ГОСТ ISO 2772-2023
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УСЛОВИЯ ИСПЫТАНИЙ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫХ СТАНКОВ КОРОБЧАТОГО ТИПА
Проверка точности
Test conditions for box type vertical drilling machines. Testing of the accuracy
МКС 25.080.40
Дата введения 2024-06-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным образовательным учреждением высшего образования "Уфимский университет науки и технологий" (УУНиТ) и Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 "Станки"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 17 ноября 2023 г. N 167-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС № 5-2024).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 ноября 2023 г. N 1430-ст межгосударственный стандарт ГОСТ ISO 2772-2023 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2024 г.
5 Настоящий стандарт идентичен международному стандарту ISO 2772:2019* "Условия испытаний вертикально-сверлильных станков коробчатого типа. Проверка точности" ("Test conditions for box type vertical drilling machines - Testing of the accuracy", IDT).
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 "Станки", подкомитетом SC 2 "Условия испытаний металлорежущих станков".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС № 5, 2024 год
Введение
Целью настоящего стандарта является стандартизация методов испытания на геометрическую точность вертикально-сверлильных станков коробчатого типа.
Международная организация по стандартизации (ISO) является всемирной федерацией национальных организаций по стандартизации (комитетов - членов ISO). Разрабатывают международные стандарты обычно технические комитеты ISO. Каждый комитет-член, заинтересованный в деятельности, для которой был создан технический комитет, имеет право быть представленным в этом комитете. Международные правительственные и неправительственные организации, имеющие связи с ISO, также принимают участие в работах. ISO работает в тесном сотрудничестве с Международной электротехнической комиссией (IEC) по всем вопросам стандартизации в области электротехники.
Процедура, использованная для разработки настоящего стандарта и документов, предназначенных для их актуализации в дальнейшем, описана в Директивах ISO/IEC, Часть 1. В частности, отмечено, что для утверждения стандартов ISO различных типов используют различные критерии. Настоящий стандарт был составлен в соответствии с правилами Директив ISO/IEC, Часть 2 (см. www.iso.org/directives).
Некоторые части настоящего стандарта могут являться объектами патентных прав. ISO не обязана определять какие-либо или все части, являющиеся объектами патентных прав. Подробная информация о каких-либо выявленных в ходе разработки настоящего стандарта патентных правах будет указана во Введении и/или в Перечне ISO полученных патентных деклараций (см. www.iso.org/patents).
Любой товарный знак, используемый в настоящем стандарте, представляет собой информацию, которая дана для удобства пользователей, и не является свидетельством в его пользу.
Для разъяснения значения специальных терминов и выражений ISO, относящихся к оценке соответствия, а также информации, относящейся к приверженности ISO принципам ВТО по техническим барьерам в торговле (TBT) см. следующий URL: Foreword - Supplementary information.
Международный стандарт ISO 2772 подготовлен Техническим комитетом ISO/TC 39 "Станки", подкомитетом SC 2 "Условия испытаний металлорежущих станков".
Любые предложения или вопросы по этому стандарту следует направлять в национальный орган пользователя по стандартизации. Полный список этих органов можно найти на сайте www.iso.org/members.html.
Настоящее первое издание ISO 2772 отменяет и заменяет ISO 2772-1:1973 и ISO 2772-2:1974.
1 Область применения
Настоящий стандарт определяет, со ссылкой на стандарт ISO 230-1, испытания на геометрическую точность вертикально-сверлильных станков коробчатого типа общего назначения нормальной точности. Настоящий стандарт устанавливает применимые допуски, соответствующие вышеприведенным испытаниям.
Настоящий стандарт устанавливает только испытания станка на точность.
Настоящий стандарт не устанавливает проверку работы станка (вибрации, аномальные шумы, движение компонентов и т.д.), параметров станка (скорость, подачу и т.д.), которые проверяют перед испытанием на точность.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 230-1:2012, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or finishing conditions (Нормы и правила испытаний металлорежущих станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или на финишных операциях)
ISO/TR 230-11:2018, Test code for machine tools - Part 11: Measuring instruments suitable for machine tool geometry tests (Нормы и правила испытаний станков. Часть 11. Измерительные инструменты, применяемые при геометрических испытаниях станков)
3 Термины и определения
В настоящем стандарте применены термины по ISO 230-1, а также следующие термины с соответствующими определениями.
Международные организации ISO и IEC поддерживают терминологические базы данных для использования в области стандартизации, доступные по следующим адресам:
- платформа онлайн-просмотра ISO: https://www.iso.org/obp;
- Электропедия IEC: http://www.electropedia.org/.
3.1 сверление (drilling): Создание отверстий в металле с помощью вращающегося режущего инструмента.
3.2 сверлильный станок (drilling machine): Станок, предназначенный для обработки отверстий в холодном металле путем использования вращающегося режущего инструмента.
[Источник EN 12717:2009, 3.1]
3.3 ручной сверлильный станок (manual drilling machine): Станок, предназначенный для создания отверстий в металле с помощью вращающегося режущего инструмента, в котором осевое поступательное движение режущего инструмента регулируется посредством приведения в действие маховика или рычага.
Примечание - Маховик или рычаг может включать в себя приводную осевую подачу или непрограммированное позиционирование шпинделя или заготовки.
3.4 вертикально-сверлильный станок коробчатого типа (box type vertical drilling machine): Сверлильный станок, в котором вертикальное поступательное движение шпиндельной головки происходит по направляющим колонны коробчатой формы с помощью параллельных ползунов.
4 Схема станка, обозначение осей и элементы конструкции станка
Схема станка, обозначение осей и элементы конструкции вертикально-сверлильного станка коробчатого типа с ручным управлением приведены на рисунке 1.
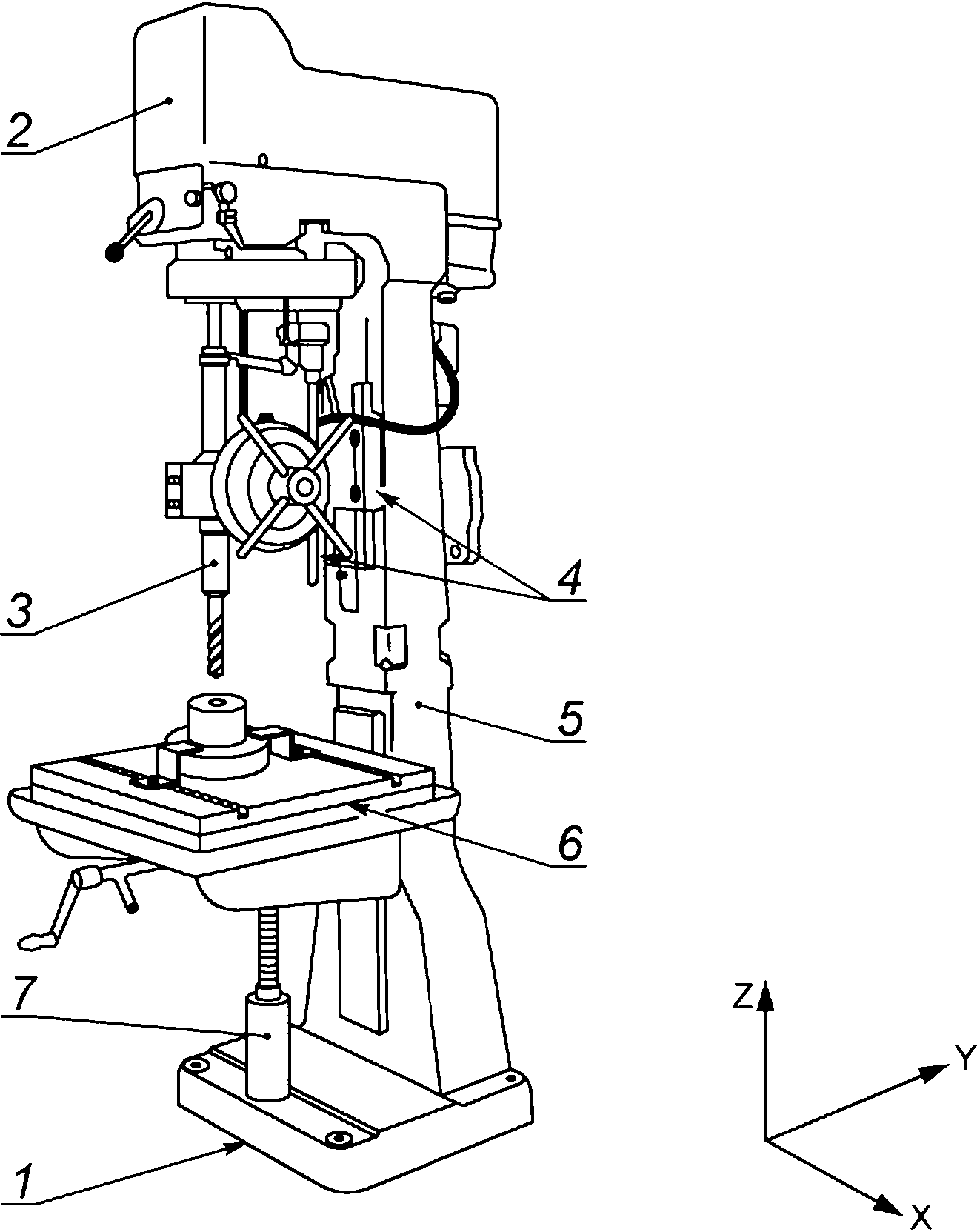 |
1 - фундаментная плита; 2 - шпиндельная головка (Z-ось); 3 - шпиндель; 4 - направляющие; 5 - колонна; 6 - стол (W-ось, дополнительная); 7 - механизм регулировки высоты стола
Рисунок 1 - Пример вертикально-сверлильного станка коробчатого типа с ручным управлением
5 Общие требования
5.1 Единицы измерения величин
В настоящем стандарте все линейные размеры, отклонения и соответствующие допуски выражены в миллиметрах (мм), угловые размеры выражают в градусах (°), а угловые отклонения и соответствующие допуски выражают в соотношениях. В некоторых случаях для уточнения можно использовать микрорадианы (мкрад), или угловые секунды ("). Всегда следует применять формулу
5.2 Ссылки на ISO 230-1 и ISO/TR 230-11
При применении настоящего стандарта следует использовать нормы и правила ISO 230-1, особенно при установке станка перед испытанием, прогреве шпинделей и других движущихся частей, при описании методов измерений и рекомендуемой точности средств измерений и испытательного оборудования.
Если проводимое в соответствии с настоящим стандартом испытание соответствует нормам и правилам ISO 230-1, ссылку на соответствующий подраздел ISO 230-1 приводят в разделе 5 и в графе "Примечания и ссылки" раздела 6 настоящего стандарта.
5.3 Последовательность испытаний
Последовательность, в которой испытания представлены в настоящем стандарте, никаким образом не определяет практический порядок испытаний. Для облегчения монтажа средств измерений и оснастки испытания можно проводить в любом порядке.
5.4 Проведение испытаний
Приведенные в настоящем стандарте испытания станка могут быть проведены в неполном объеме. Требуемые испытания по компонентам и/или характеристикам станка, необходимые для приемки, определяет потребитель по согласованию с поставщиком/изготовителем. Перечень испытаний должен быть четко указан при заказе. Ссылка на настоящий стандарт для проведения приемочных испытаний, без указания конкретных испытаний или без согласования соответствующих расходов, не может считаться соглашением между производителем/поставщиком и пользователем.
5.5 Средства измерений
Средства измерений, применяемые в испытаниях, описанных ниже, приведены лишь в качестве примеров. Могут использоваться другие средства измерений, способные измерять те же величины и имеющие ту же или меньшую погрешность (неопределенность) измерений. Следует использовать ссылку на ISO 230-1:2012, раздел 5, в котором указана взаимосвязь между погрешностями (неопределенностями) измерений и допусками.
5.6 Минимальный допуск
При установлении допуска на измеряемую длину (см. ISO 230-1:2012, 4.1), отличную от указанной в настоящем стандарте, следует учитывать, что минимальное значение допуска составляет 0,010 мм.
5.7 Выравнивание
Перед проведением испытаний вертикально-сверлильного станка коробчатого типа станок должен быть выровнен в соответствии с рекомендациями производителя/поставщика (см. ISO 230-1:2012, 6.1.2).
6 Условия испытаний и допустимые отклонения
6.1 Стол
Объект | G1 |
Проверка плоскостности поверхности стола | |
Схема | |
 | |
Допуски 0,030 для любой измерительной длины 300 (плоская или вогнутая) | Отклонения |
Средства измерений и оснастка Прецизионный уровень или контрольная линейка и калибровочные блоки (концевые меры длины) | |
Примечания и ссылки на ISO 230-1:2012, 12.2.3 и 12.2.4 | |
6.2 Шпиндель
Объект | G2 | |
Измерение биения внутреннего конуса шпинделя: a) рядом с концом шпинделя; b) на расстоянии 250 мм от конца шпинделя | ||
Схема | ||
 | ||
Обозначение l - расстояние от переднего конца шпинделя | ||
Допуски | Отклонения | |
Для l=250 мм | ||
a) 0,020 | a) | |
b) 0,035 | b) | |
Средства измерений и оснастка Индикаторная головка с оснасткой и контрольная оправка | ||
Примечания и ссылки на ISO/TR 230-11:2018 Подробную информацию о контрольных оправках и определении соответствующего расстояния, I, см. в ISO/TR 230-11:2018, 6.3 | ||
Объект | G3 | |
Проверка перпендикулярности оси шпинделя к поверхности стола: a) в плоскости симметрии станка; b) в плоскости, перпендикулярной к плоскости симметрии станка | ||
Схема | ||
 |  | |
a) | b) | |
Обозначение 1 - верхнее положение; 2 - нижнее положение; - угол между столом и осью Z | ||
Допуски | Отклонения | |
a) 0,050/300 с 90 ° | a) | |
b) 0,050/300 | b) | |
Расстояние между двумя точками соприкосновения индикаторной головки и контрольной линейки | ||
Средства измерений и оснастка Индикаторная головка с оснасткой и контрольная линейка | ||
Примечания и ссылки на ISO 230-1:2012, 12.4.1 и 12.4.8 Проверку перпендикулярности следует проводить сначала со столом в верхнем положении 1, а затем в нижнем положении 2. Шпиндельная головка и стол зафиксированы. | ||
6.3 Шпиндельная головка (ось Z)
Объект | G4 | ||
Проверка перпендикулярности поверхности стола к вертикальному перемещению шпиндельной головки (ось Z): a) в плоскости симметрии станка; b) в плоскости, перпендикулярной к плоскости симметрии станка | |||
Схема | |||
 |  | ||
a) | b) | ||
Обозначение - угол между столом и осью Z | |||
Допуски | Отклонения | ||
a) 0,100/300 с 90 ° | a) | ||
b) 0,100/300 | b) | ||
Средства измерений и оснастка Индикаторная головка с оснасткой и угольник | |||
Примечания и ссылки на ISO 230-1:2012, 12.4.1 и 12.4.5 Стол зафиксирован в средней позиции. Крестообразные салазки и винт опоры стола зафиксированы. Шпиндельная головка зафиксирована при проведении измерений | |||
Объект | G5 | ||
Проверка перпендикулярности шпинделя к поверхности стола: a) в плоскости симметрии станка; b) в плоскости, перпендикулярной к плоскости симметрии станка | |||
Схема | |||
 |  | ||
a) | b) | ||
Обозначение - угол между столом и осью Z | |||
Допуски | Отклонения | ||
a) 0,100/300 с 90 ° | a) | ||
b) 0,100/300 | b) | ||
Средства измерений и оснастка Индикаторная головка с оснасткой и угольник | |||
Примечания и ссылки на ISO 230-1:2012, 12.4.5 Стол зафиксирован в средней позиции. Шпиндельная головка, крестообразные салазки и винт опоры стола зафиксированы | |||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 230-1:2012 | IDT | ГОСТ ISO 230-1-2018 "Нормы и правила испытаний станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в квазистатических условиях" |
ISO/TR 230-11:2018 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT - идентичный стандарт. | ||
УДК 621.952.3:006.354 | МКС 25.080.40 | IDT |
Ключевые слова: вертикально-сверлильные станки, методика испытаний, точность, погрешность, неопределенность, допуски, отклонения | ||
{kind=link}