ГОСТ 20551-93
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ЭЛЕКТРОЭРОЗИОННЫЕ ВЫРЕЗНЫЕ
Основные размеры. Нормы точности
Electrical-discharge machines. Basic dimensions. Standards of accuracy
ОКП 38 1743
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 N 160 межгосударственный стандарт ГОСТ 20551-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4 ВЗАМЕН ГОСТ Р 50087-92
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8-82 | 2.1 |
ГОСТ 2789-73 | 3.3 |
ГОСТ 6636-69 | 1.3 |
ГОСТ 22267-76 | 2.2; 2.5.1-2.5.4 |
ГОСТ 23597-79 | 1.2 |
ГОСТ 25443-82 | 3.1 |
ГОСТ 25889.1-83 | 3.6 |
ГОСТ 25889.2-83 | 3.4 |
ГОСТ 25889.3-83 | 3.5 |
ГОСТ 27843-88* | 2.2; 2.5.6 |
_______________
* На территории Российской Федерации действует ГОСТ 27843-2006, здесь и далее по тексту. - .
Настоящий стандарт распространяется на универсальные двухкоординатные электроэрозионные вырезные станки, в том числе с программным управлением.
Требования настоящего стандарта являются обязательными за исключением требований пп.1.1, 1.3, 2.3, 2.5.6.
1. ОСНОВНЫЕ РАЗМЕРЫ
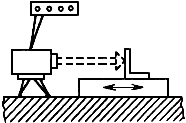
1.1. Основные размеры станков указаны на черт.1 и в табл.1.
Станки с подвижным столом и неподвижной инструментальной головкой
| Станки с неподвижным столом и подвижной инструментальной головкой
|
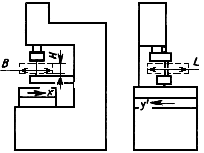
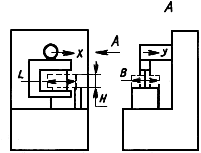
Черт.1
- наибольшая длина обрабатываемой заготовки;
- наибольшая ширина обрабатываемой заготовки
Примечание. Черт.1 не определяет конструкцию станка
Таблица 1
мм
Наибольшее перемещение стола | ||||
по оси | по оси | |||
160 | 10 | 250 | 160 | 63 |
200 | 125 | 320 | 200 | 80 |
250 | 160 | 400 | 250 | 100 |
320 | 200 | 500 | 320 | 125 |
400 | 250 | 630 | 400 | 160 |
500 | 320 | 800 | 500 | 160 |
630 | 400 | 1000 | 630 | 160 |
800 | 500 | 1250 | 800 | 160 |
1.2. Обозначение и направление осей координат - по ГОСТ 23597 и настоящему стандарту.
1.3. Размеры могут быть увеличены по сравнению с указанными в таблице по ряду R 20 ГОСТ 6636; и наибольшее перемещение стола по оси
(или инструментальной головки по оси
) - не более чем в 1,6 раза;
и
- не более чем в 2,5 раза.
2. ТОЧНОСТЬ СТАНКА
2.1. Общие требования к испытаниям станков на точность - по ГОСТ 8.
2.2. Схемы и способы измерений геометрических параметров - по ГОСТ 22267, ГОСТ 27843 и настоящему стандарту.
Во всех проверках по обоим координатным осям допуск выбирается равным допуску по координатной оси с наибольшим перемещением.
2.3. По согласованию с изготовителем потребитель может выбрать только те проверки из указанных в настоящем стандарте, которые характеризуют интересующие потребителя свойства, но эти проверки должны быть определены при заказе станка.
2.4. Допуски при проверках геометрической точности станков более высокой точности должны быть ужесточены в 1,6 раза.
2.5. Допускаемые отклонения не должны превышать значений, указанных в пп.2.5.1-2.5.6, 3.4-3.6.
2.5.1. Прямолинейность рабочей поверхности стола
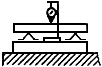
Черт.2
Таблица 2
Наибольшая длина перемещения, мм | Допуск, мкм |
До 200 | 10 |
Св. 200 " 320 | 12 |
" 320 " 500 | 16 |
" 500 | 20 |
Выпуклость не допускается |
Измерения - по ГОСТ 22267, разд. 4, метод 3 (черт.2).
Измерения проводят последовательно в трех продольных и трех поперечных сечениях стола: среднем и двух крайних, расположенных от края стола на расстоянии соответственно равных 0,2 ширины и длины стола.
В случае, если поверхность стола имеет окна или вырезы, количество измерений должно быть не менее двух.
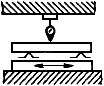
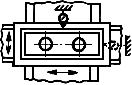
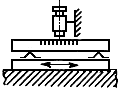
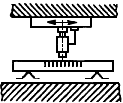
2.5.2. Прямолинейность перемещения инструментальной головки (стола) в плоскостях:
а) горизонтальной
б) вертикальной
|
| |||
|
| |||


 `
`
Таблица 3
Наибольшая длина перемещения, мм | Допуск, мкм | |
а) | б) | |
До 200 | 6 | 10 |
Св. 200 " 320 | 8 | 12 |
" 320 " 500 | 10 | 16 |
" 500 | 12 | 20 |
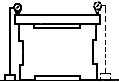
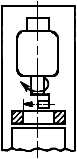
Измерения - по ГОСТ 22267, разд.3 в случае подвижной инструментальной головки и неподвижного стола - метод 1а (черт.3, 4), в случае неподвижной инструментальной головки и подвижного стола - метод 1б (черт.5, 6).
Измерения проводят поочередно в продольном и поперечном направлениях на всей длине хода.
2.5.3. Параллельность рабочей поверхности стола направлению перемещения инструментальной головки (стола) по осям и
|
|

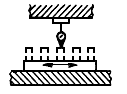
Таблица 4
Наибольшая длина перемещения, мм | Допуск, мкм |
До 200 | 16 |
Св. 200 " 320 | 20 |
" 320 " 500 | 25 |
" 500 | 30 |
Измерения - по ГОСТ 22267, разд.6 в случае подвижной инструментальной головки и неподвижного стола - метод 2б (черт.7), в случае неподвижной инструментальной головки и подвижного стола - метод 1б (черт. 8).
Допускается вместо методов 1б и 2б применять методы 1а и 2а. Допуски при этом должны быть в 1,25 раза меньше указанных в табл.4.
Измерения проводят поочередно в продольном и поперечном направлениях на всей длине хода.
2.5.4. Перпендикулярность направления поперечного перемещения инструментальной головки (стола) траектории (его) продольного перемещения по осям и
Черт.9
Таблица 5
Наибольшая длина перемещения, мм | Допуск, мкм |
До 200 | 12 |
Св. 200 " 320 | 16 |
" 320 " 500 | 20 |
" 500 | 25 |
Измерение - по ГОСТ 22267, разд.8, метод 1 (черт.9). Измерения проводят на всей длине хода.
2.5.5. Параллельность боковых сторон направляющего паза или контрольной кромки стола траектории перемещения инструментальной головки (стола) по осям или
(для столов, имеющих направляющий паз или контрольную кромку)

Черт.10
Таблица 6
Наибольшая длина перемещения, мм | Допуск, мкм |
До 200 | 12 |
Св. 200 " 320 | 16 |
" 320 " 500 | 20 |
" 500 | 25 |
На инструментальной головке укрепляют показывающий измерительный прибор (черт.10), так, чтобы его измерительный наконечник касался боковой стороны контрольного паза (контрольной кромки) стола.
Инструментальную головку (стол) перемещают на всю длину хода или паза (контрольной кромки).
Измерения проводят по обеим сторонам контрольного паза стола.
Отклонение равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения инструментальной головки (стола) по каждой стороне контрольного паза.
2.5.6. Точность линейного позиционирования стола (инструментальной головки):
а) точность одностороннего позиционирования ,
б) повторяемость одностороннего позиционирования ,
в) точность двустороннего позиционирования
г) максимальная зона нечувствительности
|
|
Черт.11 | Черт.12 |
Черт.13
Таблица 7
Наибольшая длина перемещения, мм | Допуск, мкм | |||
|
| |||
До 200 | 16 | 8 | 20 | 4 |
Св. 200 " 320 | 20 | 10 | 25 | 5 |
" 320 " 500 | 25 | 12 | 30 | 6 |
" 500 | 30 | 16 | 40 | 8 |
Измерение - по ГОСТ 27843, разд.3, методы 1, 4 (черт.11-13).
Образцовую штриховую меру (отражатель) устанавливают по возможности ближе к среднему (осевому) сечению проверяемого рабочего органа. Если в связи с технологическим назначением или особенностями компоновки станка образцовая штриховая мера (отражатель) должна быть установлена иным образом, ее положение определяют в технических условиях на станок.
Измерение проводят по каждой координате в точках, расположенных с интервалом
, примерно равным 0,08 длины измеряемого перемещения, и не кратным шагу измерительных устройств станка. Крайние из
точек измерения располагают на расстоянии, не превышающем 0,25
от начала и конца измеряемого перемещения проверяемого рабочего органа.
3. ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
3.1. Общие требования к образцам-изделиям - по ГОСТ 25443.
3.2. Форма и размеры образцов-изделий - по черт.14.
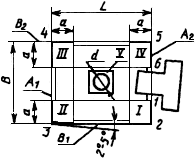
Черт.14
Размеры образца-изделия принимают равными:
![]() , но не более 400 мм;
, но не более 400 мм;
![]() , но не более 400 мм, где
, но не более 400 мм, где и
соответственно наибольшие перемещения стола (инструментальной головки) по соответствующим осям;
=10...20 мм,
=10...20 мм.
Толщина сплошного образца-изделия не менее 15 мм. Допускается обработка съемных образцов-наладок I-V толщиной не менее 10 мм, закрепленных на плите толщиной не менее 15 мм, имеющей съемную часть, служащую для закрепления образца-изделия.
Материал образцов-изделий - сталь.
3.3. Образец устанавливают так, чтобы обрабатываемые поверхности были расположены под углом 2°-5° к координатным осям станка. Обработку производят за один установ образца-изделия. Порядок обхода контура: 1, 2, 3, 4, 5, 6 или 6, 5, 4, 3, 2, 1.
На обработанной поверхности допускается: отклонение от прямолинейности в вертикальной плоскости на участках, расположенных на расстоянии не более 0,15 мм от верхнего и нижнего торцев; наличие скруглений в углах радиусом не более 5 мм; в местах входа-выхода инструмента-проволоки на контур отверстия наличие выступа длиной не более диаметра инструмента и высотой не более половины диаметра инструмента; проводить обработку в два или несколько проходов.
Перед проведением измерений допускается промывка и очистка обработанной поверхности от налипших частиц металла и продуктов распада жидкости.
Шероховатость обработанных поверхностей не более 1,25 мкм по ГОСТ 2789.
3.4. Параллельность плоскостей ,
и
,
Черт.15
Таблица 8
Наибольшая длина перемещения, мм | Допуск, мкм |
До 200 | 20 |
Св. 200 " 320 | 25 |
" 320 " 500 | 30 |
" 500 | 40 |
Измерение - по ГОСТ 25889.2, метод 1 (черт.15).
3.5. Перпендикулярность плоскости к

Черт.16
Таблица 9
Наибольшая длина перемещения, мм | Допуск, мкм |
До 200 | 25 |
Св. 200 " 320 | 30 |
" 320 " 500 | 40 |
" 500 | 50 |
Измерение - по ГОСТ 25889.3, метод 1 (черт.16).
3.6. Круглость внутренней поверхности
Черт.17
Допуск 12 мкм.
Измерение - по ГОСТ 25889.1, метод 1 (черт.17).
3.7. Допускаемые отклонения по точности образцов-изделий для станков более высокой точности представлены в приложении.
ПРИЛОЖЕНИЕ
Обязательное
Нормы точности образца-изделия для станков более высокой точности
Таблица 10
Наибольшая длина перемещения, мм | Допуск, мкм, для проверок по пунктам | ||
3.4 | 3.5 | 3.6 | |
До 200 | 12 | 16 | 8 |
Св. 200 " 320 | 16 | 20 | |
" 320 " 500 | 20 | 25 | |
" 500 | 25 | 30 | |
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1995
{kind=link}