ГОСТ Р 71122-2023
(ИСО 13628-15:2011)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
ПРОЕКТИРОВАНИЕ И ЭКСПЛУАТАЦИЯ СИСТЕМ ПОДВОДНОЙ ДОБЫЧИ
Часть 15
Подводные конструкции и манифольды
Petroleum and natural gas industry. Design and operation of subsea production systems. Part 15. Subsea structures and manifolds
ОКС 75.020
Дата введения 2023-12-30
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Газпром 335" по заказу Общества с ограниченной ответственностью "ЛУКОЙЛ-Нижневолжскнефть" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 "Нефтяная и газовая промышленность"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2023 г. N 1490-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 13628-15:2011* "Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 15. Подводные конструкции и манифольды" (ISO 13628-15:2011 "Petroleum and natural gas industries - Design and operation of subsea production systems - Part 15: Subsea structures and manifolds", MOD) путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту.
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДА.
Сопоставление структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении ДБ
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
Создание и развитие отечественных технологий и техники для освоения шельфовых нефтегазовых месторождений должно быть обеспечено современными стандартами, устанавливающими требования к проектированию, строительству и эксплуатации систем подводной добычи. Для решения данной задачи Министерством промышленности и торговли Российской Федерации и Федеральным агентством по техническому регулированию и метрологии реализуется "Программа по обеспечению нормативной документацией создания отечественной системы подводной добычи для освоения морских нефтегазовых месторождений". В объеме работ программы предусмотрена разработка национальных и предварительных национальных стандартов, областью применения которых являются системы подводной добычи углеводородов.
Подготовка настоящего стандарта, в соответствии с основами национальной стандартизации и принципами гармонизации документов национальной системы стандартизации с международной, осуществлена на основе применения действующего международного стандарта, отражающего передовой зарубежный опыт, лучшие мировые практики и современные методики проектирования и эксплуатации систем подводной добычи.
Целью настоящего стандарта является обеспечение безопасности эксплуатации систем подводной добычи за счет установления общих требований и принципов в отношении проектирования, выбора материалов, изготовления, испытаний, маркировки, транспортирования, хранения, монтажа, технического обслуживания и вывода из эксплуатации подводных конструкций, предназначенных для размещения и защиты подводного оборудования и манифольдов.
Положения, учитывающие особенности национальной стандартизации и специфику национальной практики в области проектирования и эксплуатации конструкций и манифольдов систем подводной добычи углеводородов, приведены в дополнительных структурных элементах: 1.3 в составе раздела 1 "Область применения", 7.1 в составе раздела 7 "Верификация и валидация проектных решений", 15.7 "Очистка морского дна" и 15.8 "Работы после ликвидации" в составе раздела 15 "Ликвидация" и терминологических статьях: 3.1 "барьер", 3.5 "выкидная линия", 3.8 "защитная конструкция", 3.9 "комплексные испытания", 3.10 "кустовой манифольд", 3.11 "манифольд", 3.13 "оконечное устройство трубопровода", 3.17 "подводная фундаментная конструкция", 3.18 "сборный манифольд", 3.19 "свая", 3.24 "судно технического флота", 3.25 "трубопровод-шлейф", 3.30 "юбка".
Эти дополнительные положения заключены в рамки из тонких линий. Подраздел 1.3 добавлен в целях учета требований национального органа технического надзора в сфере обеспечения безопасности морских стационарных объектов. Подраздел 7.1 включен в соответствии с требованиями законодательства Российской Федерации в части архитектурно-строительного проектирования и экспертизы проектной документации на создание систем подводной добычи. Подразделы 15.7 и 15.8 добавлены в целях обеспечения безопасности мореплавания, охраны человеческой жизни на море и сохранения морской среды после ликвидации подводных конструкций. Терминологические статьи добавлены, поскольку определяемые термины находят применение в настоящем стандарте.
Для улучшения понимания пользователями некоторых положений настоящего стандарта, а также для учета требований российских нормативных правовых актов, нормативно-технических документов и отечественной специфики проектирования, строительства и эксплуатации систем подводной добычи углеводородов в текст внесены изменения и дополнения, выделенные курсивом.
1 Область применения
1.1 Настоящий стандарт устанавливает требования и рекомендации по проектированию, изготовлению, транспортированию, установке, эксплуатации и ликвидации подводных конструкций, предназначенных для размещения и защиты оборудования систем подводной добычи углеводородов, устанавливаемого на морском дне, а также манифольдов.
Настоящий стандарт применим к следующему оборудованию и конструкциям систем подводной добычи:
- эксплуатационным и нагнетательным манифольдам;
- подводным технологическим и подводным дожимным станциям;
- основаниям райзеров;
- оконечным манифольдам трубопроводов;
- оконечным устройствам трубопроводов;
- T-, Y-образным соединениям;
- подводным изолирующим клапанам;
- подводным компонентам управления и распределения;
- опорным плитам для одиночных скважин, кустов скважин и подводного оборудования;
- защитным конструкциям.
Общий вид расположения типового оборудования систем подводной добычи представлен на рисунке 1.
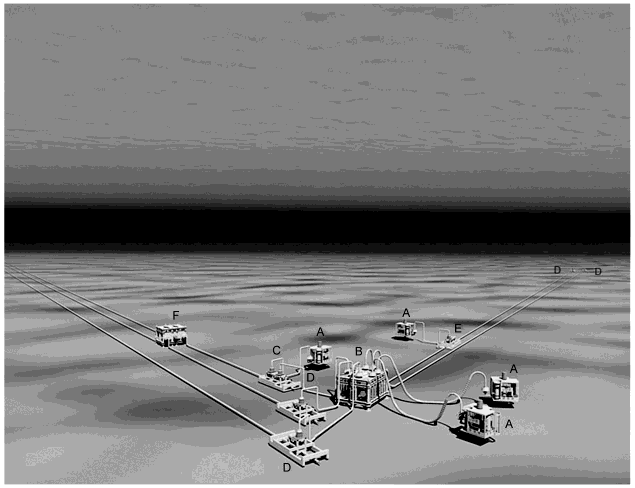 |
A - фонтанная арматура; B - кустовой манифольд; C - оконечный манифольд трубопровода; D - оконечное устройство трубопровода; E - линейный тройник; F - мультифазная насосная станция
Рисунок 1 - Общий вид расположения типового оборудования систем подводной добычи
1.2 Требования настоящего стандарта не распространяются:
- на запорную арматуру трубопроводов и манифольдов;
- соединительные муфты выкидных линий/трубопроводов-шлейфов и точек подключения;
- дроссельные задвижки;
- системы управления подводной добычей.
1.3 При проектировании, строительстве и эксплуатации систем подводной добычи под техническим наблюдением Российского морского регистра судоходства в дополнение к требованиям настоящего стандарта следует руководствоваться требованиями [1]. |
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ ISO 3183-2015 Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия
ГОСТ ISO 15609-3-2020 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 3. Электронно-лучевая сварка
ГОСТ ISO 15609-4-2017 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 4. Лазерная сварка
ГОСТ ISO 15609-5-2020 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка
ГОСТ ISO 15609-6-2016 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 6. Лазерно-дуговая гибридная сварка
ГОСТ Р 27.601 Надежность в технике. Управление надежностью. Техническое обслуживание и его обеспечение
ГОСТ Р 51365 (ИСО 10423:2003) Нефтяная и газовая промышленность. Оборудование для бурения и добычи. Оборудование устья скважины и фонтанное устьевое оборудование. Общие технические требования
ГОСТ Р 53678 (ИСО 15156-2:2003) Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию, и применение чугунов
ГОСТ Р 53679 (ИСО 15156-1:2001) Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 1. Общие принципы выбора материалов, стойких к растрескиванию
ГОСТ Р 54382 Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования
ГОСТ Р 54483 (ИСО 19900:2013) Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Общие требования
ГОСТ Р 57123 (ИСО 19901-2:2004) Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Проектирование с учетом сейсмических условий
ГОСТ Р 57148 (ИСО 19901-1:2015) Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Проектирование и эксплуатация с учетом гидрометеорологических условий
ГОСТ Р 57180 Соединения сварные. Методы определения механических свойств, макроструктуры и микроструктуры
ГОСТ Р 58772 (ИСО 19901-6:2009) Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Морские операции
ГОСТ Р 59305 (ИСО 13628-1:2005) Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 1. Общие требования и рекомендации
ГОСТ Р ИСО 9001 Системы менеджмента качества. Требования
ГОСТ Р ИСО 9606-1 Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали
ГОСТ Р ИСО 10005 Менеджмент качества. Руководящие указания по планам качества
ГОСТ Р ИСО 13628-4 Нефтяная и газовая промышленность. Проектирование и эксплуатация подводных эксплуатационных систем. Часть 4. Подводное устьевое оборудование и фонтанная арматура
ГОСТ Р ИСО 14731 Координация в сварке. Задачи и обязанности
ГОСТ Р ИСО 15614-1 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов
ГОСТ Р ИСО 15614-5 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 5. Дуговая сварка титана, циркония и их сплавов
ГОСТ Р ИСО/МЭК 17020 Оценка соответствия. Требования к работе различных типов органов инспекции
СП 369.1325800 Платформы морские стационарные. Правила проектирования
СП 378.1325800 Морские трубопроводы. Правила проектирования и строительства
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1
барьер (barrier): Элемент, предназначенный для предотвращения утечки добываемых или закачиваемых флюидов из находящейся под давлением части системы в окружающую среду. |
[ГОСТ Р 59305-2021, пункт 3.1.1] |
3.2 валидация (validation): Подтверждение посредством предоставления объективных свидетельств того, что эксплуатационные требования, предназначенные для конкретного использования или применения, выполнены.
Примечание - Валидация осуществляется путем аттестационных испытаний и/или комплексных испытаний системы.
3.3 вакуумная свая (suction pile): Свая-оболочка с открытым нижним концом, погружаемая в грунт за счет создания разрежения внутри ее полости.
3.4 верификация (verification): Подтверждение посредством представления объективных свидетельств того, что установленные проектные требования были выполнены.
Примечание - Верификация осуществляется путем проведения расчетов, анализа проектных решений и гидростатических испытаний.
3.5
выкидная линия: (flow loop): Трубопровод, предназначенный для соединения компоновки подводной устьевой елки с внешним соединителем выкидной линии или стыковочной втулкой. |
[ГОСТ Р 59304-2021, статья 50] |
3.6 донный мат (mudmat): Плоская подводная фундаментная конструкция с малой глубиной заложения, предназначенная для равномерного распределения нагрузок на слабые грунты морского дна через настил из листового материала и/или юбку.
3.7 забивная свая (driven pile): Свая, погружаемая в грунт забивкой, вибрированием, вдавливанием, подмывом или комбинацией указанных способов.
3.8
защитная конструкция (protection structure): Конструкция, предназначенная для защиты подводного оборудования системы подводной добычи от повреждений при действии случайных нагрузок (воздействие ледовых образований, падающих объектов, якорей, орудий рыболовного промысла и т.п.). [ГОСТ Р 59304-2021, статья 29] |
3.9 |
комплексные испытания (integration test): Натурные испытания, проводимые с объектом испытаний, для контроля и оценки характеристик его свойств во взаимодействии с функционально связанными объектами. |
3.10 |
кустовой манифольд (cluster manifold): Манифольд, соединенный со скважинами одного куста. [ГОСТ Р 59304-2021, статья 19] |
3.11 |
манифольд (manifold): Система трубопроводов с запорной, регулирующей и обратной арматурой, собранная по схеме, определяемой конкретным технологическим процессом, и предназначенная для сбора пластового флюида из скважин и распределения нагнетаемых химических реагентов, сигналов управления и электрического тока. [ГОСТ Р 59304-2021, статья 18] |
3.12 низколегированная сталь (low-alloy steel): Сталь с массовой долей легирующих химических элементов от 1% до 5%.
3.13
оконечное устройство трубопровода (pipeline end termination, PLET): Система патрубков с запорной арматурой на морском трубопроводе, обеспечивающая возможность подсоединения к основному оборудованию системы подводной добычи. |
[ГОСТ Р 59304-2021, статья 26] |
3.14 оконечный манифольд трубопровода (pipeline end manifold): Манифольд, встроенный в морской трубопровод, обеспечивающий возможность дополнительного подключения нескольких морских трубопроводов и/или шлангокабелей.
3.15 опорная плита (template): Подводная фундаментная конструкция, предназначенная для направления и опирания оборудования для бурения и заканчивания скважин, а также для размещения подводного устьевого оборудования и/или манифольда.
Примечание - Опорные плиты могут быть выполнены в виде единого строительного блока или состоять из сборочно-монтажных единиц, монтируемых на морском дне.
3.16 основание райзера (riser base): Подводная фундаментная конструкция, предназначенная для опирания и закрепления морского эксплуатационного райзера.
Примечание - Основание райзера также может обеспечивать возможность подключения трубопроводов.
3.17 |
подводная фундаментная конструкция (subsea foundation structure): Конструкция, которая служит опорой для подводного оборудования систем подводной добычи и/или его отдельных компонентов и обеспечивает восприятие и передачу на морское дно нагрузок, возникающих в процессе эксплуатации оборудования без потери его работоспособности. [Адаптировано из ГОСТ Р 59304-2021, статья 27] |
3.18 |
сборный манифольд (gathering manifold): Манифольд, соединенный непосредственно со скважинами и/или кустовыми манифольдами и предназначенный для сбора с целью транспортировки пластового флюида на береговые сооружения, морскую платформу или технологическое судно. [ГОСТ Р 59304-2021, статья 20] |
3.19 |
свая: Погруженная в грунт или изготовленная в грунте вертикальная или наклонная конструкция, предназначенная для передачи нагрузки на основание. [СП 24.13330.2021, пункт 3.13] |
Пример - Стали UNS S31600, S31603.
Пример - Стали UNS S31254, N08367 и N08926.
Пример - Стали UNS S31803 и S32205.
Пример - Стали S32750 и UNS S32760.
3.24
судно технического флота (technical fleet vessel): Судно, предназначенное для выполнения строительно-монтажных и (или) ремонтных работ при обустройстве, эксплуатации, ликвидации объектов обустройства месторождения. [ГОСТ Р 58772-2019, пункт 3.94] |
3.25 |
трубопровод-шлейф (offshore flowline): Промысловый морской трубопровод, предназначенный для соединения подводной фонтанной арматуры с манифольдом или другим оборудованием системы подводной добычи напрямую или через оконечное устройство трубопроводов и трубную вставку. [ГОСТ Р 59304-2021, статья 22] |
3.26 углеродистая сталь (carbon steel): Сталь, не содержащая легирующих компонентов.
3.27 числовой эквивалент стойкости к питтинговой коррозии (pitting resistance equivalent number): Показатель стойкости нержавеющей стали к локальной питтинговой коррозии, определяемый на основе соотношения химических элементов хрома, молибдена, вольфрама и азота в составе сплава.
Примечания
1 Соотношение химических элементов в составе сплава определяется по формулам:
где PREN - числовой эквивалент стойкости к питтинговой коррозии;
2 Чем выше показатель числового эквивалента стойкости к питтинговой коррозии, тем более устойчива нержавеющая сталь к локальной питтинговой коррозии.
3.30
юбка (skirt): Конструкция, размещенная на опорной части сооружения или под ней, уходящая вниз от фундаментной плиты и заглубляющаяся в морское дно. Примечание - Юбки используются для увеличения способности основания выдерживать вертикальные и горизонтальные нагрузки, для усиления противоэрозионной защиты. |
[ГОСТ Р 58772-2019, пункт 3.112] |
4 Сокращения
В настоящем стандарте использованы следующие сокращения:
ДУИ - дистанционно-управляемый инструмент;
НК - неразрушающий контроль;
ПФА - подводная фонтанная арматура.
ТНПА - телеуправляемый необитаемый подводный аппарат;
ППВО - подводное противовыбросовое оборудование;
AWS - американское общество сварки (American welding society);
DAC - кривая - кривая корректировки амплитуда - расстояние (distance - amplitude correction curve);
GMAW - дуговая сварка металлическим электродом в защитном газе (gas metal arc welding);
GTAW - дуговая сварка вольфрамовым электродом (gas tungsten arc welding);
HAZ - зона термического влияния (heat affected zone);
HAZOP - исследование опасности и работоспособности (hazard and operability study);
HB - твердость металла по Бринеллю при применении стального шарика (hardness Brinell);
HBW - твердость металла по Бринеллю при применении шарика из твердого сплава - вольфрама (hardness Brinell, wolfram);
HIP - горячее изостатическое прессование (hot isostatic pressed);
HRC - твердость металла по Роквеллу, шкала C (hardness Rockwell, scale C);
HV - твердость металла по Виккерсу (hardness Vickers);
IWE - международный инженер по сварке (international welding engineer);
LPC - капиллярный контроль (liquid penetrant control);
MDT - минимальная проектная температура (minimum design temperature);
MEG - моноэтиленгликоль (monoethylene glycol);
MAGW - дуговая сварка в активном газе (metal-active gas welding);
MIGW - дуговая сварка в инертном газе (metal-inert gas welding);
MPS - технические условия на технологию изготовления (manufacturing procedure specification);
P&ID - схема технологического процесса и расположения контрольно-измерительной аппаратуры (process and instrumentation diagram);
PLEM - оконечный манифольд трубопровода (pipeline end manifold);
PQR - протокол аттестации процедуры (procedure qualification record);
PREN - числовой эквивалент стойкости к питтинговой коррозии (pitting-resistance equivalent number);
PWHT - термическая обработка после сварки (post-weld heat treatment);
SMYS - нормативное минимальное значение предела текучести (specified minimum yield stress);
UNS - универсальная система обозначений металлов и сплавов (unified numbering system);
UT - ультразвуковой контроль (ultrasonic testing);
WPS - технические требования к процедуре сварки (welding procedure specification);
WPQR - протокол аттестации процедуры сварки (weld procedure qualification record).
5 Функциональные требования к манифольдам и опорным плитам
5.1 Общие сведения
5.1.1 Манифольд, как правило, выполняет следующие функции:
a) сбор добываемых пластовых флюидов;
b) распределение нагнетаемых химических реагентов;
c) распределение сигналов управления и электрического тока;
d) направление потока пластовых флюидов через трубопроводные линии манифольда;
e) размещение и обеспечение работы одной или нескольких трубопроводных линий манифольда;
f) обеспечение изоляции отдельных слотов скважин от трубопроводных линий манифольда;
g) обеспечение подключения выкидных линий/трубопроводов-шлейфов и/или испытательных трубопроводов;
h) обеспечение подключения оборудования для проведения очистки и диагностирования выкидных линий/трубопроводов-шлейфов.
5.1.2 Заказчик должен установить следующие требования к опорной плите/манифольду:
- габаритные размеры и планируемую массу;
- номинальные эксплуатационные давление и температуру;
- типы сопряжений подключаемого оборудования и коммуникаций;
- P&ID;
- требования к материалам;
- глубину моря в точке установки;
- расчетный срок службы;
- геотехнические и географические данные;
- гидрометеорологические данные;
- требования к защите от падающих объектов;
- требования к защите от орудий рыболовного промысла;
- значения нагрузок от зацепления орудиями рыболовного промысла при их буксировке судами, эксплуатируемыми в данном районе плавания.
5.1.3 Все оборудование должно:
- удовлетворять требованиям заказчика к изделию;
- быть рассчитано на номинальное давление и температуру;
- соответствовать (по размерам и массе) техническим возможностям (характеристикам) монтажного судна в части погрузо-разгрузочных работ, перемещения и монтажных операций;
- быть работоспособными и пригодным к использованию для конкретных условий эксплуатации.
5.1.4 Выбор материалов для отдельных компонентов, включая все уплотнительные материалы, осуществляют по ГОСТ Р 59305 с учетом воздействия:
- добываемых флюидов и нагнетаемых жидкостей, а также жидкостей, применяемых для заканчивания скважин, размещенных в подводных условиях;
- нагнетаемых химических реагентов и рабочих жидкостей.
Примечания
1 Манифольды, как правило, обеспечивают точки подключения трубопроводов шлейфов.
2 Подключения к ПФА могут обеспечивать подачу пластового флюида как из скважин в выкидные линии/трубопроводы-шлейфы, так и в обратном направлении путем управления арматурой на манифольде.
5.2 Общие требования к устанавливаемым конструкциям и оборудованию
Необходимо предусмотреть универсальность с точки зрения различных сценариев добычи (например, модернизации оборудования насосов, сепараторов и другого оборудования) и возможного расширения морского месторождения углеводородов и его перспективного развития. Для каждой конструкции следует рассмотреть потенциальные требования в будущем и четко пояснить порядок подготовки манифольда для реализации заявленных функций.
При проектировании конструкций и оборудования необходимо принимать во внимание:
- транспортирование, подъем, монтаж (с учетом возможного выравнивания), ликвидацию;
- стыковку, подключение и испытание выкидной линии/трубопровода-шлейфа;
- бурение, заканчивание, капитальный ремонт скважины и установку ПФА;
- испытание скважин;
- испытание барьеров;
- подключение и пусконаладочные работы;
- эксплуатацию скважин;
- нагнетание химических реагентов, таких как деэмульгаторы и ингибиторы, предотвращающие коррозию, образование парафиновых и твердых отложений;
- закачивание метанола или MEG для исключения образования гидратов;
- температурный режим;
- сброс давления в затрубном пространстве с направлением пластовых флюидов в эксплуатационную линию ПФА;
- плановые и аварийные отключения скважин и манифольда;
- повышение и стравливание давления в трубопроводах;
- очистку и диагностирование выкидных линий/трубопроводов-шлейфов для проведения контроля их состояния и очистки полостей;
- осмотры и доступ с использованием ТНПА, включая замену оборудования;
- проверку оборудования для обнаружения песка/средств очистки и диагностирования;
- внутрискважинные работы;
- попадание морской воды внутрь установленного оборудования во время подключения;
- защиту от коррозии;
- защиту от эрозии;
- измерение толщин стенок;
- расход пластовых флюидов;
- перепад давления в трубопроводах;
- состав пластовых флюидов;
- режимы течения мультифазных потоков пластовых флюидов.
5.3 Требования к сопряжениям устанавливаемого оборудования
5.3.1 Места сопряжений оборудования должны обеспечивать целостность и функциональность в условиях эксплуатации с учетом следующих факторов:
- внутреннего и внешнего давлений;
- взаимного перемещения и деформаций конструкций, например ПФА, опорной плиты или манифольда;
- отсутствия внутренних утечек и проникновения морской воды;
- предельных отклонений для выполнения сопряжений;
- внутренних и внешних колебаний температуры;
- конструкции для защиты от падающих объектов и орудий рыболовного промысла;
- воздействий от падающих объектов и орудий рыболовного промысла;
- кратковременной и долговременной осадки сооружений;
- морского обрастания;
- коррозии и эрозии;
- образования отложений на поверхностях сопрягаемых компонентов;
- возможного гидратообразования;
- нагрузок при монтаже;
- нагрузок при стыковке и подключении;
- расчетного срока службы;
- ремонтопригодности;
- защиты от столкновений с ТНПА;
- требований к нагнетанию химических реагентов.
5.3.2 Необходимо предоставить листы технических данных сопряжений оборудования и коммуникаций, а также процедуры монтажа компонентов и узлов внешних сопряжений. Листы технических данных должны четко обозначать проектные ограничения и массогабаритные характеристики. К таким областям как минимум относятся следующие:
- сопряжения, относящиеся к скважинам, включая максимальный угол наклона колонны направления, массы монтируемых элементов скважины, длину колонны направления, массогабаритные характеристики ППВО, требования к последовательности бурения скважин, ограничения по давлению/расходу бурового раствора, прочность цемента/раствора, глубина скважины, конструкция устья и т.д.;
- сопряжения, выполняемые морским подрядчиком (массы и габаритные размеры оборудования, высота подъема, пространство на палубе, несущая способность устройств и конструкций подключения, ограничения по монтажу, состояние моря и т.д.);
- сопряжения, относящиеся к соединительным секциям, трубным вставкам и перемычкам.
5.4 Требования к кустовым манифольдам
5.4.1 Общие сведения
Кустовой манифольд состоит из рамы, на которой размещается оборудование, например трубопроводы, приспособления для соединения трубопроводов, а также защитной конструкции. Общий вид кустового манифольда представлен на рисунке 2.
 |
Рисунок 2 - Общий вид кустового манифольда
Кустовой манифольд может включать следующие компоненты:
- подводный модуль управления;
- модуль распределения шлангокабеля;
- модуль распределения электроэнергии.
5.4.2 Выравнивающие системы
Кустовые манифольды должны быть оснащены выравнивающими системами относительно подводной фундаментной конструкции для обеспечения надлежащего физического сопряжения с другими системами, например с соединительными устройствами.
5.4.3 Направляющие системы
Кустовые манифольды устанавливают на точку эксплуатации при помощи направляющих систем. Если применяются направляющие канаты, то на кустовом манифольде должно быть предусмотрено необходимое расстояние для направляющих стоек, а также возможность их установки/технического обслуживания. Если метод установки не предполагает применения направляющей системы, то на кустовом манифольде должно быть предусмотрено достаточное пространство, а также направляющие штыри или ловители.
5.5 Требования к опорным плитам
5.5.1 Общие сведения
Рама опорной плиты обеспечивает размещение оборудования для бурения и заканчивания скважин, манифольдов, оборудования для стыковки и соединения трубопроводов, а также может служить защитной конструкцией (опорная плита и защитная конструкция часто проектируются как единый строительный блок). Общий вид опорной плиты с размещенным на ней оборудованием и защитной конструкцией представлен на рисунке 3.
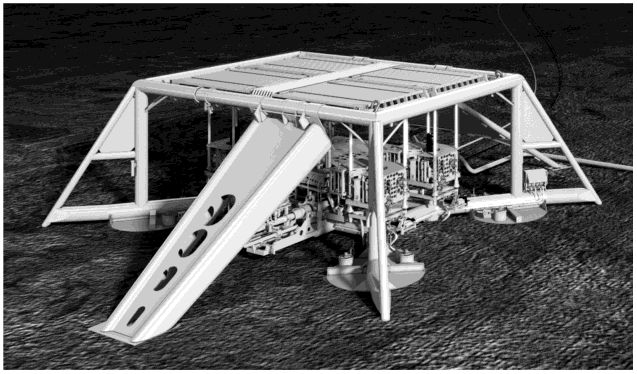 |
Рисунок 3 - Общий вид опорной плиты с размещенным на ней оборудованием и защитной конструкцией
5.5.2 Сопряжения оборудования для бурения и заканчивания
Если скважина будет пробурена через опорную плиту то она должна предусматривать направляющую для бурения, возможность для спуска и подвески колонны направления и достаточное пространство для спуска и установки блока противовыбросовых превенторов. Если будет установлена ПФА, то опорная плита должна обеспечивать позиционирование и выравнивание ПФА, а также предусматривать пространство для спуско-подъемных операций.
5.5.3 Выравнивающие системы
Опорные плиты оснащают выравнивающими системами для обеспечения надлежащего физического сопряжения подсистем, например, между колонной головкой/ПФА, ПФА/манифольдом и манифольдом/выкидными линиями.
5.5.4 Направляющие системы
Опорные плиты оснащают направляющими системами, обеспечивающими помощь при выполнении работ по установке. Если применяются направляющие канаты, то на опорной плите должно быть предусмотрено необходимое расстояние для направляющих стоек, а также возможность их установки/технического обслуживания. Если метод установки не предполагает применения направляющей системы, то на опорной плите необходимо предусмотреть достаточное пространство, а также пассивную направляющую систему для надлежащей установки основного оборудования.
6 Требования к проектированию
6.1 Общие аспекты проектирования
6.1.1 Количество скважин
Если скважины объединяются на одной опорной плите или кустовом манифольде, то следует учитывать, что, в зависимости от характеристик разрабатываемой залежи, может изменяться количество скважин, а это оказывает влияние на габаритные размеры опорной плиты и конструкцию манифольда. Необходимо учитывать возможность добавления резервных скважин в случае изменения плана разработки месторождения, выявления непродуктивных скважин, возникновения проблем при бурении или других непредвиденных обстоятельств.
6.1.2 Расстояние между скважинами
Расстояние между скважинами определяется типом и размером используемого бурового и добывающего оборудования, функциональными требованиями манифольда, а также требованиями к последующему техническому обслуживанию и осмотру. Необходимо предусмотреть область для расположения выкидного трубопровода и соединения устья скважины со спускоподъемными инструментами, а также зазоры между ППВО и ПФА. Также необходимо обеспечить доступ для осмотра и технического обслуживания.
6.1.3 Техническое обслуживание
Техническое обслуживание является одним из ключевых элементов обеспечения работоспособности объектов обустройства морских месторождений, поэтому концепцию технического обслуживания следует разрабатывать, начиная со стадии предпроектных проработок опорной плиты/манифольда в соответствии с положениями ГОСТ Р 27.601.
При этом необходимо учитывать следующие факторы:
- удовлетворение потребностей пользователей;
- удобство обслуживания;
- доступность для обслуживания;
- выполнение технического обслуживания с помощью водолазов или дистанционно-управляемых инструментов;
- требование к наличию съемных компонентов;
- свободное пространство для доступа водолазов, ТНПА и другого оборудования для технического обслуживания;
- четкую маркировку для возможности различия идентичных компонентов;
- высоту над морским дном для обеспечения достаточной видимости;
- безопасность системы при демонтированных компонентах;
- обнаружение неисправностей для поиска поврежденных компонентов.
6.1.4 Барьеры
Общие требования к барьерам приведены в ГОСТ Р 59305.
Требования к исключению возникновения утечек во внешнюю среду должны обеспечиваться наличием не менее двух барьеров в точках подключения:
a) для неиспользуемых концевых соединений или перед подключением ПФА в сочетании с трубопроводом манифольда под давлением необходимо использовать два барьера давления, состоящих из одной отсечной арматуры и одной заглушки давления или двух отсечных арматур;
b) перед подключением ПФА в сочетании с трубопроводом манифольда при нормальном давлении необходимо использовать один барьер давления в сочетании с защитным устройством, заполненным ингибитором для защиты отсечной арматуры от воздействия окружающей среды во избежание образования коррозии от воздействия морской воды и биологического обрастания (если необходимо); в качестве барьера давления может быть использована запорная арматура ответвлений манифольда, а в качестве защитного устройства - заглушка давления на стыковочной втулке ПФА;
c) для соединений, выполняемых водолазами, рекомендуется устанавливать два барьера давления с функцией блокировки и стравливания.
Для временных непродолжительных работ допускается использование только одной арматуры для изолирования манифольда, находящегося под давлением, которое может быть сброшено в окружающую среду. Арматура должна пройти проверку на герметичность перед открытием внешнего барьера.
Запорный элемент арматуры (шибер, шар) не должен постоянно подвергаться воздействию окружающей среды, т.е. пространство со стороны окружающей среды должно быть заполнено ингибитором во избежание образования коррозии, вызванной морской водой, и биологического обрастания арматуры.
При поставке рекомендуется оснащать все стыковочные втулки заглушками высокого давления. Как правило, они необходимы для выполнения испытаний перед монтажом и эксплуатацией.
6.1.5 Обеспечение безопасности
Обеспечение безопасности производства работ на всех этапах жизненного цикла подводных конструкций и манифольдов (изготовление, испытания, транспортирование, монтаж, эксплуатация и ремонт) должно осуществляться в соответствии с ГОСТ Р 59305.
6.1.6 Защита от внешней коррозии
Защита от внешней коррозии должна обеспечиваться выбором соответствующих материалов, систем покрытий и катодной защитой. На этапе проектирования необходимо разработать программу контроля коррозии и отразить ее в технических решениях.
6.1.7 Опорные плиты
6.1.7.1 Общие сведения
Опорные плиты могут быть выполнены в виде единого строительного блока или состоять из сборочно-монтажных единиц, монтируемых на морском дне. При выборе конструкций опорных плит необходимо учитывать следующее:
- стратегию разработки морского месторождения, включая расширение в будущем;
- повторное использование разведочных скважин и разбуривание новых скважин;
- график освоения морского месторождения (включая морские операции и график бурения);
- инфраструктуру морского месторождения;
- состав объектов обустройства морского месторождения (морские и береговые);
- доступность судов технического флота, обеспечивающих выполнение работ;
- повторное использование инструментов.
При необходимости конструкции опорных плит могут предусматривать амортизаторы или иные устройства, обеспечивающие заданную максимальную скорость постановки на морское дно.
6.1.7.2 Опорные плиты в виде единых строительных блоков
Опорные плиты, выполненные в виде единых строительных блоков, могут включать нижнюю раму манифольда, манифольд и защитную конструкцию от воздействий орудий рыболовного промысла и падающих объектов.
6.1.7.3 Опорные плиты из сборочно-монтажных единиц
Опорные плиты, состоящие из сборочно-монтажных единиц, предполагают последовательную установку на точке строительства и обеспечивают возможность замены отдельных единиц и/или конструкций в процессе эксплуатации.
6.2 Нагрузки
6.2.1 Внешние нагрузки
6.2.1.1 Расчетные нагрузки
Все действующие нагрузки, которые могут повлиять на работу системы подводной добычи на всех этапах, а именно изготовления, хранения, испытаний, транспортировки, монтажа, бурения/заканчивания, эксплуатации и демонтажа, необходимо определить и учесть при проектировании. Случайные нагрузки зависят от конкретного проекта и должны быть проверены специальным анализом рисков для конкретной области применения. К случайным нагрузкам можно отнести падающие объекты, нагрузки от воздействий орудий рыболовного промысла и якорей, аномальные нагрузки от окружающей среды (землетрясение) и т.д. Для определения действующих нагрузок можно использовать данные, приведенные в приложении А.
6.2.1.2 Нагрузки от воздействий орудий рыболовного промысла и падающих объектов
Проектирование защитных конструкций от воздействий орудий рыболовного промысла и падающих объектов должно осуществляться по ГОСТ Р 59305.
На стадиях предпроектных проработок необходимо провести сбор, анализ и обобщение материалов по условиям промышленного рыболовства и прохождению морских путей по акватории будущего месторождения для определения требований к защитным конструкциям, воспринимающим нагрузки от воздействий орудий рыболовного промысла, якорей и падающих объектов. При этом необходимо оценить статистические данные и прогнозы на будущее.
При проектировании защитных конструкций необходимо учитывать следующее:
a) статистические данные по промышленному рыболовству для акватории месторождения:
1) виды орудий рыболовного промысла,
2) периодичность вылова;
b) прогнозы на будущее;
c) значения нагрузок, вызываемых воздействием орудий рыболовного промысла на подводные конструкции:
1) от протаскивания орудий рыболовного промысла, кН;
2) зацепления орудий рыболовного промысла (тяговое усилие лебедок), кН;
3) удара орудий рыболовного промысла, кДж.
Особое внимание необходимо уделить закрытым углам защитных конструкций в части опасности зацепления. Для новых подводных конструкций выполняют испытания по отведению орудий рыболовного промысла.
При размещении объектов обустройства на глубинах более 750 м в районах, запретных для вылова, целесообразно ограничиться только защитными конструкциями от падающих объектов.
6.2.2 Температурные эффекты
Конструкция оборудования должна предусматривать возможность функционирования во всем диапазоне температур, обусловленных выполняемыми технологическими процессами, включая допускаемое тепловое расширение корпуса направляющей колонны/устья скважины. Заказчик несет ответственность за определение и согласование значений диапазона температур.
6.2.3 Опорные плиты
Если выбрана конструкция опорной плиты и нагрузки при бурении будут передаваться на эту конструкцию, то она должна выдерживать все действующие нагрузки в соответствии с ГОСТ Р 59305, в том числе:
- нагрузки при бурении;
- тепловое расширение обсадной колонны;
- комбинированные нагрузки при бурении и тепловом расширении, включая влияние нагрузок на осадку фундамента;
- нагрузки при подсоединении трубопровода и нагрузки от расширения выкидных линий;
- ударные нагрузки;
- нагрузки от грунтов и осевой жесткости скважинной системы;
- нагрузки, заложенные в прочностной расчет конструкции, и нагрузки от влияния жесткости донной рамы относительно вертикального отклонения;
- нагрузки от конструкций опорной плиты/конструкции устья скважины и от допустимых изгибов трубопровода (если предусмотрено).
Если выбрана такая схема опорной плиты, при которой нагрузки при бурении не передаются на опорную плиту/манифольд, то вышеперечисленными видами нагрузок можно пренебречь.
6.3 Проектирование манифольдов
6.3.1 Общие сведения
6.3.1.1 Манифольд может обеспечивать выполнение следующих функций:
- размещение достаточного количества трубопроводов, арматуры и регуляторов расхода для безопасного сбора добываемых пластовых флюидов и/или распределения закачиваемых газов, воды и химических реагентов;
- возможность подключения выкидных линий; манифольд обеспечивает достаточную гибкость для выполнения таких подключений;
- восприятие гидростатических нагрузок от внешнего давления;
- обеспечение надлежащих размеров арматуры и соосных отверстий с учетом очистки и диагностирования выкидных линий и соответствующих трубопроводных линий манифольда;
- возможность подключения к ПФА, если опорная плита включает скважины;
- возможность проведения испытаний отдельных скважин;
- возможность монтажа и защиты оборудования, предназначенного для управления и мониторинга операций добычи/закачивания. Сюда можно отнести систему распределения для гидравлических и/или электрических источников питания системы управления;
- возможность монтажа защитных конструкций.
6.3.1.2 Рекомендации к трубопроводной обвязке манифольдов:
- трубопроводную обвязку манифольдов проектируют в соответствии с ГОСТ Р 54382 и СП 378.1325800;
- трубопроводная обвязка должна содержать прямые участки после штуцерных задвижек во избежание сильных эрозионных повреждений в изгибах, уплотнении/поверхностях контакта соединительных муфт, датчиков или в похожих местах. Минимальная длина прямого участка трубы должна в семь раз превышать внутренний диаметр трубопровода;
- размер (диаметр, толщина стенки и т.д.) добывающих трубопроводов для отдельных линий и/или комбинированных потоков следует определять по предполагаемому дебиту скважины и давлению скважины;
- скорости течения пластовых флюидов необходимо учитывать при выборе диаметра трубопровода для уменьшения перепада давления и контроля эрозии, вызванной потоком;
- при определении требуемой толщины стенки важно учитывать допуск на внутреннюю эрозию и коррозию;
- необходимо предусмотреть допуск для выполнения НК и нанесения изоляции при сборке.
6.3.2 Очистка и диагностирование
При выполнении очистки и диагностирования с использованием проходных калибров для контроля внутреннего диаметра трубопроводов трубопроводных линий манифольда рекомендуемым критерием приемки является 95% от номинального внутреннего диаметра, т.е. диаметр контрольного проходного шаблона должен быть равен 95% номинального внутреннего диаметра.
Все очищаемые скребками трубопроводы должны иметь минимальный радиус гиба, равный трем номинальным диаметрам, с учетом изменений внутреннего диаметра, шага между фитингами и отдельными отводами.
6.3.3 Эрозия
Пример расчета критической скорости потока, вызывающей эрозию в трубопроводе, приведен в [2]. Эти расчеты можно использовать для определения пропускной способности трубопровода и/или определить требуемый допуск на эрозию. Подрядчик должен выявить критические зоны в трубопроводе, подвергающиеся эрозии. Для уменьшения последствий эрозии можно увеличить радиус гиба и типоразмер фитинга. Эти зоны можно исследовать с помощью ТНПА для измерения толщины стенки добывающего трубопровода.
6.3.4 Обеспечение бесперебойного режима подачи потока
Манифольд необходимо проектировать с отсутствием/минимальным числом нижних точек, глухих концов и мест возможного скопления воды. Например, в качестве способа предотвращения образования гидратов в манифольде можно использовать наклонные трубопроводные линии, обеспечивающие отвод жидкостей. Дополнительные аспекты обеспечения бесперебойного режима подачи потока представлены в ГОСТ Р 59305. Особое внимание следует уделить газодобывающим манифольдам с точки зрения распределения MEG и восходящих/нисходящих участков и тупиковых веток в конкретной трубопроводной системе.
6.4 Проектирование конструкций
6.4.1 Общие сведения
6.4.1.1 Проектирование подводных конструкций осуществляют по ГОСТ Р 54483, ГОСТ Р 57123, ГОСТ Р 57148. Элементы конструкции (т.е. подъемные петли, подъемные колонны, связи/опоры, элементы фундамента и т.д.) и сварные швы, их соединяющие, необходимо классифицировать (т.е. определить класс конструкции или класс материала) исходя из последствий отказов, степени резервирования, сложности соединений, уровня напряжений и усталости. Классификация позволяет определить:
- тип материала (категорию стали);
- конструкцию соединений;
- требования к сварке;
- тип и объем контроля (категорию контроля).
6.4.1.2 Например, две методики, представленные в [3], содержат подробные указания по классификации конструкции и выбору материалов домкратных конструкций, которые можно соотнести с конструкцией манифольда.
6.4.1.3 Процесс выбора материалов должен также учитывать следующие ограничения:
a) общего характера:
- химический состав (углеродный эквивалент) для свариваемости;
- испытание на ударный изгиб образцов с V-образным надрезом по Шарпи;
- SMYS в зависимости от геометрии материала (толщину);
b) пластины/подъемные обухи и основные элементы конструкции со следующими минимальными рекомендуемыми свойствами материалов:
- испытание на растяжение в направлении толщины, направление "Z" (см. [4]), минимальное снижение свойств в направлении Z - 30%;
- контролируемое содержание серы до максимум 0,006% с контролем формы включений,
- ультразвуковые испытания (см. [5]), уровень II, развертка 100%,
- испытания по Шарпи на ударный изгиб образцов с V-образным надрезом проводят при температуре (23±5)°С;
c) фасонный прокат (профиль):
- испытания по Шарпи на ударный изгиб образцов с V-образным надрезом проводят при температуре (23±5)°С.
Требования к сварке и аттестации должны соответствовать ГОСТ Р ИСО 15614-1.
6.4.2 Опорные плиты и направляющие системы
Конструкции опорных плит и направляющих систем должны обеспечивать восприятие и передачу на морское дно действующих нагрузок, которые зависят от следующих факторов:
- грунтовых условий и осевой жесткости системы скважин;
- воздействия вертикальных отклонений на конструкцию и жесткость донной рамы;
- воздействия допустимых изгибов на места сопряжения конструкций и скважин (если предусмотрено);
- теплового расширения обсадной колонны;
- нагрузок от воздействия волн;
- нагрузок от воздействий течений;
- нагрузок от воздействий плавучего льда;
- нагрузок от сейсмических воздействий;
- нагрузок, являющихся следствием морского обрастания.
Конструкция должна быть оснащена выравнивающей системой в местах физического сопряжения подсистем, например устье скважины/направляющее основание, ПФА/манифольд и трубопроводная система, манифольд/оконечное устройство выкидной линии и монтажные приспособления, защитная обвязка (если предусмотрена) и другие места сопряжений.
Подводные конструкции могут быть неподвижными/закрепленными к системе подводных колонных головок или независимыми, без непосредственного крепления к устью скважины. Таким образом, соответствующие трубопроводы соединяются благодаря конструктивной гибкости устьевых модулей и/или модуля манифольда.
Конструкции должны обеспечивать возможность наземной сборки и испытаний оборудования, опорой для которого они являются.
Опорные плиты должны предусматривать возможность направления, установки и закрепления корпуса направляющей колонны и достаточное пространство для спуска и установки ППВО на соответствующее устье скважины вблизи ПФА.
6.4.3 Защитные конструкции
При проектировании защитных конструкций необходимо учитывать следующее:
- размер защитной конструкции должен учитывать все допуски на изготовление, монтаж и эксплуатацию (например, увеличение количества скважин) подводного оборудования и самой защитной конструкции;
- высотный габарит защитной конструкции должен рассчитываться таким образом, чтобы величина деформации верхнего защитного закрытия от падающих объектов не приводила к физическому контакту конструкции закрытия с подводным оборудованием (например, ПФА, манифольд). Это требование неприменимо, если добывающее оборудование оснащено собственными верхними защитными закрытиями, выдерживающими ударные нагрузки от падающих объектов;
- по возможности исключают заполнение водой пространства внутри труб перед монтажом на морское дно. Если трубное пространство должно быть заполнено водой, то этот процесс необходимо осуществлять эффективным и безопасным способом. По возможности заполнение следует выполнять от уровня палубы с помощью быстроразъемной соединительной муфты;
- необходимо предусмотреть доступ с помощью ТНПА для выполнения осмотра и различных манипуляций, например управления арматурой на манифольде и ПФА без необходимости открытия люков;
- расположение люков в верхнем защитном закрытии не должно препятствовать доступу к манифольду с помощью ТНПА, к другим зонам для выполнения различных работ и к соседним ПФА при выполнении буровых работ (бурение и заканчивание) в слоте скважины. Следует отметить, что доступ к манифольду и ПФА с помощью ТНПА иногда требует открытия люков в верхнем защитном закрытии;
- расположение люков верхнего защитного закрытия должно обеспечивать возможность выполнения нескольких работ одновременно (например, во время доступа к одному слоту скважины соседние слоты должны быть защищены);
- люки верхнего защитного закрытия демонтируют отдельно друг от друга. Любой компонент системы подводной добычи, устанавливаемый на морском дне, должен быть спроектирован с учетом его полной работоспособности при повреждении люка в верхнем защитном закрытии и с возможностью извлечения и повторной установки люка;
- защитная конструкция должна предусматривать возможность подсоединения систем подключения выкидных линий (подсоединение выкидной линии должно функционировать при любой используемой системе подключения);
- закрытие и открытие люков верхнего защитного закрытия может осуществляться путем приложения тягового усилия напрямую и/или косвенно с помощью направляющих канатов с анкерами;
- все транспортные/монтажные крепежные приспособления, используемые для люков в верхнем защитном закрытии, должны быть рассчитаны на восприятие действующих нагрузок и легко сниматься при помощи ТНПА;
- особое внимание необходимо уделить конструкции направляющих для люковых канатов. Следует предусмотреть возможность намотки и размотки каната силами ТНПА в условиях полностью открытого или полностью закрытого люка в целях контроля вероятного защемления каната. Конструкция должна обеспечивать отклонение подъемного каната от вертикали не менее 30° в любом направлении и при любом положении люка, не допуская выскальзывание каната из направляющих.
6.5 Проектирование фундаментов
6.5.1 Общие сведения
Конструкцию фундамента необходимо выбирать исходя из характеристик грунта на площадке установки сооружений. Фундамент может включать донные маты, юбки, забивные сваи, вакуумные сваи, направляющие колонны или комбинации вышеперечисленного. В качестве критериев выбора очень важно оценить подводные препятствия, например валуны, а также аспекты бурения, например давление бурового раствора, выходящий поток бурового раствора, вымывание стенок скважины и т.д.
Чтобы спроектировать фундамент и выравнивающую систему, необходимо учесть следующее:
- уклон морского дна, допуски на постановку и потенциальное влияние размыва грунта морского дна;
- нагрузки, возникающие при перестановке или выравнивании, связанные с донным присосом;
- использование системы фундамента для опорных конструкций скважины исходя из опирания/анкеровки на корпус направляющей колонны скважины;
- способы удаления воздуха для фундамента и юбочных систем при прохождении зоны периодического смачивания во время погружения в воду и способы удаления воды при заглублении в морское дно, учитывающие воздействие подъемной силы и размыв грунта морского дна;
- конструкцию юбочного фундамента для самозаглубления;
- требования к системам откачки и нагнетания юбочных систем, обеспечивающих окончательное погружение, выравнивание и выдергивание перед подъемом; системы откачки и нагнетания должны работать в соответствии с выбранной стратегией заглубления юбок;
- осадку конструкций (во время монтажа и на протяжении срока службы);
- тепловое воздействие от добываемых углеводородов, в особенности при наличии газовых гидратов.
6.5.2 Требования
6.5.2.1 Общие сведения
Конструкции фундаментов должны выдерживать нагрузки от подключения выкидных линий/трубопроводов-шлейфов, соединительных секций, трубопроводов, шлангокабелей и других линий. Опорные плиты должны обеспечивать восприятие всех указанных нагрузок в условиях бурения и заканчивания скважин.
Систему измерения приустьевой воронки и осадок следует проектировать в зависимости от требований проекта.
При проектировании необходимо учитывать эрозию/вымывание в результате бурения. Если расстояние между фундаментом и скважиной небольшое, а состояние грунта чувствительно к эрозии/вымыванию, 25% периметра одного фундамента следует считать эродированным при бурении через один кондуктор (т.е. 25% наружной площади юбки).
Необходимо предусмотреть способы устранения непредвиденных ситуаций, если фундамент прекращает заглубляться в морское дно. К таким способам относится увеличение массы для облегчения заглубления или заполнение цементным раствором отсеков юбки. В последнем случае в верхней части юбочного фундамента необходимо предусмотреть точку нагнетания диаметром 50 мм и вентиляционное отверстие диаметром 50 мм. Еще один возможный способ заключается в переустановке конструкции в пределах заданной площадки.
6.5.2.2 Вакуумные сваи
Типовой анализ для вакуумных свай заключается в исследовании сопротивления грунта вдавливанию, давления разрежения, необходимого для заглублений свай, и критического давления, при котором разрушается грунтовая пробка.
Сопротивление грунта задавливанию вакуумной сваи определяется как сумма сопротивления грунта сдвигу по боковой поверхности и лобового сопротивления с учетом всех уширений сваи. Критическое пониженное давление - это пониженное давление, которое приводит к потере несущей способности вакуумной сваи и пучению грунта внутри сваи. Рекомендуемое разрежение при погружении вакуумных свай определяется как максимально допустимое разрежение, разделенное на коэффициент запаса, который обычно минимален и равен 1,5. Допустимое пониженное давление и подъем грунта (выпор) являются потенциальными ограничивающими факторами при установке сваи. Вакуумные сваи должны иметь арматуру (с определенной всасывающей/нагнетающей способностью) для облегчения установки.
Сопротивление по боковой поверхности может увеличиться со временем из-за тиксотропных явлений в грунте и перераспределения порового давления на граничной поверхности сваи. Такое явление часто именуется как "увеличение во времени несущей способности сваи".
Вакуумные сваи не применяются в гравелистых грунтах морского дна, поскольку приток грунтовых вод препятствует созданию требуемого разрежения. Требования к вакуумным сваям:
a) требования к конструкции:
- закрытая, в отличие от конструкции с открытым верхом,
- наличие внутренних кольцевых ребер жесткости, которые влияют на поверхностное трение,
- допуски на установку (например, отклонение, ориентация),
- расстояние между точками установки во избежание перемещения грунта с нарушенной структурой;
b) требования к изготовлению:
- диаметр сваи,
- толщина стенки,
- длина сваи,
- отклонение от крутости,
- прямолинейность.
6.5.2.3 Забивные сваи
Фундаменты из забивных свай обеспечивают высокую вертикальную несущую способность. Проектирование свайных фундаментов осуществляют по СП 369.1325800.
Конструкции забивных свай должны учитывать стандартные допуски на монтаж, которые могут повлиять на расчетное сопротивление грунтов и конструкцию свай. Вертикальность свай влияет на вертикальную и горизонтальную составляющие нагрузок. Недопогружение свай до проектной отметки влияет на несущую способность и может вызвать более высокие изгибающие напряжения в сваях.
6.5.2.4 Конструкции юбочного типа
При проектировании конструкций юбочного типа следует учитывать сопротивление заглублению, вертикальные и горизонтальные составляющие несущей способности, а также предусмотреть способность к самовыравниванию во время установки.
Юбка вакуумного юбочного фундамента, за исключением обозначения юбки, должна быть неокрашенной, чтобы обеспечить максимальное трение между юбкой и грунтом. Монтажный вес конструкции должен полностью компенсироваться силами трения юбки (т.е. без приложения нагрузки на донный мат, закрывающей верхнюю часть юбки). Под донным матом каждой погружаемой вакуумной юбки может быть установлена дренажная подушка, обеспечивающая распределение давления по всей площади донного мата.
6.5.2.5 Конструкции без юбок
Конструкция фундамента без юбки должна предусматривать достаточную площадь для опирания подводного сооружения, систему соединения и восприятие расчетных нагрузок. Углы конструкции должны быть заглублены в морское дно во избежание риска зацепления.
При проектировании необходимо принимать во внимание, что осадка фундамента без юбки и эффект присоса при выдергивании могут быть больше, чем у конструкции юбочного типа.
6.5.3 Выравнивающие системы
Как правило, подводные системы требуют надлежащего выравнивания оборудования (опорных плит, манифольдов и т.д.) в своем конечном положении для правильной стыковки и сопряжения различных компонентов и подсистем. К стандартным методам выравнивания относятся одно- и двухсторонние клиновые захваты между сваями и направляющими свай, подъемными системами в углах опорных колонн, а также метод активного всасывания. В конструкцию могут быть встроены средства индикации уровня.
В зависимости от фундамента выравнивание конструкции может быть выполнено при помощи домкратов или путем нагнетания воды в/из секций юбки. Разрешается использовать комбинацию юбок, опорных башмаков и домкратов.
Выравнивающая система должна иметь возможность регулирования угла наклона в пределах допусков, указанных подрядчиком, в сопровождении документа о технической осуществимости всех соответствующих операций. Необходимо предусмотреть возможность выравнивания опорной плиты в пределах 0,5°.
Для других конструкций, например кустовых манифольдов и PLEM, конечный угол наклона должен быть меньше 1,0°. Рекомендуется проектировать фундамент с учетом минимального уклона морского дна 3° или как указано для конкретного проекта. На конструкции или на панели ТНПА необходимо предусмотреть средства мониторинга угла наклона и смещения конструкции с достаточным разрешением/точностью.
Если выбрана гидравлическая подъемная система, конструкция должна предусматривать способ механической блокировки конструкции относительно опорного башмака после выравнивания.
При наличии вакуумного юбочного фундамента рекомендуется установить выравнивающую панель с управлением от ТНПА на подводной конструкции или на отдельной защитной раме, при этом управление каждой юбкой осуществляют отдельно. Панель должна быть подключена к трубопроводу каждой секции юбки.
Необходимо исключить возможные проблемы, связанные с видимостью в процессе работы.
В трубопровод выравнивающей системы, проведенный к каждой юбке, должна входить одна независимая арматура. В панель ТНПА могут входить манометры, которые должны быть читаемого размера и расположены выше соответствующей арматуры. Каждую секцию необходимо контролировать, т.е. с помощью одного читаемого манометра ТНПА, установленного на трубопроводе каждого отсека.
При необходимости следует учитывать все требования к выравниванию конструкции после подвешивания первой направляющей колонны.
6.5.4 Система цементирования
Необходимо предусмотреть систему разъемного соединения для выполнения аварийного цементирования вакуумных свай. Подрядчику, поставляющему конструкцию, рекомендуется также предоставить компоненты разъемного соединения (минимум два комплекта). Необходимо принимать во внимание нагрузки на разъемное соединение от воздействия цементировочного шланга.
6.6 Компоненты
6.6.1 Нагнетание химических реагентов
Необходимо оценить схему и компоновку трубопроводов, а также арматуру манифольда для нагнетания химических реагентов сточки зрения надежности, режимов отказа и последствий, испытаний морской системы, замены и испытаний компонентов/модулей, поиска и устранения неисправностей и т.д.
6.6.2 Характеристики пластовых флюидов
Конструкции манифольдов и трубопроводных систем должны учитывать характеристики пластовых флюидов. Эти пластовые флюиды включают углеводороды (жидкие и газообразные), пластовую воду, жидкости для заканчивания скважин, нагнетаемую воду, газы и химические реагенты.
К общим расчетным характеристикам пластовых флюидов относятся:
- температура потери текучести;
- давление;
- температура;
- химический состав;
- вязкость;
- соотношение газа/нефти/воды;
- песок/парафин/гидраты;
- коррозионная активность.
7 Верификация и валидация проектных решений
7.1 Введение |
Архитектурно-строительное проектирование и экспертиза проектной документации на создание систем подводной добычи углеводородов осуществляется в соответствии с [6] и [7]. Раздел 7 распространяется на процессы верификации и валидации проектных решений, выполняемые заказчиком, разработчиком проекта и привлеченной специализированной организацией, осуществляющей свою деятельность в данной области, как части работ в рамках риск-ориентированного проектирования в составе системы менеджмента качества, и являющиеся средствами управления проектированием. |
7.2 Верификация проектных решений
7.2.1 Общие сведения
Верификацию проектных решений осуществляют в целях подтверждения полноты выполнения требований к объекту, установленных в задании на проектирование.
Процесс верификации проектных решений включает в себя следующие мероприятия (но не ограничивается ими):
a) проверку технической документации (чертежей, спецификаций, технических процедур);
b) проверку исполнения функциональных требований, установленных в разделе 5;
c) анализ технической документации;
d) выполнение проверочных расчетов;
e) проведение заводских приемочных испытаний.
7.2.2 Техническая документация
Техническая документация должна включать (но не ограничиваться этим) следующее:
- сборочные чертежи (включая исполнительные);
- рабочие деталировочные чертежи;
- анализ конструкции;
- анализ трубопроводов;
- анализ выбранных материалов;
- спецификации и листы технических данных;
- протоколы совещаний по проекту;
- процедуры и протоколы испытаний;
- отчет о массах и центрах массы компонентов системы;
- отчет HAZOP;
- руководства по эксплуатации и техническому обслуживанию;
- процедуры хранения и консервации;
- плановые рабочие режимы штатной эксплуатации;
- технические процедуры монтажа/демонтажа;
- ведомость запасных частей;
- процедуры операций разгрузки;
- требования и ограничения по подключению и пусконаладочным работам;
- требования и ограничения к выводу из эксплуатации;
- журналы регистрации производственных данных:
- исполнительную/монтажную документацию;
- отчеты и протоколы испытаний.
7.2.3 Анализ технической документации
Анализ технической документации по манифольду и его компонентам необходимо выполнять в соответствии с планом качества проекта. План качества проекта должен быть разработан в соответствии ГОСТ Р ИСО 9001 и ГОСТ Р ИСО 10005. Анализ технической документации заключается:
- в проверке исходных данных;
- определении результатов проектирования;
- выборе и проверке материалов;
- проверке соответствия требованиям заказчика;
- транспортировании и сборке на заводе-изготовителе;
- анализе внутренних сопряжений;
- анализе внешних сопряжений;
- определении требований к проверке проекта;
- определении требований к проверке соответствия;
- обзоре положений техники безопасности;
- простоте технического обслуживания и эксплуатации;
- вопросах монтажа;
- вопросах демонтажа;
- анализе возможности доступа, включая доступ с помощью ТНПА.
7.2.4 Заводские приемочные испытания
7.2.4.1 На заводе-изготовителе необходимо выполнить комплексную программу заводских приемочных испытаний для подтверждения того, что процессы изготовления компонентов соответствуют установленным требованиям. Испытания необходимо выполнять по предварительно установленной и утвержденной процедуре. Заводские приемочные испытания, как правило, являются многоэтапными и включают проверки отдельных компонентов, подсистем (например, системы управления), сопряжений и комплексные проверки системы. Необходимо задокументировать любые модификации и изменения, внесенные в оборудование в ходе испытаний и изготовления. Следует зафиксировать все несоответствия, обнаруженные при проведении заводских приемочных испытаний, определить причины их возникновения и сроки устранения. Повторные испытания проводят после устранения несоответствий.
7.2.4.2 Типовая процедура испытаний подводного оборудования может включать следующие пункты:
- задача/цель;
- область применения;
- требования к крепежу/сборке, сооружениям, оборудованию, окружающей среде и персоналу;
- эксплуатационные параметры;
- критерии приемки;
- справочная информация.
7.2.4.3 Заводские приемочные испытания, как правило, заключаются в следующем:
- испытании отдельных компонентов;
- испытании сборки и функционирования с использованием реального подводного оборудования и инструментов, если это возможно;
- проверке сопряжений с использованием реального подводного оборудования и инструментов, если это возможно;
- испытании взаимозаменяемости;
- гидростатические испытаниях в составе:
- проверки уплотнений арматуры при рабочем давлении,
- проверки соответствия требованиям стандартов на трубопроводы,
- длительных проверок в соответствии с нормами проектирования или в течение 1 часа (рекомендуется), если не установлено,
- испытаний уплотнений торцевых крышек.
7.3 Валидация проектных решений
7.3.1 Общие сведения
Валидацию проектных решений осуществляют в целях подтверждения полноты соответствия разработанного объекта его функциональному назначению.
Процесс валидации проектных решений включает в себя следующие мероприятия (но не ограничивается ими):
- выполнение испытаний первого изделия;
- выполнение аттестационных испытаний;
- выполнение комплексных испытаний.
В некоторых случаях необходимо выполнить имитационные испытания для подтверждения работоспособности компонентов и систем под водой.
Испытания должны заключаться в моделировании фактических полевых и окружающих условий на всех этапах и операциях, от монтажа до технического обслуживания. Для операций погрузки-разгрузки, транспортировки, динамического нагружения и дублирования требуются специальные испытания. Для этой цели применяются натурные испытания, которые позволяют получить данные о результатах измерений времени отклика, рабочего давления, объема пластовых флюидов и о работе систем поиска/обнаружения неисправностей и аварийного выключения.
7.3.2 Аттестационные испытания
Отдельные компоненты, например арматура, исполнительные механизмы, крепления, компоненты системы управления, должны быть аттестованы независимо от манифольда/опорной плиты. Манифольд/опорная плита проходит предварительно утвержденные аттестационные испытания, которые определяются эксплуатационными ограничениями.
7.3.3 Комплексные испытания
Комплексные испытания манифольда выполняют в составе натурных испытаний. Положения настоящего пункта являются руководством для типовых комплексных испытаний. Различные проверки, выполняемые в ходе комплексного испытания, применяются для проверки надежности и должны демонстрировать соблюдение требуемых допусков и надлежащую работоспособность манифольда во взаимодействии с другими системами. Цель испытаний заключается в моделировании всех операций, которые выполняются в море, насколько это возможно, а также в проверке соответствия всего оборудования/систем стационарных морских сооружений.
Обучение персонала, включая ознакомление с оборудованием и процедурами, является важным фактором при выполнении комплексных испытаний. Данный аспект особенно важен для достижения компетентности, безопасности и эффективности входе монтажа и эксплуатации.
Комплексные испытания, как правило, заключаются в следующем:
- задокументированных комплексных функциональных испытаниях компонентов и подсистем;
- окончательных задокументированных функциональных испытаниях, включая испытания скважины и испытания на утечки;
- окончательных задокументированных функциональных испытаниях всех электрических и гидравлических интерфейсов управления;
- задокументированных стыковочных испытаниях для проверки систем направления и ориентации всех сопрягаемых компонентов и модулей;
- моделированных режимах монтажа, доступа и добычи, насколько это целесообразно, чтобы проверить и оптимизировать релевантные процедуры и технические условия;
- работе при заданных условиях, включая экстремальные условия, насколько это целесообразно, с целью выявления недостатков в системе, инструментах и процедурах;
- эксплуатации при соответствующих условиях, при необходимости, для получения данных о системе, таких как время срабатывания при аварийном отключении;
- испытаниях для демонстрации сборки оборудования согласно плану (в подводном состоянии, если необходимо) и удовлетворительном выполнении функций как комплексной системы;
- заполнении требуемыми жидкостями и смазочными материалами, очистки, консервации и набивке, согласно указанному;
- окончательном осмотре с целью проверки соответствия исполнительной документации;
- проверке сборных соединений во всех рабочих зонах, например между ПФА и манифольдом;
- функциональных испытаниях манифольда/опорной плиты с помощью системы управления капитальным ремонтом скважин;
- спуске и подъеме подводных модулей управления;
- стыковке и подключении шлангокабелей (гидравлических линий, линий нагнетания химических реагентов и электрических кабелей) и выкидных линий;
- проверке допусков манифольда после переустановки;
- операциях по очистке и диагностированию.
Очень важно проверить на работоспособность все функции ручной блокировки, связанные с вышеуказанными испытаниями. Цель испытаний доступа в скважину заключается в проверке сопряжений и функций систем ДУИ, ТНПА и инструментов, замене съемных направляющих/штырей и механической блокировке соединительных муфт. Испытания с использованием материалов, предоставленных компанией, выполняют для проверки сопряжений и функций.
7.4 Дополнительные требования
Манифольд и/или его компоненты:
- по возможности изготавливаются с использованием проверенных на практике и аттестованных материалов, компонентов и процессов;
- подвергаются контролю размеров для проверки соответствия проектным чертежам с регистрацией допустимых отклонений;
- проходят испытания для моделирования фактических условий эксплуатации, где это практически осуществимо;
- перед поставкой должны быть законсервированы и упакованы надлежащим образом.
Следует обеспечить, чтобы арматура не подвергалась чрезмерному перепаду давления через основной уплотнительный элемент или между каналом и полостью в ходе испытаний под давлением. Это возможно осуществить, если перевести арматуру в наполовину открытое положение.
8 Требования к материалам и изготовлению трубопроводной обвязки
8.1 Общие сведения
При выборе материалов следует руководствоваться требованиями ГОСТ Р 59305.
Требования к материалам арматуры и соединительных муфт приведены в [8].
Компоненты манифольда, работающие под давлением, должны быть выполнены из углеродистой, низколегированной, нержавеющей стали или никелевых сплавов, перечисленных в 8.2 и 8.3.
Необходимо установить подробные технические условия на материалы для каждого типа компонента. Эти технические условия должны четко устанавливать все требования к изготовлению и испытаниям.
Все компоненты, включая крепления, должны поставляться с сертификатом типа 3.1.В (см. [9]) или с сертификатом более высокого уровня, например, типа 3.2, удовлетворяя всем требованиям действующего стандарта на изделие и дополнительным требованиям настоящего стандарта.
Все материалы для труб, поковок и фитингов должны изготавливаться и применяться в соответствии с перечисленными техническими условиями на изделия, содержащимися в нормах проектирования и в данном разделе. Применение других стандартов на изделия согласует заказчик.
Все углеродистые и низколегированные стали должны быть изготовлены кислородно-конверторным методом или в электродуговой печи и быть полностью раскисленными и мелкозернистыми. Все углеродистые стали, предназначенные для холодного деформирования, следует стабилизировать азотом, т.е. отношение AI/N должно быть меньше 2/1.
Требования остальных подразделов настоящего раздела дополняют соответствующие требования ссылочных стандартов.
8.2 Трубы и трубопроводные фитинги
Трубы и трубные фитинги изготавливают методом горячей бесшовной формовки или методом продольной дуговой сварки с использованием присадочного материала.
Трубы и фитинги из углеродистой и низколегированной стали должны отвечать требованиям ГОСТ ISO 3183 (PSL2) и других действующих стандартов, соответствующих области применения. Примеры международных стандартов для бесшовных и сварных труб и трубопроводных фитингов из углеродистой и низколегированной стали приведены в таблице 1.
Таблица 1
Стандарт | Изделие | Стандарт | Изделие |
ASTM A333/A333M [10] | Бесшовная и сварная труба | ASTM A420/A420M [13] | Бесшовные и сварные фитинги |
EN 10216-3 [11] | Бесшовная труба | ASTM А860/А860М [14] | Бесшовные и сварные фитинги |
EN 10217-3 [12] | Сварная труба | - | - |
Условия поставки труб - в нормализованном состоянии, после термомеханической обработки или в закаленном и отпущенном состоянии. Все фитинги используют в нормализованном, нормализованном и отпущенном или закаленном и отпущенном состоянии. Сварные трубы должны соответствовать требованиям 8.11.
Для сварных труб и фитингов PQR/WPQR должны быть выполнены в соответствии с требованиями ГОСТ Р ИСО 15614-1 и должны быть достигнуты требования, предъявляемые к основному металлу. Все сварочные работы выполняют сварщики, аттестованные по ГОСТ Р ИСО 9606-1.
Трубы и фитинги из нержавеющей стали и никелевых сплавов должны отвечать требованиям действующих стандартов, соответствующих области применения. Примеры международных стандартов для бесшовных и сварных труб и трубопроводных фитингов из нержавеющей легированной стали приведены в таблице 2.
Таблица 2
Стандарт | Изделие | Стандарт | Изделие |
ASTM A312/A312M [15] | Бесшовная труба | EN 10216-5 [20] | Бесшовная труба |
ASTM A358/A358M [16] | Сварная труба | EN 10217-7 [21] | Сварная труба |
ASTM A790/A790M [17] | Бесшовная труба | ASTM A403/A403М [22] | Бесшовные и сварные фитинги |
ASTM A928/A928M [18] | Сварная труба | ASTM A815/A815M [23] | Бесшовные и сварные фитинги |
ASTM B705 [19] | Бесшовная и сварная труба | ASTM B366/B366M [24] | Бесшовные и сварные фитинги |
Для цельных или плакированных трубопроводных линий манифольда применяются следующие нержавеющие стали и никелевые сплавы (данное перечисление не исключает выбор других марок сплавов или материалов):
- легированные нержавеющие стали аустенитного класса типа 316 и 6Мо;
- легированные нержавеющие стали аустенито-ферритного класса типа 22Cr дуплекс или 25Cr супер дуплекс;
- никелевые сплавы, например N06625 и N08825.
Все изделия из легированных нержавеющих сталей аустенитного класса, предназначенные для сварки, должны иметь массовую долю углерода <0,03% или быть стабилизированными путем легирования Nb или Ti.
Плакированная труба из углеродистой стали должна отвечать требованиям действующих стандартов, соответствующих области применения, например перечисленных в таблице 1.
8.3 Кованые изделия
Поковки для изделий, работающих под давлением, должны отвечать требованиям действующих стандартов, соответствующих области применения. Примеры международных стандартов для кованых изделий, работающих под давлением, приведены в таблице 3.
Таблица 3
Тип материала | Стандарты |
Углеродистая или низколегированная сталь | ISO 15590-3 [25] |
Легированная нержавеющая сталь аустенито-ферритного класса типа 22Cr дуплекс и 25Cr супердуплекс | EN 10222-5 [26] |
Легированная нержавеющая сталь аустенитного класса | EN 10222-5 [26] |
Никелевые сплавы | ASTM B564 [27] |
Помимо требований, перечисленных в таблице 3, все изделия должны быть выкованы до обеспечения укова (обжатия) 4:1 и термически обработаны после окончательного формообразования или в состоянии, когда толщина стенок максимально приближена к окончательной.
8.4 Химический состав и свариваемость материалов
Материалы должны обладать свариваемостью, приемлемой для выполнения всех этапов изготовления, сборки и монтажа изделий. Углеродистые и низколегированные стали, предназначенные для эксплуатации в присутствии или при отсутствии сернистых соединений, должны иметь ограничения по содержанию серы, как указано в таблице 4.
Таблица 4 - Ограничения по содержанию серы S в углеродистых и низколегированных сталях
Тип изделия | Содержание серы, % массовой доли | |
Эксплуатация при отсутствии сернистых соединений | Эксплуатация в присутствии сернистых соединений | |
Катаные листовые изделия | S 0,015 | S 0,003 |
Бесшовная труба | S 0,015 | S 0,010 |
Кованые изделия | S 0,025 | S 0,025 |
Для углеродистых и низколегированных сталей, подвергающихся термообработке путем закалки и отпуска или нормализации и отпуска и PWHT в процессе изготовления, выбранная минимальная температура отпуска должна быть достаточно высокой для выполнения PWHT, но при этом обеспечивать минимальный уровень механических свойств. Как вариант, основной материал можно исследовать при смоделированных условиях PWHT.
Содержание азота в UNS S31803 должно находиться в диапазоне от 0,14% до 0,2% массовой доли.
Необходимо контролировать склонность углеродистых и низколегированных сталей к водородному растрескиванию в зоне термического влияния путем ограничения допустимого углеродного эквивалента в материале стали и/или выполнения термообработки после сварки в зависимости от заданной максимальной твердости после сварки.
8.5 Отбор проб основного материала
8.5.1 Общие сведения
Пробы для испытаний должны отражать реальные свойства готового изделия. Пробы для испытаний необходимо отбирать в соответствии с действующими стандартами на трубы, фитинги или поковки. Примеры международных стандартов приведены в таблицах 1, 2.
8.5.2 Отбор проб для испытаний поковок и изделий, полученных горячим изостатическим прессованием
Исследуемая партия должна содержать изделия одного типа, изготовленные по одному технологическому методу из одной плавки стали с одним циклом термообработки.
Необходимо, чтобы исследуемая проба была взята из изделия, имеющего наибольшую толщину стенки среди всей партии.
Пробы для испытаний следует брать из специально изготовленного дополнительного изделия или из припуска в одном из следующих положений:
- по толщине поперечного сечения Т, характеризующего область изделия с максимальными напряжениями, например на свариваемом конце, от середины по толщине стенки и на минимальном расстоянии Т или 50 мм в зависимости от того, что больше, от торцевой грани;
- в месте наибольшего поперечного сечения Т изделия, на минимальном расстоянии Т/4 ниже поверхности и на минимальном расстоянии Т или 100 мм в зависимости от того, что меньше, от любой поверхности с повторной термообработкой.
По согласованию с заказчиком допускается использовать образцы-свидетели, отвечающие требованиям, предъявляемым к заготовкам для аттестационных испытаний (см. [8]).
Для готовых изделий, полученных методом HIP, необходимо отбирать образцы от специальных припусков. Они не должны отделяться от компонента HIP до тех пор, пока не будет завершена термообработка.
Все механические испытания выполняют после конечной термообработки изделия.
8.6 Механические и коррозионные испытания основных материалов
8.6.1 Общие сведения
Все механические испытания выполняют в соответствии с требованиями стандартов на изделия. Примеры международных стандартов приведены в таблицах 1-3.
8.6.2 Испытания на растяжение
От каждой партии необходимо испытать на растяжение по меньшей мере один образец.
Образцы для испытаний на растяжение отбирают в продольном или поперечном направлениях, как определено в соответствующих стандартах на изделия. Примеры международных стандартов приведены в таблицах 1-3.
8.6.3 Требования к испытаниям на ударный изгиб образцов с V-образным надрезом по Шарпи
Каждая партия изделий из легированных нержавеющих сталей ферритного, аустенито-ферритного и мартенситного классов должна подвергаться ударным испытаниям при толщине стенки 6,0 мм и более. Для одного испытания используется три образца. По возможности следует использовать полноразмерные образцы. При использовании неполноразмерных образцов ширина образца не должна быть меньше 5,0 мм.
Образцы для испытаний на ударный изгиб отбирают в направлении, поперечном направлению наибольшей деформации при изготовлении, за исключением изделий, размеры которых не позволяют использовать полноразмерные поперечные образцы.
Температура испытаний компонентов углеродистой и низколегированной стали, а также мартенситной нержавеющей стали, предназначенных для монтажа с помощью сварки, должна быть равна минимальной расчетной температуре за вычетом 10°С или ниже.
Температура при испытаниях компонентов, не предназначенных для сварки, должна быть равна минимальной расчетной температуре или ниже.
Трубы, фитинги и кованые компоненты из сталей типа 22Cr дуплекс и 25Cr супер дуплекс подвергают испытаниям на ударный изгиб при температуре минус 46°С или при минимальной расчетной температуре за вычетом 10°С в зависимости от того, что меньше. Если минимальная расчетная температура выше заданной температуры при испытаниях, температура при испытаниях может быть увеличена до MDT по согласованию с заказчиком.
Примечание - Температура при ударных испытаниях, указанная выше для легированной нержавеющей стали аустенито-ферритного класса, соответствует стандартизированным испытаниям контроля качества для обеспечения надлежащих процессов изготовления и термической обработки.
Ударные испытания не требуется выполнять для аустенитной нержавеющей стали или никелевых сплавов.
Среднее минимальное значение поглощенной энергии от трех образцов должно соответствовать значениям, представленным в таблице 5 для труб, фитингов и поковок, включая зону сварки для сварных изделий. В зоне термического влияния надрез должен находиться на расстоянии от 1 до 2 мм от линии сплавления; для металла сварного шва надрез должен находиться на осевой линии сварного шва.
Таблица 5 - Значения поглощенной энергии при испытаниях на ударный изгиб по Шарпи
Сталь | Среднее значение, Дж (минимум) | Единичное значение, Дж (минимум) | ||
Поперечный образец основного металла, металл сварного шва и HAZ | Продольный образец основного металла | Поперечный образец основного металла, металл сварного шва и HAZ | Продольный образец основного металла | |
Углеродистая и низколегированная сталь: SMYS<415 МПа | 36 | 50 | 27 | 38 |
Углеродистая, низколегированная и мартенситная нержавеющая сталь: SMYS 415 МПа | 40 | 60 | 30 | 45 |
Легированная нержавеющая сталь аустенито-ферритного класса | 40 | 60 | 30 | 45 |
Коэффициенты снижения требуемой энергии для уменьшенных образцов составляют 5/6 для образцов 7,5 мм и 2/3 для образцов 5 мм. Применяется для сварных изделий, подвергающихся отпуску на твердый раствор после сварки. | ||||
8.6.4 Испытание на твердость
Методы измерения твердости и максимально допустимые значения твердости должны соответствовать выбранному стандарту на изделие, а в случае эксплуатации в присутствии сернистых соединений ГОСТ Р 53678 и ГОСТ Р 53679, см. также [28].
8.6.5 Микрографическое исследование
Исследование микроструктуры необходимо выполнять для всех изделий из сталей типа 22Cr дуплекс и 25Cr супер дуплекс.
При исследовании протравленного образца при минимальном увеличении в 400 раз в микроструктуре не должно наблюдаться интерметаллических фаз и выделившихся фаз.
Если обнаружены интерметаллические и выделившиеся фазы, приемку материала выполняют на основании коррозионных испытаний или испытаний на ударный изгиб (см. 8.6.3 и 8.6.6).
Микрографическое исследование применяется для компонентов, находящихся под давлением, изготовленных из сплава марки UNS N07718.
8.6.6 Коррозионные испытания
8.6.6.1 Стали типов 25Cr супер дуплекс, 6Мо и другие высоколегированные аустенитные стали
Коррозионные испытания применяются для всех типов изделий из нержавеющей высоколегированной аустенитной стали типа 25Cr супер дуплекс, 6Мо и других.
Требования к испытаниям приведены в [30] (метод А).
Температура при испытаниях должна быть равна 50°С в протравленном состоянии и 40°С в отполированном состоянии, а время воздействия должно составлять 24 часа.
Критерии приемки следующие:
- без видимых признаков питтинговой коррозии при 20-кратном увеличении;
8.6.6.2 Сталь типа 22Cr дуплекс
Коррозионные испытания для стали типа 22Cr дуплекс являются необязательными. При необходимости испытания могут быть проведены в соответствии с 8.6.6.1 при температуре 25°С. Критерии приемки приведены в 8.6.6.1.
8.7 Неразрушающий контроль компонентов
8.7.1 Бесшовные трубы и фитинги
Все бесшовные трубы и фитинги необходимо осмотреть на наличие дефектов поверхности. Всю наружную поверхность необходимо проверить с помощью подходящего метода, установленного действующим стандартом на изделие. Необходимо исследовать поверхность свариваемых концов методами магнитопорошковой или капиллярной дефектоскопии.
Бесшовные трубы необходимо проверить ультразвуковым методом в соответствии с ГОСТ ISO 3183 PSL 2, с калибровкой надреза по типу N5. Дефекты следует устранить в соответствии с требованиями ссылочных стандартов, при этом ремонт сваркой выполнять не допускается.
8.7.2 Сварные трубы и фитинги
Продольные сварные швы сварных труб и фитингов подвергают 100%-ному контролю сплошности в окончательно термообработанном состоянии радиографическим или ультразвуковым методом. Необходимо проверить поверхность свариваемых концов методами магнитопорошковой или капиллярной дефектоскопии. Критерии приемки приведены в действующем ссылочном стандарте.
8.7.3 Поковки
Поковки необходимо подвергнуть 100%-ному контролю методами магнитопорошковой или капиллярной дефектоскопии в соответствии со стандартами, на которые ссылается действующий стандарт на изделие. Испытание должно выполняться в состоянии после механической обработки. Необработанные поверхности необходимо надлежащим образом подготовить перед испытаниями. Критерии определяются в соответствии с требованиями уровня PSL 3 ГОСТ Р 51365.
Поковки из углеродистой или низколегированной стали необходимо подвергнуть 100%-ному ультразвуковому контролю сплошности (см. [31]).
Критерии приемки приведены в [8] PSL 3.
Для поковок из легированных нержавеющих сталей аустенитного или аустенито-ферритного классов по согласованию с заказчиком рекомендуется выполнить контроль сплошности ультразвуковым методом (см. [32]).
Далее приведены комментарии, которые применяются для изделий, перечисленных в [32].
a) Необходимо выполнить сканирование с помощью стандартных датчиков в двух направлениях.
b) Нет необходимости выполнять приповерхностное исследование.
c) Весь объем поковки должен соответствовать классу качества 3. Кроме того, не допускается наличие трещин или трещиноподобных несплошностей и затухание донного эхосигнала более 80%.
d) См. перечисление a).
e) Не применяется.
f) Для определения размера несплошностей необходимо использовать метод перепада на 6 дБ.
g) Для настройки чувствительности следует использовать настроечные образцы для построения DAC-кривых. Образцы должны быть выполнены из материалов такой же группы, после такой же термообработки, с таким же затуханием, как у исследуемой поковки.
h) Не применяется.
i) Необходимо разработать письменную процедуру. К ней следует приложить описание (рисунок) контрольных блоков, используемых для настройки чувствительности.
j) Необходимо использовать наклонные преобразователи (см. [32]). В таких случаях необходимо рассмотреть применение наклонных преобразователей с продольными волнами.
k) Подлежит согласованию в каждом случае.
Перед началом исследования необходимо продемонстрировать, что указанные размеры глухих отверстий идентифицируются на исследуемых поковках. Глухие отверстия рекомендуется выполнять на исследуемых поковках на максимально возможном удалении от датчика.
Требования к квалификации персонала приведены в [33] (уровень II). Для контроля поковок из легированной нержавеющей стали аустенито-ферритного класса оператор должен иметь документ о прохождении обучения по контролю поковок из материала данного типа.
8.7.4 Аттестация персонала по НК
Квалификация персонала должна удовлетворять требованиям 8.11.3.2.
8.8 Крепежные изделия
Материалы для крепежных изделий необходимо выбирать в соответствии с требованиями действующих норм проектирования конкретного соединения.
Крепежные изделия, контактирующие с системой катодной защиты, как правило, необходимо выбирать из низколегированной стали. Крепежные изделия изготавливают из материала такой марки, для которой SMYS не превышает 725 МПа. Детальное описание ограничений по свойствам применяемых материалов приведено в ГОСТ Р 59305.
Шпильки и болты, подвергающиеся усталостному нагружению, должны иметь холоднокатаную резьбу.
Крепежные изделия должны отвечать требованиям к ударному изгибу, как и любые соединяемые компоненты.
8.9 Обработка гибкой и штамповкой
8.9.1 Общие сведения
Производители штампованных изделий для систем, работающих под давлением, должны иметь необходимое оборудование для операций штамповки и последующей термической обработки.
Толщина после гибки или штамповки не должна быть меньше требуемого нормативного значения.
Особое внимание следует уделить штамповке и последующей термообработке стали, изготовленной методами термомеханической обработки. Также необходимо принять во внимание рекомендации производителей стали.
В случае гибки плакированной трубы необходимо специальное рассмотрение возможности полной термообработки, включая приваривание плакировки к конечному изделию.
8.9.2 Холодная штамповка
Компоненты из аустенитной нержавеющей стали и никелевых сплавов разрешается подвергать холодной штамповке при условии, что после нее свойства материалов будут проверены с учетом ограничений, перечисленных в ГОСТ Р 59305. Холодную гибку или деформацию любого другого материала запрещается выполнять, если это не согласовано с заказчиком.
Любое повышение механической прочности материала в результате холодной штамповки не должно использоваться для увеличения допустимых расчетных нагрузок.
Твердость металлического материала, подвергнутого холодной штамповке, должна соответствовать максимально допустимому значению твердости по ГОСТ Р 59305, а в случае эксплуатации в присутствии сернистых соединений ГОСТ Р 53678 и ГОСТ Р 53679 (см. также [28]).
8.9.3 Гибка с индукционным нагревом
8.9.3.1 Общие сведения
Горячую гибку труб с индукционным нагревом необходимо выполнять в соответствии с требованиями настоящего подпункта (см. также [34] PSL 2).
Штамповка методом индукционного нагрева, гибки и быстрого охлаждения до комнатной температуры водой с использованием системы форсунок не требует новой термообработки при условии, что процесс успешно прошел аттестацию и испытания по 8.9.3.3.
Допустимую степень окисления нержавеющей стали необходимо согласовать с заказчиком.
До или в процессе гибки труба не должна контактировать с материалами, имеющими низкую температуру плавления, например цинком, медью, латунью или алюминием.
Если после индукционной гибки применяется полная термическая обработка, заключающаяся в аустенизации или отпуске на твердый раствор, то необходимо исследовать разрушающим способом удлиненную часть гнутого отвода в соответствии с техническими условиями на основную трубу. Если основная труба поставляется в состоянии после сварки, в объем разрушающих испытаний должен входить такой же объем испытаний, какой установлен для металла проката и аттестации процедуры сварки.
8.9.3.2 Основные переменные
Требования к основным переменным для аттестации MPS для всех сталей и никелевых сплавов приведены в [34], помимо того, что действуют общие значения максимально допустимых отклонений по таблице 6.
Таблица 6 - Основные переменные
Основная переменная | Максимально допустимое отклонение |
Радиус гиба, R | Для всех радиусов: подходит любой радиус больше, но не меньше |
Скорость штамповки | ±2,5 мм/мин или ±10,0%, смотря что больше |
Требования к основным переменным для гнутых отводов из плакированной углеродистой и низколегированной стали приведены в [34]; кроме того, любое изменение процедуры сварки плакировки необходимо считать основной переменной.
8.9.3.3 Аттестационные испытания MPS и заводские испытания гнутых отводов
Каждая партия гнутых отводов, как установлено основными переменными, перечисленными выше, должна пройти аттестацию в соответствии сданным подпунктом (см. также [34]) перед началом процесса производственной гибки.
Требования к аттестационным и заводским испытаниям гнутых отводов из углеродистой/низколегированной стали приведены в [34].
Для нержавеющей стали, никелевых сплавов и плакированной углеродистой/низколегированной стали применяются требования к испытаниям по таблице 7.
Образцы для микрографического исследования, испытаний на изгиб и коррозионных испытаний из нержавеющей стали и плакированной углеродистой/низколегированной стали необходимо отбирать из того же места, что образцы для испытаний на растяжение.
Кроме случаев, когда данный подпункт устанавливает иное, методы испытаний и контроля, а также критерии приемки при индукционной гибке должны соответствовать действующим техническим условиям на основную трубу такой же марки стали и того же номера UNS.
Требования к контролю размеров и допусков для всех типов материалов приведены в [34].
Требования к испытанию на твердость поверхности приведены в [34].
Толщину наплавки следует контролировать разрушающими испытаниями от припуска. После гибки минимальная толщина наплавки должна составлять 3 мм.
Все гнутые отводы, независимо от типа материала, необходимо осмотреть визуально и выполнить контроль поверхности (см. [34]).
Образцы для испытаний на растяжение, удар, твердость и изгиб получают из установленных мест гнутых отводов (см. [34]). Исследование микроструктуры и коррозионные испытания необходимо выполнять в таких же точках, как при металлографии гнутых отводов из углеродистой стали.
Для гнутых отводов из легированной нержавеющей стали аустенито-ферритного класса с толщиной стенки более 25 мм дополнительные испытания на ударный изгиб необходимо выполнять при аттестационных испытаниях MPS. Помимо образцов для испытаний, взятых на расстоянии 2 мм от наружной поверхности, необходимо взять такое же количество образцов на расстоянии 2 мм от внутренней поверхности в следующих местах:
- основной металл переходной зоны (если применимо);
- основной металл верхней поверхности изгиба;
- металл сварного шва гнутых отводов и основной металл внутренней поверхности изгиба (если применимо).
Таблица 7 - Дополнительные аттестационные и заводские испытания гнутых отводов для нержавеющих, никелевых и плакированных труб
Тип испытания | Легированная нержавеющая сталь аустенито- ферритного класса | Легированная нержавеющая сталь аустенитного класса и никелевые сплавы | Плакированная углеродистая сталь | Условия испытаний и критерии приемки |
Испытание на растяжение | T | T | T | В соответствии с техническими условиями на основную трубу |
Испытание на удар | T | NA | T | См. 8.6.3 |
Твердость по толщине | NA | NA | T | См. 8.6.4 |
Твердость поверхности | NA | NA | T и P | См. 8.6.4 |
Исследование микроструктуры | Т | Т | T | См. 8.6.5 |
Коррозионные испытания | T | T | NA | См. 8.6.6 |
Испытание на изгиб | NA | NA | T | - |
Неразрушающий контроль поверхности | T и P | T и P | T и P | - |
Волюметрический неразрушающий контроль | NA | NA | T и P | - |
T - требуется для каждого гнутого отвода для аттестационных испытаний MPS. P - требуется для каждого серийно выпускаемого гнутого отвода. NA - не применяется. Описание остальных сокращений приведено в [34]. | ||||
Слой плакировки и поверхность сцепления с углеродистой и низколегированной сталью исследуют в обязательном порядке (см. [ 35 ]) . Для гнутых отводов плакированных труб аттестация MPS должна дублировать механические испытания по WPQR плакировки, т.е. испытания на боковой загиб и твердость (включая HAZ) (см. [ 8 ] PSL 3). Коррозионные испытания применяются только для нержавеющей стали с PREN>40. Плакирующий слой углеродистой или низколегированной стали необходимо полностью обследовать при помощи LPC и проверить целостность линии сцепления при помощи UT (см. [ 8 ] PSL 3). | ||||
8.10 Наплавка и обваривание компонентов
8.10.1 Общие сведения
В данном разделе приведены требования к аттестации процедур наплавки в виде:
- коррозионно-стойкой наплавки;
- обварки.
Наплавку необходимо выполнять по методам GTAW или GMAW, кроме случаев, когда согласованы другие методы сварки.
8.10.2 Коррозионно-стойкая наплавка
Требования к аттестации процедур сварки при наплавке приведены в [8] PSL 3.
Если не установлено иное, то минимальная толщина наплавки должна составлять 3,0 мм. Если заказчиком не указано иное, химический состав никелевого сплава UNS N06625 (AWS ERNiCrMo-3) должен отвечать требованиям класса Fe10 (см. [8]).
Если не указано иное, то необходимо проверить качество всех поверхностей наплавки (см. [8] PSL 3).
8.10.3 Стыковая наплавка
Стыковая наплавка свариваемого конца компонента, которая впоследствии становится частью стыкового сварного шва, находящегося под давлением, например, как зона перехода между нержавеющей и углеродистой/низколегированной сталью, должна быть аттестована и изготовлена как стыковой сварной шов (см. 8.11). Удлиненную часть необходимо приварить к стыковой наплавке для облегчения получения образцов для механических испытаний.
Помимо механических испытаний для стыкового сварного шва необходимо подготовить и выполнить одно испытание на растяжение металла шва. Предел текучести и прочность на растяжение сварного шва должны соответствовать материалу с наиболее низкой минимальной заданной прочностью из двух соединяемых материалов.
Примечание - В стыковых сварных швах из никелевых сплавов компонентов из низколегированной стали наблюдалось незначительное количество повреждений, но с серьезными экономическими последствиями.
Конкретные свариваемые детали и процедуры сварки должны быть согласованы между подрядчиком и заказчиком.
В конечном состоянии минимальная толщина должна составлять 8 мм.
Необходимо, чтобы зона термического влияния верхнего слоя завершающего шва находилась полностью в зоне слоя наплавки.
Все стыковые наплавки необходимо проверить неразрушающими испытаниями следующим образом:
- 100% неразрушающий контроль поверхности методами магнитопорошковой или капиллярной дефектоскопии в зависимости от материала после механической обработки кромок. На поверхности кромок не должно быть значимых индикаторных следов;
- 100% контроль сплошности ультразвуковым и/или радиографическим методом, включая зону сопряжения по согласованию с заказчиком. Критерии приемки такие же как для стыковых сварных швов.
8.11 Сварка и неразрушающий контроль трубопроводных систем
8.11.1 Требования к аттестации сварки
8.11.1.1 Общая информация
Процедуры сварки для сталей и никелевых сплавов должны быть аттестованы по ГОСТ Р ИСО 15614-1 и дополнительным положениям данного раздела.
Требования к аттестации сварной наплавки приведены в [8] PSL 3.
Аттестация и применение WPS регламентируются требованиями ГОСТ Р ИСО 15614-1.
8.11.1.2 Неразрушающий контроль контрольных сварных швов
Все исследуемые заготовки необходимо визуально осмотреть и подвергнуть неразрушающему контролю по 8.11.3 после необходимой PWHT и перед отбором образцов для испытаний.
8.11.1.3 Механические испытания
8.11.1.3.1 Общие сведения
Механические испытания необходимо выполнять в соответствии с положениями настоящего стандарта, а также ГОСТ Р 57180.
Если на образце получен неудовлетворительный результат испытания, допускается проведение повторных испытаний по конкретному виду испытаний в двойном объеме на образцах, отобранных от той же аттестационной пробы. Результаты для обоих образцов должны отвечать заданным требованиям.
8.11.1.3.2 Испытание на удар
Ударные испытания выполняются для сварных швов с толщиной стенки > 6 мм и должны отвечать требованиям таблицы 8.
Если сваривают материалы двух разных типов, каждую сторону сварного шва необходимо испытать на удар, при этом она должна отвечать требованиям к реальному материалу. Необходимо, чтобы металл сварного шва удовлетворял наименее строгим из требований, предъявляемых к основным свариваемым материалам.
Таблица 8 - Требования к испытаниям на удар
Материал | Расположение надреза | Температура испытания | Критерии приемки |
Углеродистая сталь с SMYS<415 МПа | WM, HAZ | MDT и ниже | 36 Дж |
Углеродистая сталь и низколегированная с SMYS 415 МПа | 40 Дж | ||
Стали типа 22Cr дуплекс и 25Cr супердуплекс | WM, HAZ | -46°С или MDT, в зависимости от того, что меньше | 40 Дж или минимальное поперечное уширение 0,38 мм |
WM - на осевой линии сварного шва. HAZ - линия сплавления пересекает ось вертикального V-образного надреза посередине ширины образца или охватывает большую часть HAZ. От корня шва отбирают дополнительные образцы WM и HAZ, если толщина сварного шва превышает 20 мм и если PWHT не применяется. Ни одно из значений работы удара не должно быть меньше 75% от среднего требуемого значения. Коэффициент снижения требуемой работы удара для уменьшенных образцов составляет 5/6 для образцов 7,5 мм и 2/3 для образцов 5 мм. | |||
8.11.1.3.3 Испытание на твердость
Испытание на твердость выполняют для сварных швов всех углеродистых и низколегированных сталей. Для аустенитных нержавеющих сталей и никелевых сплавов испытание на твердость выполняют в случае эксплуатации в присутствии сернистых соединений по ГОСТ Р 53678 и ГОСТ Р 53679 (см. также [28]).
Испытания на твердость необходимо выполнять на макрошлифе в соответствии с ГОСТ Р ИСО 15614-1 или ГОСТ Р 53678 и ГОСТ Р 53679 (см. также [28]). При аттестации процедур ремонтных сварных швов, эксплуатируемых в присутствии сернистых соединений, испытания на твердость должны отвечать требованиям ГОСТ Р 53678.
Необходимо, чтобы критерии приемки при измерении твердости отвечали таблице 9, ГОСТ Р 53678 и ГОСТ Р 53679 (см. также [28]).
Примечание - Испытание на твердость, выполняемое по ГОСТ Р ИСО 15614-1, оценивается по требованиям к испытаниям на твердость стандартов ГОСТ Р 53678 (см. также [28]).
Таблица 9 - Ограничения по твердости для предотвращения водородного охрупчивания при наличии катодной защиты
Материал | Максимальная твердость |
Углеродистая и низколегированная сталь общего назначения (кроме болтовых соединений; см. таблицу 6) | 350 HV/35 HRC/330 НВ |
Легированная нержавеющая сталь мартенситного класса | 325 HV/33 HRC/329 НВ |
Легированная нержавеющая сталь аустенито-ферритного класса | Твердость не является определяющим фактором чувствительности к водородному растрескиванию под напряжением для данного класса стали при наличии катодной защиты, поэтому максимальное значение твердости не регламентируется (см. также [28]) |
Легированная нержавеющая сталь аустенитного класса | Для этих материалов водородное охрупчивание не считается проблемой при наличии катодной защиты, поэтому предел твердости не регламентируется |
Никелевые сплавы | См. [28] |
Значения твердости HRC определены на основе преобразования 325 HV (см. [ 36 ] ), преобразование значения HRC в HBW выполнено на основе зависимости, определенной в рамках испытаний, проводимых компанией Foroni Metals: HRC = 43,796 · In(HBW) - 220,86. | |
8.11.1.3.4 Коррозионные испытания
Сварные швы сталей типа 6Мо, 25Cr супер дуплекс и никелевых сплавов необходимо подвергнуть коррозионным испытаниям по методу A (см. [30], метод А).
Температура при испытаниях должна быть равна 40°С, а время воздействия должно составлять минимум 24 часа.
Критерии приемки следующие:
- без видимых признаков питтинговой коррозии при 20-кратном увеличении;
При необходимости сварные швы изделий из сталей типа 22Cr дуплекс проверяют на коррозию, как указано выше. Температура при испытаниях должна составлять 22°С или по согласованию, а критерии приемки должны соответствовать указанным выше.
8.11.1.3.5 Исследование микроструктуры
Исследованию подвергают легированную нержавеющую сталь аустенито-ферритного класса. Образцы для испытаний должны содержать поперечное сечение металла сварного шва, зону термического влияния и основной металл трубы. Микроструктуру необходимо надлежащим образом протравить и исследовать с 400-кратным увеличением, при этом границы зерен не должны иметь признаков непрерывных выделений фаз; общее содержание интерметаллических фаз, нитридов и карбидов не должно превышать 0,5% исследуемой области поверхности.
Если объем интерметаллической фазы превышает указанное выше предельное значение, приемку WPQR необходимо осуществлять по результатам коррозионных и/или ударных испытаний.
Для легированной нержавеющей стали аустенито-ферритного класса содержание феррита в корне металла сварного шва и в неподогретом верхнем слое сварного шва должно находиться в диапазоне от 30% до 70% объемной доли. Требования к определению содержания феррита приведены в [29].
8.11.1.4 Основные переменные
8.11.1.4.1 Общие сведения
Повторная аттестация процедуры сварки необходима при изменении любой основной переменной по ГОСТ Р ИСО 15614-1, ГОСТ Р ИСО 15614-5, а также при изменении дополнительных основных переменных, перечисленных в 8.11.1.4.2-8.11.1.4.8.
8.11.1.4.2 Изменение основного материала, требующее повторной аттестации
Следующие изменения, связанные с основным материалом, требуют повторной аттестации процедуры сварки:
- при изменении материала на стали с характеристиками ниже или выше сталей типа 24Cr;
- изменение марки материала на сталь типа 6Мо с любой другой;
- для стали типа 25Cr супердуплекс с толщиной стенки < 8 мм необходимо выполнить отдельные аттестационные испытания процедуры сварки для минимальной толщины стенки, которая будет приварена;
Рекомендуется использовать формулу (3) для углеродистой стали с содержанием углерода 0,12% массовой доли и выше:
Рекомендуется использовать формулу (4) для углеродистой стали с содержанием углерода 0,12% массовой доли и меньше:
8.11.1.4.3 Изменение присадочного материала, требующее повторной аттестации
Разрешается менять производителя или торговую марку материала при условии, что новая заготовка для испытаний подготовлена в соответствии с WPS для ударных испытаний металла сварного шва. Разрешается использовать проверенного производителя или торговую марку при условии, что результаты ударных испытаний металла сварного шва отвечают требованиям таблицы 8.
8.11.1.4.4 Изменение технологии сварки, требующее повторной аттестации
Переход от одноэлектродной к многоэлектродной системе и наоборот требует повторной аттестации.
8.11.1.4.5 Изменение количества подводимой теплоты, требующее повторной аттестации
Для всех типов материалов максимальное отклонение количества подводимой теплоты должно составлять ±15%.
8.11.1.4.6 Изменение положений при сварке, требующее повторной аттестации
Изменение положения с вертикальной сварки снизу вверх на вертикальной сварке сверху вниз и наоборот требует повторной аттестации.
8.11.1.4.7 Изменение способа, требующее повторной аттестации
Переход от многопроходного к однопроходному способу сварки требует повторной аттестации.
8.11.1.4.8 Изменение сварного соединения, требующее повторной аттестации
Уменьшение угла скоса кромок меньше 30° требует повторной аттестации.
8.11.2 Требования к сварке
8.11.2.1 Общие сведения
Требования к работам по сварке и связанным с ними работам приведены в [37] и настоящем подпункте.
Необходимо разработать WPS для всех сварных соединений, предназначенных для трубопроводных систем. При этом WPS должны содержать информацию по ГОСТ ISO 15609-3, ГОСТ ISO 15609-4, ГОСТ ISO 15609-5, ГОСТ ISO 15609-6 (см. также [38], [39]).
Корневой проход сварных швов на нержавеющей сталей типа 6Мо, 25Cr супер дуплекс и никелевых сплавах для трубопроводов, передающих сырую морскую воду, должен быть выполнен с использованием присадочного металла.
Для корневого прохода всех односторонних сварных швов на нержавеющей стали, никелевых сплавах и титановых сплавах необходимо использовать технологию сварки без образования шлака. То же применимо для односторонних сварных швов трубопроводных систем из углеродистой стали с необходимой степенью чистоты. Эти вопросы регламентируются разработчиком системы и заказчиком.
Нахлесточные сварные швы запрещается использовать для трубопроводов, находящихся под давлением, если это не согласовано с заказчиком.
Все угловые сварные швы, непосредственно сваренные на трубопроводных системах под давлением, должны быть непрерывными.
Сварные соединения запрещается выполнять в зонах холодной деформации, например на холодногнутых трубах.
Заводское производство нержавеющих сталей и никелевых сплавов выполняют в цехах или на участках цехов, которые предназначены исключительно для такого типа материала.
Загрязнение скоса кромок сварного шва и окружающих зон металлами с низкой температурой плавления, такими как медь, цинк и т.д., не допускается.
8.11.2.2 Координация сварочных работ
Координация сварочных работ должна соответствовать ГОСТ Р ИСО 14731.
Производитель обязан назначить уполномоченного координатора по сварке, ответственного за договор/проект/место выполнения работ. Ответственный координатор по сварке должен быть квалифицирован как IWE или иметь иной допустимый уровень квалификации по ГОСТ Р ИСО 14731.
Весь персонал, выполняющий один или несколько видов сварочных работ, указанных в ГОСТ Р ИСО 14731, является координаторами по сварке. Для каждого работника/должности необходимо определить уровень технических знаний, задач, ответственности и полномочий.
8.11.2.3 Контроль сварки и аттестация инспекторов по сварке
Инспекторы по сварке должны быть ознакомлены со всеми действующими стандартами, правилами и техническими условиями и постоянно соблюдать все требования, предъявляемые к ним (см. [37]).
Контроль сварки необходимо выполнять перед, в процессе и после сварки. Все результаты контроля следует сообщить ответственному координатору по сварке.
Периодичность контроля должна быть достаточной для составления еженедельных отчетов о качестве изготовления исходя из протоколов контроля сварки. Перед началом производства работ подрядчик обязан внедрить систему регистрирования качества. Выявленные несоответствия необходимо незамедлительно исследовать и принять корректирующие меры во избежание их повторного появления. Несоответствие требует протоколирования ответственным координатором сварки/ответственным инженером по сварке.
Инспекторы по сварке должны быть аттестованы.
8.11.2.4 Аттестация сварщика и оператора сварки
Все пайщики, сварщики и операторы сварки должны быть аттестованы по ГОСТ Р ИСО 9606-1.
8.11.2.5 Расходные материалы для сварки
8.11.2.5.1 Общие сведения
Все расходные материалы для сварки должны иметь индивидуальную маркировку.
Безводородные и низководородные расходные материалы для углеродистой стали и расходные материалы для сварки нержавеющей сталей типа 6Мо, 22Cr дуплекс, 25Cr супер дуплекс и никелевых сплавов должны иметь сертификаты химического анализа по типу 3.1.В (см. [9]).
Также допускаются групповые испытания расходных материалов для сварки. Сварку и испытания необходимо выполнять в соответствии c WPQR для конкретного материала.
Другие расходные материалы для технологии дуговой сварки под флюсом должны иметь сертификаты по типу 2.2 (см. [9]).
Транспортировку и хранение расходных материалов необходимо осуществлять в соответствии с рекомендациями производителя.
8.11.2.5.2 Углеродистые и углеродисто-марганцовистые стали
Для систем нагнетания воды из углеродистой стали корневой и горячий проходы необходимо выполнять с помощью низколегированных расходных материалов, содержащих:
- от 0,8% до 1,0% массовой доли Ni;
- от 0,4% до 0,8% массовой доли Cu плюс (от 0,5% до 1,0% массовой доли Ni).
Примечание - Данное требование относится к избирательной коррозии, наблюдающейся в металле сварного шва трубы.
Для систем, эксплуатируемых в присутствии сернистых соединений, допускается использовать расходные материалы для сварки, которые образуют наплавленный слой, содержащий более 1% массовой доли Ni, после успешного прохождения аттестационных испытаний сероводородного коррозионного растрескивания сварного шва в соответствии с ГОСТ Р 53678.
8.11.2.5.3 Легированные нержавеющие стали аустенитного класса типа 6Мо и никелевые сплавы
Необходимо использовать подходящие расходные материалы с увеличенным содержанием Мо или Cr по сравнению с основным материалом. Содержание серы не должно превышать 0,015% по массе.
8.11.2.5.4 Легированные нержавеющие стали аустенито-ферритного класса
Необходимо использовать подходящие расходные материалы с увеличенным содержанием Ni по сравнению с основным материалом. Содержание серы не должно превышать 0,015% по массе.
Угловые или нахлесточные сварные швы запрещается выполнять с помощью расходных материалов из легированной нержавеющей стали аустенито-ферритного класса.
8.11.2.5.5 Расходные материалы для соединения разнородных материалов
Присадочный материал, используемый для наплавленного слоя при приварке углеродистой стали к нержавеющей стали типа 316, должен быть никелевым сплавом (см. также [39]).
При приварке высоколегированной нержавеющей стали к углеродистой стали следует использовать такой же высоколегированный присадочный металл, который используется при сваривании изделий из нержавеющей стали.
При сваривании нержавеющей стали, легированной азотом, например стали типа 22Cr дупллекс, 25Cr супер дуплекс или стали типа 6Мо, с углеродистой или низколегированной сталью рекомендуется использовать расходные материалы без добавления Nb. Это связано с выделением нитрита ниобия, который может неблагоприятно повлиять на пластичность и коррозионные свойства, а также на баланс аустенито-ферритной структуры в HAZ двухфазных сплавов.
Если после соединения аустенитной нержавеющей стали с углеродистой сталью требуется выполнить PWHT для нанесения шва, то необходимо использовать расходные материалы на базе никеля.
8.11.2.6 Температура между проходами
Разрешенный диапазон температуры между проходами начинается от температуры предварительного подогрева и заканчивается максимальной температурой между проходами, зарегистрированной в ходе сварки контрольного образца или следующими значениями:
- максимум 250°С для углеродистой и низколегированной стали;
- максимум 150°С для нержавеющей стали и никелевых сплавов.
8.11.2.7 Газовая подушка и защитный газ
Газ для защиты обратной стороны шва необходимо использовать для сварки всех нержавеющих и цветных металлов по меньшей мере во время сварки первых трех проходов. Это же требование действует и для прихваточной сварки.
Защитные газы для сварки двухфазной нержавеющей стали должны содержать менее 0,1% водорода.
При сварке двухфазной нержавеющей стали рекомендуется использовать газовые смеси с добавлением азота для поддержания коррозионной стойкости корня сварного шва.
8.11.2.8 Сварка плакированных материалов
При сварке плакированных материалов с обеих сторон необходимо полностью сварить углеродистую сталь перед сваркой наплавки. Металл сварного шва из углеродистой или низколегированной стали запрещается наплавлять на высоколегированный основной материал или материал сварного шва.
8.11.2.9 Сварка бобышек
Скос сварного шва бобышки необходимо полностью заварить до линии сплавления на бобышке. Выполняют плавный переход между трубой и бобышкой. При этом следует исключить надрезы ниже линии сплавления. Перед сваркой необходимо обеспечить достаточный зазор между свариваемыми кромками.
8.11.2.10 Заводские испытания (опционально)
Для работ, выполняемых подрядчиками, необходимо разработать программу заводских испытаний. При разработке этой программы важно предусмотреть проверку ранее аттестованных WPS и проверку свариваемости конкретного материала.
Для материалов, требующих ударных испытаний, в заводские испытания должны входить образцы, извлеченные из линии сплавления, положений FL+2 и FL+5, помимо образцов, необходимых по таблице 8.
Несмотря на то, что заводские испытания являются необязательными, их выполняют при наличии соответствующего требования. Все заводские испытания необходимо выполнять и протоколировать, как при выполнении аттестационных испытаний действующей процедуры сварки.
8.11.2.11 Термическая обработка после сварки
Необходимо тщательно рассмотреть ситуацию, когда PWHT подвергаются узлы из деталей из разнородных материалов. При этом учитывают соответствие техническим требованиям.
PWHT необходимо выполнять для сварных соединений углеродистой и низколегированной стали при номинальной толщине стенки в поперечном сечении сварного шва >50 мм, кроме случаев, когда испытания механики разрушений демонстрируют допустимые значения в состоянии после сварки. В тех случаях, когда минимальная расчетная температура меньше минус 10°С (+14°F), следует отдельно определить предельную толщину.
Если PWHT выполняется для достижения нужной прочности сварных соединений при любых видах коррозионного растрескивания под напряжением, ее необходимо выполнять для любой толщины.
Температура при PWHT должна быть минимум на 20°С (36°F) ниже температуры отпуска основного материала, кроме случаев, когда PQR на соответствующий основной материал регламентирует минимальную заданную механическую прочность, включая предел текучести, после моделирования PWHT при соответствующей температуре.
8.11.3 Контроль и неразрушающий контроль сварных швов
8.11.3.1 Общие сведения
Компании, выполняющие визуальный осмотр и НК должны использовать систему качества в соответствии со ГОСТ Р ИСО/МЭК 17020 или эквивалентным документом.
Все действия, указанные в 8.11.3, описывают окончательный контроль сварных соединений.
Требования к неразрушающим испытаниям приведены в [40].
8.11.3.2 Аттестация инспекторов и операторов НК
Персонал, выполняющий визуальный осмотр или неразрушающие испытания, должен быть сертифицирован для выполнения нужного метода испытаний:
- см. [33] для визуального осмотра;
- см. [41] для методов НК.
Обязанности и ответственность персонала НК приведены в [41].
8.11.3.3 Объем визуального и неразрушающего контроля
Все сварные швы, работающие под давлением, необходимо подвергнуть 100%-ному визуальному и 100%-ному неразрушающему контролю для выявления поверхностных и объемных дефектов. Контроль поверхности выполняют методом магнитопорошковой или капиллярной дефектоскопии, а контроль сплошности - радиографическими или ультразвуковыми методами. Сюда также относятся все сварные швы стыковой наплавки.
Визуальный осмотр должен включать, помимо всех сварных швов трубопроводной системы, все приварные опоры и крепления трубопроводов.
Если применяется дуговая сварка металлическим электродом в защитном газе (131 MIGW/135 MAGW/GMAW) без импульсного тока, то помимо радиографических испытаний, необходимо выполнить ультразвуковые испытания для проверки отсутствия несплавления боковой стенки.
8.11.3.4 Ультразвуковой контроль
Необходимо получить нормативные DAC-кривые по настроечным образцам, толщина и диаметр боковых просверленных отверстий которых соответствуют таблице 10.
Процедуры ультразвукового контроля должны быть достаточно детализированы и полностью описывать процесс обследования сварного шва и зон термического влияния на наличие продольных дефектов.
Все индикаторные следы выше 20% DAC-кривых исследуют и оценивают с учетом критериев приемки. Протокол исследования должен содержать сведения о положении, высоте эха, длине, глубине и типе дефекта.
Ультразвуковой контроль плакированной трубы, нержавеющих сталей аустенитного или аустенито-ферритного классов требуют разработки специальной процедуры; образцы и контрольные блоки необходимо получить из реального сварного шва. Применяемая процедура должна быть аттестована и демонстрировать обнаружения значимых дефектов. В зависимости от аттестации процедуры необходимо рассмотреть возможность шлифования верхнего слоя завершающего шва.
Таблица 10 - Требования к калибровочным контрольным блокам
Толщина исследуемого материала T, мм мм | Толщина блока, t, мм | Диаметр отверстия, мм | Расстояние от одной поверхности до отверстия |
10< T 25 | 20 или T | 3±0,2 | t/2 и t/4 |
25< T 50 | 40 или T | Допускается и | |
50< T 100 | 75 или T | рекомендуется | |
100< T 150 | 125 или T | 6±0,2 | использовать |
150< T 200 | 175 или T | дополнительные | |
200< T 250 | 225 или T | отверстия | |
T>250 | 275 или T |
8.11.3.5 Критерии приемки
Если проектировщиком не указано иное, требования к уровню приемки дефекта приведены в [42] (часть IX, "Работа в среде высокого давления").
Для испытаний поверхности сварных швов методом магнитопорошковой или капиллярной дефектоскопии необходимо использовать критерии приемки (см. [43]). На поверхности сварной ленты не допускаются индикаторные следы.
Зоны сварки нержавеющих сталей и никелевых сплавов необходимо визуально осмотреть внутри и снаружи и оценить следующим образом:
- допускается степень окисления от светло-коричневого до коричневого цвета;
- допускается степень окисления в виде узкой полоски темно-коричневого цвета с промежуточными пятнами синего цвета;
- не допускается сильная степень окисления с темными и более насыщенными цветами; такая степень окисления подлежит химическому или механическому удалению.
8.11.4 Ремонт
Перед ремонтной сваркой дефект необходимо полностью устранить. Зона механической зачистки должна иметь плавные переходы к основной поверхности, а также обеспечивать доступ для НК после механической зачистки и последующей ремонтной сварки. После механической зачистки необходимо подтвердить полное устранение дефекта путем капиллярной или магнитопорошковой дефектоскопии. Если определено техническими условиями, то после ремонта необходимо выполнить PWHT.
Минимальная длина отрытой канавки должна составлять 50 мм при измерении на глубине дефекта, даже если сам дефект короче.
Дефекты, расположенные на расстоянии 100 мм друг от друга, должны быть отремонтированы как один непрерывный дефект.
После ремонтной сварки весь сварной шов (т.е. отремонтированная зона плюс минимум 100 мм с каждой стороны) необходимо проверить методами НК, которые были указаны для исходного шва.
Ремонтную сварку запрещается выполнять более двух раз в одной зоне. Для сварных швов в нержавеющих сталях типов 6Мо и 25Cr супер дуплекс допускается только одна попытка при ремонте.
Повторная сварка должна включать полное удаление исходного сварного шва и HAZ.
Ремонт сваркой необходимо выполнять по таким же WPS, как для исходного сварного шва, или по специальной аттестованной процедуре.
9 Дополнительные требования
9.1 Внешняя защита от коррозии
Требования к внешней защите от коррозии для всех компонентов приведены в стандарте ГОСТ Р ИСО 13628-4.
Контроль внешней коррозии можно обеспечить правильным выбором материалов, систем покрытия и катодной защитой. Указания по схеме катодной защиты приведены в [44]. Программа контроля коррозии представляет собой постоянную деятельность, которая заключается в испытаниях, мониторинге и замене расходных материалов. Внедрение программы контроля коррозии не входит в область применения настоящего стандарта.
9.2 Цветовые решения
Цвета внешних слоев покрытий должны соответствовать рекомендациям ГОСТ Р 59305.
9.3 Прослеживаемость материалов
Все компоненты оборудования, находящиеся под давлением или управляемые давлением, изготовленные в соответствии с настоящим стандартом, должны отвечать требованиям PSL 2 или PSL 3 (см. [8]).
Эти обозначения PSL определяют разные уровни требований.
Элементы конструкции и компоненты оборудования, не находящиеся под давлением/не управляемые давлением, которые были изготовлены в соответствии с настоящим стандартом, необязательно должны отвечать требованиям PSL 2 или PSL 3.
10 Требования к установке, эксплуатации и техническому обслуживанию
10.1 Требования к установке
Опорные плиты должны обеспечивать возможность выполнения всех требований к установке. При этом необходимо оценить различные типы судов-трубоукладчиков, например плавучих буровых установок, крановых судов.
Требования к установке включают некоторые или все ниже перечисленные позиции:
- погрузку;
- транспортировку на точку строительства в море;
- возможность спуска;
- грузоподъемность кранового судна;
- плавучесть;
- балластную систему/систему затопления;
- систему опускания на морское дно;
- возможность позиционирования и переустановки;
- выравнивающую систему;
- сопряжение с фундаментом.
10.2 Требования к выполняемым операциям
10.2.1 Операции по установке включают:
- транспортирование и погрузочно-разгрузочные операции;
- монтаж;
- бурение и заканчивание;
- подключение и пусконаладочные работы;
- возможность доступа;
- техническое обслуживание;
- вывод из эксплуатации.
10.2.2 Система подводной добычи должна:
- предусматривать подъем с помощью бурового крана (если применимо);
- предусматривать минимальное количество специального транспорта;
- быть промаркирована с указанием уникального номера, сухой массы и несущей способности точек подъема.
10.2.3 Особое внимание следует уделить грузоподъемности судна для монтажа морских установок при проектировании оборудования для выполнения морских работ.
10.3 Требования к техническому обслуживанию
10.3.1 Общие сведения
Существует три общие категории технического обслуживания подводных скважин и соответствующих сооружений:
a) техническое обслуживание скважины;
b) техническое обслуживание подводного оборудования;
c) техническое обслуживание надводного оборудования.
10.3.2 Планирование
Планирование технического обслуживания должно начинаться на этапе проектирования подводных систем и технических средств. Необходимо определить потенциальные задачи по техническому обслуживанию, оценить возможные подходы и выбрать подходящие средства для внедрения в подводные системы и техническое оснащение. В некоторых случаях гарантируются простые и базовые методы технического обслуживания (например, участие водолазов с ручным инструментом), а иногда требуется наличие дистанционно-управляемых инструментов.
При выполнении программы наземных испытаний тщательно проверяют и оценивают специальные сервисные инструменты и процедуры. Необходимо разработать процедуры техобслуживания и по возможности выполнить полномасштабные испытания. Рекомендуется задокументировать технические средства и сервисный инструмент для подводных работ с помощью фото- и видеосъемки.
Перед началом операции подводного технического обслуживания необходимо разработать детальные процедуры. Процедура должна устанавливать запланированные виды работ и взаимосвязь технического обслуживания с другими текущими полевыми работами. Процедура должна содержать перечень материалов, оборудования и работ, необходимых для конкретной операции технического обслуживания.
Организация, ответственная за работу подводного сооружения, обязана оказывать помощь в координации технического обслуживания. Это позволяет обеспечить безопасное и эффективное выполнение всех работ по техническому обслуживанию.
10.3.3 Техническое обслуживание подводного оборудования
Техническое обслуживание оборудования, установленного на морском дне (например, устье скважины, ПФА, модули управления, арматура, манифольды, опорные плиты, выкидные линии, соединительные муфты выкидных линий, основания райзеров и райзеры), разрешается выполнять путем модульной замены или ремонта по месту. Модульная или покомпонентная замена заключается в укладке позиций, подлежащих ремонту/техническому обслуживанию, в составные блоки, которые могут быть извлечены на поверхность с целью замены или ремонта. Модули можно извлечь и заменить с помощью инструментов, находящихся на трубных колоннах, канатах и ТНПА или методами ручного доступа с участием водолазов, естественной природной среды и пилотируемых аппаратов.
К ремонту по месту относится ремонт без восстановления оборудования на поверхности, который может быть выполнен с помощью ДУИ, ТНПА или моно- или гипербарического погружения.
Необходимо предпринять попытки для диагностики и определения проблемы перед началом работ по техническому обслуживанию. Нужную скважину необходимо остановить и перевести подводную систему в безопасное состояние для извлечения/ремонта компонента, требующего технического обслуживания. Для систем манифольда можно изолировать конкретную скважину и продолжить нормальную работу. При этом необходимо принять специальные меры, например внедрить систему допуска к работам, во избежание вероятности случайного вмешательства эксплуатирующего персонала в работу соответствующего оборудования до тех пор, пока оно не будет переведено в безопасное состояние.
Давление в кабелепроводах необходимо сбросить до давления окружающей среды. Если это возможно, углеводороды и другие потенциально загрязняющие жидкости должны вытесняться из циркуляционных контуров.
Электрические цепи следует обесточить, если они представляют опасность для водолазов и других систем технического обслуживания.
При выполнении спускоподъемных операций необходимо исключить риски повреждений подводного оборудования в результате падения объектов или ударов при позиционировании или постановке.
После завершения операций технического обслуживания подводную систему тщательно обследуют перед возвращением в эксплуатацию. При этом необходимо вести записи всех работ по техническому обслуживанию.
10.4 Требования к процессу монтажа
10.4.1 Общие сведения
10.4.1.1 Конструкции и модули проектируют с учетом применения стандартных методов выполнения морских монтажных работ без необходимости использования специальных монтажных приспособлений. Ограничения, связанные с последовательностью морских монтажных работ и буровых работ, должны быть минимальными.
Устанавливаемое оборудование системы подводной добычи должно:
- обеспечивать возможность прекращения монтажных операций без снижения уровня безопасности;
- обеспечивать испытание/проверку соединений после подключения;
- обеспечивать быструю и надежную сборку модулей;
- быть оснащено средствами для испытаний перед вводом в действие в виде испытательных блоков, если применимо;
- исключать попадание морской воды или загрязнений внутрь во время подключения;
- облегчать процессы позиционирования и выравнивания в ходе монтажа;
- предусматривать способы (временные или иные) очистки и диагностирования выкидных линий/трубопроводов-шлейфов;
- исключать утечку пластовых флюидов во время установки и эксплуатации;
- исключать влияние неисправностей на утечку углеводородов;
- обеспечивать проведение периодических испытаний для проверки работоспособности.
Никаких действий, кроме связанных с восстановлением двух барьеров, не следует выполнять, если один барьер вышел из строя. Наличие одного барьера допускается в случае, когда величина пластового давления исключает возможность образования утечки добываемого флюида в окружающую среду под естественным давлением.
10.4.1.2 Подрядчик обязан составить ведомость сопряжения оборудования и описать процедуру установки в качестве исходных данных для подрядчика, выполняющего монтажные работы. В эти документы должна входить следующая минимальная информация:
- максимальное ускорение, замедление, скорость опускания и скорость постановки;
- процедура опускания через зону периодического смачивания;
- допуски на монтаж и предлагаемые способы их контроля;
- максимальное отклонение от уровня перед выставлением по уровню;
- нагрузки и ограничения для морского раскрепления и транспортирования;
- допуски на забуривание скважины (если подрядчик по буровым работам несет ответственность также за монтаж);
- сопряжение монтажных приспособлений.
Конструкции проектируют с учетом минимальных значений гидродинамических коэффициентов в целях обеспечения проведения монтажных работ в более широком диапазоне состояний моря.
Все подводное и подъемное оборудование должно быть рассчитано на безопасную переустановку под водой, если применимо. Следует исключить применение подъемных рам, если они приводят к увеличению высоты подъема или снижению безопасности.
Необходимо обеспечить безопасный доступ персонала к точкам подъема, например на конструкциях, путем применения страховочных поясов, лестниц, ограждений и т.д., если применимо.
Специальные места или зоны для подводного крепления модулей и конструкций должны быть обозначены и рассчитаны на соответствующие нагрузки.
10.4.2 Способы и оборудование для монтажа
10.4.2.1 Способ и оборудование для монтажа, выбранные для подводной конструкции и трубопроводной системы, должны обеспечивать безопасную и надежную работу в соответствии с выбранной стратегией доступа в скважину.
10.4.2.2 Оборудование и конструкции систем подводной добычи должны удовлетворять следующим критериям:
- оборудование для монтажа (временное и стационарное) не должно являться препятствием или ограничивать доступ в скважину;
- отсоединение подъемных строп, грузоподъемных траверс/рам/приспособлений, предназначенных для монтажа, необходимо выполнять в соответствии с выбранной стратегией доступа в скважину. При этом можно предусмотреть дублирующую систему;
- установочная система не должна представлять собой опасность для выполнения постоянных работ в процессе монтажа, демонтажа, подключения и извлечения;
- подъемные/монтажные приспособления должны быть спроектированы с учетом минимальной высоты подъема;
- монтажная подъемная рама (по желанию) должна предусматривать площадку для складирования строп и крепление буксировочных канатов, а при необходимости платформы и опоры для монтажных приспособлений и приборов, временных лестниц доступа и площадок для контроля.
10.4.2.3 Рекомендуется, чтобы оборудование и конструкции систем подводной добычи:
- были оборудована системой видеорегистрации монтажных операций;
- предусматривали применение монтажных приспособлений надежной конструкции;
- обеспечивали промывку гидравлических контуров после подключения;
- по возможности, не были зависимы от уникальных судов-трубоукладчиков;
- были оборудованы индикаторами положения всех мест сопряжения;
- предусматривали возможность установки с минимальным количеством судов-трубоукладчиков;
- предусматривали установку в пределах заданного погодного окна, отвечающего конкретному типу монтажного оборудования и используемого судна;
- требовали минимального количества специальных монтажных приспособлений;
- облегчали выполнение полностью обратимых операций/методов монтажа.
10.4.3 Требования к монтажному судну
Необходимо выполнить анализ преимуществ многоцелевого монтажного судна для выполнения нескольких монтажных задач (например, обследование морского дна, установка конструкций и подводная врезка) по сравнению с использованием нескольких специализированных судов. На этапе проектирования необходимо выполнить анализ и разработать процедуры по монтажу оборудования. После выбора монтажного судна необходимо разработать все окончательные процедуры.
10.4.4 Подключение и пусконаладочные работы
Настоящий пункт определяет основные задачи подключения и пусконаладочных работ по оборудованию и конструкциям систем подводной добычи. Работы по подключению проводятся с морской платформы или монтажного судна. Пусконаладочные работы, в зависимости от принятой схемы обустройства морского месторождения, могут производиться с морской платформы или с береговых сооружений морского технологического комплекса системы подводной добычи.
Основные задачи подключения и пусконаладочных работ в соответствии с разработанной и утвержденной программой заключаются в следующем:
- проверке мест сопряжений оборудования и коммуникаций системы подводной добычи;
- проверке взаимосвязанной работы всего оборудования и коммуникаций системы подводной добычи;
- проверке работы системы управления подводной добычей, размещенной в главном посту управления на морской платформе или на береговых сооружениях морского технологического комплекса;
- подтверждении готовности системы подводной добычи к запуску.
10.4.5 Детальные требования
Перед монтажом все оборудование должно пройти программу комплексных испытаний. Процедуры подключения должны быть основаны на процедурах комплексных испытаний и эксплуатационных процедурах. Сюда также могут относиться пусконаладочные работы. Для каждого вида испытаний необходимо разработать критерии приемки.
К типовым работам относятся следующие:
- проверка выкидных линий и изолирующей арматуры выкидных линий;
- испытание выкидных линий под давлением;
- осушение выкидных линий;
- испытание арматуры системы на утечки;
- функциональные испытания подводной арматуры манифольда;
- проверка подводной системы добычи;
- испытание сопротивления изоляции и неразрывности электрической распределительной системы;
- проверка соединений с модулем управления;
- функциональные испытания подводных внешних датчиков;
- испытание гидравлической распределительной системы на утечки.
11 Требования к применению ТНПА и ДУИ
Системы диагностики, обслуживания и ремонта скважин могут управляться водолазом, ТНПА или специальным ДУИ. Рекомендации к конструкции интерфейсов ТНПА на оборудовании систем подводной добычи приведены в [45].
Проектные решения по подводным конструкциям и манифольдам должны обеспечивать работу системы диагностики, обслуживания и ремонта скважин с учетом того, что:
- предусмотрены точки наблюдения для контроля процессов спуска, подключения и эксплуатации инструментов, модулей и оборудования;
- предусмотрены площадки для постановки оборудования системы диагностики, обслуживания и ремонта скважин, ТНПА и/или точки крепления при выполнении работ;
- предусмотрена защита элементов подводных конструкций от повреждений при работе оборудования системы диагностики, обслуживания и ремонта скважин, ТНПА и ДУИ;
- предусмотрена возможность быстрой замены акустических транспондеров;
- предусмотрено простое управление запорными механизмами на люках верхнего защитного закрытия;
- предусмотрены заменяемые съемные направляющие с блокировочными механизмами, управляемыми выбранной системой доступа в скважину;
- конструкция всех временно установленных съемных направляющих, требующих крепления направляющего каната, должна предусматривать переустановку нового направляющего каната в случае обрыва или чрезмерного растяжения;
- специальное оборудование и средства, установленные на подводной конструкции, которые требуют приложения момента во время работы, должны быть спроектированы с учетом использования специального инструмента для вращения и мест сопряжения;
- аноды и другие элементы конструкции должны быть расположены таким образом, что они не являются препятствием или точкой зацепления выбранной системы доступа в скважину;
- предусмотрены зазоры безопасности, исключающие физический контакт инструментов, ППВО, модулей и всех извлекаемых модулей с подводными конструкциями и оборудованием.
12 Требования к грузоподъемным операциям
12.1 Подъемные обухи
Проектирование и испытания подъемных обухов выполняют в соответствии с ГОСТ Р ИСО 13628-4. Маркировку грузоподъемности подъемных обухов выполняют по ГОСТ Р ИСО 13628-4.
В качестве альтернативы по согласованию между заказчиком и подрядчиком грузоподъемных операций допускается использовать строповочные элементы иных конструкций (петли, рымы, фитинги, цапфы).
12.2 Прочие грузоподъемные приспособления
Прочие подъемные приспособления, например спускоподъемные инструменты, проектируют по ГОСТ Р ИСО 13628-4.
Если подъемные приспособления находятся под давлением или управляются давлением и во время подъема подвергаются воздействию высокого давления, грузоподъемность должна учитывать напряжения, связанные с внутренним расчетным рабочим давлением. На всех подъемных приспособлениях указывают грузоподъемность по ГОСТ Р ИСО 13628-4.
13 Маркировка оборудования
Необходимо использовать унифицированные маркировочные обозначения для подводных сооружений и надводного оборудования. Чтобы исключить путаницу и обеспечить безопасность в тех случаях, когда устройства управления предназначены для различных задач, рекомендуется указывать их назначение и на подводных блоках, и на соответствующих блоках управления.
Если расположение арматуры является уникальным, то в документации необходимо четко указать все аббревиатуры, используемые для маркировки оборудования.
Система цветовых кодов и обозначений должна выполнять следующие функции:
- обозначать тип конструкции и ориентацию;
- обозначать оборудование, установленное на конструкции, и места сопряжений системы доступа в скважину;
- обозначать положение любой части конструкции относительно конструкции в сборе;
- обозначать рабочее состояние оборудования, например блокировку/разблокировку соединительных муфт и открытие/закрытие арматуры.
Система маркировки должна обеспечивать достоверный контроль концевых выключателей и/или положение блокировки извлекаемых компонентов, например съемных направляющих относительно блокировочных хомутов и т.д.
Рекомендации к подводной маркировке приведены в [45].
14 Транспортирование и хранение
14.1 Общие сведения
Рекомендуется, чтобы система подводной добычи:
- была оборудована точками подъема и основными несущими конструкциями, имеющими сертификаты и обозначения в соответствии с нормативными требованиями,
- была оборудована транспортными салазками, если применимо,
- была спроектирована с учетом безопасной транспортировки,
- была оборудована средствами морского раскрепления, сертифицированными в соответствии с нормативными требованиями.
Перед поставкой манифольд и арматура должны быть заполнены консервирующей жидкостью с учетом окружающих условий, которые могут возникнуть.
14.2 Процедура хранения и консервации
Необходимо письменно разработать процедуру хранения и консервации с подробным описанием регулярного и периодического осмотра, а также технического обслуживания. Данная процедура должна охватывать следующие вопросы:
- дренаж после испытаний;
- защита от коррозии;
- защита уплотняющих поверхностей;
- гидравлические системы;
- электрические системы.
14.3 Морское раскрепление
На этапе проектирования подводных конструкций и манифольдов необходимо предусмотреть технические решения по их морскому раскреплению на этапе транспортирования на точку установки. Морское раскрепление должно отвечать требованиям ГОСТ Р 58772.
15 Ликвидация
15.1 Общие сведения
Если после завершения эксплуатации месторождения предполагается ликвидация подводных конструкций и манифольдов, то необходимо предусматривать выполнение изложенных ниже требований.
15.2 Вывод из эксплуатации
К мероприятиям по выводу из эксплуатации относятся тампонирование и ликвидация скважины, работы по соответствующему демонтажу подводного оборудования и конструкций, обследование морского дна и удаление с его поверхности посторонних объектов. Детальные требования к морским операциям, выполняемым при выводе из эксплуатации, демонтаже и утилизации подводных конструкций, оборудования и коммуникаций представлены в ГОСТ Р 58772.
Оборудование и конструкции систем подводной добычи должны быть оснащены точками подъема для подсоединения строповочных элементов и такелажа.
При выводе систем подводной добычи из эксплуатации необходимо:
- завершить все операции без нарушения техники безопасности;
- осуществить промывку от рабочих жидкостей выкидных линий, резервуаров, манифольдов и т.д. перед заполнением морской водой;
- демонтировать любое оборудование, содержащее углеводороды, и осуществить его промывку;
- обеспечить вывоз и утилизацию промывочных жидкостей.
15.3 Проектирование
Подводные конструкции и манифольды систем подводной добычи должны быть спроектированы с учетом:
- облегчения ликвидации с соблюдением техники безопасности;
- возможности повторного использования (если применимо).
Для ликвидации системы подводной добычи разрабатывается проектная документация, содержащая сведения о результатах обследования ликвидируемого объекта, перечень мероприятий по выводу его из эксплуатации, описание и обоснование способов демонтажа и т.д., разрабатываемая в соответствии с [46].
15.4 Конструкции
Если принимают решение о ликвидации подводных конструкций и манифольдов, то способ ликвидации должен учитывать возможные модернизации, выполняемые за период их эксплуатации, фактическое техническое состояние, а также принимать во внимание современные методы и технологии демонтажа. В некоторых случаях конструкцию целесообразно оставить на месте. В случае демонтажа необходимо выполнить подводное обследование и оценку технического состояния конструкций. Важную роль играет оценка целостности точек подъема и состояния балластной системы, если она предусмотрена. После сбора требуемых данных необходимо разработать проект демонтажа.
15.5 Манифольды
Манифольды, интегрированные в конструкцию опорной плиты, как правило, ликвидируются вместе с ней. Сборные манифольды, предназначенные для установки и извлечения с помощью буровой вышки, допускается ликвидировать одновременно с ликвидацией скважины.
15.6 Опорные плиты
Общий порядок демонтажа опорных плит включает:
- отсоединение всех райзеров, трубопроводов, линий управления и питания;
- подготовку точек подъема для подсоединения гака кранового судна;
- обрезку обсадных колонн ниже уровня морского дна (при наличии);
- обрезку свай ниже уровня морского дна;
- подготовку вакуумных свай к демонтажу (разработка или размыв грунта вокруг сваи гидромонитором, закачивание воды или воздуха в полость сваи, применение дополнительных модулей плавучести);
- подъем опорных плит крановым судном;
- погрузку и морское раскрепление на палубах грузовых барж опорных плит для транспортирования к месту утилизации.
15.7 Очистка морского дна После демонтажных работ морское дно в районе месторождения должно быть очищено от строительных и других отходов. Степень очистки зависит от глубины воды на акватории месторождения, целесообразности и безопасности выполнения работ и должна соответствовать требованиям действующего законодательства Российской Федерации. |
15.8 Работы после ликвидации После завершения работ по полной или частичной ликвидации объектов обустройства морского месторождения эксплуатирующая организация должна сообщить об этом в Министерство транспорта Российской Федерации и Министерство обороны Российской Федерации для опубликования информации в "Извещениях мореплавателям", лоциях и других навигационных изданиях согласно [47], [48], [49]. |
Приложение A
(справочное)
Типовой лист технических данных манифольда
Общая информация | |||||||||||||
Нормы проектирования трубопровода | Макс. температура | ||||||||||||
Расчетное давление | Мин. температура | ||||||||||||
Проектная глубина | Требуемая изоляция | ||||||||||||
Тип фундамента | Расчетная масса | ||||||||||||
Трубопроводные линии манифольда | |||||||||||||
Добыча | Испытания | Нагнетание воды | Газлифт | Химические реагенты | |||||||||
Кол-во трубопроводных линий манифольда | |||||||||||||
Типоразмер | |||||||||||||
Кол-во стыковочных втулок | |||||||||||||
Возможность очистки и диагностирования | |||||||||||||
Подводный изолирующий клапан | |||||||||||||
Стыковочная втулка | |||||||||||||
Материалы | |||||||||||||
Трубопроводы | Арматура ответвлений | ||||||||||||
Ответвление трубопровода | Несущая конструкция | ||||||||||||
Арматура | Вторичная стальная конструкция | ||||||||||||
Соединение стыковочной втулки | Изолирующие материалы | ||||||||||||
Очистка и диагностирование | |||||||||||||
Требуется | Подводный изолирующий клапан для очистки и диагностирования | ||||||||||||
Съемный контур очистки и диагностирования | Конструкция подводного изолирующего клапана для очистки и диагностирования | ||||||||||||
Мин.радиус гиба | Исполнительный механизм подводного изолирующего клапана для очистки и диагностирования | ||||||||||||
Ответвления | |||||||||||||
Добыча | Испытания | Закачка воды | Газлифт | Химические реагенты | |||||||||
Кол-во ответвлений | |||||||||||||
Типоразмер | |||||||||||||
Конструкция арматуры | |||||||||||||
Кол-во арматуры/ответвлений | |||||||||||||
Арматура двухстороннего действия | |||||||||||||
Стыковочная втулка | |||||||||||||
Система управления | |||||||||||||
Тип | Размер насосно-компрессорной трубы | ||||||||||||
Кол-во SCM | Материал насосно-компрессорной трубы | ||||||||||||
Нижнее рабочее давление | Тип подключений | ||||||||||||
Верхнее рабочее давление | |||||||||||||
Датчики | |||||||||||||
Кол-во датчиков температуры/давления | Детектор песка | ||||||||||||
Количество детекторов скребков | Датчик контроля эрозии/коррозии | ||||||||||||
Требуемые испытания | |||||||||||||
Арматура | Испытание работоспособности манифольда | ||||||||||||
Гидравлические испытания манифольда | Испытание проушин на подъем | ||||||||||||
Газовые испытания манифольда | Испытание системы управления | ||||||||||||
Целостность обсадной трубы | |||||||||||||
Нагнетание химических реагентов | |||||||||||||
Кол-во разных химических реагентов | Размер трубы | ||||||||||||
Количество точек нагнетания | Материал трубы | ||||||||||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДА.1
Обозначение ссылочного национального, межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ ISO 3183-2015 | IDT | ISO 3183:2012 "Нефтяная и газовая промышленность. Трубы стальные для трубопроводных транспортных систем" |
ГОСТ ISO 15609-3-2020 | IDT | ISO 15609-3:2004 "Спецификация и квалификация сварочных процедур для металлических материалов Сварочная спецификации процедуры. Часть 3. Электронно-лучевая сварка" |
ГОСТ ISO 15609-4-2017 | IDT | ISO 15609-4:2009 "Технические требования и оценка процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 4. Лазерно-лучевая сварка" |
ГОСТ ISO 15609-5-2020 | IDT | ISO 15609-5:2011 "Спецификация и квалификация сварочных процедур металлических материалов. Сварочная спецификация процедуры. Часть 5. Сварка Сопротивления" |
ГОСТ ISO 15609-6-2016 | IDT | ISO 15609-6:2013 "Спецификация и квалификация сварочных процедур для металлических материалов. Сварочная спецификация процедуры. Часть 6. Гибрид лазерной дуги, сваривающий" |
ГОСТ Р 51365-2009 (ИСО 10423:2003) | MOD | ISO 10423:2003 "Промышленность нефтяная и газовая. Буровое и эксплуатационное оборудование. Устьевая и фонтанная арматура" |
ГОСТ Р 53678-2009 (ИСО 15156-2:2003) | MOD | ISO 15156-2:2003 "Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 2. Трещиностойкие углеродистые и низколегированные стали и применение литейного чугуна" |
ГОСТ Р 53679-2009 (ИСО 15156-1:2001) | MOD | ISO 15156-1:2001 "Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 1. Общие принципы выбора трещиностойких материалов" |
ГОСТ Р 54483-2021 (ИСО 19900:2013) | MOD | ISO 19900:2013 "Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Общие требования" |
ГОСТ Р 59305-2021 (ИСО 13628-1:2005) | MOD | ISO 13628-1:2005 "Нефтяная и газовая промышленность. Проектирование и эксплуатация подводных систем добычи. Часть 1. Общие требования и рекомендации" |
ГОСТ Р ИСО 9001-2015 | IDT | ISO 9001:2015 "Системы менеджмента качества. Требования" |
ГОСТ Р ИСО 9606-1-2020 | IDT | ISO 9606-1:2012 "Квалификационные испытания сварщиков. Сварка плавлением. Часть 1. Стали" |
ГОСТ Р ИСО 13628-4-2016 | IDT | ISO 13628-4:2010 "Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 4. Подводное оборудование устья скважины и устьевой елки" |
ГОСТ Р ИСО 14731-2022 | IDT | ISO 14731:2019 "Координация сварки. Задачи и обязанности" |
ГОСТ Р ИСО 15614-1-2009 | IDT | ISO 15614-1:2004 "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка стали и дуговая сварка никеля и никелевых сплавов" |
ГОСТ Р ИСО 15614-5-2009 | IDT | ISO 15614-5:2004 "Технические требования и аттестация процедур сварки металлических материалов. Испытание процедур сварки. Часть 5. Дуговая сварка титана, циркония и их сплавов" |
ГОСТ Р ИСО/МЭК 17020-2012 | IDT | ISO/IEC 17020-2012 "Оценка соответствия. Требования к работе различных типов органов инспекции" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
Приложение ДБ
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Таблица ДБ.1
Структура настоящего стандарта | Структура международного стандарта ISO 13628-15:2011 |
1 Область применения | 1 Область применения |
2 Нормативные ссылки | 2 Нормативные ссылки |
3 Термины и определения (3.1) | 3 Термины, определения и сокращения |
4 Сокращения (3.2) | 3.1 Термины и определения |
3.2 Сокращения | |
5 Функциональные требования к манифольдам и опорным плитам (раздел 4) | 4 Функциональные требования к манифольду и опорной плите |
5.1 Общие сведения (4.1) | 4.1 Общая информация |
5.2 Общие требования к устанавливаемым конструкциям и оборудованию (4.2) | 4.2 Требования к системе |
5.3 Требования к сопряжениям устанавливаемого оборудования (4.3) | 4.3 Сопряжения системы |
5.4 Требования к кустовым манифольдам (4.4) | 4.4 Требования к кустовым манифольдам |
5.5 Требования к опорным плитам (4.5) | 4.5 Требования к системе опорной плиты |
6 Требования к проектированию (раздел 5) | 5 Проектирование |
6.1 Общие аспекты проектирования (5.1) | 5.1 Проектирование системы |
6.2 Нагрузки (5.2) | 5.2 Нагрузки |
6.3 Проектирование манифольдов (5.3) | 5.3 Проектирование трубопроводов |
6.4 Проектирование конструкций (5.4) | 5.4 Проектирование конструкций |
6.5 Проектирование фундаментов (5.5) | 5.5 Проектирование фундаментов |
6.6 Компоненты (5.6) | 5.6 Компоненты |
7 Верификация и валидация проектных решений (раздел 6) | 6 Верификация и валидация проектных решений |
7.1 Введение* | - |
7.2 Верификация проектных решений (6.1) | 6.1 Верификация проектных решений |
7.3 Валидация проектных решений (6.2) | 6.2 Валидация проектных решений |
7.4 Дополнительные требования (6.3) | 6.3 Прочие комментарии |
8 Требования к материалам и изготовлению трубопроводной обвязки (раздел 7) | 7 Требования к материалам и производству трубопроводных систем |
8.1 Общие сведения (7.1) | 7.1 Общая информация |
8.2 Трубы и трубопроводные фитинги (7.2) | 7.2 Трубы и трубопроводные фитинги |
8.3 Кованые изделия (7.3) | 7.3 Кованые изделия |
8.4 Химический состав и свариваемость материалов (7.4) | 7.4 Химический состав и свариваемость материалов |
8.5 Отбор проб основного материала (7.5) | 7.5 Отбор проб основного материала |
8.6 Механические и коррозионные испытания основных материалов (7.6) | 7.6 Механические и коррозионные испытания основных материалов |
8.7 Неразрушающий контроль компонентов (7.7) | 7.7 Неразрушающий контроль компонентов |
8.8 Крепежные изделия (7.8) | 7.8 Крепежные изделия |
8.9 Обработка гибкой и штамповкой (7.9) | 7.9 Обработка гибкой и штамповкой |
8.10 Наплавка и обваривание компонентов (7.10) | 7.10 Наплавка и обваривание компонентов |
8.11 Сварка и неразрушающий контроль трубопроводных систем (7.11) | 7.11 Сварка и неразрушающий контроль трубопроводных систем |
9 Дополнительные требования (раздел 8) | 8 Требования к сборке и изготовлению |
9.1 Внешняя защита от коррозии (8.1) | 8.1 Внешняя защита от коррозии |
9.2 Цветовые решения (8.2) | 8.2 Цветовые решения |
9.3 Прослеживаемость материалов (9.3) | 8.3 Прослеживаемость материалов |
10 Требования к установке, эксплуатации и техническому обслуживанию (раздел 9) | 9 Требования к установке, эксплуатации и техническому обслуживанию |
10.1 Требования к установке (9.1) | 9.1 Требования к установке |
10.2 Требования к выполняемым операциям (9.2) | 9.2 Требования к эксплуатации |
10.3 Требования к техническому обслуживанию (9.3) | 9.3 Требования к техническому обслуживанию |
10.4 Требования к процессу монтажа (9.4) | 9.4 Требования к процессу монтажа |
11 Требования к применению ТНПА и ДУИ (раздел 10) | 10 Аспекты ROV/ROT |
12 Требования к грузоподъемным операциям (раздел 11) | 11 Требования к подъему |
13 Маркировка оборудования (раздел 12) | 12 Маркировка оборудования |
14 Транспортирование и хранение (раздел 13) | 13 Транспортирование и хранение |
15 Ликвидация (раздел 14) | 14 Требования кликвидации |
Приложение A Типовой лист технических данных манифольда | Приложение A Типовой лист технических данных манифольда |
Приложение ДА Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте | - |
Приложение ДБ Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта | - |
* Подраздел включен в рамках проведения модификации текста настоящего стандарта по отношению к примеренному международному стандарту, объяснение причин приведено во введении. Примечание - После заголовков разделов (подразделов) настоящего стандарта приведены в скобках номера аналогичных им разделов (подразделов) международного стандарта. | |
Библиография
[1] | Правила классификации и постройки подводных добычных комплексов. РМРС - СПб, 2017 | |
[2] | ANSI/API RP 14E-1991 | Практические рекомендации для разработки и установки систем трубопроводов морских платформ для добычи нефти (Recommended practice for design and installation of offshore production platform piping systems) |
[3] | ИСО 19902:2020 | Нефтяная и газовая промышленность. Морские стационарные стальные сооружения (Petroleum and natural gas industries - Fixed steel offshore structures) |
[4] | АСТМ А770/А770М-03(2018) | Стандартная спецификация для испытания стальных листов на растяжение по толщине для специальных применений (Standard Specification for Through-Thickness Tension Testing of Steel Plates for Special Applications) |
[5] | ASME/BPVC SECTION II А-2 SA-578/SA-578M | Спецификация для прямолучевого ультразвукового контроля листового проката специального назначения (Specification for Straight-Beam Ultrasonic Examination of olled Steel Plates for Special Applications) |
[6] | Федеральный закон от 29 декабря 2009 г.* N 190-ФЗ "Градостроительный кодекс Российской Федерации" | |
[7] | Положение об организации и проведении государственной экспертизы проектной документации и результатов инженерных изысканий (утверждено постановлением Правительства Российской Федерации от 5 марта 2007 г. N 145) | |
[8] | ИСО 10423-2022 | Нефтяная и газовая промышленность. Буровое и производственное оборудование. Устьевое и лесное оборудование (Petroleum and natural gas industries - Drilling and production equipment - Wellhead and tree equipment) |
[9] | ИСО 10474-2013 | Сталь и стальные изделия. Документы о контроле (Steel and steel products - Inspection documents) |
[10] | АСТМ А333/А333М-2018 | Стандартная спецификация для бесшовных и сварных стальных труб, предназначенных для эксплуатации при низких температурах и других применений с требованием на ударную вязкость (Standard specification for seamless and welded steel pipe for low-temperature service and other applications with required notch toughness) |
[11] | ЕН 10216-3-2014 | Неразрывные стальные трубы для напряжения сжатия. Технические условия поставки. Часть 3. Трубы из сплавленной конструкционной стали мелкого зерна (Seamless steel tubes for pressure purposes - Technical delivery conditions - Part 3: Alloy fine grain steel tubes) |
[12] | ЕН 10217-3-2019 | Сварные стальные трубы для работы под давлением. Технические условия поставки. Часть 3. Электросварные и флюсом сварные трубы из легированной мелкозернистой стали с заданными свойствами при комнатной, повышенной и низкой температуры (Welded steel tubes for pressure purposes - Technical delivery conditions - Part 3: Electric welded and submerged arc welded alloy fine grain steel tubes with specified room, elevated and low temperature properties) |
[13] | АСТМ А420/А420М-2022 | Стандартные технические условия на трубопроводную арматуру из кованой углеродистой и легированной стали для эксплуатации при низких температурах (Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Low-Temperature Service) |
[14] | АСТМ А860/А860М-2022 | Стандартные технические характеристики на фитинги для стыковой сварки из высокопрочной ферритной стали (Standard Specification for Wrought High-Strength Ferritic Steel Butt-Welding Fittings) |
[15] | АСТМ А312/А312М-2022 | Стандартные технические условия для бесшовных, сварных и сильно деформированных труб из аустенитной нержавеющей стали (Standard Specification for Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel Pipes) |
[16] | АСТМ А358/А358М-2019 | Стандартная спецификация для сваренных электроплавлением аустенитных хромоникелевых труб из нержавеющей стали для высокотемпературного обслуживания и общего применения (Standard Specification for Electric-Fusion-Welded Austenitic Chromium-Nickel Stainless Steel Pipe for High-Temperature Service and General Applications) |
[17] | АСТМ А790/А790М-2022 | Стандартная спецификация для бесшовных и сварных труб из ферритной/аустенитной нержавеющей стали (Standard Specification for Seamless and Welded Ferritic/Austenitic Stainless Steel Pipe) |
[18] | АСТМ А928/А928М-2014 | Стандартная спецификация для ферритного/аустенитного (дуплексного) Труба из нержавеющей стали, сваренная электроплавлением с добавлением присадочного металла (Standard Specification for Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded with Addition of Filler Metal) |
[19] | АСТМ В705-2017 | Стандартная спецификация для сварных труб из никелевых сплавов (UNS N06625, N06219 и N08825) [Standard specification for nickel-alloy (UNS N06625, N06219 and N08825) welded pipe] |
[20] | ЕН 10216-5-2021 | Бесшовные стальные трубы для использования под давлением. Технические условия поставки. Часть 5. Трубы из нержавеющей стали (Seamless steel tubes for pressure purposes - Technical delivery conditions - Part 5: Stainless steel tubes) |
[21] | ЕН 10217-7-2021 | Сварные стальные трубы для работы под давлением. Технические условия поставки. Часть 7. Трубы из нержавеющей стали (Welded steel tubes for pressure purposes - Technical delivery conditions - Part 7: Stainless steel tubes) |
[22] | АСТМ А403/А403М-2022 | Стандартная спецификация. Трубная арматура из ковкой аустенитной нержавеющей стали (Standard Specification for Wrought Austenitic Stainless Steel Piping Fittings) |
[23] | АСТМ А815/А815М-2022 | Стандартные технические условия на кованые ферритные, ферритно-аустенитные и мартенситные трубопроводные фитинги из нержавеющей стали (Standard Specification for Wrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping Fittings) |
[24] | АСТМ В366/В366М-2020 | Стандартная спецификация для изготовленных на заводе фитингов из кованого никеля и никелевых сплавов (Standard Specification for Factory-Made Wrought Nickel and Nickel Alloy Fittings) |
[25] | ИСО 15590-3-2022 | Нефтяные и газовые индустрии. Заводские изгибы, фитинги и фланцы для трубопроводных транспортных систем. Часть 3. Фланцы (Petroleum and natural gas industries - Factory bends, fittings and flanges for pipeline transportation systems - Part 3: Flanges) |
[26] | ИСО 10222-5-2017 | Стальные штамповки в целях давления. Часть 5. Мартенситная, аустенитная и аустенитно-ферритовая нержавеющая сталь (Steel forgings for pressure purposes - Part 5: Martensitic, austenitic and austenitic-ferritic stainless steels) |
[27] | АСТМ В564-2022 | Стандартная спецификация для поковок из никелевого сплава (Standard Specification for Nickel Alloy Forgings) |
[28] | ИСО 15156-3:2020 | Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 3. Трещиностойкие коррозионно-стойкие (CRA) и другие сплавы [Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production. Part 3: Cracking-resistant CRAs (corrosion-resistant alloys) and other alloys] |
[29] | АСТМ Е562-2019 | Стандартный метод испытания для определения объемной доли путем систематического ручного подсчета очков (Standard Test Method for Determining Volume Fraction by Systematic Manual Point Count) |
[30] | АСТМ G48-2011 | Стандартные методы испытаний для устойчивости точечной коррозии и щелевой коррозии к нержавеющей стали и связанным сплавам при помощи раствора хлорида железа (Standard Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution) |
[31] | ЕН 10228-3:2016 | Неразрушающие испытания стальных поковок. Часть 3. Ультразвуковые испытания ферритовых или мартенситных стальных поковок (Non-destructive testing of steel forgings - Part 3: Ultrasonic testing of ferritic or martensitic steel forgings) |
[32] | EH 10228-4:2016 | Неразрушающий контроль стальных поковок. Часть 4. Ультразвуковой контроль поковок из аустенитной и аустенитной ферритной нержавеющей стали (Non-destructive testing of steel forgings - Part 4: Ultrasonic testing of austenitic and austenitic-ferritic stainless steel forgings) |
[33] | EH 473:2008 | Неразрушающий контроль. Аттестация и выдача свидетельств персоналу, занимающемуся НК. Основные принципы (Non-destructive testing - Qualification and certification of NDT personnel - General principles) |
[34] | ИСО 15590-1:2018 | Нефтяная и газовая промышленность. Колена, изготовленные методом индукционного нагрева, фитинги и фланцы для систем транспортировки по трубопроводам. Часть 1. Колена, изготовленные методом индукционного нагрева (Petroleum and natural gas industries - Induction bends, fittings and flanges for pipeline transportation systems - Part 1: Induction bends) |
[35] | ASME BPVC.IX-2023 | Квалификация сварки, пайки и сплавления (Welding, Brazing, and Fusing Qualifications) |
[36] | АСТМ Е140-2012 | Стандартное преобразование твердости для металлов и соотношения между твердостью по Бринеллю, твердостью по Викерсу, твердостью по Роквеллу поверхностной твердостью, твердостью по Кнупу, твердостью по Шору и твердостью по Либу) Standard Hardness Conversion Tables for Metals Relationship Among Brinell Hardness, Vickers Hardness, Rockwell Hardness, Superficial Hardness, Knoop Hardness, Scleroscope Hardness, and Leeb Hardness |
[37] | ИСО 3834-2:2021 | Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству (Quality requirements for fusion welding of metallic materials - Part 2: Comprehensive quality requirements) |
[38] | ИСО 15609-1:2019 | Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка (Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 1: Arc welding) |
[39] | ИСО 15609-2:2019 | Спецификация и квалификация процедур сварки металлических материалов. Спецификация процедуры сварки. Часть 2. Газовая сварка (Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 2: Gas welding) |
[40] | ASME BPVC.V-2023 | Неразрушающий контроль (Nondestructive Examination) |
[41] | ИСО 9712:2021 | Контроль неразрушающий. Квалификация и сертификация персонала (Nondestructive testing - Qualification and certification of NDT personnel) |
[42] | ASME B31.3-2022 | Система трубопроводов (Process Piping) |
[43] | ASME BPVC.VIII-2023 | Правила строительства сосудов под давлением (Rules for Construction of Pressure Vessels) |
[44] | DNVGL-RP-B401-2017 | Проектирование катодной защиты (Cathodic protection design) |
[45] | ИСО 13628-8:2002 | Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 8. Интерфейсы дистанционно управляемых аппаратов (ROV) на системах подводной добычи [Petroleum and natural gas industries - Design and operation of subsea production systems - Part 8: Remotely Operated Vehicle (ROV) interfaces on subsea production systems] |
[46] | Требования к составу и содержанию проекта организации работ по сносу объекта капитального строительства (утверждены постановлением Правительства Российской Федерации от 26 апреля 2019 г. N 509) | |
[47] | Федеральный закон от 30 ноября 1995 г. N 187-ФЗ "О континентальном шельфе Российской Федерации" | |
[48] | Порядок создания, эксплуатации и использования искусственных островов, сооружений и установок во внутренних морских водах и в территориальном море Российской Федерации (утвержден постановлением Правительства Российской Федерации от 19 января 2000 г. N 44) | |
[49] | Федеральный закон от 17 декабря 1998 г. N 191-ФЗ "Об исключительной экономической зоне Российской Федерации" | |
УДК 622.276.04:006.354 | ОКС 75.020 |
Ключевые слова: нефтяная и газовая промышленность, проектирование, эксплуатация, системы подводной добычи, подводные конструкции, манифольд | |
{kind=link}