ПНСТ 674-2022
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность
СИСТЕМЫ ПОДВОДНОЙ ДОБЫЧИ
Камеры пуска и приема средств очистки и диагностирования трубопроводов. Общие технические условия
Petroleum and natural gas industry. Subsea production systems. Chambers for launch and receiving of cleaning and diagnostic devices of pipelines. General specifications
ОКС 75.020
Срок действия с 2023-05-30
до 2026-05-30
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Газпром 335" (ООО "Газпром 335")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 "Нефтяная и газовая промышленность"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2022 г. N 156-пнст
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТ Р 1.16-2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за 4 мес до истечения срока его действия разработчику настоящего стандарта по адресу: [email protected] и/или в Федеральное агентство по техническому регулированию и метрологии по адресу: 123112 Москва, Пресненская набережная, д.10, стр.2.
В случае отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячном информационном указателе "Национальные стандарты" и также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
Создание и развитие отечественных технологий и техники для освоения шельфовых нефтегазовых месторождений должно быть обеспечено современными стандартами, устанавливающими требования к проектированию, строительству и эксплуатации систем подводной добычи. Для решения данной задачи Министерством промышленности и торговли Российской Федерации и Федеральным агентством по техническому регулированию и метрологии реализуется "Программа по обеспечению нормативной документацией создания отечественной системы подводной добычи для освоения морских нефтегазовых месторождений". В объеме работ программы предусмотрена разработка национальных и предварительных национальных стандартов, областью применения которых являются системы подводной добычи углеводородов.
Целью разработки настоящего стандарта является установление единых правил и общих требований к камерам пуска и приема средств очистки и диагностирования трубопроводов систем подводной добычи углеводородов.
1 Область применения
1.1 Настоящий стандарт устанавливает технические требования к камерам пуска и приема средств очистки и диагностирования трубопроводов систем подводной добычи углеводородов.
1.2 В соответствии со статьей 2 [1], настоящий стандарт применяется в целях накопления опыта в отношении объекта стандартизации для возможной последующей разработки на его основе национального стандарта.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.407 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Метод оценки внешнего вида
ГОСТ 9.909 Единая система защиты от коррозии и старения. Металлы, сплавы, покрытия металлические и неметаллические неорганические. Методы испытаний на климатических испытательных станциях
ГОСТ 12.1.007 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.010 Система стандартов безопасности труда. Взрывобезопасность. Общие требования
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.044 Система стандартов безопасности труда. Машины и оборудование для транспортирования нефти. Требования безопасности
ГОСТ 12.3.009 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.4.026 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 1497 (ИСО 6892-84, СТ СЭВ 471-88) Металлы. Методы испытаний на растяжение
ГОСТ 5632 Нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6996 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7512 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 9012 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9544 Арматура трубопроводная. Нормы герметичности затворов
ГОСТ 10198 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 12971 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 14192 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18442 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19007 Материалы лакокрасочные. Метод определения времени и степени высыхания
ГОСТ 20415 Контроль неразрушающий. Методы акустические. Общие положения
ГОСТ 22727 Прокат листовой. Методы ультразвукового контроля
ГОСТ 23170 Упаковка для изделий машиностроения. Общие требования
ГОСТ 26653 Подготовка генеральных грузов к транспортированию. Общие требования
ГОСТ 27890 Покрытия лакокрасочные защитные дезактивируемые. Метод определения адгезионной прочности нормальным отрывом
ГОСТ 28198-89 (МЭК 68-1-88) Основные методы испытаний на воздействие внешних факторов. Часть 1. Общие положения и руководство
ГОСТ 28919 Фланцевые соединения устьевого оборудования. Типы, основные параметры и размеры
ГОСТ 30546.1 Общие требования к машинам, приборам и другим техническим изделиям и методы расчета их сложных конструкций в части сейсмостойкости
ГОСТ 30546.2 Испытания на сейсмостойкость машин, приборов и других технических изделий. Общие положения и методы испытаний
ГОСТ 30852.13 (МЭК 60079-14:1996) Электрооборудование взрывозащищенное. Часть 14. Электроустановки во взрывоопасных зонах (кроме подземных выработок)
ГОСТ 31993 (ISO 2808:2007) Материалы лакокрасочные. Определение толщины покрытия
ГОСТ 32299 (ISO 4624:2002) Материалы лакокрасочные. Определение адгезии методом отрыва
ГОСТ 34181 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Техническое диагностирование. Основные положения
ГОСТ 34395 Материалы лакокрасочные. Электроискровой метод контроля сплошности диэлектрических покрытий на токопроводящих основаниях
ГОСТ 34568-2019 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Камеры пуска и приема средств очистки и диагностирования. Общие технические условия
ГОСТ ISO 898-1 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ ISO 898-2 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 2. Гайки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ ISO 3183 Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия
ГОСТ ISO 3506-1 Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 1. Болты, винты и шпильки
ГОСТ ISO 3506-2 Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 2. Гайки
ГОСТ Р 8.568 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 15.301 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 27.102 Надежность в технике. Надежность объекта. Термины и определения
ГОСТ Р 27.301 Надежность в технике. Управление надежностью. Техника анализа безотказности. Основные положения
ГОСТ Р 50.05.03 Система оценки соответствия в области использования атомной энергии. Оценка соответствия в форме контроля. Унифицированные методики. Ультразвуковой контроль и измерение толщины монометаллов, биметаллов и антикоррозионных покрытий
ГОСТ Р 53678 (ИСО 15156-2:2003) Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию, и применение чугунов
ГОСТ Р 54123 Безопасность машин и оборудования. Термины, определения и основные показатели безопасности
ГОСТ Р 54382 Нефтяная и газовая промышленность. Подводные трубопроводные системы. Общие технические требования
ГОСТ Р 55311 Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Термины и определения
ГОСТ Р 55999 Внутритрубное техническое диагностирование газопроводов. Общие требования
ГОСТ Р 56512 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р 57148 (ИСО 19901-1:2015) Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Проектирование и эксплуатация с учетом гидрометеорологических условий
ГОСТ Р 57546-2017 Землетрясения. Шкала сейсмической интенсивности
ГОСТ Р 58036-2017 (ИСО 19901-5:2016) Нефтяная и газовая промышленность. Сооружения нефтегазопромысловые морские. Контроль нагрузки масс при проектировании и строительстве
ГОСТ Р 58284 Нефтяная и газовая промышленность. Морские промысловые объекты и трубопроводы. Общие требования к защите от коррозии
ГОСТ Р 58520 Средства грузозахватные. Классификация и общие технические требования
ГОСТ Р 58753 Стропы грузовые канатные для строительства. Технические условия
ГОСТ Р 58939 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Элементы заводского изготовления
ГОСТ Р 59108 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Техническое диагностирование. Метрологическое обеспечение внутритрубного диагностирования
ГОСТ Р 59305-2021 (ИСО 13628-1:2005) Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 1. Общие требования и рекомендации
ГОСТ Р ИСО 148-1 Материалы металлические. Испытание на ударный изгиб на маятниковом копре по Шарпи. Часть 1. Метод испытания
ГОСТ Р ИСО 5817 Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
ГОСТ Р ИСО 6507-1 Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения
ГОСТ Р ИСО 8501-1 Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий
ГОСТ Р ИСО 17637 Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением
ГОСТ Р ЕН 13018 Контроль визуальный. Общие положения
ПНСТ 482-2020 Нефтяная и газовая промышленность. Системы подводной добычи. Методические указания по проектированию оборудования из дуплексной нержавеющей стали для предотвращения водородного растрескивания
ПНСТ 528-2021 Нефтяная и газовая промышленность. Системы подводной добычи. Бесшовные и сварные трубы из аустенитной нержавеющей стали. Технические условия
СП 14.13330.2018 "СНиП II-7-81 Строительство в сейсмических районах"
СП 38.13330.2018 "СНиП 2.06.04-82 Нагрузки и воздействия на гидротехнические сооружения"
СП 378.1325800.2017 Морские трубопроводы. Правила проектирования и строительства
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 34181, ГОСТ 34568, ГОСТ Р 55311, ГОСТ Р 27.102, а также следующие термины с соответствующими определениями:
3.1
камера пуска и приема средств очистки и диагностирования (pig launcher/receiver, PLR): Техническое устройство, обеспечивающее пуск и прием внутритрубных очистных, диагностических, разделительных и герметизирующих устройств в потоке перекачиваемой рабочей среды морского трубопровода. [ГОСТ Р 59304-2021, статья 8] |
3.2
такелаж (rigging): Совокупность приспособлений из стропов, канатов, блоков, цепей, такелажных скоб и траверс для подъема и перемещения грузов. [ГОСТ Р 58772-2019 (ИСО 19901-6:2009), пункт 3.96] |
3.3
телеуправляемый необитаемый подводный аппарат; ТНПА: Необитаемый подводный аппарат, связанный с носителем (судном, подводной лодкой, подводным аппаратом) посредством кабель-троса, по которому передается электропитание и/или сигналы управления, а также происходит обмен информацией. [ГОСТ Р 56960-2016, пункт 3.3] |
3.4
электрохимическая защита: Защита металла от коррозии, осуществляемая поляризацией от внешнего источника тока или путем соединения с металлом (протектором), имеющим более отрицательный или более положительный потенциал, чем у защищаемого металла. [ГОСТ 9.106-2021, статья 98] |
4 Сокращения и обозначения
4.1 В настоящем стандарте применены следующие сокращения:
БРС | - | быстроразъемное соединение; |
ЗА | - | запорная арматура; |
ЗИП | - | запасные части и принадлежности; |
КД | - | конструкторская документация; |
КПП | - | камеры пуска и приема; |
ЛКП | - | лакокрасочное покрытие; |
НД | - | нормативный документ; |
ОТК | - | орган технического контроля; |
ПМ | - | программа и методика испытаний; |
СОД | - | средства очистки и диагностирования; |
СПД | - | система подводной добычи; |
ССО | - | система соединения оборудования; |
ТД | - | техническая документация; |
ТУ | - | технические условия; |
ЭД | - | эксплуатационная документация; |
ЭХЗ | - | электрохимическая защита; |
KV | - | работа удара с концентратором вида V; |
PSL | - | уровень технических требований к изделию. |
4.2 В настоящем стандарте применены следующие обозначения:
PN - номинальное давление, МПа;
5 Классификация
5.1 КПП подразделяют по основным классификационным признакам, приведенным в таблице 1.
Таблица 1 - Классификация КПП СОД
Классификационный признак | Разновидность | |
Номинальный диаметр | Сверхтяжелая | 700 (28), 750 (30), 800 (32) |
трубопровода и корпуса, мм (дюйм) | Тяжелая | 500 (20), 600 (24), 650 (26) |
Средняя | 350 (14), 400 (16), 450 (18) | |
Малая | 200 (8), 250 (10), 300 (12) | |
Номинальное давление , МПа | 69,0 | |
34,5 | ||
25,0 | ||
20,0 | ||
16,0 | ||
12,5 | ||
10,0 | ||
Класс температуры (см. [2]) | U | |
V | ||
Исполнения КПП в зависимости от сейсмичности района размещения в соответствии с ГОСТ Р 57546-2017, | С0 | Несейсмостойкое исполнение для районов с сейсмичностью до 6 баллов включительно |
приложение А | С | Сейсмостойкое исполнение для районов с сейсмичностью свыше 6 баллов до 9 баллов включительно |
ПС | Исполнение повышенной сейсмостойкости для районов с сейсмичностью 10 баллов | |
Вид климатического исполнения | По ГОСТ 15150 | |
5.2 Схема условного обозначения КПП представлена на рисунке 1.
Пример
1 Камера пуска и приема СОД для трубопровода номинальным диаметром DN 400 на номинальное давление PN 25 МПа, класса температуры U (см. [2]), сейсмостойкого исполнения С по ГОСТ Р 57546, климатического исполнения ОМ по ГОСТ 15150 по ТУ:
КПП СОД-400-25-U-С-ОМ по ТУ
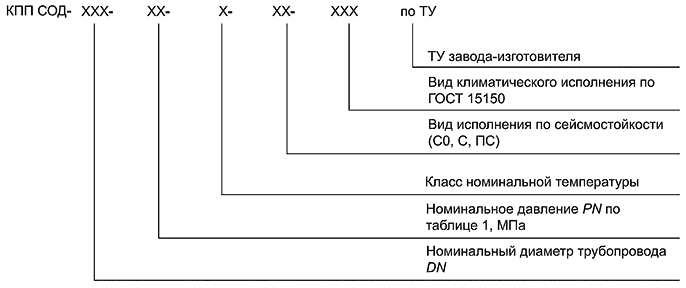 |
Рисунок 1 - Схема условного обозначения КПП
6 Технические требования
6.1 Основные показатели или характеристики
6.1.1 Показатели назначения
6.1.1.1 КПП предназначены для пуска или приема внутритрубных очистных, диагностических, разделительных и герметизирующих устройств в потоке перекачиваемой рабочей среды.
6.1.1.2 Рабочую среду для КПП необходимо устанавливать в КД (в т.ч. ТУ) в соответствии с требованиями заказчика.
6.1.1.3 Температуру рабочей среды КПП необходимо устанавливать в КД (в т.ч. ТУ) в соответствии с требованиями заказчика.
6.1.1.4 Класс опасности рабочей среды КПП необходимо определять в соответствии с требованиями ГОСТ 12.1.007.
6.1.1.5 PN КПП должно выбираться исходя из технических параметров подключаемого морского трубопровода с учетом значений, указанных в таблице 1.
6.1.1.6 Транспортирование, хранение и эксплуатацию КПП необходимо осуществлять в макроклиматических районах по ГОСТ 15150 в соответствии с ТД завода-изготовителя.
6.1.2 Требования надежности
6.1.2.1 КПП должна являться обслуживаемым и восстанавливаемым объектом согласно требованиям ГОСТ Р 27.102.
6.1.2.2 Конструкция и качество изготовления КПП должны обеспечивать следующие показатели надежности:
- безотказность;
- долговечность;
- ремонтопригодность;
- сохраняемость.
6.1.2.3 Показателями безотказности являются:
- наработка до отказа (в циклах "открыто-закрыто" ЗА КПП);
- вероятность безотказной работы КПП за цикл "открыто-закрыто".
6.1.2.4 Программа обеспечения надежности КПП должна соответствовать требованиям ГОСТ Р 27.301.
6.1.2.5 Показателями долговечности являются:
- срок службы КПП, лет;
- ресурс по ЗА КПП - согласно ТД завода-изготовителя (в циклах "открыто-закрыто").
Условия продления срока службы КПП должны быть установлены в руководстве по эксплуатации.
6.1.2.6 Показателем ремонтопригодности является среднее время восстановления, ч.
6.1.2.7 Срок сохраняемости КПП, лет.
6.1.2.8 Показатели безотказности, долговечности, ремонтопригодности и сохраняемости должны быть установлены в КД (в т.ч. ТУ) в соответствии с требованиями заказчика.
6.1.2.9 Отказами КПП являются:
- потеря герметичности по отношению к внешней среде корпусных деталей;
- потеря герметичности на фланцевой заглушке КПП;
- потеря герметичности на заглушке БРС;
- потеря герметичности ЗА КПП;
- невыполнение функции "закрыто" ЗА КПП;
- невыполнение функции "открыто" ЗА КПП;
- потеря герметичности на соединении БРС с КПП;
- невыполнение функции идентификации сигнала о прохождении СОД.
6.1.2.10 К критериям предельных состояний относят:
- начальную стадию нарушения целостности корпусных деталей (например, капельная течь);
- несоответствие времени открытия и закрытия ЗА значению, установленному в КД (паспорте на устройство);
- превышение предельно допустимых значений нагрузок относительно свойств металла корпусных деталей и сварных швов;
- утонение толщин стенок корпусных деталей до минимальных значений, допускаемых прочностным расчетом величин;
- нарушение формы поверхности корпусных деталей свыше максимальных допустимых значений.
6.1.3 Требования стойкости к внешним воздействиям и живучести
6.1.3.1 Требования к сейсмостойкости КПП согласно ГОСТ 34568.
6.1.3.2 Расчет нагрузок на КПП от подводных трубопроводов необходимо проводить в соответствии с ГОСТ Р 54382.
6.1.3.3 Кратковременные нагрузки, которые воспринимает КПП:
- от воздействия волн;
- от воздействия течений;
- от прохождения СОД.
Расчет волновых нагрузок выполняют по СП 38.13330.
6.1.3.4 Для защиты от механических воздействий на гидравлические линии управления КПП и ответные элементы БРС, расположенные на КПП, должны быть предусмотрены защитные заглушки.
6.1.3.5 При проектировании систем подводной добычи и КПП под техническим наблюдением Российского морского регистра судоходства в дополнение к требованиям настоящего стандарта следует руководствоваться Правилами РМРС [3] в части нагрузок, возникающих от подводных трубопроводов.
6.2 Конструктивные требования
6.2.1 В общем случае КПП состоит из следующих элементов:
- корпус (обечайка);
- трубопроводная обвязка (ЗА, БРС, трубопроводы малого диаметра);
- опоры;
- рама, включая панель управления ТНПА;
- датчик прохождения СОД;
- устройство измерения и записи давления и температуры;
- комплект заглушек (защитные заглушки, фланцевая заглушка с ограничителем хода СОД, заглушки для БРС, испытательные заглушки);
- оснастка такелажная (такелаж для крепления, съемные грузозахватные приспособления для транспортирования, съемные грузозахватные приспособления для монтажа);
- протекторы ЭХЗ;
- транспортировочная рама или тара;
- элемент системы соединения с оборудованием СПД.
6.2.3 Конструктивные размеры КПП должны быть установлены в КД (в т.ч. ТУ) в соответствии с требованиями заказчика.
6.2.4 Конструкция КПП должна учитывать нагрузки, возникающие на этапах установки, эксплуатации, технического обслуживания, вывода из эксплуатации, при подъемных операциях в условиях цеха (на суше), при перемещении с судна на судно. Расчеты указанных выше нагрузок должны быть представлены в КД на КПП.
6.2.5 Конструкция КПП должна обеспечивать возможность выравнивания КПП относительно уклона морского дна для выполнения соосного подключения к коммуникациям оборудования СПД с применением системы соединения.
6.2.6 Конструкция КПП должна обеспечивать возможность запасовки и выемки внутритрубных очистных, диагностических, разделительных и герметизирующих устройств.
6.2.7 Все глухие и закрытые несущие элементы конструкции КПП, выполненные из профильных и круглых труб, а также металлического листа, должны иметь сквозные отверстия для снижения гидравлического сопротивления погружению КПП в воду.
6.2.8 Конструкция КПП должна учитывать предельные углы отклонения, нагрузок и моментов, допустимых в ССО с целью обеспечения выравнивания при подключении к оборудованию СПД.
6.2.9 Конструкция КПП должна предусматривать ответные элементы для подключения БРС с помощью ТНПА.
6.2.10 Конструкция КПП должна обеспечивать возможность доступа ТНПА к панели управления ЗА и ответным элементам для подключения БРС (см. также [4]*).
6.2.11 Требования к сварке и качеству сварных швов - в соответствии с СП 378.1325800.
6.2.12 Сварочные материалы должны быть аттестованы в соответствии с ПНСТ 482 (см. также [4]).
6.2.13 Сварку элементов КПП необходимо выполнять после подтверждения правильности сборки и отсутствии/устранении дефектов на всех поверхностях, подлежащих сварке.
6.2.14 Требования к клеймению сварных швов - согласно ГОСТ 34568.
6.2.15 Сварка элементов трубопроводной обвязки КПП должна осуществляться встык.
6.2.16 Максимально допустимое смещение кромок на стыковых сварных швах 10% от толщины основного металла, но не более 3,0 мм.
6.2.17 Приварка грузоподъемных проушин к элементам КПП и транспортировочной раме должна быть выполнена сварными швами с полным проплавлением. Использование угловых сварных швов без разделки кромок не допускается.
6.2.18 Число наплавленных слоев коррозионно-стойкого материала должно быть не менее двух.
6.2.19 Толщина наплавленного слоя коррозионно-стойкого материала после механической обработки должна быть не менее 3,0 мм.
6.2.20 Фланцы КПП должны быть выполнены в соответствии с требованиями ГОСТ 28919.
6.2.21 Конструктивные размеры опор КПП должны быть установлены в КД. Опоры должны передавать нагрузки от КПП на морское дно. Количество и технические параметры опор должны быть определены с учетом допустимых нагрузок на ССО СПД.
6.2.22 Конструкция опоры КПП на морское дно должна обеспечивать возможность регулировки высоты установки КПП.
6.2.23 Конструкция рамы КПП должна обеспечивать соединение основных компонентов КПП: корпуса (обечайки), опор, панели управления ТНПА, трубопроводной обвязки.
6.2.24 В конструкции рамы должны предусматриваться поручни для обеспечения работы ТНПА (см. также [4]).
6.2.25 Конструкция панели управления должна обеспечивать доступ ТНПА для управления ЗА трубопроводной обвязки КПП, подключения БРС со шлангами рабочей среды и проведения испытаний на герметичность соединения БРС с КПП.
6.2.26 На панель управления КПП должны быть выведены органы управления ЗА с индикаторами положения ("открыто-закрыто"), разъемы для подключения БРС, разъемы для подключения гидравлических штепселей и разъемы для временного хранения защитных заглушек гидравлических линий.
6.2.27 Конструкция трубопроводной обвязки должна обеспечивать необходимое распределение рабочей и вытесняемой среды в соответствии с режимами работы КПП согласно требованиям заказчика.
6.2.28 На трубопроводной обвязке КПП устанавливают ЗА класса герметичности А (видимые утечки отсутствуют) по ГОСТ 9544, метод установки - сварка.
6.2.29 Характеристики ЗА КПП должны быть установлены в КД (в т.ч. ТУ) в соответствии с требованиями заказчика.
6.2.30 ЗА должна обеспечивать изоляцию трубопроводной обвязки КПП от корпуса, линий подачи/отвода рабочей среды и распределение сред.
6.2.31 ЗА КПП должна управляться с помощью ТНПА.
6.2.32 Разъем под инструмент ТНПА для управления ЗА может быть выполнен согласно [4].
6.2.33 Во фланцевой заглушке должны быть предусмотрены отверстия для заполнения, слива и испытаний герметичности соединения с фланцем.
6.2.34 В конструкции фланцевой заглушки должен быть предусмотрен ограничитель хода СОД для обеспечения необходимого объема внутри корпуса КПП для приема шлама. Требуемый объем для приема шлама должен быть рассчитан и указан в КД на КПП.
6.2.35 Конструкция защитных заглушек и заглушек для БРС должны обеспечивать механическую защиту и защиту от загрязнения внутренней полости гидравлических линий и разъемов для БРС.
6.2.36 Конструкция защитных заглушек и заглушек для БРС должна обеспечивать возможность установки и демонтажа с помощью ТНПА (см. также [4]).
6.2.37 Конструкция испытательной заглушки КПП должна обеспечивать возможность проведения гидравлических испытаний на прочность и плотность КПП.
6.2.38 Конструкция датчика прохождения СОД должна обеспечивать установку и демонтаж датчика при помощи ТНПА.
6.2.39 Устройство измерения и записи давления и температуры должно иметь цифровой дисплей, обеспечивающий считывание показаний с использованием камеры ТНПА, в том числе в условиях низкой прозрачности воды и освещенности, а также отображающий показания датчиков давления и температуры, внутреннюю цифровую память для записи показаний датчиков, разъем для подключения к персональному компьютеру для получения доступа к данным внутренней памяти устройства.
6.2.40 Устройство измерения и записи давления и температуры должно иметь аккумуляторную батарею, обеспечивающую автономную работу устройства не менее 72 ч, а также разъем для заряда аккумуляторной батареи.
6.2.41 Место расположения и крепление устройства измерения и записи давления и температуры на КПП должны обеспечивать его защиту от случайного контакта с ТНПА и такелажной оснасткой.
6.2.42 Наличие заусенцев и забоин на резьбовых соединениях не допускается. Разрыв ниток на стяжных шпильках и гайках в фланцевой заглушке КПП не допускается.
6.2.43 На КПП и транспортировочной раме должны быть предусмотрены строповые устройства. Грузоподъемность каждого стропового устройства - не менее силы, действующей на строповое устройство при минимальном количестве строповых устройств, одновременно участвующих в подъеме КПП и транспортировочной рамы.
6.2.44 Конструкция и места расположения строповых устройств - в соответствии с КД и ГОСТ Р 59305-2021, приложение К. Конструкция и размещение строповых устройств должны обеспечивать исключение контакта строповых тросов с поверхностью КПП при осуществлении погрузочно-разгрузочных работ с целью сохранения антикоррозионного покрытия.
6.2.45 Грузозахватные средства должны удовлетворять требованиям ГОСТ Р 58520, ГОСТ Р 58753. Требуется применять стропы климатического исполнения "ХЛ" по ГОСТ 15150.
6.2.46 Конструкция транспортной рамы должна обеспечивать возможность подъема и перемещения КПП с помощью вилочного погрузчика.
6.2.47 Корпус и трубопроводная обвязка КПП должны быть выполнены с учетом допуска на внутреннюю коррозию и потерю металла вследствие механического воздействия рабочей среды по ГОСТ Р 58284 и СП 378.1325800.
6.2.48 Защита от коррозии КПП должна осуществляться за счет выбора соответствующих материалов, применения ЛКП и ЭХЗ согласно ГОСТ Р 59305, ГОСТ 9.407, ГОСТ Р 58284 и СП 378.1325800.
6.2.49 Требования по выбору и нанесению антикоррозионного покрытия на КПП - в соответствии с ГОСТ 34568 и техническим требованиям к ЛКП, представленным в таблицах 2 и 3.
Таблица 2 - Технические требования к ЛКП
Наименование требования | Значение |
Внешний вид покрытия | Равномерная сплошная пленка без пропусков и видимых дефектов |
Диэлектрическая сплошность покрытия (отсутствие пробоя), кВ/мм | Не менее 5,0 |
Адгезионная прочность методом нормального отрыва, МПа | Не менее 5,0 |
Толщина покрытия, мкм | Не менее 350 |
Минимальное количество слоев ЛКП | 2 |
Прочность покрытия при ударе с высоты, см | Не менее 50,0 |
Величина распространения коррозии от надреза (шириной 2 мм) при погружении в морскую воду в течение 4200 ч, мм | Не более 3 |
Снижение адгезионной прочности методом нормального отрыва при погружении в морскую воду в течение 4200 ч, % | Не более 50 |
Площадь отслаивания покрытия при катодной поляризации в течение 4200 ч, мм | Не более 3 |
Таблица 3 - Технические требования к подготовке поверхности
Материал подложки | Подготовка поверхности |
Углеродистые и низколегированные стали | Степень абразивной струйной очистки в соответствии с ГОСТ Р ИСО 8501-1 не ниже Sa |
Шероховатость поверхности: от 50 до 85 мкм | |
Коррозионно-стойкие стали и сплавы | Степень абразивной струйной очистки в соответствии с ГОСТ Р ИСО 8501-1 не ниже Sa |
Абразив при абразивной струйной очистке должен быть неметаллическим и не должен содержать хлоридов | |
Шероховатость поверхности: от 25 до 45 мкм |
6.2.50 Материалы покрытий для элементов из нержавеющих сплавов не должны содержать металлический цинк в грунтовке.
6.2.51 Цвет окраски и маркировки компонентов должен быть выполнен в соответствии с ГОСТ Р 59305-2021, приложение В:
- защитные конструкции, опоры и прочие несущие элементы - желтый цвет, RAL 1004;
- проушины - красный, RAL 3000;
- элементы КПП, управляемые с помощью ТНПА, рукоятки и поручни для ТНПА - оранжевый, RAL 2004;
- текст и символы, нанесенные на компоненты, - черный, RAL 9017.
6.2.52 Цвет окраски компонентов, не указанных в 6.2.51, должен соответствовать КД (в т.ч. ТУ).
6.2.53 Требования к покрытиям крепежных изделий согласно ГОСТ Р 59305-2021, пункт 6.4.2.
6.2.54 Крепежные изделия не допускается покрывать кадмиевым покрытием.
6.3 Требования к сырью, материалам, покупным изделиям
6.3.1 Материалы для изготовления КПП следует выбирать в соответствии с ГОСТ Р 59305 с учетом заданных условий эксплуатации, включая:
а) номинальное давление;
б) температуру окружающей среды;
в) максимальную и минимальную температуру рабочей среды;
г) свойства рабочей среды:
1) коррозионная активность,
2) взрывоопасность,
3) наличие примесей, приводящих к эрозионному износу,
4) параметры потока рабочей среды;
д) химический состав рабочей среды:
1) парциальное давление сероводорода,
2) концентрация метанола,
4) кислотность среды (pH),
5) наличие хлоридов;
е) параметры окружающей среды и внешних воздействий;
ж) другие факторы, влияющие на коррозию:
1) электрохимическое воздействие при контакте различных материалов,
2) обрастание микроорганизмами.
6.3.2 Материалы элементов КПП, контактирующие с пластовым флюидом, должны соответствовать ГОСТ Р 53678 для углеродистых сталей и наплавки (для коррозионно-стойких сталей и сплавов (см. [5]).
6.3.3 Углеродистые и низколегированные стали, применяемые для изготовления КПП, контактирующих с пластовым флюидом, должны иметь максимальную твердость не более 22 HRC по ГОСТ Р 53678.
6.3.4 Рекомендуемая твердость металлических материалов компонентов КПП, находящихся под ЭХЗ, не должна быть более 35 HRC, 328 HB, 350 HV10 согласно ГОСТ Р 59305-2021, раздел 6.
6.3.5 Обозначение материалов, применяемых для изготовления КПП, сборочных единиц, деталей, а также их масса должны быть указаны в КД (в т.ч. ТУ).
6.3.6 Стальные рамные конструкции КПП должны быть изготовлены из конструкционной стали с номинальным пределом текучести не более 560 МПа согласно ГОСТ Р 59305-2021, раздел 6. Допускается использование защитных конструктивных элементов из стеклопластика и углепластика при условии обеспечения композиционным материалом функциональных требований, указываемых в КД (в т.ч. ТУ).
6.3.7 Все элементы КПП, изготовленные из нержавеющих аустенитных сталей и имеющие сварные соединения, должны содержать массовую долю углерода не более 0,03% (см. также [5]).
6.3.8 При изготовлении поковок элементов КПП рекомендуется уровень требований к контролю качества PSL 3/3G согласно (см. [2]).
6.3.9 Химический состав поковок элементов КПП, изготовленных из углеродистых и низколегированных сталей, должен соответствовать требованиям, приведенным в таблице 4.
Таблица 4 - Ограничения по химическому составу поковок
Элемент | Массовая доля элемента |
Углерод | 0,45% |
Марганец | 1,8% |
Кремний | 1% |
Хром | 2,75% |
Молибден | 1,5% |
Ванадий | 0,3% |
Никель | 0,99% |
Сера | 0,010% |
Фосфор | 0,015% |
Водород | 0,0002% |
Кислород | 0,0025% |
Примечания Для изделий, контактирующих с пластовым флюидом. В жидком металле непосредственно перед разливкой. | |
6.3.10 Химический состав стальных патрубков ЗА под приварку должен обеспечивать свариваемость с присоединяемыми элементами трубопроводной обвязки.
6.3.11 Для углеродистых и низколегированных сталей отношение фактических значений предела текучести к пределу прочности не должно быть выше 0,9.
6.3.12 Материалы и сварные соединения КПП подвергают испытаниям на ударный изгиб по ГОСТ 9454 и ГОСТ Р ИСО 148-1. Значение KV при температуре минус 18°С должно быть не менее 20 Дж при испытаниях поперечных образцов и не менее 27 Дж при испытаниях продольных образцов.
6.3.13 Фактическое значение предела текучести для элементов КПП, находящихся под воздействием ЭХЗ, не должно превышать 950 МПа согласно ГОСТ Р 59305-2021, подраздел 6.5.
6.3.14 Нержавеющие сплавы, применяемые в элементах КПП и контактирующие с пластовым флюидом, должны иметь твердость не более 35 HRC согласно ГОСТ Р 59305-2021, подраздел 6.5.
6.3.16 Содержание железа на поверхности наплавленного коррозионно-стойкого материала после механической обработки должно быть не более 10% (по массе).
6.3.17 Твердость поверхности наплавленного коррозионно-стойкого материала не должна превышать 35 HRC (см. также [5]).
6.3.18 Твердость материала металлических уплотнений должна быть ниже твердости материалов поверхностей, соприкасающихся с металлическим уплотнением согласно ГОСТ Р 59305-2021, пункт 6.4.3.
6.3.19 Материалы трубопроводной обвязки и корпуса КПП, указанные в таблице 5, должны быть выбраны с учетом положений ГОСТ Р 59305-2021, таблица 3 (см. также [6]).
Таблица 5 - Материалы трубопроводной обвязки и корпуса КПП
Область применения материала | Материал |
Элементы, контактирующие с | Углеродистая сталь X65 по ГОСТ ISO 3183 |
пластовым флюидом | Двухфазные феррито-аустенитные стали с содержанием хрома 22% по ПНСТ 482-2020 |
Двухфазные ферритно-аустенитные стали с содержанием хрома 25% по ПНСТ 482-2020 | |
Элементы, не контактирующие с | Углеродистая сталь X65 по ПНСТ 528-2021 |
пластовым флюидом | Аустенитная коррозионно-стойкая сталь (TP 316L по ПНСТ 528-2021, 03Х17Н14М3 в соответствии с ГОСТ 5632) |
Сплавы с более высоким , чем TP 316L по ПНСТ 528-2021 |
6.3.20 Использование титановых сплавов в элементах КПП, находящихся под ЭХЗ, не допускается согласно ГОСТ Р 59305-2021, подраздел 6.5.
6.3.21 Использование титановых сплавов в элементах КПП с рабочей средой - метанолом с содержанием воды менее 5% не допускается согласно ГОСТ Р 59305-2021, подраздел 6.5.
6.3.22 Неметаллические материалы элементов КПП должны быть стойкими к воздействию сред, с которыми происходит контакт, в течение всего срока эксплуатации с учетом диапазона рабочих температур.
6.3.23 Неметаллические материалы для уплотнений, контактирующих с пластовым флюидом, должны быть стойкими к быстрой декомпрессии и старению в углеводородной среде.
6.3.24 Неметаллические материалы для уплотнений должны быть стойкими ко всем реагентам, нагнетаемым в систему.
6.3.25 Характеристики прочности для болтов из углеродистых низколегированных сталей не должны превышать значения для класса прочности 8.8 в соответствии с ГОСТ ISO 898-1 и значения, соответствующие классу прочности 8 для гаек в соответствии с ГОСТ ISO 898-2 при максимальной допустимой твердости по Бринеллю 300 HBW или Роквеллу 32 HRC.
6.3.26 Класс прочности крепежа из высоколегированной коррозионно-стойкой стали не должен превышать 10.9 в соответствии с ГОСТ ISO 898-1 и 10 для гаек в соответствии с ГОСТ ISO 898-2 при максимальной допустимой твердости по Бринеллю 321 HBW или Роквеллу 34 HRC.
6.3.27 Болты диаметром менее 10 мм, работающие в условиях морской среды при температуре ниже 60°С, следует изготавливать из нержавеющей стали в соответствии с ГОСТ ISO 3506-1, марка стали A4 (либо из аналогичных по составу марок стали российских производителей). Требования для гаек приведены в ГОСТ ISO 3506-2.
6.3.28 Твердость материала гайки должна быть ниже твердости материала болта.
6.3.29 Материал протекторов ЭХЗ следует подбирать в зависимости от условий эксплуатации согласно ГОСТ Р 58284.
6.3.30 Оборудование и инструмент, применяемые при эксплуатации (в том числе при техническом обслуживании), должны исключать искрообразование.
6.3.31 Допускается замена материалов на другие марки, свойства которых не ухудшают качества деталей и КПП в целом, соответствуют КД и настоящему стандарту.
6.4 Комплектность
6.4.1 В комплект поставки КПП входят:
- КПП в собранном виде в соответствии с требованиями КД;
- комплект уплотнений к фланцевой заглушке и БРС для испытаний и эксплуатации;
- транспортировочная рама (тара) (по указанию в заказе);
- оснастка такелажная (такелаж для крепления, съемные грузозахватные приспособления для транспортирования, съемные грузозахватные приспособления для монтажа);
- датчик прохождения СОД;
- устройство измерения и записи давления и температуры;
- защитные и испытательные заглушки;
- элемент системы соединения (по указанию в заказе);
- запасовочное устройство (по указанию в заказе);
- инструмент для запасовки/выемки внутритрубных очистных, диагностических, разделительных и герметизирующих устройств;
- дополнительные приспособления для монтажа КПП на морском дне (по указанию в заказе);
- запасные части (в соответствии с ТД).
6.4.2 Все средства измерения, входящие в комплект поставки (см. 6.4.1), должны соответствовать стандартам на данный тип и иметь действующую отметку о поверке.
6.4.3 Завод-изготовитель должен направлять с КПП следующую сопроводительную документацию:
- паспорт КПП. Содержание паспорта КПП в соответствии с ГОСТ 34568-2019, приложение А. К паспорту КПП должны быть приложены протокол результатов исправления дефектов (при наличии исправлений), схема расположения сварных швов с указанием и подписью исполнителей (при отсутствии клеймения), заключение по результатам неразрушающего контроля сварных швов;
- руководство по эксплуатации;
- сборочный чертеж со спецификацией;
- габаритный чертеж;
- чертеж общего вида;
- чертежи быстроизнашивающихся деталей (уплотнительные элементы);
- упаковочный лист и комплектовочная ведомость с полным перечнем упаковочных единиц;
- упаковочный чертеж;
- гидравлическая схема КПП;
- инструкция по монтажу, включая схему с монтажной маркировкой;
- инструкция по хранению, консервации и расконсервации (может входить в руководство по эксплуатации);
- инструкция по транспортированию и погрузо-разгрузочным работам (может входить в руководство по эксплуатации);
- сертификаты на материалы и покрытия;
- протокол аттестации процедуры сварки;
- протоколы контроля сварки и наплавки;
- протоколы неразрушающего контроля;
- комплект отгрузочной документации;
- ведомость ЗИП;
- комплект ЭД и ТД на комплектующие изделия;
- прочностные расчеты, включая расчеты несущей способности, стабильности потока рабочей среды, на внутреннюю коррозию и эрозию;
- расчет на сейсмическую устойчивость согласно ГОСТ 30546.1 и СП 14.13330;
- перечень разрешений на отклонения и отступления от конструкторско-технической документации;
- программа и методика испытаний;
- протоколы и акты испытаний;
- акт о проведении контрольной сборки или контрольной проверки геометрических размеров;
- разрешительные документы на применение на опасных производственных объектах согласно требованиям заказчика.
6.5 Маркировка
6.5.2 На табличку должна быть нанесена следующая информация:
- наименование и/или товарный знак завода-изготовителя;
- наименование КПП (при необходимости);
- условное обозначение КПП по системе производителя;
- заводской (серийный) номер;
- номинальное давление, МПа;
- пробное давление, МПа;
- допустимая максимальная и минимальная рабочая температура стенки КПП, °С;
- масса КПП, кг;
- дата изготовления (месяц, год);
- клеймо ОТК.
6.5.3 На наружной поверхности стенки КПП под табличкой необходимо нанести следующую маркировку:
- наименование и/или товарный знак завода-изготовителя;
- условное обозначение КПП по системе производителя;
- дата изготовления;
- клеймо ОТК;
- наименование КПП (при необходимости).
Маркировку КПП необходимо наносить клеймением или гравировкой до нанесения антикоррозийного покрытия. Глубина маркировки - от 0,2 до 0,3 мм.
Состав и объем маркировки может быть изменен по требованию заказчика.
6.5.4 На КПП несмываемой краской в соответствии с требованиями ГОСТ Р 59305-2021, приложение В, наносят следующую маркировку:
- условные обозначения на строповые устройства;
- монтажные метки и такелажные точки;
- манипуляционные знаки: "центр тяжести", "место строповки";
- индикаторы положения ЗА ("открыто/закрыто");
- ориентировочные знаки;
- условные обозначения мест временного и постоянного расположения защитных заглушек.
6.6 Упаковка
6.6.1 В общем случае КПП поставляют заказчику на транспортировочной раме.
6.6.2 При транспортировании и хранении КПП должна быть полностью закрыта чехлом или брезентом для защиты от климатических воздействий и повреждений.
6.6.3 Все выступающие элементы и патрубки КПП должны быть защищены заглушками, предохраняющими внутренние полости от загрязнения и попадания влаги и кромки от повреждения.
6.6.4 Все съемные, сменные детали и узлы КПП упаковывают в деревянные ящики. Упаковка - в соответствии с ГОСТ 23170. Упаковка должна обеспечивать удобство и безопасность проведения грузовых и таможенных операций, а также надежность крепления и размещения на транспортных средствах и складах.
6.6.5 Перед упаковкой и отправкой грузополучателю отдельные сборочные единицы и детали, ЗИП, приспособления и специальный инструмент должны подвергаться консервации методами и составами, не требующими разборки оборудования при монтаже и расконсервации, в соответствии с ГОСТ 9.014.
6.6.6 Крепежные детали должны быть упакованы в ящики и законсервированы согласно инструкции завода-изготовителя, а шпильки/болты фланцевых соединений дополнительно упакованы в упаковочные материалы.
6.6.7 Инструменты и сервисное оборудование упаковывают в транспортную тару - ящики по ГОСТ 10198 или специальные корзины.
6.6.8 КД, ЭД и прочую сопроводительную документацию, прилагаемые к КПП, упаковывают в водонепроницаемую бумагу или бумагу с полиэтиленовым покрытием и вкладывают в герметичный пакет, изготовленный из полиэтиленовой пленки толщиной не менее 150 мкм. Швы пакета сваривают (заклеивают). Пакет дополнительно оборачивают водонепроницаемой бумагой или полиэтиленовой пленкой, края которой сваривают (заклеивают).
6.6.9 При отгрузке КПП ТД должна крепиться внутри КПП или на КПП. При этом на КПП должна быть нанесена надпись: "Документация находится здесь".
6.6.10 Каждое грузовое место должно иметь свой упаковочный лист, который вкладывают в пакет из водонепроницаемой бумаги или бумаги с полиэтиленовым покрытием. Пакет дополнительно упаковывают в водонепроницаемую бумагу и размещают в специальном кармане, изготовленном в соответствии с ТД. Карман крепят около маркировки груза.
6.6.11 Второй экземпляр упаковочного листа или комплектовочной ведомости вместе с ТД упаковывают непосредственно в КПП.
6.6.12 ТД и второй экземпляр упаковочного листа допускается отправлять отдельно от КПП.
7 Требования безопасности
7.1 Общие положения
7.1.1 Безопасность конструкции, монтажа и эксплуатация КПП - в соответствии с ГОСТ 12.1.010, ГОСТ 12.2.003, ГОСТ 12.2.044, правилами проектирования, изготовления, приемки и безопасной эксплуатации магистральных трубопроводов ГОСТ Р 54382 и СП 378.1325800.
7.1.2 Вращающиеся и трущиеся детали запасовочного устройства должны быть изготовлены из материалов, исключающих искрообразование.
7.1.3 Применяемое электрооборудование (датчик прохождения СОД, устройство измерения и записи давления и температуры и т.п.) выполняют во взрывозащищенном исполнении. Уровень и вид взрывозащиты - по ГОСТ 30852.13.
7.1.4 Цвета сигнальной и опознавательной окраски узлов, деталей, приспособлений и элементов оборудования, которые могут служить источником опасности для рабочих, а также предупреждающих знаков, поверхностей оградительных и защитных устройств - по ГОСТ 12.4.026.
7.2 Безопасность при эксплуатации
7.2.1 Эксплуатация КПП при параметрах, выходящих за пределы, установленные в 6.1.2.10, не допускается.
7.2.2 К эксплуатации КПП допускается только квалифицированный персонал, прошедший обучение и аттестацию в области промышленной безопасности опасных производственных объектов.
7.2.3 При выполнении технического обслуживания и ремонтных работ должен использоваться инструмент, исключающий искрообразование.
7.2.4 КПП не должны являться источниками шума, вибрации, ультразвуковых колебаний.
7.2.5 В КПП, предназначенной для очистки и диагностирования трубопровода, транспортирующего жидкие фазы углеводородов, должен быть установлен тепловой предохранительный клапан. Выпускной трубопровод данного предохранительного клапана должен быть подключен к дренажной системе или к самому транспортному трубопроводу.
7.2.6 Показатели безопасности КПП должны быть указаны в ЭД, паспорте и ТУ и соответствовать требованиям ГОСТ Р 54123.
7.2.7 Заглушки КПП должны быть сконструированы таким образом, чтобы их нельзя было открыть, когда КПП находится под давлением.
7.3 Безопасность при транспортировании и хранении
7.3.1 Безопасность при погрузочно-разгрузочных работах - в соответствии с ГОСТ 12.3.009.
7.3.2 Строповку КПП необходимо производить в соответствии со схемой строповки, указанной в ТД завода-изготовителя.
7.3.3 В руководстве по эксплуатации должны быть перечислены требования, обеспечивающие безопасность при транспортировании и хранении КПП:
- транспортирование и хранение КПП проводят с учетом всех требований по безопасности, предусмотренных заводом-изготовителем;
- после истечения установленного срока хранения КПП подвергают переконсервации;
- транспортирование КПП необходимо проводить в соответствии с правилами, действующими на конкретных видах транспорта;
- погрузку, разгрузку, транспортирование и складирование КПП должен проводить аттестованный персонал с соблюдением безопасности при выполнении данных работ.
7.3.4 Установка и крепление КПП на транспортном средстве должны исключать возможность механических повреждений.
8 Требования охраны окружающей среды
8.1 КПП способны сохранять герметичность по отношению к внешней среде.
8.2 Детали КПП, вышедшие из строя, отработавшие свой ресурс, предварительно отчищенные, необходимо передавать на утилизацию в специализированные организации.
8.3 Материалы и вещества, применяемые для упаковки и консервации, должны быть безопасны для людей и окружающей среды.
9 Правила приемки
9.1 Общие положения
9.1.1 Приемку и контроль качества материалов и комплектующих изделий должен проводить ОТК завода-изготовителя на соответствие настоящему стандарту и КД, утвержденной в установленном порядке, в присутствии представителя заказчика. Результатом приемки является клеймо ОТК на КПП и штамп ОТК с подписью в паспорте КПП.
9.1.2 При изготовлении КПП следует проводить входной контроль и операционный контроль, обеспечивающие выполнение работ в соответствии с настоящим стандартом.
9.1.3 Входному контролю необходимо подвергать материалы и покупные изделия, качество которых подтверждено сертификатами.
9.1.4 Операционному контролю необходимо подвергать сборочные единицы и детали КПП в процессе их изготовления, качество которых подтверждено путем соответствия настоящему стандарту и КД, утвержденной в установленном порядке.
9.1.5 Если при испытаниях будет обнаружено несоответствие КПП как минимум по одному из проверяемых параметров, то ее бракуют до выявления причин возникновения несоответствий и их устранения.
9.1.6 После устранения обнаруженных несоответствий необходимо провести повторные испытания КПП по всем параметрам.
9.1.7 При положительных результатах повторных испытаний КПП считают принятой.
9.1.8 Если при повторных испытаниях будет обнаружено несоответствие КПП как минимум по одному из проверяемых параметров, то она подлежит окончательной отбраковке.
9.2 Виды и объемы испытаний
9.2.1 Для контроля качества КПП подвергают следующим испытаниям в соответствии с ГОСТ Р 15.301 и ГОСТ 15.309:
- приемочным;
- приемо-сдаточным;
- периодическим;
- типовым.
9.2.2 Объем приемочных, приемо-сдаточных и периодических испытаний представлен в таблице 6.
Таблица 6 - Объем приемочных, приемо-сдаточных и периодических испытаний
Вид контроля и испытаний | Структурные элементы настоящего стандарта или НД | Приемо- чные | Приемо- сдато- | Перио- диче- | |
Технические требования | Метод контроля и испытаний | испы- тания | чные испы- тания | ские испы- тания | |
Проверка комплектности и содержания ТД | 6.4 и ТД на поставку | 10.1, 10.2, 10.21 | + | + | + |
Проверка комплектности изделия | 6.4 и ТД на поставку | 10.3 | + | + | + |
Проверка целостности внутренних и внешних поверхностей изделия | КД и ТУ | 10.4, 10.10 | + | + | + |
Проверка габаритных и присоединительных размеров | ГОСТ Р 58939, КД и ТУ | 10.5 | + | + | + |
Проверка внутреннего диаметра корпуса КПП | КД и ТУ | 10.6 | - | + | + |
Проверка качества покрытий | 6.2.48-6.2.54, КД и ТУ | 10.7 | + | + | - |
Проверка маркировки | 6.4 и КД | 10.8 | + | + | + |
Проверка сварных швов и наплавки | 6.2.11-6.2.19, КД и ТУ | 10.9 | + | + | + |
Контроль массы | Паспорт | 10.14 | + | - | + |
Проверка целостности электрических цепей для катодной защиты | КД и ТУ | 10.15 | + | + | + |
Проверка работоспособности элементов КПП | 6.2, КД | 10.16 | + | + | + |
Испытания грузоподъемных проушин | 6.2.43-6.2.44, по КД и ТУ | 10.17 | + | + | + |
Испытания на герметичность фланцевой заглушки | КД и ТУ | 10.18 | + | + | + |
Гидростатические испытания на герметичность и прочность | КД и ТУ | 10.19 | + | + | + |
Проверка показателей надежности работы КПП (наработка до отказа КПП) | КД и ТУ | 10.20 | + | - | - |
Проверка консервации | КД и ТУ | 10.22 | + | + | + |
Проверка упаковки | 6.6, КД и ТУ | 10.23 | + | + | + |
Примечание - Знак "+" означает, что данный вид контроля или испытания обязателен к исполнению, знак "-" означает, что контроль и испытания не проводят. | |||||
9.2.3 Приемочные испытания опытного образца КПП в соответствии с ГОСТ 15.309 необходимо проводить для подтверждения всех установленных в ТД характеристик, а также принятия решений о возможности постановки КПП на производство.
9.2.4 Приемочные испытания КПП необходимо проводить в соответствии с ПМ завода-изготовителя в объеме, указанном в таблице 6.
9.2.5 Результаты приемочных испытаний необходимо оформлять актом и протоколом испытаний по ГОСТ 15.309.
9.2.6 Каждую серийно выпускаемую КПП необходимо подвергать приемо-сдаточным испытаниям в объеме, указанном в таблице 6.
9.2.7 Результаты приемо-сдаточных испытаний необходимо оформлять протоколом испытаний по ГОСТ 15.309.
9.2.8 Основанием для принятия решения о приемке КПП являются положительные результаты приемо-сдаточных испытаний.
9.2.9 Периодические испытания необходимо проводить с целью подтверждения возможности продолжения изготовления КПП по действующей КД и продолжения их приемки. Периодичность испытаний - не реже одного раза в три года.
9.2.10 Предварительные испытания КПП необходимо проводить в соответствии с ПМ завода-изготовителя в объеме, указанном в таблице 6.
9.2.11 Результаты периодических испытаний необходимо оформлять актом и протоколом испытаний по ГОСТ 15.309.
9.2.12 Типовые испытания необходимо проводить с целью оценки эффективности и целесообразности предлагаемых изменений в конструкции КПП или технологии изготовления, которые могут повлиять на технические характеристики КПП, в том числе:
- на безопасность;
- взаимозаменяемость;
- совместимость;
- ремонтопригодность;
- технологичность.
9.2.13 Типовые испытания необходимо проводить по программе и методике типовых испытаний в соответствии с ГОСТ 15.309-98, приложение А.
9.2.14 Результаты типовых испытаний необходимо оформлять актом и протоколом испытаний по ГОСТ 15.309.
9.3 Средства измерения и испытательное оборудование
9.3.1 Механические воздействия на КПП со стороны испытательного оборудования, не указанные в ЭД, не допускаются.
9.3.2 Все испытания следует проводить при нормальных климатических условиях, указанных в ГОСТ 28198-89, пункт 5.3.1.
9.3.3 Для гидравлических испытаний КПП необходимо использовать смесь, состоящую из 60% воды и 40% моноэтиленгликоля. Образование конденсата на поверхности стенок КПП не допускается. Допускается использование испытательной среды иного состава, при условии, что она является нейтральной или имеет соответствующий ингибитор коррозии к металлическим и неметаллическим материалам КПП.
9.3.4 При проведении испытаний необходимо использовать средства измерений утвержденного типа, имеющие действующее свидетельство о периодической поверке.
9.3.6 При проверке габаритных и присоединительных размеров необходимо использовать рулетку по ГОСТ 7502, штангенциркуль по ГОСТ 166 и иные средства измерения, обеспечивающие погрешность не более 30% установленного допуска.
9.3.7 Испытания необходимо проводить на испытательном оборудовании, аттестованном в соответствии с ГОСТ Р 8.568, с действующим свидетельством об аттестации, укомплектованном средствами защиты и приборами, имеющем эксплуатационные документы и паспорт.
10 Методы контроля и испытаний
10.1 Качество материалов КПП необходимо проверять наличием сертификатов качества на данный вид материала. Материалы, качество которых не подтверждено сертификатами качества или отсутствуют данные на отдельные виды испытаний, подвергают необходимым испытаниям; до запуска материалов в производство их должен принимать ОТК завода-изготовителя.
10.2 Проверку комплектности и содержания сопроводительных документов проводят визуально на соответствие 6.4.3 с учетом требований договора на поставку.
10.3 Проверку комплектности КПП проводят визуально на соответствие 6.4 и КД (в т.ч. ТУ).
10.4 Проверку целостности внутренних и внешних поверхностей деталей, сборочных единиц и элементов КПП необходимо проводить с помощью визуального по ГОСТ Р ЕН 13018 и измерительного контроля.
10.4.1 Положительным критерием прохождения контроля является отсутствие вмятин, задиров, механических повреждений и коррозии на внешних поверхностях объекта испытаний, отсутствия замкнутых контуров в конструкции без отверстий для выпуска воздуха.
10.4.2 Проверку качества поверхности КПП под нанесение защитного антикоррозионного покрытия необходимо проводить на соответствие ГОСТ 9.407, ГОСТ 19007 и 6.2.48-6.2.50, 6.2.53.
10.5 Габаритные и присоединительные размеры должны быть проверены после проведения гидравлических испытаний на прочность и герметичность, а также после окончательной обработки корпуса КПП. Правила выполнения линейных и угловых измерений - по ГОСТ Р 58939.
10.5.1 Обязательному контролю подлежат следующие габаритные и присоединительные размеры КПП:
- общая длина КПП;
- наружные диаметры корпуса КПП;
- наружные диаметры фланцев корпуса КПП;
- наружные диаметры БРС;
- длина КПП вместе с соединительным элементом оборудования СПД;
- овальность корпуса по концевым участкам КПП;
- расстояние от плоскости фланцевой заглушки КПП до патрубков подвода/отвода рабочей среды и до центра штоков ЗА на панели управления ТНПА;
- расстояние от оси КПП до опоры;
- расстояние от оси КПП до оси трубопроводной обвязки;
- наружные диаметры поручней ТНПА;
- размер штока ЗА под инструмент ТНПА;
- размеры разъема ЗА под инструмент ТНПА;
- длину регулируемой по высоте опоры.
10.5.2 Расчетные формулы для определения геометрических размеров при измерениях по ГОСТ 34568.
10.6.1 Допускается проведение контроля с использованием электронного калибровочного поршня.
10.6.2 При выборе диаметра проходного шаблона должны учитываться значения допусков на диаметр, толщины стенок, несоосности и глубины провара шва.
10.6.3 Поверхность шаблона/калибра для шаблонирования не должна содержать острых кромок во избежание нанесения повреждения внутренней поверхности при протаскивании.
10.6.4 Твердость материала шаблона должна быть менее заявленной твердости корпуса КПП.
10.6.5 КПП считается прошедшей испытания при отсутствии заклинивания проходного шаблона при проведении контроля и отсутствия на поверхности проходного шаблона механических повреждений.
10.7 Контроль качества покрытий должен состоять из аттестационных испытаний и контроля нанесенного покрытия.
10.7.1 Испытания на стойкость покрытия при погружении в морскую воду следует выполнять согласно методике ГОСТ 9.909 и ГОСТ 32299.
10.7.2 Контроль подготовленной поверхности следует выполнять в соответствии с ГОСТ 9.407, ГОСТ 19007 и ГОСТ Р 58284.
10.7.3 После нанесения ЛКП необходимо провести контроль качества покрытий в соответствии со следующими методиками:
- внешний вид покрытия в соответствии с ГОСТ 9.407;
- диэлектрическая сплошность покрытия (отсутствие пробоя) в соответствии с ГОСТ 34395;
- адгезионная прочность методом нормального отрыва в соответствии с ГОСТ 27890;
- толщина покрытия по ГОСТ 31993.
10.7.4 Контроль параметров ЛКП допускается проводить на тестовой пластине, выполненной из того же класса материала, что и покрываемый элемент КПП.
10.7.5 Проверку колеровки покрытия проводят методом визуального сравнения цвета ЛКП с эталоном (контрольным или специально подготовленным).
10.8 Проверку маркировки необходимо проводить визуально на соответствие 6.5 и КД (в т.ч. ТУ).
10.9 Оценку качества сварных швов КПП необходимо проводить с использованием следующих методов контроля:
- визуальный и измерительный контроль по ГОСТ Р ИСО 17637;
- механические испытания (испытания на растяжение по ГОСТ 1497);
- металлографические исследования;
- радиографический и ультразвуковой контроль;
- цветная или магнитопорошковая дефектоскопия;
- контроль толщины наплавки методом ультразвукового контроля по ГОСТ Р 50.05.03.
10.9.1 Сварочные работы должны выполняться сварщиками, аттестованными в соответствии с правилами аттестации сварщиков и специалистов сварочного производства согласно [7].
10.9.2 Для выявления наружных дефектов все сварные швы подлежат визуальному и измерительному контролю согласно [8].
10.9.3 Качество сварных швов должно соответствовать уровню "B" по ГОСТ Р ИСО 5817.
10.9.4 Механическим испытаниям должны подвергаться стыковые сварные швы в целях проверки соответствия их механических свойств. Испытания необходимо проводить на образцах, изготовленных по ГОСТ 6996, из контрольных стыковых сварных швов однотипных производственным образцам.
10.9.5 Стыковые сварные швы КПП, определяющие ее прочность (кольцевые сварные швы корпуса КПП и трубопроводной обвязки, продольные швы на рамных конструкциях), необходимо подвергать металлографическим исследованиям. Металлографические макроисследования и микроисследования должны проводить на одном образце от каждого контрольного сварного шва.
10.9.6 Для выявления внутренних дефектов все сварные швы КПП, работающей под давлением, необходимо контролировать с помощью ультразвукового и радиографического метода контроля по ГОСТ 7512. Объем контроля каждым методом - 100%.
10.9.7 Цветной и магнитопорошковой дефектоскопии следует подвергать сварные швы, недоступные для осуществления контроля радиографическим или ультразвуковым методом по ГОСТ Р 56512 или ГОСТ 18442 и по ГОСТ Р 56512.
10.9.8 Допускается пересечение стыковых швов корпуса угловыми швами приварки внутренних и внешних устройств (опорных элементов и т.п.) при условии контроля всего перекрываемого участка шва корпуса и прилегающих к нему участков шириной не менее 50 мм радиографическим и ультразвуковым методом.
10.10 Материалы основных элементов КПП, работающих под давлением, подвергают следующим методам контроля:
- изготовленные из листового проката - ультразвуковому контролю в объеме 100% по классу сплошности 1 в соответствии с ГОСТ 22727;
- изготовленные из поковки - ультразвуковому контролю в объеме 100% в соответствии с ГОСТ 20415.
10.11 Контроль термообработки КПП осуществляют методом проверки фактических режимов термообработки на соответствие требованиям, указанным в КД.
10.12 Контроль твердости выполняется в соответствии с ГОСТ 9012, ГОСТ 9013, ГОСТ Р ИСО 6507-1 или эквивалентной методикой.
10.12.1 Контроль твердости сварных швов и наплавки осуществляют в процессе аттестации сварки. Методики испытания и критерии прохождения контроля в сварных швах и наплавке определяют в соответствии с ГОСТ Р 53678.
10.12.2 Для измерения твердости применяют малогабаритные переносные приборы (твердомеры).
10.13 Измерение остаточной магнитной индукции проводят на торцах корпуса КПП поверенным магнитометром (миллитесламетром) по ТД завода-изготовителя.
10.14 Контроль массы КПП необходимо выполнять в соответствии с ГОСТ Р 58036-2017 (раздел 9) для класса контроля нагрузки "А".
10.15 Проверку целостности электрических цепей для катодной защиты необходимо выполнять измерением сопротивления между непроводящими элементами КПП.
10.15.1 Значение сопротивления между любой парой элементов не должно быть более 0,1 Ом.
10.15.2 Допускается установка дополнительного заземляющего провода на участках, не соответствующих критериям приемки и повторное проведение контроля.
10.15.3 Для подтверждения электрохимических характеристик сплава протекторы должны проходить аттестационные испытания по методике производителя.
10.16 Проверку работоспособности элементов КПП необходимо проводить согласно требованиям КД (в т.ч. ТУ) и ПМ завода-изготовителя, выполнение требований назначения элементов контролируется согласно 6.2.
10.16.1 Проверка работоспособности элементов КПП зависит от конструктивных особенностей элементов и включает в себя:
- контроль работоспособности датчика прохождения СОД и прочих контрольно-измерительных приборов;
- проверку регулировки по высоте опорного механизма;
- проверку работоспособности ЗА;
- контроль запасовки СОД;
- контроль сопряжения КПП и ответного компонента СПД.
10.16.2 При проверке работоспособности элементов КПП должна проводиться без давления.
10.16.3 Незащищенные элементы КПП должны выдерживать без повреждений столкновение с ТНПА при скорости его перемещения до 1,5 м/с (см. также [4]).
10.16.4 Разработчик КД должен провести моделирование последовательных операций, проводимых с помощью ТНПА, по доступу к элементам КПП, эксплуатирующихся под водой.
10.17 Все такелажные элементы конструкции оборудования должны быть аттестованы на грузоподъемность поверочным испытанием и испытанием под нагрузкой согласно ГОСТ Р 59305-2021, приложение K.
10.18 Испытания на герметичность фланцевой заглушки необходимо проводить для подтверждения герметичности уплотнения на фланцевой заглушке по ПМ производителя.
10.19 Гидростатические испытания на герметичность и прочность должны быть проведены до нанесения защитного антикоррозионного покрытия.
10.19.1 При проведении гидростатических испытаний производитель КПП должен обеспечить наличие испытательных заглушек.
10.19.2 Перед проведением испытаний проходные каналы объектов испытаний должны быть промыты технической водой и полностью просушены. Поверхности уплотнительных элементов осматривают для проверки отсутствия повреждений перед сборкой заглушек.
10.20 Проверку КПП на подтверждение требований надежности необходимо осуществлять путем определения количества циклов нагружения КПП номинальным давлением PN и количества циклов "открытие-закрытие" ЗА в соответствии с 6.1.2.
10.21 Несущую способность КПП, указанную заводом-изготовителем в паспорте или ТУ, подтверждают испытаниями и расчетом на прочность. Объем и методика необходимых испытаний для подтверждения несущей способности устанавливаются ПМ завода-изготовителя.
10.21.1 Несущая способность опорного механизма и всей конструкции КПП должна быть подтверждена расчетом в соответствии с ГОСТ Р 57148. Расчет проводится на основные и особые сочетания нагрузок, возникающие на этапах установки, эксплуатации, технического обслуживания и вывода из эксплуатации с учетом сейсмической нагрузки в соответствии с СП 14.13330.
10.21.2 При расчете несущих и опорных элементов КПП должны учитываться нагрузки, испытываемые оборудованием при транспортировании, спускоподъемных операциях в воздухе и воде, монтаже, подключении и эксплуатации.
10.21.3 При расчете устойчивости установленной КПП следует учитывать нагрузки, испытываемые оборудованием при монтаже, подключении, эксплуатации.
10.21.4 Контроль сейсмостойкости выполняется проведением расчета в соответствии с ГОСТ 30546.1 и СП 14.13330.
10.21.5 Вибрационные испытания отдельных элементов КПП необходимо проводить в соответствии с ГОСТ 30546.2.
10.22 Проверку консервации КПП проводят визуально на соответствие требованиям 11.9 и КД.
10.23 Проверку упаковки КПП проводят визуально на соответствие требованиям 6.6 и КД.
11 Транспортирование и хранение
11.1 КПП должна транспортироваться железнодорожным, автомобильным, авиационным или водным транспортом в соответствии с требованиями правил перевозки грузов, действующих на каждом виде транспорта.
11.2 Условия транспортирования и хранения:
- по климатическим факторам в соответствии с ГОСТ 15150-69, таблица 13: группа 8 ("ОЖ3");
- по механическим факторам в соответствии с ГОСТ 23170: жесткие условия ("Ж").
11.3 При транспортировании и хранении КПП защищают от механических повреждений и деформаций. Перемещение КПП волоком запрещается.
11.4 При выполнении погрузочно-разгрузочных работ следует соблюдать требования ГОСТ 12.3.009. Условия хранения должны обеспечивать сохраняемость геометрических размеров, прочность, герметичность и работоспособность КПП, а также заводской упаковки и антикоррозионного покрытия в течение всего срока сохраняемости.
11.5 Расположение и схема сборки грузозахватных приспособлений на раме КПП и/или на транспортной раме КПП при выполнении операций по подъему и опусканию с помощью крана должны обеспечивать положение точки крепления к грузоподъемному механизму на вертикальной оси, проходящей через центр тяжести КПП СОД.
11.6 Тяжеловесные и крупногабаритные грузы, а также грузы в транспортной упаковке должны быть подготовлены к транспортированию в соответствии с ГОСТ 26653.
11.7 КПП допускается хранить в неповрежденной заводской упаковке в течение 36 мес без повторной консервации. По истечении 36 мес при обнаружении дефектов временной антикоррозионной защиты при контрольных осмотрах в процессе хранения необходимо проводить переконсервацию по ГОСТ 9.014.
11.8 При хранении КПП необходимо устанавливать на подкладки, исключающие непосредственное соприкосновение с грунтом.
11.9 Консервацию КПП необходимо проводить по технологии завода-изготовителя с учетом требований настоящего стандарта, ГОСТ 9.014 и условий транспортирования и хранения.
11.10 Временная антикоррозионная защита КПП - группа II по ГОСТ 9.014.
11.11 На все обработанные поверхности, а также резьбовые участки деталей необходимо наносить временную антикоррозионную защиту варианта ВЗ-4 по ГОСТ 9.014.
11.12 Консервация должна обеспечивать защиту от коррозии при транспортировании, хранении и монтаже в течение 36 мес со дня отгрузки КПП от завода-изготовителя.
11.13 Методы консервации и применяемые для этого материалы должны обеспечивать возможность расконсервации КПП в сборе и транспортируемых узлов без их разборки.
11.14 Расконсервацию необходимо проводить по ГОСТ 9.014.
12 Указания по эксплуатации
12.1 Установку и монтаж КПП необходимо осуществлять в соответствии с РЭ и инструкцией по монтажу КПП, разработанных заводом-изготовителем. Монтаж должна проводить специализированная организация, обеспеченная техническими средствами, необходимыми для качественного выполнения работ, оформившая акт готовности к реализации монтажа КПП и имеющая разрешение на применение конкретных видов (типов) технических устройств при работе на опасных производственных объектах.
12.2 К техническому обслуживанию, эксплуатации, монтажу (демонтажу) и ремонту КПП, инструмента и оснастки должны быть допущены лица, изучившие РЭ и прошедшие аттестацию в области эксплуатации опасных производственных объектов нефтегазодобывающих производств.
12.3 Контроль установки и монтажа КПП под водой должен осуществляться при помощи ТНПА.
12.4 Эксплуатацию КПП останавливают при несоответствии показателей надежности, установленных в 6.1.2, технической документации на КПП и РЭ.
12.5 При наличии мест повреждений антикоррозионного покрытия, полученных при транспортировании КПП, проведении погрузочно-разгрузочных и строительно-монтажных работ, допускается проводить ремонт антикоррозионного покрытия с применением для ремонта материалов, аналогичных материалам, используемым для нанесения покрытия. Работы по ремонту мест повреждений антикоррозионного покрытия выполняют в соответствии с технологической инструкцией по ремонту антикоррозионного покрытия, утвержденной в установленном порядке.
12.6 Запрещается эксплуатация КПП при отсутствии на нее паспорта, руководства по эксплуатации и инструкций по эксплуатации на комплектующие изделия.
12.7 После установки и монтажа КПП должны быть выполнены следующие мероприятия:
- проверка положения ЗА на КПП;
- проверка маркировки;
- проверка герметичности соединенных гидравлических шлангов.
12.8 КПП подвергают осмотру с помощью ТНПА после монтажа, до пуска в работу. Объем, методы и периодичность последующих осмотров КПП определяет завод-изготовитель и устанавливает в РЭ.
12.9 Все работы, связанные с техническим обслуживанием, текущим и капитальным ремонтом КПП, необходимо проводить в плановом порядке, в установленные сроки и в полном объеме в соответствии с РЭ.
12.10 После выработки назначенного срока службы или назначенного ресурса КПП в обязательном порядке подвергают техническому освидетельствованию с целью определения ее технического состояния и возможности дальнейшего использования. По результатам освидетельствования определяют объем капитального ремонта.
12.11 После капитального ремонта КПП подвергают техническому освидетельствованию, по результатам которого определяют дальнейший срок службы и сроки очередного освидетельствования.
12.12 При эксплуатации КПП должны выполняться требования безопасности, установленные в 7.2.
12.13 При проведении внутритрубной диагностики с использованием КПП необходимо руководствоваться требованиями ГОСТ Р 55999 и/или ГОСТ Р 59108.
Библиография
[1] | Федеральный закон от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации" | |
[2] | ГОСТ ISO 10423:2022 Нефтяная и газовая промышленность. Буровое и эксплуатационное оборудование. Устьевое оборудование и фонтанная арматура | |
[3] | Правила классификации и постройки морских подводных трубопроводов. РМРС, СПб, 2022. | |
[4] | ИСО 13628-8:2002* | Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 8. Интерфейсы дистанционно управляемых аппаратов (ROV) на системах подводной добычи [Petroleum and natural gas industries. - Design and operation of subsea production systems. Part 8: Remotely Operated Vehicle (ROV) interfaces on subsea production systems] |
[5] | ИСО 15156-3:2020 | Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 3. Трещиностойкие (коррозионно-стойкие) и другие сплавы [Petroleum and natural gas industries - Materials for use in H2S-containing environments in oil and gas production - Part 3: Cracking-resistant CRAs (corrosion-resistant alloys) and other alloys] |
[6] | ИСО 21457:2010 | Нефтяная, нефтехимическая и газовая промышленности. Выбор материалов и коррозионный контроль систем добычи нефти и газа (Petroleum, petrochemical and natural gas industries - Materials selection and corrosion control for oil and gas production systems) |
[7] | РД 03-495-02 | Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства |
[8] | Федеральные нормы и правила в области промышленной безопасности "Правила промышленной безопасности при использовании оборудования, работающего под избыточным давлением" (утверждены Приказом Ростехнадзора от 15 декабря 2020 г. N 536) | |
УДК 622.276.04:006.354 | ОКС 75.020 |
Ключевые слова: нефтяная и газовая промышленность, системы подводной добычи, камера пуска и приема, средства очистки и диагностирования, общие технические условия | |
{kind=link}