ГОСТ 4686-2012
Группа Д56
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРИАНГЕЛИ ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ
Технические условия
Brake beams of brake leverage gear of freight cars. Specifications
МКС 45. 060
ОКП 31 8383
Дата введения 2013-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт вагоностроения" (ОАО "НИИвагоностроения")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол N 50 от 20 июля 2012 г.)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Кыргызстан | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Российская Федерация | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 15 ноября 2012 г. N 881-ст межгосударственный стандарт ГОСТ 4686-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
5 ВЗАМЕН ГОСТ 4686-74
6 Настоящий стандарт может быть применен на добровольной основе для соблюдения требований технического регламента Таможенного союза "О безопасности железнодорожного подвижного состава"
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие приказом Федерального агентства по техническому регулированию и метрологии от 22.08.2017 г. N 939-ст c 01.09.2017
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 11, 2017 год
1 Область применения
1 Область применения
Настоящий стандарт распространяется на триангели тормозной рычажной передачи тележек грузовых вагонов железных дорог колеи 1520 мм и устанавливает технические условия к ним.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051-81 Государственная система обеспечения измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 2310-77 Молотки слесарные стальные. Технические условия
ГОСТ 3269-78* Башмак тормозной неповоротный для грузовых вагонов железных дорог колеи 1520 мм. Технические условия
________________
* На территории Российской Федерации действует ГОСТ Р 55819-2013 "Башмаки и чеки тормозных колодок железнодорожного подвижного состава. Общие технические условия".
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7409-2009 Вагоны грузовые. Требования к лакокрасочным покрытиям
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 19281-2014 Прокат повышенной прочности. Общие технические условия
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 26828-86 Изделия машиностроения и приборостроения. Маркировка
ГОСТ 32400-2013 Рама боковая и балка надрессорная литые тележек железнодорожных грузовых вагонов. Технические условия
ГОСТ 33211-2014 Вагоны грузовые. Требования к прочности и динамическим качествам
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяются в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. N 1).
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 триангель: Элемент тормозной рычажной передачи тележки грузового вагона, предназначенный для передачи усилия, развиваемого поршнем тормозного цилиндра или приводом ручного тормоза, на фрикционные элементы (тормозные колодки) для их равномерного прижатия к поверхности катания.
(Измененная редакция, Изм. N 1).
3.2 (Исключен, Изм. N 1).
3.3 закладка: Элемент триангеля, предназначенный для изменения расстояния между башмаками при переходе тележек на железнодорожные пути с другой шириной колеи.
(Измененная редакция, Изм. N 1).
4 Типы и основные размеры
4.1 Типы и основные размеры триангелей должны соответствовать указанным в таблице 1 и на рисунках 1-4.
Таблица 1
Особенности конструкции триангеля | Тип | Исполнение | Номер рисунка |
С безрезьбовым креплением башмака | 1 | 1 - с закладкой | 1 |
2 - без закладки | 2 | ||
С резьбовым креплением башмака | 2 | 1 - с закладкой | 3 |
2 - без закладки | 4 | ||
Примечание - Рисунки не определяют конструкцию триангелей. |
Рисунок 1 - Триангель с безрезьбовым креплением башмака, с закладкой

1 - балка; 2 - струна; 3 - распорка; 4 - втулка; 5 - башмак неповоротный; 6 - наконечник правый; 7 - наконечник левый; 8 - кронштейн; 9 - скоба; 10 - упругий элемент; 11 - шайба регулировочная; 12 - накладка; 13 - закладка
Рисунок 1 - Триангель с безрезьбовым креплением башмака, с закладкой
Рисунок 2 - Триангель с безрезьбовым креплением башмака, без закладки

1 - балка; 2 - струна; 3 - распорка; 4 - втулка; 5 - башмак неповоротный; 6 - наконечник правый; 7 - наконечник левый; 8 - кронштейн; 9 - скоба; 10 - упругий элемент; 11 - шайба регулировочная; 12 - накладка
Рисунок 2 - Триангель с безрезьбовым креплением башмака, без закладки
Рисунок 3 - Триангель с резьбовым креплением башмака, с закладкой

1 - балка; 2 - струна; 3 - распорка; 4 - втулка; 5 - башмак неповоротный; 6 - наконечник правый; 7 - наконечник левый; 8 - скоба; 9 - гайка; 10 - закладка
Рисунок 3 - Триангель с резьбовым креплением башмака, с закладкой
Рисунок 4 - Триангель с резьбовым креплением башмака, без закладки

1 - балка; 2 - струна; 3 - распорка; 4 - втулка; 5 - башмак неповоротный; 6 - наконечник правый; 7 - наконечник левый; 8 - скоба; 9 - гайка
Рисунок 4 - Триангель с резьбовым креплением башмака, без закладки
4.2 Примеры условного обозначения:
Триангель с безрезьбовым креплением башмака типа 1, исполнения 1:
Триангель 1-1 ГОСТ 4686-2012;
Триангель с безрезьбовым креплением башмака типа 1, исполнения 2:
Триангель 1-2 ГОСТ 4686-2012;
Триангель с резьбовым креплением башмака типа 2, исполнения 1:
Триангель 2-1 ГОСТ 4686-2012;
Триангель с резьбовым креплением башмака типа 2, исполнения 2:
Триангель 2-2 ГОСТ 4686-2012.
5 Технические требования
5.1 Общие требования
Триангели изготавливают в исполнении УХЛ категории размещения 1 по ГОСТ 15150.
5.2 Требования к конструкции
5.2.1 Конструкция триангелей исполнения 1 (см. рисунки 1 и 3) должна обеспечивать возможность переоборудования их под колесную пару колеи 1435 мм.
5.2.2 Конструкция триангеля должна выдерживать без остаточной деформации действие растягивающей нагрузки 147,15 кН (15 тс), приложенной к распорке. После снятия нагрузки не допускаются:
- сплошные сквозные зазоры между струной и распоркой;
- остаточная деформация триангеля.
(Измененная редакция, Изм. N 1).
5.2.3 Триангели оборудуют неповоротными башмаками (далее - башмаки) по ГОСТ 3269*.
________________
* В Российской Федерации действует ГОСТ Р 55819-2013 "Башмаки и чеки тормозных колодок железнодорожного подвижного состава. Общие технические условия".
(Измененная редакция, Изм. N 1).
5.2.4 Элементы крепления башмака или упругие элементы и элементы крепления башмака триангелей типа 1 (см. рисунки 1 и 2) должны исключать перемещение башмака вдоль оси цапфы от действия эксплуатационных нагрузок.
5.2.5 При креплении башмака прорезной гайкой для совмещения отверстий в цапфе рамы триангеля с прорезью в гайке (см. рисунки 3 и 4) (позиция 9) допускается установка под гайку шайбы толщиной не более 4 мм.
5.2.6 Крутящий момент затяжки гаек (см. рисунки 3 и 4) - от 294 до 490 Н·м (от 30 до 50 кгс·м) включ.
(Измененная редакция, Изм. N 1).
5.2.7 Для триангелей типа 1 (см. рисунки 1 и 2) разность расстояний от наружных поверхностей скоб (позиция 9) до торцевых поверхностей триангеля (размер 1820 max) не должна превышать 4 мм.
(Измененная редакция, Изм. N 1).
5.2.8 Разность расстояний от наружных поверхностей скоб (позиция 9) до оси распорки должна быть не более 3 мм.
5.2.9 Допускается при разработке тележек усиленной конструкции уменьшение габаритной длины триангеля по торцам наконечников (см. рисунки 1-4) до 1820 min.
5.2.10 Триангель по прочности должен соответствовать требованиям ГОСТ 33211.
Механические свойства сварных соединений, выполненных дуговой сваркой:
- временное сопротивление - не ниже требований, предъявляемых к основному металлу;
- ударная вязкость ( ) - не менее 29 Дж/см
) - не менее 29 Дж/см ;
;
- угол статического изгиба - не менее 120°.
Предел прочности при статическом нагружении сварного соединения, выполненного контактной стыковой сваркой, должен быть не менее 95% предела прочности основного металла.
(Измененная редакция, Изм. N 1).
5.2.11 Конструкция триангеля совместно с конструкцией тележки должна исключать возможность падения триангеля на путь при обрыве подвески.
5.2.12 Окраска триангелей - по ГОСТ 7409.
Триангели, являющиеся объектом самостоятельной поставки, допускается по согласованию с заказчиком окрашивать в один слой грунтовками, эмалями или масляной краской.
5.3 Требования к материалам
5.3.1 Детали триангеля, за исключением башмаков и элементов их крепления, следует изготавливать из стали в соответствии с приложением А.
Балку и струну триангеля следует изготавливать из стали по ГОСТ 19281 категории 14.
Допускается применение других марок стали при выполнении требований 5.2.10.
Для изготовления деталей, подвергающихся сварке, должна применяться сталь с гарантией свариваемости.
(Измененная редакция, Изм. N 1).
5.3.2 Требования к лакокрасочным материалам - по ГОСТ 7409.
5.4 Требования надежности
Рекомендуемый срок службы триангелей - не менее 15 лет.
Допускается устанавливать в конструкторской документации назначенный срок службы, подтвержденный результатами испытаний на ресурс в аккредитованном испытательном центре.
(Измененная редакция, Изм. N 1).
5.5 Требования к маркировке
5.5.1 На балке триангеля должны быть нанесены следующие знаки маркировки:
- наименование изготовителя (условный номер предприятия-изготовителя, [1]);
- год (две последние цифры) и месяц (римскими цифрами) изготовления;
- номер триангеля по системе нумерации предприятия-изготовителя;
- клеймо службы технического контроля;
- допускается знаки маркировки дополнять товарным знаком.
Способ нанесения маркировки должен обеспечивать сохранность ее в течение всего назначенного срока службы.
(Измененная редакция, Изм. N 1).
5.5.2 Знаки маркировки наносятся шрифтом ПО 6-10.
5.5.3 На каждом триангеле наносится знак обращения на рынке*.
________________
* Знак обращения на рынке наносят для государств Таможенного союза.
5.6 Комплектность
5.6.1 Триангели сопровождаются документом, удостоверяющим их соответствие требованиям настоящего стандарта и содержащим:
- наименование предприятия-изготовителя;
- адрес предприятия-изготовителя;
- наименование, условное обозначение триангеля и обозначение чертежа;
- обозначение настоящего стандарта;
- число триангелей в партии;
- документ, подтверждающий качество триангелей по результатам их приемки;
- сведения о подтверждении соответствия;
- дату отгрузки триангелей.
(Измененная редакция, Изм. N 1).
5.6.2 Сопроводительные документы должны быть упакованы по ГОСТ 23170 (подраздел 2.11).
6 Требования охраны окружающей среды
6.1 На поверхности триангеля не должно быть острых кромок и заусенцев, способных травмировать обслуживающий персонал.
6.2 Утилизация триангелей по истечении срока службы должна осуществляться способом, не вызывающим загрязнение окружающей среды.
7 Правила приемки
7.1 Для контроля соответствия триангелей требованиям настоящего стандарта следует проводить приемо-сдаточные, периодические и типовые испытания в соответствии с ГОСТ 15.309.
7.2 При приемо-сдаточных испытаниях триангель подвергают:
- сплошному контролю - на прочность конструкции (см. 5.2.2);
- выборочному контролю - на отсутствие остаточной деформации конструкции (см. 5.2.2).
7.2.1 Проверке на отсутствие остаточной деформации подвергают два процента триангелей до сборки с башмаками от партии, но не менее двух штук от сменного выпуска. Выборка производится методом случайного отбора по ГОСТ 18321.
Партия определяется количеством триангелей в сборе с башмаками, одновременно сдаваемых по одному документу, но не более месячного выпуска триангелей.
При обнаружении остаточной деформации на одном из триангелей проверке подвергают всю партию.
7.2.2 При проверке триангеля в сборе с башмаками подвергают сплошному контролю:
- правильность сборки и основные размеры (см. 4.1, 5.2.5, 5.2.7 и 5.2.8);
- внешний вид (см. 6.1);
- материалы (см. 5.3.1);
- качество окраски триангелей, являющихся объектом самостоятельной поставки (см. 5.3.2). Качество окраски триангелей для нужд собственного производства проверяют при окраске тележки;
- маркировку и комплектность (см. 5.5, 5.6).
7.2.3 Результаты приемо-сдаточных испытаний считают отрицательными, если в ходе испытаний установлено несоответствие хотя бы одному заданному требованию. В этом случае должны быть выявлены причины и проведено устранение отклонений, при этом триангель должен быть повторно подвергнут испытаниям по тем позициям, по которым обнаружены отклонения.
7.3 Для подтверждения стабильности качества и возможности продолжения выпуска триангелей проводят периодические испытания не реже одного раза в три года.
7.3.1 Периодическим испытаниям подвергают триангели, выдержавшие приемо-сдаточные испытания.
7.3.2 Периодические испытания должны включать проверку:
- крутящего момента затяжек гаек (см. 5.2.6);
- механических свойств сварного соединения (см. 5.2.10).
Периодические испытания проводят по программе и методике завода-изготовителя, разработанным в соответствии с требованиями настоящего стандарта.
7.3.2.1 Испытанию крутящего момента затяжек гаек подлежит два процента триангелей в сборе с башмаками от текущей выпускаемой партии, но не менее трех штук. Отбор осуществляют методом случайного отбора по ГОСТ 18321 из триангелей ближайших сменных выпусков.
7.3.2.2 Испытания механических свойств сварных соединений, выполняемых дуговой сваркой, проводят на одном контрольном сварном соединении.
Испытания механических свойств сварных соединений, выполняемых контактной сваркой, проводят на одном узле - "струна со вставками".
Образцы для испытаний выполняют по технологии изготовления триангеля.
Метод изготовления и испытания образцов приведен в приложении В.
При неудовлетворительных результатах периодических испытаний механических свойств сварных соединений должны быть проведены повторные испытания на удвоенном количестве образцов.
7.4 Типовым испытаниям подвергают триангели после внесения изменений в конструкцию или технологию изготовления для оценки эффективности и целесообразности вносимых изменений по ГОСТ 15.309.
7.5 При типовых испытаниях триангели проверяют в полном объеме требований настоящего стандарта в соответствии с 7.2 и 7.3.
Порядок проведения типовых испытаний - по ГОСТ 15.309.
7.6 Результаты приемо-сдаточных испытаний оформляют протоколом и (или) журналом по ГОСТ 15.309.
Результаты периодических испытаний оформляют актом и протоколом, в которые включены результаты приемо-сдаточных испытаний.
Результаты типовых испытаний оформляют актом и протоколом испытаний.
7.7 Протоколы испытаний должны содержать нормативные и фактические параметры триангелей.
7.8 К протоколам периодических и типовых испытаний прилагают:
- перечень средств измерений с указанием их основных характеристик;
- иную документацию, если она оговорена программой или методикой испытаний.
7.9 В целях обязательного подтверждения соответствия испытаниям подвергают не менее двух триангелей, отобранных методом случайного отбора по ГОСТ 18321 от сменного выпуска.
Раздел 7. (Измененная редакция, Изм. N 1).
8 Методы контроля
8.1 Правильность сборки на соответствие конструкторской документации (см. 4.1) следует контролировать визуально.
8.2 Размеры триангелей (см. 4.1, 5.2.5, 5.2.7 и 5.2.8) проверяют специальными шаблонами и измерительными инструментами с пределами допускаемой погрешности измерения в соответствии с ГОСТ 8.051.
8.3 Маркировку (см. 5.5) проверяют по ГОСТ 26828, проверку комплектности (см. 5.6) производят визуально.
8.4 Проверку материалов (см. 5.3.1 и 5.3.2) производят по сертификатам поставки или результатам входного контроля по ГОСТ 24297.
8.5 Метод проверки механических свойств сварных соединений в соответствии с приложением В.
(Измененная редакция, Изм. N 1).
8.6 Качество окраски триангеля (см. 5.2.12) проверяют визуально.
8.7 Крутящий момент затяжки гаек (см. 5.2.6) проверяют динамометрическим ключом с предельной погрешностью измерения (±3%).
(Измененная редакция, Изм. N 1).
8.8 Контроль параметров надежности (см. 5.4) проводят расчетом по статистическим данным, полученным по результатам эксплуатации триангеля.
(Измененная редакция, Изм. N 1).
8.9 Испытание триангеля на прочность и отсутствие остаточной деформации (см. 5.2.2) необходимо проводить на триангеле без башмаков и элементов его крепления методом его двукратного нагружения усилием 147,15 кН (15
кН (15 тс).
тс).
Величина нагрузки задается с пределом допускаемой погрешности измерения.
(Измененная редакция, Изм. N 1).
8.10 Испытания триангеля на прочность и отсутствие остаточной деформации должны проводиться на стенде, аттестованном в установленном порядке.
Схема установки триангеля на стенде и приложения нагрузки указаны в приложении Б.
Установка триангеля на стенде должна обеспечивать стабильность, прилагаемой к раме нагрузки.
(Измененная редакция, Изм. N 1).
8.11 При испытании под нагрузкой триангель должен обстукиваться молотком по ГОСТ 2310 массой 0,8 кг в местах контактной сварки струны и вставок триангеля.
(Измененная редакция, Изм. N 1).
8.12 Отсутствие остаточной деформации проверяют по величине уклона балки триангеля или по величине угла между балкой и струной (распоркой) после первого и второго нагружения.
(Измененная редакция, Изм. N 1).
8.12.1 Отсутствие остаточной деформации проверяют шаблоном или специальным измерительным устройством с погрешностью измерения не более 0,5 мм или угломером по ГОСТ 5378 с погрешностью измерения не более (±10').
8.12.2 Конструкция шаблона или измерительного устройства должна обеспечивать измерение значения уклона балки в одних и тех же точках при первоначальном и повторном измерении; при измерении угломером - в одних и тех же точках угла.
(Измененная редакция, Изм. N 1).
8.12.3 Разница между значениями уклона (угла) после первого и второго измерения не должна превышать допускаемой погрешности измерений применяемого средства измерения.
8.13 При проведении испытаний на прочность и после снятия нагрузки проводят обследование триангеля на наличие сплошных сквозных зазоров между струной и распоркой.
Наличие сплошного сквозного зазора между струной и распоркой по профилям радиусных сопряжений в средней плоскости триангеля с обеих сторон распорки проверяют визуально с помощью лупы с не менее чем четырехкратным увеличением по ГОСТ 25706 или стальным щупом с номинальной толщиной 0,05 мм. При проверке щупом он не должен заходить в зазоры между струной и распоркой.
Наличие у триангеля зазоров после испытания не допускается.
(Измененная редакция, Изм. N 1).
9 Упаковка, транспортирование и хранение
9.1 Транспортирование триангелей - по группе 7 (Ж1) ГОСТ 15150.
9.2 Хранение триангелей - по группе 2 (С) ГОСТ 15150.
9.3 Транспортирование триангелей допускается любым видом транспорта, без упаковки.
10 Указания по эксплуатации
Не допускается замена в эксплуатации деталей триангеля другими, отличающимися по конструкции или материалам от предусмотренных в конструкторской документации, без согласования с держателем подлинников документации.
11 Гарантии изготовителя
11.1 Предприятие-изготовитель гарантирует соответствие триангелей требованиям настоящего стандарта при соблюдении правил эксплуатации, хранения и транспортирования.
11.2 Гарантийный срок эксплуатации триангелей устанавливается договором между предприятием-изготовителем и потребителем, но не должен заканчиваться в межремонтный период.
Приложение А (обязательное). Допускаемые напряжения для деталей тормоза
Приложение А
(обязательное)
Таблица А.1 - Материалы для изготовления триангеля без башмаков
Марка материала | Нормативный документ | |
Стальной прокат | Класс прочности | |
09Г2, 09Г2С, 09Г2Д | 295 | ГОСТ 19281-2014 |
10Г2С1 | 315 | ГОСТ 19281-2014 |
09Г2С, 10Г2С1, 17ГС, 15ГФ, 15ХСНД | 325 | ГОСТ 19281-2014 |
09Г2С, 10Г2С1, 17ГС, 15ГФ, 15ХСНД | 345 | ГОСТ 19281-2014 |
Стальные отливки | ||
20Л, 25Л | нормализация | ГОСТ 977-88 |
20ГЛ | нормализация | ГОСТ 977-88 |
20ФЛ | нормализация | ГОСТ 977-88 |
20Г1ФЛ | нормализация | ГОСТ 977-88 |
20ГЛ, 20ГФЛ, 20ГТЛ | нормализация | ГОСТ 32400-2013 |
Таблица А.1. (Измененная редакция, Изм. N 1).
Приложение Б (обязательное). Схема установки триангеля на стенде и приложения нагрузки при испытании на прочность и остаточную деформацию
Приложение Б
(обязательное)
________________
* Измененная редакция, Изм. N 1.

Рисунок Б.1
Приложение В (обязательное). Метод проверки механических свойств сварных соединений триангеля
Приложение В
(обязательное)
В.1 Проверка механических свойств сварных соединений, выполняемых дуговой сваркой
В.1.1 При изготовлении контрольных сварных соединений применяют сварочные материалы и оборудование, используемые при сварке триангеля. Выполняют стыковое сварное соединение пластин толщиной 12-14 мм. Марки стали пластин контрольного сварного соединения выбирают из применяемых для сварных соединений триангеля. Ширина и длина свариваемых пластин -  мм, направление прокатки - вдоль длинной стороны пластины. Сварка должна производиться, как показано на рисунках В.1 и В.2.
мм, направление прокатки - вдоль длинной стороны пластины. Сварка должна производиться, как показано на рисунках В.1 и В.2.
Рисунок В.1 - Контрольное сварное соединение
|

Примечание - 1, 2, 3 - последовательность выполнения проходов сварки.
Рисунок В.1 - Контрольное сварное соединение
Рисунок В.2 - Конструктивные элементы подготовки кромок под сварку
|

Рисунок В.2 - Конструктивные элементы подготовки кромок под сварку
В.1.2 Из контрольных сварных соединений следует изготовить образцы для испытаний по ГОСТ 6996 (см. рисунок В.3):
- 2 образца типа XII для испытания сварного соединения на статическое растяжение;
- 2 образца типа XXVII для испытания сварного соединения на статический изгиб;
- 3 образца типа VI для испытания сварного соединения на ударный изгиб  с надрезом по сварному шву.
с надрезом по сварному шву.
Рисунок В.3 - Схема вырезки образцов для испытаний
|
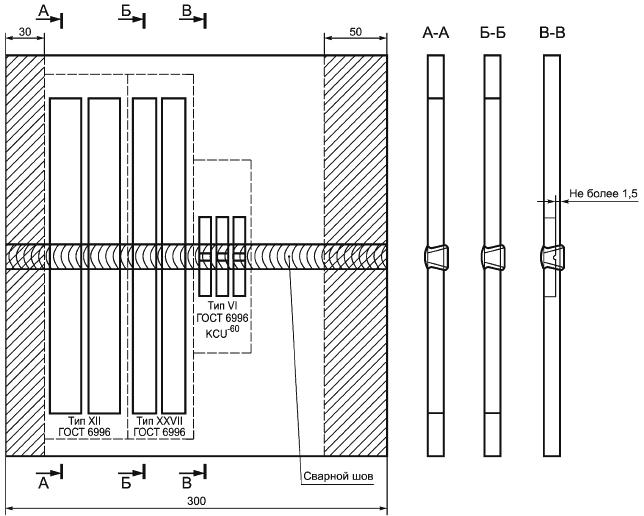
Рисунок В.3 - Схема вырезки образцов для испытаний
В.1.3 Образцы, изготовленные по В.1.2, должны быть испытаны в соответствии с ГОСТ 6996.
В.2 Проверка механических свойств сварных соединений, выполняемых контактной стыковой сваркой
В.2.1 Определение механических свойств сварных соединений триангеля, выполняемых контактной стыковой сваркой, производят на контрольных образцах, вырезанных непосредственно из сваренного узла (струны триангеля со вставками).
В.2.2 Из одного готового узла (струны триангеля со вставками) вырезают образцы в количестве двух штук. Длина каждого образца составляет 280±20 мм, расположение стыка сварного соединения - посередине (см. рисунок В.4).
Рисунок В.4 - Схема вырезки образца для испытания сварного соединения, выполненного контактной стыковой сваркой
|

Рисунок В.4 - Схема вырезки образца для испытания сварного соединения, выполненного контактной стыковой сваркой
В.2.3 Образцы испытывают на статическое растяжение, при этом устанавливают временное сопротивление ( ). Результаты испытаний определяют как среднеарифметическое значение результатов, полученных при испытаниях отдельных образцов. Методы испытания образцов на растяжение - по ГОСТ 6996.
). Результаты испытаний определяют как среднеарифметическое значение результатов, полученных при испытаниях отдельных образцов. Методы испытания образцов на растяжение - по ГОСТ 6996.
Приложение В. (Введено дополнительно, Изм. N 1).
Библиография
[1] | Положение об условных номерах клеймения железнодорожного подвижного состава и его составных частей. Утверждено Советом по железнодорожному транспорту государств-участников Содружества (приложение N 20 к протоколу от 21-22 октября 2014 года N 61) |
(Измененная редакция, Изм. N 1).
Электронный текст документа
и сверен по:
официальное издание
М.: Стандартинформ, 2013
Редакция документа с учетом
изменений и дополнений подготовлена

{kind=link}