ГОСТ 3269-78
Группа Д56
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БАШМАК ТОРМОЗНОЙ НЕПОВОРОТНЫЙ ДЛЯ ГРУЗОВЫХ ВАГОНОВ
ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 мм
Технические условия
Stationary brake shoes for goods vans of 1520 mm gauge railways.
Specifications
Дата введения 1980-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством путей сообщения СССР
РАЗРАБОТЧИКИ
Ю.М.Бакрадзе (руководитель темы), Д.Д.Холин, Т.Г.Ивченко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 8 августа 1978 года N 2142
3. ВЗАМЕН ГОСТ 3269-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 977-88 | 2.2; 2.4 |
ГОСТ 1203-75 | Приложение 2 |
ГОСТ 9467-75 | 2.3 |
ГОСТ 12344-88 | 4.4 |
ГОСТ 12345-88* | 4.4 |
ГОСТ 12346-78 | 4.4 |
ГОСТ 12347-77 | 4.4 |
ГОСТ 12348-78 | 4.4 |
ГОСТ 12350-78 | 4.4 |
ГОСТ 12351-81** | 4.4 |
ГОСТ 12352-81 | 4.4 |
ГОСТ 12354-81 | 4.4 |
ГОСТ 12355-78 | 4.4 |
ГОСТ 12356-81 | 4.4 |
ГОСТ 12357-84 | 4.4 |
ГОСТ 14776-79 | Приложение 1 |
ГОСТ 26645-85 | 2.6 |
_______________
* Действует ГОСТ 12345-2001. - .
** Действует ГОСТ 12351-2003. - .
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ПЕРЕИЗДАНИЕ (май 1998 г. с Изменениями N 1, 2, 3, утвержденными в апреле 1981 г., январе 1985 г., июне 1989 г. (ИУС 7-81, 4-85, 11-89)
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 2012 год
Поправка внесена изготовителем базы данных
Настоящий стандарт распространяется на тормозные неповоротные башмаки (далее - башмаки) тормозных колодок для грузовых вагонов магистральных железных дорог колеи 1520 мм.
Установленные настоящим стандартом показатели технического уровня предусмотрены для первой категории качества.
(Измененная редакция, Изм. N 2).
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры башмаков должны соответствовать указанным на чертеже.
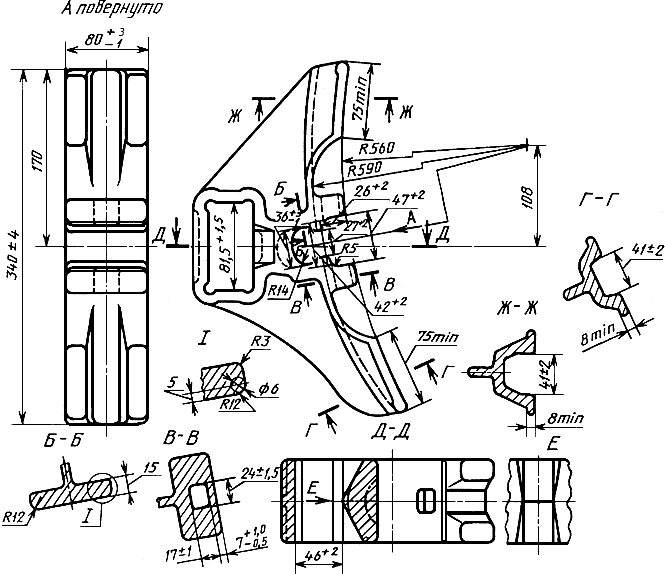
Условное обозначение неповоротного башмака
Башмак неповоротный ГОСТ 3269-78
(Измененная редакция, Изм. N 1, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Башмаки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Башмаки должны изготовляться из стали марок 15Л, 20Л, 25Л, 20ГЛ, 20ФЛ, 20Г1ФЛ группы 2 по ГОСТ 977. Содержание углерода в стали марки 25Л не должно превышать 0,27%.
По согласованию с заказчиком допускается изготовлять башмаки из стали других марок, не уступающих по свойствам сталям, указанным выше.
2.3. Отлитые башмаки должны быть подвергнуты нормализации. Исправление литейных дефектов в башмаках сваркой должно производиться электродами типов Э42А, Э46А и Э50А по ГОСТ 9467.
2.4. Механические свойства стали после термической обработки должны соответствовать ГОСТ 977.
2.5. Виды, количество, размеры и расположение дефектов литья на башмаке, которые могут быть допущены без исправления или подлежат исправлению, способы исправления, а также необходимость повторной термической обработки после исправления дефектов должны быть согласованы между изготовителем и потребителем.
На поверхностях башмака, соприкасающихся с поверхностями тормозной колодки, триангеля и наконечника, наплывы металла, отслоения, остатки заливов по разъему формы и другие выступающие относительно основной поверхности дефекты не допускаются.
(Измененная редакция, Изм. N 1).
2.6. Отклонения на размеры отливок, не ограниченные допусками, должны быть выполнены по ГОСТ 26645.
(Измененная редакция, Изм. N 3).
2.7. (Исключен, Изм. N 1).
2.8. Срок службы башмаков - 15 лет.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия башмаков требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания.
3.2. Башмаки предъявляют к приемке партиями. За партию принимают башмаки, изготовленные в течение одной смены.
3.3. Приемо-сдаточным испытаниям следует подвергать каждую партию башмаков на соответствие требованиям пп.1.1, 2.2-2.6.
3.4. Проверке поверхности сопряжения башмака с колодкой и размеров отверстий под чеку следует подвергать 100% башмаков от партии, проверке геометрических размеров - 1% от партии.
Результаты выборочной проверки распространяются на всю партию.
(Измененная редакция, Изм. N 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний вид башмаков следует проверять визуально.
4.2. Поверхность сопряжения башмака с тормозной колодкой проверяют шаблоном (приложение 1) или аттестованной колодкой. Покачивание шаблона на башмаке или башмака на аттестованной колодке с чекой не допускается.
Шаблон или аттестованная колодка должны контактировать с тремя крайними поверхностями башмака, на остальных поверхностях допускаются зазоры не более 2 мм, местные зазоры - не более 2,5 мм, проверка трех контактируемых поверхностей башмака с аттестованной колодкой или шаблоном производится щупом 0,5 мм.
4.1, 4.2. (Измененная редакция, Изм. N 3).
4.3. Размеры отверстий под чеку должны проверяться щупом (приложение 2) при установленном на башмак шаблоне, имитирующем тормозную колодку. Конец щупа должен проходить через оба отверстия. Головка щупа не должна касаться башмака.
(Измененная редакция, Изм. N 1, 2).
4.4. Химический анализ стали проводят по ГОСТ 12344* - ГОСТ 12348, ГОСТ 12350 - ГОСТ 12352, ГОСТ 12354 - ГОСТ 12357.
_______________
* Действует ГОСТ 12344-2003. - Примечание "КОДЕКС".
(Измененная редакция, Изм. N 3).
4.5. Определение механических свойств стали - по ГОСТ 977.
5. МАРКИРОВКА И ХРАНЕНИЕ
5.1. На боковой стороне каждого башмака методом литья должна быть нанесена следующая маркировка:
а) товарный знак или условный номер предприятия-изготовителя;
б) год изготовления (две последние цифры).
5.2. Каждая партия башмаков должна сопровождаться документом, удостоверяющим соответствие их требованиям настоящего стандарта и содержащим следующие данные:
наименование или товарный знак предприятия-изготовителя;
дату выпуска;
количество башмаков;
обозначение настоящего стандарта.
5.3. Башмаки должны храниться в помещении, защищенном от попадания атмосферных осадков.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Предприятие-изготовитель гарантирует соответствие башмаков требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения.
6.2. Гарантийный срок эксплуатации башмака - 3 года со дня ввода его в эксплуатацию.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Шаблон для проверки сопряжения башмака с колодкой
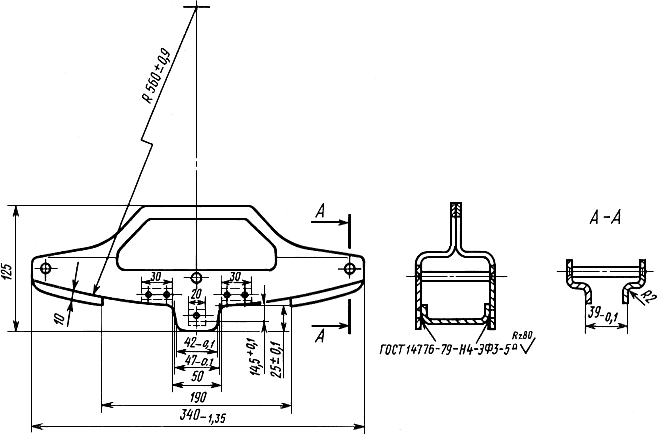
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 3).
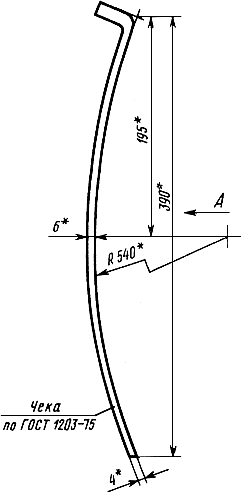
ПРИЛОЖЕНИЕ 2
Обязательное
Щуп для проверки отверстия под чеку
_______________
* Размеры для справок.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1998
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}