ГОСТ 4491-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЦЕНТРЫ КОЛЕСНЫЕ ЛИТЫЕ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА
Общие технические условия
Cast wheel centers for the railway rolling stock. General specifications
МКС 45.060
Дата введения 2017-05-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Всероссийский научно-исследовательский и проектно-конструкторский институт электровозостроения" (ОАО "ВЭлНИИ")
2 ВНЕСЕН Межгосударственным техническим комитетом МТК N 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 мая 2016 г. N 88-П) по результатам голосования
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 27 июля 2016 г. N 884-ст межгосударственный стандарт ГОСТ 4491-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 мая 2017 г.
5 ВЗАМЕН ГОСТ 4491-86
6 ПЕРЕИЗДАНИЕ. Сентябрь 2019 г.
7 Настоящий стандарт может быть применен на добровольной основе для оценки соответствия требованиям Технического регламента Таможенного союза ТР ТС "О безопасности железнодорожного подвижного состава"
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на центры, колесные литые (далее - колесные центры) для колесных пар локомотивов, автомотрис (рельсовых автобусов), моторных вагонов электропоездов, дизель-электропоездов и дизель-поездов железных дорог колеи 1520 мм климатического исполнения УХЛ по ГОСТ 15150.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 8.395 Государственная система обеспечения единства измерений. Нормальные условия измерений при поверке. Общие требования
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 15.309 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 977 Отливки стальные. Общие технические условия
ГОСТ 1497 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1778-70 (ИСО 4967-79) Сталь. Металлографические методы определения неметаллических включений
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3212 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров
ГОСТ 5639 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 6996 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7565 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 8233 Сталь. Эталоны микроструктуры
ГОСТ 9378 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 11018-2011 Колесные пары тягового подвижного состава железных дорог колеи 1520 мм. Общие технические условия
ГОСТ 14004 Весы рычажные общего назначения. Пределы взвешиваний. Нормы точности
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18321 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18895 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19300 Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 20415 Контроль неразрушающий. Методы акустические. Общие положения
ГОСТ 21105* Контроль неразрушающий. Магнитопорошковый метод
________________
* В Российской Федерации действует ГОСТ Р 56512-2015 "Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы".
ГОСТ 22536.1 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 26645** Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
________________
** В Российской Федерации действует ГОСТ Р 53464-2009.
ГОСТ 31373 Колесные пары локомотивов и моторвагонного подвижного состава. Расчеты и испытания на прочность
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1
колесный центр: Деталь составного колеса с ободом, дисковой, коробчатой (двухдисковой) или спицевой частью и ступицей. [ГОСТ 11018-2011, статья 3.11] |
3.2
обод колесного центра (обод): Наружная утолщенная часть колесного центра, предназначенная для посадки бандажа. [ГОСТ 11018-2011, статья 3.12] |
3.3 ступица колесного центра: Часть колесного центра с отверстием для установки его на оси колесной пары и выступом (удлиненная ступица) для установки на нем зубчатого колеса (и других деталей).
3.4 механическая обработка: Обработка заготовки колесного центра при помощи механического воздействия с целью придания размеров и параметров шероховатости, предусмотренных конструкторской документацией на механически обработанный колесный центр.
3.5 прозвучиваемость: Проницаемость колесного центра продольными ультразвуковыми волнами со стороны торца механически обработанного обода и ступицы в осевом направлении, оцениваемая через сравнение амплитуды эхо-сигнала от противоположного торца с амплитудой эхо-сигнала от эталонного отражателя в стандартном образце (характеристика структурной неоднородности).
3.6 владелец инфраструктуры: юридическое лицо или индивидуальный предприниматель, имеющие инфраструктуру на праве собственности или на ином праве и оказывающие услуги по ее использованию на основании соответствующего договора.
3.7 заказчик: Предприятие, организация или объединение, по заявке и договору с которым осуществляются разработка, производство и/или поставка колесных центров.
3.8 потребитель: Организация или иное юридическое лицо, приобретающее и/или использующее колесные центры по назначению.
3.9 основная партия: Партия колесных центров одной конструкции, изготовленных из стали одной плавки и прошедших термическую обработку по одному режиму.
3.10 сборная партия: Партия колесных центров одной конструкции, изготовленных из разных плавок одной марки стали и прошедших термическую обработку по одному режиму.
4 Технические требования
4.1 Требования к конструкции
4.1.1 Допуски размеров, формы, расположения и неровностей поверхностей, допуски массы, припуски на обработку, обозначение точности и шероховатость поверхности отливок колесных центров должны соответствовать ГОСТ 26645; не указанные в конструкторской документации формовочные уклоны - по ГОСТ 3212.
Нормы точности отливок колесных центров по классу размерной точности, степени коробления и классу точности массы должны быть не ниже 12, а степень точности поверхностей - не ниже 17 по ГОСТ 26645.
Смещение по разъему формы отливки колесного центра по ободу и окнам - в пределах ±3 мм. Следы смещения по окнам должны быть зачищены с плавным переходом. Допускается оставлять без зачистки следы смещений по наружной поверхности обода колесного центра. Неудаленные заливы на внутренних ребрах спиц не допускаются.
Предельные отклонения формы и шероховатость посадочных поверхностей отверстия ступицы, удлиненной ступицы под посадку зубчатого колеса и наружной поверхности обода колесных центров с механической обработкой должны соответствовать ГОСТ 11018.
4.1.2 Коэффициент запаса сопротивления усталости колесного центра должен соответствовать требованиям ГОСТ 31373.
4.2 Условное обозначение колесных центров при заказе
Схема условного обозначения колесных центров приведена на рисунке 1.
|
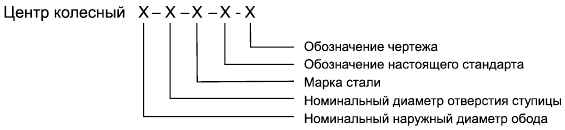
Рисунок 1 - Схема условного обозначения колесных центров
Пример условного обозначения колесного центра с наружным диаметром обода 1070 мм, диаметром отверстия ступицы 232 мм, из стали марки 20Л: Центр колесный 1070-232-20Л - ГОСТ 449-2014 - обозначение чертежа
4.3 Требования к материалам
4.3.1 Колесные центры должны быть изготовлены из сталей марок 20Л, 25Л или 20ГЛ по ГОСТ 977. Химический состав сталей колесных центров приведен в таблице 1.
4.3.2 Сталь при выплавке обрабатывают раскислителями (модификаторами). Способ обработки стали раскислителями (модификаторами) устанавливает предприятие - изготовитель колесных центров.
Окончательное раскисление стали проводят алюминием. Допускается дополнительно использовать другие раскислители (модификаторы).
Рекомендации по технологии выплавки и раскисления стали для колесных центров приведены в приложении А.
4.3.3 Механические свойства сталей после окончательной термической обработки колесных центров должны соответствовать значениям, указанным в таблице 2.
Таблица 1 - Химический состав стали колесных центров
Марка стали | Массовая доля элемента, % | |||||
Код ОКП | Обозначение по ГОСТ 977 | Углерод | Марганец | Кремний | Фосфор | Сера |
не более | ||||||
Стали конструкционные нелегированные | ||||||
411200 | 20Л | 0,17-0,25 | 0,45-0,90 | 0,20-0,52 | 0,03 | 0,03 |
25Л | 0,22-0,30 | |||||
Стали конструкционные легированные | ||||||
411220 | 20ГЛ | 0,15-0,25 | 1,20-1,60 | 0,20-0,40 | 0,04 | 0,04 |
Примечания 1 Допустимое содержание массовой доли хрома - не более 0,50%, никеля - не более 0,50%, меди - не более 0,40%. 2 При обеспечении требований к ударной вязкости стали при температуре минус 60°С допускаются отклонения по содержанию углерода и кремния и верхнего предела марганца в стали марок 20Л и 25Л согласно ГОСТ 977. | ||||||
Таблица 2 - Механические свойства сталей после окончательной термической обработки колесных центров
Марка стали | Временное сопротивление | Предел текучести | Относительное удлинение | Относительное сужение | Ударная вязкость KCU, Дж/см | |
при 20°С | при минус 60°С | |||||
не менее | ||||||
20Л | 440 | 245 | 22 | 32 | 49,0 | 24,5 |
25Л | 470 | 265 | 20 | 30 | ||
20ГЛ | 490 | 295 | ||||
4.3.4 Колесные центры должны быть подвергнуты термической обработке - нормализации или нормализации с последующим отпуском, с обязательной регистрацией температурных и временных параметров. Для получения требуемых механических свойств стали и оптимизации свойств металла в зонах исправления дефектов сваркой допускается проведение повторной термической обработки - нормализации или нормализации с последующим отпуском. Общее число термических обработок должно быть не более трех. Число отпусков не ограничивается.
Рекомендации по режиму термической обработки для колесных центров приведены в приложении А.
4.3.5 Структура стали (вид излома контрольных приливов) должен быть мелкозернистым и соответствовать эталонным образцам изломов в соответствии с требованиями межгосударственного стандарта*.
________________
* До введения межгосударственного стандарта указанные требования устанавливают в технической документации, согласованной с владельцем инфраструктуры.
4.3.6 Микроструктура стали после окончательной термической обработки колесных центров должна быть феррито-перлитной и соответствовать шкалам микроструктур стали в соответствии с требованиями ГОСТ 8233. Размер зерна должен быть не менее 6-го номера по ГОСТ 5639. Наличие неметаллических включений пленочного типа не допускается.
4.4 Требования к отливкам колесных центров
4.4.1 Отливки колесных центров должны быть обрублены и очищены от формовочной смеси, окалины и пригара до проведения термической обработки. Питатели и прибыли должны быть удалены в соответствии с ГОСТ 977. Удаление питателей и прибылей газовой резкой следует проводить до окончательной термической обработки колесных центров.
Допускается подрезка питателей и прибылей до норм, указанных в технологической документации, после проведения окончательной термической обработки колесных центров.
Наличие пригара и окалины на наружных поверхностях отливок колесных центров не допускается.
Допускается наличие пригара и окалины в труднодоступных для очистки внутренних полостях ребер коробчатых (двухдисковых) колесных центров.
4.4.2 Наличие зарубов, острых кромок и заусенцев не допускается. Зарубы должны быть сглажены, острые кромки притуплены, заусенцы удалены. Удаление указанных дефектов производят механическим способом.
4.4.3 В отливках колесных центров не допускаются внутренние дефекты - усадочные раковины и рыхлоты, усадочная пористость, газовые раковины, не выходящие на поверхность, если площадь дефекта превышает 5% от площади круга, вписанного в поперечное сечение в месте соединения диска или спицы с ободом или ступицей.
4.4.4 Исправление дефектов глубиной не более 3 мм производят расчисткой. Исправление дефектов глубиной более 3 мм производят электродуговой сваркой.
Разделку дефектов и их исправление электродуговой сваркой производят в соответствии с инструкцией предприятия-изготовителя. Применяемые для исправления дефектов сварочные материалы и технология наплавки должны обеспечивать получение сварных соединений с величиной механических свойств наплавленного металла и зоны термического влияния не ниже требований, предъявляемых к основному металлу.
4.4.5 Места заварки дефектов должны быть зачищены механическим способом заподлицо с телом отливки колесного центра.
4.4.6 В местах исправления дефектов электродуговой сваркой не допускаются:
- трещины любых размеров, видов и направлений, расположенные в наплавленном металле, на границе сплавления и в зоне термического влияния;
- несплавления;
- поры, расположенные в виде сплошной сетки;
- одиночные поры величиной более 1,5 мм;
- шлаковые включения.
4.4.7 На необрабатываемых поверхностях отливок колесных центров допускаются без исправления следующие дефекты:
а) сосредоточенные ситовидные раковины или газовая пористость глубиной не более 3 мм, диаметром не более 1,5 мм, в количестве не более трех штук на 1 см поверхности площадью не более 10% площади поверхности;
б) местные утяжины и ужимины на поверхности спиц или диска площадью не более 2 см и глубиной не более 3 мм.
4.4.8 На торцах ступицы колесного центра до окончательной термической обработки допускается исправлять заваркой с разделкой до чистого металла усадочные раковины и утяжины при длине вырубки дефектных мест не более 25 мм, ширине не более 15 мм и глубине не более 12 мм. Количество дефектных мест - не более двух штук на каждом торце ступицы. Вырубки не должны располагаться на расстоянии менее 10 мм к расточенному отверстию ступицы.
Примечание - За длину дефекта принимают расстояние между двумя наиболее удаленными его краями. Прерывистые дефекты при расстоянии между ними, превышающими наибольшую длину дефекта, следует считать отдельными дефектами.
4.4.9 Заварка трещин в ступице, смежных спицах и одновременная заварка трещин на спице и прилегающей к ней части обода колесного центра не допускается.
4.4.10 При недоливах и/или механических повреждениях порядкового номера колесного центра допускается исправление его элементов электродуговой сваркой до окончательной термической обработки при условии отсутствия указанных повреждений у соответствующих элементов дублирующего номера, если объем наплавки каждого элемента не превышает 30% от общей величины его объема.
4.4.11 Допускается восстановление электродуговой сваркой до окончательной термической обработки недолитых и/или поврежденных знаков маркировки по 4.7.1, кроме указанных в 4.4.10, если объем наплавки каждого элемента не превышает 50% от общей величины его объема.
4.4.12 Допускается исправление литейных дефектов в виде усадочных раковин, утяжин и трещин, с последующей термической обработкой, если они не превышают:
а) по ободу - 15% площади поперечного сечения обода по месту расположения дефекта при глубине дефекта не более 1/2 толщины его поперечного сечения, без учета припуска на механическую обработку;
б) по спицам или диску - 15% площади поперечного сечения спицы или диска при глубине дефекта не более 1/2 толщины поперечного сечения, включая места соединения с ободом и ступицей.
4.4.13 На поверхности колесных центров не допускаются и не подлежат исправлению литейные дефекты, превышающие значения, указанные в 4.4.7 а), 4.4.8, 4.4.12 и 4.5.3, а также сквозные дефекты.
4.5 Колесные центры после механической обработки
4.5.1 На механически обработанных поверхностях колесных центров допускаются без исправления следующие дефекты:
а) расчищенные раковины любого происхождения на наружном диаметре обода глубиной не более 5 мм, площадью не более 20 мм в количестве не более пяти штук;
б) на остальных поверхностях расчищенные раковины глубиной не более 5 мм, диаметром не более 5 мм, в количестве не более двух штук на каждой поверхности.
4.5.2 На предварительно механически обработанных поверхностях колесных центров подлежат исправлению без последующей термической обработки следующие дефекты:
а) раковины любого происхождения на наружном диаметре обода длиной не более 30 мм, шириной не более 15 мм, глубиной не более 5 мм;
б) трещины на торцевых поверхностях обода длиной не более 25 мм, глубиной не более 7 мм, количество дефектов должно быть не более четырех штук на каждой торцевой поверхности с взаимным расположением в разных плоскостях.
4.5.3 Вскрывшиеся трещины на наружном диаметре обода после предварительной механической обработки подлежат исправлению с повторной термообработкой колесного центра. Площадь поперечного сечения разделки - не более 1 см, а глубина разделки - не более 10 мм. Площадь единичного дефекта после механической разделки должна составлять не более 4,5 см
при суммарной площади разделанных дефектов не более 50 см
.
4.5.4 Колесные центры с механической обработкой должны подвергаться статической или динамической балансировке в соответствии с требованиями ГОСТ 11018.
Фактическую величину остаточного дисбаланса маркируют ударным способом на ободе колесного центра в месте ее определения. Величину фактического остаточного дисбаланса указывать в кг·см. Место под маркировку величины остаточного дисбаланса должно быть зачищено. Место расположения неуравновешенной массы маркируют на ободе колесного центра цифрой 0 высотой от 8 до 10 мм.
При изготовлении колесных центров для колесных пар, подвергающихся динамической балансировке, допускается маркировку величины остаточного дисбаланса не производить.
4.5.5 Обод и ступица механически обработанного колесного центра должны быть подвергнуты ультразвуковому контролю для оценки однородности структуры металла и выявления внутренних технологических дефектов (усадочных раковин и рыхлот, усадочной пористости, газовых раковин).
Параметры шероховатости Ra механически обработанных поверхностей для проведения ультразвукового контроля должны быть не более 6,3 по ГОСТ 2789.
4.5.6 Контроль поверхностных дефектов в колесных центрах магнитопорошковым методом производится по согласованию с заказчиком. Места проверки должны быть указаны в конструкторской и технологической документации.
4.6 Требования надежности
4.6.1 Вероятность безотказной работы (расчетная) колесных центров в течение назначенного срока службы при испытаниях по определению величины запаса сопротивления усталости по 4.1.2 должна быть не менее 0,999 по критерию появления усталостных трещин.
4.6.2 Назначенный срок службы колесных центров при вероятности их безотказной работы 0,999 должен быть установлен в техническом задании на проектирование колесных центров или подвижного состава.
4.7 Маркировка
4.7.1 На спице или диске каждого колесного центра должны быть отлиты следующие знаки маркировки:
- знак обращения на рынке*;
________________
* Для государств - членов Таможенного союза действует единый знак обращения продукции на рынке.
- код государства - собственника детали по классификатору, введенному Советом по железнодорожному транспорту государств - участников Содружества Независимых Государств [1];
- условный номер организации-изготовителя в рамке по справочнику, введенному Советом по железнодорожному транспорту государств - участников Содружества Независимых Государств [2];
- две последние цифры года изготовления (арабскими цифрами);
- порядковый номер колесного центра по системе нумерации предприятия-изготовителя;
- марка стали по ГОСТ 977;
и нанесены ударным способом:
- номер плавки;
- приемочное клеймо технического контроля предприятия-изготовителя.
4.7.2 На ободе каждого колесного центра должны быть нанесены ударным способом:
- величина остаточного дисбаланса;
- место расположения неуравновешенной массы.
4.7.3 При исправлении дефектов электродуговой сваркой на каждом колесном центре дополнительно должно быть выбито клеймо сварщика предприятия-изготовителя.
4.7.4 Размещение и размеры знаков маркировки и клейм должны быть указаны в конструкторской документации.
5 Правила приемки
5.1 Для проверки соответствия колесных центров требованиям настоящего стандарта проводят приемо-сдаточные, периодические, типовые испытания по ГОСТ 15.309 и испытания для обязательного подтверждения соответствия.
5.2 Приемо-сдаточные испытания проводят в соответствии с 5.2.1-5.2.10 в объеме, указанном в таблице 3. Приемо-сдаточные испытания проводят представители службы технического контроля предприятия-изготовителя.
5.2.1 Колесные центры принимают партиями. Партия должна состоять из колесных центров, изготовленных по одной конструкторской и технологической документации из стали одной плавки и прошедших термическую обработку по одному режиму, регистрируемому автоматическими приборами.
5.2.2 При получении отрицательного результата контроля геометрических размеров, отклонений формы и шероховатости посадочных поверхностей колесный центр должен быть доработан, а при невозможности доработки - забракован.
5.2.3 При получении отрицательного результата контроля качества поверхности и/или исправления дефектов электродуговой сваркой колесный центр возвращают на доработку.
5.2.4 При получении отрицательного результата контроля поверхностных дефектов колесный центр должен быть забракован.
5.2.5 Химический состав определяют на пробах, отбираемых по ГОСТ 7565. Допускается определять химический состав на образцах или стружке, взятых от пробного бруска или колесного центра данной плавки. При получении отрицательного результата хотя бы по одному показателю химического состава все колесные центры данной плавки должны быть забракованы.
Таблица 3 - Объем приемо-сдаточных испытаний колесных центров
Контролируемые показатели | Подраздел, пункт | Объем выборки | Периодичность испытаний |
Геометрические размеры и отклонения формы | 4.1.1 | Каждый центр | |
Параметры шероховатости поверхностей | 4.1.1 | Каждый центр | |
Качество поверхности | 4.4.1, 4.4.2 | Каждый центр | |
Поверхностные дефекты | 4.4.7, 4.4.13, 4.5.1 | Каждый центр | |
Качество исправления дефектов электродуговой сваркой | 4.4.6 | Каждый центр | |
Остаточный дисбаланс | 4.5.4 | Каждый центр | |
Неоднородность структуры, выявляемая ультразвуковым методом | 4.5.5 | Каждый центр | |
Внутренние дефекты, выявляемые ультразвуковым методом | 4.5.5 | Каждый центр | |
Поверхностные дефекты, выявляемые магнитопорошковым методом | 4.5.6 | Каждый центр | |
Маркировка | 4.4.10, 4.4.11, 4.7.1-4.7.3 | Каждый центр | |
Химический состав стали | 4.3.1 | Один центр | Каждая плавка |
Механические свойства стали | 4.3.3 | Один центр | Каждая плавка |
Структура стали (вид излома) | 4.3.5 | Один центр | Каждая плавка |
Микроструктура | 4.3.6 | Один центр | Каждая плавка |
| |||
5.2.6 Механические свойства и микроструктуру стали определяют от каждой плавки на образцах, вырезанных из пробных брусков.
Пробные бруски размером не менее 2225
150 мм (по два на каждый колесный центр) приливают плоскостью 25
150 мм к колесному центру. Пробные бруски перед проведением термической обработки подрезают, а после термической обработки отделяют от колесных центров и маркируют. Место размещения пробных брусков должно быть установлено в конструкторской или технологической документации на колесные центры. Термическую обработку пробных брусков проводят вместе с колесными центрами данной плавки. Допускается проводить термическую обработку пробных брусков с колесными центрами другой плавки, подвергаемыми термической обработке по тому же режиму, контролируемому автоматическими приборами.
Допускается вырезка образцов из колесного центра.
Механические свойства стали при испытании на растяжение контролируют на одном образце от каждой плавки, а ударную вязкость - при испытании двух образцов.
При получении отрицательных результатов испытаний хотя бы по одному показателю механических свойств по нему проводят повторные испытания на удвоенном количестве образцов, изготовленных из пробных брусков колесных центров той же плавки.
Если при повторных испытаниях получен отрицательный результат отливки колесных центров и пробные бруски данной плавки должны быть подвергнуты повторной термической обработке с последующим определением механических свойств и микроструктуры. Допускается проведение не более двух повторных термических обработок. При получении отрицательных результатов после второй повторной термической обработки колесные центры данной плавки должны быть забракованы.
В качестве сдаточной величины показателя механических свойств при испытании на растяжение на удвоенном количестве образцов следует принимать минимальное значение из полученных результатов.
В качестве сдаточной величины ударной вязкости следует принимать минимальное значение из полученных результатов.
5.2.7 Проверку структуры стали по виду излома проводят по контрольным приливам. Контрольные приливы должны иметь форму усеченной пирамиды высотой 25 мм с основанием 1520 мм. Места расположения приливов должны быть указаны в конструкторской документации.
При получении отрицательных результатов контроля структуры и проведении повторной термообработки контроль структуры стали проводят по излому второго прилива.
При получении отрицательных результатов контроля структуры после повторной термообработки колесные центры подвергают второй повторной термообработке, при этом контроль структуры проводят по излому металла третьего прилива. При получении отрицательных результатов контроля структуры после второй повторной термообработки колесный центр должен быть забракован.
5.2.8 Микроструктуру стали проверяют на микрошлифах, изготовленных из пробных брусков или контрольных приливов. Допускается изготавливать микрошлифы из испытанных образцов для определения ударной вязкости, изготовленных из пробных брусков колесных центров. Микрошлиф должен иметь размер приливных брусков или контрольных приливов, или испытанных образцов для определения ударной вязкости за вычетом расхода материала на механическую обработку его рабочей поверхности. При получении отрицательного результата микроструктуру проверяют на удвоенном количестве колесных центров, отобранных методом отбора "вслепую" по ГОСТ 18321 от той же партии. При получении отрицательного результата хотя бы по одному колесному центру вся партия должна быть забракована, а приемка деталей приостановлена до установления и устранения причин брака.
5.2.9 Ультразвуковому контролю подвергают ступицы и ободья колесных центров:
- ультразвуковой контроль для оценки однородности структуры выполняют зеркально-теневым методом по ГОСТ 20415;
- ультразвуковой контроль для выявления внутренних дефектов выполняют эхо- и зеркально-теневым методами по ГОСТ 20415.
Колесные центры, забракованные по результатам контроля, должны быть помечены и отделены от годных колесных центров для исключения их дальнейшего использования по назначению.
5.2.10 При получении отрицательного результата контроля маркировки колесный центр должен быть забракован.
5.2.11 Результаты приемо-сдаточных испытаний колесных центров оформляют в соответствии с ГОСТ 15.309. Предприятие-изготовитель хранит данные о результатах испытаний в архиве 20 лет.
5.2.12 Каждую партию колесных центров, являющихся объектами самостоятельной поставки, сопровождают документом о качестве, удостоверяющим соответствие их требованиям настоящего стандарта и содержащим:
- наименование продукции и обозначение чертежа;
- наименование страны-изготовителя;
- наименование предприятия-изготовителя и его реквизиты;
- наружный диаметр обода и диаметр отверстия ступицы колесных центров;
- число колесных центров в партии;
- номер плавки;
- порядковые номера колесных центров (по системе нумерации предприятия-изготовителя);
- марку стали и ее химический состав;
- механические свойства при растяжении и ударную вязкость;
- обозначение настоящего стандарта.
Документ о качестве должен быть подписан представителем службы технического контроля предприятия-изготовителя и представителем заказчика*.
________________
* В качестве представителя заказчика может выступать представитель владельца инфраструктуры, предприятия - изготовителя подвижного состава или предприятия - изготовителя колесной пары.
5.3 Испытание на соответствие требованиям 4.1.2 проводят на опытных образцах колесных центров при их разработке и постановке на производство, а также при проведении типовых испытаний.
5.4 Периодические испытания проводят в соответствии с 5.4.1-5.4.4 на колесных центрах, выдержавших приемо-сдаточные испытания.
5.4.1 При периодических испытаниях колесных центров контролируют:
- массу и размеры колесных центров на соответствие конструкторской документации (кроме контролируемых при приемо-сдаточных испытаниях);
- макроструктуру (величину внутренних литейных дефектов) по 4.4.3;
- механические свойства наплавленного металла по 4.4.4.
5.4.2 Массу и размеры (кроме контролируемых при приемо-сдаточных испытаниях) проверяют на одном колесном центре, отобранном методом отбора "вслепую" по ГОСТ 18321 из одной принятой партии. При получении отрицательного результата контроль массы и размеры проверяют на удвоенном количестве колесных центров. При получении отрицательного результата приемка колесных центров должна быть приостановлена до установления и устранения причин брака.
5.4.3 Макроструктуру и определение механических свойств наплавленного металла проверяют на одном колесном центре, отобранном методом отбора "вслепую" по ГОСТ 18321 из одной партии. При получении отрицательных результатов макроструктуру проверяют на удвоенном количестве колесных центров. При получении отрицательного результата хотя бы по одной детали вся партия должна быть забракована, а приемка колесных центров должна быть приостановлена до установления и устранения причин брака.
5.4.4 Периодичность проведения периодических испытаний - через 200 штук годных колесных центров, но не реже одного раза в шесть месяцев.
5.5 Типовые испытания проводят в соответствии с ГОСТ 15.309 в случае существенного изменения конструкции (4.1.1), марки стали (4.3.1) и технологии изготовления (4.3.3, 4.3.5, 4.3.6, 4.4.3, 4.4.13, 4.5.5) колесных центров. Объем выборки для испытаний - четыре колесных центра. Колесные центры отбирают из одной партии методом случайной выборки по ГОСТ 18321. Порядок проведения типовых испытаний и оценка результатов - как при приемо-сдаточных испытаниях.
5.6 Образцы для проведения испытаний для обязательного подтверждения соответствия должны быть отобраны методом отбора "вслепую" по ГОСТ 18321 из имеющейся на предприятии-изготовителе продукции (не менее 20 штук), принятой службой технического контроля предприятия-изготовителя и представителем заказчика.
Отобранные для испытаний образцы должны быть идентифицированы. При проведении идентификации должны быть учтены следующие характеристики:
- наименование;
- обозначение;
- порядковый номер по системе нумерации предприятия-изготовителя;
- предприятие-изготовитель;
- дата изготовления;
- идентификационный номер;
- результаты внешнего осмотра объекта испытаний.
6 Методы контроля
6.1 Внешний вид колесных центров по 4.4.1, 4.4.2, качество исправления дефектов электродуговой сваркой по 4.4.6 и поверхностные дефекты, указанные в 4.4.13, контролируют визуально без применения увеличительных приборов.
6.2 Геометрические размеры, отклонения формы, глубины залегания поверхностных дефектов, расположения и неровности поверхностей по 4.1.1, 4.4.7, 4.4.13, 4.5.1 колесных центров при проведении приемо-сдаточных испытаний контролируют поверенными (калиброванными) средствами измерения утвержденного типа или средствами допускового контроля.
Применяемые средства измерения должны обеспечивать точность на класс выше, чем значение допуска.
Погрешности, допустимые при измерении линейных размеров - по ГОСТ 8.051. При контроле размеров свыше 500 мм предельная погрешность применяемого средства измерения не должна превышать 1/3 значения допуска.
Допускается автоматизированный лазерный контроль геометрических размеров, отклонений формы, глубины залегания поверхностных дефектов, расположения и неровностей поверхностей колесных центров.
6.3 Параметр шероховатости поверхности центров по 4.1.1 контролируют профилографами-профиломерами по ГОСТ 19300 или визуально - сравнением с образцами шероховатости по ГОСТ 9378.
6.4 Пробы для определения химического состава стали следует отбирать в соответствии с требованиями ГОСТ 7565. Допускается проверять химический состав на стружке, взятой от пробных брусков для механических испытаний или из колесного центра. Химический состав стали определяют по ГОСТ 18895, ГОСТ 22536.1 - ГОСТ 22536.5, ГОСТ 22536.7 - ГОСТ 22536.10.
6.5 Механические свойства стали при растяжении определяют по ГОСТ 1497 на цилиндрическом образце диаметром 10 мм и расчетной длиной 50 мм. При вырезке образцов из центров и при повторных испытаниях допускается определять механические свойства стали на образцах диаметром 6 мм и расчетной длиной 30 мм. Механические свойства наплавленного металла и зоны термического влияния определяют по ГОСТ 6996.
Ударную вязкость контролируют по ГОСТ 9454 на образцах типа 1. В качестве показателя ударной вязкости принимают минимальное значение результатов испытаний.
6.6 Структуру стали по 4.3.5 контролируют по виду излома визуально без применения увеличительных средств. Излом получают подрубкой контрольного прилива с широкой стороны острым зубилом на глубину от 3 до 5 мм и последующего отлома однократным ударом. Допускается производить отлом контрольного прилива пневматическим зубилом с упором рубящей кромки в его верхнюю часть. Подрез контрольного прилива перед отломом, его подрубка с двух противоположных сторон, с угла или с четырех сторон не допускаются.
6.7 Микроструктуру стали по 4.3.6 контролируют визуально на микрошлифах под оптическим микроскопом при увеличениях с кратностью 100 и 500
. Испытания проводят в помещении в нормальных условиях по ГОСТ 8.395. Способ вырезки и подготовки микрошлифа - по ГОСТ 5639. Оценку микроструктуры проводят путем ее сопоставления со шкалой микроструктур по ГОСТ 8233. Образец центра считается выдержавшим испытание, если его микроструктуре присваивается оценка "удовлетворительно" в соответствии со шкалой микроструктур.
Величину зерна по 4.3.6 определяют методом сравнения с эталонными шкалами по ГОСТ 5639. Допускается определять величину зерна методом подсчета зерен по ГОСТ 5639.
6.8 Содержание маркировки колесных центров по 4.4.10, 4.4.11, 4.7.1-4.7.3 контролируют визуально. Высоту знаков маркировки, нанесенных ударным способом, контролируют с помощью средств измерения линейных размеров на каждом знаке по результату одного измерения.
6.9 Для контроля макроструктуры (величины внутренних литейных дефектов) по 4.4.3 из отливки колесного центра вырезают образец в виде сектора с углом 90°. Вырезку сектора для спицевых и коробчатых центров производить вдоль продольной оси спиц. Шероховатость поверхности Ra в плоскости реза должна быть не более 12,5. Макроструктуру контролируют визуально без применения увеличительных средств в помещениях при нормальных условиях по ГОСТ 8.395.
При обнаружении дефектов в плоскости реза изготавливают темплет толщиной от 10 до 30 мм. Высота темплета должна составлять не менее 30% от суммарной высоты диска (спицы) и обода (ступицы). Ширина темплета должна соответствовать ширине диска (спицы) и обода (ступицы). Шероховатость поверхностей Ra темплета в плоскости реза - не более 12,5. Наклеп, прижоги металла, а также загрязнения маслом и другими материалами, которые могут препятствовать выявлению внутренних литейных дефектов на поверхности темплета, не допускаются.
Оценка макроструктуры производится путем перенесения на кальку выявленных внутренних литейных дефектов с наложением кальки на миллиметровую бумагу и подсчетом на ней площади дефектов, расположенных в круге, вписанном в поперечное сечение колесного центра в месте соединения диска или спицы с ободом или ступицей. По результатам подсчета определяется доля площади, занимаемой дефектами, от площади указанного круга в процентах.
Образец колесного центра считается выдержавшим испытание, если площадь, занимаемая внутренними литейными дефектами в месте соединения диска или спицы с ободом или ступицей, не превышает значения, указанного в 4.4.3.
6.10 Контроль загрязненности стали неметаллическими включениями по 4.3.6 проводят по ГОСТ 1778-70 методом Л (варианты Л1-Л2) на шести шлифах, вырезанных из двух диаметрально противоположных радиальных темплетов обода. Площадь каждого шлифа - не менее 300 мм.
6.11 Дисбаланс колесного центра по 4.5.4 при статической или динамической балансировке определяют с помощью балансировочных грузов, прикрепляемых к колесному центру на расстоянии 500 мм от оси вращения. Максимальная масса каждого груза - 800 г.
При балансировке колесных центров диаметром менее 1000 мм допускается пропорциональное увеличение максимальной массы балансировочных грузов при установке их на расстоянии менее 500 мм от оси вращения.
Допускается устранение недопустимого дисбаланса удалением металла механической обработкой в месте перехода диска колесного центра в обод. Толщина удаляемого металла не должна превышать 7 мм, а обработанная поверхность должна иметь плавный переход к смежным поверхностям.
Для определения остаточного статического дисбаланса опорные шейки технологической оси колесного центра устанавливают на горизонтальные "ножевые" опоры балансировочного стенда. После самопроизвольной остановки колесного центра на "ножевых" опорах радиус-вектор дисбаланса центра масс направлен вниз (см. рисунок 2а).
Для определения остаточного статического дисбаланса подбирают и прикрепляют в верхней части колесного центра на радиусе груз массой
так, чтобы его дисбаланс был равен исходному дисбалансу (см. рисунок 2б) согласно выражению
![]() . (1)
. (1)
При равенстве дисбалансов колесный центр должен приходить в состоянии равновесия на горизонтальных "ножевых" опорах стенда из любого положения при повороте относительно оси вращения.
Остаточный статический дисбаланс колесного центра , кг·см, вычисляют по формуле
![]() . (2)
. (2)
|
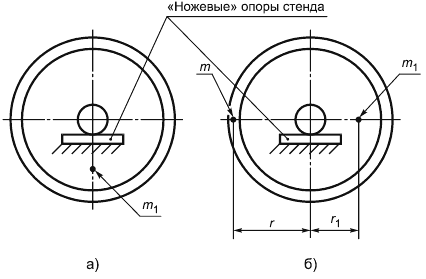
- неуравновешенная масса колесной пары;
- корректирующая масса;
,
- расстояние от оси вращения до центра масс
Рисунок 2 - Схема статического уравновешивания колесной пары
Вычисленный по формуле (2) остаточный статический дисбаланс сравнивают с допустимыми значениями по ГОСТ 11018.
При превышении допустимого значения остаточного статического дисбаланса колесного центра к нему прикрепляют дополнительный груз с последующей повторной проверкой.
Динамический дисбаланс проверяют на колесном центре, установленном на балансировочном стенде. Стенд должен обеспечивать регистрирование дисбаланса не менее 0,2 максимального значения, установленного требованиями ГОСТ 11018.
Значение остаточного динамического дисбаланса колесного центра определяют измерением динамического воздействия силы инерции вращающейся массы колесного центра с установленными оборотами и фиксацией его значения и направления в плоскости колесного центра. Для этого стенд оборудуют соответствующими измерительными датчиками и регистрирующей аппаратурой.
Полученные значения остаточного динамического дисбаланса колесного центра сравнивают с допустимыми значениями по ГОСТ 11018.
6.12 Методики и порядок проведения ультразвукового контроля для оценки однородности структуры и выявления внутренних дефектов (5.2.9, 5.5) и магнитопорошкового контроля для выявления поверхностных дефектов (5.6), а также используемые при этом средства неразрушающего контроля и средства метрологического обеспечения должны соответствовать требованиям межгосударственного стандарта*.
________________
* До введения межгосударственного стандарта указанные требования устанавливают в технической документации, согласованной с владельцем инфраструктуры.
6.13 Контроль поверхностных дефектов колесных центров магнитопорошковым методом по 4.5.6 следует проводить по ГОСТ 21105.
6.14 Для определения коэффициента запаса сопротивления усталости по 4.1.2 проводят испытания колесных центров на усталостную долговечность. Проверке подлежит способность колесного центра оказывать сопротивление усталости, выдерживая воздействие заданной нагрузки при заданном числе циклов нагружения без разрушения в виде трещины, которую определяют визуально.
Для проведения испытаний предприятие-изготовитель представляет отливки колесных центров, принятые отделом технического контроля.
Подтверждение стабильности качества колесных центров различных конструкций проверяется по следующим показателям:
- спицевой диаметром 900 мм - число циклов не менее 5·10 при максимальной нагрузке 250 кН;
- спицевой диаметром 1070 мм - число циклов не менее 1·10 при максимальной нагрузке 300 кН;
- дисковый диаметром 900 и 1070 мм - число циклов не менее 1·10 при максимальной нагрузке 600 кН;
- коробчатый (двухдисковый) диаметром 1070 мм - число циклов не менее 8·10 при максимальной нагрузке 300 кН.
Значение нагрузки, действующей на спицевой, дисковый и коробчатый (двухдисковый) образец, за время испытания должно меняться:
- для образца, представляющего спицевой и коробчатый (двухдисковый) колесный центр, между максимальным значением, взятым в соответствии с п.6.17, и минимальным значением при коэффициенте асимметрии 0,3;
- для образца, представляющего дисковый колесный центр, между максимальным значением 600 кН и минимальным значением 100 кН.
Испытания колесных центров проводят на испытательной машине с гидропульсаторной или электрогидравлической силонагружающей установкой, способной обеспечить максимальную циклическую нагрузку на колесный центр до 1000 кН.
Испытательная машина должна быть оборудована системой измерения величины нагрузки с ценой деления не более 10 кН и предельной погрешностью измерения нагрузки ±2%. Частоту действия циклических нагрузок устанавливают в пределах от 4 до 10 Гц.
Контроль величин и стабильности действия циклических нагрузок в процессе испытания осуществляют по показаниям штатных силоизмерительных устройств испытательной машины. Регистрацию числа циклов нагружения проводят с помощью счетчика, входящего в состав испытательной машины. Отсутствие трещин в колесном центре контролируют визуально без остановки испытательной машины. Испытание проводят при температуре окружающей среды от 15°С до 35°С. Значения остальных факторов внешней среды не нормируются.
Испытательное оборудование для проведения испытаний колесных центров на усталость должно быть аттестовано в установленном порядке*.
________________
* В Российской Федерации действует ГОСТ Р 8.568-97 "Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения".
Перед проведением испытаний спицевого и коробчатого (двухдискового) колесного центра необходимо разрезать (разгрузить) его через одну его спицу. Образец испытывают не менее чем в трех сечениях (для спицевого и коробчатого колесных центров напротив разрезанных спиц), отстоящих друг от друга на угол от 60° до 120°.
Испытание колесных центров проводят методом приложения радиально направленной циклической нагрузки к ободу. Нагрузка от пуансона испытательной машины передается на обод спицевых или коробчатых (двухдисковых) колесных центров напротив разрезанной спицы.
Схемы нагружения колесных центров, периодичность осмотра для фиксирования момента появления трещины и проверки показаний приборов должны быть указаны в методиках испытаний.
Критерием прекращения испытаний при заданной нагрузке является подтверждение каждым из представленных на испытание образцов колесных центров заданного числа циклов без появления трещины или появление на образце трещины, которую определяют визуально.
6.15 Массу колесного центра контролируют методом статического взвешивания на весах по ГОСТ 14004.
7 Транспортирование и хранение
7.1 Колесные центры транспортируют всеми видами транспорта в соответствии с ГОСТ 7566. При транспортировании не допускаются механические повреждения колесных центров.
7.2 По требованию заказчика на поверхность колесных центров наносят антикоррозионное покрытие по ГОСТ 9.014.
7.3 Условия транспортирования колесных центров в части воздействия климатических факторов - по группе 7 (Ж1), а хранения - по группе 8 (ОЖЗ) ГОСТ 15150.
8 Гарантии изготовителя
8.1 Предприятие-изготовитель гарантирует соответствие колесных центров требованиям настоящего стандарта при соблюдении правил транспортирования и хранения в соответствии с разделом 7, условий монтажа и эксплуатации в соответствии с нормативными документами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта.
8.2 По химическому составу (4.3.1), структуре и микроструктуре стали (4.3.5, 4.3.6) и литейным дефектам (4.4.3, 4.4.7, 4.4.8, 4.5.1) гарантийный срок эксплуатации распространяется на весь срок службы колесного центра со дня получения заказчиком.
8.3 Предприятие-изготовитель гарантирует требуемую шероховатость на посадочных поверхностях колесного центра до первой смены бандажей, зубчатых колес (для колесных центров с удлиненной ступицей) и демонтажа колесного центра с оси колесной пары.
8.4 Гарантийный срок эксплуатации центров - 6 лет со дня их ввода в эксплуатацию или 600 тыс.км пробега. По согласованию между изготовителем и заказчиком допускается устанавливать больший гарантийный срок эксплуатации колесных центров, который указывают в договоре поставки (купли-продажи) или в документе о качестве.
Приложение А
(рекомендуемое)
Рекомендации по технологии производства колесных центров с гарантированной ударной вязкостью не менее 25,0 Дж/см при температуре минус 60°С
Сталь выплавляют в дуговых электропечах с основной футеровкой двухшлаковым процессом с использованием стандартных ферросплавов. Шихта составляется с таким расчетом, чтобы содержание в ней серы и фосфора не превышало 0,06% каждого.
Основность шлака (CaO)/(SiO) в период плавления
3,0; содержание закиси железа - от 15% до 20%. Масса шлака - от 5% до 6% массы расплава.
После удаления шлака периода плавления из извести (известняка), плавикового шпата и шамота наводится новый шлак и проводится окислительный период. Окисление расплава производится присадками окислителей - железной руды, окалины, железорудных окатышей. За время окислительного периода окисляется не менее 0,2% углерода до получения содержания углерода на нижнем пределе заданной марки стали или на 0,03% ниже. В течение окислительного периода производится обновление шлака присадками шлакообразующих (известь, плавиковый шпат, шамот) и окислителей при постоянном удалении шлака из печи самотеком.
В восстановительный период плавки после удаления окислительного шлака на зеркало ванны сначала присаживают кусковой алюминий (0,04±0,01)%, ферросилиций (на 0,30% Si), ферромарганец (на
0,80% Mn) без учета угара, а затем - шлакообразующие в количестве (3,0±0,5)% массы расплава. Все ферросплавы перед вводом должны быть прокалены.
Раскисление шлака в период плавления шлакообразующих производят порошком кокса, последующее раскисление - порошком кокса, содержащим 75% ферросилиция и алюминия. Основность шлака к выпуску должна быть в пределах от 2,2 до 2,5; содержание закиси железа в шлаке - не более 0,8%, серы и фосфора в металле - не более 0,020%. Продолжительность восстановительного периода от 25 до 40 мин. Кусковой алюминий для окончательного раскисления рекомендуется присаживать в печь на штанге. При присадке кускового алюминия в ковш желательно закреплять его у дна ковша. Содержание остаточного алюминия в стали (определяется спектрально) должно быть в пределах от 0,03% до 0,08%.
Металл в ковш выпускается со шлаком. При наполнении ковша примерно на 1/3 производится модифицирование металла силикокальцием присадкой его под струю из расчета ввода (0,030±0,005)% кальция. Жидкий металл должен быть рафинирован путем продувки его инертным газом.
Для повышения уровня и стабильности ударной вязкости при температуре минус 60°С рекомендуется дополнительно модифицировать сталь сплавами редкоземельных металлов (РЗМ) на основе кремния, содержащими от 25% до 40% РЗМ. Сплав РЗМ (0,05% РЗМ по расчету) вводят в ковш через (6,5±1,5) с после присадки силикокальция.
Разливку стали, модифицированной кальцием или кальцием и РЗМ, проводят через стаканы диаметром не менее 50 мм.
Колесные центры подвергают нормализации или нормализации с последующим отпуском. Температура нагрева под нормализацию - (950±10)°С, температура отпуска - (650±10)°С. Продолжительность выдержек при нагреве под нормализацию и при температуре отпуска - от 2,5 до 3,0 ч.
При нормализации колесные центры подвергают ускоренному охлаждению до (350±50)°С в камерах с использованием спрейерных охладителей или других систем охлаждения. Скорость охлаждения - не менее 0,04°С·с.
Библиография
[1] | Классификатор "Железнодорожные администрации" КЖА 2004 (утвержден на 33-м заседании комиссии специалистов по информатизации железнодорожного транспорта государств - участников Содружества Независимых Государств 20-21 сентября 2005 г.) |
[2] | Справочник "Условные коды предприятий" СЖА 1001 05 (утвержден на 33-м заседании комиссии специалистов по информатизации железнодорожного транспорта государств - участников Содружества Независимых Государств 20-21 сентября 2005 г.) |
УДК 629.4.027.3.424 | МКС 45.060 |
Ключевые слова: колесный центр, обод колесного центра, ступица колесного центра, технические требования, химический состав, механические свойства, маркировка, правила приемки, методы контроля, транспортирование и хранение, гарантии изготовителя | |
Электронный текст документа
и сверен по:
, 2019

{kind=link}