ПНСТ 618-2022
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
СИСТЕМЫ ПОДВОДНОЙ ДОБЫЧИ
Сварка и проверка качества сварных швов трубопроводов
Petroleum and natural gas industry. Subsea production systems. Welding and inspection of piping
ОКС 75.020
Срок действия с 2023-02-01
до 2026-02-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Газпром 335" (ООО "Газпром 335")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 "Нефтяная и газовая промышленность"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 5 декабря 2022 г. N 127-пнст
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТ Р 1.16-2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за 4 мес до истечения срока его действия разработчику настоящего стандарта по адресу: [email protected] и/или в Федеральное агентство по техническому регулированию и метрологии по адресу: 123112 Москва, Пресненская набережная, д.10, стр.2.
В случае отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячном информационном указателе "Национальные стандарты" и также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
Создание и развитие отечественных технологий и техники для освоения шельфовых нефтегазовых месторождений должны быть обеспечены современными стандартами, устанавливающими требования к проектированию, строительству и эксплуатации систем подводной добычи. Для решения данной задачи Министерством промышленности и торговли Российской Федерации и Федеральным агентством по техническому регулированию и метрологии реализуется "Программа по обеспечению нормативной документацией создания отечественной системы подводной добычи для освоения морских нефтегазовых месторождений". В объеме работ программы предусмотрена разработка национальных стандартов и предварительных национальных стандартов, областью применения которых являются системы подводной добычи углеводородов.
Целью разработки настоящего стандарта является установление дополнительных общих требований к сварке и неразрушающему контролю качества сварных соединений трубопроводов при проектировании и изготовлении систем подводной добычи углеводородов.
Настоящий стандарт дополняет общие технические требования к системам подводной добычи углеводородов, установленные в ГОСТ Р 54382.
1 Область применения
1.1 Настоящий стандарт устанавливает в дополнение к нормативным положениям ГОСТ Р 54382 общие требования к сварке и неразрушающему контролю качества сварных соединений трубопроводов наружным диаметром от 20 мм и более и толщиной стенки от 2,5 мм и более, применяемых в системах подводной добычи углеводородов, изготовленных из следующих материалов:
- нержавеющая сталь типа 316;
- сталь типа 6Mo;
- сталь типа 565;
- сталь типа 22Cr дуплекс;
- сталь типа 25Cr супердуплекс;
- титан марки ВТ1-0.
1.2 В соответствии со статьей 2 [1] настоящий стандарт применяется в целях накопления опыта в отношении объекта стандартизации для возможной последующей разработки на его основе национального стандарта. Настоящий стандарт не применяется в целях подтверждения соответствия требованиям [2].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ ISO 17636-1 Неразрушающий контроль сварных соединений. Радиографический контроль. Часть 1. Способы рентгено- и гаммаграфического контроля с применением пленки
ГОСТ ISO 17638 Неразрушающий контроль сварных соединений. Магнитопорошковый контроль
ГОСТ ISO/IEC 17025 Общие требования к компетентности испытательных и калибровочных лабораторий
ГОСТ ISO/TR 15608 Сварка. Руководство по системе группирования металлических материалов
ГОСТ Р 53678-2009 (ИСО 15156-2:2003) Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию, и применение чугунов
ГОСТ Р 53679 (ИСО 15156-1:2001) Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 1. Общие принципы выбора материалов, стойких к растрескиванию
ГОСТ Р 53686 Сварка. Определение содержания ферритной фазы в металле сварного шва аустенитных и двухфазных феррито-аустенитных хромоникелевых коррозионностойких сталей
ГОСТ Р 54382 Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования
ГОСТ Р 55311 Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Термины и определения
ГОСТ Р 57180 Соединения сварные. Методы определения механических свойств, макроструктуры и микроструктуры
ГОСТ Р ИСО 148-1 Материалы металлические. Испытание на ударный изгиб на маятниковом копре по Шарпи. Часть 1. Метод испытания
ГОСТ Р ИСО 2553 Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения
ГОСТ Р ИСО 3059 Контроль неразрушающий. Проникающий контроль и магнитопорошковый метод. Выбор параметров осмотра
ГОСТ Р ИСО 3452-1 Контроль неразрушающий. Проникающий контроль. Часть 1. Основные требования
ГОСТ Р ИСО 3834-2 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству
ГОСТ Р ИСО 4063 Сварка и родственные процессы. Перечень и условные обозначения процессов
ГОСТ Р ИСО 5817 Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
ГОСТ Р ИСО 6520-1 Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением
ГОСТ Р ИСО 9001 Системы менеджмента качества. Требования
ГОСТ Р ИСО 9606-1 Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали
ГОСТ Р ИСО 9712 Контроль неразрушающий. Квалификация и сертификация персонала
ГОСТ Р ИСО 14731 Координация в сварке. Задачи и обязанности
ГОСТ Р ИСО 14732 Персонал, выполняющий сварку. Аттестационные испытания сварщиков-операторов и наладчиков для полностью механизированной и автоматической сварки металлических материалов
ГОСТ Р ИСО 15549 Контроль неразрушающий. Контроль вихретоковый. Основные положения
ГОСТ Р ИСО 15607 Технические требования и аттестация процедур сварки металлических материалов. Общие правила
ГОСТ Р ИСО 15609-1 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка
ГОСТ Р ИСО 15614-1-2009 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов
ГОСТ Р ИСО 15614-5 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 5. Дуговая сварка титана, циркония и их сплавов
ГОСТ Р ИСО 17637 Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением
ГОСТ Р ИСО 17640 Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Технология, уровни контроля и оценки
СП 75.13330 Технологическое оборудование и технологические трубопроводы
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 55311, а также следующие термины с соответствующими определениями:
Примечание - Группа материалов 8.1 в соответствии с ГОСТ ISO/TR 15608.
Примечание - Группа материалов 8.3 в соответствии с ГОСТ ISO/TR 15608.
Примечания
1 Группа материалов 8.2 в соответствии с ГОСТ ISO/TR 15608.
2 PREN - способность стали сопротивляться точечной коррозии (числовой эквивалент).
3.4 основные переменные: Параметры процесса сварки, изменение которых требуют аттестации.
3.5 продувочный газ: Газ для защиты корня шва.
3.6 производитель: Организация (юридическое лицо), выполняющая(ее) сварочные работы.
Примечание - Группа материалов 1.1 в соответствии с ГОСТ ISO/TR 15608.
Примечание - Группа материалов 10.1 в соответствии с ГОСТ ISO/TR 15608.
Примечание - Группа материалов 10.2 в соответствии с ГОСТ ISO/TR 15608.
Примечание - Группа материалов 1.1 в соответствии с ГОСТ ISO/TR 15608.
Примечание - Группа материалов 1.2 в соответствии с ГОСТ ISO/TR 15608.
Примечания
2 Расчет углеродного эквивалента используют для сталей с содержанием углерода более 0,12%.
4 Сокращения
В настоящем стандарте использованы следующие сокращения:
ВИК - визуально-измерительный контроль;
ЗТВ - зона термического влияния;
КК - капиллярный контроль;
КСС - контрольное сварное соединение;
ЛС - линия сплавления;
МК - магнитопорошковый контроль;
МСШ - металл сварного шва;
НК - неразрушающий контроль;
ПСТО - послесварочная термическая обработка;
РК - радиографический контроль;
УЗК - ультразвуковой контроль;
АРК - кривая корректировки "амплитуда - расстояние";
FCAW - дуговая сварка порошковой проволокой с флюсовым наполнителем в инертном газе (flux cored arc welding);
HV - твердость металла по Виккерсу (hardness Vickers);
IIW - Международный институт сварки (International Institute of Welding);
IWE - международный инженер по сварке (international welding engineer);
IWS - международный специалист по сварке (International Welding Specialist);
IWI-C - международный инспектор по сварке всестороннего уровня C (International Welding Inspector level C);
IWI-S - международный инспектор по сварке стандартного уровня S (International Welding Inspector level S).
IWT - международный технолог по сварке (international welding technologist);
MAGW - дуговая сварка в активном газе (metal active gas welding);
MIGW - дуговая сварка в инертном газе (metal inert gas welding);
PREN - числовой эквивалент стойкости к питтинговой коррозии (pitting resistance equivalent number);
pWPS - предварительные технические требования к процедуре сварки (preliminary welding procedure specification);
SMAW - дуговая сварка плавящимся покрытым электродом (shielded metal arc welding);
SMYS - нормативное минимальное значение предела текучести (specified minimum yield stress);
TIGW - дуговая сварка вольфрамовым электродом в инертном газе (tungsten inert gas welding);
TOFD - дифракционно-временной метод;
UNS - универсальная система обозначений металлов и сплавов (unified number system);
WPQR - протокол аттестации процедуры сварки (welding procedure qualification record);
WPS - технические требования к процедуре сварки (welding procedure specification).
5 Общие положения
5.1 Настоящий стандарт применяют как дополнение к ГОСТ Р 54382, а также к отраслевым нормам проектирования систем технологических трубопроводов.
5.2 Если не указано иное, общие требования настоящего стандарта в части сварки и НК должны соответствовать требованиям ГОСТ Р 54382 и ГОСТ Р ИСО 15614-1, ГОСТ Р ИСО 15614-5.
5.3 Если настоящий стандарт содержит требования, которые заменяют требования ГОСТ Р 54382, включая ГОСТ Р ИСО 15614-1, ГОСТ Р ИСО 15614-5, то первостепенными являются требования настоящего стандарта.
6 Обеспечение качества продукции
6.1 Общие положения
Система менеджмента качества производителя должна быть сертифицирована согласно требованиям ГОСТ Р ИСО 9001.
6.2 Система качества сварки и НК
6.2.1 Все сварочные работы и относящиеся к ним операции должны соответствовать требованиям ГОСТ Р ИСО 3834-2 и дополнительным требованиям настоящего стандарта.
6.2.2 Соответствие требованиям ГОСТ Р ИСО 3834-2 должно быть подтверждено сертификатом. При отсутствии сертификата производитель должен документально удостоверить соответствие системы качества его сварочного производства требованиям ГОСТ Р ИСО 3834-2.
6.2.3 Все процедуры по аттестации технологии сварки должны быть выполнены производителем на принадлежащих ему производственных площадках, где в последующем будут проводить сварочные работы.
6.2.4 Лаборатории, выполняющие работы по разрушающему контролю, должны быть аккредитованы в соответствии с требованиями ГОСТ ISO/IEC 17025 на все применяемые методы контроля.
6.2.5 Лаборатории, выполняющие работы по НК, должны быть аттестованы в соответствии с требованиями [3] на все применяемые методы контроля.
6.2.6 Периодичность контроля качества должна быть достаточной для формирования еженедельного отчета об уровне качества во время производства.
6.2.7 Причины несоответствия продукции требуемому уровню качества подлежат немедленному выяснению и корректировке в целях предотвращения подобного в дальнейшем.
6.2.8 Несоответствие продукции требуемому уровню качества требует документированного расследования и соответствующих действий со стороны ответственного координатора по сварке.
6.3 Координация сварочных работ
6.3.1 Координацию сварочных работ следует осуществлять в соответствии с ГОСТ Р ИСО 14731.
6.3.2 Для руководства и надзора за сварочным производством должен быть назначен ответственный координатор по сварке. Это назначение должно быть отражено в организационной схеме проекта/производственной площадки.
6.3.3 Если сварочные работы проводят на разных производственных площадках одной(го) организации/юридического лица, то деятельность и организационные связи нескольких координаторов должны быть отражены в организационной схеме проекта/площадок.
6.3.4 Ответственный координатор по сварке должен быть аттестован на уровень IWE или иной приемлемый уровень согласно ГОСТ Р ИСО 14731. В зависимости от уровня сложности и объема работ может быть допущена аттестация на уровень IWT.
6.3.5 Все специалисты, отвечающие за один или несколько видов сварочных работ согласно ГОСТ Р ИСО 14731, являются координаторами сварочных работ. Уровень технических знаний, задачи, ответственность и полномочия должны быть определены для каждого лица в должностной инструкции (дополнительно см. приложение А).
6.3.6 Производитель также является организацией, ответственной за сварку, в тех случаях, когда сварочные работы ведут субподрядчики. Ответственный за координацию сварочных работ, назначенный производителем, должен обеспечить соответствие процедур по управлению качеством сварки субподрядчика системе по управлению качеством производителя, а также соблюдение всех требований контракта.
6.4 Аттестация сварщиков и операторов сварочных машин
6.4.1 Все сварщики и операторы сварочных машин должны быть аттестованы согласно ГОСТ Р ИСО 9606-1 или ГОСТ Р ИСО 14732, в зависимости от необходимости.
6.4.2 Для выполнения прихваток сварных швов допускается привлекать сварщиков, прошедших внутризаводскую аттестацию без участия сертификационного органа.
6.5 Контроль сварочного процесса
6.5.1 Непосредственный контроль за производством сварочных работ осуществляется контролером/инспектором сварочных работ, который должен находиться в подчинении инспектора по сварке.
6.5.2 Контроль сварочных работ необходимо выполнять до, во время и после сварки согласно типовым пунктам проверки, перечисленным в приложении Б.
6.5.3 По результатам каждого контроля контролер/инспектор обязан предоставить письменный отчет координатору по сварке.
6.6 Аттестация персонала неразрушающего контроля
6.6.1 Персонал, ответственный за выполнение всех работ по НК, должен иметь квалификацию уровня 3 по ГОСТ Р ИСО 9712.
6.6.2 Персонал, выполняющий работы по всем видам НК, должен иметь квалификацию не ниже уровня 2 по ГОСТ Р ИСО 9712.
6.6.3 Допускается выполнять РК без расшифровки снимков персоналом уровня 1 по ГОСТ Р ИСО 9712.
6.7 Требования к испытательным лабораториям
Испытательные лаборатории должны быть аккредитованы в соответствии с ГОСТ ISO/IEC 17025 или другим соответствующим стандартом.
7 Требования к оформлению чертежей
7.1 Условные обозначения сварных соединений на чертежах должны соответствовать ГОСТ Р ИСО 2553.
7.2 Сварные швы, которые должны обеспечивать герметичность сосудов под давлением, должны быть идентифицированы на чертежах с помощью уникального номера.
7.3 Чертежи должны содержать достаточно информации для обеспечения корректного выбора WPS. Минимальная необходимая информация:
- тип материала/марка и номер группы (по ГОСТ ISO/TR 15608);
- размеры детали под сварку (внешний диаметр и толщина стенок);
- работа в кислой среде (если применимо);
- требования к ПСТО (если применимо).
8 Требования к аттестации технологии сварки
8.1 Общие положения
8.1.1 Технология сварки должна быть аттестована в соответствии с требованиями раздела 8 ГОСТ Р ИСО 15614-1-2009 и требованиями настоящего стандарта.
8.1.2 Порядок проведения аттестации технологии сварки металлических материалов определен в ГОСТ Р ИСО 15607.
8.1.3 WPS должны быть разработаны в соответствии с ГОСТ Р ИСО 15609-1.
8.1.4 Аттестация действительна для производственных площадок, на которых проводят аттестацию, и для иных площадок, подчиняющихся такой же системе управления качеством.
8.1.5 При передаче работ в субподряд к субподрядчику должны быть предъявлены такие же требования к аттестации технологий, как и к основному производителю сварочных работ.
8.2 Пространственные положения при сварке
8.2.1 Если не указано иное, область распространения положений при сварке должна соответствовать требованиям ГОСТ Р ИСО 15614-1, ГОСТ Р ИСО 15614-5.
8.2.2 Если в проектной документации указаны требования к значениям твердости и ударной вязкости, то для распространения области аттестации на все пространственные положения требуются два КСС для испытаний в разных пространственных положениях (с минимальной и максимальной погонной энергией). При этом должны быть выполнены следующие условия:
- образцы для испытаний на коррозионную стойкость и ударный изгиб (в зависимости от того, что применимо) должны быть отобраны из шва в пространственном положении с наиболее высоким значением погонной энергии;
- образцы для измерения твердости должны быть отобраны из шва в пространственном положении с самым низким значением погонной энергии.
8.2.3 Для сталей типа 22Cr дуплекс и 25Cr супердуплекс испытанию на ударный изгиб должны быть подвергнуты образцы, сваренные в пространственных положениях с минимальной и максимальной погонной энергией, для распространения области аттестации на все пространственные положения.
8.3 Погонная энергия
8.3.1 Погонная энергия должна быть рассчитана производителем для корневого и 2-го (горячего) прохода, а также для типовых заполняющих и облицовочных проходов. Средние измеренные значения для каждого прохода/слоя должны служить основой для расчета допустимого диапазона погонной энергии.
8.3.2 При сварке углеродистой стали с требованиями к испытанию на ударный изгиб или всех типов нержавеющей стали и цветных металлов область аттестации значений погонной энергии должна быть ограничена следующим образом:
- погонная энергия должна быть в пределах ±25% от среднего значения погонной энергии, полученной при сварке КСС из углеродистой и нержавеющей стали типа 316;
- погонная энергия должна быть в пределах ±15% от среднего значения погонной энергии, полученного при сварке КСС из стали типа 22Cr дуплекс, 25Cr супердуплекс, типа 6Mo, типа 565 и из титанового сплава.
Примечание - Для стали типа 25Cr супердуплекс 2-й (горячий) проход следует выполнять при сварке с меньшей погонной энергией, чем для корневого прохода. Для сварки покрытым электродом среднее значение погонной энергии должно быть рассчитано для каждого используемого диаметра, чтобы определить максимальную величину необходимой погонной энергии.
Значения эффективного КПД дуги представлены в таблице 1.
Процесс сварки по ГОСТ Р ИСО 4063 | Наименование процесса | Эффективный КПД дуги |
12 | Дуговая сварка под флюсом | 1,0 |
111 | Дуговая сварка плавящимся покрытым электродом | 0,8 |
131 | Дуговая сварка сплошной проволокой в инертном газе | 0,8 |
135 | Дуговая сварка сплошной проволокой в активном газе | 0,8 |
138 | Дуговая сварка порошковой проволокой в активном газе | 0,8 |
141 | Сварка неплавящимся электродом в среде инертного газа | 0,6 |
8.4 Регистрация параметров сварки контрольных сварных соединений
8.4.1 Производитель должен подготовить подробный план по проведению квалификации технологии сварки начиная с предварительных технических требований к процедуре сварки (pWPS), затем протокола аттестации процедуры сварки (WPQR) и до технических требований к процедуре сварки (WPS), используемых в производстве.
8.4.2 Во время сварки КСС должны быть задокументированы параметры сварки для каждого прохода, указанные в pWPS.
8.4.3 WPQR должен содержать информацию и документацию обо всех существенных параметрах сварки, требуемых согласно соответствующему стандарту, и о других параметрах, которые являются значимыми для достижения указанных условий качества готового сварного соединения.
8.4.4 WPQR должен включать:
- титульную страницу WPQR;
- запись параметров сварки;
- сертификаты на основной и присадочный материалы;
- протокол и диаграмма ПСТО, если применимо;
- протоколы НК;
- протоколы механических испытаний, металлографических исследований и испытаний на коррозионную стойкость, в случае их применения.
8.5 Неразрушающий контроль контрольных сварных соединений
8.5.1 НК КСС должен выполняться по 7.3 ГОСТ Р ИСО 15614-1-2009.
8.5.2 Вся ПСТО должна быть завершена до проведения НК.
8.5.3 Критерии оценки при проведении НК указаны в 11.8.
8.6 Общие требования к механическим испытаниям
Механические испытания, включая повторные испытания, следует проводить согласно 7.4 и 7.6 ГОСТ Р ИСО 15614-1-2009, а также требованиям настоящего стандарта.
8.7 Испытания на ударный изгиб
8.7.1 Испытание на ударный изгиб следует проводить в соответствии с ГОСТ Р ИСО 148-1.
8.7.2 Условия испытания сварных швов на ударный изгиб должны соответствовать требованиям, приведенным в таблице 2.
8.7.4 Расположение образцов для испытаний в ЗТВ должно соответствовать ГОСТ Р ИСО 15614-1.
8.7.5 В каждой выбранной позиции сварного шва должны быть отобраны четыре образца с надрезами: по металлу сварного шва, ЛС, ЛС плюс 2 мм, ЛС плюс 5 мм.
Таблица 2 - Требования к испытаниям на ударный изгиб
Материал | Местоположение надреза | Температура испытания | Минимальное среднее значение работы удара |
Углеродистая сталь типа 235 | Не применимо | ||
Углеродистая сталь типа 235LT и 360LT | МСШ и ЗТВ | Минус 46°С | 27 Дж для стали типа 235LT; 36 Дж для стали типа 360LT |
Нержавеющая аустенитная сталь | МСШ и ЗТВ | Минус 101°С | 42 Дж |
Сталь типов 22Cr дуплекс и 25Cr супердуплекс | МСШ и ЗТВ | Минус 46°С либо МРТ (в зависимости от того, что меньше) | 27 Дж (либо поперечное расширение минимум 0,38 мм) |
8.7.6 Испытание на ударный изгиб соединения из разнородных металлов следует проводить на образцах, взятых из ЗТВ каждого металла.
8.7.7 Значения работы удара металла сварного шва должны соответствовать значениям работы удара наименее прочного из двух соединяемых металлов, указанных в сертификате на материал, если иное не установлено.
8.7.8 Ни одно из значений работы удара (при испытании по методу Шарпи) не должно быть ниже 70% от среднего значения.
8.7.9 Коэффициент снижения требований к величине поглощенной энергии для неполноразмерных образцов должен быть 5/6 для образцов толщиной 7,5 мм и 2/3 для образцов толщиной 5 мм.
8.8 Исследование макроструктуры
8.8.1 Образец для исследования макроструктуры необходимо отбирать из сварных швов на КСС согласно 7.1 и 7.2 ГОСТ Р ИСО 15614-1-2009 и проводить ВИК на соответствие критериям приемки, указанным в 7.5 ГОСТ Р ИСО 15614-1-2009.
8.8.2 Данное требование также необходимо применять при аттестации технологии сварки.
8.9 Измерение твердости
8.9.1 Измерение твердости следует проводить по шкале Виккерса (HV10) на поверхности поперечного сечения для исследования макроструктуры.
8.9.2 Критерии приемки:
- для углеродистых сталей максимальное значение твердости не должно превышать 350 HV10;
- трубопровода, работающего в кислой среде, максимальное значение твердости должно соответствовать требованиям ГОСТ Р 53678 (если применимо);
- титана марки ВТ1-0 максимальные значения твердости металла сварного шва и ЗТВ не должны превышать показатели твердости основного материала более чем на 50 HV10.
8.9.3 При аттестации технологии ремонтной сварки для углеродистой стали с требованиями к работе в кислой среде измерение твердости проводят согласно ГОСТ Р 53678-2009 (рисунок 4).
Примечание - Измерение твердости, проводимое в соответствии с ГОСТ Р ИСО 15614-1, оценивают на соответствие требованиям измерения твердости по ГОСТ Р 53678.
8.9.4 Измерение твердости сварных швов для других типов материалов, отличных от вышеуказанных, работающих при воздействии кислой среды, следует проводить в соответствии с ГОСТ Р 53679 и ГОСТ Р 53678.
8.10 Испытания на коррозионную стойкость
8.10.1 Для сварных соединений из стали типа 6Mo, типа 565 и типа 25Cr супердуплекс требуется проводить испытание на коррозионную стойкость.
8.10.2 Образец для испытаний должен быть полнотолщинным; два других размера: длина 25 мм (вдоль сварного шва) и ширина 50 мм (поперек сварного шва).
8.10.3 Исследуемую поверхность образца подвергают шлифовке мокрым способом наждачной бумагой с зернистостью 120 единиц (максимум) для удаления неровностей на поверхности металла.
8.10.4 Острые кромки следует скруглить наждачной бумагой такой же зернистости. Внешние поверхности образца не должны подвергаться шлифовке.
8.10.6 Температура испытаний должна быть:
- плюс 40°С для нержавеющей стали типа 6Mo и типа 565;
- плюс 35°С для стали типа 25Cr дуплекс.
8.10.7 Время воздействия должно быть не менее 36 ч.
8.10.8 Критерии приемки:
- отсутствие точечной коррозии при 20-кратном увеличении;
8.11 Исследование микроструктуры
8.11.1 Исследование микроструктуры стали типа 22Cr дуплекс и 25Cr супердуплекс следует проводить согласно ГОСТ Р 57180.
8.11.2 Образец для испытаний должен включать поперечное сечение металла сварного шва, ЗТВ и основного металла.
8.11.3 Образец должен быть подвергнут травлению в растворе 20%/40% NaOH/KOH и исследован при 400- или 500-кратном увеличении.
8.11.4 Общее содержание включений (карбиды, нитриды и интерметаллиды) не должно превышать 0,5% от площади поля для исследования.
8.11.5 Протокол должен содержать фотографию микроструктуры с описанием наличия дефектов (включений) и особенностей исследуемой поверхности образца. В протоколе необходимо отражать фактическое содержание включений в процентах.
8.12 Измерение содержания ферритной фазы
8.12.1 Данное измерение проводят только для сталей типа 22Cr дуплекс и 25Cr супердуплекс.
8.12.2 Для определения содержания ферритной фазы с лицевой поверхности сварного шва допускается применение метода измерения с помощью ферритометра по ГОСТ Р 53686.
8.12.3 Критерии приемки: допустимый диапазон содержания ферритной фазы равен 30%-70%.
9 Основные переменные
9.1 Общие положения
9.1.1 Повторная аттестация технологии сварки требуется в случае изменения любой из основных переменных, перечисленных в ГОСТ Р ИСО 15614-1, ГОСТ Р ИСО 15614-5, а также основных переменных, перечисленных в 9.2-9.5.
9.1.2 Если для сварки принимают особые меры предосторожности согласно WPQR, то в целях обеспечения соответствия требованиям к испытаниям эти меры предосторожности должны быть также включены в WPS для производства.
9.2 Основной материал
При применении параметров для основного материала следует учитывать нижеприведенные процедуры в дополнение к указанным в ГОСТ Р ИСО 15614-1, ГОСТ Р ИСО 15614-5:
- замена любого материала на нержавеющую сталь типа 6Mo или типа 565;
- замена нержавеющей стали типа 6Mo на тип 565, но не наоборот;
- замена стали типа 22Cr дуплекс на тип 25Cr супердуплекс, но не наоборот;
9.3 Расходные материалы
Ниже приведены основные параметры для расходных материалов, которые следует применять в дополнение к указанным в ГОСТ Р ИСО 15614-1, ГОСТ Р ИСО 15614-1-5:
- любое изменение марки расходных материалов, кроме проволоки сплошного сечения (если требуется проведение испытаний на коррозионную стойкость или на ударный изгиб);
- для сварочных процессов SMAW (111) и FCAW (114, 136) - любое увеличение диаметра электрода при сварке корневого прохода одностороннего шва, кроме случаев сварки на керамической подкладке.
9.4 Сварные соединения
Следующие основные параметры для сварных соединений необходимо применять в дополнение к установленному в ГОСТ Р ИСО 15614-1, ГОСТ Р ИСО 15614-1-5:
- уменьшение угла разделки более чем на 10° для углов менее 60°;
- уменьшение угла разделки, если угол менее 30°.
9.5 Защитные газы
В дополнение к установленным в ГОСТ Р ИСО 15614-1, ГОСТ Р ИСО 15614-5 необходимо учитывать любые изменения в отношении защитного газа и газа, защищающего обратную сторону шва.
10 Требования к выполнению производственной сварки
10.1 Общие положения
10.1.1 Технические требования к процедуре сварки (WPS) должны быть разработаны и утверждены для всех сварочных работ, проводимых при производстве систем технологических трубопроводов.
10.1.2 WPS, как минимум, должны содержать информацию, приведенную в ГОСТ Р ИСО 15609-1, включая диапазон напряжений и погонной энергии, допуски для корневого зазора и притупления корня шва и максимум несовпадения стыкуемых кромок.
10.1.3 Все WPS должны быть подписаны ответственным лицом за координацию сварочных работ.
10.1.4 Сварщик перед началом работ должен быть ознакомлен (под подпись) с применяемыми WPS.
10.1.5 WPS должны постоянно находиться на рабочем месте на производственной площадке.
10.1.6 Расстояние между кольцевыми стыковыми швами на трубе должно быть равно как минимум двум внешним диаметрам трубы. Если это практически неосуществимо, то минимальное расстояние между швами может быть уменьшено до величины, равной двойной толщине стенок, но не менее 50 мм, в зависимости от того, что больше.
Примечание - Данное отклонение не применимо для стандартных фитингов труб.
10.1.7 Угловые сварные швы, швы между опорой и трубой не требуют установки минимального расстояния между швами.
10.1.8 Корневые проходы сварных швов систем трубопроводов для морских работ должны быть выполнены методом ручной аргонодуговой сварки с использованием присадочного металла.
10.1.9 Все угловые сварные швы должны быть непрерывными.
10.1.10 Не допускается расположение сварных швов в зонах, подвергнутых деформации в холодном состоянии, например на радиусных участках трубы.
10.1.11 Процесс сварки сплавов нержавеющей стали, меди и титана должен происходить на сварочном участке (сварочном столе), который предназначен исключительно для работы с этими типами материалов.
10.1.12 Все виды контроля/исследований должны быть проведены независимой аттестованной лабораторией или лабораторией, юридически независимой от производственных подразделений предприятия.
10.1.13 Кромки деталей перед сваркой и околошовная зона должны быть зачищены от загрязнений, в том числе металлами с низкой температурой плавления, например медью, цинком.
10.2 Сварочные материалы
10.2.1 Все сварочные материалы должны иметь индивидуальную маркировку.
10.2.2 При отсутствии или несоответствии указанных сертификатов допускается проведение испытания партии сварочных материалов. Сварку и испытания следует проводить в соответствии с требованиями, предъявляемыми к WPQR для фактического материала с дополнительным химическим анализом металла шва.
10.2.3 Использование и хранение сварочных материалов должны быть осуществлены согласно рекомендациям производителя сварочных материалов, а также внутризаводским инструкциям.
10.2.5 Для трубопроводов систем впрыска воды корневой проход и горячий проход сварного шва должны быть сделаны с применением расходных материалов, содержащих: 0,8%-1,0% Ni или 0,4%-0,8% Cu и 0,5%-1,0% Ni.
10.2.6 Для систем, предназначенных для работы в кислой среде, необходимо применять требования к химическому составу присадочного материала в соответствии с ГОСТ Р 53678.
10.2.7 Для сварки сталей типа 6Mo и 565 необходимо использовать расходные материалы с увеличенным содержанием молибдена и хрома по сравнению с основным металлом. Содержание серы в присадочном материале в данном случае не должно превышать 0,015%.
10.2.8 Для сварки аустенитно-ферритной нержавеющей (дуплексной) стали необходимо использовать подходящие сварочные материалы с увеличенным содержанием никеля по сравнению с основным материалом. Содержание серы в присадочном материале в данном случае не должно превышать 0,015%.
10.2.9 Для сварки высоколегированной нержавеющей стали с углеродистой сталью следует использовать аналогичный по химическому составу или более легированный присадочный материал, который используют для сварки нержавеющей стали.
Примечания
1 При сварке нержавеющей стали, легированной азотом, например нержавеющей стали типа 22Cr дуплекс/25Cr супердуплекс или типа 6Mo с углеродистой или низколегированной сталью, рекомендуется использовать расходные сварочные материалы без содержания ниобия. Это обусловлено осаждением нитридов ниобия, что может негативно повлиять на свойства ковкости и коррозионной стойкости, а также на баланс ферритной/аустенитной структуры в зоне термического влияния для дуплексных сталей.
2 Если требуется ПСТО после соединения аустенитной нержавеющей стали с углеродистой сталью, наплавку необходимо проводить, используя расходные материалы на основе никеля.
10.3 Предварительный подогрев и температура между проходами
10.3.1 Основной металл перед началом сварки должен иметь температуру выше температуры, при которой происходит конденсация влаги на поверхности ("точка росы").
10.3.2 Не допускается предварительный нагрев металла перед сваркой с помощью газовых резаков (пропановые и ацетиленовые).
10.3.3 Температуру металла перед сваркой необходимо измерять на расстоянии, равном не менее 30 мм от свариваемых кромок.
10.3.4 Минимальная температура между проходами не должна быть ниже указанной в WPS температуры предварительного подогрева.
10.3.5 Максимальная температура между проходами не должна превышать максимальную температуру, зафиксированную во время сварки КСС, но ни при каких обстоятельствах не должна быть выше температур, указанных ниже:
- плюс 250°С для углеродистой стали;
- плюс 150°С для всех типов нержавеющих сталей и не содержащих железа материалов;
- плюс 150°С для стали типа 25Cr супердуплекс для методов механизированной сварки;
- плюс 100°С для стали типа 25Cr супердуплекс для методов ручной сварки.
10.4 Газ, защищающий обратную сторону шва
10.4.1 Газ, защищающий обратную сторону шва, следует использовать для сварки нержавеющих и дуплексных сталей.
10.4.2 Газовая защита должна поддерживаться до достижения толщины сварного шва не менее 8 мм. Аналогичные требования применяют для сварки на прихватках.
10.4.3 При сварке всех типов нержавеющей стали необходимо контролировать содержание кислорода в продувочном газе газоанализатором проточного типа.
10.4.4 Максимальное содержание кислорода в продувочном газе должно быть установлено таким образом, чтобы степень окисления поверхности сварного шва и ЗТВ соответствовали допустимым степеням на рисунке В.1 [а)-г)].
Примечание - Согласно практическим данным с производственных площадок, максимально допустимое содержание кислорода в продувочном газе должно быть <100 ppm для обеспечения соответствия степеням окисления поверхности на рисунке В.1 [а)-г)].
10.4.5 Защитный и продувочный газы для сварки дуплексных нержавеющих сталей не должны содержать водород.
10.4.6 Для сварки титана и его сплавов следует применять аргон, гелий или их смесь.
10.4.7 Газовая защита при сварке титана и его сплавов должна поддерживаться до тех пор, пока температура металла шва и зоны основного металла шириной не менее 100 мм во все стороны от шва не опустится до 350°С.
10.4.8 При сварке опор или приварных элементов труб из нержавеющей стали с номинальной толщиной стенки менее 8 мм требуется проводить продувку внутренней поверхности инертным газом с целью предотвращения недопустимого окисления поверхности.
10.5 Наплавка сваркой
10.5.1 Наплавку сваркой, применяемую для корректировки размера зазоров между объектами одной группы материалов, необходимо проводить по отдельным WPS, аттестованным согласно разделу 8.
10.5.2 Наплавку сваркой для объектов из разнородных материалов, с разными режимами термической обработки или с разными основными переменными проводят в соответствии с WPS и контролируют по аналогии со стыковым швом.
10.5.3 Объем испытаний при аттестации технологии наплавки сваркой должен соответствовать объему испытаний при аттестации технологии сварки на стыковом шве.
10.6 Приварка отводов
10.6.1 Разделка кромок вварных отводов должна быть полностью заполнена металлом до края шва на вварном отводе.
10.6.2 Рекомендуется выполнять плавный переход от сварного шва к основному металлу между трубой и вварными отводами.
10.6.3 До сварки необходимо обеспечить соответствующий требованиям зазор между свариваемыми кромками.
10.7 Резка, шлифовка, зачистка и очистка сварных швов
10.7.1 Во избежание загрязнения и передачи частиц металла от одного типа материала к другому необходимо использовать инструменты, предназначенные для работы с конкретным материалом.
Пример - Для работ с нержавеющей сталью не допускается использовать инструменты, предназначенные для работы с углеродистой сталью.
10.7.2 Для зачистки поверхности сварных швов в углеродистых сталях можно использовать механические и ручные кордщетки.
Для нержавеющих сталей и не содержащих железа материалов, не подлежащих последующей покраске, не разрешается использовать механические кордщетки для зачистки облицовочного слоя сварного шва.
10.8 Послесварочная термообработка
10.8.1 Для металлов, поставляемых в состоянии "закалка+отпуск", необходимо проводить ПСТО при температуре как минимум на 20°С ниже температуры основного отпуска металла.
10.8.2 ПСТО проводят в соответствии с разработанной инструкцией, которая должна содержать следующую информацию:
- скорость нагрева;
- скорость охлаждения;
- время и температуру выдержки;
- нагревающую установку;
- тип изоляции;
- устройства контроля температуры;
- регистрирующее оборудование;
- форму конструкции, подлежащей ПСТО, или деталей, если необходимо провести местную ПСТО;
- номер и расположение тех термических пар, которые используют для регистрации температуры при термической обработке.
10.8.3 Температуру следует непрерывно регистрировать на диаграмме во время проведения ПСТО.
10.9 Производственные испытания
10.9.1 Для всего объема работ по договору должна быть разработана программа производственных испытаний. Верификация ранее аттестованных WPS и свариваемость материала должны быть учтены при разработке программы.
10.9.2 Каждое производственное испытание должно быть проверено и задокументировано в соответствии с объемом аттестационного испытания для основной процедуры сварки, если не согласовано иное.
10.10 Приварка временных элементов
10.10.1 Приварка временных элементов должна соответствовать требованиям к изделию, к которому они будут приварены, и должна быть согласована производителем.
10.10.2 Удаление приваренных временных элементов допускается путем срезания на высоте минимум 3 мм от основного металла и последующей тщательной зачистки места приварки (среза) до основного металла и должно быть согласовано производителем.
10.10.3 Зачищаемая область плюс 50 мм во все стороны от края зачистки должна быть подвергнута ВИК, а также МК и КК в соответствии с требуемой категорией контроля.
11 Требования к неразрушающему контролю сварных соединений
11.1 Общие положения
11.1.1 Все действия, указанные в разделе 11, относят к окончательному контролю сварных соединений, а также к операционному контролю, например: при сварке многопроходных (многослойных) сварных швов при больших толщинах основного металла.
11.1.2 До начала работ по НК качества сварных соединений производитель в рамках системы менеджмента качества должен внедрить систему регистрации и документирования количества дефектов в сварных швах, регламентирующую:
- порядок расчета уровня производственного брака сварных соединений;
- предельные значения уровня брака;
- порядок действий при превышении предельных значений уровня брака.
11.1.3 Уровень производственного брака должен регистрироваться еженедельно для ВИК, МК, КК, УЗК и РК для каждого производственного участка предприятия и должен быть отражен в отчете по качеству предприятия.
11.1.4 Статистика по уровню брака должна быть использована как инструмент контроля качества сварных соединений. В случае обнаружения дефектов в процессе выполнения НК должен быть проведен анализ причин их появления, а также разработаны мероприятия по устранению данных причин.
11.1.5 В протоколах НК следует применять цифровую идентификацию дефектов в соответствии с ГОСТ Р ИСО 6520-1.
11.2 Объем неразрушающего контроля
11.2.1 Группы НК определены в таблице 3.
Таблица 3 - Определения групп НК
Группа НК | Назначение системы | Номинальное давление PN, МПа | Расчетная температура, °С |
1 | Только невоспламеняющиеся и нетоксичные жидкие среды | Класс 150 (PN 20) | От минус 29 до 185 |
2 | Все системы, кроме НК группы 1 | Класс 150 и класс 300 (PN 20 и PN 50) | Все |
3 | Все системы | Класс 600 и выше (PN 100 и выше) | Все |
Применимо к углеродистым сталям и нержавеющим сталям только типа 316. Применимо ко всем материалам в открытых дренажных системах. | |||
11.2.2 Объем НК для сварных швов в системах трубопроводов должен соответствовать таблице 4.
Таблица 4 - Объем НК
Группа НК | Тип соединения | ВИК, % | РК/УЗК, % | МК/КК, % |
1 | Стыковой сварной шов | 100 | 0 | 0 |
2 | Стыковой сварной шов | 100 | 10 | 10 |
3 | Стыковой сварной шов | 100 | 100 | 100 |
11.2.3 Объем контроля в процентах, указанных в таблице 4, должен быть рассчитан в зависимости от длины шва для каждых WPS.
11.2.4 НК должен быть проведен как минимум для каждого типоразмера трубы, сварщика и производственного участка.
11.2.5 Другие условия выборочной проверки могут быть согласованы отдельно.
11.2.6 Сварные швы на угловых отводах должны быть исследованы в таком же объеме, как и стыковые сварные швы.
11.2.7 Все муфты и соединения отводов и приварка вварных отводов должны быть подвергнуты контролю в таком же объеме, как и стыковые сварные швы.
11.2.8 Приварка вварных отводов по направлению к главному коллектору для НК группы 3 должна быть подвергнута ВИК со стороны корня в объеме 100%.
11.2.9 ВИК следует проводить для всех сварных швов в системе трубопроводов и включать все опоры и крепления, приваренные к трубам.
11.2.10 В случае применения дуговой сварки в защитном газе (процессы 131 MIGW, 135/138 MAGW) без импульсного режима УЗК следует проводить для проверки отсутствия непровара шва на боковых стенках разделки в дополнение к РК.
11.2.13 Сварные швы в системах трубопровода, изготовленных из титана, не должны подвергаться шлифовке или зачистке щеткой до проведения ВИК.
11.3 Визуально-измерительный контроль
11.3.1 ВИК необходимо проводить согласно ГОСТ Р ИСО 17637.
11.3.2 Критерии оценки качества в соответствии с ГОСТ Р ИСО 5817.
11.3.3 Освещенность поверхности металла, подлежащей контролю, должна быть не менее 1000 лк.
11.4 Капиллярный и магнитопорошковый контроль
11.4.1 КК проводят с целью выявления дефектов, выходящих на поверхность, согласно ГОСТ Р ИСО 3452-1.
11.4.2 МК проводят с целью выявления поверхностных и подповерхностных (на глубине не более 2 мм включительно) несплошностей согласно ГОСТ ISO 17638.
11.4.3 Условия контроля должны соответствовать ГОСТ Р ИСО 3059.
11.4.4 Освещенность поверхности металла, подлежащей контролю, должна быть не менее 1000 лк.
11.5 Радиографический контроль
РК необходимо проводить в соответствии с ГОСТ ISO 17636-1.
11.6 Ультразвуковой контроль
11.6.1 УЗК необходимо проводить в соответствии с ГОСТ Р ИСО 17640.
11.6.3 УЗК не следует применять для толщины металла <8 мм.
11.6.4 АРК целесообразно строить с использованием эталонного блока в соответствии с таблицей 5.
Таблица 5 - Требования к эталонному блоку для калибровки
Толщина материала , подлежащего исследованию, мм | Толщина эталонного блока, мм | Диаметр отверстия, мм | Расстояние отверстия от одной поверхности, мм |
40 или | 3+/-0,2 | и . | |
75 или | Дополнительные отверстия разрешены и рекомендованы | ||
125 или | 6+/-0,2 | ||
175 или | |||
225 или | |||
275 или |
11.6.5 Фактический угол преломления для каждой пробы, измеренный от эталонного блока или измеренный на реальном тестируемом объекте, следует использовать при построении индикаций.
11.6.6 Должна быть выполнена коррекция передачи сигнала между эталонным блоком и испытательной поверхностью.
11.6.7 Методики УЗК должны содержать подробное описание в целях обеспечения 100%-ного покрытия сварного шва и ЗТВ на наличие продольных дефектов.
11.6.8 Все показания, превышающие 50% от АРК, должны быть запротоколированы. В протоколе должны быть указаны положение, высота эхо-сигнала, длина, глубина и тип дефекта.
11.6.9 УЗК сварных швов между компонентами из аустенитной и дуплексной нержавеющей стали или углеродистой стали при наличии внутреннего покрытия (наплавки) следует проводить только по согласованию с заказчиком. Используемая процедура должна быть аттестована в целях подтверждения того, что все соответствующие дефекты будут обнаружены.
11.6.10 Возможность шлифования облицовочного слоя сварного шва следует рассматривать в зависимости от процедуры аттестации.
11.7 Альтернативные методы неразрушающего контроля
11.7.1 Метод фазированных решеток может заменить общеприменимые УЗК и РК при согласовании данного метода и критериев оценки заинтересованными сторонами до начала проведения контроля.
11.7.2 Ультразвуковой TOFD допускается использовать для измерения дефектов в сочетании с методом фазированных решеток или стандартным УЗК при условии, что:
- процедура для этих методов должна быть аттестована и документирована, чтобы продемонстрировать, что все соответствующие дефекты и ориентации дефектов будут гарантированно обнаружены;
- критерии приемки для метода фазированной решетки в сочетании или без TOFD должны быть признаны как эквиваленты соответствующих критериев приемки для ультразвуковой эхоимпульсной методики;
- операторы ультразвукового исследования, выполняющие контроль методом фазированной решетки и/или времяпролетной дифракции для сварных швов, должны помимо сертификации для стандартного УЗК уровня 2 пройти специальное обучение и сертификацию для метода с фазированной решеткой и/или времяпролетной дифракции, как указано в ГОСТ Р ИСО 9712.
11.7.3 Вихретоковый контроль в соответствии с ГОСТ Р ИСО 15549 может заменить собой магнитопорошковую и капиллярную дефектоскопию, если соблюдены следующие критерии:
- процедура должна быть аттестована и документирована, чтобы продемонстрировать, что все соответствующие дефекты будут гарантированно обнаружены;
- критерии приемки для вихретокового испытания согласуют до начала испытаний и считают эквивалентными соответствующим критериям приемки для магнитопорошковой и капиллярной дефектоскопии;
- операторы, занимающиеся вихретоковым контролем сварных швов, помимо сертификации для обычного вихретокового испытания уровня 2 для сварных швов должны пройти специальное обучение и аттестацию для вихретокового испытания, как указано в ГОСТ Р ИСО 9712.
11.8 Критерии оценки
11.8.1 Если в проектной документации трубопроводов не указаны более строгие требования, то критерии приемки дефектов сварных соединений необходимо принимать согласно СП 75.13330.
11.8.2 При проведении МК и КК оценка поверхности должна происходить по индикаторным следам.
11.8.3 Степень окисления поверхности сварных швов и зон термического влияния в нержавеющих сталях и титановых сплавах должна быть визуально проверена с внутренней и наружной сторон шва (если технически осуществимо) и соответствовать критериям, указанным ниже.
11.8.4 Нержавеющие стали:
- степени окисления поверхности с цветом от светло-коричневого до коричневого приемлемы;
- степени окисления поверхности с узкой полосой темно-коричневого цвета и прерывистыми точками голубого цвета приемлемы;
- более темные или более интенсивные цвета окисления неприемлемы. Требуется химическое (травление и пассивация) или механическое удаление.
11.8.5 Кроме того, степень окисления может быть оценена с использованием изображений, приведенных на рисунке В.1.
11.8.6 Титан марки ВТ1-0, ВТ1-00, ВТ6:
- допустимые цвета - серебряный и бледно-желтый;
- узкая полоска насыщенного цвета близко к границе газовой защиты допустима;
- более темные оттенки коричневого, фиолетового и голубого, а также серого или беловатого недопустимы.
12 Ремонт сварных соединений
12.1 Общие положения
12.1.1 Дефект должен быть полностью удален до проведения сварочных ремонтных работ.
12.1.2 Механически обработанная область должна иметь плавный переход к поверхности основного металла и обеспечить доступ для проведения НК после обработки и последующей ремонтной сварки.
12.1.3 После окончания механической обработки полное удаление дефекта необходимо подтвердить с помощью проведения контроля (МК или КК). ПСТО следует выполнять после ремонта (если ПСТО применяют для основного шва).
12.1.4 Если сварное соединение не подлежит ремонту, то перед повторной сваркой требуется полное удаление ранее выполненного сварного шва и зоны термического влияния.
12.1.5 Прожог на поверхности основного металла необходимо удалять с последующим проведением МК или КК.
12.2 Ремонт сварных соединений из углеродистой стали
12.2.1 Размер выборки металла под ремонт должен быть не менее 50 мм в длину, даже если сам дефект меньше.
12.2.2 Дефекты с расстоянием между ними менее 100 мм должны быть отремонтированы как один общий дефект.
12.2.3 Температура предварительного подогрева должна быть на 50°С выше предварительного нагрева при основной сварке и составлять не менее плюс 100°С.
12.2.4 Ремонтная сварка должна быть выполнена или с использованием тех же WPS, которыми руководствуются при сварке основного сварного шва, или как отдельно аттестованная технология.
12.2.5 Аттестация технологии для ремонтной сварки должна включать испытания, применимые к соответствующим материалам, как указано в разделе 8.
12.2.6 Ремонтную сварку в одной области можно проводить не более двух раз.
12.3 Ремонт сварных соединений из нержавеющей стали и титана
12.3.1 После ремонтной сварки весь сварной шов и не менее 100 мм с каждой стороны шва должны быть подвергнуты, как минимум, такому же объему НК, какой указан для исходного сварного шва.
12.3.2 Для сварных швов из нержавеющей стали типа 6Mo, типа 565, типа 25Cr супердуплекс и сплавов на основе титана допускается только однократный ремонт в одной области.
12.3.3 Цвета побежалости в зонах сварного шва из нержавеющей стали с неприемлемыми степенями окисления (см. приложение В) должны быть удалены химическим или механическим способом, а для трубопроводов из титановых сплавов сварные швы с неприемлемой степенью окисления должны быть вырезаны и повторно сварены.
13 Стилоскопирование
13.1 Общие требования
13.1.1 Стилоскопирование следует выполнять на готовых системах трубопроводов, изготовленных из нержавеющей стали, перед проведением любых испытаний давлением или нанесением покрытия.
13.1.2 Стилоскопирование целесообразно проводить в соответствии с требованиями [4].
13.1.3 Должна быть разработана письменная методика стилоскопирования с указанием материалов, форм продукции и систем, подлежащих испытанию. Методика должна включать используемый метод, калибровку оборудования, аттестационные требования к персоналу, критерии приемки и требования к документации.
13.1.4 Стилоскопирование должно быть выполнено с применением оборудования, способного идентифицировать указанный тип материала в соответствии с разработанной процедурой. Оборудование не должно оставлять следов обгорания на материале, подлежащем испытанию.
13.2 Объем контроля
13.2.1 Стилоскопирование на основном металле и сварных швах необходимо проводить для систем трубопроводов в следующем объеме:
- 100% для систем из нержавеющей стали типа 6Mo, типа 565, типа 22Cr дуплекс и 25Cr супердуплекс;
- 100% для систем из аустенитной стали и при расчетной рабочей температуре ниже минус 50°С;
- не менее 10% для систем из нержавеющей стали типа 316.
13.2.2 Контроль стилоскопированием должен быть проведен, как минимум, для каждого типоразмера трубы, сварщика и производственного участка.
13.2.3 Все испытания стилоскопированием должны быть задокументированы.
Приложение А
(справочное)
Организация, руководство и функции специалистов по сварке и неразрушающему контролю качества сварных соединений
Пример для визуализации уровней компетентности разных координаторов сварки, а также их обязанностей по выполнению контроля приведен в таблице А.1.
Таблица А.1 - Координация сварочных работ/функции контроля
Функция (задача) | IWE | IWT | IWS | IWI-C | IWI-S |
Уполномоченный координатор (ведущий инженер по сварке) | X | (X) | - | - | - |
Ответственный инженер по сварке на проекте | X | (X) | - | - | - |
Инженер по сварке | X | (X) | - | - | - |
Ассистент инженера по сварке | - | X | (X) | - | - |
Технический специалист по сварке | - | X | (X) | - | - |
Координатор по сертификации сварки (испытания на производственной площадке) | - | X | (X) | - | - |
Ведущий специалист по производству/установке | - | X | (X) | - | - |
Ответственный за проведение работ | - | X | (X) | - | - |
Мастер цеха (сварочное производство) | - | X | (X) | - | - |
Мастер по сварным швам и газовой сварке | - | (X) | X | - | - |
Инженер по материалу (проектный инженер) | X | (X) | - | - | - |
Инженер по материалу (закупка) | X | (X) | - | - | - |
Испытательная лаборатория | X | (X) | - | - | - |
Координатор НК | - | - | X | - | - |
Старший инспектор по сварке | - | - | - | X | - |
Инспектор по сварке | - | - | - | - | X |
Примечание - (X) выполняет по согласованию с заказчиком; X - входит в компетенции. | |||||
Приложение Б
(справочное)
Инспекция сварных швов
Б.1 Общие положения
Перед началом сварочных работ должны быть проверены следующие контрольные точки:
- цех/производственная площадка, которые в целом находятся в приемлемом состоянии для данного вида работ;
- хранение и эксплуатация материала и расходных материалов для сварки, соответствующие установленным требованиям;
- оборудование: использование, регистрация, обслуживание, калибровка и ведение документации;
- процедуры для сертификации, регистрации, подтверждения действительности и для продления аттестации сварщиков, одобрение организацией - третьей стороной;
- регистрация, подтверждение действительности и продление сертификатов персонала, выполняющего НК, и одобрение третьей стороной;
- пакет документации: следует применять только утвержденные актуальные версии чертежей, инструкций и технических условий. Условные обозначения сварных соединений на чертежах должны быть указаны согласно ГОСТ Р ИСО 2553;
- маркировка, идентификация и прослеживаемость;
- все координаторы сварки работают в соответствии с их должностными инструкциями, указаниями и процедурами.
Б.2 Точки контроля до сварки:
- технологический контроль чертежа;
- основной материал (маркировка, документы о качестве, прослеживаемость);
- разделка кромок, подготовка деталей под сварку;
- подгонка и расположение со сдвигом близлежащих продольных сварных швов;
- оборудование для сварки и инструменты (проверка калибровки/обслуживание);
- предварительный подогрев и защита от ветра, дождя и т.п., при необходимости;
- продувочный газ и проверка содержания кислорода, если необходимо (тип и расход);
- процедура выполнения прихваток;
- аттестация сварщиков и операторов;
- сварочные материалы (маркировка, документы о качестве, прослеживаемость);
- оборудование/инструменты (соответствие данным основным материалам);
- зачистка и подготовка деталей к сварке.
Б.3 Точки контроля во время сварки:
- наличие утвержденной конструкторской и технической документации на рабочем месте;
- использование основных и сварочных материалов в соответствии с WPS;
- температура и метод предварительного подогрева, а также межваликовая температура соответствуют WPS;
- продувочный газ и проверка содержания кислорода, при необходимости;
- выполняемые сварочные работы, соответствующие области аттестации сварщика;
- режимы сварки (величина тока и напряжения, количество слоев, направление сварки и последовательность сварки, зачистка между слоями), соответствующие WPS;
- актуальные WPS на рабочем месте, доступные для сварщика;
- выполняемый сварщиком визуальный контроль во время сварки (самоконтроль).
Б.4 Точки контроля после сварки:
- клеймо (идентификационный номер) сварщика и номер WPS;
- используемые WPS и квалификация сварщика, соответствующие сварному соединению;
- контроль геометрических параметров шва на соответствие требованиям чертежа и WPS;
- контроль поверхности сварного шва и ЗТВ;
- контроль степени окисления поверхности (цвета побежалости);
- контроль выполнения и документирования ПСТО, если необходимо;
- проведение НК, контроль аттестации персонала НК;
- контроль выполнения маркировки изделия, очистки, консервации, защиты фланцев/фитингов и т.д.
Приложение В
(справочное)
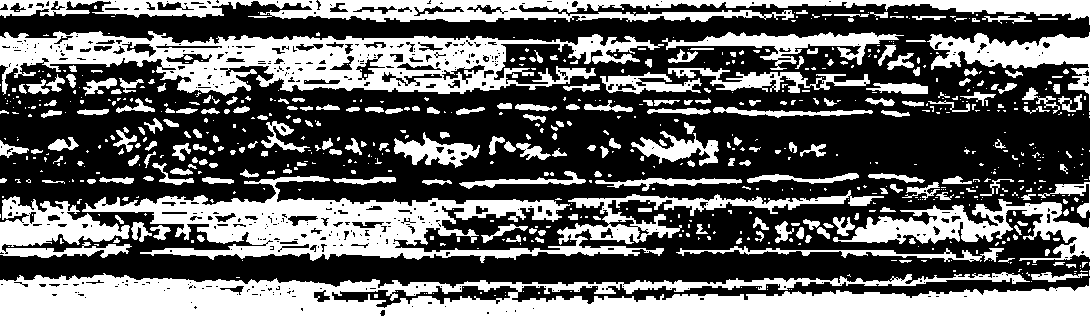
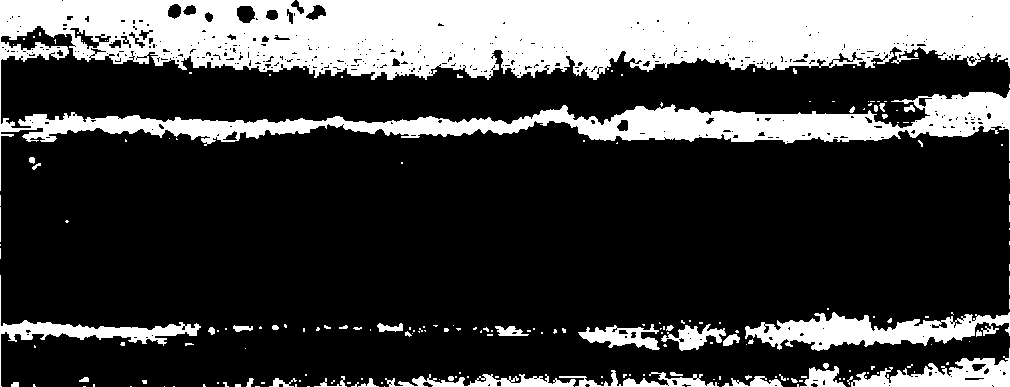
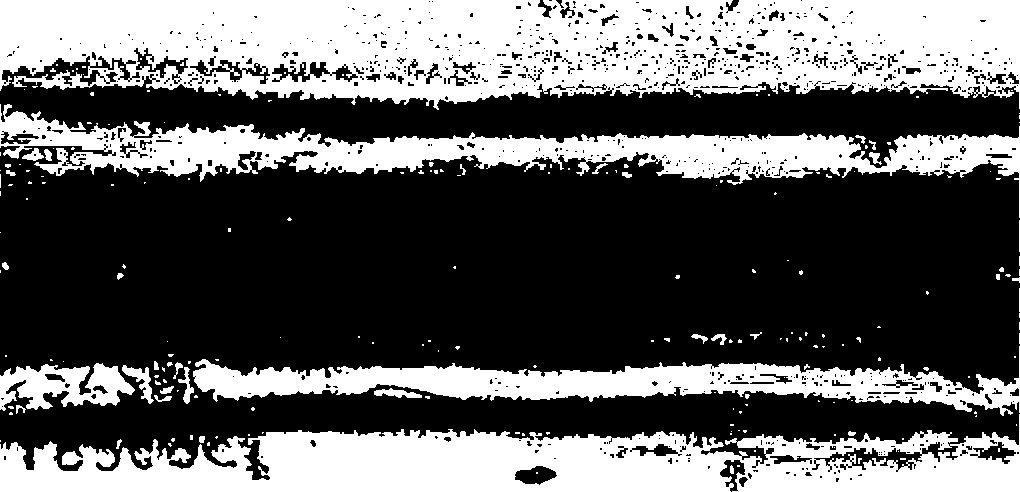
Степени окисления поверхности сварных швов для нержавеющей стали
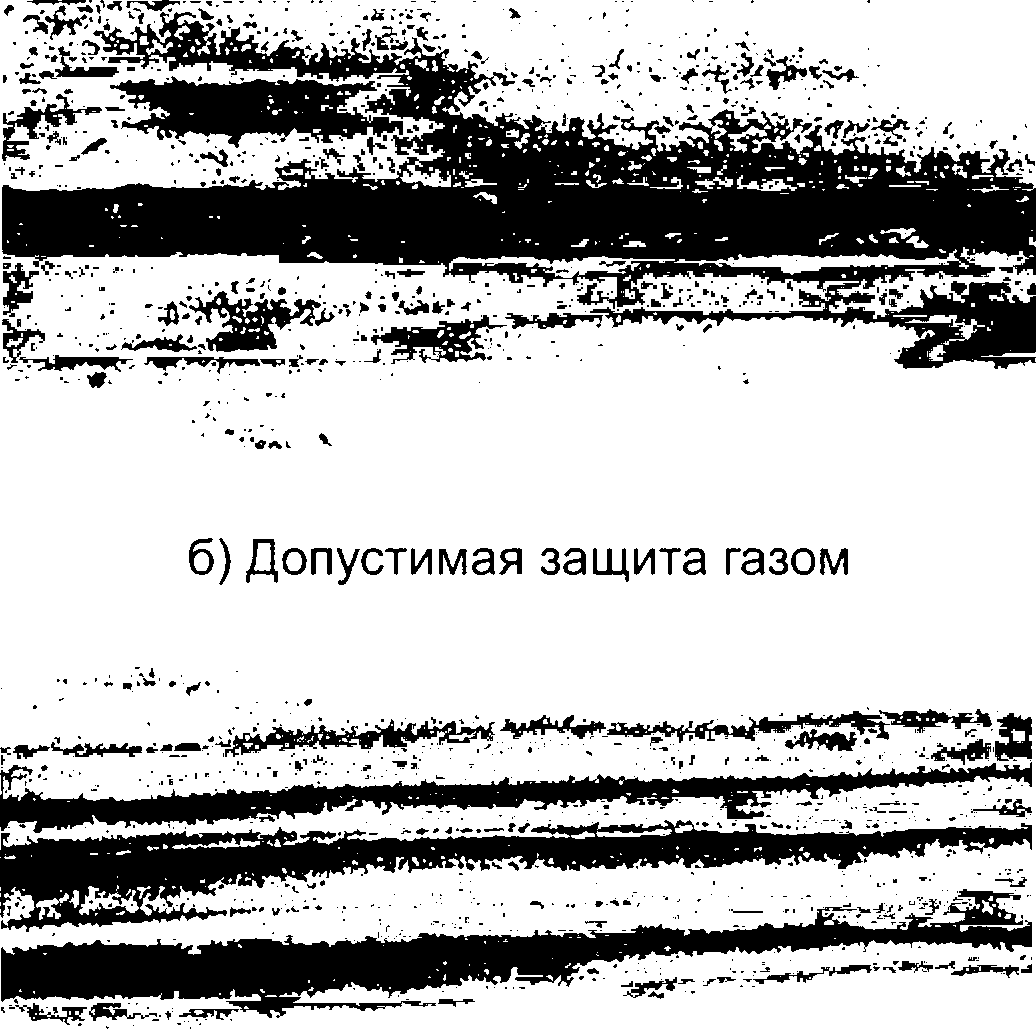
На всех изображениях, представленных на рисунке В.1, показан корень шва, заваренного при помощи сварочного процесса 141 (TIGW) с аргоном в качестве защитного газа. На изображениях а)-г) показаны примеры допустимой степени окисления, а изображениях д)-ж) - примеры недопустимой степени окисления.
| 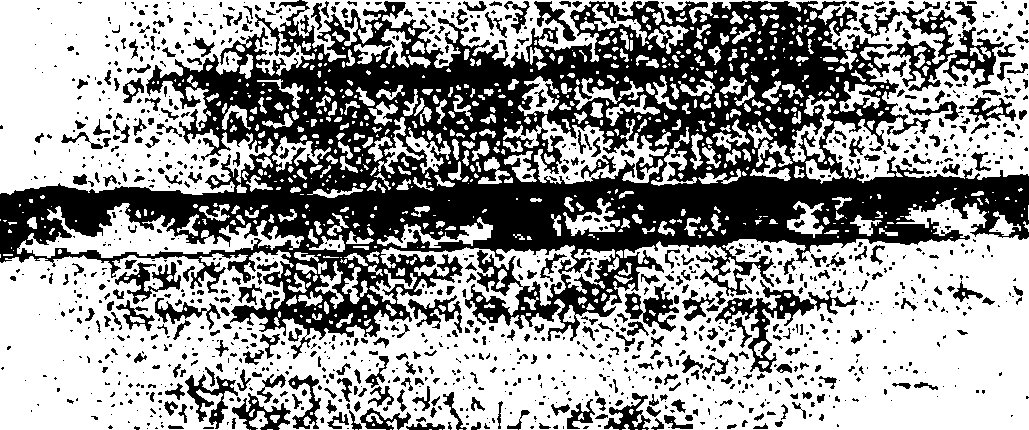 |
а) Приемлемая защита газом
| б) Допустимая защита газом |
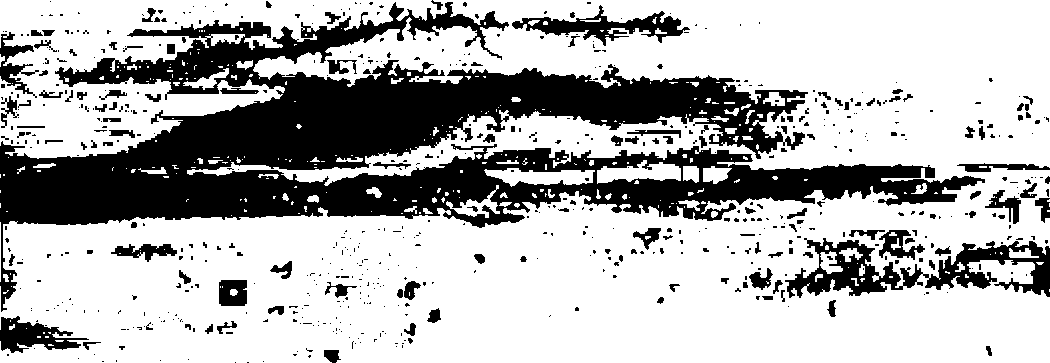
|  |
в) Допустимо, если голубые области прерывисты | г) Допустимо, если коричневые зоны, близкие к сварному шву, такие, как показано, узкие и светлой окраски
|
|  |
д) Неприемлемая защита газом обратной стороны шва. Недопустимо
| е) Неприемлемая защита газом обратной стороны шва. Недопустимо |
| |
ж) Отрицательный результат. Недопустимо |
Рисунок В.1 - Степени окисления поверхности сварных швов для нержавеющей стали
Библиография
[1] | Федеральный закон от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации" | |
[2] | Федеральный закон от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" | |
[3] | СДАНК 01 | Правила аттестации и основные требования к лабораториям неразрушающего контроля |
[4] | РД 26.260.15-2001 | Стилоскопирование основных и сварочных материалов и готовой продукции |
УДК 622.276.04:006.354 | ОКС 75.020 |
Ключевые слова: нефтяная и газовая промышленность, системы подводной добычи, сварка, контроль, трубопроводы, технические требования | |
{kind=link}