ГОСТ Р 55820-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
РЕЛЬСЫ ЖЕЛЕЗНОДОРОЖНЫЕ ОСТРЯКОВЫЕ
Технические условия
Switch and crossing rails. Specifications
ОКС 45.060
ОКП 09 2100
Дата введения 2014-07-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт железнодорожного транспорта (ОАО "ВНИИЖТ"), Проектно-технологическим конструкторским бюро по пути и путевым машинам - филиалом ОАО "Российские железные дороги" (ПТКБ ЦП ОАО "РЖД"), Федеральным государственным предприятием "Научно-исследовательский институт мостов и дефектоскопии Федерального агентства железнодорожного транспорта" (ФГУП "НИИ мостов"), Открытым акционерным обществом "Объединенный Западно-Сибирский металлургический комбинат" (ОАО "ЕВРАЗ ЗСМК")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 45 "Железнодорожный транспорт"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 1754-ст
4 Настоящий стандарт разработан с учетом основных положений европейского стандарта ЕН 13674-2:2011* "Железная дорога. Колея. Рельсы для железных дорог. Часть 2. Рельсы стрелок и переездов, используемые вместе с рельсами Vignole весом 46 кг/м и выше" (EN 13674-2:2011 "Railway applications - Track - Rail - Part 2: Switch and crossing rails used in conjunction with Vignole railway rails 46 kg/m and above", NEQ).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5 ВВЕДЕН ВПЕРВЫЕ
6 ИЗДАНИЕ (июнь 2018 г.) с Изменением N 1 (ИУС 2-2018)
Изменение N 1 утверждено и введено в действие Приказом Федерального агентства по техническому регулированию и метрологии от 17.11.2017 N 1769-ст
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на железнодорожные остряковые рельсы (далее - рельсы), предназначенные для изготовления конструкций верхнего строения железнодорожного пути широкой колеи общего и необщего пользования, и устанавливает технические требования.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.601-2013 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1497-84 (ISO 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8233-56 Сталь. Эталоны микроструктуры
ГОСТ 8925-68 Щупы плоские для станочных приспособлений. Конструкция
ГОСТ ISO 9001-2011 Системы менеджмента качества. Требования
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 33477-2015 Система разработки и постановки продукции на производство. Технические средства железнодорожной инфраструктуры. Порядок разработки, постановки на производство и допуска к применению
ГОСТ Р 8.563-2009 Государственная система обеспечения единства измерений. Методики (методы) измерений
ГОСТ Р ИСО 14284-2009 Сталь и чугун. Отбор и подготовка образцов для определения химического состава
ГОСТ Р 50542-93 Изделия из черных металлов для верхнего строения рельсовых путей. Термины и определения
ГОСТ Р 51685-2013 Рельсы железнодорожные. Общие технические условия
ГОСТ Р 54153-2010 Сталь. Метод атомно-эмиссионного спектрального анализа
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
Раздел 2. (Измененная редакция, Изм. N 1).
3 Термины, определения, обозначения и сокращения
3.1 В настоящем стандарте применены термины по ГОСТ Р 50542, ГОСТ 16504, ГОСТ 21014, а также следующие термины с соответствующими определениями:
3.1.1 боковые грани головки рельса: Нерабочая вертикальная грань со стороны короткого плеча подошвы, нерабочая наклонная грань головки с уклоном 1:3 к вертикальной осевой линии со стороны короткого плеча подошвы, рабочая наклонная грань с уклоном 1:20 к вертикальной осевой линии со стороны длинного плеча подошвы.
3.1.2 головные рельсы: Рельсы, прокатанные из подусадочной (головной) части слитка.
3.1.3 длинное плечо подошвы рельса: Часть подошвы рельса, выступающая за боковую плоскость шейки со стороны длинного фланца подошвы.
3.1.4 донные рельсы: Рельсы, прокатанные из донной части слитка.
3.1.5 контрольный рельс: Рельс, от которого отбирают пробы для приемо-сдаточных испытаний.
Примечание - Контрольными считают первые головные рельсы и последние донные рельсы, прокатанные из слитков, соответствующих началу и концу разливки плавки, и рельсы, прокатанные из непрерывнолитых заготовок, соответствующие началу и концу разливки одной или серии плавок.
3.1.6 короткое плечо подошвы рельса: Часть подошвы рельса, выступающая за боковую плоскость шейки со стороны короткого фланца подошвы.
3.1.7 мера: Настроечный, стандартный образец.
Примечание - Прежнее наименование - стандартный образец предприятия - недопустимо.
3.1.8 намин: Дефект поверхности острякового рельса, представляющий собой зону деформированного металла в виде блестящей полосы, образовавшейся в процессе правки на роликоправильной машине в результате воздействия планшайбы роликоправильной машины на рельс и расположенной на боковой грани головки со стороны короткого плеча подошвы рельса.
Примечание - Описание дефекта "намин" приведено в приложении А.
3.1.9 нейтральная плоскость рельса: Горизонтальная продольная плоскость, проходящая через центр тяжести поперечного сечения рельса.
3.1.10 опорный отражатель: Искусственный отражатель в образце объекта контроля или поверхность объекта контроля, используемые для настройки чувствительности контроля.
3.1.11 плавка: Объем стали, выплавляемой единовременно в сталеплавильном агрегате.
Примечание - При выплавке стали в печах большой емкости и ее разливке в два и более ковшей каждый ковш считают самостоятельной плавкой.
3.1.12 поверенный стенд: Инспекторский стеллаж, аттестованный и поверенный метрологической службой.
3.1.13 поверхность катания рельса: Верхняя поверхность головки рельса, где возможно контактирование рельса с колесами подвижного состава.
Примечание - Поверхность катания включает в себя поверхность головки рельса от точки сопряжения радиуса R80 с нерабочей наклонной боковой гранью головки с уклоном 1:3 со стороны короткого плеча подошвы до точки сопряжения радиуса R15 с рабочей наклонной боковой гранью головки рельса с уклоном 1:20 со стороны длинного плеча подошвы (см. рисунки 1, 2 и 3).
3.1.14 полнопрофильная проба: Отрезок рельса полного сечения заданной длины, предназначенный для испытаний.
3.1.15 рельсы общего назначения: Рельсы, предназначенные для изготовления конструкций верхнего строения железнодорожного пути широкой колеи общего пользования, применяемых в обычных условиях эксплуатации (для скоростей движения до 140 км/ч).
3.1.16 рельсы специального назначения: Рельсы, предназначенные для изготовления конструкций верхнего строения железнодорожного пути широкой колеи общего пользования, применяемых в особых условиях эксплуатации (для скоростей движения более 140 км/ч - для скоростного, скоростного совмещенного и высокоскоростного пассажирского движения).
3.1.17 серия плавок: Ряд плавок стали одной марки, разливаемых непрерывно через один промежуточный ковш способом "плавка на плавку".
3.1.18 сканирование: Процесс регламентированного перемещения преобразователя по поверхности (или над поверхностью) контролируемого объекта или (и) перемещения контролируемого объекта относительно преобразователя.
3.1.19 скоростное совмещенное движение: Способ организации движения железнодорожного подвижного состава, при котором по одним и тем же железнодорожным путям осуществляют грузовое и пассажирское движение со скоростями до 140 км/ч и скоростное пассажирское движение со скоростями более 140 км/ч.
3.1.20 смежные плавки: Плавки, смежные в серии.
3.1.21 смежные рельсы: Рельсы из одного раската, расположенные последовательно.
3.1.22 условно-дефектный рельс: Рельс, содержащий один или более участков, на которых при первичном контроле информативный параметр неразрушающего метода контроля, принятый в качестве признака дефекта, выходит за пределы, установленные настоящим стандартом.
3.1.23 условный размер несплошности: Расстояние по длине рельса между крайними положениями преобразователя, в которых фиксируют сигнал от несплошности при заданном значении условной чувствительности.
3.2 Обозначения групп неметаллических включений - по ГОСТ Р 51685.
Примечание - В европейской стандартизации обозначения групп неметаллических включений установлены в стандарте [1].
3.3 В настоящем стандарте применены следующие сокращения:
ВСП - верхнее строение (железнодорожного) пути;
МНЛЗ - машина непрерывного литья заготовок;
НК - неразрушающий контроль;
СИ - средство измерений;
СТК - служба технического контроля (предприятия-изготовителя);
ЭМАП - электромагнитноакустический преобразователь.
4 Классификация и категории остряковых рельсов
4.1 Рельсы подразделяют:
а) по назначению:
1) рельсы общего назначения;
2) рельсы специального назначения: рельсы для конструкций ВСП для скоростного, скоростного совмещенного и высокоскоростного движения (ВС);
б) по типам:
1) ОР50;
2) ОР65;
3) ОР75;
в) по способу выплавки стали:
1) в конвертере (К);
2) в электропечи (Э);
г) по термическому упрочнению:
1) нетермоупрочненные (НТ);
д) по классу прочности (минимальной твердости):
1) 320 (нетермоупрочненные);
2) 260 (нетермоупрочненные);
е) по классу точности изготовления профиля (классу профиля):
1) X;
2) Y;
3) 2;
ж) по классу прямолинейности:
1) A;
2) B;
3) 2;
и) по классу качества поверхности:
1) E;
2) P;
3) 2.
К рельсам специального назначения (для скоростного, скоростного совмещенного и высокоскоростного движения (ВС)) следует относить рельсы, имеющие класс точности изготовления профиля X, класс прямолинейности А, класс качества поверхности Е. Все рельсы, не удовлетворяющие данному условию хотя бы по одному показателю, следует относить к рельсам общего назначения.
Рельсы, соответствующие классу 2 по точности изготовления профиля, прямолинейности и качеству поверхности, предназначены для инфраструктуры технологического железнодорожного транспорта организаций.
4.2 Классификация по категориям рельсов, изготавливаемых по настоящему стандарту, приведена в таблице 1.
Таблица 1 - Категории остряковых рельсов
Обозначение категории | Характеристика категории рельсов |
НТ320ВС | Нетермоупрочненные высокой прочности специального назначения (для конструкций ВСП для скоростного, скоростного совмещенного и высокоскоростного пассажирского движения) |
НТ320 | Нетермоупрочненные высокой прочности общего назначения (для конструкций ВСП общего назначения) |
НТ260 | Нетермоупрочненные обычной прочности общего назначения (для конструкций ВСП общего назначения) |
Примечание - В обозначениях категорий рельсов использованы обозначения, указанные в п.1 | |
4.3 По соглашению изготовителя и заказчика допускается выпуск рельсов других категорий, отличающихся иным сочетанием класса прочности, класса точности профиля, класса качества поверхности и класса прямолинейности, установленных в 4.1 и 4.2.
4.4 При заказе рельсов используют схему и примеры обозначения рельсов в соответствии с приложением Б.
5 Технические требования
5.1 Общие технические требования
5.1.1 Рельсы изготавливают в соответствии с требованиями настоящего стандарта по технологической документации предприятия-изготовителя.
5.1.2 Предприятие-изготовитель должно иметь сертифицированную систему менеджмента качества не ниже требований ГОСТ ISO 9001.
5.1.3 Рельсы должны иметь удовлетворительную свариваемость в соответствии с нормативными документами (НД), утвержденными в установленном порядке, при соблюдении соответствующих режимов сварки и наплавки при изготовлении и эксплуатации конструкций ВСП.
5.1.4 Рельсы должны быть контролепригодными в соответствии с В.4 (приложение В).
5.1.5 (Исключен, Изм. N 1).
5.2 Конструкция и размеры
5.2.1 Форма и основные размеры поперечного сечения рельсов
5.2.1.1 Форма, размеры и предельные отклонения контролируемых размеров поперечного сечения рельсов должны соответствовать указанным на рисунках 1-3. Сопряжения поперечного сечения рельсов выполняют по радиусам. Радиусы сопряжений, значения которых не указаны на рисунках 1-3, должны быть от 2 до 6 мм.
Размеры рельсов, приведенные в приложении Г, используют для построения прокатных калибров и на готовых рельсах не контролируют.
(Измененная редакция, Изм. N 1).
|
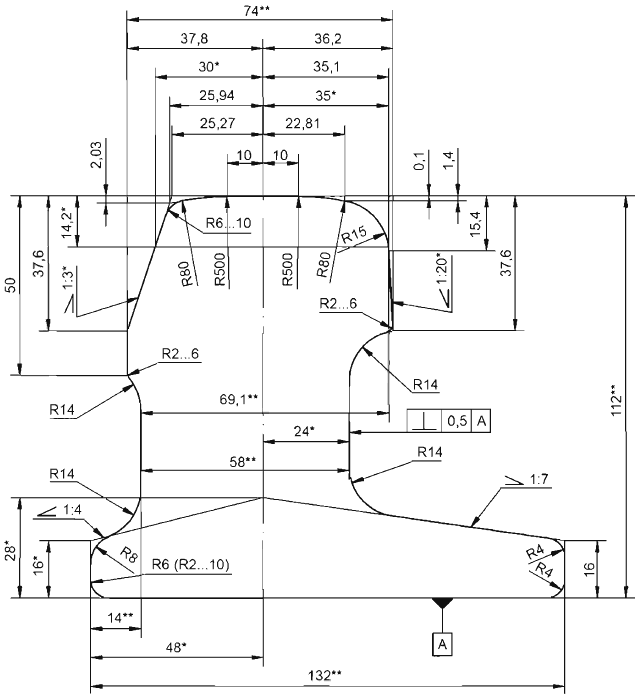
_______________
* Размеры для справок.
** Допуски на основные размеры приведены в таблице 3.
Рисунок 1 - Рельс типа ОР50
|
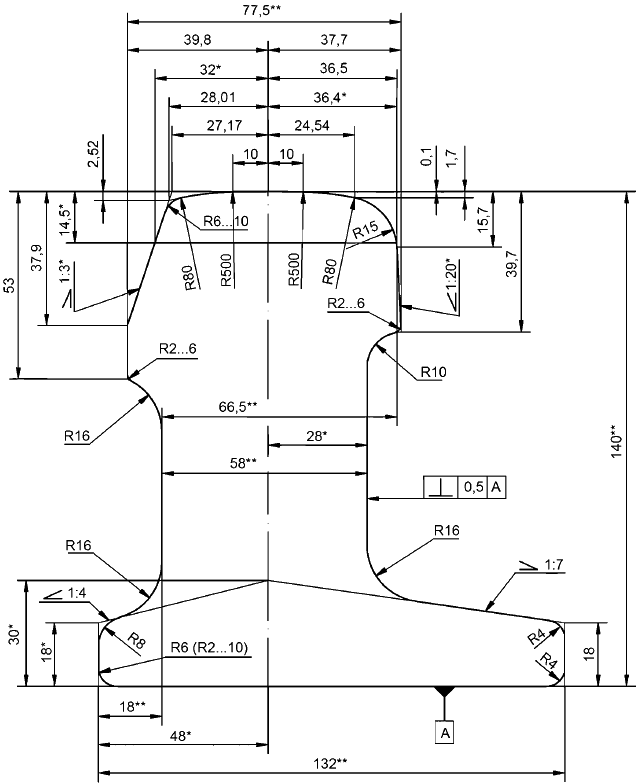
_______________
* Размеры для справок.
** Допуски на основные размеры приведены в таблице 3.
Рисунок 2 - Рельс типа ОР65
|
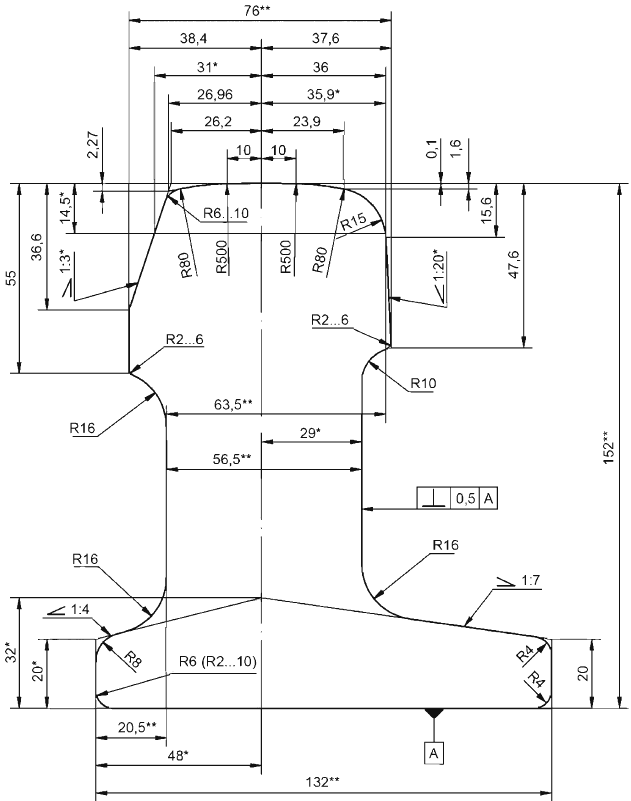
_______________
* Размеры для справок.
** Допуски на основные размеры приведены в таблице 3.
Рисунок 3 - Рельс типа ОР75
5.2.1.2 Основные размеры поперечного сечения рельсов приведены на рисунке 4 и в таблице 2.
|
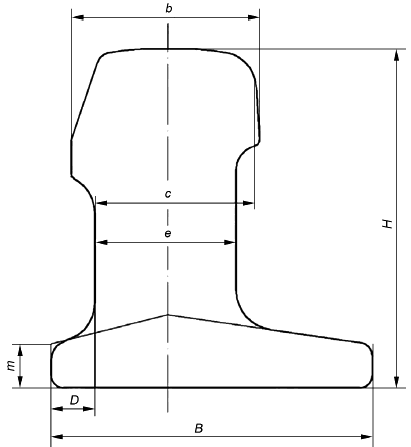
Рисунок 4 - Основные размеры поперечного сечения рельсов
Таблица 2 - Основные размеры поперечного сечения рельсов
В миллиметрах
Размер поперечного сечения | Обозначение | Значение размера для рельса типа | ||
ОР50 | ОР65 | ОР75 | ||
Высота рельса | 112,0 | 140,0 | 152,0 | |
Ширина головки | 74,0 | 77,5 | 76,0 | |
Толщина шейки | 58,0 | 58,0 | 56,5 | |
Ширина подошвы | 132,0 | 132,0 | 132,0 | |
Ширина короткого плеча подошвы | 14,0 | 18,0 | 20,5 | |
Высота пера подошвы | 16,0 | 18,0 | 20,0 | |
Расстояние от левой грани шейки до сопряжения R15 и | 69,1 | 66,5 | 63,5 | |
Предельные отклонения основных размеров и формы поперечного сечения рельсов приведены в таблице 3.
Таблица 3 - Предельные отклонения основных размеров и формы поперечного сечения рельсов классов профиля X, Y и 2
В миллиметрах
Наименование показателя | Обозначение | Класс профиля рельса | |||
X | Y | 2 | |||
Высота рельса: | типа ОР50 | +0,8 | +1,6 | ||
типа ОР65 | +0,8 | +1,6 | |||
типа ОР75 | +0,8 | +1,6 | |||
Ширина головки | ±0,5 | ±1,0 | |||
Толщина шейки | ±0,5 | ±1,0 | |||
Ширина подошвы | ±1,0 | +1,5 | +3,0 | ||
Ширина короткого плеча подошвы | ±1,0 | ±1,0 | +2,0 | ||
Высота пера подошвы | +0,75 | +1,00 | +2,00 | ||
Расстояние от левой грани шейки до сопряжения R15 и | +0,6 | +1,2 | |||
Отклонение формы поверхности катания от номинальной | - | ±0,5 | ±1,0 | ||
Выпуклость основания подошвы | - | 0,3 | 0,5 | 1,0 | |
5.2.1.1, 5.2.1.2 (Измененная редакция, Изм. N 1).
5.2.1.3 Вогнутость основания подошвы рельсов не допускается.
Допускается равномерная выпуклость основания подошвы по отношению к ее краям, не превышающая указанную в таблице 3.
5.2.1.4 Расчетные параметры конструкций рельсов приведены в приложении Г.
5.2.2 Длина рельсов
Рельсы изготавливают длиной 17000, 15540, 13110, 10790, 8340, 6555 мм или другой длиной, указанной в заказе. Предельные отклонения по длине рельсов с механически обработанными торцами не должны превышать ±4 мм для рельсов длиной до 10 м включительно и ±6 мм для рельсов длиной более 10 м.
Примечание - Длина рельсов указана при температуре (15±10)°С. Результаты измерений, проведенных при других температурах, должны быть скорректированы с учетом температурного линейного расширения рельсов.
5.2.3 Перпендикулярность торцов рельсов
Торцы рельсов должны быть перпендикулярны к остальной поверхности рельсов. Отклонение поверхностей торцов от перпендикулярности по отношению к остальной поверхности рельса не должно превышать 0,6 мм для рельсов класса А, 1,0 мм для рельсов класса В и 2,0 мм для рельсов класса 2.
5.2.4 Прямолинейность рельсов
Отклонения от прямолинейности на заданной базовой длине для рельсов соответствующих классов прямолинейности не должны превышать значений, указанных в таблице 4.
Таблица 4 - Предельные отклонения от прямолинейности рельсов классов А, В и 2
Элемент рельса* | Направление отклонения | Класс прямолинейности рельсов | |||||
А | В | 2 | |||||
|
|
|
|
|
| ||
Основная часть рельса | В вертикальной плоскости | 0,4 | 3 | 0,5 | 1 | 1,0 | 1 |
и | |||||||
0,3 | 1 | ||||||
В горизонтальной плоскости | 0,6 | 1,5 | 0,5 | 1 | 1,0 | 1 | |
Концевая зона рельса | Длина зоны | 1,5 м | 1,5 м | 1,5 м | 1,5 м | ||
В вертикальной плоскости вверх | 0,5 | 1,5 | 0,5 | 1 | 1,0 | 1 | |
и | |||||||
0,3 | 1 | ||||||
В вертикальной плоскости вниз |
| 0,5 | 1 | 1,0 | 1 | ||
В горизонтальной плоскости | 0,7 | 1,5 | 0,5 | 1 | 1,0 | 1 | |
Переходная зона | Длина зоны | 1,5 м | |||||
В вертикальной плоскости | 0,4 | 1,5 | 0,5 | 1 | 1,0 | 1 | |
В горизонтальной плоскости | 0,6 | 1,5 | 0,5 | 1 | 1,0 | 1 | |
Рельс в целом | В вертикальной плоскости | Отклонение от плоскостности в положении "стоя на подошве" и "стоя на головке" | |||||
не более 10 мм | не более 20 мм | ||||||
Прогиб не более 1/2500 длины рельса | Прогиб не более 1/2200 длины рельса | Прогиб не более 1/1100 длины рельса | |||||
В горизонтальной плоскости | Радиус прогиба R**>1500 м | Радиус прогиба R**>750 м | |||||
* Элементы рельса и очки | |||||||
________________
Текст документа соответствует оригиналу. - .
5.2.5 Скручивание рельсов
5.2.5.1 Скручивание рельса в целом, определяемое как зазор между краем основания подошвы рельса и прилегающей плоскостью аттестованного горизонтального стенда (стеллажа) в различных местах по всей длине рельса, не должно превышать:
0,45 мм - для рельсов класса А;
1,00 мм - для рельсов класса В длиной менее 10 м;
1,50 мм - для рельсов класса В длиной 10 м и более;
2,00 мм - для рельсов класса 2 длиной менее 10 м;
3,00 мм - для рельсов класса 2 длиной 10 м и более.
5.2.5.2 Скручивание концов рельсов, оцениваемое на длине 1 м от торцов по схеме, указанной на рисунке Е.1 (приложение Е), не должно превышать:
0,40 мм - для рельсов класса А;
1,00 мм - для рельсов класса В;
2,00 мм - для рельсов класса 2.
Примечание - В европейской стандартизации нормативы и метод оценки скручивания концов рельсов установлены в [2].
5.2.2-5.2.5 (Измененная редакция, Изм. N 1).
5.3 Требования к технологии производства
5.3.1 Рельсы изготавливают из спокойной стали электропечного или конвертерного производства, подвергнутой внепечной обработке и вакуумированию. Сталь разливают способом непрерывного литья заготовок.
(Измененная редакция, Изм. N 1).
5.3.2 Технология производства и контроля рельсов должна предусматривать:
- удаление окалины при помощи гидросбива;
- возможность правки рельсов в двух плоскостях на роликоправильных машинах и прессах;
- систему идентификации рельсов по технологическому потоку;
- автоматизированный контроль отклонений рельсов от прямолинейности;
- автоматизированный контроль точности изготовления профиля рельсов;
- автоматизированный ультразвуковой контроль внутренних дефектов во всех элементах сечения рельсов;
- автоматизированный неразрушающий контроль качества поверхности рельсов.
5.3.3 По соглашению изготовителя с владельцем инфраструктуры железнодорожного транспорта допускается изготовление рельсов с изменением отдельных требований к технологии, установленных в 5.3.2. В этом случае особенности технологии производства и контроля указывают в соглашении о поставке рельсов или в заказе.
5.3.4 Коэффициент вытяжки при прокатке рельсов типов ОР50, ОР65 должен быть не менее 9,0 и рельсов типа ОР75 - не менее 7,6.
5.3.5 Для удаления дефектов и обеспечения требуемой макроструктуры рельсов концы обжатого слитка, или заготовки, или прокатанной рельсовой полосы должны быть обрезаны до полного удаления усадочной раковины, подусадочной рыхлости, загрязнений и утяжки так, чтобы выполнялись требования, приведенные в 5.5 и 5.6.
5.3.6 Технология производства должна обеспечивать отсутствие флокенов в рельсах.
При массовой доле водорода в жидкой стали в промежуточном ковше:
- до 0,00020% (2,0 ppm) включительно допускается не проводить противофлокенную обработку заготовок и рельсов;
- свыше 0,00020% (2,0 ppm) до 0,00025% (2,5 ppm) включительно проведение противофлокенной обработки заготовок или рельсов обязательно;
- свыше 0,00025% (2,5 ppm) сталь не назначают для производства рельсов.
Допускается контролировать содержание водорода в готовых рельсах.
5.3.7 Рельсы не подвергают упрочняющей термической обработке (см. таблицу 1).
5.3.8 После остывания до температуры ниже 60°С рельсы могут быть подвергнуты правке в горизонтальной и вертикальной плоскостях на роликоправильных машинах и прессах.
Допускается однократная холодная правка рельсов на роликоправильных машинах в вертикальной и горизонтальной плоскостях, если равномерная кривизна рельсов после полного остывания не превышает 1/60 длины рельса, с отнесением таких рельсов к высшему или первому сорту, или, при кривизне более 1/60 до 1/40, с отнесением таких рельсов ко второму сорту. Для рельсов с большей кривизной холодная правка не допускается.
Допускается неоднократная холодная правка на прессах местных и концевых искривлений рельсов.
(Измененная редакция, Изм. N 1).
5.4 Химический состав
5.4.1 Химический состав стали, определяемый по ковшовой пробе, должен соответствовать указанному в таблице 5.
Таблица 5 - Химический состав стали
Марка стали | Массовая доля элементов, % | |||||||
углерод | марганец | кремний | ванадий | хром | фосфор | сера | алюминий | |
не более | ||||||||
73Ф | 0,67-0,78 | 0,75-1,05 | 0,18-0,45 | 0,03-0,15 | - | 0,025 | 0,025 | 0,004 |
73ГФ | 0,95-1,25 | 0,25-0,45 | - | |||||
76Ф | 0,71-0,82 | 0,75-1,25 | 0,25-0,60 | менее 0,20 | 0,020 | 0,020 | ||
76ХФ | 0,20-0,80 | |||||||
76ХСФ | 0,69-0,80 | 0,70-1,00 | 0,30-0,70 | 0,35-0,80 | ||||
Примечание - К обозначению марки стали добавляют спереди букву "К" для конвертерной и букву "Э" для электропечной стали. | ||||||||
В рамках требований таблицы 5 могут быть установлены более узкие пределы массовой доли элементов в стали.
5.4.2 Содержание в стали остаточных элементов не должно превышать: меди - 0,20%; никеля - 0,20%; суммарное никеля и меди - 0,27%; титана - 0,01%.
При этом суммарная массовая доля указанных элементов и хрома, если он является остаточным элементом, должна быть не более 0,40%.
5.4.3 В рельсах допускают отклонения от норм, приведенных в таблице 5, по массовой доле элементов, как указано в таблице 6.
Таблица 6 - Предельные отклонения химического состава рельсов
Сорт рельсов | Массовая доля элементов, | |||||||
углерод | марганец | кремний | ванадий | хром | фосфор | сера | алюминий | |
высший и первый | ±0,02 | ±0,05 | ±0,02 | +0,02 | ±0,01 | +0,005 | +0,005 | +0,001 |
второй | ±0,03 | -0,02 | ||||||
5.4.4 Массовая доля общего кислорода в рельсах не должна превышать 0,0020% (20 ppm).
Допускается не более 5% плавок от месячного объема поставки с массовой долей общего кислорода более 0,0020% (20 ppm) до 0,0030% (30 ppm).
5.5 Загрязненность рельсов неметаллическими включениями
Нормативы загрязненности стали рельсов отдельными неметаллическими включениями и строчками неметаллических включений - по ГОСТ Р 51685.
5.6 Внутренние дефекты и дефекты макроструктуры
5.6.1 В рельсах не допускаются флокены, расслоения, скворечники, трещины, корочки, подкорковые пузыри, завороты корки, пятнистая ликвация, инородные металлические и шлаковые включения. Вид, место расположения и параметры дефектов макроструктуры должны соответствовать нормам, установленным шкалой макроструктуры рельсов в приложении Ж.
5.6.2 В рельсах не допускаются внутренние дефекты и дефекты макроструктуры, выявляемые при ультразвуковом контроле при чувствительности, установленной в приложении В.
(Измененная редакция, Изм. N 1).
5.7 Качество поверхности
5.7.1 Поверхность рельса не должна иметь дефектов, препятствующих последующему изготовлению из них деталей конструкций ВСП и их безопасной эксплуатации, в том числе: раскатанных загрязнений, пузырей, трещин, рванин, раскатанных корочек, плен, закатов, раковин от окалины, рябизны, морщин, подрезов и вмятин, поперечных и наклонных рисок, царапин, наминов.
Вид и максимальные значения параметров допускаемых дефектов поверхности (кроме концов рельсов на расстоянии до 200 мм от торцов) в зависимости от места их расположения приведены в таблице 7.
Таблица 7 - Допускаемые дефекты поверхности рельсов и их глубина, не более
В миллиметрах
Вид дефекта | Месторасположение и размеры дефектов поверхности рельсов классов качества поверхности Е, Р и 2 | ||||||||
поверхность катания | средняя треть основания подошвы | остальные элементы профиля | |||||||
Е | Р | 2 | Е | Р | 2 | Е | Р | 2 | |
Одиночные раскатанные пузыри, волосовины | 0,35 | 0,50 | 1,00 | 0,30 | 0,30 | 0,60 | 0,50 | 1,00 | 2,00 |
Продольные риски, продольные царапины, морщины | 0,30 | 0,50 | 1,00 | 0,30 | 0,30 | 0,60 | 0,50 | 0,50 | 1,00 |
(Измененная редакция, Изм. N 1).
5.7.2 Дефекты на поверхности рельсов на расстоянии до 200 мм от торцов не допускаются.
5.7.3 Допускается удаление дефектов на поверхности рельсов (кроме дефекта намин) пологой зачисткой вдоль рельса абразивным инструментом (без прижогов и цветов побежалости) на глубину, не превышающую установленную в таблице 8. После зачистки отклонения размеров, профиля и прямолинейности должны соответствовать требованиям, приведенным в таблицах 3 и 4.
Таблица 8 - Предельная глубина удаления дефектов, не более
В миллиметрах
Месторасположение дефекта | Предельная глубина удаления дефектов поверхности рельсов классов качества поверхности Е, Р и 2 | ||
Е | Р | 2 | |
Поверхность катания | 0,35 | 0,50 | 1,00 |
Средняя треть основания подошвы | 0,50 | 0,50 | 1,00 |
Остальные элементы профиля | 0,50 | 1,00 | 2,00 |
(Измененная редакция, Изм. N 1).
5.7.4 На поверхностях головки и подошвы рельсов не допускаются дефекты, выявляемые методами неразрушающего контроля в соответствии с требованиями В.5 (приложение В, метод В).
5.7.5 Поверхность торцов рельсов должна быть без рванин, расслоений и трещин. Кромки торцов рельсов должны быть без заусенцев и наплывов металла, острые кромки следует притупить.
5.7.6 Для рельсов специального назначения применяют нормы качества поверхности класса Е, указанные в таблицах 7 и 8. Для рельсов общего назначения применяют нормы качества поверхности класса Е или Р.
5.8 Механические свойства
Механические свойства рельсов при испытаниях на растяжение должны соответствовать требованиям, приведенным в таблице 9.
Рельсы, имеющие значение хотя бы одного из механических свойств ниже требований таблицы 9, могут быть приняты как рельсы класса 2 (для инфраструктуры технологического железнодорожного транспорта организаций), при условии, если имеют временное сопротивление не менее 800 МПа, предел текучести не менее 500 МПа, относительное удлинение не менее 4,0% и относительное сужение не менее 10,0%.
Таблица 9 - Механические свойства
Категория рельсов | Временное сопротивление, | Предел текучести, | Относительное удлинение, | Относительное сужение, |
не менее | ||||
НТ320ВС | 1080 | 600 | 6,0 | 12,0 |
НТ260 | 900 | 500 | 5,0 | 10,0 |
5.9 Твердость рельсов
5.9.1 Твердость рельсов на поверхности катания головки (в верхней точке профиля рельса) должна составлять:
от 321 до 363 НВ (HBW) - для рельсов категорий НТ320 и НТ320ВС;
от 260 до 321 НВ (HBW) - для рельсов категории НТ260.
5.9.2 Для рельсов категории НТ320ВС разность значений твердости на поверхности катания одного рельса (вдоль рельса) не должна превышать 30 НВ (HBW).
5.10 Копровая прочность рельсов
Копровая прочность рельсов, определяемая при испытаниях полнопрофильных проб рельсов на копре при ударе падающим грузом массой (1000±3) кг, должна соответствовать требованиям, указанным в таблице 10.
Таблица 10 - Копровая прочность рельсов
Категория рельсов | Высота падения груза, м, для рельсов типа | Температура пробы, °С | Требуемый результат испытаний | ||
ОР50 | ОР65 | ОР75 | |||
НТ320ВС, НТ320 | - | 6,0 | - | от 0 до 40 | отсутствие излома и трещин |
НТ260 | 4,5 | 5,5 | 5,9 | ||
5.11 Микроструктура
5.11.1 Микроструктура головки рельсов должна представлять собой пластинчатый перлит не крупнее балла 8 по шкале 1 ГОСТ 8233. Мартенсит, бейнит и зернограничный цементит не допускаются. В рельсах категории НТ260 допускается наличие разрозненных участков феррита по границам зерен.
5.11.2 Глубина обезуглероженного слоя на поверхности головки рельсов не должна превышать 0,5 мм. Данный норматив является обязательным для рельсов категории НТ320ВС, а для рельсов других категорий - факультативным в течение 1 года после вступления в силу настоящего стандарта и обязательным после истечения этого срока.
5.12 Маркировка рельсов
5.12.1 Выпуклая маркировка
5.12.1.1 На средней части шейки каждого рельса со стороны длинного плеча подошвы в горячем состоянии выкатывают выпуклую маркировку, содержащую:
- обозначение предприятия-изготовителя;
- месяц (римскими цифрами) и последние две цифры года изготовления (арабскими цифрами);
- тип рельса;
- марку стали (с обозначением способа выплавки);
- обозначение направления прокатки стрелкой (острие стрелки указывает на передний конец рельса по ходу прокатки).
5.12.1.2 Маркировку выкатывают на расстоянии не менее 1,2 м от торцов рельса с периодичностью не более 4 м по длине рельса.
5.12.1.3 Маркировочные знаки должны быть высотой от 15 до 25 мм и выступать на высоту от 0,6 до 1,3 мм с плавным переходом к поверхности шейки.
5.12.1.4 Допускается дополнительно выкатывать не более четырех знаков в виде выпуклых точек диаметром от 2 до 3 мм высотой до 1 мм и выпуклых линий высотой до 1 мм и длиной до 80 мм.
5.12.2 Маркировка, наносимая клеймовочной машиной
5.12.2.1 На среднюю часть шейки каждого рельса со стороны длинного плеча подошвы в горячем состоянии наносят вдавленную маркировку, содержащую:
- обозначение сталеплавильного агрегата и порядковый номер плавки;
- номер ручья МНЛЗ.
На контрольные рельсы дополнительно наносят латинские буквы или
. Букву
наносят на первые рельсы каждого ручья, полученные из заготовок, соответствующих началу разливки плавки, букву
- на последние рельсы каждого ручья, полученные из заготовок, соответствующих окончанию разливки плавки.
5.12.2.2 Маркировку наносят на каждом остряковом рельсе в одном либо в двух местах на расстоянии не менее 2,0 м от торцов:
- для рельсов номинальной длиной 10790 мм и 8340 мм маркировка должна находиться в пределах от 4600 мм до 6200 мм от одного из торцов;
- для рельсов номинальной длиной 6555 мм маркировка должна находиться в пределах от 2700 мм до 3900 мм от одного из торцов.
Длина маркировки не должна превышать 300 мм. Расстояние между знаками, за исключением пробела, должно быть от 20 до 40 мм. Маркировочные знаки должны быть высотой от 12 до 15 мм, глубиной от 0,4 до 1,5 мм с углом наклона (10±5)° к вертикальной оси рельса. Знаки должны быть четкими, без острых очертаний контуров и вершин.
5.12.2.1, 5.12.2.2 (Измененная редакция, Изм. N 1).
5.12.2.3 Не допускается наносить и исправлять клеймением в холодном состоянии маркировочные знаки, нанесенные на рельс в горячем состоянии.
5.12.3 Маркировка приемочными знаками
На торце головки каждого принятого рельса наносят холодным клеймением приемочные знаки службы технического контроля предприятия-изготовителя и представителя владельца инфраструктуры железнодорожного транспорта.
5.12.4 Маркировка краской
5.12.4.1 На каждый принятый рельс наносят несмываемой краской категорию рельса, класс точности профиля, класс прямолинейности, класс качества поверхности рельса и сорт рельса.
5.12.4.2 Закрашивание знаков выбитой маркировки (согласно 5.12.3, 5.12.5.1, 5.12.6) не допускается.
5.12.5 Дополнительная маркировка
5.12.5.1 Допускается на один из торцов рельса на подошве в холодном состоянии наносить клеймением номер плавки, номер ручья, номер заготовки в ручье и категорию рельса. При этом отдельные знаки маркировки допускается исправлять.
5.12.5.2 Дополнительную маркировку рельсов несмываемой краской выполняют по требованию заказчика. Вид, место нанесения и цвет краски устанавливают по соглашению предприятия-изготовителя и представителя владельца инфраструктуры железнодорожного транспорта.
5.12.6 Обозначение контрольных рельсов
Условное обозначение контрольных рельсов включает:
- индекс "", который наносят холодным клеймением на передний торец первых рельсов, соответствующих подусадочной части слитков или прокатанных из первых по ходу непрерывной разливки заготовок каждого ручья разливки плавки;
- индекс "", который наносят холодным клеймением на передний торец последних рельсов, соответствующих донной части слитков или прокатанных из последних по ходу непрерывной разливки заготовок каждого ручья разливки плавки.
Допускается дополнительное нанесение на контрольные рельсы признака контрольного рельса (индекса "" или "
) краской на переднем конце; наносить эту маркировку краской на переднем торце контрольных рельсов не следует.
5.12.7 Маркировка единым знаком обращения продукции на рынке
Рельсы, соответствующие требованиям технических регламентов, дополнительно маркируют знаками обращения продукции на рынке способами, исключающими образование концентраторов напряжений в рельсах.
(Измененная редакция, Изм. N 1).
5.13 Требования безопасности
Безопасность рельсов обеспечивается выполнением требований подпунктов 5.2.1.2, 5.2.1.3, 5.2.4, 5.2.5.1, 5.2.5.2, пунктов 5.4.1-5.4.3, 5.5, 5.6.1, 5.7.1-5.7.3, 5.7.5, 5.7.6, 5.12.1.1, 5.12.2.1, 5.12.4.1, 5.12.7, подразделов 5.8-5.11, приложений Д, Е, Ж в части соответствия показателей:
а) высоты рельса;
б) ширины головки рельса;
в) ширины подошвы рельса;
г) ширины короткого плеча подошвы рельса;
д) толщины шейки рельса;
е) высоты пера подошвы рельса;
ж) отклонения формы поверхности катания головки рельса от номинальной;
и) вогнутости основания подошвы;
к) выпуклости основания подошвы;
л) прямолинейности;
м) скручивания;
н) качества поверхности рельса;
п) химического состава;
р) механических свойств;
с) твердости рельса;
т) отсутствия флокенов и других недопустимых внутренних дефектов и дефектов макроструктуры;
у) копровой прочности рельсов;
ф) микроструктуры;
х) загрязненности неметаллическими включениями.
(Введен дополнительно, Изм. N 1).
6 Правила приемки
6.1 Общие положения
6.1.1 Испытания для проверки соответствия рельсов требованиям, установленным в 5.1-5.12 (кроме 5.12.7), проводят на этапе освоения производства на опытных образцах в соответствии с ГОСТ 33477.
6.1.2 Правила отбора образцов с целью проверки выполнения требований безопасности (см. 5.13) - по 6.5.12.
6.1.3 Приемку рельсов проводят в соответствии с общими правилами по ГОСТ 15.309 по результатам приемо-сдаточных испытаний.
Рельсы, принятые СТК предприятия-изготовителя, предъявляют представителю заказчика по его требованию.
6.1.1- 6.1.3 (Измененная редакция, Изм. N 1).
Рельсы, принятые СТК предприятия-изготовителя, предъявляют для приемочного контроля представителю заказчика по его требованию
6.1.4 Протоколы с результатами приемо-сдаточных испытаний и контроля качества рельсов хранят на предприятии-изготовителе не менее 10 лет, а неразрушающего контроля - не менее 3 лет с момента изготовления рельсов.
6.2 Приемо-сдаточные испытания
6.2.1 Приемо-сдаточные испытания рельсов проводят поплавочно.
Допускается проводить приемку сборной партии рельсов от разных плавок, отставших по технологическому потоку более чем на 10 суток. В партию допускается объединять только рельсы одного типа, одной марки стали, одного класса профиля, одного класса прямолинейности, одной категории, одновременно предъявляемые к приемке в количестве не более 100 шт. Сборную партию подвергают приемо-сдаточным испытаниям в полном объеме, предусмотренном настоящим стандартом.
6.2.2 Рельсы из заготовок (слитков) одной плавки, прокатанные с разрывом более 8 часов, подвергают приемо-сдаточным испытаниям как рельсы разных плавок.
6.2.3 Химический состав стали (5.4.1-5.4.3) следует определять для каждой плавки на одной ковшовой пробе (по 6.5.1).
6.2.4 Массовую долю водорода в жидкой стали (5.3.6) следует определять для каждой плавки по одному измерению, а для первой плавки в серии - по двум измерениям (по 6.5.2).
Рельсы из стали с массовой долей водорода свыше 2,0 ppm до 2,5 ppm включительно следует подвергать выборочному разрушающему контролю на отсутствие флокенов (5.3.6, 5.6.1) - на одной пробе от одного из рельсов плавки (по 6.5.3).
При обнаружении флокенов все рельсы данной плавки считают не соответствующими требованиям настоящего стандарта.
6.2.5 Массовую долю общего кислорода (5.4.4) следует определять для одной плавки из серии на одном рельсе или одной пробе (по 6.5.5) и распространять положительный результат на все плавки серии.
В случае отрицательного результата контроля массовой доли общего кислорода (более 30 ppm) (5.4.4) следует проводить повторный контроль на удвоенном числе проб, взятых от переднего или противоположного конца контрольного рельса. При хотя бы одном отрицательном результате повторного контроля все рельсы данной плавки считают не соответствующими требованиям настоящего стандарта и контролируют рельсы смежных плавок в данной серии с отбором проб по 6.5.5.
При массовой доле общего кислорода более 20 ppm до 30 ppm включительно проводят контроль последовательно на рельсах смежных плавок в данной серии (с отбором проб по 6.5.5) до получения значения не более 20 ppm. Предельно допустимая месячная доля плавок с массовой долей общего кислорода более 20 ppm до 30 ppm включительно определена 5.4.4.
(Измененная редакция, Изм. N 1).
6.2.6 Загрязненность рельсов неметаллическими включениями (5.5) следует определять для последней плавки из серии и распространять полученный результат на все плавки серии. Для этого следует отбирать пробы по 6.5.8 и определять загрязненность рельсов неметаллическими включениями не менее чем по 6 шлифам с оценкой наибольшей загрязненности по каждому шлифу и среди всех шлифов по ГОСТ Р 51685.
В случае отрицательных результатов контроля загрязненности неметаллическими включениями рельса хотя бы по одному параметру все контрольные рельсы данной плавки с индексом "" считают не соответствующими требованиям настоящего стандарта и проводят повторный контроль на пробах, взятых по 6.5.8.
В случае отрицательных результатов повторного контроля все рельсы контролируемой плавки признают не соответствующими требованиям настоящего стандарта и контролируют рельсы предыдущих плавок данной серии до получения положительного результата.
6.2.7 Выборочный разрушающий контроль макроструктуры (5.3.5, 5.6.1) следует выполнять для первой плавки из серии и распространять его результат на все плавки серии. Контроль следует выполнять на пробах, отобранных по 6.5.4.
В случае отрицательных результатов контроля все рельсы контролируемой плавки с индексом "" признают не соответствующими требованиям настоящего стандарта и выполняют повторный контроль на пробах, отобранных по 6.5.4.
В случае отрицательных результатов повторного контроля допускается проводить последовательный повторный разрушающий контроль макроструктуры на смежных рельсах контролируемой плавки (сборной партии) до выявления рельсов, макроструктура которых соответствует требованиям настоящего стандарта.
Дополнительно должны быть подвергнуты разрушающему контролю все контрольные рельсы с индексами "" всех плавок данной серии.
6.2.8 Механические свойства при растяжении (5.8) следует определять для одной плавки из серии и распространять полученные результаты на все плавки серии. Отбор проб для изготовления образцов - по 6.5.5.
При неудовлетворительных значениях хотя бы одного из механических свойств проводят повторные испытания на удвоенном числе образцов (проб), отобранных от того же контрольного рельса.
В случае отрицательных результатов повторных испытаний все рельсы контролируемой плавки признают не соответствующими требованиям настоящего стандарта и последующий контроль рельсов проводят поплавочно до получения устойчивых положительных результатов, при которых у четырех подряд прокатанных и подвергнутых контролю плавок механические свойства удовлетворяют требованиям 5.8.
6.2.9 Испытания для оценки копровой прочности (5.10) проводят для одной плавки из серии и распространяют полученные результаты на все плавки серии. Испытывать следует одну пробу, отобранную от контрольного рельса по 6.5.6.
При отрицательных результатах испытаний проводят повторные испытания на удвоенном количестве проб, отобранных от того же контрольного рельса.
В случае отрицательных результатов повторных испытаний хотя бы на одной пробе все рельсы контролируемой плавки признают не соответствующими требованиям настоящего стандарта, и последующий контроль копровой прочности рельсов проводят поплавочно до получения устойчивых положительных результатов испытаний, при которых у четырех подряд прокатанных и подвергнутых контролю плавок результат испытаний удовлетворяет требованиям 5.10.
6.2.10 Твердость на поверхности катания головки рельса (5.9.1) следует определять для одной плавки из серии и полученные результаты распространять на все плавки серии. Испытания проводят на пробах, отобранных по 6.5.7.
Допускается проводить контроль твердости на поверхности катания (5.9.1) непосредственно на рельсах. При этом местная абразивная зачистка на глубину до 0,5 мм и отпечаток шарика после определения твердости на поверхности катания не следует считать браковочным признаком при оценке качества поверхности рельса для рельсов любого назначения, кроме ВС.
Для рельсов назначения ВС отпечатки шарика при определении твердости на поверхности катания не допускают, при наличии отпечатков шарика такие рельсы допускается переводить в другие категории. Поставка таких рельсов должна быть согласована с заказчиком.
При отрицательных результатах испытаний по определению твердости на поверхности катания проводят повторное определение твердости на удвоенном числе проб, отобранных от того же рельса, или на тех же пробах или рельсах с удвоенным количеством измерений.
В случае отрицательных результатов повторного испытания по определению твердости рельсов хотя бы по одному измерению все рельсы данной плавки допускается переводить в пониженную категорию прочности (твердости).
6.2.11 Разность значений твердости на поверхности катания по длине рельсов (5.9.2) определяют только для рельсов категории НТ320ВС каждой плавки с отбором проб по 6.5.7 от одного из контрольных рельсов.
Допускается проводить контроль разности значений твердости (5.9.2) непосредственно на рельсах. Для рельсов назначения ВС отпечатки шарика при определении твердости на поверхности катания не допускаются, при наличии отпечатков шарика допускается перевод таких рельсов в другие категории. Поставка таких рельсов должна быть согласована с заказчиком.
При отрицательных результатах испытаний по определению разности значений твердости на поверхности катания по длине рельсов проводят повторное определение на удвоенном числе проб, отобранных от того же контрольного рельса, или на тех же пробах или рельсах с удвоенным количеством измерений.
В случае отрицательных результатов повторного испытания по определению разности значений твердости на поверхности катания по длине рельсов хотя бы по одному измерению все рельсы данной плавки допускается рассортировывать поштучно. Рельсы с неудовлетворительной разностью значений твердости на поверхности катания по длине допускается переводить в пониженную категорию прочности (твердости).
6.2.12 Определение микроструктуры (5.11.1) следует проводить для рельсов специального назначения одной плавки из серии и распространять полученные результаты на все плавки серии. Контролировать следует одну пробу, отобранную от контрольного рельса по 6.5.9.
При отрицательном результате первичного контроля микроструктуры проводят повторный контроль на удвоенном числе проб, отобранных от того же контрольного рельса. В случае отрицательных результатов повторного контроля хотя бы на одном образце все рельсы контролируемой плавки признают не соответствующими требованиям настоящего стандарта и выполняют контроль для всех плавок серии. Дальнейший контроль проводят поплавочно до получения устойчивых положительных результатов, при которых у четырех подряд прокатанных и подвергнутых контролю плавок специальных рельсов результат контроля удовлетворяет требованиям 5.11.1.
Для рельсов общего назначения допускается не проводить контроль микроструктуры при обеспечении ее соответствия требованиям 5.11.1 за счет технологии производства.
6.2.13 Определение глубины обезуглероженного слоя (5.11.2) следует проводить для рельсов категории НТ320ВС не реже одного раза в сутки. Для рельсов других категорий данный вид приемочного контроля является факультативным в течение одного года со дня вступления в силу настоящего стандарта и обязательным после истечения этого срока.
Контролировать следует три образца от одной пробы, отобранной от контрольного рельса по 6.5.9. Результаты контроля рельса любой категории, любой плавки распространяют на рельсы всех категорий и всех плавок, изготовленные в течение одних суток после времени отбора проб для этого контроля.
При отрицательных результатах первичного контроля проводят повторный контроль на удвоенном числе проб, отобранных от того же контролируемого рельса. При получении отрицательных результатов повторного контроля хотя бы на одном образце контролируют последовательно следующие рельсы до получения устойчивого положительного результата контроля.
6.2.14 Для каждого из рельсов плавки (сборной плавки), предъявленной к приемке, следует контролировать:
- форму и основные размеры поперечного сечения (5.2.1.1-5.2.1.3),
- длину рельса (5.2.2),
- перпендикулярность торцов (5.2.3),
- прямолинейность (5.2.4),
- скручивание (5.2.5.1, 5.2.5.2),
- качество поверхности (отсутствие недопустимых дефектов), включая торцы, (5.7.1-5.7.6),
- наличие и размеры внутренних дефектов и дефектов макроструктуры (5.6.2),
- маркировку (5.12, за исключением 5.12.7).
6.2.15 При обеспечении выполнения требований к показателям за счет технологии изготовления рельсов допускается переходить со сплошного на выборочный контроль перпендикулярности торцов рельсов (5.2.3). Решение о переходе на выборочный контроль и объеме выборочного контроля (в соответствии с ГОСТ 15.309) должно быть согласовано изготовителем с представителем уполномоченного подразделения владельца инфраструктуры железнодорожного транспорта.
6.2.16 При сплошном неразрушающем контроле каждый рельс плавки (сборной партии), предъявленной к приемке, должен быть проверен:
- на отсутствие недопустимых внутренних дефектов и дефектов макроструктуры (5.3.5, 5.3.6, 5.6.2) - методами неразрушающего контроля "А" и "Б" по приложению В;
- на отсутствие недопустимых дефектов поверхности головки и подошвы (5.7.4) - методом неразрушающего контроля "В" по приложению В;
- на размеры допускаемых дефектов (5.7.1, 5.7.2), глубину удаления дефектов (5.7.3), качество поверхности торцов (5.7.5) - методами визуального контроля;
- на прямолинейность (5.2.4), скручивание в целом (5.2.5.1) и скручивание концов (5.2.5.2) рельсов категории НТ320ВС - методом неразрушающего контроля "Г" по приложению В, а рельсов остальных категорий - методом неразрушающего контроля "Г" по приложению В или методом ручного контроля по приложениям Д и Е.
Рельсы, идентифицированные средствами НК как "условно-дефектные" по внутренним дефектам и (или) качеству поверхности (дефектам поверхности), допускается подвергать дополнительному автоматизированному контролю, а также механизированному или ручному НК в соответствии с приложением В.
Допускается* вместо сплошного неразрушающего контроля рельсов методами "А", "Б", "В" по приложению В проводить выборочный разрушающий контроль плавки (сборной партии) на отсутствие флокенов (5.3.6, 5.6.1), на наличие и размеры внутренних дефектов и дефектов макроструктуры (5.3.5, 5.6.1) и сплошной визуальный контроль на отсутствие недопустимых дефектов поверхности рельсов (5.7.1-5.7.3).
________________
* На срок до 01.07.2018.
(Измененная редакция, Изм. N 1).
6.2.17 При несоответствии маркировки требованиям 5.12 рельс считают не соответствующим требованиям настоящего стандарта. Допускается исправлять маркировку рельсов, если это не противоречит требованиям 5.12.
6.3 (Исключен, Изм. N 1).
6.4 Типовые испытания
При существенных изменениях используемых материалов и (или) технологии производства рельсов, по требованию СТК предприятия-изготовителя проводят типовые испытания по ГОСТ 15.309.
6.5 Отбор образцов (проб)
6.5.1 Отбор проб для определения химического состава стали (5.4.1-5.4.3) - согласно ГОСТ 7565 и ГОСТ Р ИСО 14284. Пробы отбирают в середине разливки плавки из промежуточного ковша (ковшовая проба).
По требованию представителя уполномоченного подразделения владельца инфраструктуры железнодорожного транспорта, а также при экспертизе, в спорных случаях для определения химического состава стали пробы отбирают от контрольных рельсов, а при их отсутствии - от любых рельсов плавки.
6.5.2 Определение массовой доли водорода в жидкой стали (5.3.6) проводят в промежуточном ковше в середине разливки плавки, при этом на первой плавке в серии дополнительно проводят определение в начале разливки.
6.5.3 Для выборочного разрушающего контроля отсутствия флокенов (5.3.6, 5.6.1) отбирают полнопрофильную пробу длиной от 200 до 250 мм от одного из рельсов плавки.
6.5.4 Для выборочного разрушающего контроля макроструктуры (5.3.5, 5.6.1) полнопрофильные пробы отбирают от передних концов контрольных рельсов с индексом "" из первой заготовки каждого ручья первой плавки из серии, или от прилегающей технологической обрези.
Для повторного контроля макроструктуры пробы отбирают от противоположных концов контрольных рельсов или от прилегающих концов смежных рельсов.
6.5.5 Пробы для испытаний на растяжение (5.8), для определения массовой доли общего кислорода (5.4.4) отбирают от переднего конца любого контрольного рельса с индексом "" или от прилегающей к этому рельсу технологической обрези.
Допускается отбор проб для определения массовой доли общего кислорода от рельсов проводить с помощью пил горячей резки.
Допускается в качестве заготовок образцов для определения массовой доли общего кислорода (5.4.4) использовать головки образцов, испытанных на растяжение.
6.5.6 Пробы для контроля копровой прочности (5.10) отбирают от рельса в состоянии поставки (от контрольного рельса с индексом "" или от любого рельса плавки) на расстоянии не менее 150 мм от торца способом холодной механической резки. Допускается отбор проб от рельсов проводить с помощью пил горячей резки.
6.5.7 Для определения твердости используют один из контрольных рельсов.
Для контроля твердости на поверхности катания (5.9.1) от контрольного рельса отбирают одну полнопрофильную пробу длиной от 100 до 150 мм на расстоянии не менее 150 мм от торца.
Для контроля разности твердости на поверхности катания по длине (5.9.2) от контрольного рельса категории НТ320ВС отбирают три пробы длиной от 100 до 150 мм: две на расстоянии не менее 150 мм от торцов и одну в середине рельса.
6.5.8 Пробы для контроля загрязненности рельсов неметаллическими включениями (5.5) отбирают от задних концов рельсов с индексами "" от последних заготовок каждого ручья последней плавки в серии (или от последнего слитка при разливке в изложницы, с индексом "
"). Из каждой пробы для контроля загрязненности рельсов неметаллическими включениями изготавливают один шлиф. Общее число шлифов, подлежащих контролю, должно быть 6 шт. Недостающие шлифы готовят из тех же проб.
Для повторного контроля загрязненности неметаллическими включениями рельсов пробы отбирают от противоположных концов контрольных рельсов или от прилегающих концов смежных рельсов.
6.5.9 Пробы для контроля микроструктуры рельсов (5.11.1) и глубины обезуглероженного слоя (5.11.2) отбирают от одного из контрольных рельсов.
Допускается отбирать пробы для определения глубины обезуглероженного слоя при помощи пил горячей резки.
6.5.10 При документально подтвержденном отсутствии контрольных рельсов для изготовления проб используют один любой рельс данной плавки.
6.5.11 Все отобранные пробы клеймят номером плавки и клеймами СТК предприятия-изготовителя и представителя уполномоченного подразделения владельца инфраструктуры железнодорожного транспорта.
6.5.12 Отбор образцов рельсов для проверки выполнения требований безопасности (5.13) проводят в следующем порядке. Выбирают методом "вслепую" (по ГОСТ 18321, подраздел 3.4) одну произвольную плавку из десяти последовательных. После приемки рельсов этой плавки из годных рельсов выбирают методом "вслепую" (по ГОСТ 18321, подраздел 3.4) десять произвольных рельсов класса прочности 260 или 320 и на каждом рельсе проверяют соответствие маркировки требованиям 5.12.1.1, 5.12.2.1, 5.12.4.1. Указанные десять рельсов далее используют для проверки соответствия требованиям перечислений а)-н) 5.13.
Затем из указанных десяти рельсов выбирают методом "вслепую" (по ГОСТ 18321, подраздел 3.4) один рельс и из него вырезают пробы и образцы для проверки соответствия требованиям перечислений п)-х) 5.13.
Примечание 1 - Допускается в качестве заготовок образцов (проб) использовать образцы (пробы) или их обломки после испытаний, например изготавливать из прошедшей копровые испытания пробы образцы для контроля отсутствия флокенов и недопустимых дефектов макроструктуры, для контроля микроструктуры, для определения химического состава, механических свойств. При этом образцы следует вырезать из концов обломков образцов (проб), противоположных поверхностям разрушения.
Примечание 2 - Методы проверки выполнения требований безопасности (5.13) приведены в соответствующих пунктах раздела 7 настоящего стандарта.
(Введен дополнительно, Изм. N 1).
7 Методы контроля
7.1 Контроль размеров и формы поперечного сечения рельсов
7.1.1 Размеры и форму поперечного сечения (5.2.1.1-5.2.1.3) контролируют автоматизированными средствами контроля в соответствии с приложением В (метод Г).
Допускается проведение контроля размеров и формы поперечного сечения рельсов вручную средствами допускового контроля - шаблонами. Вид шаблонов для контроля размеров и формы поперечного сечения рельсов приведен в приложении Е. Шаблоны для контроля размеров и формы поперечного сечения рельса должны соответствовать классу точности изготовления профиля рельсов определенного типа (см. таблицу 3). Шаблоны подлежат первичной и периодической калибровке.
(Измененная редакция, Изм. N 1).
При контроле шаблонами размеры и форму поперечного сечения контролируют на расстоянии от 100 до 200 мм от торца рельса, а толщины шейки - у торца рельса в средней части ее высоты.
Допускается проводить выборочный контроль размеров и формы поперечного сечения рельса шаблонами в различных местах по всей длине рельса.
7.1.2 В спорных случаях контроль рельсов проводят шаблонами. Контроль размеров, доступных для измерения, допускается выполнять штангенциркулями по ГОСТ 166.
7.1.3 Для проверки соответствия требованиям перечислений а)-к) 5.13 контроль размеров и формы поперечного сечения рельсов выполняют в соответствии с 7.1.1 и 7.1.2 без применения средств автоматизированного контроля. Отбор рельсов - по 6.5.12.
(Измененная редакция, Изм. N 1).
7.2 Контроль длины рельсов
Длину рельсов (5.2.2) измеряют лазерным измерителем длины, или рулеткой измерительной металлической по ГОСТ 7502 с ценой деления 1 мм, или другим способом, обеспечивающим требуемую точность измерения.
7.3 Контроль прямолинейности рельсов в целом
7.3.1 Прямолинейность рельсов в целом (5.2.4) контролируют визуально.
7.3.2 Кривизну рельса в целом определяют на поверенном плоском стенде вручную по стреле прогиба, которую измеряют по хорде (по наибольшему зазору между поверхностью рельса и струной, натянутой между его концами) с помощью линейки измерительной по ГОСТ 427. Радиус прогиба (см. таблицу 4) рассчитывают по стреле прогиба и длине хорды, измеренной аналогично 7.2.
7.3.3 Для проверки соответствия требованиям перечисления л) 5.13 контроль прямолинейности рельсов в целом выполняют в соответствии с 7.3.2 без применения средств автоматизированного контроля. Отбор рельсов - по 6.5.12.
(Измененная редакция, Изм. N 1).
7.4 Контроль отклонений рельсов от прямолинейности
7.4.1 Отклонения рельсов от прямолинейности (5.2.4) на всей их длине определяют с помощью автоматизированных средств контроля по методикам, аттестованным по ГОСТ Р 8.563 либо с применением соответствующих СИ утвержденного типа.
7.4.2 При отсутствии автоматизированного контроля прямолинейности рельсов на концах и в переходных зонах контроль этих участков рельсов следует проводить на аттестованном плоском стенде вручную с помощью контрольных линеек, щупов, в соответствии с приложением Д. Для контроля следует использовать линейки поверочные типов ШД или ШП (по ГОСТ 8026, второго класса точности) базовой длиной, указанной в таблице 4.
Отклонение рельсов от прямолинейности следует определять по наибольшему зазору между поверхностью рельса и контрольной линейкой (по хорде или касательной) с помощью щупов плоских по ГОСТ 8925. Допускается использовать щупы, изготовленные в соответствии с рисунками Е.12, Е.13 (приложение Е), и контрольные линейки - в соответствии с рисунком Е.14 (приложение Е).
(Измененная редакция, Изм. N 1).
При определении отклонения концов рельсов от прямолинейности в вертикальной плоскости вниз точка начала отклонения поверхности рельса от контрольной линейки должна быть расположена на расстоянии не менее 0,6 м от торца, в соответствии с таблицей Д.2 (приложение Д).
7.4.3 В спорных случаях контроль прямолинейности в любом месте рельсов проводят вручную по 7.4.2 и приложению Д.
7.4.4 Для проверки соответствия требованиям перечисления л) 5.13 контроль прямолинейности рельсов (5.2.4) выполняют по 7.4.2 и приложению Д. Отбор рельсов - по 6.5.12.
(Измененная редакция, Изм. N 1).
7.5 Контроль скручивания рельсов
7.5.1 Скручивание рельсов в целом (5.2.5.1) определяют с помощью автоматизированных средств контроля по методикам, аттестованным по ГОСТ Р 8.563, либо с применением соответствующих СИ утвержденного типа, включенных в государственный реестр СИ.
7.5.2 При отсутствии автоматизированного контроля скручивание рельса в целом определяют как зазор между краем основания подошвы и горизонтальной плоскостью аттестованного стенда у концов рельса (при приемочном контроле у изготовителя) и в любом сечении рельса (при факультативном входном контроле у потребителя и в спорных случаях) с помощью щупов.
7.5.3 Скручивание концов рельса определяют на базе 1 м с помощью автоматизированных средств контроля по методикам, аттестованным по ГОСТ Р 8.563, либо с применением соответствующих СИ утвержденного типа, включенных в государственный реестр СИ.
7.5.4 При отсутствии автоматизированного контроля скручивание концов рельса определяют с помощью шаблона, как указано на рисунке Е.1 (приложение Е), прикладывая шаблон до соприкосновения с опорной поверхностью подошвы рельса трех опор: двух - на расстоянии 1 м от торца рельса и одной - у торца рельса, и определяя щупами зазор между четвертой опорой шаблона и нижней (опорной) поверхностью подошвы у торца рельса. Шаблон подлежит первичной и периодической калибровке.
Примечание - В европейской стандартизации метод контроля и конструкция шаблона установлены в стандартах [2] и [3].
7.5.5 При контроле скручивания рельса в целом и его концов вручную по 7.5.2 и 7.5.4 используют щупы плоские по ГОСТ 8925.
Допускается использовать щупы, указанные в 7.4.2.
7.5.6 Для проверки соответствия требованиям перечисления м) 5.13 контроль скручивания рельса в целом и его концов (5.2.5.1, 5.2.5.2) проводят на аттестованном плоском стенде по 7.5.2-7.5.4 с помощью щупов плоских по 7.5.5 и шаблона. Отбор рельсов - по 6.5.12.
7.5.5, 7.5.6 (Измененная редакция, Изм. N 1).
7.6 Контроль перпендикулярности торцов рельсов
Контроль перпендикулярности торцов рельсов (5.2.3) проводят с помощью угольника поверочного марки УП-2-250 с углом 90° по ГОСТ 3749 и набора щупов плоских по ГОСТ 8925. Допускается применение шаблона, используемого для контроля перпендикулярности торцов рельсов по ГОСТ Р 51685.
7.7 Контроль химического состава
7.7.1 Определение химического состава стали рельсов (5.4.1-5.4.3), проводят по ГОСТ 22536.1 - ГОСТ 22536.5, ГОСТ 22536.7 - ГОСТ 22536.12, ГОСТ Р 54153, ГОСТ 17745 или ГОСТ 18895 на пробах, отобранных по 6.5.1.
7.7.2 Массовую долю водорода в жидкой стали (5.3.6, 6.5.2) определяют по равновесному парциальному давлению водорода.
7.7.3 Массовую долю общего кислорода (5.4.4) определяют по ГОСТ 17745 на пробах, отобранных по 6.5.5.
7.7.4 Для проверки соответствия требованиям перечисления п) 5.13 контроль химического состава (5.4.1-5.4.3) проводят по 7.7.1 на одном образце, вырезанном из рельса, отобранного согласно 6.5.12.
(Измененная редакция, Изм. N 1).
7.8 Контроль рельсов на отсутствие флокенов
7.8.1 Методики сплошного контроля при отсутствии флокенов в рельсах (5.3.6, 6.5.2) с помощью средств неразрушающего ультразвукового контроля внутренних дефектов - в соответствии с приложением В.
7.8.2 Выборочный разрушающий контроль отсутствия флокенов (для рельсов, изготовленных из стали с содержанием водорода по 6.2.4) выполняют на полнопрофильных пробах, отобранных согласно 6.5.3. Из пробы методами холодной механической резки и обработки (строжка, фрезеровка, шлифовка) изготавливают продольный темплет длиной от 200 до 250 мм в вертикальной продольной плоскости рельса посередине головки и высотой, равной высоте рельса. Контроль отсутствия флокенов проводят визуально на подготовленной поверхности темплета после ее глубокого травления по ГОСТ 10243.
7.8.3 Для проверки соответствия требованиям перечисления т) 5.13 контроль отсутствия флокенов (5.6.2) следует проводить на одном продольном темплете, вырезанном из рельса, отобранного согласно 6.5.12. Изготовление темплета, подготовка контролируемой поверхности и выполнение контроля - аналогично 7.8.2.
(Измененная редакция, Изм. N 1).
7.9 Контроль загрязненности неметаллическими включениями
7.9.1 Образцы для контроля неметаллических включений изготавливают из проб, отобранных согласно 6.5.8, в соответствии с рисунком 5 методами холодной резки и механической обработки (строжка, фрезеровка, шифровка*), при этом черновую поверхность рельса не удаляют. Допускается снятие фасок размером не более 3x3 мм на углах боковых граней шлифов.
________________
* Текст документа соответствует оригиналу. - .
Область на полированной плоскости шлифа, на которой проводят контроль, должна быть размером не менее 15x15 мм. Края шлифа на ширину до 3,0 мм не контролируют.
7.9.2 Загрязненность рельсов неметаллическими включениями (5.5, 6.2.6) определяют методами ,
и
по ГОСТ Р 51685 на металлографическом микроскопе с применением автоматической системы анализа изображений.
Допускается проводить оценку загрязненности рельсов неметаллическими включениями с помощью визуального контроля путем сравнения с серией эталонных изображений по ГОСТ Р 51685.
Примечание - В европейской стандартизации методики контроля установлены в стандартах [1], [2] и [3].
|
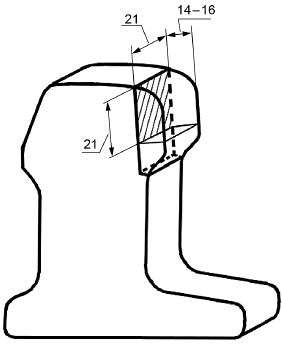
Рисунок 5 - Схема вырезки шлифа для контроля неметаллических включений
7.9.3 Для проверки соответствия требованиям перечисления х) 5.13 контроль загрязненности неметаллическими включениями следует проводить на шести шлифах, вырезанных из рельса, отобранного согласно 6.5.12. Изготовление шлифов, подготовка контролируемых поверхностей и выполнение контроля - аналогично 7.9.1 и 7.9.2.
(Введен дополнительно, Изм. N 1).
7.10 Контроль внутренних дефектов и дефектов макроструктуры
7.10.1 Для проверки внутренних дефектов и дефектов макроструктуры используют сплошной неразрушающий ультразвуковой контроль рельсов (5.6.2) методами, указанными в приложении В, и выборочный разрушающий контроль (5.6.1).
При подозрении наличия дефекта допускается вскрывать "условно дефектный" рельс с помощью механических испытаний с оценкой дефекта по излому.
7.10.2 При выборочном разрушающем контроле (5.4.5*, 5.6.1) из пробы, отобранной согласно 6.5.4, методами холодной резки и механической обработки (строжка, фрезеровка, шлифовка) изготавливают поперечный темплет (толщиной от 10 до 15 мм) полного сечения рельса. Контроль проводят визуально, после глубокого травления подготовленной поверхности темплета по ГОСТ 10243.
________________
* Текст документа соответствует оригиналу. - .
Допускается контроль наличия или отсутствия дефектов макроструктуры проводить снятием серных отпечатков по Бауману по методике, указанной в ГОСТ 10243, с поперечных темплетов полного сечения рельса или непосредственно с торцов рельсов после соответствующей их подготовки.
Оценку дефектов макроструктуры (5.3.5, 5.6.1) проводят по шкале в соответствии с приложением Ж.
7.10.3 Для проверки соответствия требованиям перечисления т) 5.13 контроль отсутствия недопустимых внутренних дефектов и дефектов макроструктуры (5.6.1) следует проводить на одном поперечном темплете, вырезанном из рельса, отобранного согласно 6.5.12. Изготовление темплета, подготовка контролируемой поверхности и выполнение контроля - аналогично 7.10.2.
(Измененная редакция, Изм. N 1).
7.11 Контроль качества поверхности рельсов
7.11.1 Контроль качества поверхности рельсов (5.7.1-5.7.3, 5.7.5, 5.7.6) выполняют визуально и с помощью средств неразрушающего контроля (5.7.4) по приложению В.
(Измененная редакция, Изм. N 1).
7.11.2 Поверхности торцов (5.7.5) контролируют визуально.
7.11.3 При визуальном контроле качества поверхности вид дефектов определяют по ГОСТ 21014 и приложению А.
При необходимости используют пробную вырубку или другой способ, гарантирующий правильность определения вида и размеров дефекта. Раздвоение стружки при вырубке считают признаком дефекта.
7.11.4 Для проверки соответствия требованиям перечисления н) 5.13 контроль качества поверхности рельсов (дефектов поверхности) проводят на всех отобранных (по 6.5.12) рельсах визуально по 7.11.2 и 7.11.3.
(Измененная редакция, Изм. N 1).
7.12 Контроль механических свойств
7.12.1 Определение механических свойств рельсов при испытании на растяжение (5.8) проводят по ГОСТ 1497 на цилиндрических образцах типа III N 6 диаметром 6 мм и начальной расчетной длиной рабочей части 30 мм.
Образцы вырезают из проб, отобранных по 6.5.5, из головки - из зоны выкружки со стороны длинного плеча подошвы возможно ближе к поверхности катания вдоль направления прокатки.
Образцы перед испытанием на растяжение допускается выдерживать до 6 ч при температуре не более 200°С.
7.12.2 Для проверки соответствия требованиям перечисления р) 5.13 контроль механических свойств (5.8) проводят на одном образце, изготовленном из рельса, отобранного согласно 6.5.12. Изготовление образца и проведение испытания - аналогично 7.12.1.
(Измененная редакция, Изм. N 1).
7.13 Контроль твердости рельсов
7.13.1 Твердость рельсов (5.9) контролируют по ГОСТ 9012 с помощью приборов Бринелля с шариком диаметром 10 мм при величине испытательной нагрузки 29,42 кН (3000,0 кгс) и продолжительности выдержки под нагрузкой не менее 15 с. Допускается определять твердость по ГОСТ 9012 с использованием твердосплавного шарика диаметром 2,5 мм при испытательной нагрузке 1,839 кН (187,5 кгс) и продолжительности выдержки под нагрузкой не менее 15 с.
В спорных случаях следует использовать стационарные приборы Бринелля с шариком диаметром 10 мм.
7.13.2 Место определения твердости на поверхности катания рельса или темплета, вырезанного из пробы, отобранной согласно 6.5.7, должно быть зачищено для удаления окалины и поверхности должна быть не более 25 по ГОСТ 2789*.
________________
* Текст документа соответствует оригиналу. - .
7.13.3 Твердость на поверхности катания и по длине рельсов и проб (5.9.1, 5.9.2) определяют на головке (в верхней точке профиля рельса) по трем замерам с интервалом (25+5) мм вдоль рельса на каждой из проб, или на рельсе.
7.13.4 Для проверки соответствия требованиям перечисления с) 5.13 контроль твердости рельсов на поверхности катания (5.9.1) проводят на одной полнопрофильной пробе длиной от 100 до 150 мм, вырезанной из рельса, отобранного согласно 6.5.12, на расстоянии не менее 150 мм от торца рельса; для контроля разности твердости на поверхности катания по длине (5.9.2) от рельса категории НТ320ВС отбирают три полнопрофильных пробы длиной от 100 до 150 мм: две - на расстоянии не менее 150 мм от торцов и одну - в середине рельса, отобранного согласно 6.5.12.
Подготовка проб и выполнение измерений твердости - по 7.13.1-7.13.3.
(Измененная редакция, Изм. N 1).
7.14 Контроль копровой прочности рельсов
7.14.1 Контроль копровой прочности рельсов (5.10) проводят на полнопрофильной пробе длиной (1300±50) мм, отобранной по 6.5.6. Пробу устанавливают горизонтально головкой вверх на две цилиндрические опоры с радиусами закругления (125±2) мм и расстоянием между осями опор (1000±5) мм и подвергают однократному удару грузом массой (1000±3) кг, падающим с заданной высоты. Радиус закругления бойка падающего груза - (125±2) мм.
Высота, с которой груз падает, температура пробы и критерий испытания - согласно 5.10 (таблица 10).
7.14.2 Для проверки соответствия требованиям и перечисления у) 5.13 контроль копровой прочности рельсов (5.10) следует проводить на одной из трех полнопрофильных проб (две - запасные), вырезанных холодной механической резкой из рельса, отобранного согласно 6.5.12. Расположение (в рельсе) и размеры проб, условия и порядок проведения испытания, критерий испытания - по 7.14.1.
(Измененная редакция, Изм. N 2).
7.15 Контроль микроструктуры
7.15.1 Микроструктуру металла (5.11.1) контролируют на поперечном шлифе размером не менее 20x20 мм, изготовленном из пробы, отобранной по 6.5.9, из головки рельса в соответствии с рисунком 6. Контролируемая зона находится на расстоянии более 2,0 мм от поверхности рельса.
Контроль выполнения требований 5.11.1 проводят по ГОСТ 8233 с использованием оптического микроскопа при увеличении, соответствующем применяемой шкале.
|
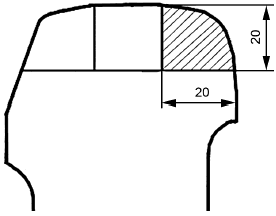
Рисунок 6 - Схема расположения образца для контроля микроструктуры (заштрихован) и образцов для контроля глубины обезуглероженного слоя в головке рельса
7.15.2 Глубину обезуглероженного слоя (5.11.2) контролируют визуально с помощью оптического микроскопа при увеличении 100 на трех травленых микрошлифах, вырезанных, как показано на рисунке 6, по глубине
, считая от поверхности рельса до границы непрерывной ферритной сетки, как показано на рисунке 7. Оценка соответствия требованиям 5.11.2 - по наибольшей глубине обезуглероженного слоя.
|
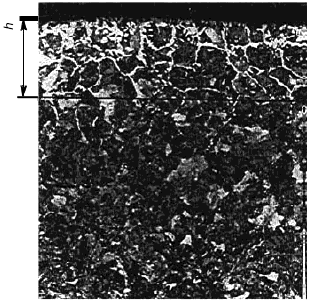
Рисунок 7 - Схема оценки глубины обезуглероженного слоя в головке рельса
7.15.3 Допускается контроль обезуглероженного слоя по твердости. Для этого на образце из головки рельса после минимальной шлифовки со стороны поверхности катания (не более 0,5 мм) измеряют твердость по Бринеллю в трех точках по верху головки вдоль рельса. Результат контроля считают положительным, если все три полученных значения твердости не ниже минимальной величины твердости, указанной 5.9.1 для данной категории рельсов.
Примечание - В европейской стандартизации методики контроля глубины обезуглероженного слоя установлены в стандартах [2] и [3].
7.15.4 Для проверки соответствия требованиям перечисления ф) 5.13 контроль микроструктуры рельсов (5.11.1 и 5.11.2) следует проводить на образцах, вырезанных из рельса, отобранного согласно 6.5.12. Размеры и расположение образцов, подготовка образцов для контроля, выполнение контроля - по 7.15.1 и 7.15.2.
(Измененная редакция, Изм. N 1).
7.16 (Исключен, Изм. N 1).
7.17 Контроль маркировки рельсов
Контроль маркировки рельсов (5.12) проводят для каждого рельса визуальным осмотром или с помощью автоматизированных систем.
8 Транспортирование и хранение
8.1 Рельсы транспортируют железнодорожным, автомобильным, речным или морским видами транспорта при соблюдении правил перевозок, действующих на соответствующем виде транспорта.
8.2 Погрузку и крепление рельсов проводят в соответствии с техническими условиями размещения и крепления грузов на данном виде транспорта, утвержденными соответствующими федеральными органами исполнительной власти.
8.3 Отгружаемая партия рельсов должна сопровождаться паспортом по ГОСТ 2.601, содержащим:
- наименование или условное обозначение предприятия-изготовителя;
- обозначение настоящего стандарта;
- тип рельсов;
- категорию рельсов;
- класс точности изготовления профиля рельсов;
- класс прямолинейности рельсов;
- класс качества поверхности рельсов;
- способ выплавки и марку стали;
- отпечатки или описание приемочных знаков уполномоченного представителя владельца инфраструктуры железнодорожного транспорта и описание маркировки рельсов красками;
- число рельсов с указанием длины, массы и номеров плавок;
- результаты приемо-сдаточных испытаний;
- дату оформления паспорта;
- номер вагона или другого транспортного средства;
- наименование и адрес покупателя;
- номер заказа (договора).
8.4 При изготовлении, погрузке, транспортировании и складировании не допускается повреждение рельсов. Не допускается падение рельсов с высоты более 1 м. Рельсы, упавшие с высоты более 1 м, считают не соответствующими требованиям настоящего стандарта.
При погрузочных операциях не рекомендуется применять магнитные захваты.
(Измененная редакция, Изм. N 1).
8.5 При хранении рельсы должны быть уложены на ровных площадках, в штабелях с использованием деревянных прокладок так, чтобы не возникали повреждение, деформация и ухудшение прямолинейности рельсов.
9 Гарантии изготовителя
Производитель гарантирует неизменность соответствия рельсов требованиям настоящего стандарта в период поставки и хранения при соблюдении требований по транспортированию и хранению, указанных в разделе 8. После переработки рельсов у изготовителя элементов стрелочных переводов гарантируется соответствие по показателям химического состава и макроструктуры в течение 5 лет с момента начала эксплуатации.
Раздел 9. (Измененная редакция, Изм. N 1).
10 Указания по применению
10.1 Остряковые рельсы классов профиля X и Y, классов прямолинейности А и В, классов качества поверхности Е и Р предназначены для применения в конструкциях ВСП и эксплуатации их в путях железных дорог, метрополитенов и др. путей общего пользования, а также необщего пользования, технологических и путей промышленного транспорта широкой колеи, как изделия климатического исполнения УХЛ категории размещения 1 по ГОСТ 15150.
(Измененная редакция, Изм. N 1).
10.2 Остряковые рельсы класса прямолинейности А рекомендуется применять для конструкций ВСП, используемых при скоростях движения более 140 км/ч (на участках высокоскоростного и скоростного совмещенного движения).
Применение остряковых рельсов прямолинейности класса В для конструкций ВСП, предназначенных для скоростей движения более 140 км/ч, запрещается.
10.3 Остряковые рельсы класса профиля 2, класса прямолинейности 2, класса качества поверхности 2 допускается применять для изготовления конструкций ВСП и эксплуатации их только в путях необщего пользования - технологических путях, путях промышленного транспорта (поставка по согласованию с заказчиком). Поставка их для других условий эксплуатации запрещена, поставка их железным дорогам и метрополитенам запрещена.
(Измененная редакция, Изм. N 1).
10.4 Рекомендуемые сферы рационального применения остряковых рельсов различных категорий приведены в приложении И.
Приложение А
(справочное)
Описание дефекта "намин"
В процессе правки рельса на роликоправильной машине в результате взаимодействия ролика (планшайбы) и рельса на рельсе может образовываться продольная светлая полоса шириной около 10 мм, которая располагается, как правило, вдоль рельса, на вертикальной боковой грани головки со стороны короткого плеча подошвы. При чрезмерном взаимодействии ролика и рельса на поверхности этой полосы (шириной от 10 до 12 мм) могут быть видны участки сильно деформированного металла с характерным чешуйчатым рисунком, называемые намином (3.1.8), а иногда еще и поперечные трещины в намине. Наличие на рельсах дефекта "намин" и трещин является недопустимым (5.7.1).
Микроструктура металла в области намина характеризуется направленной (вихревой) деформацией зерен, рисунок А.1. Окисление металла и ликвация элементов отсутствуют.
|
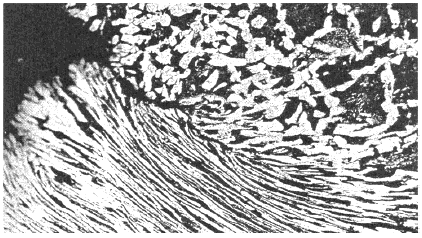
Рисунок А.1 - Микроструктура металла у намина (ув.200)
Приложение Б
(обязательное)
Схема и примеры обозначения остряковых рельсов при заказе
При заказе рельсов следует использовать схему, показанную на рисунке Б.1, и примеры условного обозначения рельсов, приведенные ниже:
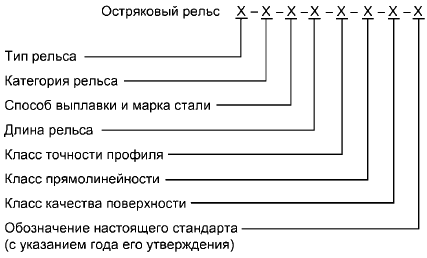
1 Пример условного обозначения рельса типа ОР65, категории НТ260, из стали марки Э73Ф, длиной 8,34 м, класса профиля Y, класса прямолинейности В (для конструкций ВСП со скоростью движения по ним не более 140 км/ч), класса качества поверхности Р:
Остряковый рельс ОР65-НТ260-Э73Ф-8,34-Y-В-Р ГОСТ Р 55820-2013,
2 Пример условного обозначения рельса типа ОР65, категории НТ320ВС, из стали марки Э76ХСФ, длиной 10,79 м, класса профиля X, класса прямолинейности А (для конструкций ВСП со скоростью движения по ним более 140 км/ч), класса качества поверхности Е:
Остряковый рельс ОР65-НТ320ВС-Э76ХСФ-10,79-Х-А-Е ГОСТ Р 55820-2013,
3 Пример условного обозначения рельса типа ОР65, категории НТ320, из стали марки Э76Ф, длиной 10,79 м, класса профиля Y, класса прямолинейности В, класса качества поверхности Р:
Остряковый рельс ОР65-НТ320-Э76Ф-10,79-Y-В-Р ГОСТ Р 55820-2013.
ПРИЛОЖЕНИЕ Б. (Измененная редакция, Изм. N 1).
Приложение В
(обязательное)
Приемо-сдаточные испытания рельсов методами неразрушающего контроля
В.1 Общие положения
В.1.1 Приемо-сдаточные испытания рельсов методами НК должно выполнять подразделение НК, аккредитованное в установленном порядке. К проведению НК и оценке качества рельсов допускают персонал, сертифицированный на уровень квалификации, указанный в технологической документации на контроль.
В.1.2 Приемо-сдаточные испытания рельсов методами НК следует выполнять на основании технологической инструкции на НК и при этом обеспечивать автоматическое сканирование со сплошной регистрацией сигналов и сопутствующей контролю информации в электронном виде и выдачу протокола, содержащего информацию о выполнении контроля каждого рельса, об отсутствии или наличии в нем дефектов и ложных индикациях.
Технологическая инструкция на НК должна предусматривать выявление следующих дефектов рельсов:
- внутренних несплошностей в головке, шейке и средней части подошвы (по 5.6);
- дефектов макроструктуры рельсов в головке и шейке (5.6);
- дефектов поверхности катания головки и основания подошвы (5.7);
- недопустимых отклонений размеров рельса в поперечном сечении (5.2.1);
- недопустимых отклонений от прямолинейности и скручивания рельсов (5.2.4, 5.2.5).
В.1.3 Приемо-сдаточным испытаниям методами НК следует подвергать рельсы по всей длине. Концевые участки рельсов, не проконтролированные при автоматизированном НК, подлежат обрезке либо дополнительному механизированному или ручному НК.
Длина концевых участков рельсов, не подвергаемых автоматизированному НК, должна быть указана в технологической инструкции на НК.
В.1.4 Для выявления дефектов в рельсах при их производстве следует применять следующие методы НК:
- ультразвуковой импульсный зеркально-теневой метод для выявления дефектов в виде нарушений макроструктуры в центральной области головки и шейки, не обнаруживаемых ультразвуковым эхо-методом, (метод "А");
- ультразвуковой импульсный эхо-метод для выявления дефектов в виде внутренних несплошностей и нарушений макроструктуры в области головки, шейки и средней части подошвы (метод "Б");
- вихретоковый, магнитный, ультразвуковой или другой метод для выявления дефектов поверхности (метод "В");
- оптический или другой метод для выявления дефектов в виде отклонений от прямолинейности и размеров поперечного сечения рельсов (метод "Г").
В.1.5 При приемо-сдаточных испытаниях рельсов методами НК - методами "А" и "Б", должно быть обеспечено сканирование поперечных сечений рельса с шагом не более 2,5 мм.
В.1.6 Все меры (образцы, используемые для настройки аппаратуры НК), должны быть аттестованы и проходить периодическую поверку.
В.2 Приемо-сдаточные испытания рельсов методами неразрушающего контроля, метод "А"
В.2.1 При приемо-сдаточных испытаниях рельсов методом "А" следует использовать плоско поляризованные поперечные волны, возбуждаемые ЭМАП.
ЭМАП располагают над поверхностью катания так, чтобы плоскость поляризации возбуждаемых поперечных волн совпадала с плоскостью поперечного сечения рельса. Схема прозвучивания представлена на рисунке В.1.
|
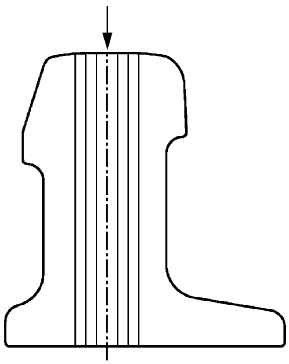
Рисунок В.1 - Схема прозвучивания при приемо-сдаточных испытаниях методом "А"
Ширина контролируемой зоны должна быть не менее 30 мм (по 15 мм в каждую сторону от вертикальной оси рельса).
В.2.2 Номинальные значения частот возбуждаемых ультразвуковых колебаний должны быть от 1,5 до 2,0 МГц. Допуск на отклонение частоты от номинального значения не должен превышать ±10%.
В.2.3 Контроль рельсов со стороны поверхности катания головки следует выполнять по амплитуде второго донного импульса при условной чувствительности не менее 12 отрицательных дБ.
В.2.4 Настройку условной чувствительности следует выполнять по опорному отражателю (поверхность подошвы).
В.2.5 Минимальный условный размер фиксируемых несплошностей при заданной условной чувствительности должен быть не более 52 мм.
В.2.6 Для проверки работоспособности аппаратуры следует использовать меру с набором вертикальных отверстий в рельсе. Общая протяженность модели дефекта должна составлять от 50 до 52 мм. Эскиз меры представлен на рисунке В.2.
|
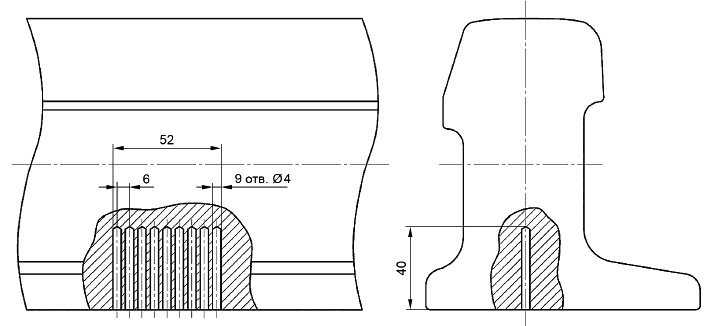
Рисунок В.2 - Модель дефекта для проверки работоспособности аппаратуры НК рельсов методом "А"
В.3 Приемо-сдаточные испытания рельсов методами неразрушающего контроля, метод "Б"
В.3.1 При приемо-сдаточных испытаниях рельсов методом "Б" следует использовать продольные волны.
Допускается использовать поперечные волны, возбуждаемые при помощи ЭМАП.
В.3.2 Расположение преобразователей на поверхностях рельса должно обеспечивать контроль:
- не менее 70% поперечного сечения головки рельса;
- не менее 70% поперечного сечения шейки рельса;
- подошвы рельса в проекции шейки.
Схема прозвучивания представлена на рисунке В.3. Контролируемые площади сечений рельса условно определены проекциями номинальных размеров преобразователей.
|
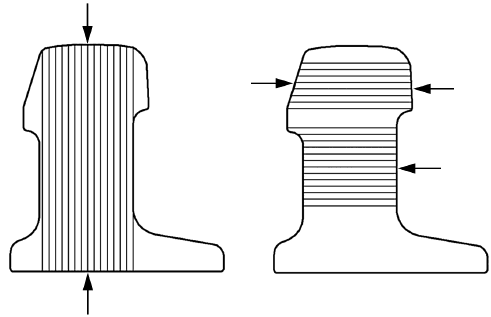
Рисунок В.3 - Схемы прозвучивания и зоны контроля при приемо-сдаточных испытаниях рельсов методом "Б"
В.3.3 Номинальные значения частот возбуждаемых ультразвуковых колебаний должны быть:
- для продольных волн - от 5 до 7,5 МГц;
- для поперечных волн - от 1,5 до 2,0 МГц.
В.3.4 Чувствительность контроля методом "Б" должна обеспечивать выявление в мерах следующих эталонных отражателей диаметром 2 мм:
- в головке рельса - в виде плоскодонных отверстий глубиной 15 мм, выполненных под углом 90° к противоположной грани головки рельса (рисунок В.4) и в виде сквозного бокового цилиндрического отверстия (рисунок В.5);
Размеры в мм |
|
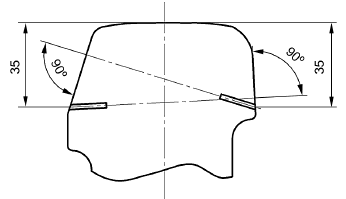
Рисунок В.4 - Расположение отверстий с плоским дном в головке меры
Размеры в мм |
|
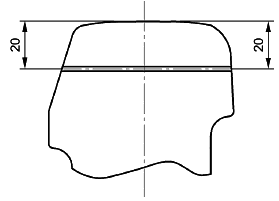
Рисунок В.5 - Расположение бокового сквозного цилиндрического отверстия в головке меры
- в шейке рельса - в виде плоскодонных отверстий глубиной 15 мм (рисунок В.6);
Размеры в мм |
|
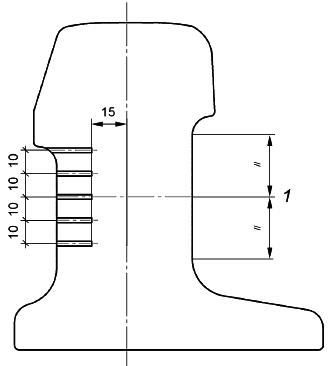
Рисунок В.6 - Расположение отражателей в шейке меры (высота расположения центрального отражателя соответствует середине плоской части шейки)
- на переходе из шейки в подошву - в виде сквозного бокового цилиндрического отверстия (рисунок В.7).
Размеры в мм |
|
Рисунок В.7 - Расположение бокового цилиндрического отражателя на переходе из шейки в подошву рельса
В.4 Оценка качества рельсов по результатам неразрушающего контроля методами "А" и "Б"
Окончательную оценку качества рельсов, проконтролированных методами "А" и "Б", допускается выполнять по результатам повторных приемо-сдаточных испытаний методами НК при повышенной на 2 дБ условной чувствительности и пониженной в два раза скорости сканирования.
В случае, если при контроле методами "А" или "Б" рельс оказывается контроленепригодным, такой рельс следует считать не соответствующим настоящему стандарту.
В.5 Приемо-сдаточные испытания рельсов методами неразрушающего контроля, метод "В"
В.5.1 Рельс должен быть подвергнут приемо-сдаточным испытаниям методом "В":
- на поверхности катания головки в зоне ±24 мм от вертикальной оси поперечного сечения рельса (см. рисунки 1, 2, 3);
- на нижней (опорной) поверхности подошвы; при этом неконтролируемая зона плоской части подошвы с каждого края подошвы не должна превышать 5 мм;
- на плоских частях боковых граней головки;
- на нижних выкружках подошвы (на отсутствие продольных дефектов прокатки).
Зоны контроля при приемо-сдаточных испытаниях методом "В" показаны на рисунке В.8.
|
Рисунок В.8 - Зоны контроля рельсов методом "В" (показаны толстой линией)
В.5.2 Приемо-сдаточные испытания рельсов методом "В" должны обеспечивать выявление моделей дефектов, имеющих размеры, указанные в таблице В.1. Допуск на размеры моделей дефектов по глубине и ширине ±0,1 мм, по длине ±0,5 мм.
Таблица В.1 - Размеры моделей дефектов
В миллиметрах
Глубина | Длина | Ширина |
1,0 | 20 | 0,5 |
1,5 | 10 | 0,5 |
В.5.3 Модели дефектов, выполненные в образце для настройки и проверки работоспособности системы, должны иметь следующую ориентацию в разных зонах контроля:
- на поверхности катания головки - продольную и поперечную;
- на нижней (опорной) поверхности подошвы - продольную и поперечную;
- на плоских частях боковых граней головки - продольную и под углом 45°;
- на нижних выкружках подошвы - продольную.
В.6 Оценка качества рельсов по результатам неразрушающего контроля методом "В"
В случае выявления дефектов при контроле методом "В" окончательное решение о годности рельса принимают по результатам визуального контроля отмеченных при автоматическом контроле дефектных мест. В случае если обнаруженный дефект имеет размеры больше допустимых, рельс признают дефектным.
В.7 Приемо-сдаточные испытания рельсов методами неразрушающего контроля, метод "Г"
В.7.1 Аппаратура и методики приемо-сдаточных испытаний методом "Г" должны обеспечивать выявление недопустимых отклонений от прямолинейности, а также недопустимых отклонений от номинальных размеров поперечного сечения и скручивания рельсов.
В.7.2 Метод должен обеспечивать регистрацию отклонений всех проверяемых геометрических характеристик рельса от номинальных даже в том случае, когда выявленные отклонения не являются недопустимыми.
В.7.3 Меры для проверки работоспособности аппаратуры контроля геометрических характеристик рельса должны иметь зоны, в которых отклонения контролируемых геометрических параметров являются недопустимыми.
Приложение Г
(справочное)
Расчетные параметры конструкций остряковых рельсов и размеры рельсов для построения прокатных калибров
Г.1 Расчетные параметры конструкций остряковых рельсов представлены в таблице Г.1.
Таблица Г.1 - Расчетные параметры конструкций рельсов
Наименование параметров | Значение параметра для рельса типа | |||
ОР50 | ОР65 | ОР75 | ||
Площадь, поперечного сечения рельса, см | 81,6 | 103,4 | 111,7 | |
Расстояние от центра тяжести, мм | до низа подошвы (поверхность А на рисунках 1, 2 и 3) | 49 | 62 | 68 |
до оси симметрии шейки (в сторону длинного плеча подошвы) | 13 | 4 | 4 | |
Момент инерции сечения, см | относительно горизонтальной оси | 1381 | 1861 | 2495 |
относительно вертикальной оси | 695 | 720 | 830 | |
Момент сопротивления сечения, см | по низу подошвы (поверхность А на рисунках 1, 2 и 3) | 280 | 301 | 368 |
по верху головки | 218 | 239 | 298 | |
по боковой грани подошвы, наиболее удаленной от центра тяжести | 85 | 90 | 105 | |
Теоретическая линейная масса одного метра рельса (при плотности стали 7850 кг/м | 64,06 | 81,17 | 87,68 | |
Температурный коэффициент линейного расширения, | 11,8 | |||
Г.2 Размеры рельсов для построения прокатных калибров приведены на рисунках Г.1-Г.3.
|
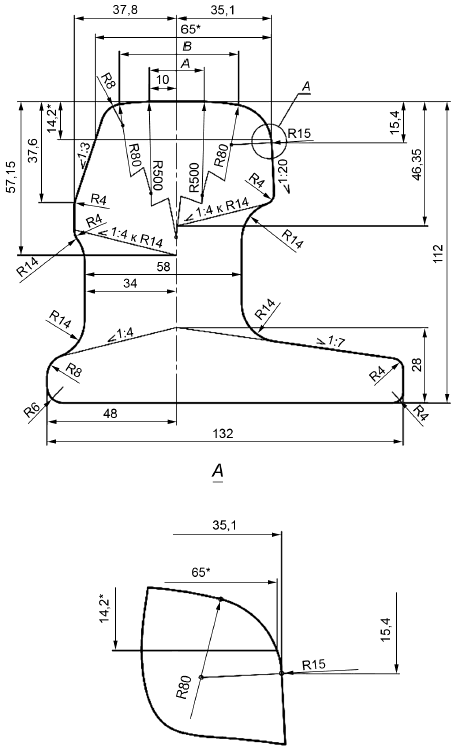
Размеры:
А=20,0003 мм;
В=43,9264 мм;
14,2* - расчетный уровень измерения стрелочного перевода
Рисунок Г.1 - Рельс типа ОР50
|
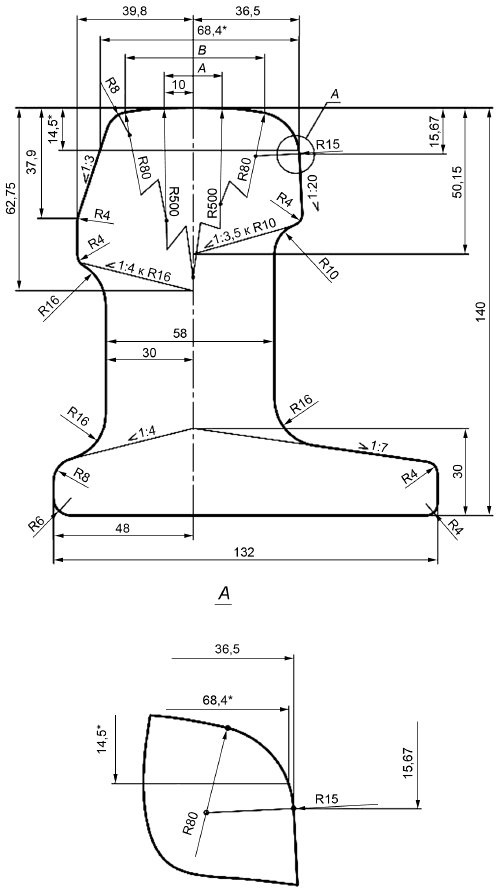
Размеры:
А=20,0144 мм;
В=47,8872 мм;
14,5* - расчетный уровень измерения стрелочного перевода
Рисунок Г.2 - Рельс типа ОР65
|
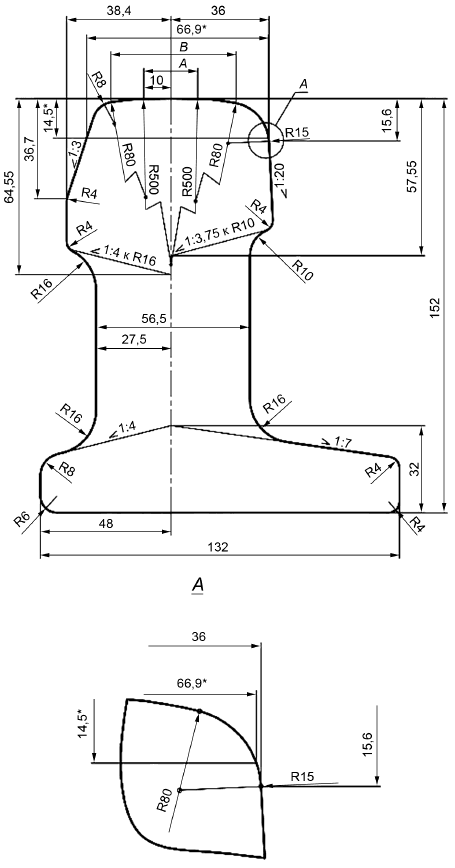
Размеры:
А=19,8113 мм;
В=46,1300 мм;
14,5* - расчетный уровень измерения стрелочного перевода
Рисунок Г.3 - Рельс типа ОР75
ПРИЛОЖЕНИЕ Г. (Измененная редакция, Изм. N 1).
Приложение Д
(обязательное)
Схема контроля отклонений остряковых рельсов от прямолинейности
Таблица Д.1 - Зоны и точки контроля отклонений рельсов от прямолинейности
Элементы рельса, подлежащие контролю отклонений от прямолинейности | |
1 Основная часть - часть рельса за вычетом участков длиной 2,0 м от торцов рельса |
|
Расположение точек контроля отклонений от прямолинейности | |
1 Контроль отклонения от прямолинейности по поверхности катания головки в вертикальной плоскости |
|
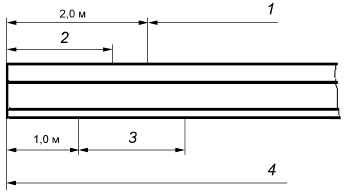
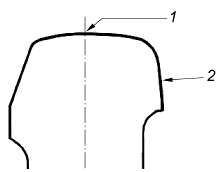
Таблица Д.2 - Схема контроля отклонений рельсов от прямолинейности
Элемент рельса | Направление контроля | Схема измерения отклонений от прямолинейности рельсов |
Основная часть рельса | В вертикальной плоскости (1) и в горизонтальной плоскости (2) |
|
Концевая зона рельса | В вертикальной плоскости по верху головки (1) |
|
В горизонтальной плоскости по рабочей грани головки (2) |
| |
Переходная зона | В вертикальной плоскости (1) и в горизонтальной плоскости по рабочей грани головки (2) |
|
Рельс в целом | Кривизна в вертикальной и горизонтальной плоскостях | По 7.3 |
Примечание - Обозначения - по таблице 4. | ||
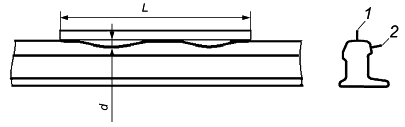
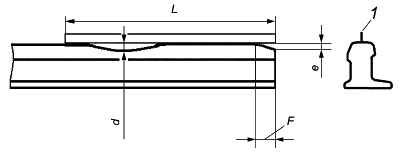
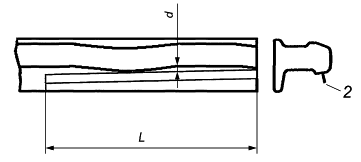
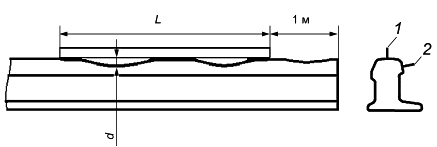
Приложение Е
(обязательное)
Шаблоны для контроля рельсов
Е.1 Шаблон и схема контроля скручивания концов рельсов приведены на рисунке Е.1.
|
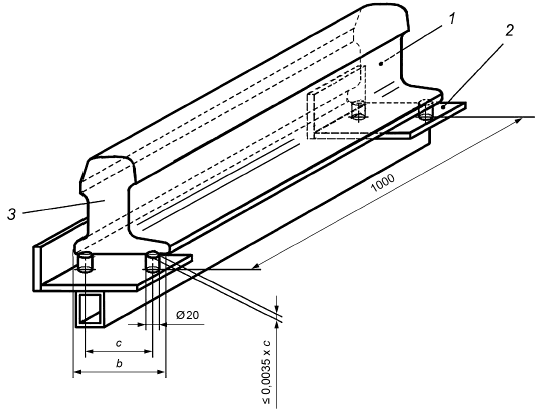
1 - поперечное сечение рельса на расстоянии 1000 мм от торца; 2 - шаблон; 3 - поперечное сечение на торце рельса; - номинальная ширина подошвы рельса;
- расстояние между центрами опор
Примечания
1 Диаметр опор - 20 мм.
2 Расстояние между центрами опор () для рельсов типов ОР50, ОР65 и ОР75 составляет:
![]() ,
,
где - минусовый допуск ширины подошвы;
- наибольший из радиусов закругления нижней части плеч подошвы;
- радиус опорных цилиндров на шаблоне (10 мм).
Рисунок Е.1 - Шаблон и схема контроля скручивания концов рельсов на длине 1 м
Е.2 Размеры поперечного сечения рельсов для построения шаблонов приведены на рисунке Е.2 и в таблице Е.1.
|
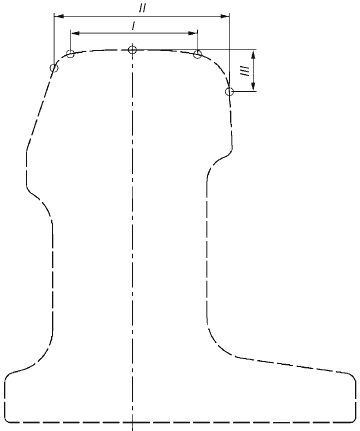
Рисунок Е.2 - Характерные размеры поперечного сечения рельсов для построения шаблонов
Таблица Е.1 - Значения характерных размеров поперечного сечения рельсов для построения шаблонов
В миллиметрах
Обозначение характерного размера по рисунку Е.2 | ОР50 | ОР65 | ОР75 |
I | 43,93 | 47,89 | 46,13 |
II | 62,52 | 65,94 | 64,38 |
III | 15,40 | 15,67 | 15,60 |
Е.3 Перечень шаблонов для контроля размеров и формы рельсов приведен в таблице Е.2. Шаблоны приведены на рисунках Е.3-Е.11.
Таблица Е.2 - Перечень шаблонов для контроля размеров и формы рельсов
Наименование шаблона | Номер рисунка |
Шаблоны контроля высоты рельса | Рисунок Е.3 |
Шаблон контроля ширины головки рельса (по схеме рис.Е.2) | Рисунок Е.4 |
Шаблон контроля ширины подошвы рельса | Рисунок Е.5 |
Шаблон контроля толщины шейки рельса | Рисунок Е.6 |
Шаблон контроля ширины короткого плеча подошвы рельса | Рисунок Е.7 |
Шаблон контроля расстояния от грани шейки со стороны короткого плеча подошвы до точки сопряжения радиуса R15 мм и уклона боковой грани головки 1:20 | Рисунок Е.8 |
Шаблон контроля отклонения формы поверхности катания головки от номинальной | Рисунок Е.9 |
Шаблон контроля отклонения от перпендикулярности шейки со стороны длинного плеча подошвы и подошвы рельса | Рисунок Е.10 |
Шаблон контроля выпуклости и вогнутости основания подошвы рельса | Рисунок Е.11 |
|
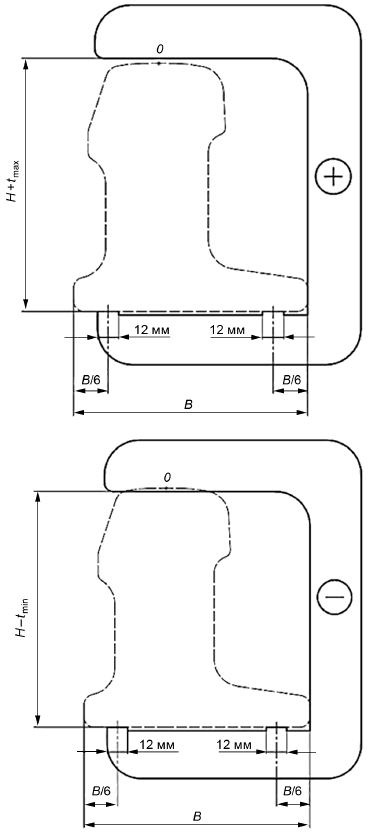
0 - точка на поверхности катания головки, максимально удаленная от основания подошвы рельса;
,
- максимальное и минимальное предельные отклонения высоты рельса;
знак "+" обозначает, что шаблон должен проходить по высоте рельса;
знак "-" обозначает, что шаблон не должен проходить по высоте рельса либо должен проходить без зазора.
Рисунок Е.3 - Шаблоны контроля высоты рельса
|
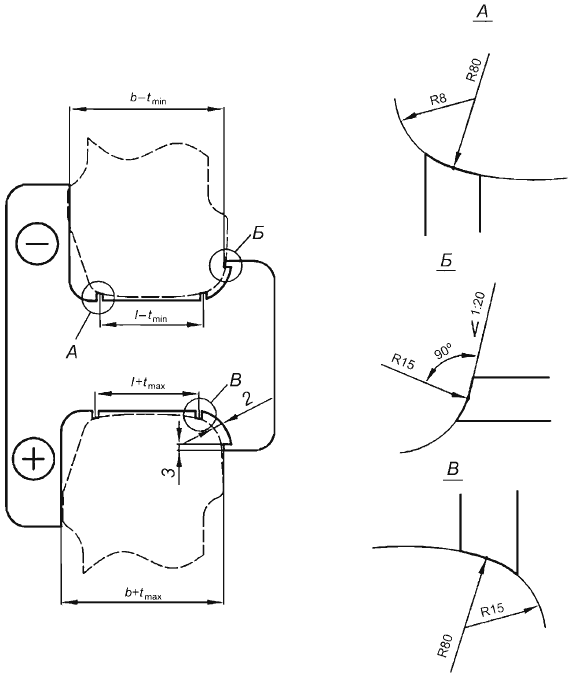
,
- максимальное и минимальное предельные отклонения ширины головки рельса;
знак "+" обозначает, что шаблон должен касаться верхними выступами поверхности катания головки и должен касаться или не касаться контактной вертикальной поверхностью и нижним выступом поверхности головки рельса;
знак "-" обозначает, что шаблон должен касаться контактной вертикальной поверхностью и нижним выступом поверхности головки и должен касаться или не касаться верхними выступами поверхности катания головки рельса.
Рисунок Е.4 - Шаблон контроля ширины головки рельса
|
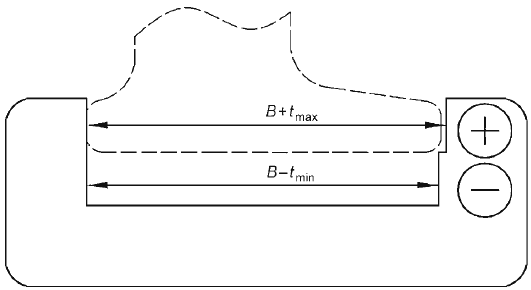
,
- максимальное и минимальное предельные отклонения ширины подошвы рельса;
знак "+" обозначает, что шаблон должен проходить по ширине подошвы рельса;
знак "-" обозначает, что шаблон не должен проходить по ширине подошвы рельса либо должен проходить без зазора.
Рисунок Е.5 - Шаблон контроля ширины подошвы рельса
|
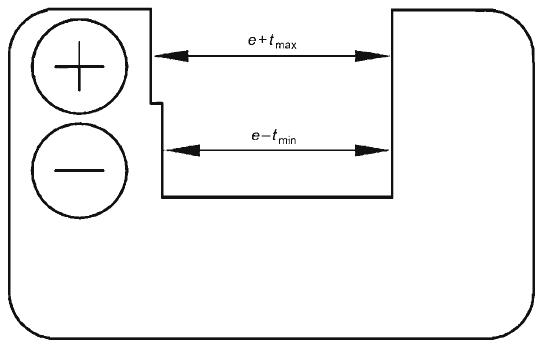
,
- максимальное и минимальное предельные отклонения толщины шейки рельса;
знак "+" обозначает, что шаблон должен проходить по толщине шейки рельса;
знак "-" обозначает, что шаблон не должен проходить по толщине шейки рельса либо должен проходить без зазора.
Рисунок Е.6 - Шаблон контроля толщины шейки рельса
|
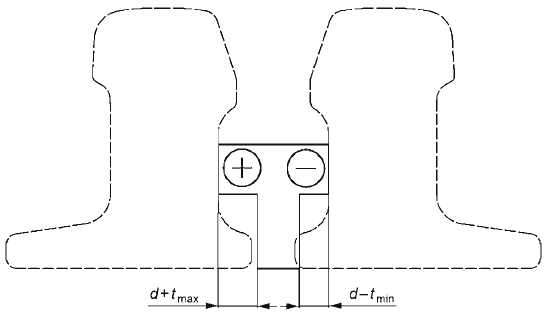
,
- максимальное и минимальное предельные отклонения ширины короткого плеча подошвы рельса;
знак "+" обозначает, что шаблон должен касаться шейки и должен касаться или не касаться торца короткого плеча подошвы рельса;
знак "-" обозначает, что шаблон должен касаться торца короткого плеча подошвы и должен касаться или не касаться шейки рельса.
Рисунок Е.7 - Шаблон контроля ширины короткого плеча подошвы рельса
|
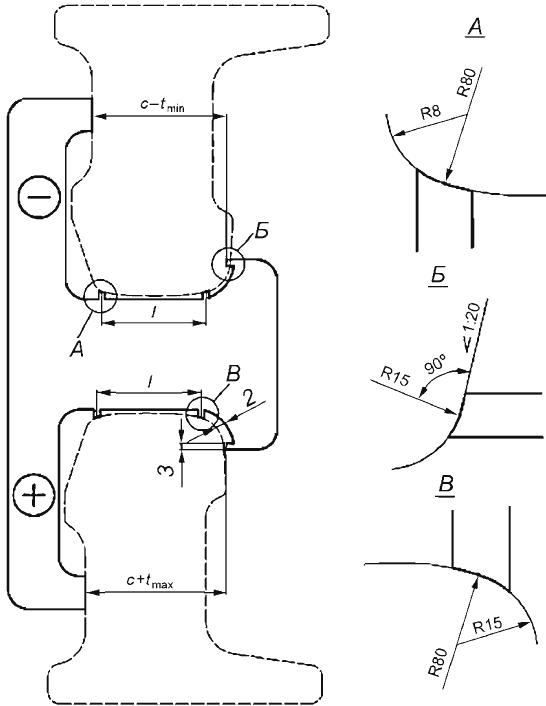
,
- максимальное и минимальное предельные отклонения расстояния от грани шейки со стороны короткого плеча подошвы до точки сопряжения радиуса R15 мм и уклона боковой грани головки 1:20;
знак "+" обозначает, что шаблон должен касаться верхними выступами поверхности катания головки, контактной вертикальной поверхностью шейки и должен касаться или не касаться нижним выступом поверхности головки рельса;
знак "-" обозначает, что шаблон должен касаться контактной вертикальной поверхностью шейки, нижним выступом поверхности головки и должен касаться или не касаться верхними выступами поверхности катания головки рельса.
Рисунок Е.8 - Шаблон контроля расстояния от грани шейки со стороны короткого плеча подошвы до точки сопряжения радиуса R15 мм и уклона боковой грани головки 1:20
|
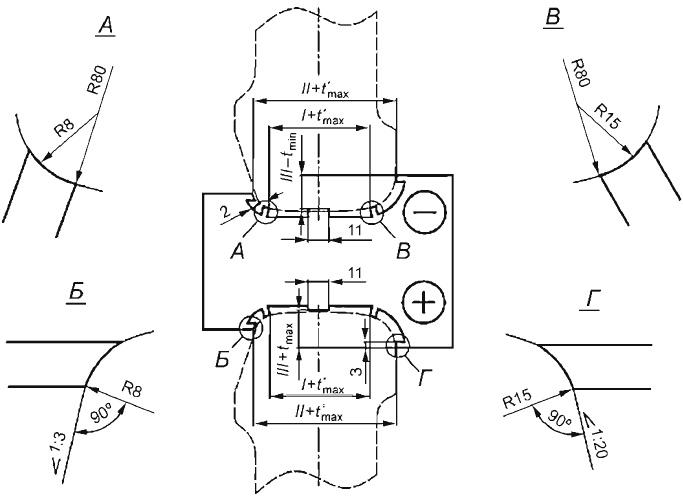
,
- максимальное и минимальное предельные отклонения формы поверхности катания головки рельса;
- максимальное предельное отклонение ширины головки рельса;
знак "+" обозначает, что шаблон должен касаться верхними выступами поверхности катания головки и должен касаться или не касаться центральным выступом поверхности катания головки рельса;
знак "-" обозначает, что шаблон должен касаться центральным выступом поверхности катания головки и должен касаться или не касаться верхними выступами поверхности катания головки рельса.
Рисунок Е.9 - Шаблон контроля отклонения формы поверхности катания от номинальной
|
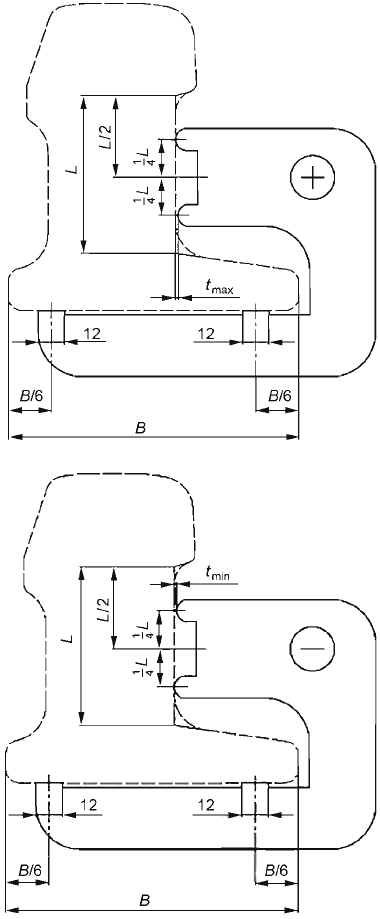
,
- максимальное и минимальное предельные отклонения от перпендикулярности длинного плеча подошвы и подошвы рельса;
знак "+" обозначает, что шаблон должен касаться верхним выступом шейки и должен касаться или не касаться нижним выступом шейки рельса;
знак "-" обозначает, что шаблон должен касаться нижним выступом шейки и должен касаться или не касаться верхним выступом шейки рельса.
Рисунок Е.10 - Шаблон контроля отклонения от перпендикулярности шейки со стороны длинного плеча подошвы и подошвы рельса
|
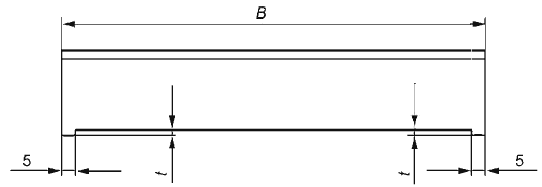
- предельное отклонение выпуклости основания подошвы рельса;
шаблон должен касаться выступами основания подошвы и должен касаться или не касаться внутренней частью основания подошвы рельса;
шаблон должен прямой поверхностью касаться центральной части основания подошвы и не касаться ее крайними частями либо касаться основания подошвы без зазора.
Рисунок Е.11 - Шаблон контроля выпуклости и вогнутости основания подошвы рельса
|
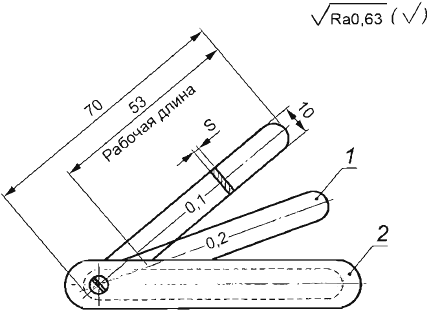
1 - щуп; 2 - обойма;
- 0,1-1 мм через 0,1 мм
Рисунок Е.12 - Набор щупов плоских
Допускаемые отклонения толщины щупов на рабочей длине не должны превышать значений, указанных в таблице Е.3.
Таблица Е.3
Толщина щупов, мм | Допускаемые отклонения толщины щупов S, мкм | ||||||
новых | изношенных | ||||||
верх. | низ. | ||||||
От | 0,02 | до | 0,06 | +5 | -3 | -5 | |
Св. | 0,06 | " | 0,10 | +6 | -4 | -6 | |
" | 0,10 | " | 0,20 | +8 | -4 | -8 | |
" | 0,20 | " | 0,30 | +9 | -5 | -9 | |
" | 0,30 | " | 0,50 | +11 | -6 | -11 | |
" | 0,50 | " | 0,60 | +13 | -7 | -13 | |
" | 0,60 | " | 0,80 | +14 | -8 | -14 | |
" | 0,80 | " | 1,00 | +16 | -9 | -16 | |
|
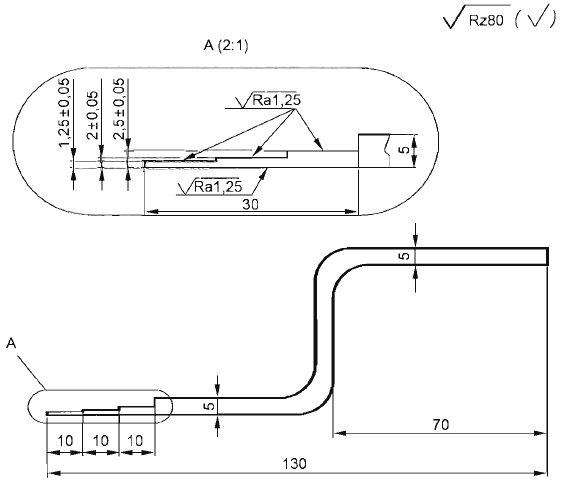
Рисунок Е.13 - Специальные щупы
|
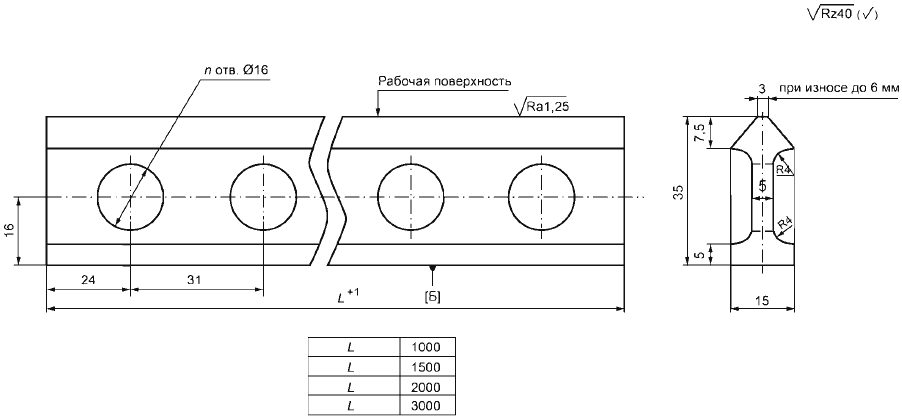
Допускаемое отклонение от плоскостности и допускаемое отклонение от прямолинейности рабочей поверхности линейки - не более 0,05 мм
Рисунок Е.14 - Специальные линейки
ПРИЛОЖЕНИЕ Е. (Измененная редакция, Изм. N 1).
Приложение Ж
(обязательное)
Шкала макроструктуры рельсов
Ж.1 Макроструктура рельсов должна соответствовать требованиям, установленным в таблице Ж.1 и на рисунках Ж.2-Ж.10, схема деления сечения рельса на зоны показана на рисунке Ж.1.
Таблица Ж.1 - Нормативы дефектов макроструктуры рельсов
Вид дефекта макроструктуры | Описание дефекта макроструктуры и причин его возникновения | Пределы допустимости | Рисунки |
Ликвация | Зоны повышенной (прямая ликвация) или пониженной (обратная ликвация) травимости (на темплете после глубокого травления) или контрастности (на серном отпечатке) и их сочетание вследствие обогащения или обеднения центральной части шейки и прилегающих к ней зон головки и подошвы лидирующими элементами. | Распространение осевой и рассредоточенной ликвации за пределы шейки в головку и/или подошву на расстояние не более 15 мм. | Ж.2 (недопустимо) |
________________ * Текст документа соответствует оригиналу. - . | |||
Точечная неоднородность | Одиночные точечные растравы (на темплете после глубокого травления) или точки повышенной контрастности (на серном отпечатке), а также их скопления, расположенные в любом элементе профиля рельса. | Диаметр одиночных точек не должен превышать 1 мм. Одиночными считают точки, расстояние между которыми более 6 мм. | Ж.3 (недопустимо) |
Ликвационные полоски | Нитевидные полоски повышенной травимости (на темплете после глубокого травления) или контрастности (на серном отпечатке). | Ликвационные полоски не допускаются на глубине менее 25 мм от поверхности катания головки. | Ж.8 (недопустимо) |
|
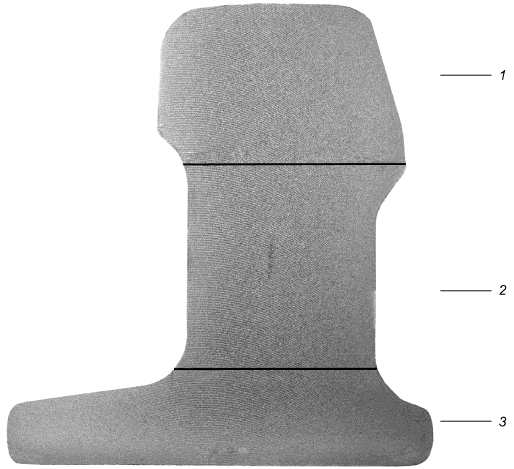
Рисунок Ж.1 - Схема деления сечения рельса на зоны головки (1), шейки (2) и подошвы (3)
|

Квалификация - недопустимо
Рисунок Ж.2 - Осевая ликвация
|
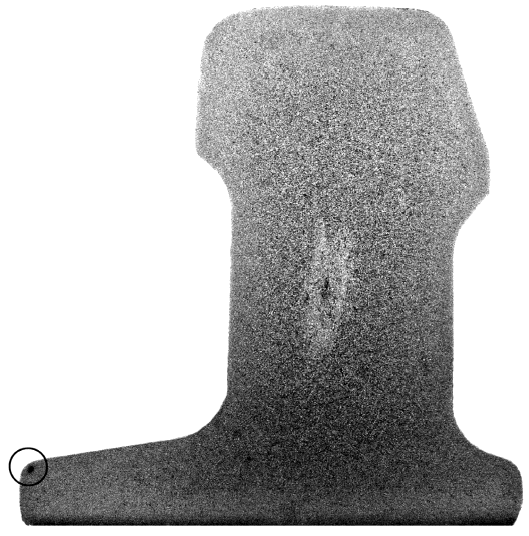
Квалификация - недопустимо
Рисунок Ж.3 - Точечная неоднородность в пере длинного плеча подошвы
|

Квалификация - недопустимо
Рисунок Ж.4 - Точечная неоднородность в головке рельса
|
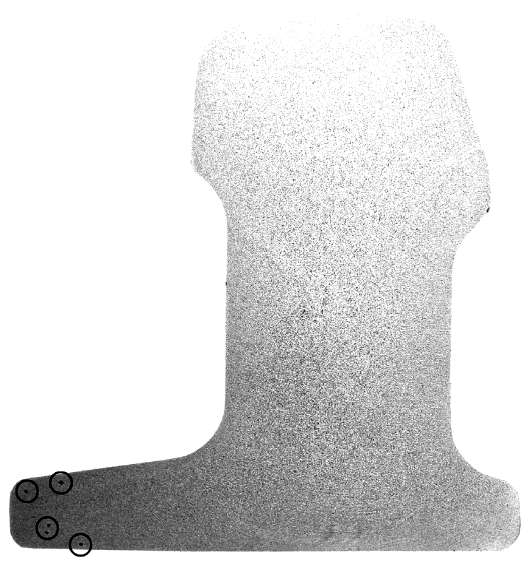
Квалификация - недопустимо
Рисунок Ж.5 - Точечная неоднородность в пере длинного плеча подошвы
|
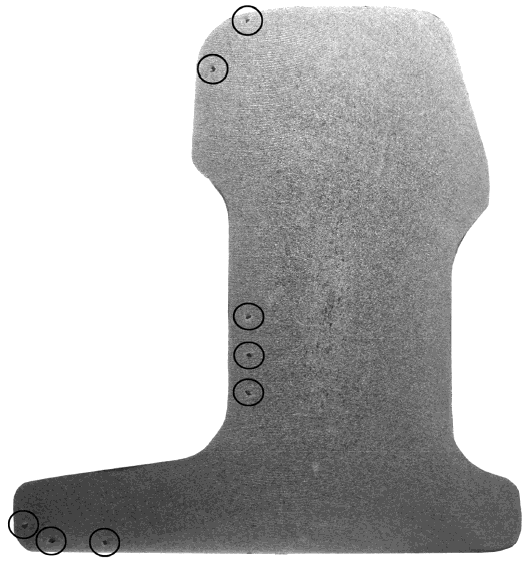
Квалификация - недопустимо
Рисунок Ж.6 - Точечная неоднородность в головке, шейке и подошве рельса
|

Квалификация - недопустимо
Рисунок Ж.7 - Точечная неоднородность в головке рельса
|
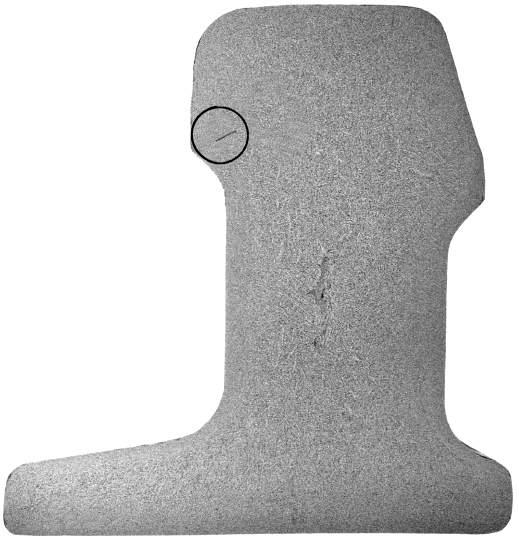
Квалификация - недопустимо
Рисунок Ж.8 - Ликвационная полоска в головке рельса
|

Квалификация - недопустимо
Рисунок Ж.9 - Ликвационные полоски в головке рельса
|

Квалификация - недопустимо
Рисунок Ж.10 - Ликвационные полоски в шейке рельса
Приложение И
(рекомендуемое)
Рекомендуемые сферы рационального применения остряковых рельсов различных категорий
И.1 Для эффективного использования рекомендуется применять в конструкциях ВСП остряковые рельсы различных категорий с учетом качества их изготовления согласно таблице И.1.
Таблица И.1 - Рекомендуемые сферы рационального применения остряковых рельсов различных категорий
Категории остряковых рельсов | Рекомендуемые сферы применения |
НТ320ВС | Скорость пассажирского движения более 140 км/ч. |
НТ320 | Главные пути, скорость движения не более 140 км/ч при осевой нагрузке до 23,5 тс на ось. |
НТ260 | Приемо-отправочные и прочие пути. |
Библиография
[1] | EN 10247:2007 Содержание неметаллических включений в стали. Микрографическое исследование с использованием стандартных рисунков (Micrographic examination of the nonmetallic inclusion content of steels using standard pictures). |
[2] | EN 13674-2:2011 Железная дорога. Колея. Рельсы для железных дорог. Часть 2. Рельсы стрелок и переездов, используемые вместе с рельсами Vignole весом 46 кг/м и выше (Railway applications - Track - Rail - Part 2: Switch and crossing rails used in conjunction with Vignole railway rails 46 kg/m and above). |
[3] | EN 13674-1:2011 Железные дороги. Путь. Рельсы. Часть 1. Рельсы Виньоля 46 кг/м и более (Railway applications - Track - Rail - Part 1: Vignole railway rails 46 kg/m and above). |
Библиография. (Измененная редакция, Изм. N 1).
УДК 629.4.027.11:006.354 | ОКС 45.060 | ОКП 09 2100 |
Ключевые слова: железнодорожные рельсы остряковые, классификация, технические требования, конструкция и размеры, правила приемки, методы испытаний, транспортирование, хранение, гарантии изготовителя | ||
Электронный текст документа
и сверен по:
, 2018
{kind=link}