ГОСТ 33695-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОЛОДКИ ТОРМОЗНЫЕ ЧУГУННЫЕ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА
Общие технические условия
Cast iron brake pads for railway rolling stock. General specifications
МКС 45.060
Дата введения 2024-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Казахская академия транспорта и коммуникаций им.М.Тынышпаева" (АО "КазАТК им.М.Тынышпаева")
2 ВНЕСЕН Комитетом технического регулирования и метрологии Министерства по инвестициям и развитию Республики Казахстан
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 10 декабря 2015 г. N 48)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
(Поправка. ИУС N 7-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 16 марта 2022 г. N 133-ст межгосударственный стандарт ГОСТ 33695-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2024 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация также будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 7, 2022 год; поправка, опубликованная на официальном сайте Росстандарта России rst.gov.ru по состоянию на 01.04.2024
1 Область применения
Настоящий стандарт распространяется на гребневые, безгребневые и секционные чугунные тормозные колодки (далее - колодки), предназначенные для установки на железнодорожный подвижной состав железных дорог колеи 1520 мм.
Требования стандарта являются обязательными.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 2.321 Единая система конструкторской документации. Обозначения буквенные
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 15.001 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения
ГОСТ 15.309 Системы разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 26.008 Шрифты для надписей, наносимых методом гравирования. Исполнительные размеры
ГОСТ 103 Прокат сортовой стальной горячекатаный полосовой. Сортамент
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 503 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3212 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров
ГОСТ 3443 Отливки из чугуна с различной формой графита. Методы определения структуры
ГОСТ 9012 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 14637 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15467 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 19200 Отливки из чугуна и стали. Термины и определения дефектов
ГОСТ 19903 Прокат листовой горячекатаный. Сортамент
ГОСТ 22536.0 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.11 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 23677 Твердомеры для металлов. Общие технические требования
ГОСТ 24555 Система государственных испытаний продукции. Порядок аттестации испытательного оборудования. Основные положения
ГОСТ 26645 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
ГОСТ 27208 Отливки из чугуна. Методы механических испытаний
ГОСТ 27611 Чугун. Метод фотоэлектрического спектрального анализа
ГОСТ 29329 Весы для статического взвешивания. Общие технические требования
МК (ИСО 3166) 004 Межгосударственный классификатор стран мира
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 15467, ГОСТ 19200, ГОСТ 2789, а также следующие термины с соответствующими определениями:
3.1 тормозная колодка: Съемный элемент тормозной системы, рабочая поверхность которого вступает во фрикционный контакт с поверхностью катания колеса.
3.2 башмак: Деталь, представляющая собой термообработанную отливку с выполненными в ней отверстиями под втулки, в которую вставляется колодка, закрепляемая чекой.
3.3 чека: Стержень, вставляемый в отверстие ушка и продольный паз колодки, служащий фиксатором тормозной колодки в башмаке.
3.4 литейный дефект: Дефект, образовавшийся в процессе изготовления детали (отливки).
3.5 металлическая спинка: Несущий элемент колодки, на который передается тормозное усилие от башмака.
3.6 объемно-сетчатый каркас: Элемент колодки, находящийся в теле тормозной колодки, препятствующий падению куском фрикционной массы на путь.
4 Обозначения
В настоящем стандарте применены следующие обозначения согласно ГОСТ 2.321-84:
5 Классификация и основные размеры
5.1 Колодки классифицируются:
- по типу конструкции;
- марке чугуна;
- типу подвижного состава.
5.1.1 Колодки по типу конструкции подразделяются (см. приложение А):
- на секционные;
- моторвагонного подвижного состава (далее - МВПС);
- биметаллические.
5.1.2 Колодки, в соответствии с применяемым для их изготовления марками специального чугуна, классифицируются на "С", "Р", "М" и "Ф".
5.1.3 Колодки по типу подвижного состава, на который они устанавливаются, подразделяются:
- на локомотивные;
- вагонные;
- МВПС.
Примеры условного обозначения колодок:
1 Локомотивные гребневые колодки, изготовленные из чугуна марки М:
Колодки Г-М ГОСТ ______
2 Локомотивные секционные колодки, изготовленные из чугуна марки Р:
Колодки С-Р ГОСТ ______
3 Вагонные безгребневые колодки, изготовленные из чугуна марки С:
Колодки бГ-С ГОСТ ______
4 Вагонные секционные колодки, изготовленные из чугуна марки Р:
Колодки С-Р ГОСТ ______
5 Колодки МВПС, изготавливаемые из чугуна марки Ф:
Колодки Ф ГОСТ ______
6 Биметаллические колодки, изготавливаемые из чугуна марки С:
Колодки С ГОСТ ______
5.2 Конструкция и размеры тормозных колодок должны соответствовать указанным на рисунках А.1-А.5 и в таблице 1.
Таблица 1 - Основные размеры чугунных тормозных колодок
Наименование размера | Обозначение | Размеры, мм | |
Локомотивные гребневые колодки | |||
Длина колодки | 340,0±,0 | ||
Ширина колодки | 155 | ||
Ширина гребневой части колодки | * | 65 | |
* и - только для локомотивных гребневых колодок. | |||
Наружная высота гребня колодки | * | 52 | |
* и - только для локомотивных гребневых колодок. | |||
Толщина колодки | 75 | ||
Высота ушка | 30 | ||
Высота отверстия ушка | от 19,0 до 21,0 | ||
Ширина ушка у основания | от 43,0 до 44,0 | ||
Ширина отверстия ушка | от 29,5 до 30,5 | ||
Высота упорных приливов под башмак | от 11,0 до 14,0 | ||
Радиус сопряжения упорных приливов | 3 | ||
Локомотивные секционные колодки | |||
Длина колодки | 230,0±3,3 | ||
Ширина колодки | 88 | ||
Толщина колодки | 55 | ||
Высота ушка | 24 | ||
Высота отверстия ушка | |||
типы С и Ф | 13,5±0,5 | ||
тип Р | 20,0±1,0 | ||
Ширина ушка у основания | от 44,0 до 45,0 | ||
Ширина отверстия ушка | |||
типы С и Ф | 24,0±0,5 | ||
тип Р | от 22,0 до 23,5 | ||
Высота упорных приливов под башмак | |||
типы С и Ф | от 7,0 до 10,0 | ||
тип Р | от 9,0 до 12,0 | ||
Радиус сопряжения упорных приливов | 3 | ||
Вагонные безгребневые колодки | |||
Длина колодки, | |||
тип С | 380,0±3,2 | ||
тип Р | 325,0±3,2 | ||
Ширина колодки | 80 | ||
Толщина колодки | 60 | ||
Высота ушка | 25,0±1,0 | ||
Высота отверстия ушка | 10,0±1,0 | ||
Ширина ушка у основания | от 44,0 до 45,0 | ||
Ширина отверстия ушка | 24,0±1,5 | ||
Высота направляющих приливов под чеку | 8,0-12,0 | ||
Радиус сопряжения упорных приливов | 3 | ||
Вагонные секционные колодки | |||
Длина колодки | 250,0±2,8 | ||
Ширина колодки | 88 | ||
Толщина колодки | 50 | ||
Высота ушка | 25,0±1,0 | ||
Высота отверстия ушка | 10,0±1,0 | ||
Ширина ушка у основания | от 44,0 до 45,0 | ||
Ширина отверстия ушка | 24,0±1,5 | ||
Высота направляющих приливов под чеку | 8,0-12,0 | ||
Радиус сопряжения упорных приливов | 3 | ||
Колодки МВПС | |||
Длина колодки | |||
тип Ф | 380,0±5,0 | ||
тип Р | 325,0±5,0 | ||
Ширина колодки | 80 | ||
Толщина колодки | 60 | ||
Высота ушка | 25,0±1,0 | ||
Высота отверстия ушка | 10,0±1,0 | ||
Ширина ушка у основания | от 44,0 до 45,0 | ||
Ширина отверстия ушка | 24,0±1,5 | ||
Высота направляющих приливов под чеку | от 8,0 до 12,0 | ||
Радиус сопряжения упорных приливов | 3 | ||
Биметаллические колодки | |||
Длина колодки, | |||
тип С | 380,0±3,2 | ||
тип Р | 325,0±3,2 | ||
Ширина колодки | 80 | ||
Толщина колодки | 60 | ||
Высота ушка | 25,0±1,0 | ||
Высота отверстия ушка | 10,0±1,0 | ||
Ширина ушка у основания | от 44,0 до 45,0 | ||
Ширина отверстия ушка | 24,0±1,5 | ||
Высота направляющих приливов под чеку | от 8,0 до 12,0 | ||
Радиус сопряжения упорных приливов | 3 | ||
6 Технические требования
6.1 Основные показатели
6.1.1 Колодки должны быть изготовлены с учетом эксплуатации в условиях климатических факторов внешней среды УХЛ по ГОСТ 15150 с верхним пределом температуры +50°С и с нижним пределом температуры минус 60°С.
6.1.2 Номинальная масса колодки должна соответствовать значениям, приведенным в таблице 2.
Таблица 2 - Масса колодок
Марка чугуна | Масса колодки, кг |
Локомотивные гребневые колодки | |
М | 14,7±0,2 |
Р | 15,8±0,2 |
Локомотивные секционные колодки | |
С | 8,7±0,2 |
Ф | 8,2±0,2 |
Р | 9,5±0,2 |
Вагонные безгребневые колодки | |
С | 14,2±0,2 |
Р | 15,2±0,2 |
Вагонные секционные колодки | |
С | 8,7±0,2 |
Р | 9,5±0,2 |
Колодки МВПС | |
Ф | 14,0±0,2 |
Р | 15,2±0,2 |
Биметаллические колодки | |
С | 15,32±0,5 |
ЧС | 8,77±0,5 |
М | 19,43±0,5 |
6.1.3 Точность отливок по ГОСТ 26645:
локомотивные гребневые колодки 10-7-0-10;
вагонные безгребневые и секционные колодки 11-7-0-11 с симметричным расположением полей допусков;
колодки МВПС 11-7-0-11.
Формовочные уклоны - по ГОСТ 3212.
6.1.4 Колодки изготавливают из марок чугуна, химический состав которых должен соответствовать значениям, указанным в таблице 3.
Таблица 3 - Химический состав колодок
Марка чугуна | Массовая доля элементов, % | ||||||
C | Si | Mn | P | S, не более | Ba | Ca | |
Локомотивные гребневые колодки | |||||||
М | от 2,7 до 3,4 | от 0,7 до 1,0 | от 0,4 до 0,9 | от 0,45 до 0,9 | 0,20 | от 0,005 до 0,20 | от 0,005 до 0,15 |
М с глубоким зацепом | от 2,7 до 3,4 | от 0,7 до 1,2 | от 0,4 до 0,9 | от 0,45 до 0,9 | 0,20 | от 0,005 до 0,20 | от 0,005 до 0,15 |
Р | от 2,5 до 3,6 | от 1,3 до 2,0 | от 0,3 до 0,9 | от 2,5 до 3,5 | 0,20 | ||
Локомотивные секционные колодки | |||||||
С | от 2,8 до 3,6 | от 0,7 до 1,2 | от 0,4 до 1,1 | от 0,3 до 0,7 | 0,20 | ||
Ф | от 2,8 до 3,5 | от 1,3 до 2,0 | от 0,3 до 0,9 | от 1,0 до 1,5 | 0,15 | ||
Р | от 2,6 до 3,6 | от 1,3 до 2,0 | от 0,3 до 0,9 | от 2,5 до 3,5 | 0,15 | ||
Вагонные безгребневые и секционные колодки | |||||||
С | от 2,8 до 3,6 | от 0,7 до 1,2 | от 0,4 до 1,1 | от 0,2 до 0,5 | 0,20 | ||
Р | от 2,6 до 3,6 | от 1,3 до 2,0 | от 0,3 до 0,9 | от 2,5 до 3,5 | 0,15 | ||
Колодки МВПС | |||||||
Ф | от 2,8 до 3,5 | от 1,3 до 2,0 | от 0,3 до 0,9 | от 1,0 до 1,5 | 0,15 | ||
Р | от 2,6 до 3,6 | от 1,2 до 2,0 | от 0,3 до 0,9 | от 2,5 до 3,5 | 0,15 | ||
Биметаллическая колодка | |||||||
С | от 2,8 до 3,6 | от 0,7 до 1,2 | от 0,5 до 1,1 | от 0,4 до 0,8 | 0,2 | ||
ЧС | от 2,8 до 3,6 | от 0,7 до 1,2 | от 0,7 до 1,1 | от 0,4 до 0,8 | до 0,2 | ||
М | от 2,8 до 3,6 | от 0,7 до 1,2 | от 0,5 до 1,1 | от 0,4 до 0,8 | до 0,2 | ||
6.1.5 Твердость тормозной колодки должна соответствовать значениям, указанным в таблице 4.
Таблица 4 - Твердость колодок
Марка чугуна | Твердость по Бринеллю, НВ | |
тело колодки | ушко | |
Локомотивные гребневые колодки | ||
М | от 229 до 302 | - |
Р | от 217 до 303 | - |
Локомотивные секционные колодки | ||
С | от 217 до 255 | - |
Ф | от 187 до 241 | - |
Р | от 207 до 285 | - |
Вагонные безгребневые и секционные колодки | ||
С | от 197 до 255 | не более 321 |
Р | от 197 до 285 | - |
Колодки МВПС | ||
Ф | от 187 до 241 | - |
Р | от 197 до 285 | - |
Биметаллическая колодка | ||
С | от 197 до 255 | - |
ЧС | от 197 до 255 | - |
М | от 197 до 302 | |
6.1.6 Микроструктура чугуна тормозных колодок согласно ГОСТ 3443 должна соответствовать требованиям, указанным в таблице 5.
Таблица 5 - Микроструктура чугуна тормозных колодок
Структурная | Шкала | Обозначение микроструктуры для марок чугуна | |||
составляющая | М | Р | С | Ф | |
Локомотивные гребневые колодки | |||||
1 Графит: | - | - | |||
- форма включений | 1А | ПГф1, ПГф2, ПГф4 | ПГф1, ПГф2, ПГф4 | ||
- длина включений | 1Б | ПГд45- ПГд350 | ПГд45-ПГд180 | ||
- распределение включений | 1В | ПГр1, ПГр3, ПГр6, ПГр7, ПГр9 | ПГр1, ПГр3, ПГр6, ПГр7, ПГр9 | ||
- количество включений | 1Г | ПГ2-ПГ6 | ПГ2-ПГ6 | ||
2 Перлит: | - | - | |||
- вид структуры | 5 | Пт1, Пт2 | Пт1, Пт2 | ||
- содержание | 6А | П(ФО)- П96(Ф4) | П96(Ф4)-П92(Ф8) | ||
- дисперсность | 8 | Пд0,3-Пд1,4 | Пд0,3-Пд1,4 | ||
3 Фосфидная эвтектика: | - | - | |||
- строение | 9А | ФЭ3, ФЭ4 | ФЭ3, ФЭ4 | ||
- площадь включений | 9Г | не более ФЭп6000 | ФЭп6000-ФЭП25000 | ||
- распределение | 9Б | ФЭр1, ФЭр2 | ФЭр2, Фр3 | ||
4 Цементит: | |||||
- содержание, не более | 10А | Ц4 | Ц4 | - | - |
- площадь включений, не более | 10Б | Цп2000 | Цп2000 | ||
Локомотивные секционные колодки | |||||
1 Графит: | - | ||||
- форма включений | 1А | ПГф1, ПГф2, ПГф4 | |||
- длина включений | 1Б | ПГд45-ПГд180 | |||
- распределение включений | 1В | ПГр1, ПГр3, ПГр6, ПГр7, ПГр9 | |||
- количество включений | 1Г | ПГ2-ПГ6 | |||
2 Перлит: | - | ||||
- вид структуры | 5 | Пт1, Пт2 | Пт1, Пт2 | Пт1, Пт2 | |
- содержание | 6А | П96(Ф4)-П92(Ф8) | П(Ф0)- П96(Ф4) | П96(Ф4)- П92(Ф8) | |
- дисперсность | 8 | Пд0,3-Пд1,4 | Пд0,3- Пд1,4 | Пд0,3- Пд1,4 | |
3 Фосфидная эвтектика: | - | ||||
- строение | 9А | ФЭЗ, ФЭ4 | ФЭЗ, ФЭ4 | ФЭЗ, ФЭ4 | |
- площадь включений | 9Г | ФЭп6000-ФЭП25000 | не более ФЭп6000 | ФЭп6000- ФЭп13000 | |
- распределение | 9Б | ФЭр1, ФЭр2 | ФЭр1, ФЭр2 | ФЭр1, ФЭр2 | |
4 Цементит: | - | ||||
- содержание, не более | 10А | Ц4 | |||
- площадь включений, не более | 10Б | Цп2000 | |||
Вагонные безгребневые и секционные колодки | |||||
1 Графит: | - | - | |||
- форма включений | 1А | ПГф1, ПГф2, ПГф4 | |||
- длина включений | 1Б | ПГд45-ПГд180 | |||
- распределение включений | 1В | ПГр1, ПГр3, ПГр6, ПГр7, ПГр9 | |||
- количество включений | 1Г | ПГ2-ПГ6 | |||
2 Перлит: | - | - | |||
- вид структуры | 5 | Пт1, Пт2 | Пт1, Пт2 | ||
- содержание | 6А | П96-П92 | П(Ф0)- П96(Ф4) | ||
- дисперсность | 8 | Пд0,3-Пд1,4 | Пд0,3- Пд1,4 | ||
3 Фосфидная эвтектика: | - | - | |||
- строение | 9А | ФЭЗ, ФЭ4 | ФЭЗ, ФЭ4 | ||
- площадь включений | 9Г | ФЭп6000-ФЭп25000 | не более ФЭп6000 | ||
- распределение | 9Б | ФЭр2, ФЭр3 | ФЭр1, ФЭр2 | ||
4 Цементит: | - | - | |||
- содержание, не более | 10А | Ц2, Ц4 | |||
- площадь включений, не более | 10Б | Цп2000 | |||
Колодки МВПС | |||||
1 Графит: | |||||
- форма включений | 1А | ПГф1, ПГф2, ПГф4 | ПГф1, ПГф2, ПГф4 | ||
- длина включений | 1Б | ПГд45-ПГд180 | ПГд45- ПГд180 | ||
- распределение включений | 1В | ПГр1, ПГрЗ, ПГр6, ПГр7, ПГр9 | ПГр1, ПГрЗ, ПГр6, ПГр7, ПГр9 | ||
- количество включений | 1Г | ПГ2-ПГ6 | ПГ2-ПГ6 | ||
2 Перлит: | |||||
- вид структуры | 5 | Пт1, Пт2 | Пт1, Пт2 | ||
- содержание | 6А | П96-П92 | П96-П92 | ||
- дисперсность | 8 | Пд0,3-Пд1,4 | Пд0,3-Пд1,4 | ||
3 Фосфидная эвтектика: | |||||
- строение | 9А | ФЭЗ, ФЭ4 | ФЭЗ, ФЭ4 | ||
- площадь включений | 9Г | ФЭп6000-ФЭп25000 | ФЭп6000- ФЭп13000 | ||
- распределение | 9Б | ФЭр1, ФЭр2 | ФЭр1, ФЭр2 | ||
4 Цементит: | |||||
- содержание, не более | 10А | Ц4 | Ц4 | ||
- площадь включений, не более | 10Б | Цп2000 | Цп2000 | ||
Биметаллические колодки | |||||
1 Графит: | - | - | |||
- форма включений | 1А | ПГф1, ПГф2, ПГф4 | |||
- длина включений | 1Б | ПГд45-ПГд180 | |||
- распределение включений | 1В | ПГр1, ПГрЗ, ПГр6, ПГр7, ПГр9 | |||
- количество включений | 1Г | ПГ2-ПГ6 | |||
2 Перлит: | - | - | |||
- вид структуры | 5 | Пт1, Пт2 | Пт1, Пт2 | ||
- содержание | 6А | П96-П92 | П(Ф0)- П96(Ф4) | ||
- дисперсность | 8 | Пд0,3-Пд1,4 | Пд0,3- Пд1,4 | ||
3 Фосфидная эвтектика: | - | - | |||
- строение | 9А | ФЭЗ, ФЭ4 | ФЭЗ, ФЭ4 | ||
- площадь включений | 9Г | ФЭп6000-ФЭп25000 | не более ФЭп6000 | ||
- распределение | 9Б | ФЭр2, ФЭр3 | ФЭр1, ФЭр2 | ||
4 Цементит: | - | - | |||
- содержание, не более | 10А | Ц2-Ц10 | |||
- площадь включений, не более | 10Б | Цп2000-Цп6000 | |||
6.1.7 Спинка тормозных колодок должна изготавливаться из полосы по ГОСТ 103 и ленты по ГОСТ 503 или листа по ГОСТ 14637 и ГОСТ 19903 следующих марок стали: Ст0, Ст1, Ст2 - по ГОСТ 380 или ленты 05кп, 08кп - по ГОСТ 1050.
Спинка локомотивных гребневых колодок и биметаллических колодок в дополнение к указанным выше может быть изготовлена из Ст3 по ГОСТ 380.
6.1.8 Колодки типа "Р" должны иметь армирующий сетчатый объемный каркас. Лист армирующего сетчатого объемного каркаса (сетка) должен изготавливаться из холоднокатаной полосы по ГОСТ 503 или листа по ГОСТ 19903 следующих марок стали: Ст0, Ст1 - по ГОСТ 380 или ленты 05кп, 08кп - по ГОСТ 1050:
Сетка колодок МВПС должна изготавливаться только из ленты 08кп-М-4-05х65 ГОСТ 503-81.
6.1.9 Число листов в армирующем сетчатом объемном каркасе, расстояние между листами и расположение их в теле колодке - по конструкторской документации на конкретный тип колодки. Расположение листов сетки объемного каркаса по поперечному сечению колодки должно быть равномерным. Вставки для биметаллических колодок должны быть изготовлены из стали Ст3кп ГОСТ 1050.
6.1.10 Надежность стальной спинки и конструкционная прочность колодки должны быть обеспечены при испытании на изгиб нагрузкой не менее:
- локомотивные гребневые колодки - 127,5 кН (тип Р) и 156,8 кН (тип М);
- локомотивные секционные колодки - 127,5 кН (тип Р) и 156,8 кН (типы Ф и С);
- вагонные безгребневые колодки - 127,5 кН (тип Р) и 156,8 кН (тип С);
- вагонные секционные колодки - 127,5 кН (тип Р) и 156,8 кН (тип С);
- колодки МВПС - 127,5 кН (тип Р) и 156,8 кН (тип Ф).
(Поправка).
6.1.11 Коэффициент трения при силе нажатия на колодку должен быть не менее значений, приведенных в таблице 6
Таблица 6 - Коэффициент трения
Марка | Коэффициент трения, не менее | ||||||||||||||
чугуна | Сила нажатия 20 кН, при скорости, км/ч | Сила нажатия 30 кН, при скорости, км/ч | |||||||||||||
50 | 90 | 120 | 140 | 160 | 180 | 200 | 50 | 90 | 120 | 140 | 160 | 180 | 200 | ||
С, М | 0,104 | 0,084 | 0,076 | 0,072 | - | - | - | 0,090 | 0,072 | 0,066 | 0,062 | - | - | - | |
Ф | 0,112 | 0,088 | 0,082 | 0,078 | - | - | - | 0,100 | 0,080 | 0,073 | 0,070 | - | - | - | |
Р | 0,112 | 0,088 | 0,082 | 0,078 | 0,076 | 0,072 | 0,066 | 0,100 | 0,080 | 0,073 | 0,070 | 0,068 | 0,064 | 0,060 | |
6.1.12 Коэффициент статического трения должен быть не менее:
для локомотивных гребневых и вагонных безгребневых колодок:
- при силе нажатия на колодку 10 кН - 0,30;
- при силе нажатия на колодку 20 кН - 0,25;
- при силе нажатия на колодку 30 кН - 0,20;
для локомотивных, вагонных секционных колодок и колодок МВПС:
- при силе нажатия на колодку 10 кН - 0,30;
- при силе нажатия на колодку 25 кН - 0,25;
- при силе нажатия на колодку 40 кН - 0,20.
6.1.13 Износ (массовый) для всех типов колодок должен быть не более:
- при силе нажатия на колодку 20 кН - 1000 г;
- при силе нажатия на колодку 30 кН - 2000 г.
6.2 Требования к качеству
6.2.1 Колодки должны быть обрублены от литников, заливов и заусенцев, очищены от формовочной земли и металлизированного пригара. Не допускаются трещины у тормозных колодок, выявляемые визуально (без применения дополнительных оптических средств).
6.2.2 Спинка и сетка объемного каркаса перед заливкой в тело колодки должны быть очищены от ржавчины, обезжирены и защищены покрытием, предохраняющим их от науглероживания жидким металлом.
Состав, технология приготовления и способ нанесения обмазок для защиты элементов каркаса от науглероживания должен соответствовать нормативным документам предприятия-изготовителя.
6.2.3 Стальная спинка колодки должна быть видна и залита в уровень с поверхностью колодки, сопрягаемой с башмаком.
6.2.4 Поверхность спинки колодки (поверхность прилегания к башмаку) должна иметь цилиндрическую форму.
6.2.5 Зазор между опорными поверхностями контрольного шаблона и телом колодки в местах прилегания башмака к спинке колодки допускается до 2 мм.
Зазор между опорными поверхностями контрольного шаблона и телом по кругу катания (на рабочей поверхности) локомотивных гребневых и секционных колодок до 2 мм.
6.2.6 Отклонения от симметричности отверстия ушка и упорных приливов относительно продольной оси башмака допускается до 1 мм.
6.2.7 На поверхности колодок допускается оставлять без исправления следующие литейные дефекты, не снижающие прочность и износостойкость колодок:
6.2.7.1 Локомотивные гребневые колодки:
а) неровности на торцевых поверхностях высотой до 5 мм и на рабочей поверхности высотой до 1 мм;
б) перекос по боковым поверхностям (по линиям разъема формы) до 2 и смещение сетки объемного каркаса у колодок типа Р от номинального положения до 3 мм;
в) не более пяти отдельных раковин не в одном поперечном сечении глубиной до 4 мм и диаметром до 10 мм или одна раковина в месте подвода питателя и не более трех раковин в окнах спинки глубиной до 10 мм и длиной до 15 мм;
г) не более трех местных поверхностных утяжин по кругу катания глубиной до 4 мм и наибольшей протяженностью каждой из них до 25 мм или одна пологая усадочная утяжина общей протяженностью до 100 мм и глубиной не более 4 мм.
Под отверстием для чеки допускается утяжина или газовая раковина до 5 мм и наибольшей протяженностью по поверхности до 25 мм;
д) выступы сетки объемного каркаса у колодок типа Р на высоту до 2 мм над уровнем боковой поверхности;
е) залив скобы с внешней стороны и местные заливы металлической спинки толщиной до 2 мм, не превышающие по площади 20% от общей площади спинки колодки при условии прохождения шаблона под скобу;
ж) сколы углов гребня длиной до 30 мм и высотой до 10 мм. Отколы прочих мест колодки длиной до 15 мм. Количество колодок с отколами не должны превышать 15% предъявляемой партии;
и) усадочные раковины в отливках колодок, не выходящие на рабочую поверхность, глубиной до 5 мм и протяженностью до 30 мм.
6.2.7.2 Локомотивные секционные колодки:
а) неровности на торцевых поверхностях высотой до 5 мм и на рабочей поверхности высотой до 0,5 мм;
б) перекос по боковым поверхностям (по линиям разъема формы) до 2 мм и смещение сетки объемного каркаса у колодок типа Р от номинального положения до 3 мм;
в) не более пяти отдельных раковин не в одном поперечном сечении глубиной до 4 мм и длиной до 10 мм или одна раковина в месте подвода питателя глубиной до 10 мм и длиной до 15 мм;
г) не более трех местных поверхностных утяжин по кругу катания глубиной до 4 мм и наибольшей протяженностью каждой из них до 25 мм или одна пологая усадочная утяжина общей протяженностью до 100 мм и глубиной до 4 мм;
д) выступы сетки объемного каркаса у колодок типа Р на высоту до 1 мм над уровнем боковой поверхности;
е) местные заливы металлической спинки толщиной до 2 мм, не превышающие по площади 30% и расположенные на расстоянии до 40 мм от ушка;
ж) отколы колодки длиной до 15 мм, число колодок с отколами не должны превышать 15% предъявляемой партии.
6.2.7.3 Вагонные безгребневые и секционные колодки:
а) неровности на торцевых поверхностях высотой до 3 мм и на рабочей поверхности высотой до 0,5 мм;
б) перекос по боковым поверхностям (по линиям разъема формы) до 2 мм для безгребневых и до 1 мм для секционных колодок и смещение сетки объемного каркаса у колодок типа Р от номинального положения до 3 мм;
в) не более пяти отдельных раковин не в одном поперечном сечении глубиной до 5 мм, шириной и длиной до 10 мм или одна раковина шириной, глубиной и длиной до 10 мм вместе подвода питателя не ближе, чем 100 мм от ушка;
г) не более трех местных поверхностных утяжины по кругу катания глубиной до 3 мм, в зоне литника до 5 мм или одна пологая усадочная утяжина глубиной до 7 мм по всей ширине и длине наружной боковой поверхности;
д) выступы сетки объемного каркаса у колодок типа Р на высоту до 1 мм над уровнем боковой поверхности;
е) местные заливы металлической спинки толщиной до 2 мм, не превышающие по площади 30% и расположенные на расстоянии до 40 мм от ушка.
6.2.7.4 Колодки МВПС:
а) неровности на торцевых поверхностях высотой до 5 мм;
б) перекос по боковым поверхностям (по линиям разъема формы) до 1 мм;
в) не более пяти отдельных раковин не в одном поперечном сечении глубиной до 5 мм, шириной и длиной до 10 мм. Раковины глубиной до 3 мм и диаметром до 2 мм не учитывают;
г) местные утяжины на рабочих поверхностях колодок глубиной до 7 мм, в зоне литника глубиной до 7 мм и неровности на торцевых поверхностях глубиной до 5 мм;
д) допускается выход листов объемного каркаса на боковую поверхность до 2 мм и несовпадение продольной оси каркаса с осью колодки не более 2 мм в каждой партии до 30%;
е) недоливы и отколы на ребрах направляющих приливах для башмака на спинке колодки глубиной до 4 мм и длиной до 10 мм (не более двух);
6.2.8 В ушке, местах сопряжения ушка с телом колодки не допускаются газовые и усадочные раковины, земляные шлаковые засоры, а также недоливы, рыхлоты, пористость и спай.
6.2.9 Чистые газовые раковины допускается заваривать без разделки. Общий объем заваренных раковин не должен превышать 1% от объема колодки согласно ГОСТ 19200-80. Твердость наплавленного металла не должна превышать значений, приведенных в таблице 7.
Таблица 7
Марка чугуна | Твердость по Бринеллю, НВ не более |
тело колодки | |
Локомотивные гребневые колодки | |
М | 302 |
Р | 303 |
Локомотивные секционные колодки | |
С | 255 |
Ф | 241 |
Р | 285 |
Вагонные безгребневые и секционные колодки | |
С | 255 |
Р | 285 |
Колодки МВПС | |
Ф | 241 |
Р | 285 |
Биметаллическая колодка | |
С | 255 |
ЧС | 255 |
М | 302 |
6.2.10 Допускаются раковины и сколы на нерабочих поверхностях колодки, имеющие размеры более предусмотренных в пп.6.2.7.1в, 6.2.7.2в, 6.2.7.3в, 6.2.7.4в, 6.2.7.1ж, 6.2.7.2ж и 6.2.7.4ж, исправленные после разделки заваркой чугунным электродом без подогрева колодки согласно ГОСТ 19200-80.
6.2.11 На поверхности излома локомотивной гребневой колодки, испытанной по п.8.6 допускаются отдельные дефекты: одна раковина диаметром до 10 мм, расположенная не ближе 20 мм от спинки, и не более трех раковин диаметром до 5 мм, равномерно распределенные по поверхности излома.
На поверхности излома вагонной безгребневой и секционной, локомотивной секционной колодок и колодок МВПС, испытанной по п.8.6 раковины и рыхлоты не допускаются.
6.2.12 Разрушение стальных каркасов и надрывы металла стального каркаса спинки при испытании на излом армированных колодок по п.8.6 не допускаются.
6.2.13 Возникновение открытого пламени при торможении по п.8.14 не допускается.
Не допускаются риски и задиры любого размера, термотрещины, выщербины и неотделяемые без инструмента навары на поверхности катания колеса после торможения по п.8.15.
6.3 Маркировка
6.3.1 Каждая колодка должна иметь маркировку, выполненную литейным способом. Маркировка должна содержать:
- условное обозначение колодки;
- двухбуквенный код страны-изготовителя по МК (ИСО 3166) 004;
- условный номер предприятия-изготовителя;
- дату изготовления в формате месяц/год;
- номер партии.
6.3.2 Допускается использование краткого наименования страны-изготовителя на английском язык для ее маркировки.
6.3.3 Маркировка "двухбуквенный код страны" и "условный номер" предприятия-изготовителя должны быть расположены на боковой поверхности ушка колодки, прилегающей к гребню или на плоскости, соединяющей спинку и торцевую поверхность колодки (см. рисунок 1).
 |
Рисунок 1 - Место расположения маркировок "двухбуквенный код страны" и "условный номер" предприятия-изготовителя
6.3.4 Маркировка "условное обозначение колодки" и "дата изготовления" должны быть расположены на спинке колодки с обеих сторон от ушка (рисунок 2). У колодок, армированных стальной спинкой, маркировка "условное обозначение колодки" и "дата изготовления" должны быть расположены на направляющих приливах под чеку (рисунок 3).
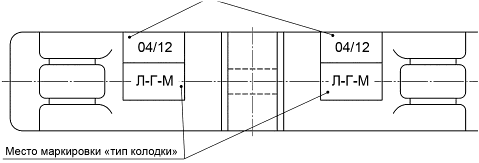 |
Рисунок 2 - Место расположения клейм "условное обозначение колодки" и "дата изготовления" для колодок без стальной спинки
 |
Рисунок 3 - Место расположения клейм "условное обозначение колодки" и "дата изготовления" для колодок со стальной спинкой
6.3.5 Маркировка "дата изготовления" должна содержать четыре знака: первые два знака - месяц изготовления, третий и четвертый знак - две последние цифры года изготовления. Например: тормозные колодки, выпущенные в апреле 2012 года, маркируется клеймом "04/12".
6.3.6 Знаки маркировки должны быть хорошо читаемы, не должны выступать над поверхностью тормозной колодки более чем на 2 мм и выполнены шрифтом 12-20 ПрЗ по ГОСТ 26.008.
6.3.7 Каждая партия тормозных колодок, отправляемая потребителю, должна сопровождаться документами, удостоверяющими их соответствие требованиям настоящего стандарта и включающими:
- наименование предприятия-изготовителя и его условный номер;
- условное обозначение колодок;
- дату изготовления тормозных колодок;
- сертификат происхождения;
- число отгруженных колодок;
- результаты определения твердости и химического состава;
- обозначение настоящего стандарта.
7 Правила приемки
7.1 Колодки должны быть приняты отделом технического контроля предприятия-изготовителя. Для проверки соответствия колодок требованиям настоящего стандарта предприятие изготовитель должно проводить приемо-сдаточные и периодические испытания.
7.2 На приемо-сдаточные и периодические испытания колодки предъявляются партиями. За партию принимаются тормозные колодки, отлитые в течение одной смены:
- локомотивные гребневые колодки, не более - 1000 шт.;
- локомотивные секционные колодки, не более - 2000 шт.;
- вагонные безгребневые и секционные колодки, не более - 2000 шт.;
- колодки МВПС, не более - 3000 шт.
Приемо-сдаточные испытания назначаются для каждой партии.
7.3 При приемо-сдаточных испытаниях производят проверку внешнего вида в части наличия дефектов, мест сопряжения с башмаком и размеров ушка, контроль массы, химического состава, твердости, испытание колодки на конструкционную прочность и надежности стальной спинки (тип Р).
7.4 Проверку внешнего вида на отсутствие недопустимых дефектов п.6.2.1, 6.2.8 и соответствие п.6.2.6, 6.2.7, 6.2.10 производят на 100% колодок партии.
7.5 Проверку профиля мест сопряжения колодки с башмаком (п.6.2.5) и размеров ушка (п.5.2) проводят на колодках, отобранных для определения твердости (п.7.8).
7.6 От предъявляемой партии для проверки массы тормозных колодок отбирают:
- локомотивных гребневых колодок - 2%;
- локомотивных секционных, вагонных безгребневых и секционных колодок и колодок МВПС - 1%.
7.7 Химический состав чугуна колодок должен соответствовать требованиям п.6.1.4 и определяться на пробах, отбираемых в начале, середине и конце смены.
Если хотя бы один из трех химических анализов не соответствует требованиям п.6.1.4 настоящего стандарта, проводят повторное испытание на вновь отобранных пробах.
При получении отрицательных результатов повторного испытания все колодки данной партии считают несоответствующими требованиям настоящего стандарта.
7.8 От предъявляемой партии, для определения твердости (п.6.1.5) отбирают:
- локомотивных гребневых колодок - 2%;
- локомотивных секционных, вагонных безгребневых и секционных колодок и колодок МВПС - 1%.
При отрицательных результатах колодки, не соответствующие требованиям 6.1.5 настоящего стандарта, бракуются, и производится проверка твердости на удвоенном числе колодок. В случае неудовлетворительных результатов проверки твердости, при повторных испытаниях на удвоенном количестве колодок (хотя бы в одной точке) все колодки данной партии принимаются поштучно или вся партия бракуется.
7.9 При суточном производстве колодок, не превышающем 500 шт., для оценки конструкционной прочности колодок, качества отливки и надежности стальной спинки (п.6.1.10) отбираются:
- локомотивные гребневые колодки - 3 шт.;
- локомотивные секционные, вагонные безгребневые и секционные колодки и колодки МВПС - 1 шт.
При отрицательных результатах проверки конструкционной прочности производят повторное испытание на удвоенном количестве тормозных колодок. Если при этом хотя бы одна колодка покажет отрицательный результат, то вся партия бракуется.
7.10 Периодические испытания проводятся не реже одного раза в квартал. Испытаниям подвергаются 2% изделий от партии, но не менее трех штук.
Периодические испытания отливок тормозных колодок проводятся в объеме приемо-сдаточных испытаний (7.3) с дополнительными проверками на соответствие требованиям по микроструктуре и твердости по сечению колодок (п.6.1.5, 6.1.6).
7.11 Оценку микроструктуры чугуна и макроструктуры изломов проводят на колодках, отобранных для испытания на излом. На этих же колодках оценивают твердость по сечению.
7.12 Потребителю предоставляется право контрольной выборочной проверки поступающих к нему тормозных колодок (в том числе на предприятии-изготовителе) с целью оценки соответствия их требованиям настоящего стандарта, применяя при этом правила и методы, указанные в настоящем стандарте.
7.13 При отрицательных результатах периодических испытаний колодок хотя бы по одному из показателей, по этому показателю проводят повторный контроль на удвоенном количестве изделий, взятых из той же партии. При получении отрицательных результатов повторных испытаний все колодки данной партии следует считать не соответствующими требованиям настоящего стандарта. Производство и приемка колодок должны быть приостановлены до установления причин образования дефектов и корректировки технологического процесса.
7.14 При освоении производства тормозных колодок предприятие-изготовитель обязано осуществить мероприятия в соответствии с ГОСТ 15.001 и получить разрешение государственного органа по управлению железными дорогами на поставку тормозных колодок для железнодорожного транспорта.
7.15 Типовые испытания проводят в соответствии с ГОСТ 15.309-98 один раз в три года, а также после внесения изменений в конструкцию колодок и технологию их изготовления. Типовым испытаниям подвергают колодки, выдержавшие приемо-сдаточные испытания.
7.16 Предприятие-изготовитель обязано проводить квалификационные испытания по ГОСТ 15.001 первой промышленной партии для подтверждения готовности производства к серийному (массовому) выпуску колодок.
7.17 Требования пунктов 6.1.11-6.1.13 не является контролируемыми параметрами колодок для предприятия-изготовителя.
8 Методы контроля
8.1 Средства измерений должны быть поверены, испытательное оборудование - аттестовано в соответствии с требованиями ГОСТ 24555.
8.2 Проверка качества отливки (п.6.2.1, 6.2.6, 6.2.7, 6.2.8 и 6.2.10) осуществляется визуально.
- для локомотивных секционных колодок:
8.2.2 Место прилегания башмака к спинке колодки (п.6.2.4) проверяют специальным шаблоном. На рисунке 4 в качестве примера приведен шаблон для проверки локомотивных гребневых колодок построенный по номинальным размерам. Основные размеры шаблона занесены в таблицу 8.
 |
Рисунок 4 - Шаблон для проверки спинки колодки
Таблица 8
Наименование размера | Обозначение | Допуски, мм | |
Локомотивные гребневые колодки | |||
Длина шаблона | D | 310 | |
Ширина шаблона | F | 86 | |
Ширина паза под ушко | d | 45 | |
Ширина паза под упорный прилив | J | 41 | |
Длина паза под упорный прилив | f | 22 | |
Высота паза под упорный прилив | g | 10 | |
Локомотивные секционные колодки | |||
Длина шаблона | D | 230 | |
Ширина шаблона | F | 88 | |
Ширина паза под ушко | d | 44,0-45,0 | |
Ширина паза под упорный прилив | J | 45 | |
Длина паза под упорный прилив | f | 41 | |
Высота паза под упорный прилив | g | ||
типы С и Ф | 7,0-10,0 | ||
тип Р | 9,0-12,0 | ||
Вагонные безгребневые колодки | |||
Длина шаблона | D | ||
типы С и Ф | 380 | ||
тип Р | 325 | ||
Ширина шаблона | F | 80 | |
Ширина паза под ушко | D | 45 | |
Ширина паза под упорный прилив | J | 45 | |
Длина паза под упорный прилив | f | 41 | |
Высота паза под упорный прилив | G | 8,0-12,0 | |
Вагонные секционные колодки | |||
Длина шаблона | D | 250 | |
Ширина шаблона | F | 88 | |
Ширина паза под ушко | d | 45 | |
Ширина паза под упорный прилив | J | 45 | |
Длина паза под упорный прилив | f | 41 | |
Высота паза под упорный прилив | g | 12,0 | |
Колодки МВПС | |||
Длина шаблона | D | ||
тип Ф | 380 | ||
тип Р | 325 | ||
Ширина шаблона | F | 80 | |
Ширина паза под ушко | d | 45 | |
Ширина паза под упорный прилив | J | 45 | |
Длина паза под упорный прилив | f | 41 | |
Высота паза под упорный прилив | g | 12 | |
Биметаллические колодки | |||
Длина шаблона | D | ||
тип С | 380 | ||
тип Р | 325 | ||
Ширина шаблона | F | - | |
Ширина паза под ушко | D | 45 | |
Ширина паза под упорный прилив | J | 45 | |
Длина паза под упорный прилив | f | 41 | |
Высота паза под упорный прилив | G | 12 | |
8.2.3 Качество прилегания шаблона к спинке колодки проверяют с помощью набора щупов. Размеры литейных дефектов измеряют штангенциркулем ГОСТ 166-89, ГОСТ 427-75.
8.2.4 Средства измерения для контроля геометрических размеров (п.5.2) выбирают в соответствии с требованиями ГОСТ 8.051.
8.3 Массу колодки (п.6.1.2) измеряют на весах ГОСТ 29329-92 с точностью до ±0,2 кг.
8.4 Определение химического состава чугуна колодок (п.6.1.4) производится в соответствии с ГОСТ 22536.0, ГОСТ 22536.1, ГОСТ 22536.2, ГОСТ 22536.3, ГОСТ 22536.4, ГОСТ 22536.5 и ГОСТ 27611-88.
Определение твердости тормозной колодки (6.1.5) производится по Бринеллю по ГОСТ 9012, ГОСТ 27208 и ГОСТ 23677 шариком диаметром 10 мм при нагрузке 30 кН (3 тс), время выдержки индентора 10-15 с.
В случае отклонения от заданной минимальной твердости в одной из точек в соответствии с 6.1.5 допускается проведение повторного испытания в стороне от этой точки на расстоянии 10 мм для локомотивных гребневых колодок и 20 мм - для остальных типов колодок.
8.6 Оценку конструкционной прочности колодок, качества отливки и надежности стальных каркасов проверяют путем излома колодки под прессом, развивающим максимальное усилие не менее 300 кН (30 тс) и оборудованном регистрирующей аппаратурой, сохраняющей результаты испытания после снятия нагрузки. Остальные требования к средствам испытания по ГОСТ 27208.
8.6.1 Испытания на излом колодки под прессом проводят с приложением нагрузки к ушку. Колодку перед испытанием свободно устанавливают ушком вверх на плоскую поверхность. Скорость нагружения колодки при испытании на изгиб - в соответствии с ГОСТ 27208. Схема испытания представлена на рисунке 5 (стрелкой показано место приложения нагрузки пуансоном пресса).
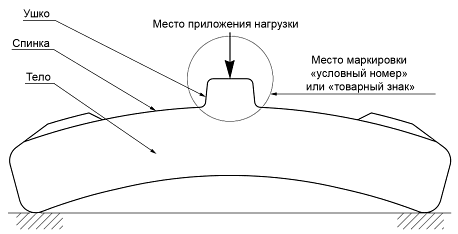 |
Рисунок 5 - Схема испытания на излом колодки
8.6.2 Дополнительную предварительную подготовку колодки перед испытанием не производят.
Для армированных колодок этим же испытанием проверяется надежность стального каркаса-спинки и сетки объемного каркаса.
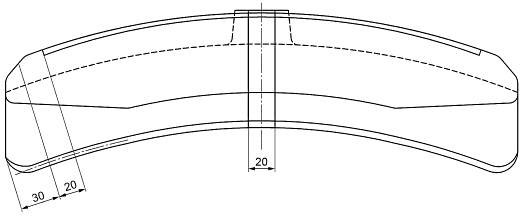 |
Рисунок 6 - Схема вырезания темплетов
8.9 Твердость по сечению колодки определяют для локомотивных гребневых колодок в двенадцати точках (рисунок 7а), а для остальных типов колодок в девяти точках (рисунок 7б).

|  |
а) | б) |
Рисунок 7 - Схема расположения точек для определения твердости
8.10 Определение коэффициентов трения и массового износа проводят в натурном узле трения на динамометрическом или инерционном динамометрическом стендах.
Предварительно для приработки колодок к поверхности катания колеса производят остановочные торможения со скорости 90 км/ч и нажатии на колодку 20 кН до получения не менее 60% приработки поверхностей трения. Температура поверхности катания колеса перед началом торможения не должна превышать 50°С.
8.11 Коэффициент трения колодок (таблица 6) определяют в процессе остановочных торможений. При каждой силе нажатия на колодку (20 и 30 кН) производят по три торможения с начальных скоростей согласно таблице 6.
8.12 Массовый износ колодок (см. 6.1.13) определяют при остановочных торможениях и определяют по потере массы путем взвешивания колодок на весах до и после испытаний.
8.13 Коэффициент статического трения колодок (см. 6.1.12) определяют путем измерения тормозного усилия, возникающего между колесом и прижатой к нему с необходимой силой тормозной колодкой.
8.14 Огнестойкость показатели по 6.2.13 контролируют визуально.
8.15 Воздействие на поверхность катания колес после испытаний показатель 6.2.13 контролируют визуальным осмотром и универсальными системами измерения.
9 Требования безопасности и охраны окружающей среды
9.1 Конструктивное исполнение колодок, а также технологии их изготовления, транспортирования, хранения и монтажа должны обеспечивать надежную работу в эксплуатации в течение всего срока их службы и исключать возможность возникновения аварий и катастроф, угрозу жизни и здоровью людей.
9.2 В условиях хранения, транспортирования и эксплуатации тормозные колодки не должны выделять в окружающую среду токсичных веществ и оказывать при непосредственном контакте вредного действия на организм человека, работа с ними не требует применения специальных средств индивидуальной защиты.
9.3 Технология изготовления колодок должна предусматривать комплекс мер по охране окружающей среды в соответствии с законодательством страны-изготовителя.
10 Утилизация
10.1 Утилизация колодок по истечению срока службы должна осуществляться способом, не вызывающим загрязнение окружающей среды при переработке и использованию в качестве вторичного сырья.
11 Гарантии изготовителя
11.1 Предприятие-изготовитель гарантирует соответствие тормозных колодок требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения и транспортирования.
11.2 При обнаружении скрытых дефектов, снижающих срок службы и требования безопасности движения при условии соблюдения правил транспортирования и разгрузки, тормозные колодки бракуют и предъявляют предприятию-изготовителю в сроки, установленные правилами поставок.
11.3 При выявлении нарушений технологии производства колодок в период эксплуатации, наносящих материальный ущерб железнодорожному транспорту предприятие-изготовитель несет ответственность в соответствии с действующим законодательством, а также обязано провести внеочередные квалификационные испытания колодок.
Приложение А
(обязательное)
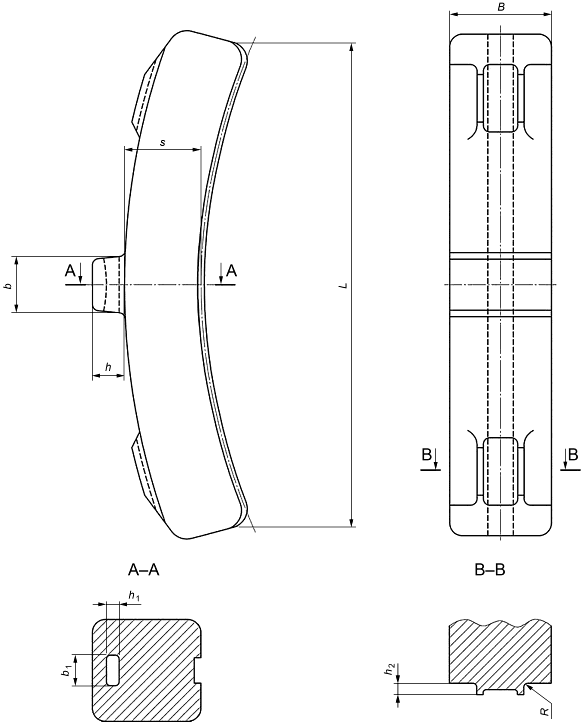 |
Рисунок А.1 - Тормозная колодка безгребневая чугунная для вагонов (без скобы)
 |
Рисунок А.2 - Тормозная колодка безгребневая чугунная для вагонов (со скобой)
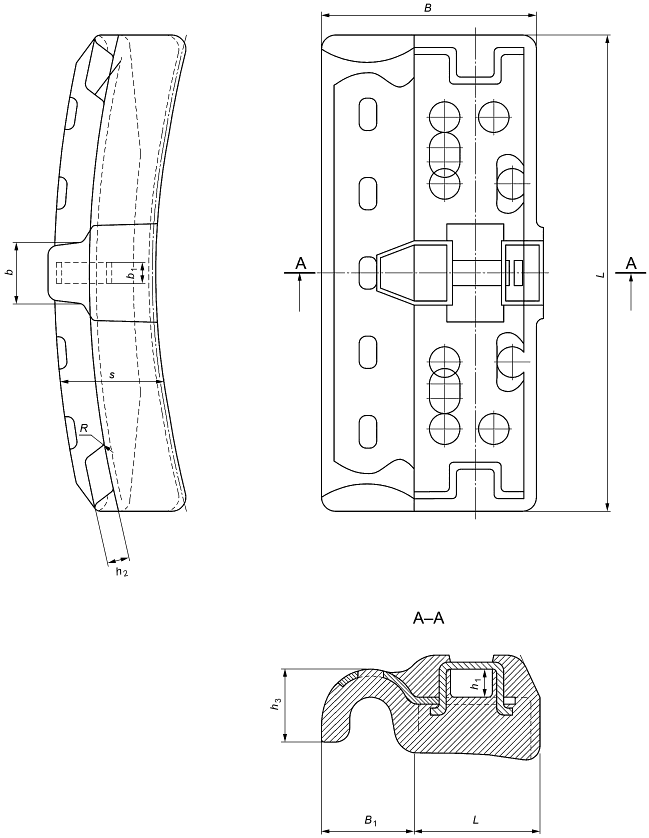 |
Рисунок А.3 - Тормозная колодка гребневая для локомотивов
 |
Рисунок А.4 - Тормозная колодка секционная
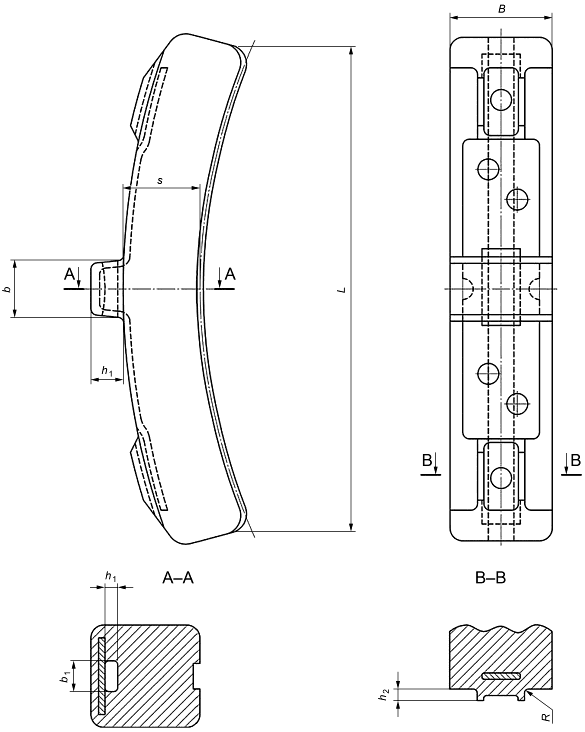 |
Рисунок А.5 - Тормозная колодка для моторвагонного подвижного состава
Приложение Б
(справочное)
 |
Рисунок Б.1 - Недопустимая макроструктура в гребневой части (наличие отбела)
 |
Рисунок Б.2 - Допускаемая макроструктура в гребневой части (отбел отсутствует)
УДК 629.4-597.3:001.364:006.354 | МКС 45.060 |
Ключевые слова: тормозные колодки, марка чугуна, химический состав, твердость, геометрический размер, внешний вид, стальная спинка и объемный каркас, вагонные тормозные колодки, технические требования, чугун, конструкционная прочность, микроструктура, правила приемки | |

{kind=link}