•«ey
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
БАНДАЖИ ЧЕРНОВЫЕ ИЗ УГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ПОДВИЖНОГО СОСТАВА ТРАМВАЯ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 5257—89
БЗ 5—89/451
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
УДК 629.4.027.434: 006.354 Группа ^4
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БАНДАЖИ ЧЕРНОВЫЕ ИЗ УГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ПОДВИЖНОГО СОСТАВА ТРАМВАЯ
Технические условия ГОСТ
Rough carbon steel tyres for tramway rolling stock.
Specifications 5257—89
ОКП 09 4100
Срок действия с 01.07.90 до 01.07.95
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на бандажи из углеродистой стали (далее“бандажи), изготовляемые в черновом виде для колес подвижного состава трамвая.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры бандажей должны соответствовать указанным на черт. 1 и в таблице.
Размеры, мм
Типоразмер бандажа | Ширина чернового бандажа Д+3 | Внутренний диаметр чернового бандажа | Диаметр по кругу катании | Масса бандажей, кг | |
в черновом виде | в чисто обработанном виде | ||||
1 | 93 | 594 | ПО | ||
2 | 551* | 716 | 710 | 136 | |
3 | 88 | 594 | 104 | ||
4 | 551* | 129 |
* Бандажи с указанным внутренним диаметром изготовляют по требованию заказчика для ремонта подвижного состава.
Примечал и я:
1. .Масса бандажей вычислена по номинальным размерам с учетом 0.5 положительного предельного отклонения для наружных диаметров и 0,5 отрицательного — для внутренних размеров и полостей при плотности стали 7,85 г/см3 (ГОСТ 7505).
2. По требованию заказчика изготовляют бандажи с диаметрами D, Dt и шириной Вг отличающимися от указанных в таблице, по технической документации, утвержденной в установленном порядке, и в соответствии с требованиями настоящего стандарта.
3. По согласованию с потребителем допускается изготовление бандажей в сдвоенном виде. При изготовлении одинарных бандажей, полученных из бандажей, прокатанных в сдвоенном виде, допускаются на боковой поверхности бандажа уступы высотой до 2 мм.
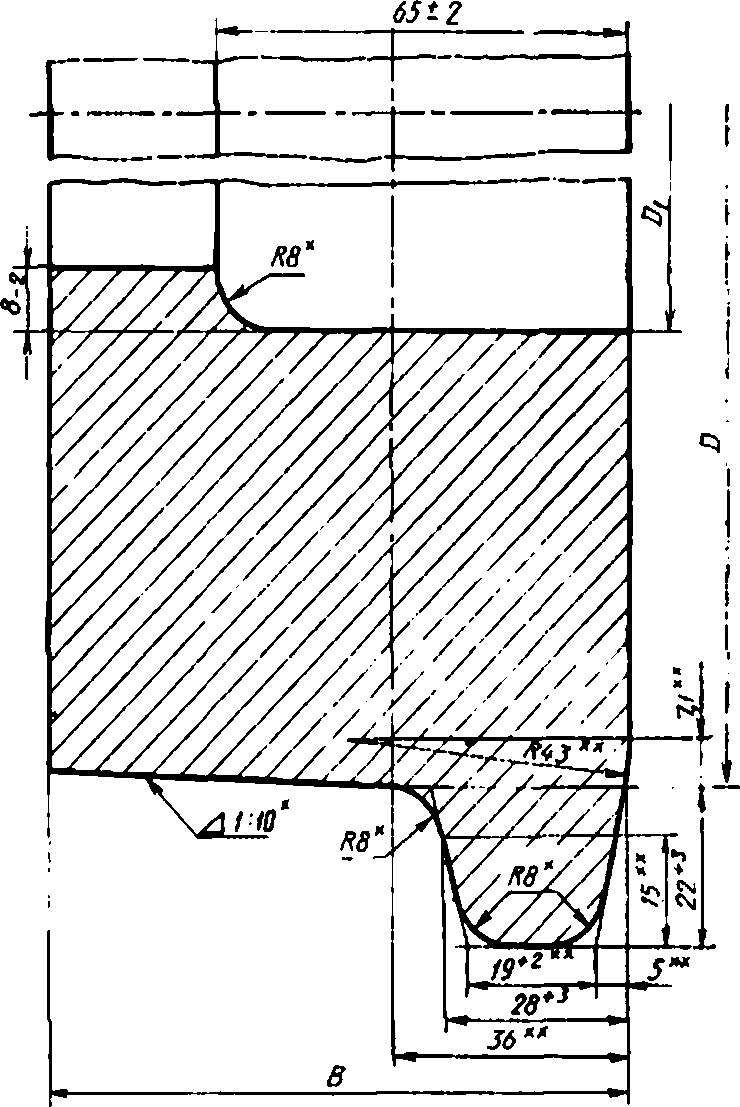
* Размеры для инструмента.
** Размеры для справок.
Черт. 1
Пример условного обозначения бандажа шириной 93 мм, с внутренним диаметром D\ = 594 мм:
Бандаж 93X594 ГОСТ 5257-89
1.2. Овальность, разностенность и разноширинность должны быть в пределах допусков на указанные размеры.
Ширина бандажа должна проверяться вне места расположения знаков маркировки на расстоянии не менее 100 мм от ее крайних знаков.
1.3. Допуск плоскостности наружной боковой поверхности не должен превышать 2 мм.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Бандажи должны быть изготовлены из спокойной стали ковкой или прессовкой с последующей прокаткой.
2.2. Химический состав стали в процентах должен быть следующим:
углерод — 0,57—0,67;
марганец — 0,50—0,90;
кремний — 0,20—0,45; фосфор — не более 0,035;
сера — не более 0,040.
Примечания :
1. Допускается отклонение по содержанию углерода ±0,02%.
2. Допускается и стали содержание никеля н меди не более 0,30%, хрома — не более 0.25% каждого.
2.3. Бандажи следует подвергать упрочняющей термической обработке с отдельного нагрева.
2.4. Механические свойства термически обработанных бандажей должны быть:
временное сопротивление при растяжении, Н/мм2 (кге/'мм2), нс менее 880 (90);
относительное удлинение, %, не менее 10;
относительное сужение, %, не менее 14; твердость, НВ, не менее 245.
2.5. В бандажах не допускаются флокены, трещины, расслоения и завернувшиеся корочки.
Газовые пузыри, рыхлости, пористость и неметаллические макровключения допускаются в пределах, установленных технической документацией, содержащей шкалу макроструктур и утвержденной в установленном порядке.
2.6. На поверхности бандажей не допускаются плены, вдавленная окалина, закаты, трещины, загрязнения и расслоения глубиной более:
2,5 мм —на внутренней цилиндрической поверхности бандажей. на поверхности катания и реборде;
2 мм — на внутренней боковой поверхности (за исключением
обточкой. Допускается на наружной боковой поверхности бандажей вырубка или обточка дефектов глубиной до 5 мм. Общая длина вырубок на одном бандаже должна быть не более 150 мм, причем свыше двух вырубок па одном поперечном сечении не до-
пускается. Вырубки должны быть пологими, без резких переходов.
2.7. Правку бандажей в холодном состоянии допускается производить только на прессе.
2.8. Бандажи должны выдерживать копровые испытания.
3. ПРИЕМКА
3.1. Для проверки соответствия бандажей требованиям настоящего стандарта должен проводиться приемочный контроль, при котором проверяют:
внешний вид и размеры (пп. 1.1 и 2.6);
допуск плоскостности боковой поверхности (п. 1.3); химический состав (п. 2.2);
механические свойства (пп. 2.4 и 2.8).
Отбор проб для определения химического состава производится по ГОСТ 7565.
3.2. Бандажи предъявляют к приемке партиями. Партия должна состоять из бандажей, изготовленных из стали одной плавки, термически обработанных по одному режиму. Допускается в одной партии наличие бандажей двух или более типоразмеров. Бандажи, отставшие в процессе производства от партии, комплектуют в сборную партию в количестве до 250 шт. Сборную партию комплектуют из бандажей с условием, что содержание углерода в металле может различаться не более чем на 0,1%.
3.3. Проверке основных размеров и внешнего вида подвергают каждый бандаж партии. Допуск плоскостности проверяют на пяти бандажах от партии. Результаты выборочного контроля распространяются на всю партию.
3.4. От партии отбирают одни бандаж для контроля механических свойств и макроструктуры, который сначала испытывают на удар (копровые испытания).
3.5. После испытания на удар контролируют макроструктуру. Образцы для испытаний вырезают из наименее деформированной части бандажа.
3.6. При неудовлетворительных испытаниях на удар, но удовлетворительной макроструктуре проводят повторные испытания на удар еще двух бандажей. При неудовлетворительных результатах испытаний хотя бы одного бандажа партию не принимают.
3.7. При удовлетворительных испытаниях на удар и контроля макроструктуры проводят испытания на растяжение и твердость. При неудовлетворительных результатах какого-либо из этих испытаний проводят повторное испытание данного вида на образцах, изготовленных из двух бандажей.
3.8. При неудовлетворительных результатах повторных йены-
таний на растяжение, твердость и на удар допускается повторная термическая обработка всей партии.
Количество повторных термических обработок допускается не более двух, количество отпусков не ограничивается.
3.9. После каждой повторной термической обработки партию бандажей проверяют на соответствие требованиям пп. 1.1, 1.2, 1.3, 2.4, 2.5 и 2.6.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешние дефекты (п. 2.6) проверяют визуально.
4.2. Проверку внутреннего диаметра Z)b диаметра по кругу катания D, ширину бандажа В, высоты реборды 22+2 мм и толщины реборды 28+3 мм проводят методами и инструментами, обеспечивающими точность не ниже 0,5 мм.
4.3. Глубину дуфектов (п. 2.6) проверяют методами и инструментами, обеспечивающими точность 0,1 мм; длину дефектов определяют с точностью до 1 мм.
4.4. Проверку допуска плоскостности (п. 1.3) производят на плите путем измерения зазоров щупом или другим способом, обеспечивающим точность не менее 0,5 мм.
4.5. Химический состав стали бандажей определяют по ковшовой пробе: по ГОСТ 22536.0; ГОСТ 22536.1; ГОСТ 22536.2; ГОСТ 22536.3; ГОСТ 22536.4; ГОСТ 22536.5; ГОСТ 22536.7; ГОСТ 22536.8; ГОСТ 22536.9 или другим методам, не уступающим по точности измерения требованиям указанных стандартов. Отклонение химического состава стали готовых бандажей от требований п. 2.2 допускается в пределах, установленных ГОСТ 380.
4.6. Испытания на удар (копровые испытания) должны проводиться свободно падающим грузом массой 1 т по вертикально установленному бандажу через стальную прокладку с минимальной высотой (Н) в метрах, вычисляемой по формуле
15
1де q— масса испытываемого бандажа, кг.
Стальная прокладка должна быть массой не более 20 кг, нижняя ее часть должна соответствовать очертанию испытываемого бандажа. Масса шабота должна быть не менее 10 т.
4.7. При испытании бандажа на копре стрела прогиба (f) в процентах от внутреннего диаметра Di должна быть не менее определяемой по формуле
где D — наружный диаметр бандажа по кругу катания, мм; Ов — временное сопротивление разрыву, Н/мм2.
С 6 ГОСТ 5257—89
Температура испытываемых бандажей не должна превышать 50°С. Испытания копром считаются удовлетворительными, если при получении требуемой стрелы прогиба нет признаков разрушения. При испытании на копре количество ударов должно быть не менее трех. После испытания на удар у бандажей не должно быть трещин, надрывов и других признаков разрушений.
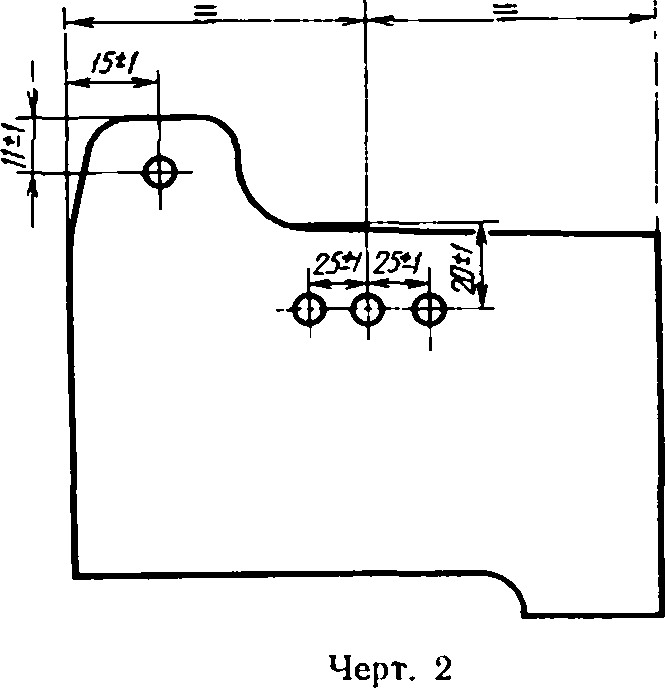
4.8. Испытания на твердость производят по ГОСТ 9012 шариком диаметром 10 мм при нагрузке 29430 Н (3000 кге) на поперечном те мп лете в местах, указанных на черт. 2, по среднему значению трех измерений и измерением на реборде в одной точке.
4.9. Испытание на растяжение производят по ГОСТ 1497 на образце диаметром 10 мм с расчетной длиной 50 мм, вырезанном вдоль волокон в месте, указанном на черт. 3. Отбор пробы — по ГОСТ 7564.
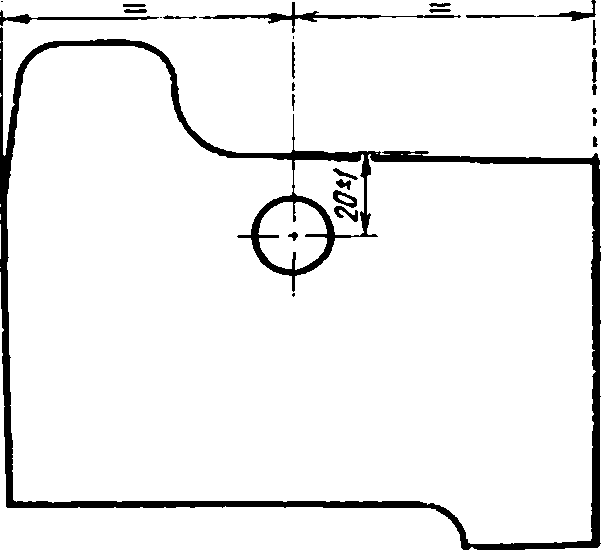
Черт. 3
5. МАРКИРОВКА И ТРАНСПОРТИРОВАНИЕ
5.1. На боковой наружной поверхности каждого бандажа в горячем состоянии на расстоянии 12—18 мм от его внутренней посадочной поверхности должна быть выштампована маркировка высотой не менее 10 мм и глубиной до 4 мм, содержащая следующие данные:
товарный знак или условный номер предприятия-изготовителя; две последние цифры года изготовления;
номер плавки;
допускается нанесение порядкового номера бандажа.
5.2. Изменять порядок маркировки не допускается. После номера плавки должно быть оставлено место для приемочного клейма. Выбивка клейм ручным способом не допускается, за исключением приемочных.
5.3. Бандажи транспортируют железнодорожным транспортом на платформах без упаковки. Погрузка, крепление и перевозка бандажей должна производиться в соответствии с «Техническими условиями погрузки и крепления грузов» и «Правилами перевозки грузов», утвержденными МПС СССР.
5.4. Транспортная маркировка должна производиться в соответствии с ГОСТ 14192. Каждая партия бандажей должна сопровождаться документом, содержащим:
наименование предприятия-изготовителя;
условное обозначение бандажей по настоящему стандарту; количество бандажей, шт.;
номер плавки;
результаты химического анализа, испытаний на твердость, растяжение и удар;
дату изготовления;
обозначение настоящего стандарта.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие черновых бандажей требованиям настоящего стандарта при соблюдении условий транспортирования и эксплуатации.
6.2. Гарантийный срок— 12 месяцев с момента ввода в эксплуатацию.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством жилищно-коммунального хозяйства РСФСР, Министерством черной металлургии СССР
ИСПОЛНИТЕЛИ
Д. К. Бузетти, канд. техн, наук; Е. Н. Бухиник, канд. техн, наук; Т. А. Осипович
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.06.89 Ms 2005
3. ВЗАМЕН ГОСТ 5257—79
4. Срок первой проверки — 1994 г. Периодичность проверки — 4 года
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД. на который дана ссылка
Номер пункта
ГОСТ 380—88
4.5
ГОСТ 1497- 84
4.9
ГОСТ 7505 -74
1.1
ГОСТ 7564—73
4.9
ГОСТ 7565—81
3.1
ГОСТ 9012—59
4.8
ГОСТ 14192—77
5.4
ГОСТ 22536.0—87
4.5
ГОСТ 22536.1 —88
4.5
ГОСТ 22536.2—87
4.5
ГОСТ 22536.3—88
4.5
ГОСТ 22536.4—88
4.5
ГОСТ 22536.5—87
4.5
ГОСТ 22536.7—88
4.5
ГОСТ 22536.8—87
4.5
ГОСТ 22536.9—88
4.5
Редактор Т. В. Смыка
Технический редактор Э. В. Митяй Корректор Л. В. Сницарчук
Сдано в наб. 20.07.89 Подп. в псч. 22.09 89 0.75 усл. п. л. 0.75 усл. кр.-отт. 0.56 уч. изд. л. Тир, 6000 Цена 3 к.
Ордена «Знак Почета» Издательство стандартов, 123557, Москва, ГСП.
Новопреснонский пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Дариус и Гирено, 39. Зак. 1782.
{kind=link}