предназначен для применения в морской воде и совместим с рабочими жидкостями, применяемыми при изготовлении, укладке и эксплуатации шлангокабеля. Материал наружной оболочки не должен приводить к снижению эксплуатационных параметров других материалов, с которыми он может находиться в контакте при выполнении скрутки.
Коэффициент трения между оболочкой кабеля и оболочками других электрических кабелей и/или других элементов в составе шлангокабеля должен быть минимизирован.
Поскольку герметизацию оболочки кабеля во многих случаях выполняют методами, предусматривающими применение изоляционных кожухов, то поверхность изоляции должна быть ровной и не должна иметь вмятин, трещин и дефектов поверхности, которые могут влиять на уплотнение.
7.2.5.10 Армирование
В некоторых случаях кабели могут включать дополнительные слои для повышения прочности и обеспечения механической защиты. Для армирования допускается применение металлических или неметаллических материалов.
Сведения об армирующих слоях должны быть приведены в ТУ изготовителя кабеля.
7.2.5.11 Маркировка кабеля
Маркировку кабеля следует выполнять через равномерные промежутки по всей его длине. Расстояние между концом одной надписи и началом следующей не должно превышать 1000 мм. Маркировка по меньшей мере должна включать:
a) наименование или товарный знак изготовителя;
b) идентификатор кабеля в составе шлангокабеля, например, "Кабель 3";
c) номер партии;
d) номинальное напряжение.
7.2.6 Рабочие характеристики
7.2.6.1 Электрическое сопротивление токопроводящих жил
Электрическое сопротивление токопроводящих жил не должно превышать значения, установленного в ГОСТ 22483.
7.2.6.2 Электрическое сопротивление изоляции
Удельное объемное электрическое сопротивление изоляции постоянному току для каждой токопроводящей жилы должно быть не менее значения, указанного в ТУ изготовителя, которое должно быть не менее 500 МОм·км для напряжения 500 В постоянного тока.
7.2.6.3 Электрическое сопротивление экрана
Для силового кабеля с неметаллическими (полупроводниковыми) экранирующими слоями удельное сопротивление экрана не должно превышать следующих значений:
a) экран проводника: 1000 Ом·м;
b) экран жилы: 500 Ом·м.
7.2.6.4 Требования к силовым кабелям
При проектировании кабеля для передачи энергии (силового кабеля) следует учитывать:
a) номинальное рабочее напряжение;
b) номинальный рабочий ток;
c) число фаз;
d) максимальную температуру окружающей среды;
e) максимальное падение напряжения.
7.2.6.5 Требования к кабелям управления
Для каждой пары проводников, передающих сигнал, в диапазоне между максимальной и минимальной частотой в пределах установленной полосы пропускания необходимо определить следующие характеристики:
a) коэффициент затухания;
b) волновое сопротивление;
c) индуктивность;
d) емкость;
e) электрическое (активное) сопротивление (по запросу от поставщика СПД);
f) электрическую (активную) проводимость (по запросу от поставщика СПД).
Указанные характеристики пропускания и границы переходного затухания на дальнем конце между парами проводников должны быть приведены в ТУ изготовителя.
7.2.7 Анализ конструкции
Для проверки соответствия конструкции электрического кабеля требованиям в отношении действующих на проводники растягивающих, сжимающих и усталостных нагрузок необходимо выполнить анализ прочности конструкции кабеля на основе данных, полученных по результатам анализа действия нагрузок на шлангокабель, как определено в 6.3.
7.2.8 Требования к изготовлению
7.2.8.1 Скрутка проводников
В процессе скрутки необходимо обеспечить, чтобы скрученный из проволок проводник и отдельные проволоки не подвергались действию нагрузок, которые могут приводить к образованию перегибов с перекручиванием или уменьшению поперечного сечения проволок. Указанное требование не исключает использования уплотненных токопроводящих жил согласно ГОСТ 22483.
В процессе изготовления необходимо осуществлять контроль натяжения проволок (стренг) во время скрутки и выполнять проверку на равных интервалах согласно ТУ изготовителя.
Многопроволочные жилы должны быть концентрической скрутки и иметь общую непрерывную спиральную скрутку. Применение других конструкций не допускается. В процессе скрутки многопроволочного проводника не допускается нарушение симметрии.
Для минимизации миграции воды и газа в проводник в процессе скрутки рекомендуется вводить специальные заполнители.
7.2.8.2 Экструдирование изоляции
В процессе экструзии следует проводить непрерывные измерения и фиксацию следующих технологических параметров:
a) температуры цилиндра/головки экструдера;
b) давления/температуры расплава;
c) скорости шнека/потребляемой мощности;
d) скорости отвода материала из экструдера.
В процессе экструзии следует проводить контроль и непрерывные сухие испытания изоляции искровым методом в соответствии с ТУ изготовителя. Полученная в результате экструзии изоляция должна представлять собой единый непрерывный отрезок без дефектов. Ремонт изоляции не допускается.
Необходимо непрерывно вести измерение и запись значений толщины изоляции и наружного диаметра в двух ортогонально расположенных позициях.
После экструзии проводники с нанесенной изоляцией следует хранить в специализированном защищенном месте с обеспечением защиты от воздействия прямого солнечного света, пыли и других факторов, которые могут привести к загрязнению проводников.
7.2.8.3 Скрутка токопроводящих жил
Во время сборки кабеля жилы не допускается подвергать растягивающим и сжимающим нагрузкам, которые могут приводить к образованию перегибов с перекручиванием или уменьшению поперечного сечения жилы или скрутки.
При необходимости должен быть использован заполнитель для образования компактного пучка с практически круглой формой поперечного сечения. Заполнители могут быть введены в наружные промежутки скрученных жил или промежутки между функциональными элементами должны быть заполнены компаундом, чтобы свести к минимуму проникновение воды.
В процессе укладки токопроводящих жил должен вестись непрерывный визуальный контроль качества скрутки и плотности заполнения.
Если в конструкции кабеля используют связывающую ленту, ее следует равномерно накладывать с натяжением, исключающим наличие ограничений на взаимное смещение токопроводящих жил при изгибе кабеля.
По завершении укладки скрученные жилы и/или элементы кабеля следует хранить в специализированном месте, защищенном от воздействия прямого солнечного света, пыли и других факторов, которые могут привести к загрязнению кабеля.
7.2.8.4 Экструзия оболочки
Экструдированная оболочка не должна иметь видимых сосредоточенных неоднородностей или отверстий. Допускается проведение ремонта оболочки, выполнение которого и отражение результатов которого необходимо осуществлять в соответствии с ТУ изготовителя.
Необходимо проводить непрерывное измерение наружного диаметра оболочки по меньшей мере в двух положениях под углом 90° друг к другу. Отклонение от соосности и толщину стенки необходимо измерять на образцах, взятых от каждого конца экструзии.
7.2.8.5 Армирование
При необходимости армирование следует проводить равномерно в соответствии с ТУ изготовителя.
7.2.9 Определительные и приемочные испытания
7.2.9.1 Общие положения
Определительным испытаниям подвергают образцы отдельно взятого кабеля. Определительные испытания проводят для определения значений параметров конструкции кабеля, приемочные - с целью подтверждения соответствия целевому назначению с учетом характеристик и свойств, описанных в 7.2.9.2-7.2.9.14.
Если было выполнено сращивание кабеля, то для сростка кабеля также необходимо провести аналогичные приемочные испытания.
7.2.9.2 Визуальный контроль и контроль размеров
Необходимо провести полный визуальный контроль и контроль размеров по ГОСТ 12177 образцов токопроводящих жил, которые не должны иметь повреждений, перегибов с перекручиванием и дефектов. Контроль должен включать проверку материалов на возможное наличие посторонних включений, контроль размеров и исполнения. Контроль проводников следует выполнять согласно ГОСТ 22483.
7.2.9.3 Измерение электрического сопротивления проводников
Необходимо выполнить измерение электрического сопротивления двух образцов изолированных проводников по ГОСТ 7229, длина каждого из которых должна составлять не менее 1 м. По одному образцу необходимо взять от каждого конца готового электрического кабеля. Измеренное электрическое сопротивление для каждого проводника, приведенное к 20°C, не должно превышать значения, установленного в ГОСТ 22483, более чем на 2% с поправкой на потери при скручивании, а именно на угол повива или скрутки.
7.2.9.4 Измерение электрического сопротивления изоляции
Необходимо выполнить измерение электрического сопротивления постоянному току двух образцов изолированных проводников, длина каждого из которых должна составлять не менее 1 м. По одному образцу необходимо взять от каждого конца готового электрического кабеля.
Отдельно взятые изолированные проводники необходимо полностью погрузить в емкость, заполненную пресной водой, и выполнить измерение сопротивления изоляции по ГОСТ 3345. Затем образцы должны быть подвергнуты действию внешнего давления, равного 3,5 МПа, или максимальному гидростатическому давлению при рабочей глубине моря, в зависимости от того, что больше. Минимальная продолжительность действия давления должна составлять 22 ч, после чего, не снижая давления, необходимо провести измерение сопротивления изоляции. Сопротивление изоляции не должно быть менее значения, приведенного в 7.2.6.2.
Если изолированный проводник имеет металлический экран по всей длине, указанные измерения допускается выполнять без погружения проводника в воду.
7.2.9.5 Испытание повышенным напряжением постоянного тока
Испытания повышенным напряжением постоянного тока проводят по ГОСТ 2990. Необходимо выполнить измерение электрического сопротивления постоянному току двух образцов изолированных проводников, длина каждого из которых должна составлять не менее 1 м. От каждого конца готового электрического кабеля необходимо взять по одному образцу.
Это испытание может быть объединено с измерением сопротивления изоляции, указанным в 7.2.9.4, с использованием тех же самых образцов при условии, что в первую очередь проводят измерение сопротивления изоляции.
Отдельно взятые изолированные проводники должны быть полностью погружены в емкость, заполненную пресной водой. Первым должно быть проведено измерение сопротивления изоляции.
Затем образцы должны быть подвержены действию внешнего давления, равного 3,5 МПа, или максимальному гидростатическому давлению при рабочей глубине моря, в зависимости от того, что больше. Минимальная продолжительность действия давления должна составлять 22 ч, после чего, не снижая давления, необходимо провести испытание повышенным напряжением постоянного тока.
Каждый изолированный проводник должен выдерживать напряжение постоянного тока между проводником и водой последовательно для каждого из двух указанных значений давления в течение не менее 5 мин без наступления пробоя. Каждый раз по окончании этого времени необходимо проводить измерение тока утечки изоляции, значение которого не должно превышать значения, указанного в ТУ изготовителя.
Если изолированный проводник имеет металлический экран по всей длине (как в случае одной токопроводящей жилы), эти испытания допускается проводить в обычных условиях окружающей среды, не погружая проводник в воду.
7.2.9.6 Испытание повышенным напряжением переменного тока
По завершении испытаний повышенным напряжением постоянного тока, описанным в 7.2.9.5, необходимо провести испытания повышенным напряжением переменного тока по ГОСТ 2990 для изолированных проводников, находящихся под действием такого же гидростатического давления.
Испытания напряжением переменного тока следует проводить при синусоидальном напряжении переменного тока в диапазоне частот от 40 до 62 Гц, если иное не указано в ТУ изготовителя. Приложенное испытательное напряжение должно соответствовать значениям, указанным в таблице 3. Напряжение должно быть приложено между проводником и водой. Напряжение следует увеличивать со скоростью, указанной в 7.2.9.10, и поддерживать при максимальном значении в течение 5 мин, при этом пробоя изоляции быть не должно.
Таблица 3 - Напряжение для испытаний переменным током
Номинальное напряжение в зависимости от назначения и сечения жилы кабеля | Напряжение испытания, В | |
Кабель управления | кВ | 1500 |
Силовой кабель 600 В | 6 мм | 1500 |
>6 мм | 3000 | |
Силовой кабель 600 В | кВ | 7500 |
, U и определяют согласно ГОСТ 31996 и ГОСТ 34834. | ||
Если изолированный проводник (как в случае одной токопроводящей жилы) имеет металлический экран по всей длине, эти испытания допускается проводить в обычных условиях окружающей среды, не погружая проводник в воду.
7.2.9.7 Испытания электрической прочности
По окончании испытаний повышенным напряжением следующие четыре образца, каждый длиной не менее 1 м, необходимо подвергнуть испытаниям электрической прочности при постоянном токе (испытания на пробой). Испытания проводят по ГОСТ 2990. Для проведения испытаний необходимо взять по два образца от каждого конца готового электрического кабеля.
7.2.9.8 Измерение частичного разряда
7.2.9.9 Измерение сопротивления экрана
Измерение сопротивления экрана проводят по ГОСТ 2990. Сопротивление неметаллического (полупроводникового) экранирующего слоя в уже готовом проводнике, по возможности, не должно превышать значений, указанных в 7.2.6.3.
7.2.9.10 Напряжение при проведении испытаний
Если для испытаний напряжением не установлено иное, повышение напряжения от первоначально приложенного напряжения до заданного испытательного напряжения должно быть равномерным с достижением 100% за время не менее 10 с и не более 60 с. Первоначально приложенное напряжение не должно быть более 500 В.
7.2.9.11 Измерение индуктивности
Измерение индуктивности необходимо проводить на образце готового электрического кабеля длиной не менее 10 м (см. [12]). Индуктивность каждой пары проводников в кабеле следует измерять на фиксированной частоте согласно ТУ изготовителя. Измеренные значения должны соответствовать требованиям к кабелю, как определено в 7.2.6.5. Следует контролировать предельные значения отклонений между фактическими и заданными значениями.
7.2.9.12 Измерение емкости
Измерение емкости необходимо проводить по ГОСТ 27893 на образце готового электрического кабеля длиной не менее 10 м. Емкость каждой пары проводников в кабеле следует измерять для фиксированной частоты согласно ТУ изготовителя.
Емкость каждой токопроводящей единицы (одной экранированной токопроводящей жилы) следует измерять для частоты передаваемого сигнала с учетом заземления, если иное не указано в ТУ изготовителя. Измеренные значения должны соответствовать требованиям к кабелю, как определено в 7.2.6.5. Следует контролировать предельные значения отклонений между фактическими и заданными значениями.
7.2.9.13 Измерение коэффициента затухания
Измерение коэффициента затухания необходимо проводить для кабелей управления и силовых кабелей, если предполагается наложение сигналов на токопроводящие проводники.
Измерение коэффициента затухания необходимо проводить по ГОСТ 27893 на образце готового электрического кабеля, при этом длина образца должна составлять не менее 10 м. Измерение коэффициента затухания каждой пары проводников должно быть выполнено для частот, указанных в ТУ изготовителя, с построением кривой зависимости коэффициента затухания от частоты. Измеренные значения должны соответствовать требованиям к кабелю, как определено в 7.2.6.5. Следует контролировать предельные значения отклонений между фактическими и заданными значениями.
7.2.9.14 Измерение волнового сопротивления
Для определения волнового сопротивления необходимо провести испытания образца готового электрического кабеля длиной не менее 10 м. Измерение волнового сопротивления проводят по ГОСТ 27893.
Необходимо проводить измерения на каждой паре проводников для частот, указанных в ТУ изготовителя, и на основе полученных значений определять волновое сопротивление.
Необходимо построить кривую зависимости волнового сопротивления от частоты. Полученные результаты должны соответствовать требованиям к кабелю, как определено в 7.2.6.5. Следует контролировать предельные значения отклонений между фактическими и заданными значениями.
7.2.10 Приемо-сдаточные испытания
7.2.10.1 Общие положения
Приемо-сдаточные испытания для полностью изготовленного кабеля и проводников необходимо проводить до того, как они будут включены в состав шлангокабеля. Критерии принятия решения по результатам приемо-сдаточных испытаний должны быть установлены заказчиком и указаны в техническом задании на изготовление кабеля.
7.2.10.2 Визуальный и измерительный контроль
Необходимо провести визуальный осмотр образцов токопроводящих жил, которые не должны иметь повреждений, перегибов с перекручиванием и дефектов. Контроль должен включать проверку материалов на наличие посторонних включений, контроль размеров и исполнения. Контроль проводников следует выполнять согласно ГОСТ 22483.
7.2.10.3 Испытания электроискровым методом
В процессе экструзии изоляции все жилы необходимо подвергнуть испытаниям электроискровым методом, а также провести пробное испытание электроискровым методом всех оболочек, если их наносят непосредственно на экран или металлический армирующий слой. Испытание является успешным, если в процессе экструзии не было выявлено никаких дефектов. В процессе экструзии изоляции и оболочки минимальные уровни напряжения должны соответствовать ГОСТ Р 54813 (см. также [13]) с учетом толщины изоляции и оболочки.
Примечание - Испытания электроискровым методом не проводят, если в составе жил имеются неметаллические (полупроводниковые) экранирующие слои.
7.2.10.4 Измерение электрического сопротивления проводников постоянным током
Измерение электрического сопротивления проводников постоянным током проводят по ГОСТ 7229. Измерение электрического сопротивления проводников постоянным током следует проводить на отрезке готового кабеля по меньшей мере на следующих этапах в процессе изготовления:
a) после экструзии изоляции;
b) после скрутки;
c) после завершения изготовления электрического кабеля.
Измеренное электрическое сопротивление каждого из проводников (при 20°С) не должно превышать значение, указанное в ГОСТ 22483, более чем на 2% с поправкой на потери при скручивании, а именно на угол повива или скрутки.
7.2.10.5 Измерение сопротивления изоляции
Измерение электрического сопротивления изоляции проводят для изолированных проводников отрезка готового кабеля по ГОСТ 3345 в соответствии с процедурой и критериями прохождения испытаний, указанными в 7.2.9.4, после погружения проводника в пресную воду на 22 ч. Гидростатическое давление и продолжительность времени испытания должны быть указаны в ТУ изготовителя. При квалификационных испытаниях допускается использование других значений этих величин.
После скрутки и по завершении изготовления электрического кабеля также необходимо повторно провести указанные измерения, но без обязательного погружения в водопроводную воду под давлением.
7.2.10.6 Испытание повышенным напряжением постоянного тока
Испытания повышенным напряжением постоянного тока изолированных проводников в отрезке готового кабеля следует выполнять в соответствии с процедурой и критериями прохождения испытаний, указанными в 7.2.9.5. Для приемо-сдаточных испытаний изолированных проводников гидростатическое давление и продолжительность времени испытания должны быть указаны в ТУ изготовителя. Значения указанных величин могут отличаться от значений аналогичных параметров при проведении приемочных испытаний.
После скрутки и по завершении изготовления электрического кабеля необходимо повторно выполнить испытания повышенным напряжением постоянного тока, но без обязательного погружения в воду под давлением.
7.2.10.7 Измерение индуктивности
После завершения изготовления кабеля необходимо провести измерения индуктивности согласно 7.2.9.11:
a) на образце с длиной не менее 10 м, отделенном от изготовленного кабеля; или
b) на целом кабеле при условии, что его длина не приведет к искажению результатов.
7.2.10.8 Измерение емкости
После завершения изготовления кабеля должны быть проведены измерения емкости согласно процедурам и критериям прохождения испытаний, указанным в 7.2.9.12:
a) на образце с длиной не менее 10 м, отделенном от изготовленного кабеля;
b) на целом кабеле при условии, что его длина не приведет к искажению результатов.
7.2.10.9 Измерение коэффициента затухания
После завершения изготовления кабеля необходимо выполнить измерение коэффициента затухания согласно процедурам и критериям прохождения испытаний, указанным в 7.2.9.13:
a) на образце с длиной не менее 10 м, отделенном от изготовленного кабеля;
b) на целом кабеле при условии, что его длина не приведет к искажению результатов.
7.2.10.10 Измерение волнового сопротивления
После завершения изготовления кабеля необходимо определить волновое сопротивление согласно процедурам, указанным в 7.2.9.14:
a) на образце с длиной не менее 10 м, отделенном от изготовленного кабеля;
b) на целом кабеле при условии, что его длина не приведет к искажению результатов.
7.2.10.11 Измерение переходного затухания на дальнем конце
При необходимости минимизировать переходное затухание на дальнем конце в кабелях, содержащих физически не соединенные друг с другом пары проводников, необходимо провести измерение переходного затухания на дальнем конце по ГОСТ 27893 между парами проводников отрезка готового кабеля для заданной полосы частот.
Измеренные значения не должны превышать значений, указанных в ТУ изготовителя.
7.2.10.12 Определение неоднородности импеданса
Определение неоднородности импеданса вдоль проводника проводят по ГОСТ Р 58341.5. Ширина импульса должна быть достаточной для выполнения сканирования целого проводника в составе кабеля. На полученных графиках должны быть отображены основные точки, такие как начало и конец проводника, места сращивания и т.п. Результаты измерений следует использовать для получения характеристик проводника в составе электрического кабеля или его элементов, при этом для этих испытаний отсутствуют критерии успешности прохождения.
7.2.10.13 Испытания после транспортирования
Если готовые кабели транспортируют с предприятия, на котором они изготовлены, на предприятие, где выполняют изготовление шлангокабеля, то необходимо провести следующие испытания до начала укладки:
a) измерение электрического сопротивления проводников согласно 7.2.10.4;
b) измерение сопротивления изоляции согласно 7.2.10.5.
7.3 Полимерные трубы в составе шлангокабеля
7.3.1 Общие положения
Все трубы должны быть предназначены для эксплуатации в морской воде.
7.3.2 Параметры полимерных труб
Все полимерные трубы следует классифицировать в зависимости от номинального диаметра и расчетного рабочего давления.
Примечание - Таблицы с рекомендуемыми значениями внутреннего диаметра и расчетного рабочего давления приведены в приложении C.
Допуск номинального диаметра не должен превышать значений, указанных в таблице 4, а допуск соосности внутреннего и наружного диаметров полимерных труб не должен превышать значений, указанных в таблице 5.
Наружный диаметр готовой полимерной трубы не должен отличаться более чем на 4% от значения, указанного в ТУ изготовителя.
Таблица 4 - Допуски номинального диаметра и толщины стенки
Номинальный диаметр, мм | Допуск номинального диаметра, % | Допуск толщины стенки линейной части, мм |
От 6,0 до 10,0 включ. | +5,0
-3,0 | ±0,2 |
От 10,1 до 20,0 включ. | +3,0
-2,0 | ±0,2 |
От 20,1 до 38,1 включ. | +2,0
-1,5 | ±0,25 |
Таблица 5 - Допуск соосности внутреннего и наружного диаметров трубы
Номинальный диаметр, мм | Допуск соосности, мм |
До 25,4 включ. | 1,0 |
Св. 25,4 | 1,5 |
7.3.3 Конструкция полимерной трубы
7.3.3.1 Общие положения
Конструкция полимерной трубы должна содержать внутренний слой, армирующий слой и внешнюю оболочку. При воздействии давления в свободном состоянии полимерные трубы не должны изгибаться и скручиваться.
При проектировании полимерных труб, фитингов и муфт следует учитывать воздействие на них солнечного света, ультрафиолетового излучения, температуры, морской воды и воздуха в соответствии с условиями на этапах изготовления, хранения, погрузочно-разгрузочных операций и изготовления шлангокабеля и оценивать влияние свойств полимерных труб на характеристики шлангокабеля на протяжении установленного срока службы.
7.3.3.2 Внутренний слой
Внутренний слой должен быть непрерывным и бесшовным, иметь экструдированный профиль круглого поперечного сечения. Внутренний слой следует изготавливать из первичного полимерного сырья. Он должен быть совместимым с планируемыми к применению рабочими жидкостями.
Допускается применять внутренний слой с многослойной структурой, если при использовании однослойной структуры невозможно обеспечить требуемые эксплуатационные характеристики. Например, может быть предусмотрено армирование внутреннего слоя в условиях высокого внешнего давления.
Для полимерных труб с высоким сопротивлением смятию внутренний слой может включать скрепляющий каркас для обеспечения устойчивости к внешнему гидростатическому давлению.
Скрепляющий каркас должен состоять из коррозионно-стойкого материала, совместимого с внешней средой и внутренними флюидами, например, стали AISI 316L при взаимодействии трубы с гидравлической жидкостью системы управления.
Материал внутреннего слоя в экструдированном состоянии не должен приводить к существенному загрязнению транспортируемого флюида за счет выделения мелких частиц или химического взаимодействия.
7.3.3.3 Армирующий слой
Армирующий слой должен состоять из одного или нескольких слоев синтетического волокна, расположенных вокруг внутреннего слоя.
7.3.3.4 Внешняя оболочка
Внешняя оболочка должна представлять собой непрерывный, бесшовный, концентрический экструдированный профиль круглого поперечного сечения, изготавливаемый из термопластика, устойчивого к воздействию озона и ультрафиолетового излучения.
Внешняя оболочка должна обеспечивать отвод транспортируемого флюида, если возможна инфильтрация указанного флюида через внутренний слой. Материал внутренней оболочки должен быть совместим с материалом, используемым для заполнения пустот в шлангокабеле, и материалом оболочек других линий шлангокабеля на всем протяжении его расчетного срока службы. Внешняя оболочка должна обеспечивать защиту армирующего и внутреннего слоев от абразивных, эрозионных и механических повреждений.
Должен быть обеспечен минимальный коэффициент трения между внешними оболочками полимерных труб и/или другими элементами в составе шлангокабеля.
7.3.3.5 Маркировка полимерных труб
По всей длине полимерной трубы на поверхности внешней оболочки с шагом не более 1 м, как минимум, необходимо указывать следующую информацию:
a) наименование или товарный знак изготовителя;
b) номер партии;
c) номинальное проходное сечение (диаметр);
d) расчетное рабочее давление;
e) номер (артикул) элемента по каталогу изготовителя;
f) идентификатор трубы в составе шлангокабеля, например, "Труба 6".
7.3.3.6 Заделка концов
Материалы конструкции полимерных труб не должны влиять на герметичность и сохранность муфт и/или концевых фитингов при длительном использовании. Все применяемые материалы должны быть пригодными для длительной эксплуатации в морской воде и соответствовать ТУ изготовителя. Если фитинги обжаты или опрессованы на внешней оболочке полимерной трубы, следует подтвердить, что инфильтрируемые из внутреннего слоя флюиды не изменяют свойств материала внешней оболочки и не приводят к нарушению герметичности соединения концевого фитинга.
Муфты, используемые для соединения двух отрезков полимерных труб в составе шлангокабеля, должны быть неразъемными и без резьбы. Муфты, используемые для соединения отрезков полимерных труб внутри жесткого соединения шлангокабеля, должны быть резьбового типа и/или иметь неразъемную конструкцию для исключения необходимости использования специального механического соединения в точке контакта.
Крепление промежуточного соединения следует выполнять с использованием технологии радиального или продольного обжатия. Каждое обжатое соединение подлежит проверке с использованием специального измерительного инструмента для подтверждения правильности сборки.
При разработке и сборке конструкции концевого фитинга или муфты следует учитывать возможность щелевой коррозии.
Концевые фитинги или муфты в жестком соединении должны иметь защиту от воздействия воды и быть соединены с системой ЭХЗ, либо должны быть изготовлены из коррозионно-стойкого материала.
Если существует риск отвинчивания концевого фитинга или муфты в результате воздействия крутящего момента, вибрации и т.п., то необходимо предусмотреть средство фиксации резьбового соединения.
Фитинги следует изготавливать с применением материалов из коррозионно-стойких сплавов, допускающих воздействие внутреннего флюида и морской воды.
7.3.4 Эксплуатационные параметры
7.3.4.1 Проектное давление
В таблице 6 приведены значения отношения давления при испытании и разрывного внутреннего давления к расчетному рабочему давлению для полимерных труб (см. [14]). Для расчетного рабочего давления и/или размеров внутреннего диаметра полимерных труб, превышающих значения, приведенные в приложении С, допускается принимать меньшие значения отношения для разрывного внутреннего давления, значение которого должно соответствовать ТУ изготовителя. Для более высоких значений рабочего давления необходимо проводить верификацию таких труб согласно 7.3.7.
Таблица 6 - Отношение давления испытания и разрывного давления к расчетному рабочему давлению
Давление испытания | Разрывное давление | |
A | B | |
2,0 | 1,5 | 4,0 |
Применяют по завершении изготовления трубы, как правило, один раз. Используют после отгрузки отдельных труб и после включения труб в состав шлангокабеля. | ||
7.3.4.2 Давление смятия
Полимерная труба в сборе, заполненная жидкостью, используемой при укладке шлангокабеля, или рабочей жидкостью при нулевом избыточном внутреннем давлении, находящаяся в изогнутом состоянии с минимальным допустимым радиусом изгиба, должна выдерживать минимальное приложенное внешнее давление без смятия.
Минимальное значение внешнего давления должно составлять 150% разности между гидростатическим давлением на максимальной проектной глубине и гидростатическим давлением жидкости, находящейся внутри шлангокабеля, при его укладке на этой глубине.
Если внешняя среда и/или рабочая жидкость оказывает существенное влияние на физические свойства полимерной трубы, то это должно быть отражено в эксплуатационной документации.
7.3.4.3 Изменение длины
Полимерная труба должна быть спроектирована таким образом, чтобы изменение ее длины под действием атмосферного и расчетного рабочего давления находилось в диапазоне от минус 1,5% до плюс 2%.
7.3.5 Анализ прочности конструкции
Анализ прочности конструкции полимерной трубы необходимо выполнять с учетом данных по результатам анализа прочности конструкции шлангокабеля, проводимого в соответствии с разделом 6, с целью подтверждения применимости конструкции полимерной трубы при нагрузках, которым она будет подвержена во время испытаний и при эксплуатации.
7.3.6 Изготовление
7.3.6.1 Экструзия внутреннего слоя
Подачу сырья в экструдер следует осуществлять с использованием вакуум-насоса из закрытой контейнерной системы во избежание загрязнения.
Во время экструзии необходимо проводить непрерывное измерение и запись следующих технологических параметров:
a) температуры цилиндра экструдера/экструзионной головки;
b) давления/температуры расплава;
c) скорости вращения шнека и/или потребляемой мощности (энергии);
d) скорости отвода материала из экструдера.
Внутренний слой, формируемый с использованием технологии экструзии, должен быть непрерывным, не иметь швов и дефектов на выделенной контрольной внутренней поверхности. Необходимо проводить непрерывное измерение наружного диаметра в двух точках, расположенных под углом 90° относительно друг друга, и непрерывное измерение толщины стенки в четырех точках, расположенных по окружности с шагом 90°, а также вести непрерывную запись результатов измерений. Измерения толщины стенки, как и измерения диаметра, следует проводить с фиксацией положения точек замера по длине изготавливаемой полимерной трубы.
Экструзионную головку следует подвергать многократному визуальному осмотру в процессе экструзии. Необходимо вести непрерывное наблюдение за образованием отложений, которые могут нарастать на оснастке экструдера. Если такие отложения оказывают воздействие или выносятся на поверхность (внутреннюю или наружную) внутреннего слоя, необходимо выполнить анализ последствий этих воздействий. Внутренний слой необходимо отбраковывать при наличии отклонений от ТУ изготовителя.
В процессе экструзии необходимо проводить визуальный осмотр внутреннего слоя согласно ТУ изготовителя с целью обнаружения видимых дефектов, таких как изменение цвета, пузыри или вкрапления, при этом должен быть обеспечен круговой визуальный обзор внутреннего слоя. Допустимый уровень для приемки и уровень отбраковки для указанных дефектов должен быть указан в ТУ изготовителя.
После завершения экструзии должна быть выполнена герметизация краев для предотвращения попадания загрязнений. Внутренние слои до наложения на них армирующего слоя следует хранить в сухом помещении с регулируемым климатом, и они должны быть защищены от прямого воздействия солнечного света, попадания пыли и других возможных загрязняющих веществ, а также от ультрафиолетового излучения (если внутренние слои неустойчивы к воздействию ультрафиолетового излучения).
Если применяют скрепляющий каркас, следует обеспечить удаление с него производственной смазки. Кроме того, необходимо контролировать выполнение требований в отношении профиля и качества сварного шва при выполнении сварки для получения заданной длины изделия.
7.3.6.2 Нанесение армирующего слоя
Армирующая нитка должна быть защищена при хранении от пыли и разрушения под действием ультрафиолетового излучения. Бобины с нитью, подвергшиеся воздействию влаги и/или температурному воздействию, до начала использования должны быть приведены в надлежащее состояние согласно рекомендациям поставщика материала.
Испытания линейной плотности и прочности на разрыв следует выполнять на образцах из каждой партии армирующих нитей для подтверждения требуемых свойств материала.
Армирующая нить должна быть равномерно намотана на обмоточные катушки, при этом необходимо минимизировать ворсистость и исключить попадание с упаковки грязи, масла или других посторонних веществ. Натяжение каждой нити необходимо устанавливать в пределах заданного допуска на натяжение. Посторонние волокна и ворс следует регулярно счищать с обмоточной катушки.
Контроль натяжения, прикладываемого к армирующей нити в процессе изготовления полимерной трубы, следует проводить для каждой катушки в начале каждого производственного цикла, а далее согласно ТУ изготовителя, в которых должны быть установлены промежутки времени, через которые выполняют контроль катушек.
Необходимо учитывать влияние натяжения при обмотке и результирующих касательных сил на неизменность внутреннего диаметра.
При формировании армирующего слоя допускаются сростки нити при условии обеспечения требований к характеристикам полимерной трубы и выполнения сращивания с применением квалифицированной технологии согласно ТУ изготовителя. Сростки нитей должны быть разнесены по длине в каждой оплетке и между оплетками таким образом, чтобы два сростка не совпадали по расположению.
Допустимое расстояние между сростками, измеренное по оси полимерной трубы, необходимо указывать в ТУ изготовителя.
В процессе нанесения армирующего слоя следует проводить осмотр оплетаемого внутреннего слоя для подтверждения отсутствия видимых дефектов.
По завершении нанесения армирующего слоя барабан с трубой необходимо укрыть для защиты армирующего слоя от находящихся в воздухе загрязняющих веществ и воздействия ультрафиолетового излучения. В период ожидания завершения изготовления полимерной трубы армированный внутренний слой следует хранить в сухом помещении с регулируемым климатом и быть защищен от прямого воздействия солнечного света, пыли и других возможных загрязняющих веществ, а также ультрафиолетового излучения.
Используемые для хранения заготовок трубы барабаны должны иметь гладкую поверхность во избежание повреждения нитей армирующего слоя.
7.3.6.3 Экструзия внешней оболочки
Процесс экструзии внешней оболочки полимерной трубы должен удовлетворять тем же технологическим требованиями, что и процесс экструзии внутреннего слоя за исключением требований к замерам с записью их результатов в отношении вакуумного охлаждающего резервуара и толщины стенки, которые в данном случае неприменимы.
Армированный внутренний слой полимерной трубы должен оставаться сухим до начала операции и во время прохождения через экструдер. Необходимо исключить вытягивание армированного внутреннего слоя и повреждения армирующего слоя во время нанесения внешней оболочки.
В процессе экструзии внешней оболочки необходимо проводить визуальный осмотр трубы для подтверждения равномерности и непрерывности покрытия и отсутствия посторонних материалов под оболочкой. Допускается проведение ремонта внешней оболочки. Ремонт следует выполнять согласно ТУ изготовителя.
Если полимерная труба предназначена для использования с жидкостями, для которых возможна инфильтрация через внутренний слой трубы (например, метанола), то внешняя оболочка должна обеспечивать возможность вентиляции пространства между внутренним слоем и внешней оболочкой для исключения повышения давления. Необходимость обеспечения вентиляции должна быть подтверждена, а способ организации вентиляции должен соответствовать ТУ изготовителя.
7.3.7 Контрольные и приемочные испытания
7.3.7.1 Общие положения
Испытания, указанные в 7.3.7.2-7.3.7.13, следует проводить с целью контроля качества полимерных труб и подтверждения возможности их использования по назначению. Критерии принятия решения по результатам приемочных испытаний должны быть установлены в ТУ изготовителя и согласованы с заказчиком.
Если конструкция полимерной трубы предназначена для применения в условиях, предполагающих соединение полимерных труб с помощью муфты, то для испытаний, указанных в 7.3.7.5-7.3.7.7, как минимум один образец должен содержать конструкцию муфты, изготовленную из материала, применяемого в условиях эксплуатации. Если на концевых фитингах шлангокабеля применяют муфту неразъемной конструкции с использованием той же конструкции промежуточного соединения и того же метода крепления к полимерной трубе, то для проверки применимости муфты для условий эксплуатации требуется провести только испытание на внутреннее разрушающее давление согласно 7.3.7.6. Если предполагается использование муфт с резьбовым соединением, то необходимо выполнить программу испытаний согласно 7.3.7.11.
При наличии подтверждения применения материала, обладающего большей прочностью, чем материал, использованный в ранее сертифицированной конструкции, проведение импульсных испытаний не является обязательным. Приемочные испытания следует ограничивать испытаниями на герметичность и на разрыв под действием внутреннего давления, как указано в 7.3.7.5, 7.3.7.6.
При отсутствии требований к конструкции концевого фитинга при проведении испытаний возможно применение фитинга собственной конструкции из углеродистой стали при условии, что его технические характеристики не снижают требований к техническим характеристикам полимерной трубы.
7.3.7.2 Испытательная жидкость
В качестве испытательной жидкости следует использовать стандартную жидкость изготовителя для типовых испытаний, указанную в ТУ изготовителя. Сведения о жидкости, используемой для каждого из испытаний, должны быть включены в протокол испытаний. Если не оговорено иное, все измерения давления следует проводить на входном отверстии полимерной трубы.
7.3.7.3 Визуальный и измерительный контроль
С каждого конца изготовленной полимерной трубы следует взять по одному репрезентативному образцу, не подвергнутому старению. Минимальная длина образца должна составлять 150 мм. В процессе контроля геометрических размеров необходимо проводить визуальный осмотр полимерной трубы, которая не должна иметь повреждений, неровностей и видимых отклонений ни в одном элементе конструкции. Для каждого образца следует проводить измерения следующих параметров в соответствии с процедурами изготовителя:
- внутренний диаметр;
- диаметр по армированному слою;
- наружный диаметр;
- концентричность полимерной трубы;
- толщина стенки внутреннего слоя.
ТУ изготовителя должны включать размеры полимерной трубы с четким указанием величин и производственных допусков для всех вышеуказанных параметров. Величины и допуски не должны превышать значений, указанных в 7.3.2.
7.3.7.4 Контроль изменения длины при заданном испытательном давлении
С каждого конца отрезка изготовленной полимерной трубы следует взять по одному репрезентативному образцу, не подвергнутому старению. Длина образца, измеренная между концевыми фитингами полимерной трубы, должна составлять не менее 400 мм. Измерения необходимо проводить для каждого образца согласно методологии измерения длины при гидравлическом испытании труб, приведенной в ГОСТ Р ИСО 1402, при давлении, равном расчетному рабочему давлению.
Полученные значения изменения длины при заданном испытательном давлении должны находиться в диапазоне, указанном в 7.3.4.3.
7.3.7.5 Испытания на герметичность
С каждого конца изготовленной полимерной трубы следует взять по одному репрезентативному образцу, не подвергнутому старению. На концы каждого образца необходимо установить концевые фитинги заданной конструкции. Длина образца, измеренная между установленными на концах фитингами, должна составлять не менее 400 мм. Испытания необходимо проводить для каждого образца согласно методике проведения испытаний на герметичность, приведенной в ГОСТ Р ИСО 1402. Во время проведения испытаний и по их завершении не должно наблюдаться никаких признаков возникновения утечек.
7.3.7.6 Испытания на внутреннее разрывное давление
С каждого конца изготовленной полимерной трубы следует взять по одному репрезентативному образцу, не подвергнутому старению. На концы каждого образца необходимо установить концевые фитинги заданной конструкции. Необходимо подготовить еще два образца с наличием в каждом по меньшей мере одного сращивания армирующего слоя, выполненного согласно ТУ изготовителя. На данные образцы должна быть нанесена четкая маркировка, указывающая положение каждого места сращивания. Длина образца, измеренная между концевыми фитингами трубы, должна составлять не менее 400 мм. Должны быть проведены испытания каждого образца с применением методов проведения испытаний на внутреннее разрывное давление согласно ГОСТ Р ИСО 1402 при температуре, соответствующей стандартным условиям проведения лабораторных испытаний. Необходимо проводить запись результатов испытаний для образцов со сращиванием и образцов без сращивания. Внутреннее разрывное давление должно иметь значение не менее указанного в 7.3.4.1.
Испытания на внутреннее разрывное давление испытания могут быть объединены с испытаниями на изменение длины, описанными в 7.3.7.4, после проведения измерений.
7.3.7.7 Импульсные испытания
С каждого конца изготовленной полимерной трубы следует взять по два репрезентативных образца, не подвергнутых старению (всего четыре образца). Необходимо подготовить еще два образца с наличием в каждом как минимум одного сращивания армирующего слоя, выполненного согласно ТУ изготовителя. Места сращивания должны находиться условно в центре испытательного образца и их положение должно быть четко обозначено. На концы каждого образца необходимо установить концевые фитинги. Крепление концевых фитингов к каждому образцу следует проводить по той же процедуре, которую используют для крепления фитингов, применяемых при эксплуатации. Как минимум четыре концевых фитинга должны быть той же конструкции и иметь такое же материальное исполнение, как у концевых фитингов, применяемых для эксплуатации. Расчет длины образца следует проводить согласно ГОСТ ISO 6803-2013 (рисунок 1).
До начала импульсных испытаний необходимо провести испытания под давлением согласно ГОСТ Р ИСО 1402. Импульсные испытания следует проводить в соответствии с методологией по ГОСТ ISO 6803 при пониженной температуре испытательной жидкости, составляющей (55±3)°С. До начала проведения испытаний необходимо получить подтверждение, что испытательная жидкость совместима с внутренним слоем полимерной трубы. Давление при испытаниях должно составлять 1,33 от расчетного рабочего давления, а полимерная труба должна выдерживать по меньшей мере 200000 циклов без каких-либо признаков утечек или разрушения.
Если внутренний диаметр полимерной трубы более 25,4 мм, или рабочее давление превышает значения, указанные в таблице C.1 (приложение С), или в случае, если внутренний слой полимерных труб имеет каркас для восприятия наружного гидростатического давления, допускается устанавливать альтернативные варианты проведения испытаний в соответствии с ТУ изготовителя. Варианты испытаний могут отличаться кривыми давления, числом циклов, критериями успешного прохождения испытаний.
7.3.7.8 Испытания на изгиб при пониженных температурах
С конца изготовленной полимерной трубы следует взять один репрезентативный образец, не подвергнутый старению. Длина образца, измеренная между концевыми фитингами полимерной трубы, должна составлять не менее 400 мм. Испытания необходимо проводить в соответствии с методологией проведения испытаний на изгиб при низких температурах согласно ГОСТ ISO 10619-2-2020 (метод B) с установлением минимальной температуры при испытаниях, равной минус (40±2)°С. Испытания считают успешными при отсутствии на образце признаков утечек, деформации или образования трещин.
7.3.7.9 Испытания на смятие
Образец полимерной трубы, у которого длина между концевыми фитингами составляет не менее 500 мм, необходимо установить в резервуар высокого давления и изогнуть с минимальным радиусом изгиба. Полимерную трубу следует заполнять водой до тех пор, пока вода не достигнет бюретки на конце полимерной трубы. Резервуар необходимо заполнить водой, а давление постепенно увеличивать со скоростью, указанной в ТУ изготовителя.
По мере повышения давления увеличивается объем жидкости, вытесняемой в бюретку. На начальном этапе увеличение объема жидкости в бюретке будет происходить с малой, но различимой скоростью. С определенного момента произойдет быстрое увеличение объема. Давление, при котором произошло быстрое увеличение объема, будет являться давлением разрушения полимерной трубы.
Давление, при котором происходит разрушение полимерной трубы, должно превышать значение, установленное в 7.3.4.2.
7.3.7.10 Испытания на объемное расширение
Испытания на объемное расширение следует проводить в соответствии с процедурой, описанной в приложении D, на одном репрезентативном образце полимерной трубы, не подвергнутом старению. Результаты этих испытаний необходимо использовать для получения представления о характеристиках конструкции полимерной трубы, при этом критерии прохождения или непрохождения испытаний отсутствуют.
Примечание - Измеренное объемное расширение образца напрямую не коррелирует с расширением полимерной трубы в проложенном шлангокабеле. Такие факторы, как потери на трение в длинных гидравлических линиях, влияние расположенных рядом полимерных труб, гидростатический напор, обусловленный вертикально установленными секциями шлангокабеля, гидростатическое давление на морском дне и т.д., могут привести к расхождению результатов.
7.3.7.11 Испытания с поворотом концевого фитинга
Два репрезентативных образца полимерной трубы, не подвергнутых старению, с длиной не менее 600 мм должны иметь на одном конце поворотные фитинги с внутренней резьбой.
Заделка других концов должна быть выполнена с использованием любого подходящего концевого фитинга, который не будет оказывать влияние на результат испытаний. Соединение с внутренней резьбой следует выполнять с использованием переходника с наружной резьбой, изготовленного из такого же материала. Момент затяжки резьбового соединения устанавливают в соответствии с рекомендацией изготовителя. Один конец подсоединяемой конструкции должен быть закреплен, а другой конец перед тем, как он будет закреплен, должен быть повернут по меньшей мере на 90°. Направление поворота должно совпадать с направлением, в котором надлежит откручивать подсоединенные фитинги в центре испытательной конструкции.
Циклические нагрузки давления в интервале от нуля до 1,5 от расчетного рабочего давления следует прикладывать последовательно 10 раз с частотой менее 1,5 цикла в минуту. Время повышения и снижения давления при испытаниях должно составлять по меньшей мере 10 с. По завершении 10 циклов необходимо удерживать неизменную величину давления, равную 1,5 от расчетного рабочего давления, по меньшей мере в течение 10 мин. Образец следует осмотреть с целью выявления признаков утечки и деформирования. Испытания считают успешными при отсутствии указанных признаков.
7.3.7.12 Проверка на совместимость
7.3.7.12.1 Общие положения
Проверку проводят для подтверждения совместимости рабочих жидкостей с материалами конструкции полимерной трубы.
Если изготовитель не может представить подтверждающие документы о проводимых ранее проверках на совместимость в отношении аналогичных вариантов сочетания жидкостей и материалов, требуется провести проверку для каждого из предполагаемых сочетаний жидкостей и материалов трубы. Варианты сочетаний жидкостей и материалов и порядок проведения проверки должны быть приведены в ТУ изготовителя.
Для определения значительной несовместимости материала, из которого изготовлены внутренний слой и наружная оболочка полимерной трубы, и жидкости могут быть проведены испытания погружением, при которых используют образцы для испытаний в форме пластинок или лопаток.
Эту процедуру следует использовать для предварительной оценки совместимости наружной оболочки полимерной трубы, но для внутреннего слоя полимерной трубы такие испытания следует подкреплять комплексом испытаний готовых образцов полимерной трубы на циклическое изменение давления, на основе которых составляют прогноз минимального расчетного срока службы.
Оценка минимального расчетного срока службы, полученная при проведении проверки на совместимость, должна соответствовать ТУ изготовителя.
Изготовитель также должен подтвердить совместимость материалов армирующего слоя и внешней оболочки с морской водой и рабочими жидкостями на протяжении минимального расчетного срока службы. Проверка на совместимость оболочки полимерной трубы не требуется при наличии документального подтверждения совместимости на основе данных о фактической эксплуатации.
7.3.7.12.2 Испытания погружением
Образцы должны быть подвергнуты воздействию статических нагрузок при уровнях напряжения, заданных в ТУ изготовителя. Определяемые при испытании характеристики материала образцов должны включать объемное набухание, предельное напряжение при растяжении и относительное удлинение при разрыве согласно ГОСТ 11262 и ГОСТ 34370.
7.3.7.12.3 Испытания на циклическое изменение давления
Испытаниям на циклическое изменение давления необходимо подвергнуть по меньшей мере шесть репрезентативных образцов полимерной трубы с длиной каждого приблизительно 1 м. Заделка образцов должна быть выполнена с использованием конструктивных элементов, аналогичных применяемым при эксплуатации концевым фитингам. Для удобства шесть репрезентативных образцов полимерной трубы могут быть соединены последовательно.
До начала проведения испытаний для сборок полимерных труб необходимо выполнить испытания на изменение длины при заданном давлении в соответствии с 7.3.7.4, после чего провести испытания под давлением согласно ГОСТ Р ИСО 1402. Сборки полимерных труб следует погрузить в пресную воду и в течение 12 месяцев удерживать при температуре (40±1)°С. Если с учетом продолжительности общей программы испытаний отсутствует возможность проведения испытаний на циклическое изменение давления продолжительностью 12 месяцев, допускается проводить испытания при более высокой температуре в течение меньшего периода времени и с использованием меньшего количества образцов. В этом случае продолжительность испытаний и температура, при которой их проводят, должны соответствовать ТУ изготовителя. Если испытания проводят при более высоких температурах, следует подтвердить репрезентативность механизма разрушения и отсутствие превышения предельно допустимой температуры материала трубы.
Замену воды на новую следует выполнять ежемесячно.
Сборки полимерных труб следует заполнить исследуемой рабочей жидкостью, при этом избыточное давление в трубах должно циклически изменяться от нуля до величины расчетного рабочего давления со скоростью 1 цикл в час. Каждый период повышения и сброса давления должен продолжаться 5 мин ±10 с, а время пребывания при минимальном давлении должно составлять 10 мин ±10 с.
С заданными интервалами времени образец полимерной трубы следует отсоединять от сборки и извлекать, а для оставшейся части сборки необходимо продолжить испытания. Извлеченные образцы полимерной трубы необходимо осмотреть, провести измерения физических характеристик внутреннего слоя и сравнить с контрольными образцами из той же партии.
Испытание на совместимость полимерной трубы и жидкости считают успешным, если:
a) ни одна из полимерных труб не разрушилась в период проведения испытаний на циклическое изменение давления;
b) установленный в ТУ изготовителя минимальный расчетный срок службы превышает проектный срок службы.
Для подтверждения указанных требований допускается проведение альтернативных испытаний, отличных от испытаний на циклическое изменение давления.
7.3.7.13 Испытание на проницаемость
7.3.7.13.1 Общие положения
Проведение испытаний на проницаемость необходимо для подтверждения непроницаемости внутреннего слоя трубы для заданных рабочих жидкостей. Давление и температура при испытаниях должны соответствовать ТУ изготовителя. Результаты испытаний должны быть использованы для подтверждения характеристик конструкции полимерной трубы, но для испытаний отсутствуют критерии успешности прохождения.
Может потребоваться проведение испытаний с другими жидкостями, указанными в ТУ изготовителя.
Допускается проведение испытаний, отличных от описанных в 7.3.7.13.2 и 7.3.7.13.3.
При проведении испытаний на проницаемость следует учитывать, что для некоторых материалов скорость инфильтрации существенно зависит от температуры и давления. Необходимость проведения испытания на проницаемость определяет заказчик.
7.3.7.13.2 Жидкости
Испытания на проницаемость внутреннего слоя для жидкостей следует проводить на образце, длина которого должна составлять не менее 1 м, с использованием испытательного оборудования, приведенного в [15]. Следует проводить ежедневный контроль и при необходимости регулировать давление азота, а в остальное время "основной" и "выпускной" клапаны должны быть закрыты.
Необходимо проводить ежедневные измерения утечки жидкости по меньшей мере в течение 30 дней или до тех пор, пока уровень жидкости в бюретке не упадет ниже низшей отметки. Следует построить график зависимости снижения объема жидкости от времени. Средние значения этого графика используют для определения характерной скорости инфильтрации жидкости для конкретного сочетания жидкости и материала внутреннего слоя.
7.3.7.13.3 Газы
Испытания на проницаемость внутреннего покрытия для газов следует проводить с использованием образца длиной 1 м (см. [16]).
7.3.8 Заводские приемочные испытания элементов
7.3.8.1 Визуальный и измерительный контроль
В процессе изготовления экструдированный внутренний слой и армирующий слой не должны иметь повреждений, дефектов и загрязнений, технология производства должна соответствовать процедурам изготовителя. Сырье и используемые материалы необходимо проверять на наличие загрязнений. Параметры изготавливаемых изделий должны соответствовать ТУ изготовителя, согласно которым также следует периодически выполнять контроль указанных параметров.
Контроль, как минимум, следующих параметров необходимо проводить в соответствии с ТУ изготовителя:
a) для внутреннего слоя - величина и соосность внутреннего и наружного диаметра, толщина стенки внутреннего слоя;
b) для армирующего слоя - величина диаметра и шаг оплетки;
c) для внешней оболочки - величина диаметра и концентричность;
d) для готовой полимерной трубы - величина и соосность внутреннего и наружного диаметра.
Для проверки соответствия величины внутреннего диаметра трубы ТУ изготовителя необходимо использование проверочного калибра.
7.3.8.2 Испытательная жидкость
Используемая при испытаниях образцов жидкость должна соответствовать ТУ изготовителя.
В процессе испытаний на целостность, которые проводят для каждой готовой полимерной трубы, должна быть использована одна из следующих жидкостей:
a) гидравлическая жидкость системы управления с классом чистоты, соответствующим требованиям к чистоте системы управления, установленным в ТУ изготовителя;
b) специальная жидкость для хранения шлангокабеля, очищенная в соответствии с требованиями перечисления a);
c) водопроводная или питьевая вода, очищенная до класса чистоты в соответствии с требованиями перечисления а); содержание хлоридов в воде должно быть 20 мг/л или менее для исключения коррозии в полимерных трубах, имеющих в составе элементы из нержавеющей стали;
d) деионизированная вода, очищенная в соответствии с требованиями перечисления а).
Окончательный выбор жидкости(ей) для испытаний давлением на герметичность, которые также подают в полимерные трубы во время транспортирования, укладки и эксплуатации, должен быть проведен с учетом факторов, относящихся к условиям эксплуатации и воздействия на окружающую среду, и согласован с заказчиком.
Использование двух различных жидкостей для испытаний при изготовлении шлангокабеля не рекомендуется, поскольку для этого может потребоваться два комплекта испытательного оборудования при изготовлении, перегрузке и укладке шлангокабеля.
Если при использовании воды для проведения испытаний может иметь место воздействие на шлангокабель отрицательных температур, то для предотвращения замерзания следует добавить в воду моноэтиленгликоль в необходимой пропорции.
Если может потребоваться длительное хранение воды, используемой для проведения испытаний, или существует вероятность развития микроорганизмов в заполненной полимерной трубе, то следует в необходимой пропорции смешать с водой биоцид.
При хранении используемой для испытаний жидкости(ей) в транспортировочных емкостях либо внутри полимерных труб необходимо обеспечить условия по предотвращению замерзания жидкости.
На протяжении всего времени, пока испытания не проводят, готовые полимерные трубы должны быть герметично закрыты с обоих концов.
7.3.8.3 Испытания внутреннего слоя на внутреннее разрушающее давление
После завершения экструзии с каждого конца внутреннего слоя необходимо отделить отрезок длиной 1 м и провести испытания на внутреннее разрушающее давление. Давление разрушения должно составлять не менее 80% от расчетного внутреннего разрушающего давления, определенного в соответствии с теорией для тонкостенной цилиндрической оболочки, с учетом минимальной толщины стенки, максимального внутреннего диаметра и растягивающей нагрузки, приводящей к удлинению внутреннего слоя на 20%. Испытание считают успешно пройденным при отсутствии хрупкого разрушения внутреннего слоя.
7.3.8.4 Испытание на изменение длины
После завершения процесса изготовления с каждого конца отрезка полимерной трубы следует взять не подвергнутый старению репрезентативный образец и провести испытания на изменение длины согласно процедуре, указанной в 7.3.7.4.
7.3.8.5 Испытание трубы на внутреннее разрушающее давление
После завершения процесса изготовления с каждого конца отрезка изготовленной полимерной трубы следует взять не подвергнутый старению репрезентативный образец и провести испытания на внутреннее разрушающее давление согласно процедуре, приведенной в 7.3.7.6, за исключением требования о наличии сращиваний армирующего слоя в образцах для испытаний и в отношении характеристик муфт и концевых фитингов.
Эти испытания могут быть объединены с испытаниями на изменение длины по 7.3.8.4.
7.3.8.6 Приемочные испытания под давлением/проверка на падение давления
После завершения процесса изготовления необходимо провести приемочные испытания под давлением. Давление в полимерной трубе должно повышаться с регулируемой скоростью до значения давления испытания, указанного в таблице 6. Измерение давления испытания необходимо проводить на обоих концах полимерной трубы и поддерживать его в пределах ±5% на протяжении не менее 30 мин. Если давление не изменилось, источник давления необходимо отключить и на протяжении не менее 60 мин проводить измерения давления для контроля его падения.
На протяжении всего времени проведения испытаний под давлением необходимо постоянно отслеживать температуру окружающей среды. На протяжении испытаний не должно наблюдаться никаких признаков утечек или деформации полимерной трубы.
Примечание - На рисунке D.1 показана схема проведения испытаний и характерная кривая изменения давления.
7.3.8.7 Поставка полимерной трубы изготовителю шлангокабеля
Если готовые полимерные трубы транспортируют с предприятия по изготовлению полимерных труб на предприятие по изготовлению шлангокабелей, то для всех полимерных труб после доставки и до начала изготовления шлангокабеля должны быть проведены испытания под давлением и проверка на падение давления согласно 7.3.8.6 при давлении испытания, равном 1,5 от расчетного рабочего давления.
7.4 Оптические кабели
7.4.1 Общие положения
Оптические кабели должны быть предназначены для постоянной эксплуатации в условиях воздействия морской воды.
7.4.2 Оптические волокна
В оптическом кабеле возможно применение одномодовых или многомодовых оптических волокон, соответствующих ГОСТ Р МЭК 60793-2-50 и ГОСТ Р МЭК 60793-2-10 или ТУ изготовителя.
7.4.3 Конструкция волокна
7.4.3.1 Сердцевина
Сердцевина(ы) оптического волокна должна (должны) иметь цилиндрическую форму и быть изготовлена(ы) из кварцевого стекла с легирующими добавками для повышения показателя преломления. Допускается использование оптических волокон с нелегированной сердцевиной и легированными добавками для понижения показателя преломления светоотражающей оболочки. Показатель преломления сердцевины должен быть указан в ТУ изготовителя.
7.4.3.2 Оптическая оболочка
Оптическое волокно должно иметь светоотражающую оптическую оболочку из кварцевого стекла. По согласованию с заказчиком могут быть использованы оптические волокна с нелегированной сердцевиной и легированной оболочкой, при этом необходимо учитывать вопросы сварки оптических волокон плавлением, воздействие водорода, герметичность заделки и функциональные требования.
7.4.3.3 Защитное покрытие
На световод, состоящий из сердцевины и светоотражающей оболочки, должно быть нанесено защитное покрытие, которое должно иметь индивидуальную цветовую маркировку в качестве средства для идентификации отдельных оптических волокон. Используемые для покрытия материалы не должны ухудшать оптические свойства световода.
7.4.4 Конструкция оптического кабеля
7.4.4.1 Общие положения
Конструкция оптического кабеля должна обеспечивать минимальный радиус изгиба, определяемый согласно 9.4, без механических повреждений или ухудшения эксплуатационных характеристик кабеля.
Согласно перечислению c) 4.1.1 изготовитель должен подтвердить совместимость материалов конструкций оптического кабеля с жидкостями, с которыми они могут вступать в контакт, например в заделке.
7.4.4.2 Промежуточная оболочка оптического кабеля
Оптические волокна следует размещать внутри промежуточной оболочки, которая должна обеспечивать защиту от воды и сведение к минимуму контакта каждого волокна с водородом. Конструкция промежуточной оболочки не должна допускать проникновения воды при разъединении шлангокабеля. Промежуточная оболочка должна включать гидрофобный заполнитель и поглотитель водорода для минимизации воздействия водорода на волокна.
Конструкция промежуточной оболочки оптического кабеля наряду с наружным армированием, которое может быть предусмотрено согласно 7.4.4.4, должна обеспечивать защиту оптических волокон от механических повреждений при растягивающих и раздавливающих нагрузках.
Примечание - Защита от нагрузок при растяжении может быть обеспечена с помощью центрального силового элемента и/или внешнего металлического армирования или армирования текстильной нитью. Механическая защита может быть обеспечена герметизацией в полимерной или металлической трубе с наружным армированием или без него.
7.4.4.3 Полимерный слой
Компоновка для оптических волокон может предусматривать наличие внешнего полимерного слоя, получаемого посредством непрерывной экструзии, обеспечивающего дополнительную герметизацию или армирование, если это требуется, согласно ТУ изготовителя.
7.4.4.4 Армирование
В дополнение к компоновке оптических волокон дополнительная защита от растягивающих и раздавливающих нагрузок, а также продольная жесткость может быть обеспечена посредством наружного армирования, предпочтительно металлического. Материал армирования и углы навивки для защиты от механических повреждений необходимо выбирать таким образом, чтобы минимизировать вытягивание кабеля при сохранении его гибкости.
7.4.4.5 Внешняя защитная оболочка
Для обеспечения защиты от механических повреждений может быть предусмотрено наличие полимерной оболочки, полученной с помощью непрерывной экструзии, согласно ТУ изготовителя.
7.4.4.6 Требования к маркировке оптических кабелей в составе шлангокабеля
У каждого отдельного кабеля должна быть индивидуальная маркировка по всей длине, нанесенная с равными интервалами, не превышающими 1 м, содержащая:
a) наименование или товарный знак изготовителя;
b) номер партии;
c) категорию оптического волокна;
d) количество оптических волокон;
e) номер (артикул) элемента по каталогу изготовителя;
f) идентификатор в составе шлангокабеля, например, "Линия 6".
7.4.5 Заделка концов оптического кабеля
Конструкция оптических кабелей должна предусматривать, чтобы заделка концов кабелей обеспечивала защиту от попадания воды в течение всего расчетного срока службы кабеля. Конструкция заделки должна обеспечивать ее долговременную сохранность.
Примечание - Настоящий стандарт не содержит требований в отношении проектирования заделки концов оптического кабеля для подводного применения.
7.4.6 Требования к эксплуатационным характеристикам
7.4.6.1 Оптическое затухание
Оптическое затухание для каждого волокна должно обеспечивать передачу сигналов с требуемой длиной волны с учетом требований ГОСТ Р МЭК 60793-2-10 и ГОСТ Р МЭК 60793-2-50.
7.4.6.2 Деформация волокон
Конструкция шлангокабеля и оптического кабеля должна обеспечивать отсутствие приводящих к разрушению остаточных деформаций для оптических волокон. Избыточное сжатие приводит к увеличению затухания в волокне, а избыточная деформация приводит к скрытым дефектам и преждевременному разрушению. Остаточное напряжение не должно превышать 0,25%.
7.4.7 Соединение
7.4.7.1 Соединение кабеля
Оптические кабели могут быть соединены друг с другом по длине, если это обусловлено необходимостью обеспечить заданную длину готового изделия. Соединение следует осуществлять за счет сращивания кабеля, включая сращивание оптических волокон согласно ТУ изготовителя, или с применением соединительной коробки, с помощью которой отдельно взятым отрезкам оптического волокна можно придать форму, позволяющую выполнить сращивание таким образом, чтобы соединенные оптические волокна не испытывали растягивающие и изгибающие воздействия. Независимо от того, какой метод будет применен, необходимо исключить контакт оптических волокон с водой и водородом.
7.4.7.2 Сращивание волокон
Возможность соединения оптических волокон должна быть обеспечена с использованием аттестованных технологий сварки оптических волокон. Допустимый уровень затухания вследствие сварки должен соответствовать ТУ изготовителя. Для каждого отдельно взятого соединения должны быть проведены определительные испытания на растяжение с уровнем нагружения, указанным в ТУ изготовителя (как правило, от 700 до 1750 МПа).
Место сварки должно быть защищено, величина оптического затухания после сращивания должна обеспечивать передачу сигналов с требуемой длиной волны.
7.4.8 Анализ прочности
Анализ прочности для подтверждения устойчивости конструкции оптического кабеля к нагрузкам во время испытаний и эксплуатации следует проводить с учетом данных, полученных в результате анализа прочности конструкции шлангокабеля в соответствии с 6.3.9.2.
7.4.9 Изготовление
7.4.9.1 Изготовление оптических волокон
Оптические волокна должны быть изготовлены из высококачественного кварцевого стекла в соответствии с ТУ изготовителя и требованиями ГОСТ Р МЭК 60793-1-1 и ГОСТ Р МЭК 60793-2.
Должна быть обеспечена возможность идентификации изготовленных оптических волокон в соответствии с ТУ изготовителя.
7.4.9.2 Конструкция компоновки оптических волокон
Нанесение промежуточной оболочки на оптические волокна следует осуществлять в соответствии с ТУ изготовителя.
7.4.9.3 Изготовление оболочки кабеля
При использовании оболочки ее изготовление должно соответствовать ТУ изготовителя. Экструдированная оболочка не должна иметь заметных нарушений целостности. Допускается ремонт оболочки (оболочек) в соответствии с ТУ изготовителя.
7.4.9.4 Армирование и усиление
При использовании армирования и/или усиления оно должно быть равномерным и быть выполнено согласно ТУ изготовителя.
7.4.10 Контрольные испытания
7.4.10.1 Общие положения
Контрольные испытания проводят на образцах готового кабеля для контроля его качества и соответствия конструкции условиям применения с учетом характеристик и свойств, указанных в 7.4.10.2-7.4.10.7.
7.4.10.2 Визуальный и измерительный контроль
В процессе изготовления по возможности должен быть проведен визуальный осмотр каждого оптического кабеля с учетом требований отраслевых стандартов. Оптический кабель не должен иметь повреждений, перегибов и неровностей.
Производственные процессы при изготовлении оптического кабеля следует сопровождать проведением визуального контроля. Необходимо периодически выполнять контроль технологических параметров производства, которые должны соответствовать ТУ изготовителя.
7.4.10.3 Передаточные характеристики оптических волокон и кабелей
Передаточные характеристики оптических волокон и кабелей контролируют по ГОСТ Р МЭК 60793-1-40 и ГОСТ Р МЭК 60793-1-46.
7.4.10.4 Механические характеристики
Контроль механических характеристик следует проводить согласно ГОСТ Р 52266 и ГОСТ Р МЭК 60794-1-21.
7.4.10.5 Стойкость к внешним воздействующим факторам
Контроль устойчивости оптического кабеля к воздействию морской воды, водорода и технологических жидкостей следует проводить согласно ТУ изготовителя.
7.4.10.6 Испытания на воздействие внешнего давления
Испытания на воздействие внешнего гидростатического давления следует проводить на образце оптического кабеля длиной не менее 10 м в течение 14 дней при давлении, эквивалентном давлению на максимальной глубине укладки шлангокабеля. Образцы оптических волокон допускается соединять в шлейф. Контроль прироста оптических потерь проводят до, во время и после снятия нагрузки.
После завершения испытаний необходимо провести визуальный осмотр образца на наличие видимых дефектов.
7.4.10.7 Сращивание оптических волокон
Если в составе оптического кабеля существует сросток оптических волокон, для него должны быть выполнены испытания для подтверждения передаточных характеристик.
7.4.11 Приемочные испытания
7.4.11.1 Общие положения
Приемочные испытания проводят для 100% изготовленных оптических кабелей до их включения в состав шлангокабеля.
7.4.11.2 Визуальный и измерительный контроль
В процессе изготовления там, где это возможно, должен быть проведен визуальный осмотр полной длины каждого оптического кабеля с учетом требований отраслевых стандартов. Оптический кабель не должен иметь повреждений, перегибов и неровностей.
Должен быть обеспечен визуальный контроль процессов сборки оптического кабеля, изготовления транспортировочной трубы, армирования и нанесения оболочки. Необходимо выполнять контроль технологических параметров производства, периодичность контроля и его содержание должны быть определены в ТУ изготовителя.
7.4.11.3 Рефлектометрия оптических волокон/затухание
Для каждого оптического волокна в составе оптического кабеля должны быть проведены испытания методом оптической рефлектометрии во временной области с каждого конца волокна при длинах волн, указанных в ТУ изготовителя.
На полученных графиках должны быть приведены все основные точки, такие как начало и конец кабеля и расположение сростков (при наличии). Значения затухания должны удовлетворять ТУ изготовителя.
7.4.12 Испытания после транспортирования
При транспортировании готового оптического кабеля с предприятия, на котором он был изготовлен, на предприятие, где выполняют изготовление шлангокабеля, после транспортирования и до начала сборки шлангокабеля должна быть выполнена оптическая рефлектометрия всех оптических волокон в составе кабеля согласно 7.4.11.3. Величина оптического затухания для каждого волокна должна обеспечивать передачу сигналов с требуемой длиной волны с учетом требований ГОСТ Р МЭК 60793-2-10 и ГОСТ Р МЭК 60793-2-50.
7.5 Металлические трубы
7.5.1 Общие положения
Металлические трубы должны быть предназначены для длительной эксплуатации в условиях воздействия морской воды.
7.5.2 Размеры металлических труб
7.5.2.1 Общие положения
Для всех труб должны быть установлены характеристики, включая номинальный внутренний диаметр (а при необходимости - минимальный внутренний диаметр) и расчетное рабочее давление.
Допуски на наружный диаметр, толщину стенки и овальность должны соответствовать допустимым отклонениям размеров, указанным в 7.5.8.3. Отступление от указанных допустимых отклонений размеров допустимо при согласовании с заказчиком. Изготовитель шлангокабеля должен подтвердить возможность обеспечения минимальной толщины стенки трубы.
Примечание - Таблицы с рекомендованными размерами труб приведены в приложении C.
Заказчик должен определить условия эксплуатации шлангокабеля, необходимые изготовителю для определения расчетной нагрузки и сочетаний нагрузок, действующих на металлические трубы.
7.5.2.2 Толщина стенки
Если эквивалентное напряжение меньше или равно величине допустимого напряжения, выбранная толщина стенки является приемлемой. Если эквивалентное напряжение больше допустимого напряжения, то толщину стенки необходимо изменить, и этот процесс повторяют до тех пор, пока не будет определена подходящая толщина стенки.
Формулы для расчета толщины стенки приведены в 7.5.2.6-7.5.2.8, а пример расчета толщины стенки трубы приведен в приложении I.
Формулы для расчета условия окружной потери устойчивости приведены в приложении J.
Допуск на коррозию применим только для материалов, подверженных коррозии.
Таблица 7 - Формулы для расчета толщины стенки
Условия нагружения | Нагрузка от давления | Сочетание нагрузок | Усталостная нагрузка |
Эксплуатация | |||
Укладка и испытание давлением | |||
Примечание - Применены следующие обозначения: - номинальная толщина стенки; - максимальное значение минусового допуска; - общий допуск на коррозию (для внутренней и внешней коррозии, если применимо). | |||
Максимальные допуски на толщину стенки приведены в 7.5.8.3.
При определении минимальной толщины стенки следует учитывать свариваемость и технологию обработки.
Расчеты на усталостное разрушение приведены в 6.2.5.3.
7.5.2.3 Диаметр
При проведении всех расчетов напряжений может быть использован номинальный диаметр. В формулах (1)-(7) указан номинальный наружный диаметр, величина которого равна сумме номинального внутреннего диаметра и удвоенной величины номинальной толщины стенки.
7.5.2.4 Прочность материала
При проведении расчетов в качестве предела текучести материала должен быть использован заданный минимальный предел текучести при условии, что снижение параметров при изменении температуры является незначительным и трубы полностью подвергнуты стабилизирующему отжигу для устранения влияния холодной обработки в процессе изготовления. Необходимо учитывать влияние температуры на заданный минимальный предел текучести.
7.5.2.5 Сочетания нагрузок
Функциональные нагрузки и нагрузки от действия факторов окружающей среды должны быть заданы как наиболее вероятные значения в рассматриваемый период времени.
Расчетное рабочее давление и максимальная или минимальная рабочая температура должны быть использованы при всех расчетах для условий эксплуатации, кроме расчетов на сопротивление усталости, для которых может быть использована фактическая величина рабочего давления и фактическая величина рабочей температуры.
7.5.2.6 Расчет толщины стенки
Расчеты толщины стенки должны быть выполнены по формулам (1)-(6). Пример расчета приведен в приложении I.
7.5.2.7 Давление при испытаниях
7.5.2.8 Расчет напряжений
Необходимо рассмотреть два случая нагружения:
- действие только внутреннего давления;
- сочетание нагрузок, когда помимо внутреннего давления действуют функциональные нагрузки и нагрузки от действия факторов окружающей среды.
Таблица 8 - Коэффициенты максимальной нагрузки
Условия | ||
Действие только внутреннего давления | Сочетание нагрузок | |
Эксплуатация | 0,67 | 0,80 |
Испытание внутренним давлением | 0,96 | 0,96 |
Укладка | - | 1,00 |
Аномальные условия эксплуатации | - | 1,00 |
Примечание - Критерий эквивалентного напряжения применяют только к условиям контролируемых нагрузок. Для оценки и верификации условий контролируемых смещений допускается применять метод, описанный в приложении J.
Испытания внутренним давлением рассмотрены в 7.5.8.14 и 7.5.8.15.
Расчет кольцевых и радиальных составляющих напряжения выполняют с использованием формул (4)-(7).

D - номинальный наружный диаметр;

При сочетании нагрузок следует принимать во внимание следующие составляющие напряжения:
- кольцевые напряжения, обусловленные внутренним давлением или внешним давлением, определяемые по формулам (3) и (4);
- радиальные напряжения, определяемые по формулам (5) и (6);
- осевые напряжения, вызываемые нагрузкой на заглушке, растягивающими и изгибающими нагрузками;
- касательные напряжения, обусловленные действующим крутящим моментом;
- контактные напряжения.
Вместо точных расчетов может быть выполнена упрощенная оценка, основанная на консервативных допущениях.
Формулы для определения условий окружной потери устойчивости приведены в приложении J.
Особое внимание следует уделять случаю, когда труба подвергается значительному внешнему давлению в сочетании с изгибом, что может привести к смятию.
Типичные сочетания нагрузок приведены в 6.2.5.2.
7.5.2.9 Сопротивление усталости
Необходимо выполнить анализ сопротивления усталости участков и элементов шлангокабеля, которые подвержены действию циклических нагрузок, для того чтобы:
a) показать, что усталостная долговечность шлангокабеля удовлетворяет требованиям к расчетному сроку службы;
b) подтвердить пригодность сопряжения шлангокабеля с плавучим нефтегазопромысловым сооружением при работе шлангокабеля в динамических условиях;
c) определить места возникновения и величину износа компонентов шлангокабеля и подтвердить, что компоненты шлангокабеля устойчивы к усталостному разрушению;
d) определить усталостные характеристики всех критичных компонентов шлангокабеля.
Указания в отношении расчета сопротивления усталости приведены в разделе 6.
7.5.2.10 Овальность
Овальность трубы в составе шлангокабеля следует учитывать при анализе условий его укладки применительно к смятию и потере устойчивости трубопровода при продольном изгибе.
7.5.3 Выбор материалов
7.5.3.1 Общие положения
Материалы для металлических труб следует выбирать с учетом параметров транспортируемого флюида, нагрузок, температуры и возможных аварийных ситуаций в процессе укладки и эксплуатации. Выбранные материалы должны обеспечивать совместимость всех элементов шлангокабеля. Необходимо учитывать следующие характеристики материалов:
- твердость;
- пластичность;
- сопротивление усталости;
- свариваемость;
- антикоррозионные свойства.
В приложении H приведена матрица материалов труб, подходящих для использования в подводных шлангокабелях. Матрица содержит типовые минимальные требования для каждого вида материалов.
7.5.3.2 Устойчивость к коррозионному воздействию
Необходимо подтвердить коррозионную стойкость материалов в течение всего расчетного срока службы. При оценке коррозионного воздействия следует учитывать максимальную температуру и другие условия, в которых в течение расчетного срока службы может находиться труба в сборе. Для выбранного материала критическая температура точечной коррозии и критическая температура щелевой коррозии (в заданных условиях эксплуатации) должна превышать максимальную температуру при эксплуатации, если применимо. Возникновение внутренней коррозии не допускается, поскольку продукты коррозии могут привести к повреждению оборудования СПД, к которому подключен шлангокабель.
При выборе материалов необходимо провести испытания на коррозионную стойкость с использованием предусмотренных ТУ рабочих флюидов, или предоставить документальное свидетельство на основе выполненных ранее испытаний, подтверждающее совместимость рабочих флюидов с выбранными материалами.
При выборе материалов следует учитывать (при необходимости):
- возможную подверженность некоторых сталей как местной коррозии, так и коррозионному растрескиванию под воздействием факторов внешней среды в условиях наличия в транспортируемом флюиде воды, кислорода и хлоридов, например в системе нагнетания воды;
- влияние коррозии на усталостную долговечность;
- ограниченную устойчивость аустенитных нержавеющих сталей к коррозии в морской воде;
- необходимость обеспечения неразрывности цепи системы ЭХЗ для противокоррозионной защиты заданных элементов;
- возможное взаимное электрохимическое коррозионное воздействие различных материалов при электрическом контакте в соленой токопроводящей среде;
- требуемую толщину защитного покрытия (плакировки цинком) на трубах для обеспечения проектного срока службы.
7.5.4 Защита от коррозии и эрозии
7.5.4.1 Коррозионная стойкость труб при максимальной температуре в процессе эксплуатации
Труба должна быть устойчива к точечной и щелевой коррозии в морской воде в диапазоне расчетных температур при воздействии предусмотренных ТУ рабочих флюидов.
7.5.4.2 Защита от внешней коррозии
Должна быть обеспечена защита труб, изготовленных из материала, подверженного коррозии в морской воде. Такая защита может быть реализована следующими способами:
a) нанесением внешней оболочки из термопласта;
b) нанесением внешнего металлического покрытия из другого металла (например, плакировка цинком), обеспечивающего ЭХЗ;
c) применением ЭХЗ с укладкой в пространство между трубами в составе шлангокабеля жертвенных протекторов;
d) учетом при определении толщины стенки трубы припуска на коррозию.
7.5.4.3 Защита от внутренней коррозии
Должна быть обеспечена защита труб, изготовленных из материала, подверженного внутренней коррозии и эрозии под воздействием транспортируемых флюидов. Такая защита может быть реализована следующими способами:
a) выполнением пассивирования или другой химической обработки поверхности трубы для образования внутреннего антикоррозионного слоя;
b) учетом при определении толщины стенки трубы припуска на коррозию;
c) учетом при определении толщины стенки трубы припуска на эрозию.
Для предотвращения внешней и внутренней коррозии допускается применение других способов защиты при условии подтверждения их эффективности. Применяемые способы защиты от коррозии должны обеспечивать защиту труб от коррозии в составе шлангокабеля на протяжении установленного в ТУ расчетного срока службы металлической трубы. Защита, наносимая на основной материал трубы, должна быть устойчива к воздействию морской воды и проектным температурам.
Если для получения необходимой длины трубы при изготовлении готового изделия или в результате осуществления ремонта используют соединительные элементы, то защита от коррозии должна быть обеспечена на участке соединения. При повреждении защиты следует выполнять ее ремонт согласно ТУ изготовителя.
7.5.5 Водородное охрупчивание
При выборе материалов необходимо уделять особое внимание устойчивости к коррозионному растрескиванию под воздействием внешней среды (включая сероводородное растрескивание под напряжением и водородное растрескивание при действии ЭХЗ). В частности, это относится к материалам, подвергающимся механическому упрочнению с изменением механических свойств металла в процессе изготовления, укладки и эксплуатации. Параметрами, на которые следует обратить внимание, являются:
- подверженность материала коррозионному растрескиванию (включая воздействия в процессе изготовления и сварки);
- влияние проникающей в шлангокабель морской воды (применительно к водородному растрескиванию при действии ЭХЗ);
- возможность наводороживания под воздействием ЭХЗ;
- уровень напряжений и деформаций;
- температура.
7.5.6 Изготовление металлических труб
7.5.6.1 Общие положения
Металлическая труба, предназначенная для использования в составе шлангокабеля, может иметь бесшовную конструкцию или конструкцию со сварным швом. В процессе изготовления необходимо исключить загрязнение сырья и материалов, а также частично и полностью готовых труб.
В ТУ изготовителя должны быть определены все этапы изготовления трубы от проверки сырья и материалов до отгрузки готовых труб. Для каждого этапа должны быть установлены наиболее значимые контролируемые параметры.
7.5.6.2 Маркировка металлических труб
Все трубы, поставляемые изготовителем, должны быть пронумерованы и иметь маркировку согласно ГОСТ 10692, ГОСТ 550 (см. также [17], [18] или аналогичные документы).
Для труб с оболочкой из термопластичного полимера для идентификации может быть использована цветовая маркировка или уникальное обозначение.
7.5.6.3 Документация изготовителя
Документация изготовителя должна включать план обеспечения качества. План обеспечения качества должен содержать информацию, перечисленную в настоящем подразделе, в дополнение к информации, приведенной в 7.1.2.
Изготовление металлических труб следует выполнять с использованием специальных заготовок с соблюдением последовательности действий и в диапазоне указанных в плане обеспечения качества значимых параметров. Изготавливаемые трубы должны иметь заданную длину, соединение отдельных труб в процессе изготовления не допускается, если это не определено в ТУ. Толщина стенки металлической трубы должна соответствовать 7.5.2.6. Должен быть обеспечен контроль процесса изготовления. Технология изготовления должна исключать контакт сырья, материалов, заготовок и полностью готовых труб с веществами, способными привести к загрязнению трубы.
Для верификации плана обеспечения качества должны быть выполнены приемочные испытания в соответствии с 5.6.3 и таблицей 9. Указанные приемочные испытания должны быть проведены до начала производства труб.
Если результаты одного или более испытаний при верификации плана обеспечения качества не соответствуют заданным требованиям, необходимо пересмотреть план обеспечения качества с внесением необходимых изменений и повторно провести испытания.
В плане обеспечения качества должны быть изложены следующие пункты, подлежащие согласованию с заказчиком:
- проведение определительных испытаний в соответствии с разделом 5;
- целевые показатели для процессов производства стали, литья, технология легирования, проката или холодной и термической обработки, включая предельные значения отклонения технологических показателей;
- требования к химическому составу и показатель коррозионной стойкости для точечной коррозии;
- порядок контроля поставки материала, погрузочно-разгрузочных работ и поставки готовых труб;
- процесс формования трубной заготовки;
- метод холодной обработки заготовки, калибрования, окончательной обработки, расчетные размеры и предельные отклонения;
- условия окончательной термообработки и механические свойства;
- процедуры неразрушающего контроля, включая критерии приемки;
- перечень механических и коррозионных испытаний;
- процедуры контроля размеров;
- присвоение номеров трубам;
- центрирование и тип разделки шва при сварке, подготовка спецификации процедуры сварки;
- процедуры сварки, приемочного и неразрушающего контроля качества сварных швов, включая приемочные критерии;
- разрушающий контроль сварных соединений и порядок действий в случае неудовлетворительного результата испытаний;
- испытание внутренним давлением и процедуры очистки/промывки;
- процедуры маркировки, нанесения покрытий и защиты;
- содержание поставляемой с трубами документации.
7.5.6.4 Изменение значимых параметров
Повторные приемочные испытания для верификации плана обеспечения качества проводят при следующих изменениях производственных процессов:
a) увеличение или уменьшение размера трубы (толщины стенки или диаметра) за границы диапазона, согласованного с заказчиком;
b) замена технологического оборудования;
c) увеличение или уменьшение содержания легирующих элементов за границы диапазона, установленного в ТУ изготовителя;
d) модификации процесса производства стали, технологии легирования, прокатки или холодной и термической обработки;
e) модификации процессов центрирования труб, разделки шва и технологии сварки.
7.5.6.5 Производство стали
Производство стали следует осуществлять по аттестованной технологии с использованием сырья и материалов, указанных в ТУ изготовителя, в заданной технологической последовательности с обеспечением заданных технологических параметров. Если по требованию заказчика необходимо выполнение специального процесса, этот процесс должен быть определен в ТУ изготовителя труб.
В ТУ должны быть определены технология производства, контрольно-измерительная аппаратура, используемая для контроля параметров технологического процесса и их отклонений, а также допустимые уровни примесей/посторонних включений.
До начала операции формования листа, полосы (штрипса) или трубы следует провести осмотр состояния листов и литых заготовок готовой стали, чтобы убедиться в соблюдении требований к чистоте поверхности.
Все элементы, указанные в технических требованиях к материалам, включая те, которые были дополнительно включены для контроля свойств материала, следует проверять на соответствие ТУ.
7.5.6.6 Изготовление листов и полос (штрипсов)
Изготовление листов и полос (штрипсов) следует выполнять с применением аттестованных технологий, соблюдая последовательность действий, указанную в ТУ на изготовление, и придерживаясь приведенных в них значимых параметров. Технология изготовления и инструменты, применяемые для обеспечения надлежащего контроля относящихся к процессу изготовления переменных величин и их допустимых отклонений, должны быть указаны в составленных изготовителем труб ТУ.
Восстановление листов и полос (штрипсов) посредством сварки не допускается.
7.5.6.7 Удаление смазки
Если в процессе изготовления труб требуется применение смазочных материалов, то такие материалы необходимо полностью удалить с внутренних и наружных поверхностей до начала термообработки.
7.5.6.8 Защитное покрытие
Покрытие для защиты от коррозии, если оно интегрировано с трубой, является критически важным элементом с точки зрения общей надежности изделия. Процесс формирования защиты от коррозии подлежит контролю с проведением непрерывных измерений и записи основных технологических параметров.
Если для обеспечения адгезии защитного покрытия и/или создания защиты от воды между трубой и защитным покрытием применяют пленку или отдельный слой, то такая пленка или слой должны иметь равномерную толщину и плотность и покрывать 100% внешней поверхности трубы.
Процесс нанесения защитного покрытия на трубу должен быть непрерывным. В процессе формирования покрытия следует проводить многократный визуальный контроль противокоррозионной защиты для обнаружения видимых дефектов, таких как изменение цвета, наличие пузырей, неметаллических включений, пустот или других неровностей поверхности. ТУ изготовителя должны содержать критерии для отбраковки изделий, имеющих указанные дефекты.
В ТУ изготовителя на противокоррозионный защитный слой должны быть отражены:
a) порядок обработки поверхности трубы для нанесения покрытия;
b) допустимые значения толщины покрытия и уровни адгезии;
c) максимально допустимый период времени между подготовкой поверхности трубы и нанесением защитного покрытия;
d) порядок хранения трубы с подготовленной поверхностью до момента нанесения защитного покрытия;
e) требования к защитному антикоррозионному покрытию в отношении недопустимости комков, участков с крупнозернистыми включениями, участков с нарушенной адгезией, вздутий, трещин, расслоений, отверстий и т.д., и неравномерного нанесения по всему периметру трубы;
f) требования к нанесению, толщине и однородности герметизирующего материала (при использовании) и к влиянию указанного материала на эффективность противокоррозионной защиты;
g) требования к электрической проводимости между плакирующим слоем и трубой;
h) требования к ремонту противокоррозионной защиты;
i) порядок восстановления противокоррозионной защиты в процессе соединения труб.
7.5.6.9 Очистка внутренней поверхности трубы
После завершения изготовления внутренняя поверхность трубы должна быть очищена от жидкости и загрязняющих веществ. Внутренняя очистка должна быть проведена в соответствии с технологической процедурой изготовителя, в которой должно быть отражено следующее:
a) требуемый класс чистоты и методы, применяемые для его достижения;
b) подтверждение совместимости жидкостей, используемых в процессе очистки, с материалом трубы и/или пассивирующим слоем при его наличии;
c) требуемый расход жидкости, используемой в процессе очистки, для достижения установленного класса чистоты.
Процедура очистки не должна снижать эксплуатационные качества трубы. После завершения очистки должна быть выполнена герметизация концов трубы во избежание загрязнения.
7.5.7 Сварка металлических труб
7.5.7.1 Общие положения
Приведенные требования применимы для продольных и кольцевых сварных швов.
Характеристики сварных соединений должны быть определены в документах изготовителя и должно быть подтверждено их соответствие конструкции трубы и условиям применения.
Любое соединение должно быть выполнено квалифицированным персоналом с применением аттестованных технологий. Сварные соединения подлежат контролю согласно плану проверки сварных швов, согласованному с заказчиком.
Должны быть разработаны подробные процедуры выполнения сварных соединений и процедуры неразрушающего контроля. Процедуры должны включать промежуточную зачистку сварного шва между проходами и/или термообработку после сварки. Процедуры должны быть распространены на автоматическую и механизированную сварку в заводских условиях, ручную сварку в заводских условиях и ручную сварку в процессе выполнения ремонтных работ в акватории, где невозможно проведение автоматической сварки.
За разработку и аттестацию процедур выполнения сварных соединений в процессе ремонтных работ в акватории отвечает сторона, которая будет проводить указанные работы.
Сварочные работы следует выполнять в чистых, специально отведенных зонах, которые должны быть защищены от воздействия факторов окружающей среды. Необходимо периодически проверять чистоту сварочного оборудования и проводить визуальный контроль сварочных электродов в отношении марки материала, профиля, положения, наличия механических и электроэрозионных повреждений. Если применяют автоматическую систему подачи, необходимо периодически контролировать позиционирование сварочной проволоки или прутка и исправность работы системы.
Кольцевые сварные швы в трубах не следует располагать в зонах с высокими напряжениями для снижения вероятности возникновения водородного охрупчивания под действием ЭХЗ.
7.5.7.2 Подготовка к выполнению сварки
Подготовку труб под сварку необходимо осуществлять в соответствии с аттестованной технологией сварки, которая должна предусматривать:
a) удаление наружной коррозионной защиты на заданном расстоянии от конца трубы;
b) разделку кромок трубы, включая:
1) контроль угловых допусков на обрезанный конец относительно продольной оси трубы,
2) контроль допусков на овальность обрезанных концов,
3) удаление внутренних и наружных неровностей,
4) исключение попадания стружки внутрь трубы;
c) очистку (механическую и/или химическую) участков поверхности трубы, прилегающих к свариваемым концам;
d) выравнивание оголовка трубы и сварочной головки для сварки концов труб;
e) продувку газом, при необходимости;
f) радиальное и осевое выравнивание зазора между свариваемыми поверхностями в пределах заданных допусков;
g) надежное и правильное расположение сварочной установки относительно труб;
h) контроль условий окружающей среды;
i) контроль параметров сварочного оборудования.
7.5.7.3 Сварочные материалы
Сварочные материалы должны соответствовать применяемым технологиям сварки.
Все сварочные материалы должны соответствовать действующим стандартам и ТУ на каждую марку сварочного материала. Документация на сварочные материалы должна содержать сведения о химическом составе и механических характеристиках, определяемых для заданных условий применения. В документации на сварочные материалы должны быть приведены рекомендации по обращению со сварочными материалами и их повторному использованию при обеспечении требований к максимальной величине содержания водорода в металле сварного шва. Также должны быть приведены рекомендации по термообработке после сварки (максимальная температура, время выдержки и т.д.).
Подрядчик, ответственный за выполнение сварочных работ, и поставщик сварочных материалов должны согласовать характеристики сварочных материалов и условия их применения.
7.5.7.4 Аттестация технологий сварки
Аттестация технологий сварки должна быть выполнена согласно национальным стандартам на технологии сварки с учетом конкретного материала труб и диапазона значений внутреннего диаметра и толщины стенки.
Процесс сварки не должен приводить к загрязнению внутренней поверхности трубы или попаданию в нее посторонних веществ.
Все сварочные работы должен проводить квалифицированный персонал, аттестованный для соответствующих способов сварки. Для 100% сварных швов следует выполнять визуальный контроль и проверку с использованием методов неразрушающего контроля.
Примечание - Примеры требований к аттестационным испытаниям сварщиков приведены в ГОСТ Р ИСО 9606-1. Визуальный контроль может проводиться имеющими аттестацию на проведение визуального контроля сварщиками или операторами сварочных работ с учетом требований ГОСТ Р ИСО 17637.
7.5.7.5 Испытание сварных швов
В плане проверки сварных швов должна быть приведена подробная информация о методах и частоте проведения испытаний рабочих сварных швов и определено следующее:
a) использование методов неразрушающего контроля или разрушающего контроля сварных соединений;
b) расположение и способ отделения материала образца для разрушающего контроля;
c) подготовка опытного образца;
d) идентификация и прослеживаемость испытательного образца;
e) описание испытаний и метод испытаний;
f) критерии прохождения испытаний;
g) критерии повторных испытаний (при необходимости).
7.5.7.6 Ремонт сварных швов
При образовании дефектов сварных швов, полученных в результате однопроходной сварки, ремонт не допускается. Поврежденные швы и относящиеся к ним околошовные зоны должны быть удалены.
При образовании дефектов сварных швов, полученных во время первого прохода при многопроходной сварке, ремонт не допускается. Поврежденные швы и относящиеся к ним околошовные зоны должны быть удалены.
Если при многопроходной сварке дефект образован при втором или последующем проходах, допускается проведение ремонта в соответствии с предписанной изготовителем аттестованной технологией ремонта. После ремонта должны быть проведены полный визуальный осмотр всех сварных швов и их проверка с использованием неразрушающих методов контроля.
7.5.7.7 Ремонт стальных труб
Для ремонта работающего под давлением элемента требуется полное удаление имеющего дефект участка трубы с последующей сваркой встык свободных концов трубы или вставкой и сваркой встык отрезка трубы той же конструкции.
Ремонт пластиковых и/или металлических внешних оболочек, которые неотделимы от конструкции трубы и/или противокоррозионной защиты, следует выполнять согласно ТУ изготовителя. В результате ремонта должны быть полностью восстановлены конструктивные и функциональные параметры оболочки.
7.5.8 Испытания стальных труб
7.5.8.1 Общие положения
На репрезентативных образцах готовой трубы, имеющих сварные швы, необходимо выполнять все испытания, за исключением испытания на раздачу трубы и проведение химического анализа. Определительные, приемочные и приемо-сдаточные испытания изделий следует выполнять согласно разделу 5 и таблице 9. Перечень требуемых испытаний различается в зависимости от марки стали (см. приложение H).
В плане проведения испытаний должен быть определен порядок отбора образцов продукции, состав испытаний и их периодичность, а также указано следующее:
a) использование методов неразрушающего или разрушающего контроля;
b) расположение и способ отделения материала образца для разрушающего контроля;
c) подготовка опытного образца;
d) идентификация и прослеживаемость испытательного образца;
e) описание испытаний и метод испытаний;
f) критерии прохождения испытаний;
g) критерии повторных испытаний (при необходимости).
7.5.8.2 Визуальный и измерительный контроль
Каждая труба должна быть подвергнута визуальному контролю. Визуальный контроль должен включать проверку материала (материалов) трубы на наличие загрязнений, проверку размеров и конструкции. Для всех труб должны быть определены следующие параметры согласно ТУ изготовителя:
a) внутренний диаметр, который можно рассчитать;
b) наружный диаметр;
c) диаметр любых промежуточных слоев;
d) овальность;
e) эксцентриситет;
f) толщина стенки трубы;
g) внутренние повреждения поверхности/дефекты;
h) наружные повреждения поверхности/дефекты.
В ТУ изготовителя должны содержаться критерии на размеры и методы проверки всех вышеперечисленных параметров с указанием допустимых величин.
7.5.8.3 Предельные отклонения размеров
Предельные отклонения размеров должны соответствовать таблице 10. Изготовитель и заказчик могут согласовать другие предельные отклонения при условии соблюдения критериев, приведенных в 7.5.2.
Предельное отклонение толщины стенки входит в формулы расчета устойчивости к воздействию давления и окружной потери устойчивости (см. приложение J). При наличии обоснования допускается замена значений, приведенных в таблице 10, на значения, используемые при расчетах по указанным формулам. Допуск овальности включен в формулу расчета на окружную потерю устойчивости.
Приведенные в таблице 10 предельные отклонения размеров влияют на геометрические характеристики сварного шва и усталостные свойства кольцевых сварных швов, и их замена при проведении указанных расчетов не допускается.
Примечание - Предельные отклонения размеров, приведенные в таблице 10, соответствуют наиболее жестким требованиям [18], но не охватывают места сварных швов, указанные в [18].
Таблица 9 - Испытания труб
Испытание | Испытания | Сварной | Труба | ||
определи- тельные | контрольные (К) | приемо- сдаточные (ПС) | шов | ||
Визуальный и измерительный контроль | - | 7.5.8.2 | 7.5.8.2 | - | К и ПС |
Испытания на малоцикловую усталость | 7.5.8.4 | - | - | К | К |
Испытания на растяжение | - | 7.5.8.5 | 7.5.8.5 | К и ПС | К и ПС |
Испытание на сплющивание | - | 7.5.8.6 | 7.5.8.6 | К | К и ПС |
Металлографический контроль | - | Приложение Н | Приложение Н | К и ПС | К и ПС |
Макрографический контроль | - | Приложение Н | Приложение Н | К и ПС | К и ПС |
Контроль твердости | - | 7.5.8.7 | 7.5.8.7 | К и ПС | К и ПС |
Измерение микротвердости | - | 7.5.8.8 | - | К | К |
Испытание на раздачу кольца конусом | - | 7.5.8.9 | 7.5.8.9 | - | К и ПС |
Химический анализ | - | 7.5.8.10 | 7.5.8.10 | - | К и ПС |
Испытания на коррозионную стойкость | - | 7.5.8.11 | 7.5.8.11 | К и ПС | К и ПС |
Аттестация технологии сварки | - | 7.5.8.12 | - | К | К |
Неразрушающий контроль | - | 7.5.8.13 | 7.5.8.13 | К и ПС | К и ПС |
Испытание на внутреннее разрушающее давление | - | 7.5.8.14 | - | К | К |
Испытание внутренним гидростатическим давлением | - | - | 7.5.8.15 | ПС | ПС |
Требования к определительным испытаниям согласно разделу 5. В некоторых случаях необходимо выполнить оценку многоцикловой усталости. Ее не выполняет непосредственно поставщик труб и она не требуется для всех условий применения. Испытания на многоцикловую усталость выполняют с целью показать, что усталостные характеристики, принятые в конструкции шлангокабеля, удовлетворяют требованиям к эксплуатационной долговечности. | |||||
Таблица 10 - Допустимые отклонения размеров
Контролируемый параметр | Допустимое отклонение | Объем испытаний, % |
Наружный диаметр | ±0,3% от D или ±0,13 мм, в зависимости от того, что больше | 100 |
Овальность | 1,0% от D | 100 |
Толщина стенки трубы | ±10% от t | 100 |
Длина трубы | По согласованию с изготовителем | 100 |
Для размеров трубы, которые равны или превышают 38,1 мм, допустимые отклонения наружного диаметра определяют с учетом требований, приведенных в [18] . Установленный номинальный наружный диаметр. Овальность следует определять как , где и измерены в одной плоскости поперечного сечения. Установленная номинальная толщина стенки. Толщину стенки следует измерять механическим толщиномером или поверенными средствами измерений для испытаний с использованием неразрушающих методов. | ||
7.5.8.4 Испытания на малоцикловую усталость
Опытный образец, если возможно, должен иметь не менее одного кольцевого сварного шва и продольный сварной шов. За один цикл нагрузок при испытаниях в режиме циклического нагружения должны быть смоделированы приводящие к образованию больших деформаций циклические нагрузки, которым труба будет подвергаться при изготовлении, укладке и эксплуатации. Деформирование может показать себя при одноосном растяжении или изгибе. Режим циклического нагружения следует повторить дважды и выполнить в необходимом объеме неразрушающий контроль образца, критерием прохождения которого будет являться отсутствие образования трещин. Если испытания опытного образца пройдены, циклы нагрузок при испытаниях в режиме нагружения следует повторять до тех пор, пока не произойдет развитие сквозной трещины, чтобы отразить в документах предельное значение нагрузки до разрушения образца.
Испытания должны быть выполнены изготовителем труб и согласованы с заказчиком в соответствии с приложением A. Изготовитель труб и заказчик должны согласовать критерии успешного прохождения испытаний.
7.5.8.5 Испытания на растяжение
Испытания на растяжение следует проводить по ГОСТ 6996 (см. также [17], [19] и [20]). Результаты должны соответствовать ТУ к материалам. Данные о применимости материалов труб приведены в приложении H.
Разрушение металла сварного шва во время испытаний на растяжение для кольцевых сварных швов недопустимо.
Когда размер трубы недостаточен для подготовки образцов по этим стандартам, следует использовать образцы труб в натуральную величину. Испытания на растяжение должны включать данные о достаточном запасе прочности на растяжение и разрыв, а также относительном удлинении образца при разрыве.
7.5.8.6 Испытание на сплющивание для внешнего и внутреннего сварного шва
Испытания на сплющивание следует проводить по ГОСТ ISO 3183 (см. также [17] и [20]). Результаты должны соответствовать техническим требованиям к материалам. Данные о применимости материалов труб приведены в приложении H.
7.5.8.7 Контроль твердости
Контроль твердости следует проводить по ГОСТ ISO 3183, ГОСТ 6996 (см. также [17], [18], [20] и [21]). Результаты должны соответствовать техническим требованиям к материалам. Данные о применимости материалов труб приведены в приложении H.
7.5.8.8 Измерение микротвердости
Измерения микротвердости проводят по ГОСТ 9450 (см. также [22]). Результаты должны соответствовать техническим требованиям к материалам. Данные о применимости материалов труб приведены в приложении H.
7.5.8.9 Испытание на раздачу кольца конусом
Испытания на раздачу кольца конусом следует проводить по ГОСТ 11706 (см. также [17], [18] и [20]). Результаты должны соответствовать ТУ к материалам (см. также [18]). Данные о применимости материалов труб приведены в приложении H.
7.5.8.10 Химический анализ
Необходимо проводить полный химический анализ металла трубы. В случае высоколегированных материалов анализ должен включать определение содержания ферритной фазы согласно ГОСТ ISO 3183 (см. также [17], [23] или [24]). Компонентный состав труб и содержание ферритной фазы должны находиться в пределах, указанных в ТУ изготовителя. Данные о применимости материалов труб приведены в приложении H.
7.5.8.11 Стойкость к точечной и щелевой коррозии
Испытания труб на стойкость к точечной и щелевой коррозии, в том числе имеющих сварные швы, следует выполнять согласно действующей нормативной документации (см. также [25], метод A). Геометрические характеристики образца, подготовка образца, температура при проведении испытаний, измерение температуры, показатель pH и критерии прохождения испытаний должны соответствовать ТУ изготовителя. Данные о применимости материалов труб приведены в приложении H.
7.5.8.12 Аттестация технологии сварки
Технология сварки, включая процедуры испытаний, должна быть аттестована в соответствии с ГОСТ Р ИСО 15607, ГОСТ Р ИСО 14732, ГОСТ ISO 3183 (см. также [26], [27]).
Проведение повторной аттестации необходимо при значительном изменении технологических параметров процесса сварки. Такие параметры включают, как минимум, погонную энергию, состав газа и газовых смесей, используемые сварочные материалы.
Один протокол аттестации может содержать ряд допустимых размеров проходных сечений (диаметров) и толщин стенок (см. [26] и [27]).
7.5.8.13 Неразрушающий контроль
Неразрушающие испытания должны быть выполнены для всех труб согласно ГОСТ ISO 3183 (см. также [17] или аналогичные стандарты) для выявления дефектов, недопустимых в условиях эксплуатации. Для выявления дефектов в стенке бесшовной трубы по всей ее длине и нарушений сплошности сварных соединений в сварных трубах необходимо использовать методы и технические средства неразрушающего контроля. Для выявления дефектов 100% труб подлежат ультразвуковой дефектоскопии и вихретоковому контролю (см. [17]).
Ультразвуковая дефектоскопия должна быть проведена по всей поверхности трубы по ГОСТ 17410 (см. также [28]). Для сварных труб необходима дополнительная проверка сварного шва по ГОСТ Р 55724 (см. также [29]). Вихретоковый контроль необходимо проводить по всей длине каждой из труб, которые имеют склонность к формированию асимметрии интерметаллической фазы, согласно ГОСТ ISO 10893-2, ГОСТ Р ИСО 15549 (см. также [30]) с использованием оборудования для магнитной дефектоскопии. Все трубы должны быть проверены портативным анализатором металла до отгрузки с завода-изготовителя. Для всех сварных швов с подкладкой и кольцевых сварных швов должна быть проведена рентгеновская дефектоскопия по меньшей мере в двух плоскостях. Все методы неразрушающего контроля и специалисты по неразрушающему контролю должны быть аттестованы согласно национальным стандартам, например ГОСТ Р ИСО 9712 [см. также [26], [27] (раздел V)].
Все сварные швы подлежат неразрушающему контролю с применением метода контроля и критериев приемки, определенных в процедурах аттестованной технологии сварки. Сварные швы, не соответствующие критериям приемки, считают дефектными.
Единственным допустимым видом дефектов сварного шва являются газовые поры. Изготовитель и заказчик должны согласовать допустимый размер и концентрацию газовых пор с учетом:
a) размеров трубы;
b) геометрии пор;
c) месторасположения пор в сварном шве;
d) количества пор.
Необходимо учитывать чувствительность метода неразрушающего контроля, параметры средств неразрушающего контроля и существующие ограничения на применение различных методов неразрушающего контроля для выявления недопустимых дефектов и отбраковки труб для дальнейших испытаний и возможного устранения дефектов.
Данные о применимости материалов труб приведены в приложении H.
7.5.8.14 Испытание на внутреннее разрушающее давление
Испытание на внутреннее разрушающее давление должно быть выполнено с использованием по меньшей мере двух образцов для каждого типа конструкции трубы, включающих требуемые виды сварных швов.
Если поставляемые трубы имеют сварные швы соединения штрипсов (стыковые сварные швы) или кольцевые сварные швы, то должны быть проведены испытания на внутреннее разрушающее давление образцов труб с указанными видами сварных швов. Испытаниям также подлежат кольцевые сварные швы, выполненные изготовителем шлангокабеля при сваривании труб в нитку или при сборке шлангокабеля.
Также испытанию подлежат сварные соединения концевых фитингов для подключения шлангокабеля к надводному и подводному оборудованию. Это сварное соединение может быть выполнено на другом образце другим подрядчиком помимо поставщика труб.
Один и тот же образец может включать более одного сварного шва при условии, что взаимное расположение сварных швов не оказывает влияния на результат испытания. Образцы для испытаний на внутреннее разрушающее давление должны включать участок трубы длиной не менее 400 мм с расстоянием между сварными швами не менее 150 мм.
7.5.8.15 Испытание внутренним гидростатическим давлением
Жидкость, используемая при испытаниях, должна быть определена в ТУ изготовителя.
При проведении испытаний внутренним гидростатическим давлением каждой изготовленной нитки трубы должна быть использована одна из следующих жидкостей:
a) гидравлическая жидкость системы управления с классом чистоты, соответствующим требованиям к чистоте системы управления, установленным в ТУ изготовителя;
b) специальная жидкость для хранения шлангокабеля, с классом чистоты согласно перечислению a);
c) водопроводная или питьевая вода, очищенная до класса чистоты, как указано в перечислении а); содержание хлоридов в воде должно быть 20 мг/л или менее для исключения коррозии в трубах, изготовленных из нержавеющей стали;
d) деионизированная вода, очищенная в соответствии с перечислением а).
Окончательный выбор жидкости(ей) для испытаний внутренним давлением, которую(ые) также будут применять для труб во время транспортирования, укладки и эксплуатации, должен быть проведен с учетом факторов, относящихся к условиям эксплуатации и воздействия на окружающую среду, и согласован с заказчиком.
Использование двух различных жидкостей для испытаний при изготовлении шлангокабеля не рекомендуется, поскольку для этого может потребоваться два комплекта испытательного оборудования при изготовлении, перегрузке и укладке шлангокабеля.
Если при использовании воды для проведения испытаний может возникнуть место воздействия на шлангокабель отрицательных температур, то для предотвращения замерзания следует добавить в воду моноэтиленгликоль в необходимой пропорции.
Если может потребоваться длительное хранение воды, используемой для проведения испытаний, или существует вероятность развития микроорганизмов в заполненной водой трубе, то следует в необходимой пропорции смешать с водой биоцид.
Если во время изготовления шлангокабеля проводят промежуточную сварку труб, жидкость из металлических труб необходимо частично или полностью удалить до начала сварки.
При хранении используемой для испытаний жидкости (жидкостей) в транспортировочных емкостях либо при нахождении жидкости внутри труб необходимо обеспечить условия по предотвращению замерзания жидкости.
На протяжении всего времени, пока испытания не проводят, готовые трубы должны быть герметично закрыты с обоих концов.
8 Проектирование оконечных устройств и вспомогательного оборудования шлангокабеля
8.1 Основные принципы проектирования
Проектирование следует выполнять в соответствии с разделом 5 и применимыми положениями разделов 6 и 7.
Проектирование оконечных устройств и вспомогательного оборудования следует осуществлять на фактические нагрузки, которым подвержены эти элементы. Безопасная рабочая нагрузка для оконечных устройств и вспомогательного оборудования может отличаться от максимальной допустимой нагрузки для шлангокабеля.
При проектировании следует учитывать воздействие температуры во время транспортирования и укладки, используемый метод укладки, а также возможный ремонт и другие работы, которые могут проводить в процессе эксплуатации шлангокабеля.
Необходимо обеспечить достаточный запас длины для повторной заделки свободных концов, повторной сварки металлических труб и повторного сращивания полимерных труб.
В документации на проектирование должно быть указано, предусмотрено ли конструкцией оконечных устройств, вспомогательного оборудования и шлангокабеля их намеренное заполнение водой.
Для подводных оконечных устройств необходимо отразить в документации совместимость неметаллических материалов с инфильтрируемыми жидкостями. Конструкция оконечного устройства надводной части шлангокабеля должна обеспечивать возможность отвода жидкостей и газов, поступающих через пустоты внутри шлангокабеля.
В соответствии с проектными решениями по организации ЭХЗ между шлангокабелем, вспомогательным оборудованием и подключаемыми устройствами должна быть обеспечена электропроводность или изоляция.
Применение покрытий для защиты от коррозии на протяжении всего срока службы необходимо осуществлять на основе стандартов, согласованных заказчиком.
8.2 Процесс проектирования
Основным принципом проектирования является обеспечение соответствия оконечного устройства функциональным требованиям, установленным для шлангокабеля.
Проектирование безопорных участков шлангокабеля между раструбом на конце трубы J-типа или подводным интерфейсом оконечного устройства шлангокабеля и морским дном следует выполнять в соответствии с требованиями конкретного проекта и разделом 6.
Если в состав конструкции входит запорная арматура или оптические/электрические контрольные разъемы для подключения оборудования для тестирования, конструкция оконечного устройства должна обеспечивать доступ к указанным узлам.
Если предполагается временная укладка шлангокабеля, необходимо предусмотреть сброс давления при выполнении подъема шлангокабеля. Если используют временную герметизацию конца кабеля, должна быть обеспечена двойная защита от проникновения воды.
8.3 Концевая заделка армирующего слоя
Армированные шлангокабели должны иметь концевые заделки армирующего слоя, минимальная допустимая нагрузка которых равна или превышает максимальную растягивающую нагрузку шлангокабеля, за исключением случаев, когда заказчиком согласовано меньшее значение.
Неармированные шлангокабели должны иметь механические концевые заделки, минимальная нагрузочная способность которых равна или превышает максимальную растягивающую нагрузку шлангокабеля, за исключением случаев, когда заказчиком согласовано меньшее значение.
8.4 Концевая заделка металлических и полимерных труб
Концевые фитинги гидравлических линий должны быть рассчитаны на максимальное испытательное давление для металлических и полимерных труб, на которых они установлены.
Во всех случаях, когда концевой фитинг используют при проведении испытаний, между концевым фитингом и приемной частью испытательной полимерной трубы должны быть смонтированы временный переходник и гидравлический перепускной клапан. Переходник и клапан должны быть рассчитаны на максимальное испытательное давление, а клапан в закрытом положении должен обеспечивать герметичность трубы, находящейся под давлением.
В местах контакта должна быть проведена проверка совместимости материалов труб шлангокабеля с материалами труб в составе оконечного блока шлангокабеля с точки зрения прочности и устойчивости к коррозии.
Кольцевые сварные швы в зонах высокого механического напряжения должны быть выполнены по аттестованной технологии для условий эксплуатации для исключения водородного охрупчивания, обусловленного действием ЭХЗ.
Установку соединителей (для металлических и полимерных труб) должен выполнять квалифицированный персонал с применением аттестованной технологии. Должны быть проведены испытания концевых заделок согласно ТУ изготовителя.
Сварные соединения труб подводной и надводной части шлангокабеля с оконечными устройствами должны быть выполнены с применением аттестованной технологии. Тип сварного соединения и критерии контроля качества сварных швов должны быть согласованы с заказчиком.
8.5 Концевая заделка кабелей
Для концевых заделок электрических/оптических кабелей, которые на постоянной основе установлены под водой (например, наконечники, соединители и т.д.), конструкция должна обеспечивать защиту от воды входного отверстия для кабеля, двухконтактных токопроводящих соединителей и гибких выводов, если применимо. Концевая заделка электрических кабелей должна включать не менее двух барьеров от воздействия морской воды. Должна быть обеспечена возможность выравнивания давления в соединительной коробке.
Все эластомерные материалы внутри соединителей и коробок для сращивания должны соответствовать условиям применения, в том числе при нарушении герметичности одного из барьеров. Отказ одного из барьеров, обеспечивающих защиту от проникновения воды, не должен приводить к созданию условия для возникновения отказа, например, изолированные провода не должны находиться в прямом контакте с металлом или другими проводящими материалами.
Должно быть подтверждено соответствие электрических разъемов условиям применения, монтаж разъемов должен осуществлять квалифицированный персонал с применением аттестованной технологии.
Если предусмотрена возможность продолжительного нахождения электрического разъема в морской воде без подключения к ответной части, конструкция разъема должна включать изолирующие устройства. Изолирующие устройства должны обеспечивать защиту разъема от механических повреждений и предотвращать электрическое взаимодействие соседних контактов при подаче напряжения.
Конструкция разъема должна включать средства для визуальной идентификации состояния разъема или защитной заглушки.
Испытания концевых заделок следует проводить согласно ТУ изготовителя.
Сросток жил кабеля в шлангокабеле и гибкого вывода электрического соединителя должен включать защиту от проникновения газа и воды, рассчитанную на такое же внутреннее давление, как и изоляции проводника.
Конструкция подводной концевой заделки шлангокабеля должна ограничивать возможные негативные последствия при нарушении герметичности барьеров, обеспечивающих защиту от воды.
Слабые элементы конструкции, такие как уплотнения, не допускается располагать в самой нижней точке, резервные элементы необходимо располагать в отдельных узлах.
8.6 Тяговая головка шлангокабеля
Тяговую головку шлангокабеля используют для протягивания шлангокабеля по морскому дну или через трубы I- или J-типа. Конструкция тяговой головки должна быть рассчитана на восприятие нагрузок при укладке шлангокабеля без возникновения повреждений у шлангокабеля или его функциональных элементов.
Рекомендуется, чтобы конструкция тяговой головки шлангокабеля обеспечивала его прохождение по шкиву на роликах и через механизм для подъема через трубу I- или J-типа без повреждений или застревания. Изготовитель должен оценить соотношение размеров между внутренним диаметром труб I- или J-типа и диаметром тяговой головки.
Конструкция тяговой головки шлангокабеля должна обеспечивать размещение функциональных элементов заделки шлангокабеля и любых временно устанавливаемых колпаков/заглушек, а ее внутренний объем должен быть достаточным для размещения концевых элементов шлангокабеля с обеспечением требований к минимальному радиусу изгиба при отсутствии растягивающей нагрузки.
Все болты, крепежные детали, монтажные петли и соединительные устройства должны быть рассчитаны на нагрузки от укладки шлангокабеля и расположены в заглублениях или заподлицо с корпусом тяговой головки.
Любого рода крепежные детали или скобы, жестко закрепленные на тяговой головке шлангокабеля, не должны увеличивать его диаметр.
Конструкция тяговой головки должна обеспечивать возможность доступа к расположенным внутри элементам для контроля состояния и/или проведения испытаний.
Тяговая головка шлангокабеля может включать аноды для ЭХЗ от коррозии при длительном нахождении под водой.
Для предотвращения проникновения морской воды должна быть выполнена герметизация электрических и оптических кабелей в составе шлангокабеля. Особое внимание необходимо уделять вопросам герметизации кабеля, который после укладки шлангокабеля может находиться на морском дне под действием гидростатического давления в течение длительного периода времени.
Тяговую головку шлангокабеля необходимо рассматривать в качестве устройства для подъема шлангокабеля в процессе его укладки.
При наличии требования со стороны заказчика тяговая головка шлангокабеля должна включать вертлюжное соединение, учитывающее наличие ограничений по габаритной высоте. Указанное ограничение может привести к необходимости применения составной конструкции тяговой головки.
Конструкция тяговой головки шлангокабеля должна быть рассчитана по тем же критериям допустимых напряжений, что и металлические трубы согласно 7.5.2.8. Коэффициент запаса прочности должен составлять 0,59 (1/1,7).
Приемочные испытания следует проводить под нагрузкой, согласованной заказчиком. Приемочные испытания могут быть выполнены до подсоединения тяговой головки к шлангокабелю при условии, что конструкция для подключения тяговой головки прошла испытания согласно 5.6.2.
Величину нагрузок необходимо определять с учетом стандартов и норм на выполнение морских операций, например, ГОСТ Р 58772, или иных стандартов, предложенных подрядной организацией.
8.7 Система подвешивания надводной части шлангокабеля
Для надежного закрепления шлангокабеля к верхней части райзера из труб I- или J-типа или к другим специально предназначенным местам следует применять систему подвешивания. Конструкция системы подвешивания должна выдерживать статические нагрузки и динамические нагрузки, обусловленные качкой судна и работами в процессе укладки, а также должна воспринимать максимальную растягивающую нагрузку без повреждений шлангокабеля или его элементов.
При проектировании системы подвешивания надводной части шлангокабеля необходимо учитывать, что после укладки шлангокабеля доступ к верхней части трубы I- или J-типа для проведения обследования может оказаться невозможным. Также необходимо учитывать возможность коррозии или пластической деформации (ползучести) металла в результате длительной нагрузки на воспринимающие нагрузку элементы системы.
Во время подвешивания на платформе должна быть обеспечена возможность контролируемого сброса внутреннего давления в трубах шлангокабеля.
8.8 Интерфейс оконечного устройства шлангокабеля
Для обеспечения перехода между шлангокабелем и его подводным оконечным устройством должен быть использован подводный интерфейс оконечного устройства.
В интерфейсе оконечного устройства выполняют физическое соединение элементов шлангокабеля, воспринимающих растягивающую нагрузку, таких как армирующая проволока или металлические трубы, с блоком оконечного устройства шлангокабеля.
На переходном участке, если происходит изменение жесткости, для защиты шлангокабеля от чрезмерного локального изгиба при транспортировании или перемещении необходимо применение ограничителей изгиба или жестких накладок.
Конструкция интерфейса оконечного устройства должна исключать воздействие напряжений, которые могут привести к повреждению элементов шлангокабеля, соединенных с подводным оконечным устройством шлангокабеля.
8.9 Оконечное устройство шлангокабеля
Для механического и функционального соединения шлангокабеля с подводным оборудованием должно быть использовано подводное оконечное устройство шлангокабеля.
При необходимости оконечное устройство может быть оснащено приспособлениями для выполнения перегрузки и укладки. Оконечное устройство механически крепят к интерфейсу оконечного устройства шлангокабеля и размещенным в нем различным функциональным элементам шлангокабеля.
До начала подключения к шлангокабелю должны быть выполнены гидравлические испытания находящихся под давлением частей оконечного устройства. Давление при испытаниях на протяжении не менее 2 ч должно в полтора раза превышать расчетное давление. После завершения испытаний должны отсутствовать признаки остаточной деформации, повреждения или утечек.
8.10 Ограничители изгиба
Ограничители изгиба предназначены для ограничения изгиба шлангокабеля в месте размещения. Как правило, их располагают в месте соединения с жесткой заделкой.
Эти устройства обеспечивают механическую фиксацию при выполнении погрузочно-разгрузочных операций и помогают сохранять заданное положение шлангокабеля в условиях эксплуатации.
Наиболее распространенные типы представляют собой ряд профилированных разделяемых сегментов, скрепляемых болтовым соединением вместе при сборке (иногда их называют "позвонковыми" ограничителями изгиба).
Устройства, как правило, устанавливают на участке, равном длине дуги при изгибе под углом 90° с минимально допустимым радиусом изгиба шлангокабеля, но в зависимости от варианта применения длина участка может быть больше или меньше.
Конструкция ограничителей изгиба должна выдерживать ожидаемое сочетание нагрузок и углов их приложения.
Для выполнения погрузочно-разгрузочных работ и транспортирования шлангокабеля должна быть подготовлена информация о габаритных размерах, массе и центре тяжести ограничителей изгиба.
Конструкция ограничителей может быть изготовлена из металла или термопластов в зависимости от функциональных требований.
При проектировании ограничителя изгиба необходимо учитывать размер, массу и центр тяжести подводного оконечного устройства шлангокабеля и оказываемое ими влияние на шлангокабель при перегрузке и укладке под водой, включая малоцикловую усталость. Кроме того, при определении длины ограничителя изгиба необходимо учитывать требования к допустимой величине безопорных участков шлангокабеля. При проектировании должно быть рассмотрено возможное влияние обратной засыпки и дополнительного момента от самого ограничителя изгиба.
Ограничитель изгиба должен иметь защиту от повреждений при производстве погрузочно-разгрузочных работ.
Примечание - Для шлангокабелей с центральной трубой большого диаметра возможно образование значительного безопорного участка у интерфейса оконечного устройства.
Ограничители изгиба необходимо применять для всех оконечных элементов, у которых выбранный радиус фиксации определяет длину изгиба, равную дуге при изгибе под углом не менее 90°.
8.11 Жесткие накладки
8.11.1 Общие положения
Жесткие накладки обеспечивают жесткость при изгибе для сопряжений шлангокабеля с жестким креплением.
Жесткие накладки представляют собой накладку вокруг шлангокабеля конической формы, изготовленную из полиуретана, свойства которого определяют исходя из условий применения.
8.11.2 Динамические жесткие накладки
Динамические жесткие накладки применяют для ограничения изгибающих нагрузок, вызванных воздействием факторов окружающей среды в процессе эксплуатации шлангокабеля.
Жесткие накладки, как правило, применяют для фиксации шлангокабеля на конструкциях на плавучем нефтегазопромысловом сооружении, таких как основание трубы I-типа или судовая система для подвешивания шлангокабеля. Их также допускается применять там, где есть сопряжение между жесткой конструкцией и перемещающимся шлангокабелем.
При проектировании динамических жестких накладок должны быть рассмотрены различные сочетания нагрузок и соответствующие им углы приложения нагрузок, получаемые с помощью динамического анализа. Также необходимо учитывать рабочую температуру и угол расположения райзера.
Для транспортирования и выполнения погрузочно-разгрузочных работ необходимо отразить в документации информацию о размерах, массе и центре тяжести жестких накладок.
Проектировщик динамических жестких накладок должен представить конструкторский отчет, включающий диаграмму напряжений и изгиба вдоль оси устройства при заданной температуре.
Крепление накладок можно осуществлять с помощью фланцевого соединения непосредственно к основанию трубы или с использованием системы фиксации, которая активируется автоматически при протаскивании шлангокабеля или при помощи ТНПА. Механизм крепления должен предусматривать возможность разъединения при необходимости извлечения шлангокабеля.
8.11.3 Статические жесткие накладки
Статические жесткие накладки используют для увеличения жесткости на изгиб шлангокабеля в месте крепления к оконечному устройству.
Для шлангокабеля с армированной конструкцией, содержащей элементы, которые могут выдержать больший изгиб, вместо ограничителей изгиба могут быть применены жесткие накладки изогнутой конструкции, но в каждом случае вначале должна быть выполнена оценка условий укладки шлангокабеля.
Статические жесткие накладки допускается применять совместно с неподвижным соединением, таким как ремонтное соединительное устройство, для обеспечения плавного перехода между диаметром шлангокабеля и соединительным устройством. Применение накладки уменьшает риск зацепления соединительного устройства при погрузочно-разгрузочных операциях, укладке или извлечении.
8.12 Вспомогательное оборудование
8.12.1 Соединительная коробка
Соединительную коробку применяют для соединения фрагментов шлангокабеля с целью получения шлангокабеля требуемой длины или для выполнения ремонта шлангокабеля. Концы соединяемых участков шлангокабеля должны иметь соответствующую заделку. Их соединение должно быть выполнено с применением соединительного рукава или втулки, которые позволяют обеспечить передачу нагрузки от одного промежуточного отрезка к другому.
Соединительную коробку выполняют в виде конструкции обтекаемой формы с ограничителем изгиба на каждом конце. Соединительная коробка должна иметь компактные размеры для обеспечения требований к наматыванию шлангокабеля на барабан, хранению и укладке.
Соединение электрических кабелей, оптических волокон, полимерных и металлических труб в соединительной коробке следует выполнять в соответствии с ТУ изготовителя.
Не допускается использование соединительной коробки на участке шлангокабеля, работающего в динамическом режиме.
8.12.2 Предохранительная перемычка
Предохранительная перемычка является специальным элементом, используемым для защиты шлангокабеля и соединенного с ним оборудования от избыточных линейных нагрузок. Значение нагрузки, при которой происходит разъединение предохранительной перемычки, должно быть определено в ТУ изготовителя. Конструкция предохранительной перемычки должна иметь такой же или больший расчетный срок службы, чем у шлангокабеля.
Если предохранительная перемычка является неотъемлемой частью конструкции шлангокабеля, ее конструкция должна включать механизм блокировки разъединения для проведения работ по укладке и подъему шлангокабеля. Механизм блокировки должен легко отключаться после завершения указанных работ. В заблокированном состоянии предохранительная перемычка должна выдерживать максимальное рабочее растягивающее усилие шлангокабеля без срабатывания или механического повреждения.
При срабатывании предохранительной перемычки должно быть обеспечено разъединение входящих в ее состав функциональных линий, при этом внутренние линии шлангокабеля не должны подвергаться избыточным нагрузкам. Конструкция предохранительной перемычки должна обеспечивать возможность восстановления шлангокабеля после разъединения.
В качестве альтернативного варианта предохранительной перемычки допускается применять перемычку, оборудованную разрезающим устройством, устанавливаемую между оконечным устройством шлангокабеля и подводным оборудованием. Должна быть обеспечена возможность замены такой перемычки после срабатывания.
Возможно применение других вариантов конструкции предохранительного устройства (например, мультисоединители), которые должны быть определены в ТУ изготовителя. Если предусмотрено применение предохранительной перемычки, то в ТУ изготовителя шлангокабеля должен быть определен ее тип.
8.12.3 Средства обеспечения плавучести
В зависимости от конфигурации шлангокабеля, работающего в динамическом режиме, может возникнуть необходимость в применении средств обеспечения плавучести в виде модулей, колец, емкостей и т.д. для обеспечения требуемой динамики движения шлангокабеля. На отдельных участках шлангокабеля, особенно работающих в динамическом режиме, может потребоваться использование хомутов или подобных типов соединительных элементов для присоединения дополнительных устройств, таких как модули, кольца, емкости, натяжные устройства и т.д., с целью обеспечения требуемой конфигурации и динамики движения шлангокабеля. Конструкция устройств крепления (например, хомутов) должна быть рассчитана на фактический наименьший наружный диаметр шлангокабеля, который может отличаться от значения, указанного в ТУ изготовителя, например, вследствие воздействия внешнего давления воды, значительного натяжения или эффекта ползучести материалов оболочки или заполнителей, приводящего к деформации поперечного сечения шлангокабеля. Необходимо проведение длительных испытаний устройств крепления с имитацией условий при укладке и эксплуатации шлангокабеля. Способ крепления средств обеспечения плавучести не должен приводить к образованию под действием нагрузки трещин в оболочке шлангокабеля, избыточной деформации шлангокабеля и его функциональных элементов.
При проектировании в расчет должны быть приняты обеспечиваемый запас плавучести, влияние глубины воды, допустимая сила зажима, действующая на шлангокабель, возможное изменение диаметра шлангокабеля при натяжении или под действием длительной ползучести.
8.12.4 Центраторы
Центраторы формируют локальное увеличение диаметра шлангокабеля для ограничения поперечного перемещения внутри направляющего устройства или райзера. Центраторы применяют, в частности, в разделенных на секции райзерах, где шлангокабель может смещаться под действием течения.
Центраторы, как правило, состоят из двух половин для упрощения их сборки при установке.
Конструкции центраторов могут включать внутренний секционный или разъемный хомут, который прочно крепят на шлангокабеле, и внешнюю разделяемую оболочку заданной формы из термопласта, которую крепят на внутренний хомут.
При проектировании необходимо учитывать длину центратора, величину зазора между внешней поверхностью центратора и внутренним диаметром трубы, а также силу зажима, необходимую для крепления хомута вокруг шлангокабеля.
8.12.5 Стабилизаторы
Стабилизаторы предназначены для предотвращения вибрации шлангокабеля при воздействии вихревых потоков воды. Стабилизаторы представляют собой устройства заданной формы, закрепляемые вдоль подвешенного участка шлангокабеля. Для обеспечения монтажа конструкция стабилизаторов состоит из двух соединяемых продольно разрезанных половин цилиндра, имеющих диаметр, соответствующий конкретному размеру шлангокабеля.
Стабилизаторы, как правило, имеют спиралевидную внешнюю форму с треугольным профилем. Их устанавливают на участок шлангокабеля, наиболее подверженный риску вибраций под действием вихревых потоков воды.
При проектировании стабилизаторов необходимо учитывать влияние биологического обрастания, способ фиксации на шлангокабеле и способ монтажа.
8.12.6 Уплотнители для колонны райзера
Уплотнители для жестких райзеров предназначены для предотвращения движения морской воды через колонну райзера, во внутреннее пространство которого может подаваться ингибитор коррозии для защиты внутренней поверхности райзера.
Как правило, уплотнители состоят из двух разъемных частей, которые при соединении плотно перекрывают пространство между наружным диаметром шлангокабеля и внутренней поверхностью трубы райзера. Как правило, уплотнитель устанавливают у основания райзера. Он может быть прикреплен к основанию райзера или иметь отдельную монтажную конструкцию.
При проектировании уплотнителя необходимо учитывать способ установки и относительное усилие уплотнения.
8.12.7 Хомуты для оттяжек
Хомуты предназначены для крепления якорной цепи или тросов к шлангокабелю для обеспечения требуемого пространственного положения в толще воды при эксплуатации.
В зависимости от ожидаемых нагрузок хомуты могут быть прикреплены к элементам натяжения, входящим в конструкцию шлангокабеля. Другим вариантом является применение разъемных хомутов, закрепляемых вокруг шлангокабеля.
При проектировании хомутов необходимо учитывать усилие натяжения, усилие зажима, длину хомута, ползучесть, способ установки и влияние воздействий при образовании локального изгиба шлангокабеля.
8.12.8 Временные хомуты
Временные хомуты применяют в качестве вспомогательного средства в процессе укладки, когда удержание шлангокабеля не может быть обеспечено с помощью судового натяжного устройства. Как правило, такая ситуация возникает в процессе перемещения оконечного устройства шлангокабеля через натяжное устройство или при креплении дополнительных приспособлений к шлангокабелю.
Конструкция временных хомутов должна обеспечивать захват шлангокабеля на участке, достаточном для его удержания под действием ожидаемых при укладке нагрузок.
При проектировании временных хомутов необходимо учитывать ожидаемые величины нагрузок, допустимое усилие зажима, диаметр шлангокабеля под воздействием растягивающей нагрузки, ползучесть, длину и конструктивное исполнение хомута для оттяжки.
8.12.9 Раструб
Раструб конструктивно не связан с шлангокабелем. Вместе с тем применение раструба может исключить необходимость установки жесткой накладки на участок шлангокабеля в районе основания райзера.
При применении раструба на плавучем нефтегазопромысловом сооружении, с которым соединен шлангокабель, должна быть выполнена проверка совместимости раструба с конструкцией шлангокабеля с точки зрения усталостного разрушения шлангокабеля вследствие воздействия циклических изгибающих и растягивающих нагрузок.
При проектировании должны быть учтены ожидаемые растягивающие нагрузки, определены профиль поверхности раструба, толщина материала раструба, конструкция крепления к райзеру, угол расположения райзера и зона возможного смещения шлангокабеля для исключения столкновения с близко расположенными райзерами и раструбами.
Раструб не обеспечивает защиту шлангокабеля от усталостного разрушения, как жесткая накладка. Это следует принимать во внимание при проектировании шлангокабеля, особенно когда требования усталостной долговечности рассматривают в качестве определяющего фактора для конструкции.
8.12.10 Хомуты райзера
Хомуты райзера применяют для крепления шлангокабеля к поверхности жесткой или гибкой конструкции райзера.
При проектировании необходимо учитывать диаметр райзера и шлангокабеля, усилие зажима, метод укладки, разницу в длине шлангокабеля и райзера, а также допустимый безопорный участок между хомутами.
9 Проектирование шлангокабеля
9.1 Температурный диапазон
Шлангокабель в сборе, элементы в его составе и используемые материалы необходимо проектировать таким образом, чтобы обеспечить постоянную эксплуатацию в заданном температурном диапазоне в течение установленного расчетного срока службы. Максимальное и минимальное значения температуры должны быть определены в ТУ изготовителя с учетом функциональных требований, приведенных в разделе 4.
Примечание - Постоянное или частое воздействие повышенных температур может повлиять на расчетный срок службы шлангокабеля.
9.2 Максимальная растягивающая нагрузка
Максимальная растягивающая нагрузка на прямолинейном участке шлангокабеля не должна превышать величину, указанную в ТУ изготовителя. Допустимая растягивающая нагрузка для заданного радиуса изгиба шлангокабеля должна быть определена на основе кривых допустимой нагрузки при изгибе, предоставленных изготовителем.
9.3 Предельная растягивающая нагрузка
Предельная растягивающая нагрузка для прямолинейного участка шлангокабеля должна соответствовать ТУ изготовителя.
Должны быть выполнены расчеты, подтверждающие, что значение предельной нагрузки обеспечивает достаточный запас прочности для всех проектных условий при укладке и эксплуатации шлангокабеля.
9.4 Минимальный радиус изгиба
Минимальный радиус изгиба шлангокабеля при хранении, укладке и эксплуатации без ущерба для его эксплуатационных характеристик должен соответствовать ТУ изготовителя. Минимальный радиус изгиба электрических кабелей, полимерных и металлических труб, а также оптических кабелей и оптических волокон должен также соответствовать ТУ изготовителя.
9.5 Структура поперечного сечения
Конструкция шлангокабеля должна отвечать функциональным требованиям раздела 4, требованиям к проектированию раздела 6 и иметь механическую прочность, соответствующую ТУ изготовителя. При расположении функциональных элементов в шлангокабеле необходимо учитывать следующие требования:
a) поперечное сечение шлангокабеля должно быть компактным и симметричным. Обеспечение симметрии может быть достигнуто за счет применения дополнительных элементов или заполнителей;
b) если в состав шлангокабеля наряду со стальными трубами входят полимерные трубы и/или кабели, необходимо учитывать нагрузки, вызванные воздействием стальных труб на соседние элементы при изготовлении, наматывании на барабан, укладке и эксплуатации шлангокабеля;
c) если между функциональными линиями используют заполнитель, то при выборе материала заполнителя должны быть учтены нагрузки от функциональных линий, возникающие при изготовлении, укладке и эксплуатации шлангокабеля;
d) при определении взаимного расположения линий внутри шлангокабеля следует обеспечить возможность заполнения шлангокабеля морской водой со скоростью, соответствующей скорости укладки, для исключения повреждения шлангокабеля от внешних воздействий.
9.6 Скрутка
Скрутка отдельных функциональных линий (таких как электрические кабели, оптические кабели, полимерные и металлические трубы, заполнители и т.д.) должна быть выполнена с применением аттестованной технологии с формированием равномерного пучка или заготовки для изготовления пучка.
В случае необходимости при формировании скрутки полимерные трубы могут находиться под давлением. Величина давления должна соответствовать ТУ изготовителя и быть достаточной для недопущения деформации полимерных труб. При необходимости все последующие операции при изготовлении шлангокабеля должны быть выполнены с полимерными трубами, находящимися под давлением, в соответствии с ТУ изготовителя.
9.7 Заготовки для скрутки
Заготовки для скрутки, которые могут состоять из электрических кабелей, оптических кабелей, полимерных и металлических труб или их сочетания, должны иметь круглую форму поперечного сечения. Конструкция заготовки для скрутки по возможности должна быть симметричной относительно центральной оси.
Для обеспечения устойчивости элементов в составе заготовки следует использовать связывающую ленту, наматываемую по спирали под постоянным углом.
С целью выполнения требований к геометрическим и механическим характеристикам (например, по сопряжению с кабельным вводом) собранные в заготовки для скрутки и скрепленные связывающей лентой элементы могут быть покрыты оболочкой из термопластичного материала в соответствии с ТУ изготовителя.
Оболочка заготовки для скрутки должна легко наноситься и впоследствии легко удаляться без повреждения функциональных элементов.
9.8 Внутренняя оболочка
При армировании шлангокабеля поверх обмотанной лентой скрутки следует накладывать оболочку, обеспечивающую защиту скрутки от механических повреждений, устойчивость формы и формирование подложки для армирующей проволоки. Конструкция оболочки должна быть следующей:
a) для статических условий применения: непрерывно экструдированный термопластичный материал, либо слой из наматываемого по спирали синтетического волокна; материал должен быть устойчивым к абразивному износу и растрескиванию под напряжением при воздействии нагрузки в процессе перегрузки и укладки;
b) для динамических условий применения: непрерывно экструдированный термопластичный материал.
Оболочка должна иметь достаточную толщину, обеспечивающую распределение радиальных воздействий между армирующей проволокой и пучком. Чистота материала, толщина оболочки, допустимые отклонения толщины и концентричности должны соответствовать ТУ изготовителя.
Процесс экструзии оболочки должен соответствовать ТУ изготовителя. Процесс изготовления должен выбирать изготовитель исходя из последующего процесса армирования (при применении) и необходимости обеспечения свободного и независимого перемещения собранных в пучок элементов при изгибе.
9.9 Армирование
Конструкция шлангокабелей, которые содержат электрические и/или оптические кабели, но не имеют в своем составе труб, способных нести нагрузку, должна включать армирование или специальный несущий элемент. Армирование шлангокабелей, для которых должно быть обеспечено равномерное восприятие крутящих моментов, и/или шлангокабелей, подверженных значительным растягивающим нагрузкам, должно быть выполнено с нанесением двух или более перекрестных слоев стальной армирующей проволоки. При необходимости могут быть применены другие материалы, обеспечивающие заданные характеристики и соответствующие условиям применения. Армирующую проволоку необходимо накладывать с равномерным натяжением и ограничивать кручение шлангокабеля при изменении силы натяжения от нуля до максимальной рабочей растягивающей нагрузки. Для шлангокабелей, предназначенных для эксплуатации в динамических условиях, армирование может служить балластом для достижения необходимой остойчивости при эксплуатации. При использовании многослойного армирования и/или применения специального слоя для обеспечения балласта слои необходимо накладывать во взаимно противоположных направлениях. Изготовитель должен задать размер и длину шага армирующей проволоки для обеспечения необходимой прочности на растяжение, осевого удлинения, жесткости на изгиб и веса в течение расчетного срока службы шлангокабеля. В армирующий слой могут быть уложены специальные армирующие прутки.
Примечание - Требования к стальной проволоке для армирования приведены в [31] и [32].
Для шлангокабелей, содержащих стальные трубы, защита электрических кабелей от натяжения может быть обеспечена за счет предела прочности на растяжение стальных труб. В таком случае выбор толщины стенки трубы следует осуществлять с учетом нагрузки от внутреннего давления и растягивающей нагрузки при эксплуатации и/или укладке.
В случае неблагоприятных условий при укладке и/или эксплуатации добавление армирующего слоя для защиты от механических повреждений элементов или балластировки шлангокабеля должно быть рассмотрено в составе анализа расчетных характеристик.
При необходимости вместе с армирующей проволокой могут быть уложены термопластовые прутки, чтобы уменьшить сопротивление растяжению и/или массу шлангокабеля. Термопластовые прутки должны быть равномерно распределены по стальной проволоке.
9.10 Внешняя оболочка
Внешняя защитная оболочка должна быть изготовлена в виде:
a) непрерывно экструдированной термопластичной оболочки; или
b) покрытия из накладываемого по спирали синтетического волокна.
Для шлангокабеля, эксплуатирующегося в динамических условиях, применение непрерывно экструдированной термопластичной оболочки должно быть осуществлено согласно 9.8.
Для обеспечения визуального контроля скручивания при укладке, вдоль шлангокабеля должна быть нанесена сигнальная линия контрастной расцветки.
9.11 Маркировка
Маркировка шлангокабеля должна быть выполнена последовательно по длине с шагом 100 или 152,4 м, кроме первого и последнего участков длиной 100 м (152,4 м), маркировка которых должна быть выполнена с шагом 10 или 15,2 м. Маркировка должна быть стойкой на протяжении всего периода хранения, намотки и укладки шлангокабеля и отчетливо различимой для водолазов или подводных видеокамер с круговым обзором (360°). Минимальная высота знаков маркировки должна составлять 25,4 мм.
10 Производство и испытания шлангокабеля
10.1 Производство шлангокабеля
10.1.1 Общие положения
Изготовление шлангокабеля следует проводить в соответствии с ТУ и процедурами изготовителя и требованиями настоящего раздела. Для новых технологических процессов должна быть выполнена аттестация с подготовкой сопутствующей документации.
Изготовление должно вестись согласно составленному изготовителем плану работ, который должен определять процедуры скручивания, экструзии, укладывания, армирования, транспортирования и хранения для всех материалов и процессов в составе технологии изготовления шлангокабеля. Помимо приведенных выше процессов план(ы) изготовления и испытаний должен (должны) охватывать этапы упаковки, хранения, наматывания, транспортирования, устанавливать требования к чистоте производственных площадей и оборудования, а также включать другие аспекты, которые могут привести к снижению качества или возникновению брака на всем протяжении времени, начиная с момента получения сырья и элементов изделия до изготовления и поставки готового шлангокабеля.
10.1.2 Скрутка
Операции по скрутке (раскладке) элементов конструкции шлангокабеля должны быть выполнены в специально отведенном помещении, отвечающем требованиям к обеспечению заданного уровня чистоты.
При выполнении раскладки относительно жестких элементов конструкции необходимо учитывать:
a) обеспечение минимальных усилий, прикладываемых оборудованием для выполнения скрутки к укладываемым элементам для обеспечения требуемой конфигурации и исключения повреждения элементов;
b) обеспечение требований к радиусу изгиба, величина которого должна быть не менее значения, при котором достигается максимально допустимая изгибающая нагрузка, определенная в ТУ изготовителя;
c) выполнение предварительных сборок элементов для упрощения изготовления скруток или заготовок для скруток;
d) минимизацию остаточной деформации кручения в отдельно взятых элементах в процессе формирования пучков.
Вне зависимости от порядка расположения компонентов в поперечном сечении шлангокабеля укладываемые элементы, скрутки и заполнители не должны подвергаться избыточным сжимающим и растягивающим нагрузкам. Если вес укладываемого элемента может привести к значительным нагрузкам на соседние элементы, необходимо использовать разматывающие катушки.
Для минимизации деформации поверхности элементов контактные нагрузки между укладываемыми элементами и машиной для формирования пучков не должны превышать величину, установленную в ТУ изготовителя. На участках технологической линии со значительными контактными нагрузками необходимо размещать опорные ролики для снижения возможной деформации поверхности элементов.
При формировании пучка необходимо осуществлять непрерывный контроль внешнего состояния укладываемых элементов на предмет образования трещин, царапин или других повреждений.
Для симметричных пучков необходимо обеспечить идентификацию одного или нескольких элементов в поперечном сечении.
Если при раскладке элементов шлангокабеля выполняют их сварку, сращивание или соединение, подробные данные об элементе и расположении участка должны быть отмечены на схеме укладки.
Радиус изгиба элемента при хранении на технологических катушках или прохождении через машину для формирования пучка не должен быть меньше радиуса, при котором достигается максимально допустимая изгибающая нагрузка, заданная в ТУ изготовителя. Минимально допустимый радиус изгиба должен быть определен в ТУ изготовителя.
Собранные в пучки элементы и заготовки для пучков необходимо хранить на барабане и/или карусельном устройстве подходящего размера в специально отведенном контролируемом помещении. Рекомендуется, чтобы в этом помещении был обеспечен контроль уровня влажности. При невозможности контроля влажности в помещении изготовитель должен согласовать с заказчиком меры обеспечения требуемого уровня влажности пучка перед началом экструзии. Натяжение при намотке и/или количество витков не должны приводить к деформационным повреждениям конструкции пучка или его отдельных элементов.
10.1.3 Внутренняя оболочка
Пучок или заготовка для пучка должны оставаться сухими перед началом или в процессе прохождения через экструдер.
В процессе экструзии должны быть измерены и документально зафиксированы следующие технологические параметры согласно ТУ изготовителя:
a) температура цилиндра экструдера/экструзионной головки;
b) давление/температура расплава;
c) скорость шнека и/или потребляемая мощность;
d) скорость отвода материала из экструдера;
e) наружный диаметр, измеряемый в двух плоскостях.
Если внутреннюю оболочку формируют из синтетических волокон, их следует накладывать с равномерным натяжением. Контроль натяжения синтетических волокон необходимо осуществлять для каждой бобины в начале каждого технологического цикла и далее согласно ТУ изготовителя. Создание и контроль сростков синтетического волокна следует выполнять согласно ТУ изготовителя. Нанесение битума или аналогичного связующего материала на синтетическое волокно необходимо осуществлять в управляемом режиме с регулируемой скоростью согласно ТУ изготовителя.
При нанесении оболочки должен быть выполнен многократный визуальный контроль с целью подтверждения непрерывности и равномерности нанесения покрытия, а также отсутствия посторонних включений в оболочке и под ней. Должен быть обеспечен контроль толщины оболочки. Необходимо контролировать, чтобы при нанесении оболочки не происходило вытягивания пучка и смещения связывающей ленты.
Допускается проведение ремонта оболочки в соответствии с ТУ изготовителя. Информация о ремонте оболочки (его описание и местоположение) должна быть приведена на схеме укладки.
10.1.4 Армирование
Операция армирования должна быть выполнена в специально отведенном помещении, отвечающем требованиям к обеспечению заданного уровня чистоты.
Для контроля свойств материала должны быть проведены испытания образцов из каждой партии армирующей проволоки с целью определения предела прочности и предела текучести при растяжении, а также измерения их удлинения от растягивающей нагрузки.
Армирующие проволоки должны быть равномерно намотаны на бобины, при сматывании которых не должно происходить повреждения или снижения эффективности слоя гальванического покрытия проволоки (при его наличии) или загрязнения поверхности проволоки.
При армировании пучок или его элементы не должны подвергаться избыточным сжимающим нагрузкам, которые могут привести к деформации или повреждению элементов пучка. Разделяющие ленты, применяемые между армирующими слоями, в случае их использования следует накладывать с равномерным натяжением. Контроль натяжения армирующей проволоки следует осуществлять на каждой бобине в начале каждого технологического цикла, а затем выполнять согласно ТУ изготовителя.
В процессе армирования необходимо выполнять многократный визуальный контроль непрерывности и равномерности армирующего слоя, а также отсутствия посторонних объектов под армирующим слоем. При нанесении армирующего слоя необходимо исключить вытягивание пучка с оболочкой и повреждение оболочки.
Если в армирующем слое имеются сварные соединения армирующих проволок, они должны быть разнесены друг от друга и выполнены согласно ТУ изготовителя. Расположение сварных швов армирующей проволоки должно быть отмечено на схеме укладки.
10.1.5 Наружная оболочка
Требования к процессу нанесения и ремонта наружной оболочки идентичны требованиям, установленным для процесса нанесения и ремонта внутренней оболочки.
Визуальный контроль продольной полосы для проверки целостности и выявления признаков скручивания шлангокабеля следует осуществлять согласно ТУ изготовителя.
10.2 Контрольные и приемочные испытания
10.2.1 Общие положения
Контрольные и приемочные испытания, выполняемые для контроля качества шлангокабеля и возможности его использования по назначению, следует проводить на натурных образцах шлангокабеля. Вид испытаний определяют в соответствии с разделом 6. Испытания проводят на отдельно взятом отрезке, изготовленном до того, как будет изготовлен шлангокабель требуемой длины, или на образце, отрезанном от изготовленного шлангокабеля. Если изготовитель шлангокабеля подтвердит, что условия планируемых испытаний соответствуют условиям проведенных ранее испытаний, в процессе которых было подтверждено соответствие конструкции шлангокабеля ТУ, он может предложить исключить из программы испытаний любое из следующих испытаний:
a) испытание скрутки;
b) испытание при одновременном воздействии крутящего момента и растягивающего усилия;
c) испытания жесткости на изгиб;
d) испытания оконечных устройств на прочность (тяговой головки и подводного оконечного устройства);
e) испытания при одновременном натяжении и изгибе;
f) испытания пучка на сжатие/смятие;
g) определение коэффициента внутреннего/внешнего трения;
h) испытания пучка на удар;
i) испытания на динамическую усталость, проверка конструкции шлангокабеля и системы жестких накладок на соответствие ТУ;
j) определение скорости свободного заполнения водой;
k) определение уменьшения диаметра и сопротивления смятию поперечного сечения под действием гидростатического давления;
l) испытания интерфейсов оконечных устройств надводной части шлангокабеля (а также интерфейсов подводных оконечных устройств при необходимости);
m) испытания сростка для ремонта (для пучка).
Цели всех натурных испытаний приведены в приложении G с примерами программ испытаний. Программы испытаний с указанием цели испытаний, методов испытаний, критериев прохождения испытаний и формы представления отчетных данных о результатах испытаний должны быть разработаны изготовителем.
Для отдельно изготовленного опытного образца шлангокабеля или отрезка от шлангокабеля в первую очередь необходимо провести испытания на целостность всех элементов в соответствии с ТУ изготовителя.
Подробная информация об определительных и приемочных испытаниях должна быть включена в план качества.
10.2.2 Мониторинг в процессе полномасштабных испытаний шлангокабеля
При проведении испытаний необходимо осуществлять оценку состояния элементов шлангокабеля как часть испытаний на устойчивость к механическим нагрузкам. Уровень контроля и критерии целостности должны быть установлены в программе испытаний.
Металлические и полимерные трубы в процессе испытаний могут находиться под давлением.
Периодическую проверку целостности токопроводящих жил у электрических кабелей следует выполнять по возможности для каждого последовательно соединенного провода в шлангокабеле.
Проверку сопротивления изоляции электрических кабелей следует выполнять по возможности до начала, в процессе и после завершения испытаний на устойчивость к механическим нагрузкам.
Определение оптической целостности оптических кабелей проводят до и после испытаний.
Если для проведения испытаний необходимо приложить к шлангокабелю растягивающую нагрузку, то при проектировании устройств для закрепления нагрузки следует применять такие же принципы, как и при проектировании механизмов крепления, используемых при эксплуатации шлангокабеля.
11 Заводские приемо-сдаточные испытания
11.1 Общие положения
В 11.2-11.10 приведен минимально необходимый объем испытаний для каждого изготовленного шлангокабеля. При отрицательном результате испытаний должен быть подготовлен отчет, содержащий результат анализа причин неудачного завершения испытания.
Заводские приемо-сдаточные испытания могут быть выполнены до или после установки оконечных устройств.
Примечание - Возможность проведения некоторых видов испытаний после установки отдельных типов оконечных устройств может быть затруднена или может возникнуть необходимость изменения параметров испытаний. Например, может оказаться, что некоторые типы электрических соединителей не могут выдержать испытания высоким напряжением.
Для подтверждения целостности и технических параметров шлангокабеля или элементов в его составе может потребоваться проведение дополнительных заводских приемо-сдаточных испытаний, обусловленных специальными техническими требованиями к конструкции шлангокабеля. При необходимости проведения таких испытаний их состав должен быть отражен в ТУ изготовителя, включая критерии успешного прохождения указанных испытаний.
11.2 Визуально-измерительный контроль
В процессе изготовления элементы в составе шлангокабеля и собранный шлангокабель не должны иметь повреждений, дефектов или загрязнений. Используемые материалы следует проверять на наличие загрязнений. В процессе изготовления необходимо контролировать технологические параметры, которые должны соответствовать ТУ изготовителя.
11.3 Контроль электрической непрерывности в системе электрохимической защиты
Для контроля непрерывности электрической цепи в системе ЭХЗ элементов оконечных устройств шлангокабеля необходимо проводить измерение сопротивления электрической цепи.
11.4 Пробная сборка оконечных устройств
Необходимо проводить пробную сборку всех временных и постоянных конструкций оконечных устройств.
11.5 Испытания электрических кабелей
По завершении изготовления шлангокабеля должны быть проведены следующие заводские приемо-сдаточные испытания для электрических кабелей:
a) измерение сопротивления проводников постоянному току согласно 7.2.10.4;
b) измерение сопротивления изоляции согласно 7.2.10.5;
c) испытания повышенным напряжением постоянного тока согласно 7.2.10.6;
d) измерение электрических характеристик кабеля согласно 7.2.10.7-7.2.10.10;
e) измерения переходного затухания на дальнем конце согласно 7.2.10.11;
f) определение неоднородности импеданса согласно 7.2.10.12.
Измерения индуктивности, электрической емкости и частотных характеристик следует проводить только в случае, если длина шлангокабеля не оказывает значительного влияния на результат испытания.
11.6 Испытания оптических кабелей
По завершении изготовления шлангокабеля должны быть проведены испытания оптических кабелей методом оптической рефлектометрии во временной области согласно 7.4.11.3.
11.7 Испытания полимерных труб
После завершения изготовления шлангокабеля должны быть проведены следующие заводские приемо-сдаточные испытания полимерных труб:
b) гидравлические испытания. В ТУ изготовителя должен быть указан номинальный расход жидкости для каждой полимерной трубы. Изготовитель должен расчетным методом определить ожидаемое падение давления в трубе для жидкости с заданными свойствами при номинальном расходе. Если параметры используемого при проведении испытаний оборудования позволяют обеспечить подачу жидкости с номинальным расходом, необходимо провести испытания при фактическом заданном номинальном расходе. На вход каждого изготовленного отрезка полимерной трубы должна подаваться жидкость с постоянным высоким давлением, а с другого конца трубы должен быть обеспечен сброс жидкости в открытую емкость. Жидкость необходимо прокачивать через полимерную трубу до тех пор, пока давление, регистрируемое на входе полимерной трубы, не станет постоянным в пределах погрешности 5% и пока не установится постоянный расход в пределах погрешности 5%. Расход, падение давления в полимерной трубе и температуру жидкости необходимо регистрировать на входе и выходе полимерной трубы. Должно быть выполнено сравнение фактического падения давления и его расчетной величины. Разница между фактическим и расчетным значениями не должна превышать допустимого значения, указанного в ТУ изготовителя.
Примечание - Хорошая корреляция между расчетным и экспериментальным значениями достигается при турбулентном течении потока для труб длиной более 200 м;
c) определение динамических характеристик. Данное испытание является дополнительным, его проводят согласно процедуре, приведенной в приложении D. Результаты испытания используют для определения фактических характеристик полимерной трубы в составе шлангокабеля. Для испытания отсутствуют критерии успешного прохождения;
d) испытания на чистоту жидкости. При успешном завершении всех других приемо-сдаточных испытаний каждая полимерная труба, указанная в ТУ изготовителя, должна быть промыта испытательной жидкостью.
Должен быть обеспечен максимально возможный расход при давлении на входе, не превышающем расчетного рабочего давления. На входе и выходе трубы необходимо проводить непрерывное измерение температуры жидкости для исключения превышения допустимого значения температуры для полимерной трубы. Через каждую полимерную трубу необходимо прокачивать жидкость с заданным классом чистоты в объеме не менее полного внутреннего объема трубы или большем, если это необходимо для достижения требуемого класса чистоты. После прокачки требуемого объема жидкости необходимо, не останавливая прокачку, выполнить последовательный отбор трех проб жидкости с интервалом не менее 10 мин в соответствии с процедурой, определенной в ТУ изготовителя (см. также [33]). Класс чистоты проб жидкости должен соответствовать или превышать значение, установленное в ТУ изготовителя.
С целью удобства короткие отрезки полимерных труб могут быть соединены друг с другом для упрощения промывки. Для труб с рабочим давлением 69,0 МПа и выше значение давления на входе может устанавливаться меньше, чем расчетное рабочее давление полимерной трубы вследствие ограничений производительности оборудования для прокачки жидкости.
Гидравлические испытания и испытания на чистоту жидкости могут быть объединены.
11.8 Испытания металлических труб
После завершения изготовления шлангокабеля должны быть проведены следующие заводские приемо-сдаточные испытания металлических труб:
b) гидравлические испытания согласно процедуре, приведенной в перечислении b) 11.7;
c) испытания на чистоту жидкости согласно процедуре, приведенной в перечислении d) 11.7.
11.9 Контроль электрической непрерывности в системе электрохимической защиты
Для контроля непрерывности электрической цепи в системе ЭХЗ металлических труб в составе шлангокабеля необходимо проводить измерение сопротивления электрической цепи.
11.10 Контроль маркировки
После монтажа оконечных устройств (например, подводного оконечного устройства шлангокабеля) должна быть выполнена проверка электрической непрерывности и оптической целостности, а также гидравлической целостности линий в составе шлангокабеля для подтверждения корректности монтажа и правильности маркировки.
12 Хранение
12.1 Общие требования
После успешного завершения всех заводских приемо-сдаточных испытаний шлангокабеля необходимо организовать его хранение. Шлангокабель рекомендуется хранить на карусели, барабане или бобине, либо он может находиться в смотанном состоянии в специализированном контейнере до момента начала работ по его перегрузке. При хранении на открытом воздухе необходимо исключить возможность повреждения шлангокабеля от воздействия внешних факторов, например вследствие колебаний температуры или воздействия прямого солнечного света.
При длительном хранении, превышающем шесть месяцев, и/или хранении в период воздействия экстремальных температур необходимо выполнить оценку изменения состояния жидкости внутри полимерных и металлических труб. При необходимости должна быть осуществлена замена жидкости. Требования к замене жидкости и виду используемой жидкости должны быть установлены в ТУ изготовителя, в которых также должны быть приведены требования к периодичности проведения проверки и видам контроля для подтверждения соответствия технического состояния шлангокабеля.
Если шлангокабель хранят на барабане, диаметр щеки должен быть больше диаметра наружного слоя намотки по меньшей мере на величину одного диаметра шлангокабеля. При определении диаметра барабана должны быть учтены размеры концевых заделок и ограничение изгиба в местах размещения жестких накладок/ограничителей изгиба. Намотку шлангокабеля на барабан (который также допускается применять для транспортирования и/или укладки) необходимо выполнять с достаточным натяжением для минимизации риска падения витков при снятии изделия с барабана.
В связи с тем, что шлангокабель может быть подвергнут испытаниям в период хранения, должен быть обеспечен доступ к обоим концам шлангокабеля.
Независимо от того, хранят ли шлангокабель на барабане или карусели, число слоев не должно приводить к возникновению нагрузки на нижележащие слои, способной привести к повреждению шлангокабеля. Барабаны и карусели следует располагать на ровном, устойчивом основании в безопасной зоне на удалении от технологического оборудования, являющегося источником агрессивных или коррозионно-активных выбросов, вне постоянно используемых рабочих зон. При необходимости должны быть установлены защитные барьеры, чтобы свести к минимуму риск повреждений в результате столкновения с транспортными средствами.
12.2 Защита интерфейсов
12.2.1 Электрические кабели
На концы электрических кабелей необходимо устанавливать герметичные заглушки для исключения попадания воды.
12.2.2 Оптические кабели
На концы оптических кабелей необходимо устанавливать герметичные заглушки для исключения попадания воды.
12.2.3 Полимерные и металлические трубы
Если в составе шлангокабелей применены полимерные или металлические трубы, каждая труба должна быть заполнена жидкостью для хранения, а на концы труб должны быть установлены фитинги, обеспечивающие герметичность трубы под давлением.
12.3 Обеспечение запаса длины шлангокабеля
Для обеспечения запаса длины может быть изготовлен отдельный отрезок шлангокабеля или основной шлангокабель должен иметь необходимый припуск по длине. Шлангокабель, обеспечивающий запас длины, должен соответствовать требованиям 12.2. Шлангокабель, обеспечивающий запас длины, должен иметь четкую маркировку с опознавательными обозначениями, выполненную несмываемой краской, согласно ТУ изготовителя.
12.4 Ремонтный комплект
Ремонтные комплекты для соединения отрезков шлангокабеля следует хранить в предназначенных для этого закрытых контейнерах во избежание повреждения или ухудшения эксплуатационных характеристик и для защиты при транспортировании на судне. Контейнеры должны иметь хорошо различимую маркировку. Маркировка должна содержать дату истечения срока годности входящих в ремонтный комплект материалов (например, смолы, растворителей), имеющих ограниченный срок хранения.
12.5 Транспортирование для комплексных испытаний
При необходимости проведения комплексных испытаний шлангокабелей следует учитывать требования данного пункта. Для шлангокабелей небольшой длины и веса комплексные испытания могут быть проведены за пределами производственной территории изготовителя. При транспортировании и погрузочно-разгрузочных работах необходимо обеспечить соблюдение требований к хранению и выполнению операций со шлангокабелем и исключить возможность его повреждения.
Изготовителем должны быть разработаны процедуры транспортирования и погрузочно-разгрузочных работ, в которых должны быть указаны ответственные за выполнение операций со шлангокабелем на каждом этапе. Все транспортные операции и погрузочно-разгрузочные работы следует выполнять в соответствии с процедурами изготовителя.
13 Подготовка к укладке
13.1 Данные о шлангокабеле
При подготовке к укладке изготовитель должен предоставить информацию, содержащую, как минимум:
a) сведения о внешней оболочке, включая коэффициенты внешнего и внутреннего трения, как в мокром, так и в сухом состоянии;
b) максимальную прочность на растяжение;
c) предел прочности на растяжение;
d) продольную жесткость;
e) жесткость на изгиб;
f) массу (вес) в воздухе (с полимерными/металлическими трубами, заполненными жидкостью для укладки);
g) вес в воде (с полимерными/металлическими трубами, заполненными жидкостью для укладки и технологическими жидкостями);
h) длину (с указанием допуска);
i) сведения о маркировке;
j) количество и места расположения модулей плавучести, при необходимости;
k) номинальный диаметр с указанием допуска;
l) минимальный радиус изгиба и кривую допустимой нагрузки при изгибе для условий укладки;
m) характеристики устойчивости к действию крутящего момента;
n) максимальную разрушающую нагрузку на единицу длины;
o) допустимое сочетание осевых статических и усталостных нагрузок, а также допустимое количество циклов действия нагрузок во время укладки;
p) размеры ремонтного соединительного устройства и процедуру его монтажа;
q) давление в полимерных и металлических трубах во время перегрузки и укладки;
r) размеры полимерных и металлических труб, данные о подключении оконечных устройств и величины расчетного рабочего давления;
s) электрические и оптические параметры кабелей, характеристики прохождения сигнала;
t) подробные данные о хранении до начала перегрузки;
u) сведения о положении продольной линии для контроля закручивания;
v) сведения о проверке подсоединения оконечного устройства шлангокабеля;
w) сведения о результатах испытаний, указанных заказчиком как необходимые для определения параметров укладки.
13.2 Информация о трассе укладки
Заказчик должен предоставить следующую информацию о геотехнических параметрах морского дна на трассе укладки шлангокабеля и условиях окружающей среды, включая участки, определенные в качестве мест для размещения резервной длины шлангокабеля:
a) результаты топографической съемки морского дна вдоль трассы укладки с заданной шириной коридора;
b) профиль глубин вдоль трассы укладки;
c) наличие препятствий на морском дне, например валунов, осадочных отложений, обломков породы, посторонних предметов;
d) инженерно-геологические параметры морского дна, влияющие на устойчивость шлангокабеля и его заглубление;
e) сведения о расположенных в непосредственной близости к трассе укладки трубопроводах, кабелях и подводных конструкциях (существующих и планируемых) и сведения о возможных пересечениях с другими линейными объектами;
f) данные о течениях и приливном режиме, влияющие на процесс укладки, а также сведения об устойчивости грунтов морского дна;
g) данные о замкнутых круговых течениях, влияющих на процесс укладки шлангокабеля.
13.3 Информация об оконечных устройствах и вспомогательном оборудовании
Подрядчику, выполняющему работы по укладке шлангокабеля, должна быть предоставлена следующая информация об оконечных устройствах:
a) габаритные размеры;
b) масса (вес) в воздухе;
c) вес в воде;
d) величина безопасной рабочей нагрузки;
e) данные о функциональных параметрах интерфейсов для соединения с подводным оборудованием;
f) данные о подъемных приспособлениях, предусмотренных конструкцией оконечного устройства, предохранительных перемычках, соединительных коробках, штатных/ремонтных соединительных устройствах и вспомогательных элементах, при необходимости;
g) данные о временных и стационарных приспособлениях на платформе для протягивания или подвешивания шлангокабеля;
h) данные о несущем тросе в трубе I- или J-типа для контроля радиального зазора между трубой и шлангокабелем при оснащении.
Все размещаемые на дне устройства должны пройти проверку посредством выполнения контрольной сборки до начала укладки. На оконечных устройствах должна быть нанесена нестираемая маркировка, различимая с ТНПА. Маркировка должна соответствовать ГОСТ Р 59305.
13.4 Сведения о морском нефтегазопромысловом сооружении
Заказчик должен предоставить следующую информацию о морском нефтегазопромысловом сооружении, на которое выходит шлангокабель:
a) план расположения, высота над уровнем моря, габаритные размеры опорной части и верхних строений;
b) размеры труб I- или J-типа, состояние уплотняемых поверхностей (при применении), расположение на платформе монтажных петель, такелажных планок и лебедок;
c) подробные данные об уплотнении раструбов на концах труб I- или J-типа, а также о зонах контакта с жесткими накладками/ограничителями изгиба при их применении;
d) схему расположения трубопроводов и райзеров;
e) график и описание работ, планируемых к проведению во время операций по укладке шлангокабеля;
f) детальные чертежи верхней части труб I- или J-типа, палуб платформы в районе расположения труб I- или J-типа, включая любые препятствия, ограничивающие доступ к трубам I- или J-типа, существующих райзеров;
g) классификацию зоны и/или участка работ.
Заказчик должен проинформировать подрядчика, осуществляющего укладку шлангокабеля, о системе допуска к работам и о характере и месте расположения препятствий.
При необходимости подрядчику, осуществляющему укладку шлангокабеля, должно быть предоставлено место на нефтегазопромысловом сооружении для монтажа необходимого оборудования системы позиционирования судна, приспособления для укладки и лебедки для протягивания. Также должна быть предоставлена подробная информация о системе энергоснабжения и других инженерных системах (при наличии).
Все устройства, используемые в процессе укладки шлангокабеля, должны пройти проверку путем выполнения контрольной сборки до начала укладки.
13.5 Сведения о подводном оборудовании
Заказчик должен предоставить информацию о подводных конструкциях и оборудовании для планирования подводных работ по размещению оконечного устройства шлангокабеля.
13.6 Посещение нефтегазопромыслового сооружения
Подрядчик, осуществляющий укладку шлангокабеля, должен посетить нефтегазопромысловое сооружение для осмотра труб I- или J-типа и мест подвешивания шлангокабеля для определения мест расположения лебедки для протягивания, временного монтажного, испытательного и контрольно-измерительного оборудования. Должны быть определены требования к оборудованию в отношении зон безопасности и другие устанавливаемые требования. Должен быть проведен анализ технической возможности выполнения планируемых работ с помощью ТНПА.
14 Перегрузка
14.1 Общие положения
До начала производства работ должно быть установлено распределение ответственности за погрузку и транспортирование шлангокабеля на каждом этапе и определена контрольная точка в процессе выполнения операции, когда происходит передача ответственности.
Примечания
1 Содержание 14.2-14.11 предполагает, что все операции по выполнению перегрузки шлангокабеля координирует и контролирует подрядчик, осуществляющий его укладку.
2 В отдельных случаях, например, если шлангокабель был использован при проведении комплексных испытаний, перегрузку допускается выполнять за пределами предприятия, где был изготовлен шлангокабель.
14.2 Проверка оборудования для выполнения перегрузки
Подрядчик, осуществляющий укладку шлангокабеля, в ходе подготовки к работам должен провести осмотр площадки для выполнения перегрузки, оценить техническое состояние планируемых к использованию береговых объектов, а также оценить соответствие оборудования и местоположения площадки требованиям к выполнению работ.
В ходе подготовки к работам должен быть проведен анализ по следующим направлениям:
a) укладочное судно:
1) ограничения по осадке судна и другие размерения;
2) требования к швартованию и управляемости;
3) операции с использованием кранового оборудования на причале и судне;
b) хранение шлангокабеля:
1) система хранения;
2) доступ к оборудованию;
3) размещение оконечных устройств и вспомогательного оборудования;
4) ограничения по погрузке и транспортированию от места хранения, обусловленные параметрами шлангокабеля (ограничения по массе, минимальному радиусу изгиба, раздавливающей нагрузке), оконечных устройств и вспомогательного оборудования;
5) защита при хранении;
c) береговые системы перемещения (намотки) шлангокабеля:
1) тип системы перемещения;
2) способ управления и связи;
3) требования к персоналу (включая необходимость 24-часового рабочего дня);
4) диапазон скорости намотки;
5) интерфейс с оборудованием для хранения;
6) взаимодействие с судовой системой для погрузки и перемещения шлангокабеля;
7) требования по обеспечению дополнительного оборудования (например, портативная кабелеукладочная машина, роликовый путь и т.п.);
8) ограничения по погрузке и транспортированию, обусловленные параметрами шлангокабеля (ограничения по массе, минимальному радиусу изгиба, раздавливающей нагрузке), оконечных устройств и вспомогательного оборудования;
9) крановое оборудование и грузоподъемная техника для погрузки оконечных устройств и вспомогательного оборудования.
Должен быть проведен анализ доступности по месту проведения работ трудовых ресурсов и вспомогательных служб и выполнена оценка соблюдения требований обеспечения безопасности. Должна быть выполнена проверка грузоподъемного оборудования.
14.3 Процедура перегрузки шлангокабеля
Изготовителем шлангокабеля должна быть разработана процедура выполняемой на месте хранения перегрузки шлангокабеля для последующего транспортирования на причал. Процедура перегрузки шлангокабеля с причала на укладочный барабан или карусель должна быть разработана подрядчиком, осуществляющим укладку шлангокабеля, с определением выполняемых операций и перечня используемого оборудования. Изготовитель должен предоставить информацию о процедуре перегрузки для транспортирования на причал для включения в процедуру, подготовленную подрядчиком, осуществляющим укладку шлангокабеля. Должен быть определен конец шлангокабеля, загрузку которого необходимо осуществлять первой, и порядок намотки в случае, когда проводят перегрузку более одного шлангокабеля. Процедура должна содержать подробную информацию о применяемом методе и оборудовании при погрузке и транспортировании оконечных устройств, предохранительных перемычек, соединительных устройств, вспомогательного оборудования и т.п.
14.4 Организация перегрузки
Должна быть проведена рабочая встреча подрядчика по укладке и изготовителя шлангокабеля для подготовки данных о выполнении перегрузки и подтверждения точки передачи ответственности за сохранность шлангокабеля. Должны быть выделены и проанализированы следующие критически важные аспекты:
a) порядок управления работами и точка передачи ответственности;
b) обязанности и кадровый состав для выполнения перегрузки;
c) организация взаимодействия между подрядчиком, осуществляющим укладку, и изготовителем шлангокабеля;
d) порядок обмена информацией;
e) рассмотрение процедуры перегрузки и плана действий в нештатных ситуациях;
f) график выполнения перегрузки, включая порядок допуска к работам;
g) погрузочно-разгрузочные работы и транспортирование оконечных устройств/вспомогательного оборудования и других элементов;
h) оборудование для ремонта;
i) инвентарный перечень изделий без тары и метод упаковки;
j) содействие изготовителя в испытаниях, выполняемых перед перегрузкой шлангокабеля и после завершения работ;
k) предоставление капитану судна всей необходимой информации для расчета остойчивости судна;
l) разработка процедур обеспечения безопасности.
14.5 Испытания перед перегрузкой
14.5.1 Общие положения
Испытания перед перегрузкой шлангокабеля должны быть проведены в случае, если транспортирование системы шлангокабеля осуществлялось с предприятия-изготовителя на другую площадку или ее хранение продолжалось более трех месяцев.
Испытания должны быть проведены до операции по перегрузке. Должен быть предусмотрен запас времени для устранения дефектов, при необходимости.
Примечание - Описание испытаний приведено в приложении В.
14.5.2 Электрические кабели
14.5.2.1 Измерение сопротивления проводников постоянному току
Должно быть выполнено измерение сопротивления проводников постоянному току с поправкой на температуру в соответствии с 7.2.9.3. Полученные значения должны находиться в пределах ±2% от значений, полученных в ходе заводских приемо-сдаточных испытаний.
14.5.2.2 Измерение электрического сопротивления изоляции
Электрическое сопротивление изоляции между отдельно взятыми проводниками и между проводниками и экраном и/или землей должно быть измерено согласно 7.2.9.4 и сопоставлено со значениями, полученными в ходе заводских приемо-сдаточных испытаний. При наличии отклонений должен быть выполнен их анализ.
14.5.3 Оптические кабели
Для каждого оптического волокна должна быть получена рефлектограмма по результатам выполненных, по возможности, с двух концов волокна измерений с помощью оптического рефлектометра согласно 7.4.11.3.
Должно быть выполнено сопоставление полученных рефлектограмм с рефлектограммами, полученными в ходе заводских приемо-сдаточных испытаний, и проведен анализ всех изменений.
14.5.4 Полимерные и металлические трубы
14.5.4.1 Полимерные и металлические трубы гидравлической системы управления
Испытательная жидкость должна соответствовать 7.3.8.2.
14.5.4.2 Испытание полимерных труб под давлением и проверка на падение давления
Измерение давления и температуры жидкости, по возможности, следует проводить на обоих концах полимерной трубы.
14.5.4.3 Испытание металлических труб под давлением
14.6 Подготовка к перегрузке
После постановки укладочного судна на якорь руководитель работ по перегрузке должен организовать:
a) проведение инструктажа для всего персонала, участвующего в операции, для доведения содержания выполняемых процедур, включая порядок связи и расписание работ по перегрузке, при этом особое внимание должно быть уделено правилам безопасности при выполнении операций;
b) изучение протоколов поверочных и функциональных испытаний используемого оборудования, размещенного как на берегу, так и на судне, с подтверждением их актуальности.
После успешного завершения предварительных мероприятий допускается начинать перегрузку.
14.7 Остановка и начало перегрузки
Координацию работ осуществляет руководитель работ по перегрузке. Проведение работ должно исключать возможность получения травм персоналом, повреждения оборудования и шлангокабеля. Если по мнению оператора, контролирующего процесс перегрузки, возникает проблема или возможная неисправность, то оператор должен быть наделен полномочиями для остановки перегрузки. Когда операция остановлена, правом на возобновление перегрузки обладает только руководитель работ по перегрузке и только после решения проблемы или устранения возможной неисправности. Каждая остановка и возобновление перегрузки должны быть зафиксированы специально назначенным лицом с описанием события.
14.8 Подъем, спуск и перемещение шлангокабеля
14.8.1 Общие положения
В процессе подъема, спуска и перемещения шлангокабеля во время перегрузки должна быть исключена возможность повреждения шлангокабеля, оконечных устройств и вспомогательного оборудования.
14.8.2 Перекручивание
В процессе перегрузки необходимо проводить непрерывный визуальный контроль шлангокабеля для выявления перекручивания. При появлении значительного перекручивания должна быть выяснена его причина. Допустимые пределы перекручивания должны быть определены в ТУ изготовителя. Изготовитель должен определить порядок действий при изменении направления или плоскости расположения шлангокабеля, приводящем к перекручиванию.
14.8.3 Изгиб
Радиус изгиба шлангокабеля во время перегрузки должен превышать допустимый радиус изгиба, указанный в ТУ изготовителя.
14.8.4 Подъем шлангокабеля
При необходимости поднять шлангокабель следует применять отвечающие установленным требованиям зажимные колодки и стропы из тканевого материала. Не допускается применение проволочных канатов, напрямую закрепляемых к шлангокабелю. Если применяют стропы, необходимо использовать несколько строп для обеспечения соблюдения требований к минимальному радиусу изгиба и исключения смятия шлангокабеля.
Удерживающую оплетку допускается применять в случае, если она аттестована для конкретных параметров шлангокабеля и нагрузок с учетом конструкции шлангокабеля и коэффициента трения.
14.8.5 Перемещение с провисанием
Если перемещение шлангокабеля осуществляют с образованием провиса, его натяжение должно быть таким, чтобы при провисании были соблюдены требования к минимальному радиусу изгиба. На каждом конце провиса следует использовать поддерживающие устройства, такие как зажимные колодки, шкивы, желоба или раструбы с подходящим радиусом.
Необходимо проводить непрерывный контроль провисаний и изменение скоростей намотки для того, чтобы натяжение и профиль провисания оставались в пределах, установленных в процедуре перегрузки.
Если оборудование для хранения шлангокабеля располагают на удалении от места причаливания судна, для перемещения шлангокабеля на судно можно применять портальный передвижной кран. В качестве альтернативного варианта допускается применять роликовый путь или натяжной механизм.
14.8.6 Оконечные устройства
Подъем, спуск и перемещение оконечных устройств необходимо выполнять с применением сертифицированного грузоподъемного оборудования. При подъеме, спуске и перемещении оконечных устройств в процессе перегрузки должно быть исключено возникновение недопустимых значений натяжения, скручивания или изгиба шлангокабеля в районе оконечного устройства.
Подводное оконечное устройство должно быть закреплено на борту судна в положении, допускающем проведение испытаний шлангокабеля, и ориентировано (относительно вертикали) для последующего протягивания и подсоединения к подводному оборудованию.
14.8.7 Предохранительные перемычки
До начала перегрузки должна быть выполнена проверка предохранительных перемычек для подтверждения соответствующего состояния системы блокировки (при наличии), исключающего срабатывание предохранительной перемычки во время перегрузки или укладки.
14.9 Мониторинг при проведении работ по перегрузке
14.9.1 Общие положения
В процессе перегрузки, включая перемотку шлангокабеля с расположенного на причале устройства для хранения на барабан или карусель на укладочном/транспортном судне, следует проводить мониторинг системы шлангокабеля. Следует выполнять процедуры, указанные в 14.9.2-14.9.6. По завершении перегрузки должны быть проведены испытания шлангокабеля, если это определено заказчиком.
14.9.2 Электрические кабели
Во время операции по перегрузке необходимо осуществлять контроль электрической непрерывности кабелей с заданной периодичностью. Применяемая система контроля должна обеспечивать регистрацию временного нарушения электрической непрерывности. При выявлении нарушения электрической непрерывности необходимо остановить операцию перегрузки и провести испытания сопротивления проводника постоянным током на отдельно взятых кабелях согласно требованиям, установленным в 7.2.9.3.
14.9.3 Оптические кабели
Во время операции по перегрузке должны быть проведены измерения значений затухания методом оптической рефлектометрии с согласованной с заказчиком периодичностью. При превышении установленного в нормативной документации значения затуханий или присутствии нарушения целостности оптического волокна необходимо остановить операцию и выполнить анализ причин.
14.9.4 Полимерные и металлические трубы
В каждую полимерную и металлическую трубу необходимо закачать жидкость для транспортирования с давлением, равным 7,0 МПа, если иное не определено в ТУ изготовителя. При достижении заданного давления в пределах ±5% на обоих концах каждой трубы необходимо отключить источник давления. В процессе перегрузки необходимо контролировать динамику изменения давления в трубах.
В процессе перегрузки необходимо осуществлять непрерывный контроль температуры окружающей среды. До начала, во время и после завершения перегрузки не должно быть выявлено признаков утечки жидкости для транспортирования.
14.9.5 Визуальный контроль
Во время операции по перегрузке должен быть проведен осмотр шлангокабеля на наличие признаков перекручивания, перегибов, повреждения поверхности, локального увеличения диаметра, деформации с выгибом армирующей проволоки и других дефектов. Визуальному контролю подлежит 100% длины шлангокабеля. Протокол с описанием всех выявленных дефектов должен вести уполномоченный сотрудник.
14.9.6 Длина шлангокабеля
Подрядчик, осуществляющий укладку шлангокабеля, должен контролировать соответствие длины перегружаемого на судно шлангокабеля установленному значению, а также наличие маркировки, необходимой для последующей укладки шлангокабеля.
14.10 Намотка на барабан или карусель
Если при перегрузке шлангокабеля не проводят его перемотку на барабан или карусель на укладочном судне, контроль перемотки не проводят. Необходимо проведение полной серии испытаний, выполняемых после завершения работ по перегрузке шлангокабеля.
14.11 Испытания после перегрузки
После завершения работ по перегрузке шлангокабеля должны быть проведены следующие испытания:
a) испытания электрических кабелей (см. 14.5.2):
1) измерение сопротивления проводников постоянному току;
2) измерение сопротивления изоляции;
3) испытания повышенным напряжением постоянного тока (см. 7.2.10.6), которым должны подвергаться кабели среднего и высокого напряжения с учетом ограничений для концевых заделок;
b) оптическая рефлектометрия во временной области для оптических волокон (см. 14.5.3);
c) гидравлические испытания (см. 14.5.4):
1) испытания полимерных труб под давлением и проверка на падение давления;
2) испытания металлических труб под давлением.
15 Укладка и эксплуатация
15.1 Общие положения
Раздел 16 включает общие требования и рекомендации, поскольку технология укладки может существенно отличаться в зависимости от таких факторов, как параметры трассы укладки, тип укладки и решения по защите шлангокабеля.
15.2 Требования к судну и оборудованию, используемому для укладки шлангокабеля
Судно, используемое для укладки шлангокабеля, и вспомогательное оборудование должны находиться в технически исправном и готовом к работе состоянии и пройти проверку согласно применимым правилам и планам обеспечения безопасности.
На каждую единицу подъемного оборудования должны быть в наличии необходимые сертификаты.
Требования к оборудованию судна должны охватывать:
a) средства связи;
b) системы навигации и позиционирования (надводные и подводные системы), включая регистрацию, обработку, отображение на экране, хранение данных и построение графических изображений;
c) укладочные желоба, имеющие размер и форму, исключающие возможность нарушения допустимого радиуса изгиба и повреждения шлангокабеля в результате смятия или защемления;
d) системы перемещения шлангокабеля, исключающие возникновение свободных пролетов или контакт шлангокабеля с поверхностями, не предусмотренными процессами транспортирования и хранения;
e) кабелеукладочные машины;
f) оборудованные приводами шкивы и шкивы без приводов;
g) оборудование для прокладки траншей и заглубления шлангокабеля;
h) оборудование для проведения работ с применением ТНПА;
i) водолазное оборудование;
j) оборудование для измерения натяжения, обеспечивающее непрерывный контроль и регистрацию величины натяжения шлангокабеля (система должна включать аварийную сигнализацию);
k) система для измерения длины уложенного участка шлангокабеля;
l) оборудование для измерения угла выхода шлангокабеля, обеспечивающее непрерывный контроль величины угла, под которым шлангокабель опускают с судна (система должна включать аварийную сигнализацию);
m) оборудование для проведения функциональных испытаний шлангокабеля;
n) вспомогательное оборудование для укладки;
o) вертлюг протягивающей лебедки и вертлюг подачи троса с судна;
p) устройство для обрезки шлангокабеля и хомуты для удержания шлангокабеля при нештатной ситуации;
q) система хранения шлангокабеля;
r) натяжные устройства и оборудование системы главной лебедки для подачи шлангокабеля с барабана или карусели.
Должно быть обеспечено безопасное и надежное выполнение работ по перемещению шлангокабеля и оконечных устройств по палубе и за борт судна без риска повреждений и застревания из-за наличия препятствий.
Осуществляющий укладку подрядчик по возможности должен иметь резервное оборудование на борту судна и обеспечить наличие необходимых запасных частей для быстрого ремонта основного оборудования.
15.3 Обследование трассы перед укладкой
15.3.1 Общие положения
Перед началом работ по укладке шлангокабеля подрядчик, осуществляющий укладку, должен провести осмотр всей трассы в коридоре заданной ширины, если данная работа не была выполнена другим подрядчиком.
Осмотр трассы перед началом работ должен быть выполнен с использованием систем позиционирования и навигационного оборудования, аналогичного оборудованию, применяемому при работах по укладке шлангокабеля.
При осмотре должны быть определены все препятствия и посторонние предметы на морском дне, которые могут представлять опасность или помешать укладке шлангокабеля. Подрядчик должен разработать и реализовать проектные решения по подготовке морского дна для тех участков, где такая подготовка является необходимой.
15.3.2 Рекомендации по проведению обследования
Во время осмотра трассы укладки необходимо проведение следующих работ:
a) обследование трассы с применением гидролокатора бокового обзора или ТНПА для подтверждения данных, полученных в процессе ранее выполненного обследования, и изучения маршрута судна, используемого для укладки шлангокабеля;
b) подтверждение положения всех близлежащих трубопроводов, кабелей, якорей, шлангокабелей и других объектов;
c) определение параметров расположенных в коридоре укладки посторонних предметов для принятия решения об их удалении. Отметки всех обнаруженных посторонних предметов должны выводиться на монитор навигационного компьютера с указанием их местоположения;
d) обследование вспомогательных маршрутов, которые могут быть использованы для обхода посторонних предметов и опасных участков, реализации плана действий в аварийной ситуации или размещения запаса длины шлангокабеля до установки на дно оконечных элементов;
e) обследование дна вокруг нефтегазопромыслового сооружения, включая места расположения труб I- или J-типа, и участок, на который опускают оконечные элементы;
f) подтверждение расположения соединительных устройств;
g) подтверждение того, что любые предварительно установленные несущие тросы и фитинги находятся в исправном состоянии и готовы к эксплуатации;
h) подтверждение того, что выполнены запланированные работы в местах пересечения трубопроводов;
i) подтверждение размещения временных приспособлений для укладки шлангокабеля, если это необходимо (например, в местах поворота трассы) и опорных конструкций в местах установки оконечных элементов шлангокабеля;
j) подтверждение размещения транспондеров или буев по трассе укладки шлангокабеля в местах, требующих повышенного внимания (например, в местах пересечения трубопроводов) и на площадке для установки оконечных элементов шлангокабеля;
k) обследование трассы с применением придонного профилографа и гидролокатора бокового обзора;
l) определение условий морского дна и глубины воды по всей длине трассы с учетом уровней астрономического прилива и отлива на даты проведения укладки;
m) проведение магнитометрических наблюдений вдоль трассы. При наличии отклонений от результатов обследования с применением гидролокатора, следует выяснить их причину.
15.3.3 Отчет по результатам обследования
Отчет по результатам обследования трассы должен включать:
a) данные о выявленных опасностях, участках с экологическими ограничениями, перечень необходимых работ по подготовке морского дна, подлежащих удалению посторонних предметах. Отчет должен содержать перечень несоответствий между информацией, предоставленной подрядчику, осуществляющему укладку шлангокабеля, и результатами обследования;
b) комплект видеоматериалов, содержащих координаты положения камеры;
c) карту трассы с указанием глубины воды, вариантов альтернативных маршрутов и точек расположения посторонних предметов.
15.4 Протягивание шлангокабеля через трубу I- или J-типа
15.4.1 Общие положения
В процессе укладки шлангокабеля при подключении к морскому нефтегазопромысловому сооружению выполняют работы по протягиванию шлангокабеля через трубы I- или J-типа.
15.4.2 Подготовительные работы
До начала протягивания шлангокабеля необходимо выполнить следующие подготовительные работы:
a) анализ расчетов по укладке шлангокабеля для определения предельных нагрузок при протягивании шлангокабеля;
b) проверку размеров оснастки, используемой для протягивания шлангокабеля, проверка проходного диаметра и при необходимости удаление из трубы I- или J-типа пробок и загрязнений;
c) установку в трубе I- или J-типа несущего троса (если он не установлен заранее);
d) установку оборудования, используемого для протягивания шлангокабеля, и выделение персонала морского нефтегазопромыслового сооружения, включая установку лебедки и такелажной оснастки, оборудования для непрерывного контроля нагрузки и функциональных испытаний шлангокабеля, а также подготовку устройства для подвешивания шлангокабеля;
e) проверку средств связи.
Если несущий трос находился в трубе I- или J-типа более шести месяцев, то следует провести расчет прочности троса на ожидаемые нагрузки, которым он будет подвергаться, с учетом возможных изменений характеристик троса. Не следует использовать несущий трос в качестве каната для протягивания шлангокабеля.
15.4.3 Окно погоды для протягивания шлангокабеля
До начала работ по протягиванию шлангокабеля необходимо подтвердить наличие необходимого периода благоприятных погодных условий. При определении требований к окну погоды необходимо учитывать планируемую продолжительность работ по протягиванию и укладке шлангокабеля, параметры используемого оборудования и участвующих в работах судов, результаты расчетов нагрузок, действующих на шлангокабель в процессе укладки, в зависимости от параметров волнения моря.
На судне, выполняющем работы по укладке шлангокабеля, необходимо иметь дважды в сутки обновляемый прогноз погоды с указанием направления и силы ветра (в т.ч. при порывах), высоты, направления и периода волны, температуры воздуха и воды в районе проведения работ.
Необходимо определить продолжительность времени, в течение которого шлангокабель может оставаться без движения в укладочном желобе без возникновения повреждений из-за локальных деформаций при изгибе, которому он подвергается при таком размещении.
Должны быть приняты меры по недопущению длительного изгиба шлангокабеля и продолжительного воздействия сосредоточенных нагрузок.
15.4.4 Начало операций по протягиванию шлангокабеля
После завершения подготовительных работ на морском нефтегазопромысловом сооружении, определенных в 15.4.2, операции по протягиванию шлангокабеля могут быть начаты, а судно может подойти к месту проведения работ.
При заходе судна в зону безопасности морского нефтегазопромыслового сооружения оно должно соблюдать требования к проведению работ в данной зоне, включая получение необходимых разрешений.
15.4.5 Визуальное обследование
После прибытия судна для укладки шлангокабеля в район места проведения работ необходимо провести визуальное обследование морского дна и входной части трубы I- или J-типа при помощи водолазов или с использованием ТНПА. Целью обследования является контроль физического состояния трубы I- или J-типа, морского дна и определение профиля шлангокабеля на входе в трубу для подтверждения результатов обследования, выполненного перед началом работ.
Если труба I- или J-типа имеет на конце заглушку, то эту заглушку необходимо удалить. К раструбу на конце трубы I- или J-типа может быть прикреплен транспондер, если он требуется для выполнения последующих операций.
На этом этапе должно быть определено положение и состояние несущего троса. Если несущий трос прикреплен к удерживающему грузу, то необходимо определить точное положение этого груза. Эта операция особенно важна, если на близком расстоянии находятся по меньшей мере две трубы I- или J-типа и, соответственно, два несущих троса с удерживающими грузами. Это также важно для исключения запутывания несущих тросов при выполнении последующих операций.
15.4.6 Извлечение несущего троса
На нефтегазопромысловом сооружении лебедочный трос для протягивания шлангокабеля необходимо прикрепить к несущему тросу в верхней части трубы I- или J-типа. Затем нижний конец несущего троса должен быть прикреплен к тросу судовой лебедки, расположенной на палубе судна, используемого для укладки шлангокабеля. После этого палубную лебедку используют для подъема несущего троса на палубу судна по мере того, как происходит разматывание троса с лебедки на палубе нефтегазопромыслового сооружения.
Примечания
1 Может потребоваться приложить значительное тяговое усилие, когда несущий трос крепят к перегородке в раструбе на конце трубы I- или J-типа.
2 Как только конец несущего троса оказывается на палубе судна, удерживающий груз (при наличии) должен быть отсоединен, и процесс вытягивания несущего троса продолжают до тех пор, пока конец троса для протягивания шлангокабеля не окажется на палубе судна. После этого трос для протягивания может быть подсоединен к тяговой головке шлангокабеля.
Если не оговорено иное, необходимо использовать вертлюг для крепления троса к головке для протягивания шлангокабеля, чтобы уменьшить перекручивание шлангокабеля в процессе протаскивания.
15.4.7 Протягивание первого конца шлангокабеля
Тяговая головка шлангокабеля должна быть вынесена за борт судна и начата размотка шлангокабеля на судне. Необходимо выровнять положение судна, обеспечив требуемую линию провиса шлангокабеля таким образом, чтобы шлангокабель входил в трубу I- или J-типа под заданным углом, не перекручивался и не имел на морском дне участка значительной длины, создающего сопротивление при протягивании.
Контроль за проведением операции по протягиванию шлангокабеля должен быть осуществлен посредством:
a) использования измерителей натяжения шлангокабеля на нефтегазопромысловом сооружении;
b) использования измерителей натяжения шлангокабеля на судне;
c) использования ТНПА для визуального контроля шлангокабеля на входе в трубу I- или J-типа с целью определения профиля шлангокабеля при провисании, протяженности участка шлангокабеля, контактирующего с морским дном (при наличии такого контакта), радиуса изгиба шлангокабеля и наличия перекручивания;
d) отслеживания длины размотанного участка шлангокабеля.
При протягивании шлангокабеля необходимо обеспечить непрерывный контроль величины натяжения и проводить сравнение с требованиями проектной документации. При превышении установленных значений натяжения необходимо приостановить работы и выявить причины превышения. Фактическое значение величины натяжения шлангокабеля при протягивании должно быть отражено в отчете по укладке шлангокабеля.
Перед тем, как тяговая головка шлангокабеля начнет входить в раструб трубы I- или J-типа, особое внимание должно быть уделено данным с видеокамеры ТНПА для уменьшения вероятности зацепления тяговой головки шлангокабеля. Аналогичное внимание необходимо уделить в отношении уплотнения трубы I- или J-типа и жестких накладок (если они предварительно установлены на шлангокабеле) в процессе входа в трубу и занятия проектного положения. На данном этапе может потребоваться небольшое перемещение судна для содействия свободному входу в трубу указанных устройств.
15.4.8 Крепление шлангокабеля на морском нефтегазопромысловом сооружении
После того как шлангокабель будет вытянут на необходимую палубу морского нефтегазопромыслового сооружения, он должен быть надежно закреплен.
Примечание - Установка на шлангокабель постоянной заделки для подвешивания, выполненной в виде механической заделки армирующей проволоки, либо герметизации проволоки битумом является завершением операции протягивания, если заделка для подвешивания не была предварительно присоединена к шлангокабелю до начала протягивания. Если установка постоянного устройства для подвешивания шлангокабеля занимает много времени, может быть использовано временное крепление (с применением разъемных хомутов, удерживающей оплетки и т.п.) для того, чтобы можно было без промедления перейти к испытаниям. Постоянное подвешивание шлангокабеля может быть выполнено позднее.
15.4.9 Уплотнение трубы I- или J-типа и закачка ингибитора
Подаваемые в трубу I- или J-типа химические реагенты должны быть проверены на совместимость с материалами шлангокабеля, с которыми они могут контактировать.
Если устройство для подвешивания шлангокабеля не обеспечивает герметичное уплотнение верхней части трубы I- или J-типа, может понадобиться установить дополнительное верхнее уплотнение. Верхнее уплотнение и устройство для подвешивания должны обеспечивать возможность подачи в трубу химических реагентов, при необходимости.
Нижняя часть трубы I- или J-типа может быть герметично закрыта, данную операцию осуществляют в зависимости от конкретного метода протаскивания шлангокабеля. После окончания операции по протягиванию уплотнение может быть расположено в нижней части трубы, если оно было установлено на шлангокабеле до начала протягивания. В некоторых случаях после окончания работ по протягиванию нет необходимости в каких-либо дальнейших действиях по установке уплотнения. В других случаях может возникнуть необходимость проведения работ по установке уплотнения с привлечением водолазов или ТНПА. Если уплотнение не было предварительно установлено, его необходимо установить после завершения работ по протягиванию и подвешиванию шлангокабеля.
Для защиты трубы I- или J-типа в нее могут быть закачены химические ингибиторы, биоцид и поглотитель растворенного в воде кислорода.
15.4.10 Протягивание второго конца шлангокабеля
Операция по протягиванию второго конца необходима в случае, если шлангокабель прокладывают между двумя морскими нефтегазопромысловыми сооружениями, а также в случае, когда укладку шлангокабеля, соединяющего подводное оборудование и морское нефтегазопромысловое сооружение, начинают с конца, находящегося под водой.
Несмотря на то, что операция по протягиванию второго конца через трубу I- или J-типа во многом схожа с операцией по протягиванию первого конца, ее выполнение может быть более сложным из-за наличия уже уложенного участка шлангокабеля и другой формы профиля провисания шлангокабеля.
Процедуры протягивания второго конца должны включать точное регулирование натяжения, визуальный контроль провисания, контроль смещения уложенного участка шлангокабеля и контроль участка шлангокабеля на входе трубы I- или J-типа.
15.4.11 Отход судна от морского нефтегазопромыслового сооружения
После завершения работ по протягиванию первого конца шлангокабеля судно, выполняющее укладку, должно продолжить работу по укладке шлангокабеля и выйти из зоны безопасности морского нефтегазопромыслового сооружения. Если укладку шлангокабеля осуществляют с заглублением в морское дно, необходимо начать формирование траншеи до возобновления укладки, если это не было сделано до начала протягивания. В это время на морском нефтегазопромысловом сооружении должно быть выполнено подключение к шлангокабелю контрольно-испытательной аппаратуры, если контроль состояния шлангокабеля ведут с этого сооружения. Не допускается возобновлять укладку шлангокабеля, если отсутствует подтверждение успешного завершения испытания шлангокабеля после протягивания первого конца, не подсоединена контрольно-испытательная аппаратура, а также не обеспечено внутреннее давление в линиях шлангокабеля, если в процедурах на укладку не указано иное.
После завершения операций по протягиванию первого конца судно должно отойти для протягивания второго конца.
15.5 Укладка подводного оконечного устройства шлангокабеля на первом конце
Если начальной стадией укладки шлангокабеля является установка на дно оконечного устройства шлангокабеля, данную операцию выполняют вместо операции по протягиванию шлангокабеля через трубы I- или J-типа, описание которой приведено в 15.4.7-15.4.11.
До начала установки оконечного устройства должны быть завершены все работы по подготовке морского дна. Оконечное устройство должно быть вынесено за борт и опущено на специально выделенное место на морском дне. Оконечное устройство должно быть оснащено оборудованием для слежения за его местоположением, например транспондером и химическим фонарем. Перед спуском за борт необходимо обеспечить требуемое давление в линиях шлангокабеля.
В зависимости от схемы СПД место, на которое опускают оконечное устройство, может быть окончательным местом его расположения или может потребоваться последующее подтягивание оконечного устройства к манифольду. При опускании оконечного устройства необходимо осуществлять тщательный контроль и наблюдение за положением и натяжением шлангокабеля, чтобы не допустить возникновения провисания по его длине. Когда оконечное устройство будет зафиксировано на морском дне, шлангокабель должен быть расположен таким образом, чтобы его направление соответствовало трассе для дальнейшей укладки.
Необходимо выполнить оценку влияния конструкции оконечного устройства на возникновение значительных гидродинамических воздействий, обусловленных течениями, вертикальной качкой судна и вихревым следом от подруливающих устройств. Эти воздействия могут вызывать перекручивание шлангокабеля из-за вращения оконечного устройства.
15.6 Трасса укладки шлангокабеля
Трасса укладки шлангокабеля должна быть нанесена на карту. На карте должны быть показаны промежуточные контрольные точки, координаты изменений направления трассы и коридор, в котором должен быть проложен шлангокабель. На карте также должно быть подробно показано расположение защитных конструкций (например, трубные защитные элементы или защитные маты), размещение других шлангокабелей и райзеров, трубопроводов и пересечений трубопроводов, а также место для установки оконечных устройств шлангокабеля с нанесением размеров.
15.7 Требования к проведению укладки шлангокабеля
Работы по укладке шлангокабеля необходимо вести таким образом, чтобы исключить:
a) возникновение чрезмерного провисания шлангокабеля в районе точки касания дна вследствие слабого натяжения или большой величины угла выхода шлангокабеля с судна для исключения образования петель;
b) нарушение требований к величине минимального радиуса изгиба в точке касания дна;
c) возникновение сильного перекручивания шлангокабеля, чтобы снизить вероятность образования петель и деформации с выгибом армирующей проволоки; если не оговорено иное, следует применять вертлюжное звено для уменьшения перекручивания шлангокабеля во время укладки;
d) приложение чрезмерного усилия натяжения, которое может вызвать превышение допустимых напряжений в шлангокабеле;
e) перегиб шлангокабеля в районе точки выхода за борт, где нагрузки в провисающей части имеют максимальную величину, и в точке касания дна в течение длительного периода времени, чтобы исключить вероятность усталостных разрушений в конструкции шлангокабеля.
15.8 Требования к позиционированию судна для обеспечения необходимой точки касания шлангокабеля
В процессе контроля соответствия фактической трассы укладки шлангокабеля проектной трассе необходимо проводить непрерывный визуальный контроль точки касания шлангокабелем дна с помощью ТНПА. Контроль трассы допускается осуществлять посредством нанесения на карту координат ТНПА, передаваемых на судно размещенным на аппарате акустическим транспондером. Для подтверждения того, что шлангокабель остается в пределах заданного коридора, можно применять установленный на ТНПА гидролокатор с высокой разрешающей способностью, определяющий положение ТНПА относительно других объектов. При возникновении отказа ТНПА, приводящего к невозможности выполнения функции наблюдения и контроля, укладка должна быть остановлена и приняты меры для предупреждения повреждения шлангокабеля.
Особенно важно осуществлять контроль длины укладываемого шлангокабеля при смене курса судна. Если трасса располагается не по прямой линии, движение судна от одной точки изменения курса к другой осуществляют путем ввода координат для каждого месторасположения с использованием расчета длины укладываемого шлангокабеля для определения точек касания дна. Для контроля точек и подтверждения, что укладку шлангокабеля продолжают в заданном коридоре, необходимо использовать ТНПА.
Если выполняют боковую укладку, смещение между судном и точкой касания шлангокабелем дна, определяемое согласно показаниям транспондера ТНПА, должно быть использовано для оценки влияния течений и прилива с целью корректировки маршрута.
Примечания
1 Для обеспечения позиционирования в критических точках могут быть применены подводные гидроакустические буи, устанавливаемые в процессе осмотра трассы перед укладкой.
2 Если судно следует вдоль трассы укладки, а укладку выполняют с помощью расположенного на корме оборудования, можно оценить отклонение шлангокабеля вследствие воздействия течений и прилива непосредственно с кормы судна. При необходимости можно учесть воздействие течения посредством незначительного смещения судна в любой точке поворота.
3 На больших и сверхбольших глубинах моря может потребоваться проведение непрерывного контроля точки касания шлангокабелем дна с помощью гидролокатора бокового обзора или ТНПА, управляемого с отдельного судна.
15.9 Контроль длины укладываемого шлангокабеля
Непрерывный контроль соответствия длины уложенного шлангокабеля пройденному расстоянию должен быть проведен для того, чтобы:
- выявить превышение заданной длины шлангокабеля в процессе укладки;
- обеспечить укладку шлангокабеля фиксированной длины по намеченной трассе, одновременно обеспечивая корректное размещение подводных оконечных устройств в заданном месте.
Вычисление подаваемой длины шлангокабеля необходимо проводить непрерывно.
По мере того, как каждая метка на шлангокабеле проходит через заданную поверочную точку на судне, следует определять координаты расположения судна и регистрировать следующую информацию:
a) время и дату;
b) номер точки, для которой были определены координаты;
c) координаты точки схода шлангокабеля за борт;
d) координаты точки касания дна;
e) расстояние по трассе укладки (километровая отметка);
f) длину шлангокабеля на контрольной метке;
g) данные, получаемые от аппаратуры измерения длины шлангокабеля;
h) избыточную длину с момента последнего проведения расчетов;
i) суммарную избыточную длину;
j) расстояние до конечной точки укладки;
k) длину шлангокабеля на судне от контрольной метки;
l) натяжение шлангокабеля в провисающей части в точке выхода за борт;
m) среднюю скорость подачи шлангокабеля.
Примечания
1 Часть этой информации может быть предварительно получена расчетным путем, чтобы обеспечить возможность быстрого контроля корректности укладки.
2 Подробная информация, касающаяся контроля длины по завершении укладки, представлена в 15.12.
15.10 Мониторинг целостности шлангокабеля в процессе укладки
15.10.1 Общие положения
Контроль целостности шлангокабеля допускается проводить с морского нефтегазопромыслового сооружения, если началом укладки является протягивание шлангокабеля через трубу I- или J-типа. Если первой операцией является укладка подводного оконечного устройства, непрерывный контроль целостности необходимо выполнять с судна, осуществляющего укладку.
15.10.2 Электрические кабели
В процессе укладки необходимо осуществлять контроль электрической непрерывности кабелей с заданной периодичностью. При выявлении нарушения электрической непрерывности необходимо остановить укладку шлангокабеля и провести испытания сопротивления проводника постоянным током на отдельно взятых кабелях согласно требованиям, установленным в 7.2.10.4.
Примечание - Некоторые элементы в составе оконечных устройств могут ограничивать возможность проведения этих испытаний (например, индуктивные соединители).
15.10.3 Оптические кабели
Во время операции укладки следует проводить периодический контроль каждого оптического волокна при помощи оптического рефлектометра или других оптических приборов. При значительном изменении значений затуханий или нарушении целостности необходимо остановить укладку шлангокабеля и выполнить анализ причин повреждения оптического волокна.
15.10.4 Полимерные и металлические трубы
В каждую полимерную и металлическую трубу необходимо закачать жидкость для укладки с давлением, равным 7,0 МПа, если иное не определено в ТУ изготовителя, и это давление должно оставаться неизменным в течение всего времени проведения укладки шлангокабеля. Давление в каждой полимерной/металлической трубе следует непрерывно регистрировать. При значительном падении давления или если динамика изменения давления в одной из труб существенно отличается от динамики давления в остальных трубах, необходимо остановить укладку шлангокабеля и выполнить анализ причин падения давления.
15.10.5 Визуальный контроль
Во время укладки следует проводить осмотр шлангокабеля на наличие признаков перекручивания, перегибов, повреждения поверхности, локального увеличения диаметра, деформации с выгибом армирующей проволоки и других дефектов, определенных в процедуре по укладке. Визуальному контролю подлежит 100% длины шлангокабеля.
Если конструкция шлангокабеля предполагает свободное заполнение водой во время укладки, то в процессе визуального контроля следует удостовериться, что свободное заполнение водой имеет место.
Примечание - Недостаточное заполнение водой может быть не выявлено до тех пор, пока не будет достигнута достаточная глубина воды.
15.10.6 Промежуточное распределительное устройство
При использовании промежуточного распределительного устройства должны быть проведены испытания на максимальное расчетное давление для проверки целостности распределительного устройства до его установки на морском дне. Также может потребоваться проведение испытаний электрических и волоконно-оптических элементов, если они входят в состав шлангокабеля.
Если два или более шлангокабелей подсоединено к промежуточному распределительному устройству, то необходимо осуществить сброс давления в уложенном шлангокабеле с повторной подачей давления после подсоединения других шлангокабелей.
В ряде случаев может оказаться невозможным повторно увеличить давление и это должно быть согласовано заказчиком с изготовителем.
Примечание - Для работы в глубоководных условиях может быть необходимо повысить давление с целью снижения числа остановок судна для увеличения давления в линиях шлангокабеля из-за обусловленного снижением температуры падения давления. Значение давления должно быть согласовано подрядчиком, выполняющим укладку шлангокабеля, и заказчиком.
Испытания промежуточного распределительного устройства перед установкой включают:
a) гидравлические испытания:
1) проверка расхода;
2) испытания под давлением;
b) электрические испытания:
1) измерение электрического сопротивления постоянным током,
2) измерения электрического сопротивления изоляции,
3) определение неоднородности импеданса;
c) испытания волоконно-оптических линий связи: оптическая рефлектометрия.
15.11 Заглубление шлангокабеля
15.11.1 Общие положения
Прокладка траншей или заглубление при необходимости должны выполняться за один проход. Если требуемая глубина заглубления не достигнута, то необходимая защита должна обеспечиваться другими проектными решениями.
Спуск на дно или извлечение на поверхность технического средства для прокладки траншеи не должно осуществляться в радиусе 50 м от любого объекта СПД.
15.11.2 Контроль в процессе заглубления
Непрерывный контроль за выполнением операции по заглублению шлангокабеля должен осуществляться с помощью аппаратуры на борту судна, с помощью ТНПА, навигационных и гидроакустическких станций.
По меньшей мере следует проводить непрерывный контроль следующих параметров:
a) тяговое усилие (устройства для прокладки траншеи);
b) нагрузки, передаваемые на шлангокабель;
c) конфигурация шлангокабеля перед и при прохождении через устройство для прокладки траншеи;
d) величина заглубления;
e) положение устройства для прокладки траншеи и положение судна;
f) пространство перед устройством для прокладки траншеи на предмет наличия любых препятствий.
При появлении признаков возможного повреждения шлангокабеля работы по заглублению шлангокабеля необходимо остановить и выполнить видеосъемку зоны возможного повреждения с привлечением водолазов или с помощью ТНПА.
15.11.3 Влияние на шлангокабель
Радиус изгиба шлангокабеля в процессе заглубления не должен быть меньше, чем указано в ТУ изготовителя.
15.12 Подход к месту укладки второго конца шлангокабеля
По мере приближения к месту укладки второго конца шлангокабеля необходимо провести контроль соответствия хода укладки проектным решениям посредством сравнения оставшегося расстояния и текущей длины шлангокабеля. В процессе монтажа оконечного устройства на нем должен быть установлен транспондер для определения точной позиции установки оконечного устройства на морском дне.
До начала работ должен быть разработан и согласован план действий при отклонении от проектной трассы (как часть процедуры укладки шлангокабеля).
Выполняя непрерывное сравнение длины уложенного шлангокабеля с положением судна на трассе укладки, необходимо на расстоянии 1-2 км от места размещения оконечного устройства провести оценку оставшейся на судне длины шлангокабеля в сравнении с оставшимся расстоянием вдоль намеченной трассы. При необходимости должен быть произведен пересмотр трассы для укладки оставшейся части шлангокабеля. Оценка оставшейся на судне длины шлангокабеля должна быть проведена повторно на расстоянии в 100-200 м с уменьшением до 25 м. При таком подходе любая остающаяся длина шлангокабеля может быть размещена на морском дне, благодаря чему исключается необходимость решения задачи размещения избыточной длины шлангокабеля в зоне установки оконечного устройства. Если при прокладке шлангокабеля выполняют его заглубление, рекомендуется максимально уменьшить длину конечного незаглубленного участка. Для незаглубленного участка устанавливают дополнительную защиту.
При отсутствии возможности размещения на морском дне избыточной длины шлангокабеля укладку шлангокабеля осуществляют в направлении конечной точки по кратчайшему маршруту. На месте окончания укладки избыточная длина шлангокабеля может быть удалена, на обрезанный конец шлангокабеля установлено оконечное устройство и проведены испытания.
15.13 Укладка второго конца шлангокабеля с оконечным устройством
Границы и расположение места для укладки оконечного устройства должны быть отмечены на топографической карте и на морском дне посредством установки транспондера. Для грунтов с низкой несущей способностью перед укладкой оконечного устройства на морское дно должна быть установлена опорная плита.
Окончательная укладка шлангокабеля должна быть выполнена таким образом, чтобы шлангокабель с припуском по длине лежал на морском дне зигзагообразно или полукругом, в результате чего при протягивании не возникает нарушения его минимального радиуса изгиба.
Примечание - Могут быть проведены испытания шлангокабеля до укладки оконечного устройства. Если предыдущие испытания и мероприятия по осуществлению непрерывного контроля были успешными, то вследствие незначительной величины риска испытания перед укладкой оконечного устройства допускается не проводить.
Для спуска оконечного устройства за борт должны быть выполнены подготовительные работы. На конце троса лебедки или крюке крана и/или оконечном устройстве должны быть закреплены химический фонарь и транспондер для обеспечения контроля размещения оконечного устройства в проектное положение.
Оконечное устройство следует опускать в воду с обеспечением требуемого положения шлангокабеля на морском дне, при необходимости достижение проектного положения можно осуществлять посредством маневрирования судна. По мере приближения оконечного устройства к морскому дну необходимо контролировать возможность расположения и ориентации оконечного устройства без нарушения целостности шлангокабеля. При необходимости корректировки положения оконечное устройство должно быть поднято с морского дна для повторной укладки.
15.14 Подключение оконечного устройства
При использовании многоканальных соединительных устройств установка оконечного устройства в итоговое положение требует выполнения функциональных соединений. В качестве альтернативного варианта функциональные соединения после размещения оконечного устройства могут быть выполнены с помощью соединительных гибких перемычек.
При подключении шлангокабеля к подводному оборудованию с помощью многоканального соединения критически важным является обеспечение требуемой угловой ориентации оконечного устройства относительно подводной конструкции.
Необходима разработка процедуры подключения оконечного устройства с учетом конкретных проектных решений. При разработке процедуры необходимо учитывать:
a) метод механического крепления оконечного устройства;
b) необходимость подключения системы ЭХЗ.
После размещения оконечного устройства в заданном положении должна быть выполнена установка и фиксация необходимых механических креплений. При использовании многоканального соединения этап укладки завершают после подключения многоканального соединения к подводному оборудованию. Для варианта с применением гибких перемычек выполняют их монтаж, при этом необходимо учитывать требования к монтажу временных перемычек для выполнения промывки или испытаний соединений.
15.15 Пересечение шлангокабелем подводных трубопроводов
Должно быть разработано проектное решение, обеспечивающее разделение конструкций шлангокабеля и подводного трубопровода в точке пересечения.
По мере приближения осуществляющего укладку шлангокабеля судна к месту пересечения с подводным трубопроводом следует проводить периодический контроль соответствия местоположения фактической точки пересечения проектному положению. Перед укладкой шлангокабеля в точке пересечения должен быть выполнен визуальный осмотр трубопровода и морского дна с помощью ТНПА (и с применением гидролокатора). В процессе укладки шлангокабеля над трубопроводом следует выполнять непрерывный контроль точки касания. У места пересечения с подводным трубопроводом должен быть установлен транспондер для точного определения местоположения пересечения.
При прокладке шлангокабеля с заглублением при подходе к точке пересечения с трубопроводом устройство для прокладки траншеи должно быть извлечено на палубу судна. При движении судна, осуществляющего укладку шлангокабеля, над трубопроводом устройство для прокладки траншеи должно быть надежно закреплено на палубе судна.
Работы по прокладке траншеи и заглублению шлангокабеля должны быть возобновлены после выполнения пересечения шлангокабелем подводного трубопровода.
Для исключения повреждения расположенного над трубопроводом участка шлангокабеля в данном месте следует обеспечить дополнительную защиту шлангокабеля.
15.16 Монтаж средств обеспечения плавучести шлангокабеля
При разработке подрядчиком, осуществляющим укладку шлангокабеля, процедуры по монтажу средств обеспечения плавучести необходимо учитывать:
- требования к обеспечению свободного пространства на палубе судна для установки средств обеспечения плавучести перед спуском шлангокабеля за борт;
- необходимость наличия маркировки на шлангокабеле в местах монтажа средств обеспечения плавучести;
- необходимость проведения визуального контроля формируемой шлангокабелем пространственной конфигурации в процессе укладки (например, с распределенной плавучестью свободно провисающего участка) и отсутствия смещения установленных элементов во время укладки;
- необходимость контроля конфигурации итогового пространственного положения шлангокабеля после завершения укладки.
15.17 Деблокировка предохранительной перемычки
Деблокировку предохранительной перемычки, если она предусмотрена конструкцией шлангокабеля, следует выполнять по завершении:
a) заглубления шлангокабеля с помощью устройства для прокладки траншеи (при применении);
b) протягивания второго конца шлангокабеля и фиксации оконечного устройства;
c) крепления предохранительной перемычки к конструкции подводного оборудования.
Деблокировка предохранительной перемычки должна быть выполнена до проведения испытания после завершения укладки, которым может являться испытание после протягивания или окончательное функциональное испытание системы шлангокабеля.
15.18 Обследование после укладки
При укладке шлангокабеля с заглублением проведение обследования после укладки и обследования после заглубления должно быть объединено.
Как правило, обследование после укладки выполняет подрядчик, осуществляющий укладку шлангокабеля, с целью контроля положения и подтверждения отсутствия внешних повреждений уложенного шлангокабеля.
Обследование следует выполнять либо как отдельную операцию визуального контроля с помощью ТНПА при проведении работ по укладке с последующим заглублением, либо с организацией визуального контроля с использованием установленной на устройстве для прокладки траншеи камеры при одновременном выполнении операций укладки и заглубления.
На видеозаписи должны отображаться координаты положения и направление камеры.
15.19 Обследование после заглубления
После завершения заглубления должно быть выполнено обследование всей трассы шлангокабеля.
Примечание - Как правило, обследование выполняет подрядчик, осуществляющий укладку шлангокабеля.
В процессе обследования должно быть подтверждено, что операция заглубления была выполнена согласно установленным требованиям.
Обследование должно быть выполнено с помощью ТНПА и включать:
- видеосъемку по всей длине трассы шлангокабеля;
- выявление и идентификацию положения всех незаглубленных или свободных (безопорных) участков шлангокабеля.
При выявлении отклонений от проектных решений по заглублению шлангокабеля подрядчик, осуществляющий его укладку, должен выполнить необходимые работы по приведению шлангокабеля в проектное положение. После завершения указанных работ должно быть проведено визуальное обследование участков, на которых выполнялись работы.
После завершения обследования должен быть подготовлен отчет, включающий следующие материалы:
a) письменный отчет о результатах обследования;
b) полный комплект видеозаписей обследования;
c) карты, на которых показаны положение шлангокабеля в заглубленном состоянии и глубина его заглубления.
15.20 Испытания после протягивания оконечного устройства
Испытания должны быть проведены после протягивания и закрепления в конечном положении подводного оконечного устройства.
При применении многоканального соединения в процессе закрепления оконечного устройства в окончательном положении выполняют функциональные соединения. В этом случае испытания, выполняемые после протягивания, проводят аналогично испытаниям после подвешивания оконечного устройства.
В состав испытаний входят:
a) электрические испытания (см. 14.5.2):
1) измерение электрического сопротивления постоянным током;
2) измерения электрического сопротивления изоляции;
b) испытания оптических волокон (см. 14.5.3) методом оптической рефлектометрии;
c) гидравлические испытания (см. 14.5.4):
1) испытания полимерных труб под давлением и проверка на падение давления;
2) испытания металлических труб под давлением;
3) гидравлические испытания с заданным расходом жидкости, результаты которых должны быть сверены с результатами выполненных ранее аналогичных испытаний.
Для испытания шлангокабеля, соединяющего два подводных элемента СПД на морском дне, должно быть изготовлено временное оконечное устройство, обеспечивающее доступ к электрическим и гидравлическим линиям шлангокабеля для проведения испытаний. Работу с данным устройством следует выполнять с привлечением водолазов или с помощью ТНПА.
15.21 Испытания после подвешивания оконечного устройства
Данные испытания можно проводить после подключения одного конца шлангокабеля к подводному оборудованию. При проведении испытания необходимо исключить возможность повреждения системы управления подводным оборудованием.
Испытания включают:
a) электрические испытания (см. 14.5.2):
1) измерение электрического сопротивления постоянным током,
2) измерения электрического сопротивления изоляции;
b) испытания оптических волокон (см. 14.5.3) методом оптической рефлектометрии;
1) испытания полимерных труб под давлением и проверка на падение давления;
2) испытания металлических труб под давлением.
15.22 Подъем временных технических средств, используемых при укладке
Подрядчик, осуществляющий укладку шлангокабеля, является ответственным за удаление с морского дна и нефтегазопромыслового сооружения всех временных технических средств, применяемых для укладки шлангокабеля.
15.23 Нештатные ситуации
Подрядчик, осуществляющий укладку шлангокабеля, должен выполнить анализ возможных опасностей и рисков, включая отказы по общей причине, и разработать необходимые процедуры.
Ответственность за принятие решений при возникновении нештатной ситуации возлагают на уполномоченное лицо, назначаемое в рамках разработанных процедур.
15.24 Ремонт шлангокабеля
Процедура проведения ремонта шлангокабеля в процессе укладки должна определяться условиями ситуации, приведшей к необходимости ремонта. Технологии по ремонту шлангокабеля должны быть разработаны и аттестованы до начала укладки.
После ремонта шлангокабеля должен быть составлен акт за подписью исполнителя ремонтных работ, подрядной организации, осуществляющей укладку шлангокабеля, технического надзора и представителя заказчика об успешном выполнении ремонта шлангокабеля и готовности к продолжению укладки, с указанием точных координат отремонтированного участка шлангокабеля и даты проведения ремонта.
При выявлении признаков повреждения шлангокабеля операция по укладке должна быть приостановлена для изучения и анализа ситуации. При необходимости должны быть проведены испытания для оценки характера и масштаба возможного повреждения, а также точного определения места нахождения дефекта.
В процессе приостановки укладки должна вестись запись таких параметров, как координаты положения судна и точки касания шлангокабелем морского дна, дата, время и погодные условия.
15.25 Обследование после завершения укладки шлангокабеля
Подрядчик, осуществляющий укладку шлангокабеля, должен выполнить обследование вдоль всей трассы шлангокабеля, включая места прохождения шлангокабеля через раструбы на конце труб I- или J-типа и места подключения оконечного устройства шлангокабеля. Обследование следует выполнять с применением гидролокатора бокового обзора и/или видеокамеры, установленной на ТНПА, обеспечивающей просмотр съемки в режиме реального времени.
По результатам обследования должно быть подтверждено, что шлангокабель и вспомогательные приспособления (например, уплотнения, предохранительная перемычка, ограничитель изгиба, защитные конструкции) находятся в проектном положении и все временные приспособления, применяемые в процессе укладки, удалены.
В процессе обследования подлежат контролю все оконечные устройства шлангокабеля и места крепления, которые должны быть осмотрены на наличие утечек и повреждений.
Для фиксации состояния элементов после укладки на записи должны отображаться координаты и направление положения оборудования.
Если при обследовании обнаружено отклонение от установленных проектных требований, подрядчик, осуществляющий укладку, должен выполнить необходимые работы по устранению отклонений.
Примечание - Различные виды обследований (после укладки, после заглубления) могут быть объединены в одно выполняемое после укладки шлангокабеля обследование при условии, что не будет нарушена целостность системы шлангокабеля.
15.26 Мониторинг технического состояния шлангокабеля в процессе эксплуатации
В процессе эксплуатации шлангокабеля следует проводить мониторинг его технического состояния с выявлением и фиксацией следующих параметров:
- фактического планово-высотного положения оси шлангокабеля;
- глубины залегания в донном грунте (для заглубленного шлангокабеля);
- геометрических размеров участков частичного и полного замыва-размыва и свободных (безопорных) пролетов проложенного на морском дне шлангокабеля;
- повреждений шлангокабеля от воздействия орудий рыболовного промысла, падающих предметов, якорей, якорных цепей;
- хребтов и впадин в морском дне на трассе шлангокабеля, эрозии донного грунта, следов ледовой экзарации;
- возможных утечек гидравлической жидкости системы управления, химических реагентов из шлангокабеля.
В процессе мониторинга состояния шлангокабеля необходимо проводить мониторинг состояния лакокрасочного покрытия оконечного устройства шлангокабеля.
Анализ свободных пролетов шлангокабелей рекомендуется выполнять в соответствии с действующей нормативной документацией в области оценки свободных пролетов морских трубопроводов (см. также [34]).
Приложение А
(справочное)
Информация, предоставляемая заказчиком изготовителю шлангокабеля
A.1 Общие положения
В настоящем приложении приведены рекомендации в отношении информации, предоставляемой заказчиком в составе технического задания, технических требований и функциональных требований к системе шлангокабеля, на которые содержатся ссылки в настоящем стандарте применительно к проектированию, изготовлению, испытаниям и укладке шлангокабеля. Нижеприведенные рекомендации не являются обязательными и предназначены для использования в качестве ориентира при подготовке информации, необходимой изготовителю шлангокабеля для его проектирования с учетом функционального назначения.
Технические и функциональные требования, не определенные заказчиком, но влияющие на конструктивные решения, выбор материалов, изготовление, испытания, технологию укладки и эксплуатацию системы шлангокабеля, должны быть определены изготовителем в ТУ.
Заказчик должен подготовить в составе технического задания функциональные требования и специальные технические требования, определяемые условиями проекта, состав которых может быть основан на А.2 и А.3.
А.2 Предоставляемая информация
А.2.1 Информация о схеме обустройства месторождения
Изготовителю должна быть предоставлена информация о схеме обустройства месторождения, в составе которой будет использована система шлангокабеля. Должен быть предоставлен технический отчет с описанием проекта и графические материалы, включающие схемы расположения объектов обустройства.
Кроме того, изготовителю должна быть предоставлена информация о направлении, последовательности и методе укладки шлангокабеля.
А.2.2 Объем поставки
Должен быть четко определен объем поставок, относящийся к системе шлангокабеля, включая, как минимум, следующую информацию:
a) число шлангокабелей и длину каждой системы шлангокабеля, включая требуемый запас длины;
b) тип оконечных устройств и необходимого вспомогательного оборудования;
c) объем испытаний опытного образца и готового изделия с критериями прохождения испытаний;
d) требования к разрабатываемой изготовителем шлангокабеля документации, в дополнение к конструкторской документации.
А.2.3 Нормативно-техническое регулирование
Должны быть четко определены в порядке приоритетности применяемые нормы, стандарты и правила, которые распространяются на проектирование, изготовление и испытания шлангокабеля/системы шлангокабеля. Должны быть определены национальные и отраслевые стандарты, а также внутренние стандарты заказчика. Должны быть четко определены все требования, дополняющие положения настоящего стандарта.
А.2.4 Условия эксплуатации
Должны быть определены значимые условия эксплуатации, оказывающие влияние на процессы проектирования, укладки и эксплуатации системы шлангокабеля. Информация об условиях эксплуатации должна, как минимум, включать:
a) сведения об интенсивности рыболовства в регионе прокладки шлангокабеля и используемые орудия рыболовного промысла;
b) географические данные о месте укладки;
c) сведения о глубине моря, включая расчетные значения, изменения по трассе прокладки шлангокабеля и изменения, обусловленные приливами;
d) значения минимальной и максимальной температуры морской воды;
e) значения внешней температуры, воздействию которой может подвергнуться шлангокабель, включая: минимальную и максимальную температуру воздуха во время хранения и укладки; значения экстремальных температур при хранении и эксплуатации, например температуры в турели нефтегазопромыслового судна, где шлангокабели могут быть расположены рядом с трубопроводами, транспортирующими горячий флюид; внешние температуры в условиях близкого расположения подводных трубопроводов, по которым транспортируют флюид, имеющий высокую температуру;
f) требования к долговечности;
g) геотехнические условия вдоль трассы шлангокабеля;
h) параметры биологического обрастания по длине шлангокабеля, включая максимальный удельный объем/вес;
i) ледовые условия;
j) данные о течениях в зависимости от глубины воды, направления и периода повторяемости;
k) данные о ветре, включая направление, скорость, повторяемость;
l) данные о волнах, включая высоту значительных волн, период пика спектра, спектр формы и спектр направлений;
m) сведения о нефтегазопромысловом сооружении, на которое выводится шлангокабель, и операторах амплитудной характеристики для плавучего нефтегазопромыслового сооружения;
n) сведения о наличии обратной засыпки (особенно актуально для конструкции подводного оконечного устройства шлангокабеля).
Примечание - Для выполнения анализа процессов укладки шлангокабеля могут потребоваться дополнительные данные об условиях окружающей среды.
А.2.5 Специальные эксплуатационные требования заказчика
А.2.5.1 Общие положения
Должны быть определены следующие специальные эксплуатационные требования к системе шлангокабеля:
a) срок службы (и необходимый коэффициент запаса прочности для шлангокабеля, работающего в динамическом режиме);
b) расчетный срок эксплуатации;
c) требования к показателям надежности;
d) длина шлангокабеля (включая производственный допуск);
e) функциональные требования (количество, тип и режим работы каждого элемента в составе шлангокабеля);
f) характеристики шлангокабеля:
1) для шлангокабелей, работающих в статическом режиме, это максимальная рабочая нагрузка, максимальная масса и минимальный радиус изгиба с точки зрения влияния на оборудование для перегрузки и укладки;
2) для шлангокабелей, работающих в динамическом режиме, дополнительно необходимо указывать:
- параметры устройств обеспечения плавучести (число, местоположение, выталкивающая сила);
- нагрузки и минимальные радиусы изгиба в местах расположения интерфейсов после укладки;
g) характеристики элементов в составе шлангокабеля;
h) параметры жидкости, используемой при испытаниях металлических/полимерных труб в составе шлангокабеля;
i) параметры жидкостей, подаваемых в шлангокабель в процессе эксплуатации.
Заказчиком должны быть определены:
- жидкость гидравлической системы управления;
- химические реагенты (расход, время воздействия на шлангокабель, концентрация и частота использования);
- состав добываемой продукции.
А.2.5.2 Параметры элементов и критерии проектирования
Настоящий стандарт определяет критерии прохождения испытаний для полимерных и металлических труб.
В таблице А.1 приведены элементы шлангокабеля и относящиеся к ним параметры, учитываемые при проектировании, а также ссылки на пункты стандарта, в которых определены эти параметры. Критерии проектирования элементов, для которых ссылки отсутствуют, подлежат согласованию заказчиком и изготовителем.
А.2.6 Разовые функциональные требования
Должны быть определены функциональные требования, которым должен соответствовать шлангокабель в течение ограниченного периода времени в ходе проведения работ по укладке или в процессе эксплуатации системы шлангокабеля.
Таблица А.1 - Параметры, учитываемые при проектировании элементов шлангокабеля
Элемент | Вклад в формирование прочности шлангокабеля | Параметры, учитываемые при проектировании | Ссылка |
Силовые кабели | Может быть значительный вклад в формирование прочности на растяжение. Значительный вклад в формирование прочности при сжатии (радиальное сопротивление сжатию) | Деформация. Усталость. Температура | Нет |
Электрические кабели управления | Незначительный вклад в формирование прочности шлангокабеля, должен противостоять приложенной нагрузке без проявления деформации. Включен в общие расчеты на жесткость. Не является элементом, обеспечивающим прочность, но принимается в расчет | Деформация. Усталость. Температура | Нет |
Кабели для передачи оптических сигналов | Незначительный вклад в формирование прочности шлангокабеля, должен противостоять приложенной нагрузке без проявления деформации. Включен в общие расчеты на жесткость. Не является элементом, обеспечивающим прочность, но принимается в расчет | Деформация. Усталость. Температура. Растяжение. Избыточная длина. Осевая жесткость | Нет |
Полимерные трубы | Большой при статическом режиме Незначительный при динамическом режиме | Разрыв Смятие | 8.3 и приложение С |
Металлические трубы | Значительный | Текучесть. Смятие. Окружная потеря устойчивости. Овальность. Усталость | 8.5 |
Износ | Нет | ||
Заполнители | Незначительный | С учетом конструкции шлангокабеля: - износ; - снижение функциональных свойств; - старение | Нет |
Покрытие/ оболочка | Незначительный | С учетом цели применения оболочки: - толщина; - овальность; - максимальный уровень деформации; - износ | Нет |
Ленты | Незначительный | Осевая прочность. Старение | Нет |
Концевые заделки | Незначительный | - | - |
Армирующий слой | Значительный | Текучесть. Смятие. Усталость | Нет |
Стальная проволока | Значительный | Текучесть. Усталость | Нет |
А.2.7 Интерфейсы
Должны быть четко определены интерфейсы шлангокабеля и сопрягаемых конструкций. Для обоих оконечных устройств в шлангокабеле должны быть определены требования к соединению с линиями шлангокабеля. Требования должны включать тип соединителя, технические требования к сварке, тип и размер уплотнения.
Должны быть определены параметры подключения интерфейсов, включая:
a) поставляемые заказчиком инструментальные средства для подтягивания и соединения, соединительные элементы для проведения испытаний интерфейсов и т.п.;
b) данные о геометрических размерах и прикладываемой нагрузке;
c) поставляемые заказчиком оборудование и приспособления для укладки;
d) сведения о конструкциях, к которым будет подсоединен шлангокабель, включая данные о стационарных и плавучих нефтегазопромысловых сооружениях, подводных фонтанных арматурах и манифольдах.
А.2.8 Требования к укладке
Заказчик должен определить параметры процесса укладки шлангокабеля, включающие, как минимум, следующее:
a) информацию, необходимую для проектирования шлангокабеля: коэффициент динамичности качки, параметры волнения моря, данные о технологии укладки и используемом оборудовании, например метод укладки, геометрические размеры и расположение, количество приводных ремней и зажимов, материал натяжного механизма, сила трения и т.п.;
b) если укладку осуществляют силами заказчика, он должен определить нагрузки, ожидаемые в процессе укладки, и параметры изгиба шлангокабеля при действии нагрузок, требования к ограничениям нагрузки, усилия при захвате/натяжении, требования к устройствам подачи шлангокабеля через борт, допустимые отклонения при укладке и другие ограничения, обусловленные используемыми при укладке техническими средствами;
c) если укладку осуществляют силами изготовителя, заказчик должен определить требования к сезону выполнения работ, природно-климатическим условиям, установить возможные ограничения для судна, осуществляющего укладку, допустимые отклонения при укладке, ограничения, обусловленные одновременно выполняемыми работами, и объем требуемых работ по укладке (включая прокладку траншеи, заглубление, испытания, обследование и подготовку исполнительной документации).
Заказчик должен определить требования к извлечению шлангокабеля и повторному использованию в течение расчетного срока эксплуатации.
А.2.9 Ответственность
Заказчик отвечает за предоставление изготовителю исходных данных, необходимых для проектирования шлангокабеля, и определение функциональных требований, согласовывает критерии прохождения испытаний и также осуществляет систематический контроль.
Изготовитель отвечает за проектирование (включая выбор материалов), планирование работ, изготовление шлангокабеля и выпуск конструкторской документации.
В таблице А.2 представлен пример распределения ответственности.
Таблица А.2 - Распределение ответственности
Вид деятельности | Ответственная сторона | |
Заказчик | Изготовитель | |
Предоставление исходных данных и информации о параметрах системы шлангокабеля | x | - |
Предоставление перечня используемых при эксплуатации химических реагентов/жидкостей | x | - |
Предоставление информации о совместимости материалов и рабочих жидкостей | - | x |
Определение требуемого уровня надежности для системы шлангокабеля, включая оконечные устройства и вспомогательное оборудование, который должен учитывать оценку надежности всей СПД | x | - |
Проектирование, выполнение расчетов и изготовление согласно настоящему стандарту | - | x |
Обеспечение систематического контроля на этапах до поставки шлангокабеля | x | - |
Обеспечение систематического контроля на этапах после поставки продукции | x | - |
Планирование и выпуск документации по изготовлению шлангокабеля | - | x |
Планирование, проведение работ и выпуск документации по укладке, предоставление информации стороне, выполняющей проектирование | x | - |
Выполнение анализа процессов укладки | (x) | - |
Определение функциональных требований | x | - |
Определение необходимости определительных испытаний | (x) | (x) |
Принятие решения о результатах определительных испытаний и определение критериев прохождения испытаний | x | - |
Обеспечение систематического контроля или анализа на всех этапах, включая изготовление, перегрузку, укладку и эксплуатацию | x | - |
Если не предусмотрено иное. Оценка имеющихся у изготовителя накопленных данных по реализации других проектов и ее пригодность для данного проекта, а следовательно и необходимость определительных испытаний должна быть согласована заказчиком. | ||
А.3 Исходные данные для проектирования
А.3.1 Исходные данные для проектирования должны, как минимум, включать:
- информацию о параметрах системы (например, описание системы, функциональные требования к шлангокабелю при эксплуатации месторождения);
- функциональные требования для всех функциональных элементов в составе шлангокабеля (например, внутреннее давление, припуск на коррозию и диапазон температур для транспортируемых по трубам сред);
- температурный диапазон, в котором шлангокабель должен функционировать в течение установленного расчетного срока эксплуатации;
- характеристики транспортируемых жидкостей, включая предельные значения давления на нефтегазопромысловом сооружении и на подводном оборудовании, требуемый расход, ограничения по расходу (такие как предельные значения объемного расхода);
- данные об эксплуатационных условиях для месторождения, включая условия окружающей среды, в которых находится шлангокабель;
- схему обустройства месторождения (т.е. расположение объектов и глубина воды на месторождении);
- маршрут трассы шлангокабеля на морском дне;
- допуски по длине шлангокабеля;
- расчетные варианты нагрузки согласно разделу 6 (например, особые нагрузки, нагрузки при балластировке, нагрузки, обусловленные пересечениями трубопроводов).
А.3.2 Для динамических условий эксплуатации исходные данные должны, как минимум, включать:
- инженерно-геологические данные (такие как коэффициенты сопротивления, плотность грунта);
- данные о нагрузках вследствие воздействия внешних факторов, например данные о волнении и течениях, данные о системе координат плавучего нефтегазопромыслового сооружения, направлении осей, положении начала системы координат относительно поверхности моря, об осадке сооружения;
- амплитудно-частотные функции качки нефтегазопромыслового сооружения;
- данные о батиметрии;
- схему плавучего сооружения, включая:
- расположение устройства для подвешивания шлангокабеля (координаты);
- наибольший угол отклонения шлангокабеля от вертикали;
- угол отклонения шлангокабеля по горизонтали (азимут);
- размер трубы I- или J-типа, внутренний диаметр, минимальный радиус изгиба при нулевой растягивающей нагрузке;
- данные об операторах амплитудной характеристики для плавучего нефтегазопромыслового сооружения;
- определение поведения при повороте (например, град./м, рад);
- определение фазовых углов (например, град. или рад; опережение или сдвиг по фазе);
- расположение устройства для подвешивания в системе координат плавучего сооружения (см. выше).
Примечание - Шлангокабели, предназначенные для эксплуатации в статических условиях, во временном состоянии при укладке рассматривают как шлангокабели в динамических условиях.
Приложение B
(справочное)
Испытания шлангокабеля
B.1 Программу испытаний разрабатывает изготовитель в составе программы обеспечения качества.
В таблицах В.1-В.8 приведены ссылки на подразделы, содержащие необходимые требования.
Таблица В.1 - Электрические кабели и их элементы
Испытание | Приемо- чные испытания | Приемо- сдаточные испытания элементов | Испытания после транспор- тирования | Приемо- сдаточные испытания шлангокабеля |
Визуальный контроль и контроль размеров | 7.2.9.2 | 7.2.10.2 | - | - |
Измерение сопротивления проводника | 7.2.9.3 | 7.2.10.4 | 7.2.10.13 a) | 11.5 a) |
Измерение сопротивления экрана | 7.2.9.9 | - | - | - |
Измерения сопротивления изоляции | 7.2.9.4 | 7.2.10.5 | 7.2.10.13 b) | 11.5 b) |
Испытания повышенным напряжением постоянного тока | 7.2.9.5 | 7.2.10.6 | - | 11.5 c) |
Испытания повышенным напряжением переменного тока | 7.2.9.6 | - | - | - |
Испытания электрической прочности | 7.2.9.7 | - | - | - |
Измерение частичных разрядов | 7.2.9.8 | - | - | - |
Измерение индуктивности | 7.2.9.11 | 7.2.10.7 | - | 11.5 d) |
Измерение характеристик емкости | 7.2.9.12 | 7.2.10.8 | - | 11.5 d) |
Измерение коэффициента затухания | 7.2.9.13 | 7.2.10.9 | - | 11.5 d) |
Измерения волнового сопротивления | 7.2.9.14 | 7.2.10.10 | - | 11.5 d) |
Измерение переходного затухания на дальнем конце | - | 7.2.10.11 | - | 11.5 e) |
Испытания электроискровым методом | - | 7.2.10.3 | - | - |
Определение неоднородности импеданса | - | 7.2.10.12 | - | 11.5 f) |
Эти испытания выполняют, если предполагается транспортирование элементов с предприятия, на котором они изготовлены, на предприятие, на котором изготавливают шлангокабель. | ||||
Таблица В.2 - Оптические кабели
Испытание | Приемо- чные испытания | Приемо- сдаточные испытания элементов | Испытания после транспор- тирования | Приемо- сдаточные испытания шлангокабеля |
Визуальный контроль и контроль размеров | 7.4.10.2 | 7.4.11.2 | - | - |
Измерение характеристик пропускания и оптических свойств | 7.4.10.3 | - | - | - |
Измерение механических характеристик | 7.4.10.4 | - | - | - |
Испытания на устойчивость к воздействию окружающей среды | 7.4.10.5 | - | - | - |
Испытания на воздействие внешнего давления | 7.4.10.6 | - | - | - |
Рефлектометрия оптических волокон | - | 7.4.11.3 | 7.4.12 | 11.6 |
Эти испытания выполняют, если предполагается транспортирование элементов с предприятия, на котором они изготовлены, на предприятие, на котором изготавливают шлангокабель. | ||||
Таблица В.3 - Полимерные трубы
Испытание | Приемо- чные испытания | Приемо- сдаточные испытания элементов | Испытания после транспор- тирования | Приемо- сдаточные испытания шлангокабеля |
Визуальный контроль и контроль размеров | 7.3.7.3 | 7.3.8.1 | - | - |
Изменение длины при заданном испытательном давлении | 7.3.7.4 | 7.3.8.4 | - | - |
Испытания на герметичность | 7.3.7.5 | - | - | - |
Испытания внутреннего слоя на внутреннее разрывное давление | 7.3.7.6 | 7.3.8.3 | - | - |
Испытания полимерной трубы на внутреннее разрушающее давление | 7.3.7.6 | 7.3.8.5 | - | - |
Проверка на падение давления | - | 7.3.8.6 | 7.3.8.7 | 11.7 a) |
Импульсные испытания | 7.3.7.7 | - | - | - |
Испытания на изгиб при пониженных температурах | 7.3.7.8 | - | - | - |
Испытания на смятие | 7.3.7.9 | - | - | - |
Испытания на объемное расширение | 7.3.7.10 | - | - | - |
Испытания с поворотом концевого фитинга | 7.3.7.11 | - | - | - |
Проверка на совместимость | 7.3.7.12 | - | - | - |
Испытания на проницаемость | 7.3.7.13 | - | - | - |
Гидравлические испытания | - | - | - | 11.7 b) |
Определение динамических характеристик | - | - | - | 11.7 c) |
Испытания на чистоту жидкости | - | - | - | 11.7 d) |
Эти испытания выполняют, если предполагается транспортирование элементов с предприятия, на котором они изготовлены, на предприятие, на котором изготавливают шлангокабель. Дополнительные испытания, выполняемые по специальному требованию заказчика. | ||||
Таблица В.4 - Металлические трубы
Испытание | Приемочные испытания | Приемо- сдаточные испытания элементов | Испытания после транспор- тирования | Приемо- сдаточные испытания шлангокабеля |
Визуальный контроль и контроль размеров | 7.5.8.2 | 7.5.8.2 | - | - |
Испытание на растяжение | 7.5.8.5 | 7.5.8.5 | - | - |
Испытание на сплющивание | 7.5.8.6 | 7.5.8.6 | - | - |
Металлографическое исследование | Приложение H | Приложение H | - | - |
Контроль твердости | 7.5.8.7 | 7.5.8.7 | - | - |
Измерение микротвердости | 7.5.8.8 | - | - | - |
Испытание на раздачу кольца конусом | 7.5.8.9 | 7.5.8.9 | - | - |
Химический анализ | 7.5.8.10 | 7.5.8.10 | - | - |
Стойкость к точечной и щелевой коррозии | 7.5.8.11 | 7.5.8.11 | - | - |
Аттестация технологии сварки | 7.5.8.12 | - | - | - |
Неразрушающий контроль | 7.5.8.13 | 7.5.8.13 | - | - |
Испытание на внутреннее разрушающее давление | 7.5.8.14 | - | - | - |
Испытание внутренним гидростатическим давлением | - | 7.5.8.15 | 7.5.8.15 | 7.5.8.15 |
Гидравлические испытания | - | - | - | 11.8 b) |
Испытания на чистоту жидкости | - | - | - | 11.8 c) |
Эти испытания выполняют, если предполагается транспортирование элементов с предприятия, на котором они изготовлены, на предприятие, на котором изготавливают шлангокабель. | ||||
Таблица В.5 - Шлангокабель
Испытание | Определи- тельные/ приемочные | Приемо- сдаточные испытания элементов | Приемо- сдаточные испытания шлангокабеля |
Визуальный контроль и контроль размеров | - | 11.2 | 11.2 |
Контроль электрической непрерывности в системе ЭХЗ | - | - | 11.3 |
Пробная сборка оконечных устройств | - | - | 11.4 |
Испытания скрутки | 10.2.1 a) | - | - |
Испытание при одновременном воздействии крутящего момента и растягивающего усилия | 10.2.1 b) | - | - |
Испытания жесткости на изгиб | 10.2.1 c) | - | - |
Испытания оконечных устройств на прочность | 10.2.1 d) | - | - |
Испытания при одновременном натяжении и изгибе | 10.2.1 e) | - | - |
Испытания пучка на сжатие/смятие | 10.2.1 f) | - | - |
Определение коэффициента внутреннего/внешнего трения | 10.2.1 g) | - | - |
Испытания пучка на удар | 10.2.1 h) | - | - |
Испытания на динамическую усталость, проверка конструкции шлангокабеля и системы жестких накладок на соответствие ТУ | 10.2.1 i) | - | - |
Определение скорости свободного заполнения водой | 10.2.1 j) | - | - |
Определение уменьшения диаметра и сопротивления смятию поперечного сечения под действием гидростатического давления | 10.2.1 k) | - | - |
Испытания интерфейсов оконечных устройств шлангокабеля | 10.2.1 l) | - | - |
Испытания сростка для ремонта (пучка) | 10.2.1 m) | - | - |
B.2 Программа испытаний, выполняемых в составе разработанной подрядчиком по укладке шлангокабеля программы перегрузки и укладки.
В таблицах B.6-B.9 приведены испытания, выполняемые в составе программы перегрузки и укладки, и ссылки на подразделы настоящего стандарта, содержащие необходимые требования.
Таблица В.6 - Электрические кабели
Испытание | Испытания перед пере- грузкой | Испытания после перегрузки | Испытания в процессе непрерыв- ного контроля | Испытания после протягивания | Испытания после подвеши- вания |
Измерение сопротивления проводника | 14.5.2.1 | 14.11 a) 1) | - | 15.20 a) 1) | 15.21 a) 1) |
Измерения сопротивления изоляции | 14.5.2.2 | 14.11 a) 2) | - | 15.20 a) 2) | 15.21 a) 2) |
Испытания повышенным напряжением постоянного тока | - | 14.11 a) 3) | - | - | - |
Контроль непрерывности проводника | - | - | 15.10.2 | - | - |
Эти испытания требуются только для шлангокабелей, которые находились на хранении более трех месяцев. Требуются для кабелей с напряжением номиналом более 1 кВ. | |||||
Таблица В.7 - Оптические волокна
Испытание | Испытания перед перегрузкой | Испытания после перегрузки | Испытания в процессе непрерыв- ного контроля | Испытания после протягивания | Испытания после подвеши- вания |
Рефлектометрия оптических волокон/затухание | 14.5.3 | 14.11 b) | 15.10.3 | 15.20 b) | 15.21 b) |
Эти испытания требуются только для шлангокабелей, которые находились на хранении более трех месяцев. | |||||
Таблица В.8 - Полимерные трубы
Испытание | Испытания перед перегрузкой | Испытания после перегрузки | Испытания в процессе непрерывного контроля | Испытания после протягивания | Испытания после подвеши- вания |
Испытания под давлением/проверка на падение давления | 14.5.4.2 | 14.11 c) 1) | - | 15.20 c) 1) | 15.21 c) 1) |
Испытания на герметичность | - | - | 15.10.4 | - | - |
Эти испытания требуются только для шлангокабелей, которые находились на хранении более трех месяцев. | |||||
Таблица В.9 - Металлические трубы
Испытание | Испытания перед перегрузкой | Испытания после перегрузки | Испытания в процессе непрерывного контроля | Испытания после протягивания | Испытания после подвеши- вания |
Испытания под давлением | 14.5.4.3 | 14.11 с) 2) | - | 15.20 с) 2) | 15.21 с) 2) |
Испытания на герметичность | - | - | 15.10.4 | - | - |
Эти испытания требуются только для шлангокабелей, которые находились на хранении более трех месяцев. | |||||
Приложение С
(справочное)
Размеры металлических и полимерных труб
В таблицах С.1 и С.2 приведены рекомендуемые размеры полимерных и металлических труб.
Таблица С.1 - Рекомендуемые размеры полимерных труб и расчетное давление
Внутренний диаметр, мм | Расчетное рабочее давление, МПа |
6,3 | 20,7 |
9,5 | 20,7 |
12,7 | 20,7 |
15,9 | 20,7 |
19,0 | 20,7 |
25,4 | 20,7 |
31,8 | 20,7 |
38,1 | 20,7 |
6,3 | 34,5 |
9,5 | 34,5 |
12,7 | 34,5 |
15,9 | 34,5 |
19,0 | 34,5 |
25,4 | 34,5 |
6,3 | 51,7 |
9,5 | 51,7 |
12,7 | 51,7 |
6,3 | 69,0 |
9,5 | 69,0 |
12,7 | 69,0 |
Таблица С.2 - Рекомендуемые размеры металлических труб
Внутренний диаметр, мм |
6,3 |
9,5 |
12,7 |
15,9 |
19,0 |
25,4 |
31,8 |
38,1 |
50,8 |
Приложение D
(обязательное)
Испытания металлических и полимерных труб для определения их характеристик
D.1 Полимерные трубы
D.1.1 Испытания на объемное расширение
D.1.1.1 Испытания на объемное расширение следует выполнять согласно настоящему стандарту и/или ТУ изготовителей (см. также [35] или аналогичные стандарты).
D.1.1.2 Испытания необходимо проводить с применением новой или не подвергнутой старению полимерной трубы.
D.1.1.3 Длина используемого при проведении испытаний образца между концевыми фитингами должна составлять не менее 3 м. Между изготовлением образца трубы и началом испытаний должно пройти не менее 24 ч.
D.1.1.4 Перед началом испытаний необходимо закачать в образец полимерной трубы воду или другую несжимаемую жидкость под расчетным рабочим давлением. Расчетное рабочее давление необходимо поддерживать в трубе в течение пяти дней, один раз в день снижая давление до атмосферного и повышая обратно до расчетного рабочего давления. После завершения пятидневного цикла изменений давления необходимо трижды провести испытания образца на объемное расширение в течение 48 ч в соответствии с процедурой, приведенной в D.1.1.5, и выбрать для последующей оценки области с наибольшим начальным давлением.
D.1.1.5 Испытание на объемное расширение следует проводить для значений давления в диапазоне от величины расчетного рабочего давления до значения, составляющего 10% от расчетного рабочего давления. Шаг понижения давления до достижения уровня 10% от расчетного рабочего давления должен составлять 7,0 МПа. Необходимо аккуратно присоединить к установке для испытания на объемное расширение образец полимерной трубы, исключив возможность скручивания образца. Следует медленно заполнить установку и образец трубы жидкостью, обеспечив выход пузырьков воздуха.
За 1 ч ±5 мин до испытаний на объемное расширение необходимо поднять давление в испытательном образце до расчетного рабочего давления ±5%, повышая давление с равномерной скоростью, и убедиться, что в бюретке установился правильный уровень жидкости.
При достижении расчетного рабочего давления следует открыть регулирующий клапан и обеспечить возможность регулируемого сброса давления из полимерной трубы в бюретку, пока не будет достигнут следующий уровень давления. Следует закрыть регулирующий клапан и зафиксировать данные о вытесненном в бюретку объеме жидкости.
Процедуру следует повторить для остальных предварительно выбранных уровней давления с периодом (45±5) с между каждым шагом снижения давления. При необходимости следует подкачать жидкость для поддержания давления на заданном уровне. Результаты измерений в ходе испытаний на объемное расширение следует фиксировать в течение 5 с до достижения следующего замеряемого уровня жидкости.
D.1.1.6 Результаты измерений, полученные при замерах на бюретке, могут быть представлены в виде измеренного объемного расширения или истинного объемного расширения и выражены в кубических сантиметрах на метр или в виде относительного изменения объема.
Измеренное объемное расширение представляет собой объем собранной в бюретке жидкости без поправки, т.е. без вычета из результата измерений рассчитанного изменения объема испытательной жидкости, обусловленного изменением давления. Истинное объемное расширение представляет собой объем собранной в бюретке жидкости, показывающий изменение объема, вызванное свойствами полимерной трубы.
Примечания
1 Для последовательного учета вязкоупругих характеристик полимерной трубы требуется указание периода времени, необходимого для измерения объема вытесняемой жидкости из образца полимерной трубы. Основной объем жидкости вытекает из трубы за несколько секунд, однако требуется дополнительное время для вытекания остатка жидкости.
2 Существует различие в измерениях объемного расширения, проводимых с короткими и длительными интервалами времени. Серия измерений при испытаниях на объемное расширение, выполненных со значительно отличающимся временем вытеснения жидкости, имеет сильное расхождение результатов измерений. Возможно небольшое различие в наклоне кривой зависимости объемного расширения от давления при различном времени вытеснения жидкости. По этой причине для того, чтобы получить сопоставимые результаты измерений и обеспечить наилучшую точность измерений при испытаниях на объемное расширение, принимают фиксированное время вытеснения жидкости.
D.1.2 Испытания под давлением и проверка на падение давления
На рисунке D.1 показана схема установки для проведения испытания под давлением/проверки на падение давления и зависимость давления от времени при проведении испытаний под давлением и проверки на падение давления (см. 7.3.8.6).
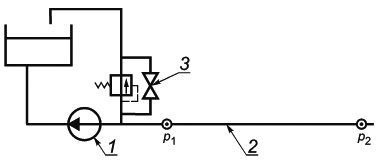 |
a) Установка для испытания
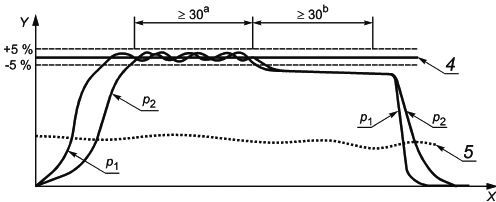 |
b) Зависимость давления от времени в процессе испытаний
_________________
Рисунок D.1 - Схема установки для проведения испытания под давлением/проверки на падение давления и зависимость давления от времени при проведении испытаний
D.1.3 Динамические испытания полимерных труб
D.1.3.1 Общие положения
Данный метод испытаний устанавливает процедуру определения динамических характеристик полимерной трубы. При проведении испытания осуществляют моделирование аварийного останова подводного оборудования и формируют данные для моделирования гидравлических характеристик. Испытания следует выполнять на выбранной для этого полимерной трубе (трубах) в составе готового шлангокабеля, размещенного на барабане или карусели. Схема установки для проведения испытаний показана на рисунке D.2.
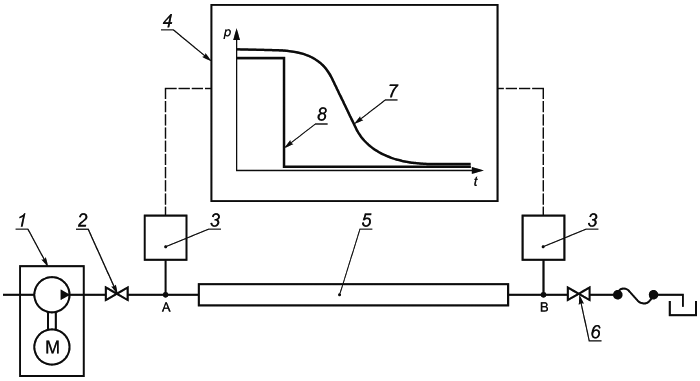 |
1 - гидравлическая система; 2 - питающий клапан; 3 - преобразователь давления; 4 - ленточный самописец для регистрации зависимости давления от времени; 5 - шлангокабель; 6 - воздуховыпускной клапан; 7 - кривая зависимости на конце A; 8 - кривая зависимости на конце B
Рисунок D.2 - Схема установки для проведения динамических испытаний полимерных труб
D.1.3.2 Процедура испытаний
Испытанию подлежат полимерные трубы в составе шлангокабеля, по которым транспортируется гидравлическая жидкость системы управления. Каждая выбранная для проведения испытаний полимерная труба должна быть последовательно подсоединена к гидравлической системе и заполнена жидкостью, используемой в системе управления. Необходимо подобрать размер выпускного клапана и перемычки, соединяющей впускной клапан с расширительным баком для жидкости, для минимизации сопротивления сбрасываемому в резервуар потоку.
Эта процедура должна быть повторена еще дважды для каждой подвергаемой испытанию полимерной трубы в составе шлангокабеля.
После удаления воздуха из полимерной трубы следует закрыть выпускной клапан на удаленном конце шлангокабеля. Давление в полимерной трубе следует поднять до расчетного рабочего давления со скоростью не более 1 МПа/мин и выдержать в течение 5 мин ±10 с для стабилизации давления. После чего давление следует повторно поднять до расчетного рабочего давления и выждать до стабилизации давления. Эту процедуру следует повторять до тех пор, пока давление на концах A и B полимерной трубы не будет соответствовать друг другу в пределах 2% и максимальному рабочему давлению в пределах 3% на протяжении 5 мин ±10 с.
По завершении периода окончательной стабилизации при закрытом питающем клапане на подводящем конце шлангокабеля и при работающем регистрирующем устройстве следует быстро открыть выпускной клапан.
Регистрирующее устройство должно работать до тех пор, пока давление на конце А не сравняется с давлением на конце B и будет находиться в пределах 1% или пока давление на конце А не перестанет снижаться.
В процессе испытаний необходимо регистрировать данные о температуре воздуха и температуре используемой для испытания жидкости.
D.2 Испытания жесткости на изгиб
D.2.1 Образец, отрезанный от изготовленного шлангокабеля, может быть подвергнут серии изгибающих воздействий для определения его жесткости. Для шлангокабелей, содержащих полимерные трубы, данные о жесткости должны быть получены для следующих условий:
a) полимерные трубы, находящиеся под давлением, рекомендованным для укладки шлангокабеля;
b) полимерные трубы, находящиеся под давлением с общим значением, установленным в ТУ изготовителя.
Для шлангокабелей, эксплуатируемых в статическом режиме, должно применяться условие a), а для шлангокабелей, эксплуатируемых в динамическом режиме, должно применяться условие b).
D.2.2 Измерение жесткости на изгиб следует проводить на образце, минимальная длина которого составляет не менее чем один шаг скрутки.
Пример схемы испытаний (допускается использовать другие схемы испытаний, например при испытаниях на трехточечный изгиб) включает следующее:
a) один конец образца шлангокабеля должен быть закреплен с фиксацией всех входящих в шлангокабель элементов;
d)* к другому концу образца шлангокабеля должна прикладываться пошагово увеличиваемая изгибающая поперечная нагрузка. Через (30±5) с после приложения нагрузки необходимо определять деформацию при изгибе;
c) увеличение нагрузки следует проводить с интервалом не более (30±5) с.
Уменьшение нагрузки следует выполнять аналогично.
D.2.3 Должен быть выполнен расчет жесткости на изгиб и получен осевой момент сопротивления сечения для заданной длины образца. Кроме того, необходимо:
a) повторять циклы изгиба до формирования упругого гистерезиса;
b) отобразить на графике петли гистерезиса с зависимостью деформации от нагрузки;
c) использовать результаты для проверки используемых при проектировании программных средств.
Приложение E
(справочное)
Испытания на усталость
Е.1 Режимы испытаний должны соответствовать ТУ изготовителя с учетом параметров укладки и эксплуатации шлангокабеля. Испытания должны быть спланированы таким образом, чтобы посредством анализа результатов был подтвержден требуемый срок эксплуатации шлангокабеля с запасом на возможные неопределенности, возникающие при проектировании.
В процессе верификации шлангокабеля, предназначенного для работы в статических условиях, должно быть показано, что его конструкция может выдержать нагрузки, приложенные, главным образом, в процессе укладки. Как правило, наиболее критичной областью является участок шлангокабеля в точке его выхода за борт судна в процессе укладки, где он подвержен значительным растягивающим и изгибающим нагрузкам. Должен быть проведен специальный анализ для определения наиболее критичной области.
В результате испытаний должно быть подтверждено, что шлангокабель соответствует требованиям ТУ изготовителя в отношении продолжительности и/или числа циклов нагружения, необходимых для подтверждения требуемого срока службы.
Если нахождение в изогнутом состоянии является критическим режимом для шлангокабеля, испытания для определения сопротивления усталости в процессе укладки следует проводить для репрезентативного образца шлангокабеля, который подвергается повторяющемуся изгибу с заданным радиусом и выпрямлению при одновременном действии растягивающей нагрузки. Приложенная нагрузка и частота повторения изгиба должны соответствовать планируемым условиям в процессе укладки. Образец должен выдержать заданное число изгибов без ухудшения функциональных характеристик шлангокабеля или разрушения его элементов. Если элементы были собраны в пучок с применением технологии с изменением направления раскладки, область шлангокабеля, подвергаемая изгибу, должна охватывать участок с изменением направления раскладки элементов.
Для шлангокабеля, предназначенного для работы в динамических условиях, должна быть проведена проверка, подтверждающая способность конструкции выдерживать растягивающие и изгибающие нагрузки, которым подвергается шлангокабель на протяжении всего срока эксплуатации. В зависимости от конфигурации после укладки и параметров качки нефтегазопромыслового сооружения шлангокабель может подвергаться нагрузкам в различных сочетаниях, которые могут включать следующие режимы нагружения:
a) значительная осевая нагрузка при малых углах изгиба;
b) незначительная осевая нагрузка при больших углах изгиба;
c) значительная осевая нагрузка при больших углах изгиба;
d) незначительная осевая нагрузка при малых углах изгиба.
При эксплуатации на небольших глубинах на шлангокабель оказывают воздействие незначительные осевые нагрузки при больших углах изгиба в точке подвешивания на плавучем нефтегазопромысловом сооружении. При эксплуатации в глубоководных районах на шлангокабель оказывают воздействие, как правило, значительные осевые нагрузки при малых углах изгиба. Другие режимы нагружения могут иметь место как результат формирования специальной конфигурации шлангокабеля при укладке, например при использовании среднеглубинного свода. В результате шлангокабель, эксплуатируемый в динамических условиях, может подвергаться воздействию широкого диапазона внешних переменных нагрузок, что должно быть учтено при разработке режима испытаний. Результат влияния таких переменных нагрузок на осевую нагрузку в шлангокабеле и величину изгиба, как правило, определяют с помощью анализа системы после укладки. На основе результатов этого анализа следует разработать таблицу условий проведения испытаний для определения механизма усталостного разрушения (см. пример, приведенный в таблице E.1).
Результаты анализа могут показать, что при очень малых величинах углов отклонения может возникать существенное число циклов изгиба. При таких величинах углов отклонения уровень циклических нагрузок в электрических проводниках и стальной проволоке может быть настолько мал, что может не определяться на кривых усталости. В данном случае должна быть рассмотрена необходимость проведения испытаний на усталостное разрушение при малых углах отклонения. Режим испытаний должен воспроизводить уровень усталостного повреждения шлангокабеля, который может возникать на протяжении его срока службы.
Для подтверждения усталостных характеристик шлангокабеля в районе его выхода с плавучего сооружения шлангокабель необходимо испытать на изгиб под действием растягивающей нагрузки с заделкой концевого фитинга. Если при эксплуатации концевой фитинг с заделкой имеет жесткие накладки или другие средства ослабления натяжения, то испытательный образец должен обладать аналогичной конструкцией.
Длина образца шлангокабеля должна определяться из расчета того, что образец должен содержать значительное число участков скрутки и шагов навивки каждого элемента шлангокабеля для точного моделирования процессов трения и износа между различными элементами шлангокабеля.
Рекомендуется, чтобы схема испытаний обеспечивала моделирование, непрерывный контроль и регистрацию функциональных нагрузок в критических с точки зрения усталостного разрушения местах, определенных по результатам общего анализа характеристик конструкции для рабочих параметров шлангокабеля (давление, температура и т.п.). Необходимо контролировать следующие параметры:
- изменения динамического натяжения и динамического изгиба конструктивных элементов шлангокабеля, определяемые в общем анализе характеристик конструкции;
- электрическую непрерывность каждого электрического кабеля;
- оптическую целостность оптического кабеля;
- другие рабочие параметры, например температуру.
Необходимо предусмотреть возможность остановки цикла испытаний на испытательной установке, если отслеживаемые функциональные характеристики выходят за предварительно определенные пороговые значения.
Отчет по результатам испытаний должен включать сведения о схеме и калибровке испытательной установки, схему измерения деформаций (если применимо) и результаты измерений, процедуры испытаний, результаты испытаний, выполненных на каждом ключевом этапе, результаты проверки после проведения испытаний, расчеты сопротивления усталости и сведения о критической с точки зрения сопротивления усталости области на основе значений фактической нагрузки при испытаниях.
Таблица E.1 - Пример таблицы проведения испытаний шлангокабелей, работающих в динамических условиях, на усталостное разрушение при изгибе
Блок (этап) испытаний | Нагрузка, кН | Число циклов | Угол отклонения, град. | Период, с | Продолжительность, сут (если не предусмотрено иное) |
A | 250 | 1,45 ·10 | ±2 | 4 | 66,7 |
B | 260 | 5,1 ·10 | ±3 | 4 | 23,5 |
C | 280 | 4 ·10 | ±4 | 5 | 23,0 |
D | 300 | 2,5 ·10 | ±5 | 6 | 17,3 |
E | 320 | 1,7 ·10 | ±6 | 8 | 15,6 |
F | 350 | 2,15 ·10 | ±8 | 10 | 24,7 |
G | 400 | 2500 | От 0 до +10 | 10 | 0,3 |
H | 400 | 2500 | От 0 до -20 | 10 | 0,3 |
Итого | - | 3 ·10 | - | - | 5,7 мес |
Примечание - Значения нагрузки, углов, числа циклов и периодов приведены в качестве примера. На практике рекомендуется, чтобы они были получены по результатам анализа. | |||||
Приложение F
(справочное)
Анализ действия нагрузок
F.1 Анализ прочности
F.1.1 Общие положения
Шлангокабели являются гибкими конструкциями, в которых при изгибе возникают относительные смещения элементов. Это усложняет описание поведения конструкции при сочетании нагрузок вследствие взаимосвязи внутренних сил, возникающих при натяжении и скручивании, и сопутствующего им трения в соприкасающихся поверхностях.
При небольших растягивающих и крутящих нагрузках внутренние силы и сопротивление трению относительно сдвига, как правило, малы, а в реакции конструкции на изгиб преобладает упругая деформация. Однако в динамических условиях на большой и сверхбольшой глубине при значительном натяжении со стороны плавучего сооружения силы давления в точках контакта и сопротивление трению могут стать значительными и вызывать дополнительные осевые напряжения, а также износ и истирание, что необходимо принимать в расчет при оценке сопротивления усталости.
Коррозионное истирание может возникать в зоне контакта металлических поверхностей при наличии существенного контактного давления в сочетании с переменными напряжениями, при которых контактные поверхности находятся в режиме прерывистого перемещения. Это создает условие для возникновения трещин на контактной поверхности и, как следствие, ухудшает усталостные характеристики элементов. Коррозионное истирание может быть принято в расчет при испытаниях для определения зависимости между напряжением и числом циклов до разрушения при заданной нагрузке и внешних условиях. При перемещении всех контактных поверхностей относительно друг друга возникает коррозионно-механический износ, в результате чего уменьшается площадь конструкции элементов и увеличиваются напряжения в них.
Трение также оказывает влияние на общие характеристики поперечного сечения, что приводит к изменению соотношений между моментом и изгибом, а также связанной с ними жесткостью поперечного сечения, и демпфирующими свойствами, которые учитывают в общем динамическом анализе. Как правило, влияние трения, износа и коррозионного истирания становится более существенным при увеличении глубины моря (с возрастанием приложенной растягивающей нагрузки).
F.1.2 Обзор методов анализа прочности конструкции
F.1.2.1 Методы анализа прочности шлангокабелей охватывают диапазон от простых аналитических методов до детального анализа с использованием метода конечных элементов. Присущие этим методам допущения в отношении поведения конструкции зависят от прикладываемых нагрузок.
F.1.2.2 Для анализа нагрузок от растяжения и кручения, как правило, принимают допущение об отсутствии относительного сдвига между элементами в осевом направлении, т.е. допускается, что все подверженные воздействию нагрузок элементы двигаются в одной и той же поперечной плоскости. Тогда жесткость поперечного сечения, включая нагрузку, распределяемую между каждым элементом, может быть рассчитана путем построения модели приложенного усилия от натяжения и кручения в сочетании с геометрическими параметрами, шагом витка, площадью поперечного сечения и свойствами материала. Модели определения реакции на натяжение и скручивание разделяют следующим образом:
- аналитические уравнения, основанные на допущении об отсутствии свободного пространства между элементами конструкции;
- методы численного моделирования с применением компьютерных программ, в которых шлангокабель рассматривают как совокупность концентрических слоев, а расчет влияния пустот и сил в радиальном направлении выполняют методом последовательных приближений с учетом геометрических параметров, кинематических характеристик и свойств материалов; делают допущение о равномерном распределении контактного давления на каждом слое, что означает необходимость оценки влияния локальной раздавливающей нагрузки отдельно от контактных давлений;
- двумерные и трехмерные модели, построенные методом конечных элементов, в которых каждый элемент в поперечном сечении рассматривают отдельно, а внутренние силы реакции учитывают на уровне элементов; эффект от локальных радиальных нагрузок при контакте как результат внутренних реакций при взаимодействии между элементами, учитывают сразу в модели либо его оценивают отдельно.
F.1.2.3 При анализе реакции на внешние нагрузки (такие как раздавливающие нагрузки при укладке) модели подразделяют:
- на аналитические математические модели, основанные на консервативном допущении о распределении нагрузки между элементами;
- математические модели, построенные с применением метода конечных элементов, включающие построение полной модели условий контакта с учетом геометрических параметров элементов и свойств материалов.
F.1.2.4 Реакция при изгибе является более сложной вследствие возникновения относительного сдвига элементов. Поведение элементов шлангокабеля при изгибе может быть разделено на следующие два режима:
- режим зацепления, когда плоские поверхности остаются плоскими, как в традиционной теории изгиба балки; это состояние является определяющим до тех пор, пока напряжение сдвига между элементами на нейтральной оси шлангокабеля не будет превышать сопротивление трения, определяемое коэффициентом трения и силами внутренней реакции от воздействия натяжения и кручения или внешних нагрузок;
- режим относительного перемещения, когда сопротивление трения превышено и имеет место относительный сдвиг; в случае изгиба с постоянной кривизной это означает, что спирально намотанные элементы двигаются под действием относительного сдвига от сжатой стороны к растянутой стороне шлангокабеля.
F.1.2.5 Описанное выше состояние приводит к появлению напряжений трения, которые суммируются с напряжением упругого изгиба, возникающего во всех элементах. При небольшом натяжении и скручивании при эксплуатации шлангокабеля на небольших глубинах воды внутренние силы реакции и напряжение трения, как правило, малы. В данном случае состояние определяется упругим изгибом, и расчет связанных с ним напряжений может быть выполнен с помощью аналитических методов, основанных на дифференциальной геометрии. При значительном натяжении шлангокабеля в расчетах усталости необходимо учитывать влияние трения, а также возможное влияние коррозионного истирания и износа. Модели расчета относительного сдвига и напряжения трения подразделяют:
- на аналитические модели, в которых применяют допущение о постоянстве кривизны, а расчет упругого изгиба и относительного сдвига основан на дифференциальной геометрии, оценка напряжения трения основана на силе трения на одной четверти шага намотки каждого элемента скрутки, т.е. напряжение трения рассматривают как гармоническую функцию с максимальными растягивающими и сжимающими напряжениями на растянутой и сжатой сторонах шлангокабеля;
- методы численного моделирования с применением компьютерных программ, в которых расчет контактного давления, обусловленного натяжением и кручением, выполняют методом последовательных приближений, контактное давление принимают в качестве граничного условия при расчете сил трения, а учет влияния упругого изгиба основан на дифференциальной геометрии и применении аналогичного описанному выше допущения об учете одной четверти шага намотки при расчете напряжений трения;
- двумерные и трехмерные модели, построенные методом конечных элементов, учитывающие влияние всех значимых физических факторов, включая произвольные профили кривизны, в которых уравнение равновесия под действием всех нагрузок решается для каждого элемента.
F.1.2.6 Все рассмотренные выше модели могут быть настроены посредством сравнения данных расчетов и экспериментальных данных натурных испытаний. Особое внимание следует уделять калибровке расчетной модели для условий динамического применения шлангокабеля, когда растягивающая нагрузка и/или углы отклонений превышают значения, имевшие место в предшествующих условиях эксплуатации. В этом случае необходимо уделить особое внимание двум видам воздействий: отмеченному выше трению между внутренними элементами шлангокабеля и возможным концевым эффектам, которые возникают вследствие изменения градиента кривизны по шагу намотки элементов скрутки или из-за ограниченной длины от изогнутого участка до концевого фитинга. Указанные эффекты могут приводить к значительному увеличению динамических напряжений, учитываемых в расчетах на усталость, которые необходимо обосновать испытаниями конструкции шлангокабеля, либо с помощью применения моделей, в которых учитывают указанные эффекты.
В таблице F.1 приведены различные подходы к проведению анализа конструкции шлангокабеля.
Таблица F.1 - Подходы к анализу конструкции шлангокабеля
Растягивающие и крутящие нагрузки | Внешние нагрузки | Изгиб |
Аналитические методы, предполагающие отсутствие свободного пространства в конструкции | Аналитические методы, основанные на консервативном допущении о распределении нагрузки | Аналитические методы, основанные на допущении о постоянной кривизне при расчете упругого изгиба и влияния трения |
Методы численного моделирования с применением компьютерных программ, в которых делают допущение, что шлангокабель состоит из концентрических слоев, а расчет радиальных эффектов и учет влияния свободного пространства выполняют методом последовательных приближений | Моделирование методом конечных элементов, при котором в модели используют геометрические параметры внутренней конструкции, а влияние сил внутренней реакции при взаимодействии между элементами и их деформацию учитывают на уровне отдельного элемента | Трехмерные модели, построенные методом конечных элементов, в которых решается уравнение равновесия под действием всего комплекса нагрузок с учетом произвольной кривизны и концевых эффектов |
Моделирование методом конечных элементов, при котором радиальные эффекты и влияние свободного пространства между элементами учитывают на уровне элементов | - | - |
Основное ограничение аналитических методов для расчета изгибающих напряжений относится к концевым эффектам, которые могут иметь место вследствие сочетания градиентов изгиба и/или малых углов навивки у элементов с витой скруткой. | ||
F.1.3 Верификация методов анализа прочности конструкции шлангокабеля
Методы анализа прочности конструкции следует верифицировать с помощью испытаний. Такие испытания могут быть распределены по группам, как это представлено в таблице F.2.
Таблица F.2 - Верификация методов анализа прочности конструкции
Цель испытаний | Объект испытаний |
Верификация модели распределения нагрузки, обусловленной растягивающими и скручивающими воздействиями | a) Измерения при испытании продольной жесткости и жесткости при кручении: - осевая деформация как функция приложенной осевой нагрузки. Для подтверждения связи между натяжением и кручением применяют два варианта: либо один конец имеет возможность свободного вращения и измеряют связанную с ним деформацию кручения, либо оба конца закреплены без возможности вращения и измеряют соответствующий крутящий момент; - деформация кручения как функция приложенного крутящего момента. Для подтверждения связи между натяжением и кручением применяют два варианта: либо один конец имеет возможность свободного перемещения в осевом направлении так, что может быть измерена связанная с ним продольная деформация, либо для обоих концов ограничена возможность перемещения вдоль оси так, что может быть измерена соответствующая растягивающая нагрузка. b) Тензометрические испытания, при которых датчики для измерения деформации размещают на отдельно взятых элементах, а деформацию измеряют для указанных выше режимов нагрузки |
Верификация модели оценки раздавливающей нагрузки | Испытания на смятие, при которых шлангокабель подвергают максимальной нагрузке, имеющей место в процессе укладки и эксплуатации, включая соответствующее геометрическое распределение нагрузки |
Верификация модели изгибающих напряжений | а) Испытания жесткости на изгиб, при которых измеряют соотношение между моментом и кривизной, планируя схему проведения испытаний таким образом, чтобы одновременно могли быть приложены растягивающие и крутящие нагрузки, а оценку влияния трения и концевых эффектов можно было выполнить по получившейся в результате диаграмме зависимости кривизны от момента |
б) Тензометрические испытания, при которых элементы шлангокабеля оборудованы датчиками для измерения деформации, а шлангокабель подвергают комбинированному нагружению, включающему натяжение, кручение и изгиб. Концевые эффекты могут быть учтены в испытаниях за счет установки концевых фитингов на обоих концах таким образом, чтобы элементы шлангокабеля были неподвижно закреплены в осевом направлении | |
Верификация модели напряженного состояния и развития усталости | Испытания на усталостное разрушение, при которых шлангокабель подвергают комбинированному нагружению, включающему натяжение, скручивание и изгиб |
F.2 Сравнение вариантов конструкции шлангокабеля
Анализ прочности конструкции является эффективным средством для оценки уровня внедрения новых технологий в конструкциях шлангокабеля. По отношению к усталостным эксплуатационным свойствам при оценке необходимости и объема определительных испытаний должны быть рассмотрены, как минимум, следующие параметры:
- максимальное натяжение и максимальный изгиб;
- максимальный уровень напряженного состояния элемента из-за натяжения и изгиба;
- контактное давление между элементами в конструкции шлангокабеля;
- схема расположения элементов шлангокабеля в поперечном сечении и угол навивки;
- механические и коррозионные свойства материалов.
Для оценки напряжений от натяжения и изгиба и контактного давления допускается применять любой аттестованный аналитический метод согласно F.3.
F.3 Анализ подходов к выполнению анализа усталостных характеристик
F.3.1 Для выполнения анализа усталостных характеристик допускается применять альтернативные подходы, показанные на рисунке F.1.
Из общего анализа определяют классы по растягивающему напряжению и изгибу или классы по растягивающему напряжению и изменениям концевых углов. Для верификации усталостных характеристик для заданных условий применения в различных подходах необходимо:
- применять результаты общего анализа в качестве основы для натурных испытаний опытного образца для моделирования срока службы шлангокабеля;
- применять результаты локального анализа, чтобы преобразовать воздействие общей нагрузки в напряжение и деформацию и объединить с данными зависимости напряжений от числа циклов до разрушения на уровне элементов для расчета усталостного разрушения.
Допускается применять различные подходы для расчета местных напряжений и усталостного разрушения для временных последовательностей реакции на напряжение натяжения и изгиб, либо на напряжение натяжения и концевой угол. Вариант "напряжение натяжения и изгиб" применяют в случае, когда концевые эффекты являются небольшими, или концевой эффект учитывают благодаря масштабному фактору. Масштабный фактор может являться функцией от величины изгиба и поэтому необходимо рассматривать соответствующий диапазон величин изгиба. В случае, когда концевые эффекты описывают трехмерными моделями, требуется наличие необходимых статистических данных о нагружении в зависимости от напряжения натяжения и конечных углов из общего анализа.
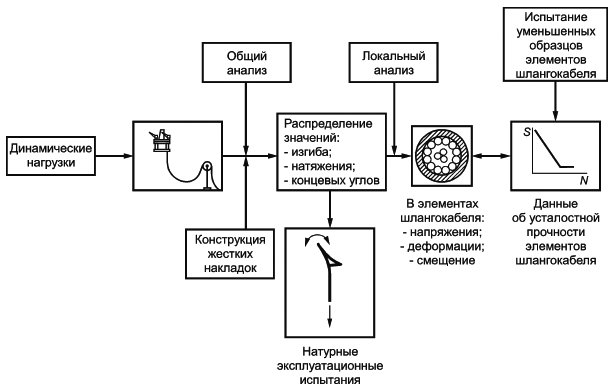 |
Рисунок F.1 - Схема анализа усталостных характеристик
F.3.2 Для расчета усталостного разрушения допускается применять различные процедуры с использованием методов, описанных в F.3.1. К ним относят:
a) общий анализ, основанный на модели регулярных волн, в котором классы реакции на изгиб и натяжение применяют в качестве исходных данных для анализа местных напряжений;
b) общий анализ, основанный на модели нерегулярных волн, в котором определяют временные ряды растягивающей и изгибающей нагрузки, с дальнейшей обработкой этих временных рядов для расчета напряжений и усталости с применением следующих альтернативных подходов;
c) преобразование временных рядов общей реакции на натяжения и изгиб во временные ряды напряжений с помощью верифицированной аналитической формулы и прямой расчет усталостного разрушения посредством обработки временных рядов;
d) применение совместного распределения значений натяжения и изгиба и определение классов по изгибу и соответствующему напряжению от натяжения путем обработки временных рядов, например с использованием метода "дождя" в соответствии с ГОСТ 25.101; затем классы реакции могут быть применены в качестве исходных данных для расчета напряжений аналитическими или численными методами;
e) классы реакции, которые могут быть определены с применением альтернативных подходов:
1) если изменения напряжения натяжения незначительны (т.е. изменение напряжений, обусловленных натяжением, незначительно по отношению к усталости), среднее значение напряжения натяжения может применяться для всех классов изменения изгиба;
2) если изменение напряжения натяжения умеренное (т.е. изменение изгиба все еще является определяющим), может быть установлено соотношение между напряжением натяжения и изгибом посредством регрессионного анализа;
3) если результат воздействия от изменения натяжения имеет величину того же порядка, что и результат воздействия от изменения изгиба, необходимо построить обработку временного ряда на основе выбора в качестве основной величины либо напряжения натяжения, либо изгиба, чтобы получить классы одновременно изменяющегося напряжения натяжения и изгиба;
4) процедуры совместного распределения, которые также применяют в случае использования подхода "напряжение от натяжения и концевой угол".
F.3.3 В общем случае необходимо исследовать различные положения в поперечном сечении шлангокабеля и вдоль шлангокабеля для выявления наиболее неблагоприятного участка. Для учета влияния направления действия нагрузок от воздействия факторов окружающей среды допускается применять различные допущения:
- на основе диаграмм повторяемости волн и направлений определяют наихудшее направление и делают допущение на основе консервативного подхода, что в этом направлении приложены напряжения всех классов. В этом случае проверяемые положения поперечных сечений ограничивают одной плоскостью;
- направленность воздействий принимают в расчет полностью, чтобы распределить усталостное разрушение по поперечному сечению. Для этого требуется определить состояние моря для ряда направлений на основе диаграмм повторяемости волн и направлений. Для каждого направления применяют подход на основе регулярной или нерегулярной модели. Вместе с тем необходимо трехмерное представление модели напряженного состояния и развития усталости для распределения усталости в поперечном сечении. Необходимо определение изгиба по двум осям, и в то же время необходимо трехмерное представление изменения угла.
F.4 Методы общего анализа результатов воздействия нагрузок
F.4.1 Общие положения
F.4.1.1 Цель общего анализа воздействия нагрузок заключается в определении всех статических и динамических характеристик конструкции системы шлангокабеля. В таком анализе формируют полное представление о соотношении "результирующая сила/сдвиг" (осевая нагрузка в зависимости от осевого удлинения, изгибающий момент в зависимости от величины изгиба, крутящий момент в зависимости от угла закручивания) в поперечном сечении.
Результаты общего анализа воздействия нагрузок могут быть сгруппированы по следующим основным категориям:
- результирующие силы в поперечном сечении (эффективное натяжение, изгибающие моменты, крутящий момент);
- общие параметры отклонения шлангокабеля (изгиб, относительное удлинение, угол изгиба);
- общие параметры положения шлангокабеля (координаты, расстояние до других конструкций, положение точки касания морского дна, местоположение на морском дне точки, от которой начинается неподвижный участок шлангокабеля, и т.д.);
- удерживающие усилия в точках крепления к жестким конструкциям (например, результирующая сила и моменты на конце жесткой накладки).
F.4.1.2 Эти результаты количественного анализа реакции принимают как выходные данные общего анализа райзера. Кроме того, особую важность для конструкции шлангокабеля представляют следующие случаи комбинированной (т.е. одновременной) реакции:
- реакция на комбинированное воздействие "эффективное натяжение - изгиб", являющаяся основой для оценки прочности конструкции шлангокабеля, а также расчета усталостного напряжения для отдельно взятых элементов в поперечном сечении;
- реакция на комбинированное воздействие "эффективное напряжение - относительный угол" в непосредственной близости от точки крепления, являющаяся основой для проектирования устройств для ограничения изгиба шлангокабеля (например, жесткие накладки или раструб) при креплении к конструкции.
Статический анализ следует выполнять с применением полностью нелинейного подхода. Несколько альтернативных вариантов может быть использовано при последующем проведении динамического анализа, повторно начиная с состояния статического равновесия. Исследование нелинейности является отличительной особенностью среди имеющихся методов динамического анализа. Знание определяющих нелинейных характеристик для фактической системы, а также исследование нелинейности в принятых методах анализа является решающим для точности, а следовательно, и для выбора подходящего подхода к выполнению анализа. Обзор применяемых методов динамического анализа с использованием конечно-элементной модели представлен в таблице F.3.
Таблица F.3 - Методы численного моделирования с применением метода конечных элементов
Метод | Нелинейность | |
Нагрузка от факторов окружающей среды | Конструкция | |
Нелинейный анализ во временной области (NTD) | Нагружение Моррисона. Интеграция с фактической отметкой поверхности | Геометрическая жесткость. Нелинейное поперечное сечение. Контакт с морским дном. Поверхность контакта (например, раструб). Большое пространственное вращение |
Линеаризованный анализ во временной области (LTD) | Линеаризована у положения статического равновесия | |
Анализ в частотной области (FD) | Линеаризована у положения статического равновесия (стохастическая линеаризация в случае нерегулярного возмущения) | |
Пространственная конфигурация шлангокабеля, подсоединенного к плавучему нефтегазопромысловому сооружению и эксплуатируемого в динамических условиях, как правило, может меняться. Это означает, что качка плавучего сооружения компенсируется изменением пространственной конфигурации шлангокабеля в толще воды. Такие системы, как правило, имеют отчетливо выраженные нелинейные характеристики. Следовательно, анализ в нелинейной временной области следует рассматривать в качестве основного метода анализа для шлангокабеля. Для анализа в нелинейной временной области следует допускать неограниченное перемещение и пространственное вращение шлангокабеля.
Анализ в линеаризованной временной области и анализ в частотной области допускается применять при условии, что применимость такого анализа подтверждена в процессе верификации относительно анализа в нелинейной временной области.
F.4.1.3 Основную динамическую нагрузку на шлангокабели в условиях эксплуатации определяют волнением и связанной с ним качкой плавучего нефтегазопромыслового сооружения. Волнение в анализе может быть регулярное или нерегулярное. Регулярное волнение возникает в результате детерминированной гармонической волны с заданным периодом и амплитудой. Нерегулярное волнение возникает в результате стохастической волны, генерируемой из заданного спектра волн. Необходимо применять один из следующих методов или их сочетание:
- анализ во временной области для условий нерегулярного волнения;
- анализ во временной области для условий регулярного волнения;
- анализ в частотной области для условий нерегулярного волнения.
F.4.1.4 Изменение периода волн следует рассматривать в процессе анализа для условий регулярного и нерегулярного волнения с целью определения наиболее неблагоприятных условий нагружения. Это особенно важно при анализе в условиях регулярного волнения, который может иметь значительные систематические погрешности для динамически чувствительных систем. Изменение периода волны следует выполнять с учетом:
- статистической изменчивости периода волны;
- частоты собственных колебаний системы шлангокабеля;
- пиковых значений передаточной функции качки плавучего нефтегазопромыслового сооружения;
- зависимости периода колебаний от интенсивности нагрузки, например нагрузки в зоне заплеска в условиях возмущенного движения.
Необходимо подтвердить, что продолжительность временного интервала, принятого при проведении анализа для нерегулярного временного интервала, достаточна для получения оценки воздействия экстремальных нагрузок с достаточной статистической достоверностью. Это особенно важно при сочетании волновых нагрузок и низкочастотных нагрузок. Для проведения анализа можно использовать метод, приведенный в [5].
Применимость упрощенного моделирования и/или методов анализа должна быть подтверждена более совершенным моделированием и/или анализом для нескольких расчетных случаев. В частности, для характерных (критических) условий нагружения должна быть предусмотрена валидация согласно таблице F.4.
Таблица F.4 - Методы валидации методов анализа
Применяемый метод анализа | Метод валидации |
Линеаризованный анализ во временной области | Нелинейный анализ во временной области |
Анализ в частотной области | Анализ во временной области |
Анализ регулярных волн | Анализ нерегулярных волн |
F.4.2 Моделирование поперечного сечения в общем анализе
Как отмечено в F.1-F.3, шлангокабель может иметь довольно сложные общие характеристики поперечного сечения при изгибе вследствие скачкообразного изменения реакции на изгиб, обусловленного контактными нагрузками и трением между элементами шлангокабеля. Это приводит к гистерезисным характеристикам взаимосвязи между моментом и изгибом в поперечном сечении, которые зависят от среднего значения натяжения шлангокабеля. Общие характеристики поперечного сечения типового шлангокабеля могут быть обобщены следующим образом:
- различные демпфирующие свойства конструкции связаны с осевой деформацией, деформацией кручения и изгиба шлангокабеля;
- продольную и крутильную жесткость можно рассматривать как постоянную для заданного натяжения шлангокабеля;
- демпфирование конструкции, связанное с осевой деформацией и деформацией кручения, может быть приближенно представлено с помощью модели вязкого демпфирования (т.е. модели постоянного линейного демпфирования). Эквивалентное демпфирование следует ожидать на уровне 1%-5%;
- отчетливо выраженная петля гистерезиса соотношения между моментом и изгибом наблюдается при изгибе с большой амплитудой вследствие относительного перемещения между элементами, как показано на рисунке F.2. Характеристики гистерезиса при изгибе определяются свойствами материала слоев и трением между слоями. В условиях полного смещения элементов в поперечном сечении эквивалентное демпфирование может составлять до 20%-30%;
- при изгибе с малой амплитудой шлангокабель ведет себя, как шлангокабель, имеющий сплошное поперечное сечение. Это связано с тем, что силы трения между элементами в конструкции шлангокабеля препятствуют относительному перемещению элементов в поперечном сечении. Эквивалентное демпфирование может быть на уровне 1%-5%.
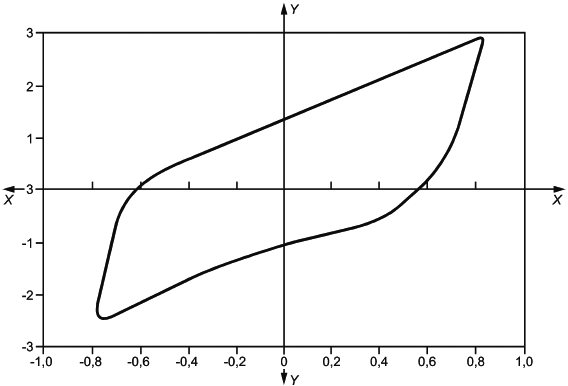 |
X - изгиб;
Y - изгибающий момент, кН·м
Рисунок F.2 - Характерный пример определенной путем измерений петли гистерезиса при изгибе
Приведенные выше цифры, касающиеся демпфирования, следует рассматривать только в качестве типового примера. Их используют для качественной оценки механизма демпфирования применительно к шлангокабелям. Оценку демпфирования конструкции шлангокабеля следует выполнять в каждом отдельном случае на основе испытаний фактической или аналогичной конструкции поперечного сечения.
Таким образом, можно сделать вывод о том, что демпфирующие свойства и характеристики жесткости при изгибе имеют ярко выраженный нелинейный характер. Следствием этого является зависимость характеристик жесткости и демпфирующих свойств шлангокабелей от амплитуды изгиба при динамическом нагружении. Более того, демпфирование и жесткость конструкции могут значительно меняться вдоль шлангокабеля. Увеличенное демпфирование конструкции проявляется в зонах с большим динамическим изгибом (например, на опорах, где реакция на изгиб регулируется ограничителями изгиба). Меньшее демпфирование проявляется в зонах с малым динамическим изгибом.
Общий анализ результатов действия динамических нагрузок на шлангокабель, как правило, выполняют с помощью динамических конечно-элементных методов моделирования во временной области, в то время как анализ вибраций, обусловленных вихревыми потоками, и анализ формирования свободных пролетов, как правило, выполняют в частотной области. Для анализа результатов действия такого рода нагрузок требуется общее описание характеристик шлангокабеля в поперечном сечении. Допускается применение следующих методов моделирования:
a) эквивалентная модель вязкого демпфирования, рекомендуемая для условий вибраций с малой амплитудой, например для анализа вибраций, обусловленных вихревыми потоками, и анализа формирования свободных пролетов. Демпфирование конструкции, в незначительной степени проявляющееся на нижней стороне, должно быть представлено как аппроксимация, основанная на консервативном подходе. Необходимо применять постоянные значения жесткости в поперечном сечении, характерные для вибраций с малой амплитудой. Такой подход применим к построению моделей для решения задачи во временной и частотной областях;
b) согласованная модель поперечного сечения может быть получена при введении полученного опытном путем гистерезисного отношения момента и изгиба в конечно-элементную модель вместе с моделью вязкого демпфирования для учета осевого демпфирования и демпфирования при кручении. С применением нелинейной схемы для решения задачи во временной области эта модель обеспечивает согласованное моделирование характеристик конструкции шлангокабеля.
Модели вязкого демпфирования, как правило, подходят для всех видов деформированного состояния системы шлангокабеля, например модель демпфирования Рэлея, известная также как пропорциональная модель демпфирования. Вместе с тем такая модель не позволяет определять различные уровни демпфирования для различных видов деформации.
Применение согласованной модели поперечного сечения представляет сложность для количественной оценки и в основном рекомендовано для проверки более простых моделей расчета конструкций. Эквивалентная модель вязкого демпфирования также может применяться как аппроксимация при анализе динамических характеристик, включая случай изгиба с большой амплитудой. В этом случае следует применять низкий уровень общего вязкого демпфирования (характерный для осевого демпфирования и демпфирования при кручении) для реалистичного представления рассеивания энергии при преобладающей частоте ответных колебаний, например в пиковый период в спектре реакции.
Также допускается применение других моделей, например вязкостных моделей, позволяющих определять различные уровни демпфирования при различных видах деформации (осевой, при изгибе и кручении), пространственное определение уровня демпфирования и т.п.
F.4.3 Принципы общего моделирования
F.4.3.1 Общие положения
Численная аппроксимация, как правило, включает пространственную дискретизацию шлангокабеля на конечное число элементов, а также дискретизацию динамических нагрузок по времени и частоте. Исследование сходимости решения путем многократного анализа с учетом последовательного уточнения дискретизации является основным принципом для проверки точности дискретизации. Дискретизацию считают приемлемой, когда изменение отклика между двумя последовательными дискретизациями приемлемо относительно цели анализа. В таком случае отсутствует практическая целесообразность в дальнейшем совершенствовании дискретизации.
Руководство по отдельным вопросам общего моделирования приведено в F.4.3.2-F.4.3.4. Дополнительное руководство по моделированию содержится в стандартах и практических рекомендациях, таких как ГОСТ Р 59306 и ГОСТ Р 59309 (см. также [5], [36]).
F.4.3.2 Пространственная дискретизация
Особое внимание должно быть уделено следующим вопросам, связанным с пространственной дискретизацией системы шлангокабеля:
- участки с большим изгибом, например подвешенные и провисающие участки;
- участки контакта, например участки, на которых происходит касание морского дна, поддерживающих приспособлений, раструба;
- оконечные устройства при подключении к стационарным конструкциям;
- участки с высокой интенсивностью нагружения и/или градиентом нагрузки, например зоны периодического смачивания;
- участки со значительным изменением характеристик поперечного сечения, т.е. жесткие накладки, ограничители изгиба, модули плавучести;
- участки с изменением длины элементов. Относительное изменение длины между соседними элементами с постоянными характеристиками в поперечном сечении не должно превышать 1:2, может потребоваться меньшее относительное изменение длины при неравномерных свойствах поперечного сечения;
- сжатые участки, т.е. участки с отрицательным эффективным натяжением. Следует выбирать достаточно небольшие длины элементов для исключения возможности потери устойчивости по Эйлеру в границах одного элемента, т.е. конечно-элементная сетка должна быть достаточно мелкой для выявления потенциальной потери устойчивости по Эйлеру в модели общего анализа.
F.4.3.3 Дискретизация по частоте
Для корректного описания нагрузки должен быть определен спектр частот нагрузок, обусловленных, например, волнением и качкой нефтегазопромыслового сооружения. Особое внимание должно быть уделено потенциальным резонансным частотам системы шлангокабеля. Для частотно-зависимых систем предпочтительным является анализ для условий нерегулярного волнения, учитывающий нагрузки от случайных волн.
Функцию передачи воздействий от перемещений плавучего сооружения выражают через амплитуду и фазовые углы как функция значений частот и направлений дискретных волн. Дискретные частоты и направления должны быть тщательно подобраны, чтобы обеспечить точное описание перемещений нефтегазопромыслового сооружения. Применяют следующие рекомендации:
- частоты выбирают с охватом резонансных пиков в функции передачи воздействий от перемещений плавучего сооружения, например резонансных частот при вертикальной, бортовой и килевой качке;
- должны быть определены и представлены в дискретном виде частоты, исключаемые из функции передачи нагрузки от качки плавучего нефтегазопромыслового сооружения (имеет значение, например, для полупогружных платформ и платформ с натяжными опорами);
- частотный диапазон должен охватывать все значимые частоты в волновом спектре, критические режимы следует оценивать на основе возможных резонансных частот в системе шлангокабеля;
- дискретизация направления волн по интервалам в диапазоне от 15° до 30°, как правило, является достаточной для обеспечения хорошего представления о перемещениях плавучего сооружения.
F.4.3.4 Дискретизация по времени
Численное интегрирование по времени применяют при анализе во временной области, чтобы получить дискретные временные ряды реакции системы. Выбор шага дискретизации по времени является решающим для обеспечения устойчивости и точности прямых методов интегрирования по времени. Ниже рассмотрены некоторые аспекты:
- временной шаг, необходимый для получения устойчивого численного решения, в большой степени определяется наибольшей собственной модой колебаний, присутствующей в дискретной модели конструкции. Это связано с необходимостью проведения корректного интегрирования всех собственных мод для получения устойчивого решения, включая, например, моды, которые не имеют значения для представления реакции системы. Характерный временной шаг находится в диапазоне от 0,1 до 0,4 с;
- для нелинейного анализа в общем случае требуется меньший временной шаг для получения устойчивого численного решения по сравнению с линейными видами анализа. Это справедливо, в частности, для чувствительных к численным методам систем, например, для систем со значительной нелинейностью зависимости перемещений. К таким случаям относят задачи для условий малого натяжения, включающие моментальную нагрузку, смятие, контактные задачи и характерное нелинейное поведение материала, например гистерезис между моментом и изгибом;
- для определения возможного нелинейного шума, отражающего неточное численное решение, всегда должен быть предусмотрен контроль правильности статистических данных о времени реакции системы;
- для получения точного численного решения выполняют исследование сходимости с учетом последовательного уточнения дискретизации по времени.
Для анализа во временной области с учетом нагрузки от стохастических волн, как правило, требуется формирование статистических данных о дискретном времени для перемещений плавучего сооружения и движении волн согласно заданному волновому спектру. Статистические данные о продолжительности действия нагрузки выражают через конечное число гармоник с применением стохастической фазы и/или стохастической амплитуды для получения представления о случайных волнах. Должна быть выполнена оценка качества полученных временных волновых рядов для надлежащего представления необходимых статистических характеристик (главным образом стандартного отклонения, среднего периода перехода волны через нулевое значение, коэффициента асимметрии и коэффициента эксцесса).
F.5 Анализ процессов укладки
Данный анализ применяют для определения нагрузок, действующих на шлангокабель во время укладки, в том числе обусловленных давлением в линиях шлангокабеля, качкой судна, воздействием оборудования для укладки, нагрузками при удержании, воздействием при прокладке в траншее, обратной засыпкой, смятием, воздействием грунта морского дна и операциями в процессе протягивания.
Анализ применяют для определения следующих параметров, которые необходимо учитывать при проектировании шлангокабеля:
- допустимые пределы смещения судна относительно точки касания шлангокабеля морского дна как функция от состояния моря и параметров течений;
- изменения натяжения и изгиба вдоль шлангокабеля как функция от состояния моря и параметров течений;
- диаграммы натяжения и изгиба во временной области для ряда точек вдоль шлангокабеля, включая точки, для которых определены максимальная величина натяжения и минимальный радиус изгиба;
- допустимые перемещения судна для исключения чрезмерного нагружения шлангокабеля;
- остаточное натяжение при укладке в траншею;
- максимальный период времени как функции от состояния моря, в течение которого выполняющее укладку судно может сохранять свое положение до начала процессов усталостного разрушения в шлангокабеле;
- воздействие обратной засыпки;
- поперечная деформация, обусловленная раздавливающими нагрузками во время хранения и прохождения через кабелеподающие устройства в сочетании с воздействием внутреннего давления и натяжения в процессе укладки.
Для определения максимально допустимых условий окружающей среды анализ должен быть выполнен для всех стадий укладки применительно к перемещениям судна и в диапазоне погодных условий, заданных заказчиком в качестве гидрометеорологических критериев.
Если укладка включает протягивание шлангокабеля через трубы I- или J-типа, должно быть определено максимальное усилие, прикладываемое к шлангокабелю при протягивании, с учетом действующей на шлангокабель силы трения как на морском дне, так и внутри труб I- или J-типа.
Проектные нагрузки на шлангокабель, минимальные радиусы изгиба и допустимые раздавливающие нагрузки должны находиться в пределах, определенных в рамках анализа процессов укладки.
Приложение G
(справочное)
Натурные испытания шлангокабеля
G.1 Натурные испытания шлангокабеля
В таблице G.1 приведено руководство для изготовителей шлангокабеля по подготовке программы натурных испытаний. Эти испытания должен определять заказчик как определительные (проводят на отрезке от опытного образца) или приемочные (проводят на образце, отрезанном от изготовленного шлангокабеля). Испытания, требования к которым приведены в разделе 10, должны быть проведены, за исключением случая, когда заказчик отказался от их проведения, поскольку результаты ранее проведенных испытаний являются применимыми для проекта.
Таблица G.1 - Натурные испытания шлангокабеля
Вид испытания шлангокабеля | Цели и исследования |
Опытная общая скрутка (изготовление опытного образца) | Цели: - оценить технологическую реализуемость изготовления; - подтвердить возможность изготовления и размещения элементов в поперечном сечении; - подтвердить прогнозные характеристики (например, диаметр, вес). Исследования: - аттестация технологии сварки труб и заделки; - если поперечные сечения скрутки для динамических и статических условий отличаются, необходимо изготовить образцы для обоих вариантов поперечных сечений |
Совмещенные испытания на скручивание и растяжение | Цели: - определить при нагружении до расчетной величины нагрузки на растяжение остаточную деформацию, остаточное скручивание, характеристики скручивания и продольную жесткость конструкции; - согласовать с заказчиком увеличение расчетной нагрузки на растяжение до согласованного уровня, превышающего максимальную нагрузку на растяжение, для определения величины нагрузки, при которой элементы в составе шлангокабеля прекращают функционировать (предел прочности на растяжение для шлангокабеля); - подтвердить балансировку шлангокабеля, конструкция которого предусматривает балансировку на скручивание; - определить усилие, требуемое для кручения шлангокабеля в каждом радиальном направлении при отсутствии натяжения и при пошаговом увеличении натяжения. |
Исследования: - способ заделки для обеспечения надежной фиксации внутренних элементов; - число приращений нагрузки до достижения максимальной нагрузки на растяжение (не менее 10); - метод регистрации нагрузки, увеличения длины и угла кручения на каждом шаге увеличения нагрузки; - продолжительность периода нахождения шлангокабеля под действием максимальной растягивающей нагрузки (не менее 1 ч); - повторяющееся увеличение и уменьшение нагрузки (циклическое изменение нагрузки) для получения стабильных показателей относительного удлинения и скручивания; - если поперечные сечения скрутки для динамических и статических условий отличаются, то рассматривают отрезок опытного образца для обоих вариантов | |
Испытания жесткости при изгибе | Цель: подтвердить теоретическую жесткость при изгибе для шлангокабеля. Исследование: пошаговое измерение приложенной силы (нагрузки) и изгиба шлангокабеля для построения зависимости; величина момента сопротивления сечения, полученная для заданной длины образца, должна фиксироваться с построением кривой при различных значениях силы/изгиба |
Испытания для оценки прочности оконечных устройств (испытание прочности на растяжение с оконечными устройствами) | Цели: - подтвердить, что прочность оконечных устройств достаточна, исходя из проектной нагрузки на растяжение; - показать, что взаимодействие между элементами соответствует прогнозному (например, нет локального разрушения более слабых элементов, относительное удлинение элементов соответствует прогнозному). |
Исследования: - проектное натяжение может отличаться для каждого конца, при определении проектного значения натяжения необходимо учитывать все возможные варианты нагрузки, включая этапы укладки, ликвидации, извлечения, эксплуатации в экстремальных условиях; - скорость увеличения прикладываемой осевой нагрузки (не более 1% от максимального натяжения в процессе укладки в секунду); - продолжительность удержания при испытаниях (не менее 1 ч); - необходимо рассмотреть возможность в процессе испытания прикладывать нагрузку, превышающую максимальное проектное значение, с учетом необходимого запаса прочности | |
Совмещенные испытания на растяжение и изгиб | Цели: подтвердить, что шлангокабель соответствует требованиям в отношении заданного сочетания натяжения при укладке или эксплуатации (в зависимости от того, какая величина больше) и изгибающей нагрузки. Исследования: - необходимо воссоздать проектную растягивающую нагрузку и радиус изгиба при укладке. В трубах шлангокабеля должно быть установлено непрерывно контролируемое давление, принятое для процесса укладки; - скорость увеличения прикладываемой осевой нагрузки (не более 1% от максимального значения нагрузки при укладке в секунду); - продолжительность удержания при испытаниях (не менее 1 ч); - необходимо оценить относительное перемещение элементов и их деформацию в результате взаимодействия в условиях изгиба и натяжения; - сравнить овализацию элементов с результатами испытания на смятие |
Испытания на сжатие/смятие (моделирование устройства натяжения при укладке) | Цели: - подтвердить допустимое сопротивление смятию, заданное изготовителем шлангокабеля; - зафиксировать взаимодействие между элементами при увеличивающейся раздавливающей нагрузке; - локальное смятие менее прочных элементов, изменение взаимного расположения элементов в сечении, деформация заполнителей, места приложения контактного давления; - подготовить для заказчика руководство по обеспечению целостности шлангокабеля после возможных инцидентов со смятием в процессе наматывания на барабан, транспортирования и укладки; - определить прочность образца при проектном усилии сжатия. |
Исследования: - для заданных удерживающих устройств натяжителя необходимо подтвердить, что предлагаемое сочетание шлангокабель/устройство натяжения соответствует критериям применимости для проекта, установленным в договоре на изготовление шлангокабеля; - если удерживающие устройства не заданы, необходимо предоставить подрядчику, осуществляющему укладку шлангокабеля, сведения о сопротивлении шлангокабеля смятию, для определения конструкции удерживающих устройств натяжителя; - при необходимости или при отсутствии данных о направляющих и удерживающих устройствах натяжителя необходимо выполнить оценку нескольких вариантов, чтобы определить оптимальный; | |
- определение числа приращений раздавливающей нагрузки в сочетании с осевой нагрузкой или без осевой нагрузки и действием давления в линиях шлангокабеля при укладке; - определение скорости приложения сжимающей нагрузки (не более 5 мм/мин) или диапазон скоростей сжимающих нагрузок, которые будут иметь место, исходя из предполагаемой скорости подачи шлангокабеля в процессе укладки; - измерение деформации пучка при проектном сжимающем усилии с известной конфигурацией направляющих и геометрией удерживающих устройств натяжителя; - измерение деформации элементов вследствие приложения проектного сжимающего усилия; - повторное проведение измерения при увеличивающемся шаге нагрузки для определения разрушающей нагрузки | |
Определение коэффициента внутреннего/ внешнего трения | Цель: определить коэффициенты трения между элементами в поперечном сечении пучка и между поверхностью пучка и удерживающими устройствами при изготовлении шлангокабеля. Исследования: - оценить чувствительность параметра трения относительно геометрического положения пучка в испытательной установке (круговое расположение) и расположения внешних направляющих (2, 3, 4 направляющих); - скорость приложения нагрузки и периоды удержания; - оценить характеристики ползучести |
Испытания шлангокабеля на удар | Цель: определить зависимость возможных последствий от энергии удара/величины нагрузки. Исследования: - задавая шаги нагружения и выбирая объект для приложения ударной нагрузки, необходимо оценить величину энергии удара, приводящего: a) к образованию внешнего повреждения, b) к деформации элемента, c) к последующему разрушению элемента в процессе укладки или эксплуатации |
Испытания на динамическую усталость | Цели: - подтвердить усталостную долговечность и (для случая эксплуатации до отказа) определить запас прочности; - подтвердить пригодность устройств сопряжения шлангокабеля и оборудования плавучего нефтегазопромыслового сооружения для эксплуатации в динамических условиях; - определить точки износа и величину износа между элементами; - определить усталостные характеристики критического элемента шлангокабеля в конструкции шлангокабеля; - подтвердить практическую применимость методов проектирования, методов анализа и программных средств изготовителя. |
Исследования: - необходимо воспроизвести максимальное прогнозируемое отклонение, предполагаемый максимальный диапазон натяжений и подготовить блоки данных для расчета усталостной долговечности и периода времени до усталостного разрушения (при необходимости); - необходимо использовать металлический образец интерфейса на плавучей платформе и образец жесткой накладки; - необходимо определить влияние шага скрутки, относительного положения жесткой накладки и относительного положения в испытательной установке; - при испытаниях необходимо отслеживать положение каждого стыкового сварного шва в составе образца | |
Определение скорости свободного заполнения водой | Цель: определить расход потока по длине образца через пустоты в его поперечном сечении. Исследования: - необходимо подать напор воды к одному концу образца и измерить расход воды на другом конце; - необходимо учитывать требование к определению расхода потока при поступлении воды через оконечное устройство, т.е. "первый конец" во время укладки; - необходимо учитывать изменение расхода потока воды при увеличивающемся давлении воды |
Определение уменьшения поперечного сечения под действием гидростатического давления | Цели: - оценить гидростатическое воздействие на поперечное сечение пучка; - определить уменьшение диаметра или радиальную деформацию как функцию от величины гидростатического давления. Исследования: - оценить воздействие на отдельно взятые элементы, т.е. окружная потеря устойчивости металлических труб, деформация кабеля или впитывание воды оболочкой элементов; - оценить внутреннее давление для металлических труб. Примечание - Пустые, не находящиеся под давлением металлические трубы наиболее подвержены воздействию; - скорость увеличения давления; - влияние деформации кабеля/сжатия изоляции на характеристики кабеля |
Испытания фиксирующих элементов жестких накладок | Цель: подтвердить совместимость интерфейсов и определить граничные значения для угла, радиуса и других параметров. Исследования: - необходимо выполнить проверку маркировочных знаков, методов визуального подтверждения соединения и т.п. между сопрягаемыми частями; - испытания выполняют с обратным натяжением, имеющим место при установке, и с использованием репрезентативного образца шлангокабеля; - испытания выполняют с увеличением угла монтажа до тех пор, пока не будет определено наихудшее состояние углового смещения осей сопрягаемых частей; - необходимо выполнить проверку возможности доступа ТНПА или водолазов для разъединения или окончательного соединения механизма |
Испытания сростка для ремонта пучка | Цель: подтвердить работоспособность ремонтного комплекта, метода ремонта и необходимого инструмента. Исследования: - необходимо обеспечить, чтобы ремонт выполнялся в специально отведенном месте при наличии всех необходимых ресурсов; окружающие условия и ориентация концов (горизонтальная, вертикальная) должны отвечать предполагаемому плану выполнения ремонта в береговых/морских условиях; - необходимо учитывать затраченное время для определения полного времени, необходимого для изготовления сростка; - необходимо выполнить проверку того, что в ремонтном комплекте для сращивания предусмотрен и содержится весь необходимый инструмент и материалы для выполнения ремонта с изготовлением сростка; - если ожидается, что изготовленный в результате ремонта сросток будет подвергаться изгибающему воздействию, необходимо предусмотреть выполнение совмещенных испытаний сростка на растяжение и изгиб |
G.2 Пример процедуры испытания на сжатие/смятие
G.2.1 Цель
Испытания следует проводить для подтверждения сохранения целостности шлангокабеля при максимально возможном сжимающем усилии в условиях расчетных значений максимального и нулевого натяжения при укладке. При проведении испытаний геометрические размеры и расположение удерживающих устройств натяжителя, материал удерживающих устройств и количество ремней необходимо максимально приблизить к реальным условиям укладки. Как альтернативный вариант вместо точного соблюдения геометрических размеров и расположения удерживающих устройств натяжителя испытательный образец может быть нагружен между двумя параллельно расположенными пластинами.
G.2.2 Процедура испытаний
Пример процедуры испытаний включает следующие шаги:
a) выполняют необходимые приемочные испытания для подтверждения целостности испытательного образца;
b) до приложения сжимающего усилия устанавливают давление в металлических и полимерных трубах до заданного значения (как правило, до величины давления рекомендуемого при укладке шлангокабеля);
c) осуществляют непрерывный контроль электрической целостности электрических кабелей, при наличии;
d) осуществляют контроль оптической целостности оптических волокон, при наличии;
e) выполняют натяжение шлангокабеля до заданного уровня растяжения;
f) прикладывают усилие сжатия с заданными значениями с определенной скоростью сжатия в запланированных точках по длине испытательного образца шлангокабеля.
Диапазон значений усилия сжатия должен включать рассчитанные допустимые значения, а также усилие, способное вызвать повреждение элементов шлангокабеля (т.е. привести к возникновению постоянной овальности металлических труб и т.п.).
После завершения испытаний с образца необходимо последовательно снимать слои, начиная с области, подвергшейся воздействию наибольшей нагрузки, и переходя к участку, подвергшемуся воздействию меньшей нагрузки.
Максимально допустимое усилие сжатия определяют как максимальную нагрузку, при которой отсутствуют повреждения образца.
Следует уделять особое внимание валидации максимального допустимого усилия сжатия на нескольких последовательных участках вдоль слоя для оценки влияния ориентации поперечного сечения на восприятие сжимающей нагрузки.
G.2.3 Критерии успешного прохождения испытаний
Критерии успешного прохождения испытаний включают:
a) отсутствие изменений относительного расположения элементов при воздействии раздавливающей нагрузки в процессе укладки;
b) овализацию труб, находящуюся в допустимых пределах;
c) деформации кабелей, находящиеся в допустимых пределах.
Примечание - Критерии должны быть согласованы заказчиком и изготовителем.
G.2.4 Подготовка отчета
Максимально допустимое усилие сжатия, определенное в процессе испытаний, необходимо сравнить с максимальным допустимым значением, указанным в ТУ изготовителя. При необходимости ТУ должны быть пересмотрены.
Должна быть построена зависимость уменьшения диаметра шлангокабеля в процессе нагружения при расположении между передающими нагрузку пластинами от величины усилия сжатия. Испытуемый образец должен быть разделен на части и обследован для выявления и отражения в отчете об испытаниях признаков влияния приложенной нагрузки на шлангокабель и функциональные элементы.
Приложение Н
(справочное)
Сведения о параметрах металлических труб
Таблица Н.1 - Сведения о параметрах металлических труб
Характеристика | Содержание требований/ссылка на стандарт | ||||
Бесшовные трубы из стали супер дуплекс 25Cr | Бесшовные трубы из стали супер дуплекс 25Cr в бухтах | Трубы сварные из стали супер дуплекс 25Cr в бухтах | Трубы сварные из экономно легированной дуплексной стали в бухтах | Трубы сварные из аустенитной стали (нержавеющая сталь 316L) в бухтах | |
Тип материала | См. [18] ферритная/ аустенитная нержавеющая сталь, тип 25Cr дуплекс | См. [18] ферритная/ аустенитная нержавеющая сталь, тип 25Cr дуплекс | См. [18] ферритная/ аустенитная нержавеющая сталь, тип 25Cr супердуплекс | См. [18] ферритная/ аустенитная нержавеющая сталь, тип 19Cr, тип 20Cr, тип 21Cr облегченный дуплекс | См. [37] аустенитная нержавеющая сталь, тип 316L |
Марка | UNS S32750 UNS S32760 UNS S39274 | UNS S32750 UNS S32760 UNS S39274 | UNS S32750 UNS S32760 | UNS S32001 UNS S32003 UNS S32101 | UNS S31603 |
Химический состав | Химический состав согласно маркировке UNS | Анализ плавки следует проводить согласно действующей нормативной документации (см. также [38]) для подтверждения соответствия химического состава маркировке UNS и минимальной стойкости к питинговой коррозии | Химический состав согласно маркировке UNS | Химический состав согласно маркировке UNS | Химический состав согласно маркировке UNS |
Механические свойства | Величины согласно ТУ изготовителя по согласованию с заказчиком: - предел текучести; - предел прочности; - отношение предела текучести к пределу прочности; - удлинение; - твердость | Величины согласно ТУ изготовителя по согласованию с заказчиком: - предел текучести; - предел прочности; - отношение предела текучести к пределу прочности; - удлинение; - твердость | Величины согласно ТУ изготовителя по согласованию с заказчиком: - предел текучести; - предел прочности; - отношение предела текучести к пределу прочности; - удлинение; - твердость | Величины согласно ТУ изготовителя по согласованию с заказчиком: - предел текучести; - предел прочности; - отношение предела текучести к пределу прочности; - удлинение; - твердость | Величины согласно ТУ изготовителя по согласованию с заказчиком: - предел текучести; - предел прочности; - отношение предела текучести к пределу прочности; - удлинение; - твердость |
Коррозия | Коррозионно-стойкие в морской среде | Коррозионно-стойкие в морской среде | Коррозионно-стойкие в морской среде | Трубы из облегченной дуплексной стали покрывают или плакируют цинком для устойчивости к коррозии в морской среде. Толщину плакировки или покрытия согласовывают с заказчиком | Не коррозионно-стойкие в морской среде |
Совместимость | Должна быть подтверждена совместимость транспортируемых жидкостей с материалом труб | Должна быть подтверждена совместимость транспортируемых жидкостей с материалом труб | Должна быть подтверждена совместимость транспортируемых жидкостей с материалом труб | Должна быть подтверждена совместимость транспортируемых жидкостей с материалом труб | Должна быть подтверждена совместимость транспортируемых жидкостей с материалом труб |
Микроструктура | Содержание ферритной фазы должно составлять от 35% до 55% массовой доли. Материал должен быть практически чистым от межкристаллических карбидов, нитридов и интерметаллических фаз | Содержание ферритной фазы должно составлять от 35% до 55% массовой доли. Материал должен быть практически чистым от межкристаллических карбидов, нитридов и интерметаллических фаз | Содержание ферритной фазы следует определять согласно требованиям заказчика (см. также [23]). Целевая ширина ферритных полос в основном металле от 45% до 50% массовой доли. Допустимое содержание ферритной фазы составляет от 35% до 55% массовой доли | Содержание ферритной фазы следует определять согласно требованиям заказчика (см. также [22]). Целевая ширина ферритных полос в основном металле от 45% до 50% массовой доли. Допустимое содержание ферритной фазы составляет от 35% до 55% массовой доли | Не применимо |
Состояние поверхности | Поверхность труб не должна иметь дефектов или неоднородностей, превышающих установленные значения для неразрушающего контроля | Поверхность труб не должна иметь дефектов или неоднородностей, превышающих установленное значения для неразрушающего контроля | Поверхность труб не должна иметь дефектов или неоднородностей, превышающих пороговые значения, допустимые при неразрушающем контроле | Поверхность труб не должна иметь дефектов или неоднородностей, превышающих пороговые значения, допустимые при неразрушающем контроле. | Поверхность труб не должна иметь дефектов или неоднородностей, превышающих пороговые значения, допустимые при неразрушающем контроле |
Труба защищена от внешней коррозии плакированием цинком. Требование к качеству поверхности для плакировки цинком или нанесения защитного покрытия должно быть согласовано между заказчиком и изготовителем | |||||
Размер трубы | Длину трубы, внутренний диаметр, толщину стенки и внешний диаметр определяет заказчик. Заказчик несет ответственность за определение требуемых размеров труб на основе предполагаемых условий эксплуатации. Допустимое отклонение толщины стенки должно соответствовать ТУ изготовителя | Длину трубы, внутренний диаметр, толщину стенки и внешний диаметр определяет заказчик. Заказчик несет ответственность за определение требуемых размеров труб на основе предполагаемых условий эксплуатации. Допустимое отклонение толщины стенки должно соответствовать ТУ изготовителя | Длину трубы, внутренний диаметр, толщину стенки и внешний диаметр определяет заказчик. Заказчик несет ответственность за определение требуемых размеров труб на основе предполагаемых условий эксплуатации. Допустимое отклонение толщины стенки должно соответствовать ТУ изготовителя | Длину трубы, внутренний диаметр, толщину стенки и внешний диаметр определяет заказчик. Заказчик несет ответственность за определение требуемых размеров труб на основе предполагаемых условий эксплуатации. Допустимое отклонение толщины стенки должно соответствовать ТУ изготовителя | Длину трубы, внутренний диаметр, толщину стенки и внешний диаметр определяет заказчик. Заказчик несет ответственность за определение требуемых размеров труб на основе предполагаемых условий эксплуатации. Допустимое отклонение толщины стенки должно соответствовать ТУ изготовителя |
Разрушающий контроль | |||||
Химический состав | Проводят анализ плавки согласно требованиям заказчика (см. также [38]) для подтверждения соответствия химического состава требованиям UNS и достижения минимальной стойкости к питинговой коррозии. | Проводят анализ плавки согласно требованиям заказчика (см. также [38]) для подтверждения соответствия химического состава требованиям UNS и достижения минимальной стойкости к питинговой коррозии. | По получении штрипса должен быть выполнен анализ плавки для образца одной толщины согласно требованиям заказчика (см. также [38]) для проверки соответствия химического состава требованиям UNS | По получении штрипса должен быть выполнен анализ плавки для образца одной толщины согласно требованиям заказчика (см. также [38]) для проверки соответствия химического состава требованиям UNS | По получении штрипса должен быть выполнен анализ плавки для образца одной толщины согласно требованиям заказчика (см. также [38]) для проверки соответствия химического состава требованиям UNS |
Максимально допустимое содержание каждого элемента должно соответствовать ТУ изготовителя. Стилоскопирование выполняют для каждой трубы | Максимально допустимое содержание каждого элемента должно соответствовать ТУ изготовителя. Стилоскопирование выполняют для каждой трубы | и достижения минимальной стойкости к питинговой коррозии. Стилоскопирование выполняют для верификации марки штрипса, присадочного металла и труб | и достижения минимальной стойкости к питинговой коррозии. Стилоскопирование выполняют для верификации марки штрипса, присадочного металла и труб | и достижения минимальной стойкости к питинговой коррозии. Стилоскопирование выполняют для верификации марки штрипса, присадочного металла и труб | |
Испытания на растяжение | Испытания на растяжение выполняют согласно требованиям заказчика (см. также [20]). Количество испытуемых образцов должно соответствовать требованиям заказчика (см. также [18]) | Испытания на растяжение выполняют согласно требованиям заказчика (см. также [20]). Количество испытуемых образцов должно соответствовать требованиям заказчика (см. также [18]) | Испытания на растяжение выполняют согласно требованиям заказчика (см. также [19] и [20]). Испытания на растяжение выполняют на одном образце, взятом с каждого конца каждой бухты труб. Для образцов со стыковыми сварными швами штрипсов или круговыми сварными швами испытания выполняют на сварном шве приблизительно по центру испытуемого образца. | Испытания на растяжение выполняют согласно требованиям заказчика (см. также [19] и [20]). Испытания на растяжение выполняют на одном образце, взятом с каждого конца каждой бухты труб. Для образцов со стыковыми сварными швами штрипсов или круговыми сварными швами испытания выполняют на сварном шве приблизительно по центру испытуемого образца. | Испытания на растяжение выполняют согласно требованиям заказчика (см. также [19] и [20]). Испытания на растяжение выполняют на одном образце, взятом с каждого конца каждой бухты труб. Для образцов со стыковыми сварными швами штрипсов или круговыми сварными швами испытания выполняют на сварном шве приблизительно по центру испытуемого образца. |
Испытания выполняют на двух образцах со стыковой сваркой штрипсов и двух образцах с круговой сваркой для каждого варианта плавки/ толщины трубы | Испытания выполняют на двух образцах со стыковой сваркой штрипсов и двух образцах с круговой сваркой для каждого варианта плавки/ толщины трубы | Испытания выполняют на двух образцах со стыковой сваркой штрипсов и двух образцах с круговой сваркой для каждого варианта плавки/ толщины трубы | |||
Испытания на твердость | Испытания на твердость выполняют согласно требованиям заказчика (см. также [20]). Количество испытуемых образцов должно соответствовать требованиям заказчика (см. также [18]) | Испытания на твердость выполняют согласно требованиям заказчика (см. также [20]). Количество испытуемых образцов должно соответствовать требованиям заказчика (см. также [18]) | Проводят измерение твердости по Роквеллу или Виккерсу. Измерение твердости по Роквеллу выполняют согласно требованиям заказчика (см. также [20] и [17]). Измерения твердости по Виккерсу выполняют согласно требованиям заказчика (см. также [17] и [21]). Измерение твердости выполняют как в области основного металла, так и в области металла сварного шва. | Проводят измерение твердости по Роквеллу или Виккерсу. Измерение твердости по Роквеллу выполняют согласно требованиям заказчика (см. также [20] и [17]). Измерения твердости по Виккерсу выполняют согласно требованиям заказчика (см. также [17] и [21]). Измерение твердости выполняют как в области основного металла, так и в области металла сварного шва. | Проводят измерение твердости по Роквеллу или Виккерсу. Измерение твердости по Роквеллу выполняют согласно требованиям заказчика (см. также [20] и [17]). Измерения твердости по Виккерсу выполняют согласно требованиям заказчика (см. также [17] и [21]). Измерение твердости выполняют как в области основного металла, так и в области металла сварного шва. |
Испытания на твердость проводят на двух образцах из каждой заводской бухты труб, по одному образцу от каждого конца. Испытания проводят на двух образцах со стыковой сваркой штрипсов и двух образцах с круговой сваркой для каждого варианта плавки/ толщины трубы | Испытания на твердость проводят на двух образцах из каждой заводской бухты труб, по одному образцу от каждого конца. Испытания проводят на двух образцах со стыковой сваркой штрипсов и двух образцах с круговой сваркой для каждого варианта плавки/ толщины трубы | Испытания на твердость проводят на двух образцах из каждой заводской бухты труб, по одному образцу от каждого конца. Испытания следует проводить на двух образцах со стыковой сваркой штрипсов и двух образцах с круговой сваркой для каждого варианта плавки/ толщины трубы | |||
Измерение микротвердости | - | - | Серию измерений твердости по Виккерсу выполняют в поперечном сечении сварного шва перпендикулярно к оси (направлению) сварного шва согласно требованиям заказчика (см. также [22]). Каждое измерение микротвердости должно охватывать основной металл и зону термического воздействия с обеих сторон сварного шва. Испытания проводят на двух образцах для каждого из трех типов сварного шва при аттестации технологии сварки | Серию измерений твердости по Виккерсу выполняют в поперечном сечении сварного шва перпендикулярно к оси (направлению) сварного шва согласно требованиям заказчика (см. также [22]). Каждое измерение микротвердости должно охватывать основной металл и зону термического воздействия с обеих сторон сварного шва. Испытания проводят на двух образцах для каждого из трех типов сварного шва при аттестации технологии сварки | Серию измерений твердости по Виккерсу выполняют в поперечном сечении сварного шва перпендикулярно к оси (направлению) сварного шва согласно требованиям заказчика (см. также [22]). Каждое измерение микротвердости должно охватывать основной металл и зону термического воздействия с обеих сторон сварного шва. Испытания проводят на двух образцах для каждого из трех типов сварного шва при аттестации технологии сварки |
Испытание на сплющивание для внешнего сварного шва | Испытания на сплющивание проводят согласно требованиям заказчика (см. также [17]) на одной трубе из партии | Испытания на сжатие проводят согласно требованиям заказчика (см. также [17]) на одной трубе из партии | Не применимо | Не применимо | Не применимо |
Испытание на сплющивание для внутреннего сварного шва | Не применимо | Не применимо | Испытания выполняют согласно действующей нормативной документации (см. также [20] и [17]). Испытания проводят на образцах, взятых с каждого конца каждой заводской бухты труб | Испытания выполняют согласно действующей нормативной документации (см. также [20] и [17]). Испытания проводят на образцах, взятых с каждого конца каждой заводской бухты труб | Испытания выполняют согласно действующей нормативной документации (см. также [20] и [17]). Испытания проводят на образцах, взятых с каждого конца каждой заводской бухты труб |
Испытание на раздачу кольца конусом | Испытания проводят согласно требованиям заказчика (см. также [17]). Количество образцов труб и минимальное расширение должно соответствовать требованиям заказчика (см. также [18]) | Испытания проводят согласно требованиям заказчика (см. также [17]). Количество образцов труб и минимальное расширение должно соответствовать требованиям заказчика (см. также [18]) | Испытания проводят согласно требованиям заказчика (см. также [20] и [17]). Испытания выполняют на образцах, взятых с каждого конца каждой заводской бухты труб | Испытания проводят согласно требованиям заказчика (см. также [20] и [17]). Испытания выполняют на образцах, взятых с каждого конца каждой заводской бухты труб | Испытания проводят согласно требованиям заказчика (см. также [20] и [17]). Испытания выполняют на образцах, взятых с каждого конца каждой заводской бухты труб |
Испытание на внутреннее разрушающее давление | Поставщик труб должен проводить испытание на внутреннее разрушающее давление согласно настоящему стандарту. Минимальное внутреннее разрушающее давление должно быть в два раза больше расчетного рабочего давления | Поставщик труб должен проводить испытание на внутреннее разрушающее давление согласно настоящему стандарту. Минимальное внутреннее разрушающее давление должно быть в два раза больше расчетного рабочего давления | Поставщик труб должен проводить испытание на внутреннее разрушающее давление согласно настоящему стандарту. Минимальное внутреннее разрушающее давление должно быть в два раза больше расчетного рабочего давления | Поставщик труб должен проводить испытание на внутреннее разрушающее давление согласно настоящему стандарту. Минимальное внутреннее разрушающее давление должно быть в два раза больше расчетного рабочего давления | Поставщик труб должен проводить испытание на внутреннее разрушающее давление согласно настоящему стандарту. Минимальное внутреннее разрушающее давление должно быть в два раза больше расчетного рабочего давления |
Коррозия | Испытания на стойкость к точечной коррозии проводят для каждой партии труб согласно требованиям заказчика (см. также [25], метод А при химическом составе, соответствующем маркировке UNS). Эквивалентное число сопротивления точечной коррозии. Температура при проведении испытаний должна составлять 50°С, время воздействия 24 ч. | Испытания на стойкость к точечной коррозии проводят для каждой партии труб согласно требованиям заказчика (см. также [25], метод А при химическом составе, соответствующем маркировке UNS). Эквивалентное число сопротивления точечной коррозии. Время воздействия - 24 ч. | Испытания на стойкость к точечной коррозии проводят для каждой партии труб согласно требованиям заказчика (см. также [25], метод А при химическом составе, соответствующем маркировке UNS). Эквивалентное число сопротивления точечной коррозии. Время воздействия - 24 ч. | Трубы из сплава экономно легированной дуплексной стали имеют защитное покрытие или плакировку цинком для устойчивости к коррозии в морских условиях. Толщину плакировки или защитного покрытия согласовывает заказчик | Для сплава 316L требуется внешняя система ЭХЗ для эксплуатации в морских условиях |
Недопустимо выявление следов точечной коррозии при 20-кратном увеличении. Необходимо исследование состояния поверхности с помощью острого инструмента. Потеря массы должна быть менее 1,0 г/м . При отрицательном результате испытания на стойкость к точечной коррозии могут быть выполнены испытания на коррозионное растрескивание в соответствии с ТУ изготовителя. | Недопустимо выявление следов точечной коррозии при 20-кратном увеличении. Необходимо исследование состояния поверхности с помощью острого инструмента. Потеря массы должна быть менее 1,0 г/м . При отрицательном результате испытания на стойкость к точечной коррозии могут быть выполнены испытания на коррозионное растрескивание в соответствии с ТУ изготовителя. | Недопустимо выявление следов точечной коррозии при 20-кратном увеличении. Необходимо исследование состояния поверхности с помощью острого инструмента. Потеря массы должна быть менее 1,0 г/м . При отрицательном результате испытания на стойкость к точечной коррозии допускается проводить испытания на коррозионное растрескивание в соответствии с ТУ изготовителя. | |||
Испытания на стойкость к щелевой коррозии проводят в соответствии с ТУ изготовителя | Испытания на стойкость к щелевой коррозии проводят в соответствии с ТУ изготовителя. Температура при проведении испытаний для основного материала: 50°С. Температура при проведении испытаний для кольцевого сварного шва: 40°С | Испытания на стойкость к щелевой коррозии проводят в соответствии с ТУ изготовителя. От каждой бухты труб следует отбирать два испытательных образца с каждого конца бухты. Бухты труб, не прошедшие испытания, могут быть подвергнуты термической обработке и повторным испытаниям. | |||
Для каждого варианта плавки/толщины трубы следует отбирать два образца со стыковой сваркой штрипсов и два сварных образца с круговой сваркой. При отрицательном результате проводят повторные испытания. При отрицательном результате повторных испытаний необходимо проведение исследований для выявления причин и определения надлежащих действий. | |||||
Температура при проведении испытаний для стыкового сварного шва с накладкой или продольного сварного шва: 50°С. Температура при проведении испытаний для кругового сварного шва: 40°С | |||||
Исследование микроструктуры | Требуется одно исследование микроструктуры плавки, и оно должно охватывать поверхности и середину по толщине. Проверяют как основной металл, так и металл сварного шва. Содержание ферритной фазы должно быть определено и представлено согласно требованиям заказчика (см. также [23]). | Требуется одно исследование микроструктуры плавки, и оно должно охватывать поверхности и середину по толщине. Проверяют как основной металл, так и металл сварного шва. Содержание ферритной фазы должно быть определено и представлено согласно требованиям заказчика (см. также [23]). | Требуется одно исследование микроструктуры плавки, и оно должно охватывать поверхности и середину по толщине. Проверяют как основной металл, так и металл сварного шва. Содержание ферритной фазы должно быть определено и представлено согласно требованиям заказчика (см. также [23]). | Требуется одно исследование микроструктуры плавки, и оно должно охватывать поверхности и середину по толщине. Проверяют как основной металл, так и металл сварного шва. Содержание ферритной фазы должно быть определено и представлено согласно требованиям заказчика (см. также [23]). | Не применимо |
Критерием приемлемости является содержание ферритной фазы в основном металле от 35% до 55% массовой доли. Микроструктура, контролируемая при не менее чем 400-кратном увеличении на протравленном образце, должна быть практически чиста от межкристаллических карбидов, нитридов и интерметаллических фаз. Если наблюдаются интерметаллические фазы, по согласованию с заказчиком могут быть выполнены испытания для подтверждения достаточной стойкости к коррозии и механических свойств. | Критериями приемлемости являются: - содержание ферритной фазы в основном металле от 35% до 55% массовой доли; - содержание ферритной фазы в металле сварного шва от 35% до 60% массовой доли. Микроструктура, контролируемая при не менее чем 400-кратном увеличении на протравленном образце, должна быть практически чиста от межкристаллических карбидов, нитридов и интерметаллических фаз. Если наблюдаются интерметаллические фазы, по согласованию с заказчиком могут быть | Критериями приемлемости являются: - содержание ферритной фазы в основном металле от 35% до 55% массовой доли; - содержание ферритной фазы в металле сварного шва от 35% до 60% массовой доли. Микроструктура, контролируемая при не менее чем 400-кратном увеличении на протравленном образце, должна быть практически чиста от межкристаллических карбидов, нитридов и интерметаллических фаз. Если наблюдаются интерметаллические фазы, по согласованию с заказчиком могут быть | Критериями приемлемости являются: - содержание ферритной фазы в основном металле от 35% до 55% массовой доли; - содержание ферритной фазы в металле сварного шва от 35% до 60% массовой доли. Микроструктура, контролируемая при не менее чем 400-кратном увеличении на протравленном образце, должна быть практически чиста от межкристаллических карбидов, нитридов и интерметаллических фаз. Если наблюдаются интерметаллические фазы, по согласованию с заказчиком могут быть | ||
Исследование микроструктуры проводят до начала производства, поскольку могут потребоваться дополнительные испытания в зависимости от результатов металлографии | выполнены испытания для подтверждения достаточной стойкости к коррозии и механических свойств. Исследование микроструктуры проводят до начала производства, поскольку могут потребоваться дополнительные испытания в зависимости от результатов металлографии | выполнены испытания для подтверждения достаточной стойкости к коррозии и механических свойств. Исследование микроструктуры проводят до начала производства, поскольку могут потребоваться дополнительные испытания в зависимости от результатов металлографии | выполнены испытания для подтверждения достаточной стойкости к коррозии и механических свойств. Исследование микроструктуры проводят до начала производства, поскольку могут потребоваться дополнительные испытания в зависимости от результатов металлографии | ||
Контроль размеров (наружный диаметр и толщина стенки) | Необходимо провести контроль всех труб по всей длине для выявления отклонений размеров (толщины стенки и наружного диаметра). Толщину стенки измеряют ультразвуковым методом с движением по спирали вдоль трубы. Наружный диаметр измеряют лазером по меньшей мере в двух перпендикулярных плоскостях или ультразвуковым методом сдвижением по спирали вдоль трубы | Необходимо провести контроль всех труб по всей длине для выявления отклонений размеров (толщины стенки и наружного диаметра). Толщину стенки измеряют ультразвуковым методом с движением по спирали вдоль трубы. Наружный диаметр измеряют лазером по меньшей мере в двух перпендикулярных плоскостях или ультразвуковым методом сдвижением по спирали вдоль трубы | Толщину стенки контролируют при производстве штрипсов. Ширина, толщина и профиль штрипса должны соответствовать допускам, установленным требованиями заказчика (см. также [39] и [40]). Штрипс должен соответствовать требованиям к изготовлению сварных труб на стане непрерывной сварки. Не должен иметь заливин, слоистости, трещин, царапин и других способных вызвать разрушение дефектов. | Толщину стенки контролируют при производстве штрипсов. Ширина, толщина и профиль штрипса должны соответствовать допускам, установленным требованиями заказчика (см. также [39] и [40]). Штрипс должен соответствовать требованиям к изготовлению сварных труб на стане непрерывной сварки. Не должен иметь заливин, слоистости, трещин, царапин и других способных вызвать разрушение дефектов. | Толщину стенки контролируют при производстве штрипсов. Ширина, толщина и профиль штрипса должны соответствовать допускам, установленным требованиями заказчика (см. также [39] и [40]). Штрипс должен соответствовать требованиям к изготовлению сварных труб на стане непрерывной сварки. Не должен иметь заливин, слоистости, трещин, царапин и других способных вызвать разрушение дефектов. |
Допустимые отклонения номинального наружного диаметра и номинальной толщины стенки труб из сплава 25Cr должны соответствовать ТУ изготовителя. Толщину стенки и наружный диаметр измеряют на образцах, взятых с каждого конца каждой заводской бухты труб | Допустимые отклонения номинального наружного диаметра и номинальной толщины стенки труб из сплава 25Cr должны соответствовать ТУ изготовителя. Толщину стенки и наружный диаметр измеряют на образцах, взятых с каждого конца каждой заводской бухты труб | Допустимые отклонения номинального наружного диаметра и номинальной толщины стенки труб из сплава 25Cr должны соответствовать ТУ изготовителя. Толщину стенки и наружный диаметр измеряют на образцах, взятых с каждого конца каждой заводской бухты труб | |||
Проверка кривизны | Трубы должны быть достаточно прямолинейными для перекатывания вручную по плоской поверхности | Не применимо | Не применимо | Не применимо | Не применимо |
Проверка прямоуголь- ности конца трубы | Концы труб должны иметь обрезку под прямым углом в пределах 0,08 мм полного показания индикатора и не иметь заусенцев | Не применимо | Не применимо | Не применимо | Не применимо |
Вихретоковый контроль | Калибровку проводят согласно требованиям заказчика (см. также [17]). Должно быть выполнено 100% обследование каждой трубы согласно действующей нормативной документации (см. также [41]) | Калибровку проводят согласно требованиям заказчика (см. также [17]). Должно быть выполнено 100% обследование каждой трубы согласно действующей нормативной документации (см. также [41]) | Вихретоковый контроль проводят согласно требованиям заказчика (см. также [17] и [30]). Технологический вихретоковый контроль проводят на заводе - изготовителе труб. Заключительный вихретоковый контроль проводят за пределами заводской технологической линии. | Вихретоковый контроль проводят согласно требованиям заказчика (см. также [17] и [30]). Технологический вихретоковый контроль проводят на заводе - изготовителе труб. Заключительный вихретоковый контроль проводят за пределами заводской технологической линии. | Вихретоковый контроль проводят согласно требованиям заказчика (см. также [17] и [30]). Технологический вихретоковый контроль проводят на заводе - изготовителе труб. Заключительный вихретоковый контроль проводят за пределами заводской технологической линии. |
Технологический и заключительный вихретоковый контроль проводят с применением катушек высокой и низкой частоты | Технологический и заключительный вихретоковый контроль проводят с применением катушек высокой и низкой частоты | Технологический и заключительный вихретоковый контроль проводят с применением катушек высокой и низкой частоты | |||
Определение сигма-фазы в процессе изготовления | Для подтверждения отсутствия опасных уровней интерметаллических фаз используют различные технологии. Должна быть выполнена калибровка и аттестация метода, применяемого для определения интерметаллических фаз в процессе изготовления, с использованием образцов с известным уровнем выделения таких фаз. | Для подтверждения отсутствия опасных уровней интерметаллических фаз используют различные технологии. Должна быть выполнена калибровка и аттестация метода, применяемого для определения интерметаллических фаз в процессе изготовления, с использованием образцов с известным уровнем выделения таких фаз. | Для подтверждения отсутствия опасных уровней интерметаллических фаз используют различные технологии. Должна быть выполнена калибровка и аттестация метода, применяемого для определения интерметаллических фаз в процессе изготовления, с использованием образцов с известным уровнем выделения таких фаз. | Не применимо | Не применимо |
Аттестация должна включать корреляцию с результатами испытаний коррозионной стойкости, испытаний на устойчивость к механическим нагрузкам и исследований микроструктуры. Процедуры калибровки и аттестации подлежат согласованию с заказчиком | Аттестация должна включать корреляцию с результатами испытаний коррозионной стойкости, испытаний на устойчивость к механическим нагрузкам и исследований микроструктуры. Процедуры калибровки и аттестации подлежат согласованию с заказчиком | Аттестация должна включать корреляцию с результатами испытаний коррозионной стойкости, испытаний на устойчивость к механическим нагрузкам и исследований микроструктуры. Процедуры калибровки и аттестации подлежат согласованию с заказчиком | |||
Ультразвуковая дефектоскопия | Калибровку проводят согласно требованиям заказчика (см. также [17]). Каждая труба должна проходить 100% контроль по окружности и вдоль оси согласно требованиям заказчика (см. также [28]). Контроль дефектов квадратной формы (надрезов) проводят как снаружи, так и внутри трубы. | Калибровку проводят согласно требованиям заказчика (см. также [17]). Каждая труба должна проходить 100% контроль по окружности и вдоль оси согласно требованиям заказчика (см. также [28]). Контроль дефектов квадратной формы проводят как снаружи, так и внутри трубы. | Технологический УЗК продольного сварного шва проводят согласно требованиям заказчика (см. также [17] и [29]). Технологический УЗК проводят на трубном заводе. Заключительный УЗК должен включать полный объемный контроль всей трубы согласно требованиям заказчика (см. также [16], [28] и [42]). | Технологический УЗК продольного сварного шва проводят согласно требованиям заказчика (см. также [17] и [29]). Технологический УЗК проводят на трубном заводе. Заключительный УЗК должен включать полный объемный контроль всей трубы согласно требованиям заказчика (см. также [17], [28] и [42]). | Не применимо |
Эталонный образец, используемый для калибровки, должен иметь по меньшей мере четыре искусственных U-образных, V-образных дефектов или дефектов квадратной формы (надрезов). Продольные и поперечные надрезы должны быть как на внутренней, так и на | Эталонный образец, используемый для калибровки, должен иметь по меньшей мере четыре искусственных U-образных, V-образных дефектов или дефектов квадратной формы (надрезов). Продольные и поперечные надрезы должны быть как на внутренней, так и на внешней поверхности | Заключительные УЗК можно выполнять на трубном заводе или на отдельной испытательной линии. Если заключительный УЗК проводят на трубном заводе, то проведение технологического УЗК не требуется. | Заключительные УЗК можно выполнять на трубном заводе или на отдельной испытательной линии. Если заключительный УЗК проводят на трубном заводе, то проведение технологического УЗК не требуется. | ||
внешней поверхности трубы | трубы | Заключительный УЗК проводят с применением ультразвуковых преобразователей как поперечных, так и продольных волн. Ультразвуковые преобразователи продольных волн применяют для выявления дефектов основного металла и подтверждения достижения минимальной толщины стенки | Заключительный УЗК проводят с применением ультразвуковых преобразователей как поперечных, так и продольных волн. Ультразвуковые преобразователи продольных волн применяют для выявления дефектов основного металла и подтверждения достижения минимальной толщины стенки | ||
Радиографи- ческий контроль стыковых и круговых сварных швов | Не применимо | Проводят радиографический контроль всех круговых сварных швов. Индикатор качества изображения (эталон чувствительности) должен быть проволочного типа либо типа шаг/отверстие согласно ГОСТ ISO 17636-2 (см. также [43]). Для круговых сварных швов должно быть сделано не менее трех последовательных прямых снимков с шагом 60° или два круговых снимка. Любое свидетельство наличия дефекта в круговом сварном шве является основанием для отбраковки и удаления сварного шва. | Проводят радиографический контроль всех круговых сварных швов. Индикатор качества изображения (эталон чувствительности) должен быть проволочного типа либо типа шаг/отверстие согласно ГОСТ ISO 17636-2 (см. также [43]). Для круговых сварных швов должно быть сделано не менее трех последовательных прямых снимков с шагом 60° или два круговых снимка. Любое свидетельство наличия дефекта в круговом сварном шве является основанием для отбраковки и удаления сварного шва. | Проводят радиографический контроль всех круговых сварных швов. Индикатор качества изображения (эталон чувствительности) должен быть проволочного типа либо типа шаг/отверстие согласно ГОСТ ISO 17636-2 (см. также [43]). Для круговых сварных швов должно быть сделано не менее трех последовательных прямых снимков с шагом 60° или два круговых снимка. Любое свидетельство наличия дефекта в круговом сварном шве является основанием для отбраковки и удаления сварного шва. | Проводят радиографический контроль всех круговых сварных швов. Индикатор качества изображения (эталон чувствительности) должен быть проволочного типа либо типа шаг/отверстие согласно ГОСТ ISO 17636-2 (см. также [43]). Для круговых сварных швов должно быть сделано не менее трех последовательных прямых снимков с шагом 60° или два круговых снимка. Любое свидетельство наличия дефекта в круговом сварном шве является основанием для отбраковки и удаления сварного шва. |
Ремонт кругового сварного соединения не допускается. Любой круговой сварной шов с признаком дефекта должен быть удален и заменен новым круговым сварным швом. Должна быть обеспечена регистрация всех удаленных сварных швов | Ремонт кругового сварного соединения не допускается. Любой круговой сварной шов с признаком дефекта должен быть удален и заменен новым круговым сварным швом. Должна быть обеспечена регистрация всех удаленных сварных швов. Ремонт продольного сварного шва не допускается | Ремонт кругового сварного соединения не допускается. Любой круговой сварной шов с признаком дефекта должен быть удален и заменен новым круговым сварным швом. Должна быть обеспечена регистрация всех удаленных сварных швов. Ремонт продольного сварного шва не допускается | Ремонт кругового сварного соединения не допускается. Любой круговой сварной шов с признаком дефекта должен быть удален и заменен новым круговым сварным швом. Должна быть обеспечена регистрация всех удаленных сварных швов. Ремонт продольного сварного шва не допускается | ||
Заводские приемо- сдаточные испытания | Не применимо | Заключительные гидравлические испытания проводят после размещения трубы на транспортировочном барабане. Давление при испытании должно превышать расчетное рабочее давление не менее чем в полтора раза, продолжительность испытания должна составлять не менее 4 ч. В процессе испытания барабаны должны быть размещены в помещении на сухой бумаге. | Заключительные гидравлические испытания проводят после размещения трубы на транспортировочном барабане. Давление при испытании должно превышать расчетное рабочее давление не менее чем в полтора раза, продолжительность испытания должна составлять не менее 4 ч. В процессе испытания барабаны должны быть размещены в помещении на сухой бумаге. | Заключительные гидравлические испытания проводят после размещения трубы на транспортировочном барабане. Давление при испытании должно превышать расчетное рабочее давление не менее чем в полтора раза, продолжительность испытания должна составлять не менее 4 ч. В процессе испытания барабаны должны быть размещены в помещении на сухой бумаге. | Заключительные гидравлические испытания проводят после размещения трубы на транспортировочном барабане. Давление при испытании должно превышать расчетное рабочее давление не менее чем в полтора раза, продолжительность испытания должна составлять не менее 4 ч. В процессе испытания барабаны должны быть размещены в помещении на сухой бумаге. |
После успешного завершения гидравлических испытаний труба должна быть осушена и закрыта заглушкой | После успешного завершения гидравлических испытаний труба должна быть осушена и закрыта заглушкой | После успешного завершения гидравлических испытаний труба должна быть осушена и закрыта заглушкой | После успешного завершения гидравлических испытаний труба должна быть осушена и закрыта заглушкой | ||
Маркировка | Все трубы должны иметь равномерно расположенную маркировку с шагом 0,5 м. Маркировка должна включать наименование поставщика, марки стали, номера UNS, наружный диаметр, толщину стенки, номер плавки, номер партии и номера трубы | Все трубы должны иметь равномерно расположенную маркировку с шагом 0,5 м. Маркировка должна включать наименование поставщика, марки стали, номера UNS, наружный диаметр, толщину стенки, номер плавки, номер партии и номера трубы | Сварная гибкая труба должна иметь маркировку с указанием наименования поставщика труб и порядкового номера заказа, марки материала, номера плавки, номинальных размеров (наружного диаметра, толщины стенки и внутреннего диаметра), а также дня недели и даты изготовления согласно действующей нормативной документации (см. также [18]) | Сварная гибкая труба должна иметь маркировку с указанием наименования поставщика труб и порядкового номера заказа, марки материала, номера плавки, номинальных размеров (наружного диаметра, толщины стенки и внутреннего диаметра), а также дня недели и даты изготовления согласно действующей нормативной документации (см. также [18]) | Сварная гибкая труба должна иметь маркировку с указанием наименования поставщика труб и порядкового номера заказа, марки материала, номера плавки, номинальных размеров (наружного диаметра, толщины стенки и внутреннего диаметра), а также дня недели и даты изготовления согласно действующей нормативной документации (см. также [18]) |
Визуальный контроль | Неровности поверхности могут быть удалены шлифовкой. Размеры после шлифовки должны находиться в диапазоне, указанном в требованиях заказчика (см. также [18]). Любые выемки, образовавшиеся при шлифовке, должны быть плавно подогнаны к прилегающей поверхности. | Неровности поверхности могут быть удалены шлифовкой. Размеры после шлифовки должны находиться в диапазоне, указанном в требованиях заказчика (см. также [18]). Любые выемки, образовавшиеся при шлифовке, должны быть плавно подогнаны к прилегающей поверхности. | Неровности поверхности могут быть удалены шлифовкой. Размеры после шлифовки должны находиться в диапазоне, указанном в требованиях заказчика (см. также [18]). Любые выемки, образовавшиеся при шлифовке, должны быть плавно подогнаны к прилегающей поверхности. | Неровности поверхности могут быть удалены шлифовкой. Размеры после шлифовки должны находиться в диапазоне, указанном в требованиях заказчика (см. также [18]). Любые выемки, образовавшиеся при шлифовке, должны быть плавно подогнаны к прилегающей поверхности. | Неровности поверхности могут быть удалены шлифовкой. Размеры после шлифовки должны находиться в диапазоне, указанном в требованиях заказчика (см. также [18]). Любые выемки, образовавшиеся при шлифовке, должны быть плавно подогнаны к прилегающей поверхности. |
Любые отремонтированные участки должны подвергаться следующему контролю: - УЗК; - измерение наружного диаметра. Все трубы должны быть проверены на корректность маркировки. Для каждой трубы проводят стилоскопирование | Любые отремонтированные участки должны подвергаться следующему контролю: - УЗК; - измерение наружного диаметра. Все трубы должны быть проверены на корректность маркировки. Для каждой трубы проводят стилоскопирование. | Любые отремонтированные участки должны подвергаться следующему контролю: - УЗК; - измерение наружного диаметра. Все трубы должны быть проверены на корректность маркировки. Для каждой трубы проводят стилоскопирование. | Любые отремонтированные участки должны подвергаться следующему контролю: - УЗК; - измерение наружного диаметра. Все трубы должны быть проверены на корректность маркировки. Для каждой трубы проводят стилоскопирование. | Любые отремонтированные участки должны подвергаться следующему контролю: - УЗК; - измерение наружного диаметра. Все трубы должны быть проверены на корректность маркировки. Для каждой трубы проводят стилоскопирование. Визуально- измерительный контроль | |
Визуально- измерительный контроль всех круговых сварных швов проводят после удаления излишнего присадочного материала, но до выполнения радиографического контроля. Должно быть выполнено измерение наружного диаметра круговых сварных швов для контроля соответствия ТУ изготовителя. | Визуально- измерительный контроль всех круговых сварных швов проводят после удаления излишнего присадочного материала, но до выполнения радиографического контроля. Должно быть выполнено измерение наружного диаметра круговых сварных швов для контроля соответствия ТУ изготовителя. | Визуально- измерительный контроль всех круговых сварных швов проводят после удаления излишнего присадочного материала, но до выполнения радиографического контроля. Должно быть выполнено измерение наружного диаметра круговых сварных швов для контроля соответствия ТУ изготовителя. | всех круговых сварных швов должен выполняться после удаления излишнего присадочного материала, но до выполнения радиографического контроля. Должно быть выполнено измерение наружного диаметра круговых сварных швов для контроля соответствия ТУ изготовителя. | ||
Должен быть выполнен визуальный контроль наружной поверхности всех круговых сварных швов на соответствие профиля требованиям заказчика (см. также [18]) | Должен быть выполнен визуальный контроль наружной поверхности всех круговых сварных швов на соответствие профиля требованиям заказчика (см. также [17], раздел 13) | Визуальный контроль наружной поверхности всех сварных швов, полученных круговой сваркой, проводят для проверки того, что сохраняется гладкая кривая поверхность согласно требованиям заказчика (см. также [17], раздел 13) | Визуальный контроль наружной поверхности всех сварных швов, полученных круговой сваркой, проводят для проверки того, что сохраняется гладкая кривая поверхность согласно требованиям заказчика (см. также [17], раздел 13) |
Общие положения | Изготовитель труб должен разработать технические требования к проведению контроля для каждого процесса при изготовлении труб | Изготовитель труб должен разработать технические требования к проведению контроля для каждого процесса при изготовлении труб | Изготовитель труб должен разработать технические требования к проведению контроля для каждого процесса при изготовлении труб | Изготовитель труб должен разработать технические требования к проведению контроля для каждого процесса при изготовлении труб | Изготовитель труб должен разработать технические требования к проведению контроля для каждого процесса при изготовлении труб |
Поставка | Упаковка труб должна обеспечивать их сохранность при поставке. Упаковка должна быть предназначена для длительного хранения под открытым небом и должна соответствовать ТУ изготовителя | Труба должна быть намотана слоями на металлический барабан в соответствии с требованиями заказчика. Намотку на барабан осуществляют с обратным натяжением. Не допускается образование люфта между слоями при намотке. При образовании зазора/люфта он должен быть удален. Должен быть обеспечен доступ к обоим концам трубы. | Труба должна быть намотана слоями на металлический барабан в соответствии с требованиями заказчика. Намотку на барабан осуществляют с обратным натяжением. Не допускается образование люфта между слоями при намотке. При образовании зазора/люфта он должен быть удален. Должен быть обеспечен доступ к обоим концам трубы. | Труба должна быть намотана слоями на металлический барабан в соответствии с требованиями заказчика. Намотку на барабан осуществляют с обратным натяжением. Не допускается образование люфта между слоями при намотке. При образовании зазора/люфта он должен быть удален. Должен быть обеспечен доступ к обоим концам трубы. | Труба должна быть намотана слоями на металлический барабан в соответствии с требованиями заказчика. Намотку на барабан осуществляют с обратным натяжением. Не допускается образование люфта между слоями при намотке. При образовании зазора/люфта он должен быть удален. Должен быть обеспечен доступ к обоим концам трубы. |
Щеки и шейка металлического барабана должны иметь прокладку из картона, пластика или дерева для исключения прямого контакта трубы с металлом барабана. Диаметр шейки барабана должен быть таким, чтобы деформация при изгибе намотанной на катушку трубы не превышала 2% (см. 7.5.2.8) | Щеки и шейка металлического барабана должны иметь прокладку из картона, пластика или дерева для исключения прямого контакта трубы с металлом барабана. Диаметр шейки барабана должен быть таким, чтобы деформация при изгибе намотанной на катушку трубы не превышала 2% (см. 7.5.2.8) | Щеки и шейка металлического барабана должны иметь прокладку из картона, пластика или дерева для исключения прямого контакта трубы с металлом барабана. Диаметр шейки барабана должен быть таким, чтобы деформация при изгибе намотанной на катушку трубы не превышала 2% (см. 7.5.2.8) | Щеки и шейка металлического барабана должны иметь прокладку из картона, пластика или дерева для исключения прямого контакта трубы с металлом барабана. Диаметр шейки барабана должен быть таким, чтобы деформация при изгибе намотанной на катушку трубы не превышала 2% (см. 7.5.2.8) | ||
Термическая обработка | Термическая обработка является критически важным процессом для обеспечения качества труб, в связи с чем необходимо уделять особое внимание контролю технологического процесса. Контроль термической обработки проводят с применением термопары внутри трубы. | Термическая обработка является критически важным процессом для обеспечения качества труб, в связи с чем необходимо уделять особое внимание контролю технологического процесса. Контроль термической обработки проводят с применением термопары внутри трубы. | Термическая обработка является критически важным процессом для обеспечения качества труб, в связи с чем необходимо уделять особое внимание контролю технологического процесса. Поставщик штрипсов выполняет непрерывный контроль условий термической обработки и испытаний | Термическая обработка является критически важным процессом для обеспечения качества труб, в связи с чем необходимо уделять особое внимание контролю технологического процесса. Термическая обработка должна соответствовать требованиям заказчика (см. также [18]), если | Термическая обработка является критически важным процессом для обеспечения качества труб, в связи с чем необходимо уделять особое внимание контролю технологического процесса. Стыковой сварной шов штрипсов и продольный сварной шов должны подвергаться термической обработке |
Если зарегистрированная температура отжига или длительность охлаждения не соответствуют параметрам, указанным в ТУ изготовителя, на прошедшие термообработку трубы после последней пройденной проверки должен быть оформлен отчет о несоответствии. | Если зарегистрированная температура отжига или длительность охлаждения не соответствуют параметрам, указанным в ТУ изготовителя, на прошедшие термообработку трубы после последней пройденной проверки должен быть оформлен отчет о несоответствии. | штрипса для подтверждения отсутствия опасных уровней интерметаллических фаз в штрипсе. Термическую обработку сварных швов соединения штрипсов и продольных сварных швов проводят с применением оборудования для регистрации скорости | иное не оговорено между изготовителем и заказчиком. Процесс термообработки не является критичным для труб из стали "облегченный дуплекс", поскольку в этом случае не ожидается образования опасных уровней интерметаллических фаз за время термической обработки и при | в неокисляющей атмосфере, обеспечивающей защиту как внутренней, так и внешней поверхности. Круговые сварные швы не подлежат термической обработке | |
Периодичность проверки должна соответствовать ТУ изготовителя. Проверку процесса термической обработки на соответствие требованиям проводят с учетом допустимых отклонений критичных технологических параметров. | Периодичность проверки должна соответствовать ТУ изготовителя. Проверку процесса термической обработки на соответствие требованиям проводят с учетом допустимых отклонений критичных технологических параметров. | перемещения труб и температуры в зависимости от времени. Калибровку оборудования проводят в соответствии с применимым стандартом. Диаграмма, отражающая изменение температуры | температурных условиях, имеющих место при изготовлении. Необязательно осуществлять непрерывный контроль штрипса, стыкового сварного шва штрипсов (если он выполнен газовой сваркой), продольного сварного | ||
Такими параметрами, как правило, являются температуры зон отжига и охлаждения или температуры охлаждающей среды на входе и выходе, скорость перемещения труб в процессе термической обработки и количество одновременно обрабатываемых труб. | Такими параметрами, как правило, являются температуры зон отжига и охлаждения или температуры охлаждающей среды на входе и выходе, скорость перемещения труб в процессе термической обработки и количество одновременно обрабатываемых труб. | и скорости во времени, должна быть записана для каждой бухты труб. Стыковой сварной шов штрипсов и продольный сварной шов должны подвергаться термической обработке в неокисляющей атмосфере, обеспечивающей защиту как внутренней, так и внешней поверхности. Круговые сварные швы | шва или кругового сварного шва (если он выполнен газовой сваркой) на наличие опасных уровней интерметаллических фаз, поскольку не ожидается их образование за время термической обработки при температурных условиях производства. Стыковой сварной шов | ||
Указанные параметры непрерывно регистрируют в процессе термообработки. Повторение процесса термической обработки допустимо при условии, что прошедшие повторную термообработку трубы будут оформлены как отдельная партия | Указанные параметры непрерывно регистрируют в процессе термообработки. Повторение процесса термической обработки допустимо при условии, что прошедшие повторную термообработку трубы будут оформлены как отдельная партия | не подлежат термической обработке | штрипсов и продольный сварной шов должны подвергаться термической обработке в неокисляющей атмосфере, обеспечивающей защиту как внутренней, так и внешней поверхности. Круговые сварные швы не подлежат термической обработке | ||
Сертификация | Сертификат испытаний материала должен прикладываться к каждой поставке в соответствии с требованиями заказчика [см. также [44] (см. 3.1)], с указанием количества, типа материала и всех результатов испытаний согласно настоящему стандарту | Сертификат испытаний материала должен прикладываться к каждой поставке в соответствии с требованиями заказчика [см. также [44] (см. 3.1)], с указанием количества, типа материала и всех результатов испытаний согласно настоящему стандарту | Поставщик труб должен предоставить сертификат соответствия, подтверждающий, что материал был изготовлен и испытан согласно требованиям ТУ изготовителя | Поставщик труб должен предоставить сертификат соответствия, подтверждающий, что материал был изготовлен и испытан согласно требованиям ТУ изготовителя | Поставщик труб должен предоставить сертификат соответствия, подтверждающий, что материал был изготовлен и испытан согласно требованиям ТУ изготовителя |
Приложение I
(справочное)
Пример расчета толщины стенки металлической трубы
I.1 Общие положения
В данном приложении представлен упрощенный расчет толщины стенки металлической трубы на основе методологии проектирования, описанной в разделе 7.
При выполнении расчета приняты следующие допущения:
a) труба предназначена для эксплуатации только в статических условиях, динамические условия не рассматривают;
b) касательные напряжения не учитывают;
c) изгибающие напряжения не учитывают;
d) контактные напряжения не учитывают;
e) используют номинальные размеры без учета допусков;
f) труба находится в морской воде;
g) труба находится в вертикальном положении;
h) труба заполнена морской водой.
I.2 Единицы измерения системы СИ
I.2.1 Исходные данные
При проведении расчета использованы следующие значения:
- расчетное рабочее давление | 68,95 МПа; |
- наружный диаметр трубы | D=14,9 мм; |
- толщина стенки | t=1,0 мм; |
- расчетная глубина воды | 2000 м; |
- плотность металла трубы | 7840 кг/м ; |
- плотность морской воды | 1025 кг/м ; |
- предел текучести материала трубы (условный предел текучести при остаточной деформации 0,2%) | 670 МПа; |
- коэффициент отношения допустимых напряжений к пределу текучести | 0,96; |
- коэффициент отношения давления при испытаниях на герметичность к рабочему давлению | 1,5. |
I.2.2 Проектный расчет
Примечание - Максимальное рабочее давление предполагает, что металлическая труба в составе шлангокабеля испытывает избыточное внутреннее давление в закрытой системе.


Примечание - Осевое напряжение в металлической трубе зависит от глубины воды, внутреннего давления и конфигурации шлангокабеля. Это необходимо учитывать при анализе напряжений в стенке металлической трубы на различных участках по длине шлангокабеля.
Собственный вес наполненной морской водой металлической трубы W, Н/м, вычисляют по формуле

Максимальное натяжение подвешенной трубы в точке подвеса T, кН, вычисляют по формуле


I.2.3 Проверка конструкции
I.2.3.1 В рамках упрощенного анализа для проверки конструкции рассматривают два случая - участок шлангокабеля в точке подвеса и участок шлангокабеля на максимальной глубине воды.
I.2.3.2 Для участка в точке подвешивания шлангокабеля принимают следующие допущения:
a) максимальное напряжение растяжения имеет место в точке подвеса;
b) отсутствует изгиб шлангокабеля;
c) напряжения от кручения пренебрежимо малы;
d) внешнее давление пренебрежимо мало.
I.2.3.3 Для участка шлангокабеля на максимальной глубине воды принимают следующие допущения:
a) напряжение растяжения шлангокабеля на максимальной глубине равно нулю;
b) отсутствует изгиб шлангокабеля;
c) напряжения от кручения пренебрежимо малы;
d) внешнее давление максимально.
Если максимальное эквивалентное напряжение фон Мизеса меньше, чем напряжение при максимальной нагрузке, то толщину стенки необходимо увеличивать до тех пор, пока напряжения не станут равны.
Примечание - Данный расчет является итерационным.
Приложение J
(справочное)
Расчет окружной потери устойчивости металлических труб
J.1 Изгиб с контролем смещения
D - номинальный наружный диаметр.
Таблица J.1 - Коэффициент максимума нагрузки для изгиба
Условия | |
Изготовление | 0,7 |
Необходимо учитывать, что приведенное в таблице J.1 значение коэффициента максимума нагрузки не проходило валидацию непосредственно для труб в составе шлангокабеля.
Необходимо провести проверку усталостных свойств материала с учетом воздействия циклов деформации, имеющих место в процессе намотки на барабан, перегрузки и укладки.
Для плотной намотки шлангокабеля на барабан требуется приложить определенное обратное натяжение.
Указания для испытаний на малоцикловую усталость приведены в 7.5.8.4.
J.2 Смятие
Оценка на основе критерия величины внешнего давления, как определено в формуле (J.3), может быть использована для предотвращения смятия вследствие результирующего воздействия внешнего давления

g - коэффициент, вычисляемый по формуле (J.7).

где O вычисляют по формуле

где D - номинальный наружный диаметр;
E - модуль упругости Юнга для материала трубы;
v - коэффициент Пуассона.
Таблица J.2 - Коэффициент максимума нагрузки для смятия
Условия | |
Нормальная эксплуатация | 0,62 |
Укладка | 0,75 |
Необходимо учитывать, что приведенное в таблице J.2 значение коэффициента максимума нагрузки не проходило валидацию непосредственно для труб в составе шлангокабеля.
Принимают допущение о незначительном ухудшении параметров материала при изменении температуры и о проведении отжига труб для устранения последствий холодной обработки при изготовлении. В противном случае значение минимального предела текучести должно быть соответствующим образом снижено.
J.3 Лавинное смятие
Для оценки условий возникновения лавинного смятия применяют формулу

где D - номинальный наружный диаметр;
Принимают допущение о незначительном ухудшении параметров материала при изменении температуры и о проведении отжига труб для устранения последствий холодной обработки при изготовлении. В противном случае значение минимального предела текучести должно быть соответствующим образом снижено.
Приложение ДА
(справочное)
Кривая допустимой нагрузки
ДА.1 На рисунке ДА.1 приведен пример кривых допустимых нагрузок на шлангокабель, определяющих зависимость между допустимым радиусом изгиба и допустимой растягивающей нагрузкой для условий внутреннего давления в линиях шлангокабеля.
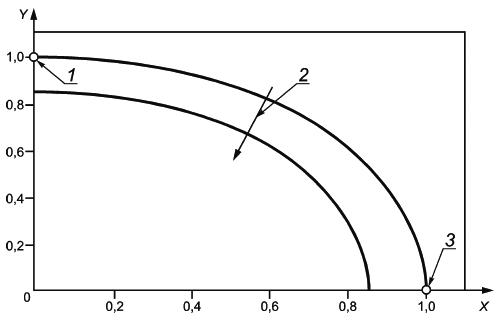 |
X - обратное значение нормализованного минимального радиуса изгиба при отсутствии натяжения (отношение минимального радиуса изгиба к радиусу изгиба); Y - нормализованная максимально допустимая растягивающая нагрузка (отношение нагрузки при растяжении к максимально допустимой растягивающей нагрузке);
1 - значение максимально допустимой растягивающей нагрузки при отсутствии изгиба; 2 - увеличивающееся давление и/или увеличивающийся уровень безопасности; 3 - значение, обратное минимальному радиусу изгиба при отсутствии натяжения
Примечания
1 При увеличении уровня безопасности увеличивается значение минимально допустимого радиуса изгиба и снижается максимально допустимая растягивающая нагрузка, т.е. кривая допустимой нагрузки смещается к началу координат.
2 Увеличение внутреннего давления в линиях шлангокабеля, как правило, увеличивает значение минимально допустимого радиуса изгиба и снижается максимально допустимая растягивающая нагрузка, т.е. кривая допустимой нагрузки смещается к началу координат.
Рисунок ДА.1 - Кривые допустимой нагрузки
Приложение ДБ
(справочное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДБ.1
Обозначение ссылочного национального, межгосударственного стандарта | Степень соответ- ствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ 11262-2017 | MOD | ISO 527-2:2012 "Пластмассы. Определение механических свойств при растяжении. Часть 2. Условия испытаний формовочных и экструзионных пластмасс" |
ГОСТ 22483-2021 | MOD | IEC 60228:2004 "Проводники изолированных кабелей" |
ГОСТ 31996-2012 | NEQ | IEC 60502-1:2004 "Кабели силовые с экструдированной изоляцией и кабельная арматура на номинальное напряжение от 1 кВ ( 1,2 кВ) до 30 кВ ( 36 кВ). Часть 1. Кабели на номинальное напряжение 1 кВ ( 1,2 кВ) и 3 кВ ( 3,6 кВ)" |
ГОСТ 34370-2017 | MOD | ISO 527-1:2012 "Пластмассы. Определение механических свойств при растяжении. Часть 1. Общие принципы" |
ГОСТ ISO 6803-2013 | IDT | ISO 6803:2008 "Рукава и рукава в сборе резиновые или пластмассовые. Импульсные гидравлические испытания под давлением без изгиба" |
ГОСТ Р ИСО 1402-2019 | IDT | ISO 1402:2009 "Резиновые и пластиковые рукава и рукава в сборе. Гидростатические испытания" |
ГОСТ Р МЭК 60793-1-1-2018 | IDT | IEC 60793-1-1:2017 "Волокна оптические. Часть 1-1. Методы измерений и проведение испытаний. Общие положения и руководство" |
ГОСТ Р МЭК 60793-2-2018 | IDT | IEC 60793-2:2015 "Волокна оптические. Часть 2. Технические требования к изделию. Общие положения" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентный стандарт. | ||
Библиография
[1] | BS 5950 (все части) | Использование металлоконструкций в строительстве (Structural use of steelwork in building) |
[2] | EH 10027 (все части) | Системы обозначения сталей (Designation systems for steels) |
[3] | EH 10025 (все части) | Горячекатаный прокат из конструкционных сталей (Hot rolled products of structural steels) |
[4] | DNV RP-A203-2017 | Процедуры квалификации новых технологий (Qualification procedures for new technology) |
[5] | DNV OS-F201-2001 | Динамические райзеры (Dynamic risers) |
[6] | DNV RP-F109-2010 | Обеспечение стабильности положения при проектировании морских трубопроводов (On-bottom stability design of submarine pipelines) |
[7] | ANSI/API RP 2RD | Проектирование райзеров для плавучих промысловых сооружений и платформ на натяжных опорах [Design of risers for floating production systems (FPSs) and tension-leg platforms (TLPs)] |
[8] | DNV RP-F204 | Усталостные характеристики райзера (Riser fatigue) |
[9] | DNV RP-F203 | Взаимодействие райзеров (Riser interference) |
[10] | DNV RP-E305 | Проектирование, испытания и анализ волоконных канатов для морского применения (Design, testing and analysis of offshore fibre ropes) |
[11] | EEMUA publication No. 194 | Руководство по выбору материалов и контролю коррозии для подводного энергетического оборудования (Guide to materials selection and corrosion control for subsea energy equipment) |
[12] | МЭК 61196-1-114:2015 | Кабели связи коаксиальные. Часть 1-114. Методы электрических испытаний. Определение индуктивности (Coaxial communication cables - Part 1-114: Electrical test methods - Test for inductance) |
[13] | BS 5099:2004 | Электрические кабели. Уровни напряжений для испытания искровым методом (Electric cables. Voltage levels for spark testing) |
[14] | ИСО 7751:2016 | Рукава и рукава в сборе резиновые и пластмассовые. Отношение испытательного избыточного и разрывного давления к максимальному рабочему давлению (Rubber and plastics hoses and hose assemblies - Ratios of proof and burst pressure to maximum working pressure) |
[15] | ИСО 8308:2015 | Рукава и трубки резиновые и пластмассовые. Определение степени просачивания жидкости через стенки рукавов и трубок (Rubber and plastics hoses and tubing - Determination of transmission of liquids through hose and tubing walls) |
[16] | ИСО 4080:2009 | Рукава и рукава в сборе резиновые и пластмассовые. Определение газопроницаемости (Rubber and plastics hoses and hose assemblies - Determination of permeability to gas) |
[17] | ACTM A1016/A1016M-23 | Стандартная спецификация общих требований к трубам из ферритной легированной стали, аустенитной легированной стали и нержавеющей стали (Standard specification for general requirements for ferritic alloy steel, austenitic alloy steel and stainless steel tubes) |
[18] | ACTM A789/A789M-22 | Стандартные технические условия на бесшовные и сварные трубы общего назначения из ферритной/аустенитной нержавеющей стали (Standard specification for seamless and welded ferritic/austenitic stainless steel tubing for general service) |
[19] | ACTM E8/E8M-22 | Стандартные методы испытаний на растяжение металлических материалов (Standard test methods for tension testing of metallic materials) |
[20] | ACTM A370-23 | Стандартные методы испытаний и оценки для механических испытаний стальных изделий (Standard test methods and definitions for mechanical testing of steel products) |
[21] | ACTM E92-23 | Стандартные методы определения твердости металлических материалов по Виккерсу и Кнупу (Standard test methods for vickers hardness and knoop hardness of metallic materials) |
[22] | ACTM E384-22 | Стандартные методы испытаний микротвердости материалов (Standard test method for microindentation hardness of materials) |
[23] | ACTM Е562-19е1 | Стандартный метод испытаний для определения объемной доли путем систематического ручного подсчета точек (Standard test method for determining volume fraction by systematic manual point count) |
[24] | ACTM E1245-03(2023) | Стандартная практика определения содержания включений или компонентов второй фазы металлов с помощью автоматического анализа изображений (Standard practice for determining the inclusion or second-phase constituent content of metals by automatic image analysis) |
[25] | ACTM G48-11(2020)e1 | Стандартные методы испытаний нержавеющей стали и родственных сплавов на коррозионную стойкость к питтинговой и щелевой коррозии с использованием раствора хлористого железа (Standard test methods for pitting and crevice corrosion resistance of stainless steels and related alloys by use of ferric chloride solution) |
[26] | ANSI/ASME B31.3 | Система технологических трубопроводов (Process piping) |
[27] | ASME BPVC Section IX | Котлы и сосуды, работающие под давлением. Секция IX. Квалификация сварочных и паяльных работ (Boiler and pressure vessel code, section ix, welding and brazing qualifications) |
[28] | ACTM E213-22 | Стандартная практика ультразвукового контроля металлических труб и гибких труб (Standard practice for ultrasonic testing of metal pipe and tubing) |
[29] | ACTM E273-20 | Стандартная практика ультразвукового контроля зоны сварного шва сварных труб и гибких труб (Standard practice for ultrasonic testing of the weld zone of welded pipe and tubing) |
[30] | ACTM E309-16 | Стандартная методика вихретокового контроля стальных трубчатых изделий с использованием магнитного насыщения (Standard practice for eddy current examination of steel tubular products using magnetic saturation) |
[31] | ДИН EH 10257-2:2012 | Проволока из нелегированной стали с покрытием из цинка или цинкового сплава для оплетки силовых и телекоммуникационных кабелей. Часть 2. Подводные кабели (Zinc or zinc alloy coated non-alloy steel wire for armouring either power cables or telecommunication cables - Part 2: Submarine cables) |
[32] | ACTM A411-08(2022) | Стандартные технические условия на оцинкованную (гальванизированную) проволоку для армирования из низкоуглеродистой стали [Standard specification for zinc-coated (galvanized) low-carbon steel armor wire] |
[33] | ИСО 4406:2017 | Гидропривод объемный. Жидкости. Метод кодирования степени загрязнения твердыми частицами (Hydraulic fluid power - Fluids - Method for coding the level of contamination by solid particles) |
[34] | UMF GN04 | Руководство по анализу свободных пролетов (Guidance note: free span analysis) |
[35] | ИСО 6801:2021 | Рукава резиновые или пластмассовые. Определение объемного расширения (Rubber and plastics hoses - Determination of volumetric expansion) |
[36] | ИСО 13628-11:2007 | Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 11. Системы гибких трубопроводов для подводного и морского применения (Petroleum and natural gas industries - Design and operation of subsea production systems - Part 11: Flexible pipe systems for subsea and marine applications) |
[37] | ACTM A269/A269M-22 | Стандартное технические условия на бесшовные и сварные трубы из аустенитной нержавеющей стали общего назначения (Standard specification for seamless and welded austenitic stainless steel tubing for general service) |
[38] | ACTM A751-21 | Стандартное методы испытаний, руководства и терминология для химического анализа изделий из стали (Standard test methods, practices, and terminology for chemical analysis of steel products) |
[39] | ACTM A240/A240M-23a | Стандартное технические условия на пластины, и штрипсы из хромистой и хромоникелевой нержавеющей стали для сосудов под давлением и для общего применения (Standard specification for chromium and chromium-nickel stainless steel plate, sheet, and strip for pressure vessels and for general applications) |
[40] | ACTM A480/A480M-23b | Стандартное технические условия на общие требования для листовой стали из нержавеющей жаропрочной стали, листов и штрипсов (Standard specification for general requirements for flat-rolled stainless and heat-resisting steel plate, sheet, and strip) |
[41] | ACTM E426-16(2021) | Стандартная практика электромагнитного (вихретокового) контроля бесшовных и сварных трубных изделий, титана, аустенитной нержавеющей стали и аналогичных сплавов [Standard practice for electromagnetic (Eddy current) examination of seamless and welded tubular products, titanium, austenitic stainless steel and similar alloys] |
[42] | ACTM E1001-21 | Стандартная практика обнаружения и оценки несплошностей ультразвуковым методом иммерсивного эхо-импульса с использованием продольных волн (Standard practice for detection and evaluation of discontinuities by the immersed pulse-echo ultrasonic method using longitudinal waves) |
[43] | ИСО 19232-1:2013 | Неразрушающий контроль. Качество изображения на радиографических снимках. Часть 1. Определение значения качества изображения с помощью проволочных индикаторов (Non-destructive testing - Image quality of radiographs - Part 1: Determination of the image quality value using wire-type image quality indicators) |
[44] | ДИН ЕН 10204-2005 | Изделия металлические. Типы актов приемочного контроля (Metallic products - Types of inspection documents) |
УДК 622.276.04:006.354 | ОКС | 75.020 75.180.10 75.180.99 |
Ключевые слова: нефтяная и газовая промышленность, системы подводной добычи, шлангокабель, производство, укладка | ||
{kind=link}