ГОСТ 32885-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
АВТОСЦЕПКА МОДЕЛИ СА-3
Конструкция и размеры
Automatic coupler model SA-3 and its components. Design and dimensions
МКС 45.060
Дата введения 2015-06-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (ОАО "ВНИИЖТ")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июля 2014 г. N 68-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 23 октября 2014 г. N 1395-ст межгосударственный стандарт ГОСТ 32885-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2015 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на автосцепку модели СА-3 (далее - автосцепка СА-3) железнодорожного подвижного состава и устанавливает ее конструкцию и размеры.
Настоящий стандарт распространяется также на унифицированные с автосцепкой СА-3 детали - тяговый хомут и клин тягового хомута.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 535-2005 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 3475-81 Устройство автосцепное подвижного состава железных дорог колеи 1520 (1524) мм. Установочные размеры
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5267.0-90 Профили горячекатаные для вагоностроения. Общие технические условия
ГОСТ 5915-70 Гайки шестигранные класса точности В. Конструкция и размеры
ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 7798-70 Болты с шестигранной головкой класса точности В. Конструкция и размеры*
_______________
* В Российской Федерации применяют в части болтов с мелким шагом резьбы и резьбой не на всей длине стержня ГОСТ Р ИСО 8765-2013 "Болты с шестигранной головкой с мелким шагом резьбы классов точности А и В. Технические условия", в части болтов с мелким шагом резьбы и резьбой до головки: ГОСТ Р ИСО 8676-2013 "Винты с шестигранной головкой с мелким шагом резьбы. Классы точности А и В", в части болтов с крупным шагом резьбы и резьбой до головки: ГОСТ Р ИСО 4017-2013 "Винты с шестигранной головкой. Классы точности А и В", в части болтов с крупным шагом резьбы и резьбой не на всей длине стержня: ГОСТ Р ИСО 4014-2013 "Болты с шестигранной головкой. Классы точности А и В".
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 15526-70 Гайки шестигранные класса точности С. Конструкция и размеры
ГОСТ 21447-75 Контур зацепления автосцепки. Размеры
ГОСТ 22703-2012 Детали литые сцепных и автосцепных устройств железнодорожного подвижного состава. Общие технические условия
ГОСТ 26645-85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку*
_______________
* В Российской Федерации применяют ГОСТ Р 53464-2009 "Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку".
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Конструкция и размеры
3.1 К деталям автосцепки СА-3 относят: корпус автосцепки, замок, замкодержатель, предохранитель замка, подъемник замка, валик подъемника.
3.2 Автосцепка СА-3, включая ее детали, а также тяговый хомут и клин тягового хомута должны иметь конструкцию и размеры в соответствии с требованиями, указанными в 3.3-3.12.
_______________
Неуказанные размеры должны быть установлены в рабочей документации изготовителя.
3.3 Конструкция автосцепки СА-3 приведена на рисунке А.1 (приложение А).
3.3.1 Расстояние Б, показанное на рисунке А.1 (приложение А), при свободном положении замка должно быть не менее 2 мм и не более 8 мм, а при нажатии на замок до упора предохранителя замка в противовес замкодержателя не менее 9 мм и не более 16 мм по всей высоте вертикальной кромки замка.
3.3.2 Расстояние В, показанное на рисунке А.1 (приложение А), при свободном положении замка и замкодержателя должно быть не менее 21 мм.
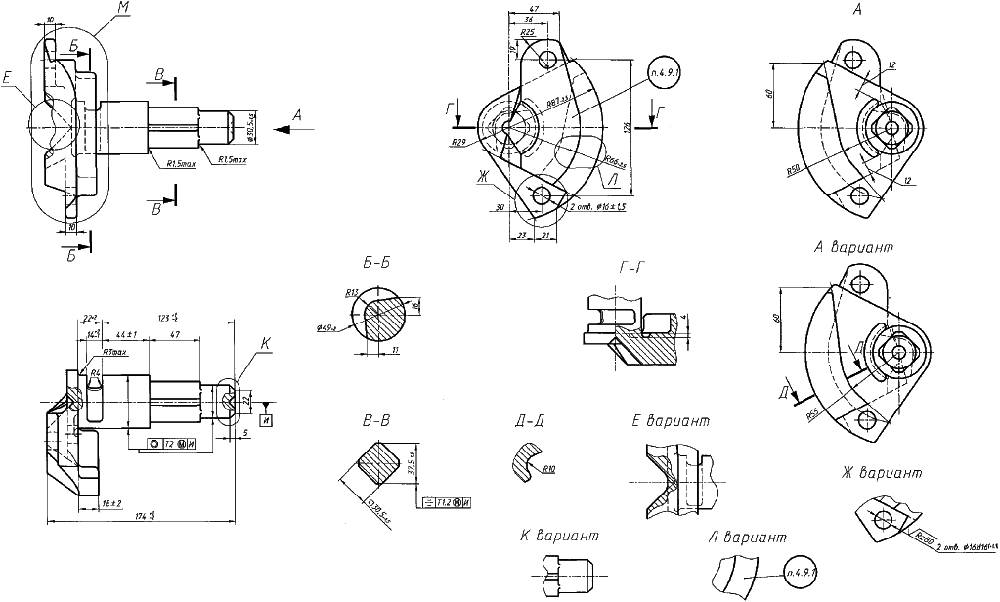
3.3.3 Механизм автосцепки СА-3 должен быть закреплен в корпусе запорным болтом исполнения 1 по ГОСТ 7798* с диаметром резьбы 10 мм, длиной 90 мм с крупным шагом резьбы, и гайкой исполнения 1 по ГОСТ 5915 с диаметром резьбы 10 мм, с крупным шагом резьбы.
_______________
* В Российской Федерации в части болтов с крупным шагом резьбы и резьбой не на всей длине стержня применяют ГОСТ Р ИСО 4014-2013 "Болты с шестигранной головкой. Классы точности А и В".
Предохранение от самопроизвольного отвертывания осуществляют постановкой под головку болта и гайку фасонных шайб, полукруглые части которых загибают на грань головки болта и грань завернутой гайки.
3.3.4 Крепление клина тягового хомута должно быть осуществлено двумя болтами, имеющими квадратную головку, метрическую резьбу диаметром 20 мм и гайками исполнения 1 по ГОСТ 15526 с диаметром резьбы 20 мм.
3.3.5 Запирание болтов, поддерживающих клин тягового хомута должно исключать возможность поднятия головок болтов выше предохранительного козырька тягового хомута.
Болты со стороны головок должны быть заблокированы от продольного перемещения.
3.3.6 Гайки в креплении должны быть застопорены от самопроизвольного отвинчивания стопорной планкой, концы которой должны отгибаться на их грани, и шпилькой, устанавливаемой в отверстия, выполненные в стержнях болтов.
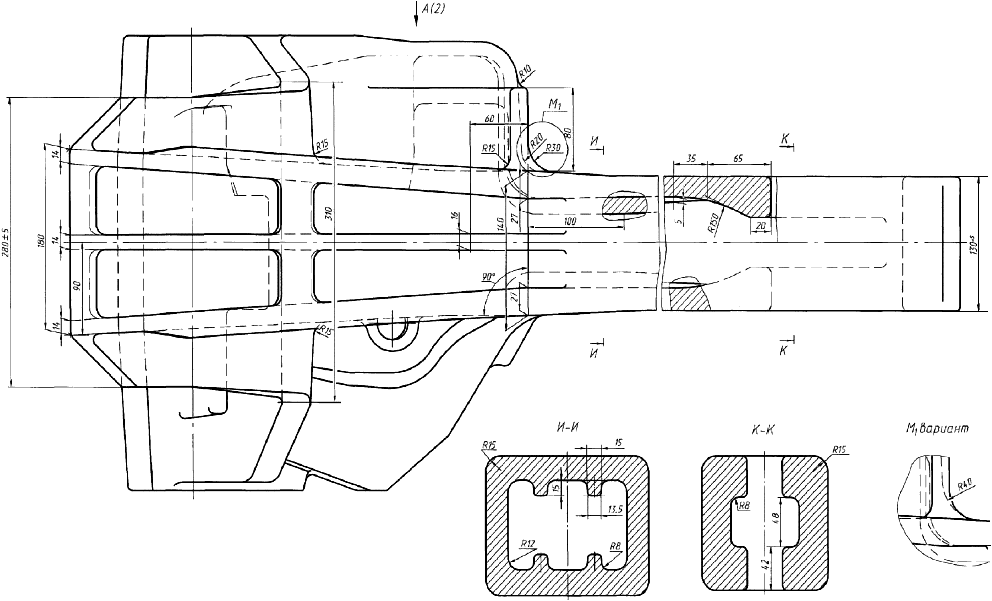
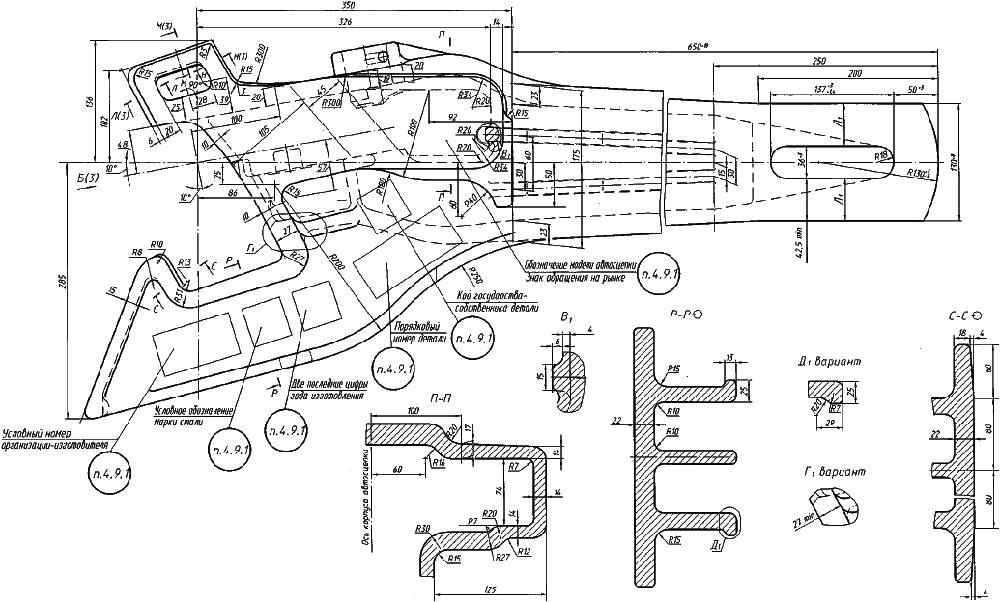
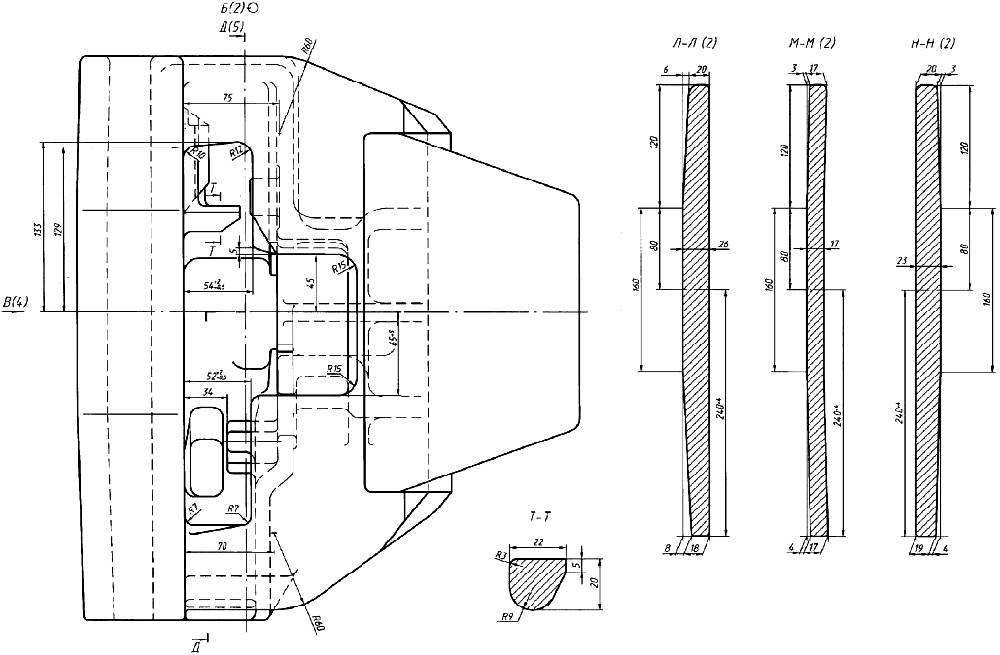
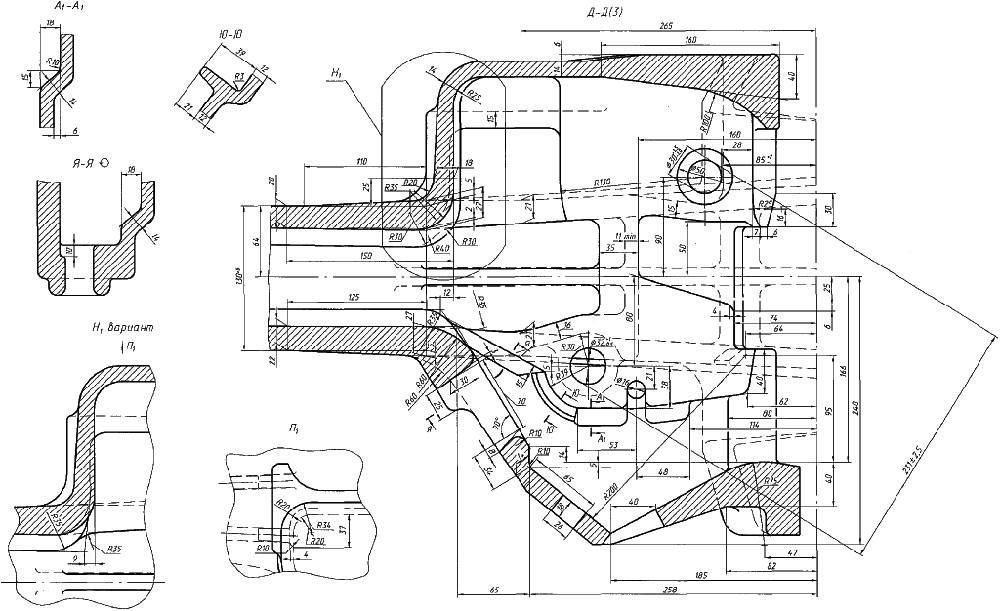
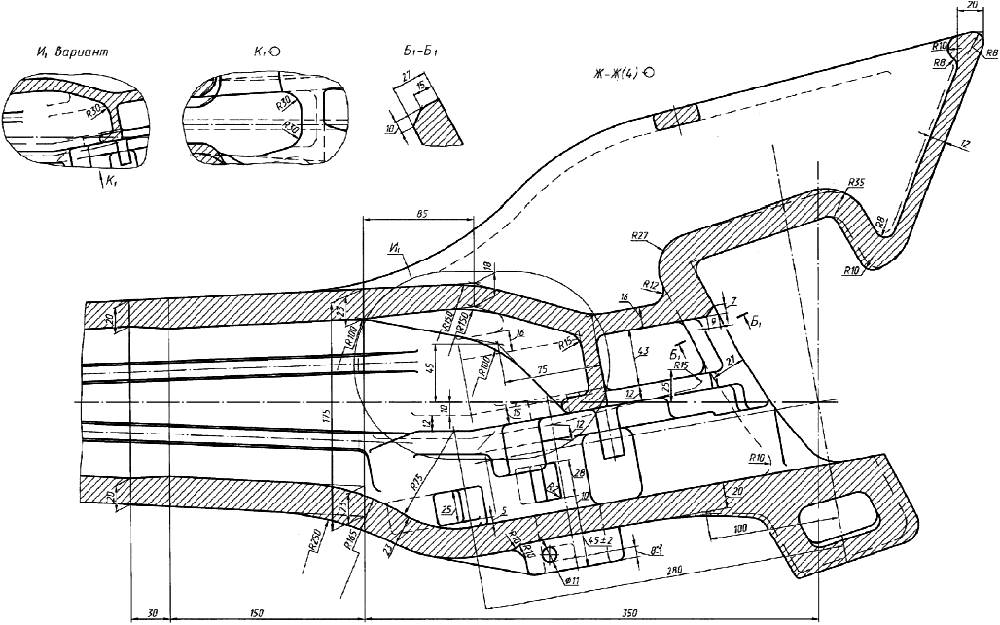
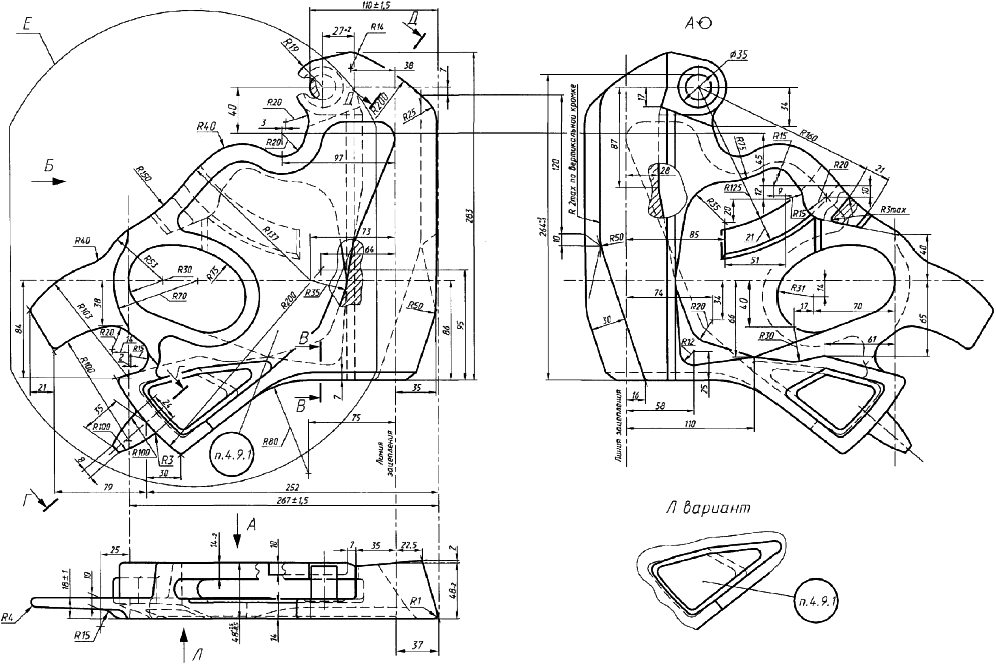
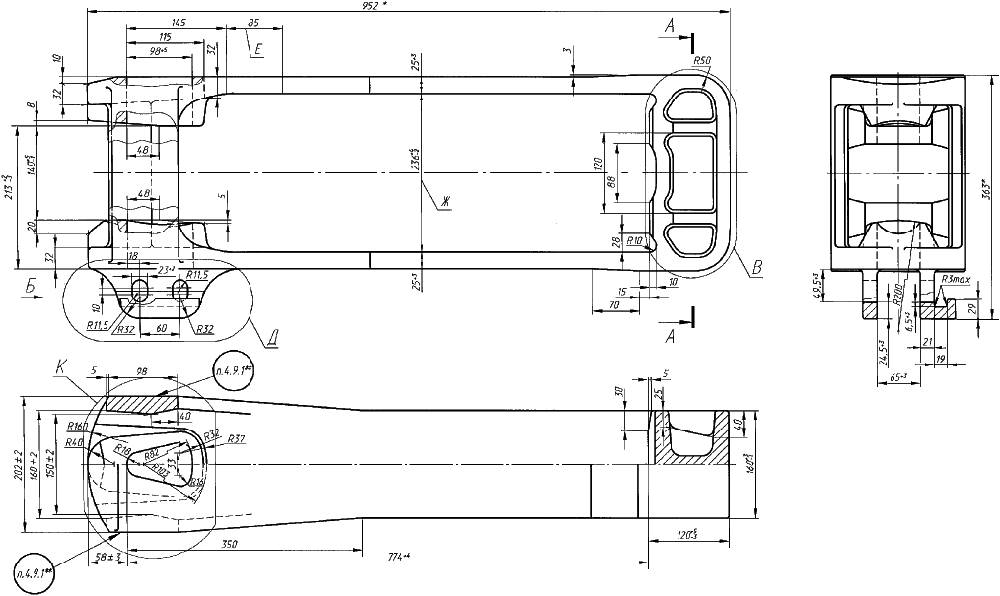
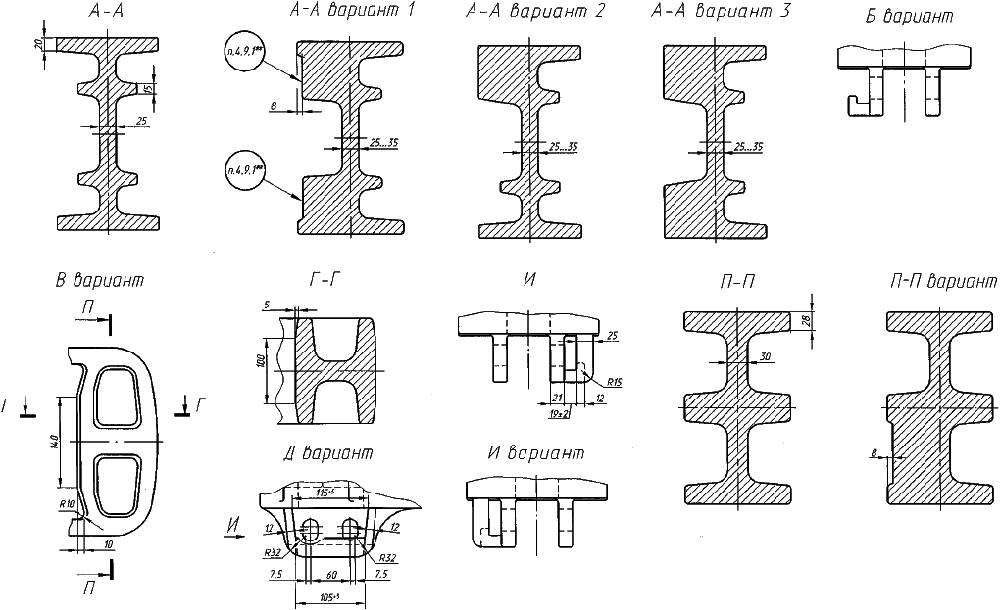
3.4 Конструкция и размеры корпуса автосцепки приведены на рисунке Б.1 (приложение Б).
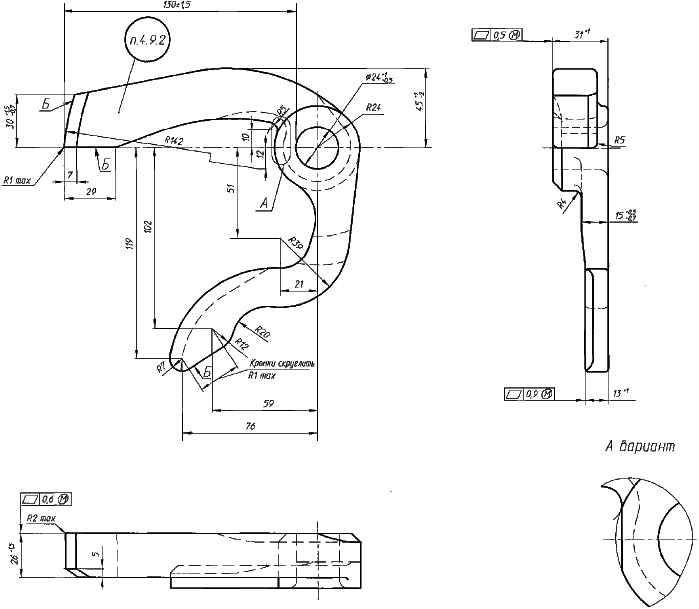
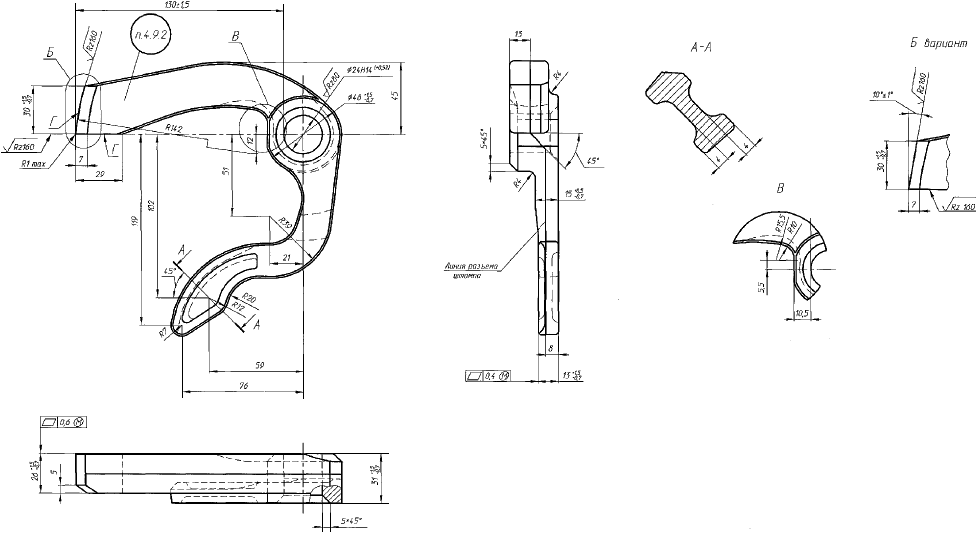
3.5 Конструкция и размеры замка приведены на рисунке В.1 (приложение В).
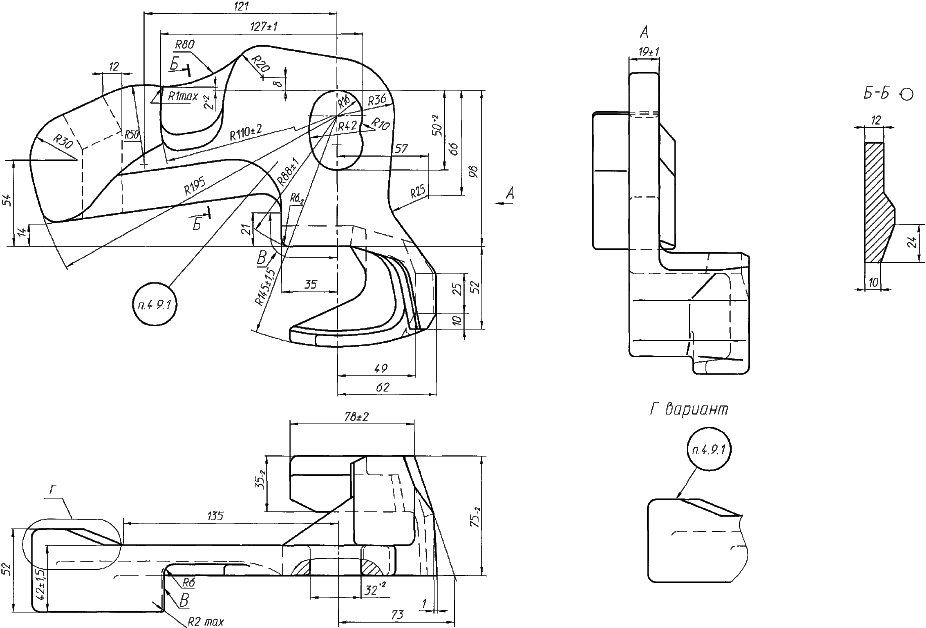
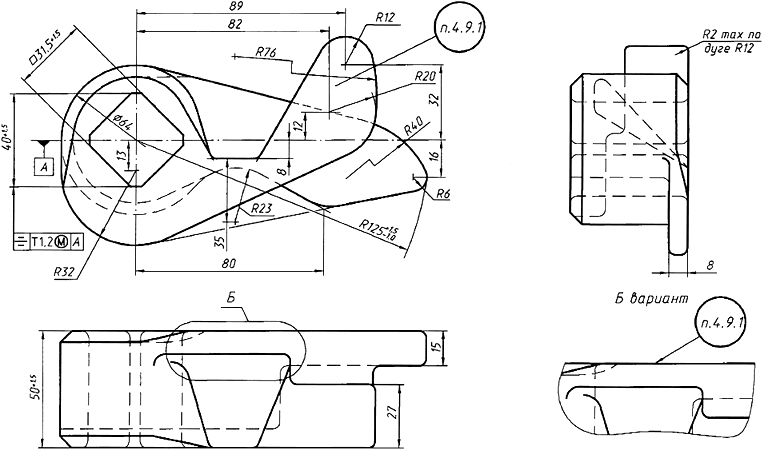
3.6 Конструкция и размеры замкодержателя приведены на рисунке Г.1 (приложение Г).
3.7 Конструкция и размеры предохранителя замка приведены на рисунках Д.1-Д.2 (приложение Д).
3.8 Конструкция и размеры подъемника замка приведены на рисунке Е.1 (приложение Е).
3.9 Конструкция и размеры валика подъемника приведены на рисунке Ж.1 (приложение Ж).
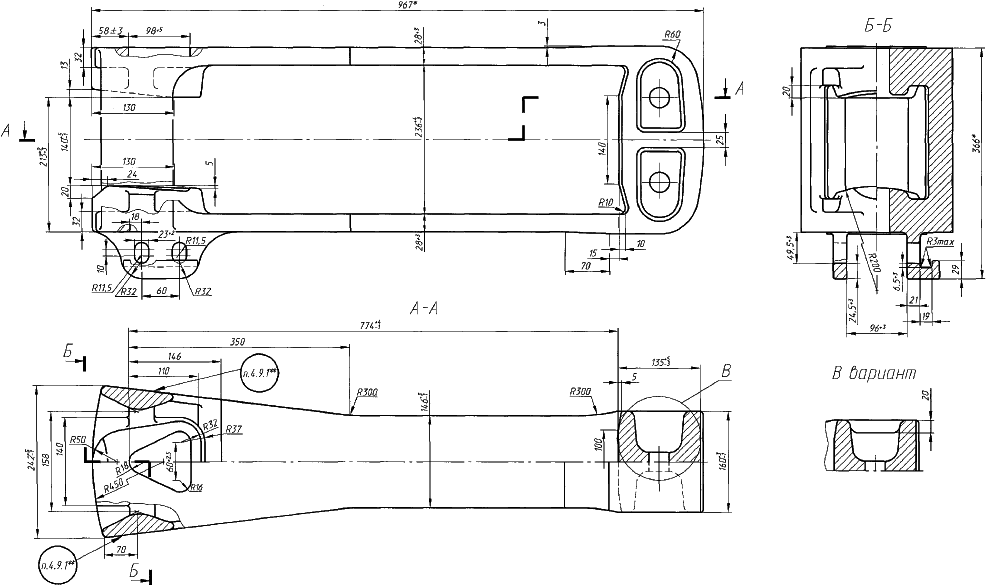
3.10 Конструкция и размеры хомута тягового приведены на рисунках И.1-И.2 (приложение И).
3.11 Расположение знаков маркировки приведено на рисунке И.3 (приложение И).
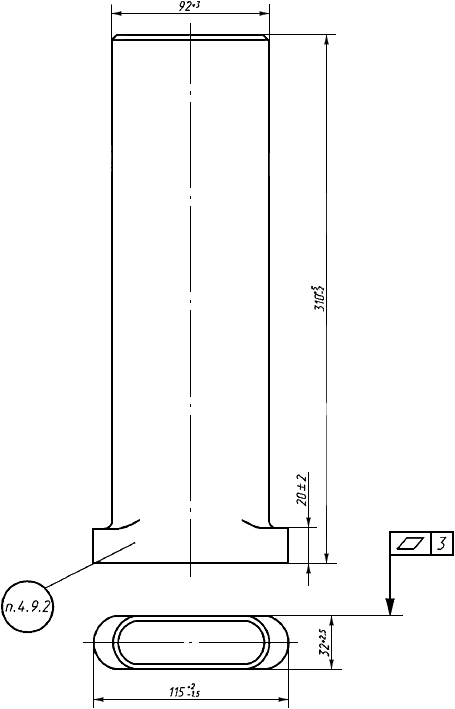
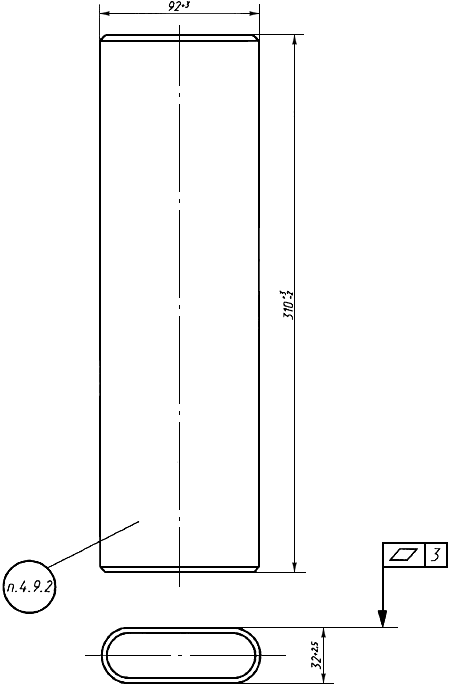
3.12 Конструкция и размеры клина тягового хомута приведены на рисунках К.1-К.2 (приложение К).
3.13 Автосцепка СА-3 и унифицированные с ней детали могут иметь дополнительные устройства и конструктивные исполнения, исходя из требований к конкретной единице железнодорожного подвижного состава. Дополнительные устройства и конструктивные исполнения не должны препятствовать выполнению рабочих процессов в условиях нормированных внешних воздействий.
Эффективность и целесообразность применения и использования дополнительных устройств и конструктивных исполнений подтверждают в соответствии с требованиями национальных стандартов государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта, при постановке их на производство.
_______________
В Российской Федерации применяют ГОСТ Р 15.201-2000 "Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство".
4. Технические требования
4.1 Конструкция и размеры автосцепки СА-3, тягового хомута и клина тягового хомута должны обеспечивать возможность их постановки на железнодорожный подвижной состав в соответствии с ГОСТ 3475.
4.2 Контур зацепления автосцепки СА-3 должен соответствовать ГОСТ 21447.
4.3 Изготовление литых деталей автосцепки СА-3, включая корпус автосцепки, замок, замкодержатель, подъемник, валик подъемника, тяговый хомут осуществляют по ГОСТ 22703.
4.4 Предохранитель замка (вариант 1) - отливка 3 группы по ГОСТ 977 - должен быть изготовлен из стали марки 32Х06Л категории прочности КТ45 по ГОСТ 977.
4.5 Предохранитель замка (вариант 2) - штампованная поковка Гр.I по ГОСТ 8479 - должен быть изготовлен из проката категории 2 стали марок Ст5пс и Ст5сп по ГОСТ 535.
4.6 Клин тягового хомута - штампованная поковка - должен быть изготовлен из стали марки 38ХС по ГОСТ 4543. Допускается изготовление из профиля по ГОСТ 5267.0.
4.7 Технические требования и правила приемки для автосцепки СА-3, тягового хомута и клина тягового хомута должны быть установлены в нормативных документах государств, упомянутых в предисловии, как проголосовавших за принятие межгосударственного стандарта.
_______________
В Российской Федерации применяют ГОСТ Р 54749-2011 "Устройство сцепное и автосцепное железнодорожного подвижного состава. Технические требования и правила приемки".
4.8 Требования к точности деталей.
4.8.1 Класс размерной точности по ГОСТ 26645* должен быть не более:
_______________
* В Российской Федерации применяют ГОСТ Р 53464-2009 "Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку".
- 11 т - для корпуса автосцепки, тягового хомута и замка;
- 10 т - для замкодержателя, валика подъемника и подъемника замка;
- 9 т - для предохранителя замка (вариант 1).
Неуказанные предельные отклонения размеров - симметричные.
4.8.2 Разность размеров корпуса автосцепки, показанная на рисунке Б.2 (приложение Б), допускается не более 6 мм.
4.8.3 Формовочные уклоны на поверхностях замкодержателя, показанные на рисунке Г.1 (приложение Г), должны быть не более 1:50.
4.8.4 Формовочные уклоны на поверхностях предохранителя замка (вариант 1), показанные на рисунке Д.1 (приложение Д), должны быть не более 1:50.
4.8.5 Допуски и допускаемые отклонения размеров предохранителя замка (вариант 2) по ГОСТ 7505 (рисунок Д.2, приложение Д). Исходный индекс - 11. Штамповочные уклоны не должны превышать 7° в тело.
4.8.6 Уклоны на поверхностях предохранителя замка (вариант 2), показанные на рисунке Д.2 (приложение Д), не допускаются.
4.8.7 Величина смещения по поверхности разъема штампа предохранителя замка (вариант 2), показанная на рисунке Д.2 (приложение Д), не должна превышать 1 мм.
4.8.8 Допускается размер хомута тягового на участке
, показанные на рисунке И.1 (приложение И), выполнять с предельными отклонениями от плюс 4 мм до минус 6 мм.
4.8.9 Штамповочные уклоны клиньев тягового хомута не должны превышать 7° в тело (приложение К).
4.8.10 Контрольные приливы для проверки структуры стали (вида излома), расположенные в местах, влияющих на качество сборки автосцепки СА-3, должны быть удалены, места их расположения зачищены.
4.9 Требования к маркировке.
4.9.1 Содержание маркировки и способ нанесения на деталях автосцепки СА-3 (корпус автосцепки, замок, замкодержатель, подъемник замка, валик подъемника и тяговый хомут) должны соответствовать ГОСТ 22703.
4.9.2 Предохранитель замка (варианты 1 и 2) и клин тягового хомута должны иметь маркировку, выполненную литьем или давлением, в зависимости от производственно-технологического варианта изготовления, содержащую условный номер предприятия-изготовителя, две последние цифры года изготовления и условное обозначение марки стали буквой "X" - для предохранителя, изготавливаемого литьем и "ХС" - для клина тягового хомута.
4.9.3 Расположение знаков маркировки на деталях и автосцепке СА-3 приведены на соответствующих рисунках в приложениях А-К.
4.9.4 Маркировка дублируется на корпусе автосцепки. Содержание дублирующей маркировки и ее расположение должны быть указаны в рабочей документации.
4.9.5 Автосцепка СА-3, сборка которой осуществлена с применением покупного корпуса, должна иметь маркировку, содержащую условный номер предприятия-изготовителя, выполненные ударным способом две последние цифры года изготовления, единый знак обращения продукции на рынке.
Приложение А
(обязательное)
Конструкция автосцепки модели СА-3
|
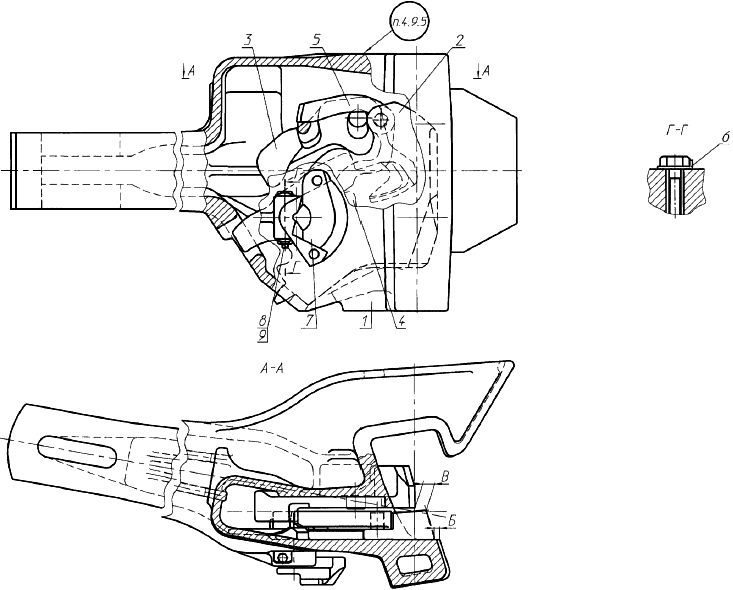
1 - корпус автосцепки; 2 - замок; 3 - замкодержатель; 4 - подъемник замка; 5 - предохранитель замка; 6 - шайба; 7 - валик подъемника; 8 - болт; 9 - гайка
Рисунок А.1
Приложение Б
(обязательное)
Конструкция и размеры корпуса автосцепки
размеры в мм
|
размеры в мм
|
А(1)
размеры в мм
|
размеры в мм
|
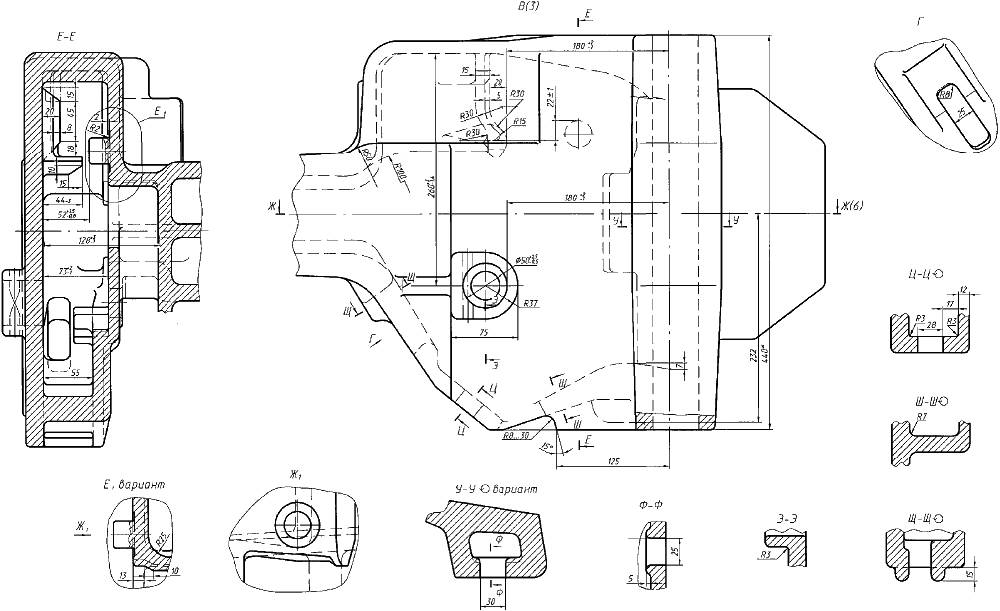
Примечание - * Размер для справок.
размеры в мм
|
размеры в мм
|
|
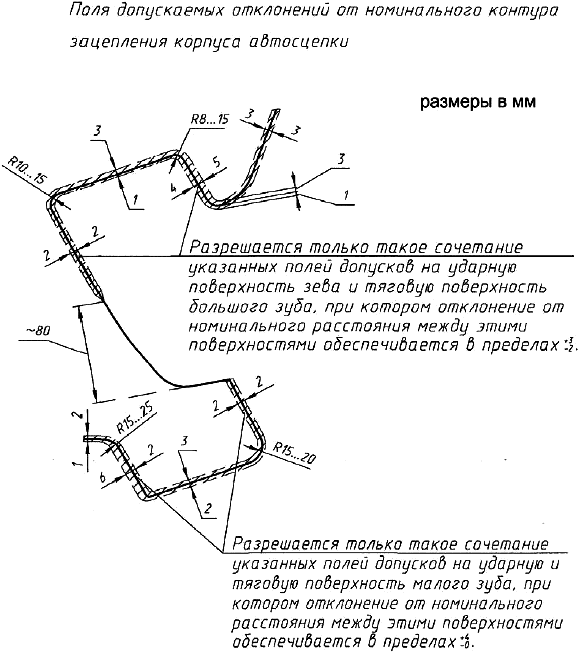
Рисунок Б.1
Приложение В
(обязательное)
Конструкция и размеры замка
размеры в мм
|
размеры в мм
|
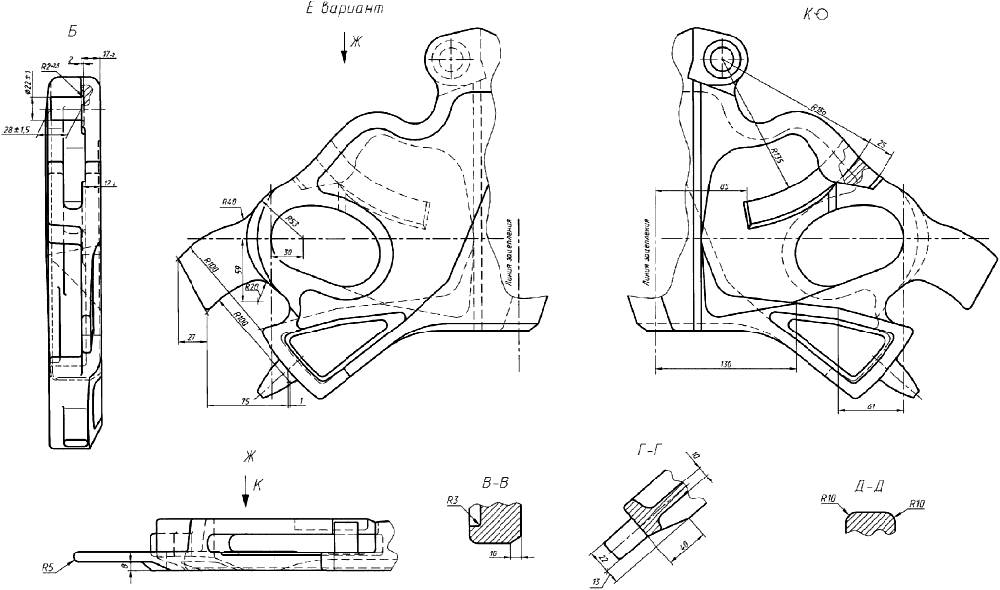
Рисунок В.1
Приложение Г
(обязательное)
Конструкция и размеры замкодержателя
размеры в мм
|
Примечание - Маркировка должна быть выполнена углубленно.
Рисунок Г.1
Приложение Д
(обязательное)
Конструкция и размеры предохранителя замка
размеры в мм
|
Примечание - Маркировка должна быть выполнена углубленно.
Рисунок Д.1 - Предохранитель замка (вариант 1)
|
Примечание - Маркировка должна быть выполнена углубленно.
Рисунок Д.2 - Предохранитель замка (вариант 2)
Приложение Е
(обязательное)
Конструкция и размеры подъемника замка
размеры в мм
|
Примечание - Маркировка должна быть выполнена углубленно
Рисунок Е.1
Приложение Ж
(обязательное)
Конструкция и размеры валика подъемника
размеры в мм
|
размеры в мм
|
Рисунок Ж.1
Приложение И
(обязательное)
Конструкция и размеры хомута тягового
размеры в мм
|
Примечания
1 * Размеры для справок.
2 ** Знаки маркировки выполнять на любой из поверхностей. Порядок расположения знаков маркировки должен соответствовать рисунку И.3.
размеры в мм
|
размеры в мм
|
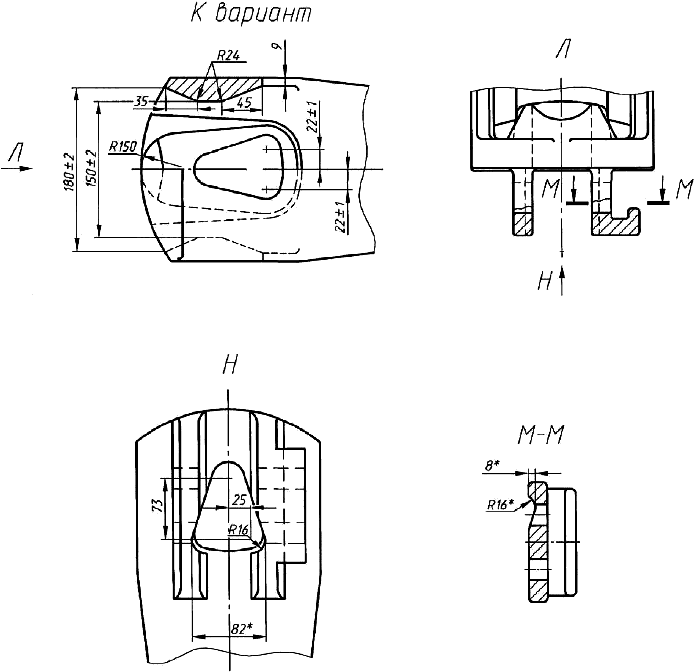
Рисунок И.1 - Хомут тяговый (вариант 1)
размеры в мм
|
Примечания
1 * Размеры для справок.
2 ** Знаки маркировки выполнять на любой из поверхностей. Порядок расположения знаков маркировки должен соответствовать рисунку И.3.
Рисунок И.2 - Хомут тяговый (вариант 2)
|
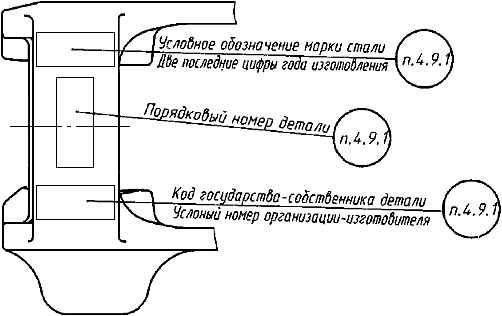
Рисунок И.3 - Расположение знаков маркировки
Приложение К
(обязательное)
Конструкция и размеры клина тягового хомута
размеры в мм
|
Примечание - Маркировка должна быть выполнена углубленно.
Рисунок К.1 - Клин тягового хомута (вариант 1)
размеры в мм
|
Примечание - Маркировка должна быть выполнена углубленно.
Рисунок К.2 - Клин тягового хомута (вариант 2)
__________________________________________________________________________
УДК 625.24:006.354 МКС 45.060 NEQ
Ключевые слова: автосцепка, конструкция, размеры
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2015
{kind=link}