ГОСТ EN 50370-1-2012
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Электромагнитная совместимость технических средств
СТАНКИ МЕТАЛЛООБРАБАТЫВАЮЩИЕ
Часть 1
Помехоэмиссия
Electromagnetic compatibility of technical equipment. Machine tools. Part 1. Emission
МКС 25.080.01; 33.100.10
Дата введения 2014-07-01
Предисловие
1 ПОДГОТОВЛЕН научно-производственным республиканским унитарным предприятием "Белорусский государственный институт стандартизации и сертификации" (БелГИСС) на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 03 декабря 2012 г. N 54-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Армгосстандарт |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 6 сентября 2013 г. N 900-ст межгосударственный стандарт ГОСТ EN 50370-1-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2014 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 50370-1:2005* Electromagnetic compatibility (EMC) - Product family standard for machine tools. Part 1: Emission (Электромагнитная совместимость. Станки металлообрабатывающие. Часть 1. Помехоэмиссия).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Перевод с английского языка (en).
Степень соответствия - идентичная (IDT)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
1 Область применения
Настоящий стандарт устанавливает требования к уровню электромагнитных помех (ограничение радиочастотного излучения), излучаемых металлообрабатывающими станками, предназначенными для промышленного и аналогичного применения, с номинальным рабочим напряжением не более 1000 В переменного тока или 1500 В постоянного тока, за исключением электроэрозионных станков.
Металлообрабатывающие станки могут быть снабжены двигателями, нагревательными элементами или их комбинацией. Они могут иметь электрическую или электронную схему управления и работать от распределительной сети или любого другого источника электроэнергии.
Настоящий стандарт не распространяется на стационарные установки, указанные в Руководстве по применению Директивы по электромагнитной совместимости (ЭМС) 2004/108/ЕС*.
________________
* Действует взамен Руководства по применению Директивы по электромагнитной совместимости (ЭМС) 89/336/ЕЕС
Требования настоящего стандарта распространяются на излучаемые электромагнитные помехи в диапазоне частот от 9 кГц до 400 ГГц. Для частот излучения, не входящих в указанный диапазон, проведение измерений не требуется.
2 Нормативные ссылки
Настоящий стандарт применяется с приведенными ниже ссылочными документами*. Для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения).
________________
* Таблицу соответствия национальных стандартов международным см. по ссылкам 1 и 2. - .
Если международный стандарт модифицирован CENELEC и обозначен (mod), то используют соответствующий европейский стандарт:
EN 55011:2009 Industrial, scientific and medical equipment - Radio-frequency disturbance characteristics - Limits and methods of measurement (CISPR 11:2009) (Оборудование промышленное, научное и медицинское. Характеристики радиочастотных помех. Пределы и методы измерений);
EN 55022:2010 Information technology equipment - Radio disturbance characteristics - Limits and methods of measurement (CISPR 22:2008, mod) (Оборудование информационных технологий. Характеристики радиопомех. Нормы и методы измерений);
EN 61800-3:2004 Adjustable speed electrical power drive systems. Part 3: EMC requirements and specific test method (IEC 61800-3:2004) (Системы силовых электрических приводов с регулируемой скоростью. Часть 3. Требования к электромагнитной совместимости и специальные методы испытаний);
CISPR 16-1-1:2010* Specification for radio disturbance and immunity measuring apparatus and methods - Part 1-1: Radio disturbance and immunity measuring apparatus - Measuring apparatus (Технические условия на оборудование и методы измерений радиопомех и помехоустойчивости. Часть 1-1. Оборудование для измерения радиопомех и помехоустойчивости. Измерительное оборудование);
________________
* Действует взамен CISPR 16-1:2002
CISPR 16-1-2:2006* Specification for radio disturbance and immunity measuring apparatus and methods - Part 1-2: Radio disturbance and immunity measuring apparatus - Ancillary equipment - Conducted disturbances (Технические условия на оборудование и методы измерений радиопомех и помехоустойчивости. Часть 1-2. Оборудование для измерения радиопомех и помехоустойчивости. Вспомогательное оборудование. Кондуктивные помехи);
________________
* Действует взамен CISPR 16-1:2002
CISPR 16-1-3:2004* Specification for radio disturbance and immunity measuring apparatus and methods - Part 1-3: Radio disturbance and immunity measuring apparatus - Ancillary equipment - Disturbance power (Технические условия на оборудование и методы измерений радиопомех и помехоустойчивости. Часть 1-3. Оборудование для измерения радиопомех и помехоустойчивости. Вспомогательное оборудование. Мощность помех);
________________
* Действует взамен CISPR 16-1:2002
CISPR 16-1-4:2010* Specification for radio disturbance and immunity measuring apparatus and methods - Part 1-4: Radio disturbance and immunity measuring apparatus - Antennas and test sites for radiated disturbance measurements (Технические условия на оборудование и методы измерений радиопомех и помехоустойчивости. Часть 1-4. Оборудование для измерения радиопомех и помехоустойчивости. Антенны и испытательные стенды для измерений излучаемых помех)
________________
* Действует взамен CISPR 16-1:2002
CISPR 16-1-5:2003* Specification for radio disturbance and immunity measuring apparatus and methods - Part 1-5: Radio disturbance and immunity measuring apparatus - Antenna calibration test sites for 30 МГц to 1000 МГц (Технические условия на оборудование и методы измерений радиопомех и помехоустойчивости. Часть 1-5. Оборудование для измерения радиопомех и помехоустойчивости. Испытательные стенды для калибровки антенны в диапазоне 30-1000 МГц).
________________
* Действует взамен CISPR 16-1:2002
3 Термины и определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 металлообрабатывающий станок (machine tool): Оборудование, находящееся во время эксплуатации в неподвижном состоянии, функционирующее от внешнего электрического источника энергии и предназначенное для резания изделий из твердого металла (например обточки, фрезерования, шлифования, растачивания, снятия стружки) или их обработки без удаления материала (обработки давлением, например гибки, штамповки, ковки и т.д.).
Как правило, металлообрабатывающий станок оснащен системой электропитания, электрическими и электронными управляющими и исполнительными устройствами, одним или несколькими приводными механизмами, предназначенными для перемещения подвижных элементов или частей.
3.2 модуль (module): Механическая, пневматическая, гидравлическая, электрическая и/или электронная часть оборудования (например станина, резцедержатель, датчик, шпиндель, шкаф управления, включая систему числового программного управления и человеко-машинный интерфейс, программируемое устройство управления - программируемый контроллер, исполнительный приводной механизм), которая предназначена для встраивания в оборудование или систему. Составная часть может быть выполнена в виде модуля.
3.3 компонент, модуль, активные в электромагнитном отношении (electromagnetically relevant component/module): Компонент или модуль, которые вследствие своих электромагнитных характеристик могут создавать электромагнитные помехи, оказывающие влияние на характеристики излучения оборудования, в которое они встроены.
3.4 порт (port): Сопряжение между отдельным металлообрабатывающим станком или модулем и внешней электромагнитной средой (IEV 131-02-21, модифицированный).
Примечание - Сопряжение означает физическую границу металлообрабатывающего станка в сборе или модуля.
3.5 интерфейс электропитания (power interface): Порт, предназначенный для распределения электрической энергии внутри металлообрабатывающего станка.
3.6 совокупное электрическое оборудование (entire electrical set): Все активные в электромагнитном отношении модули, отделенные от механической структуры металлообрабатывающего станка и скомпонованные для проведения испытаний этого оборудования в соответствии с требованиями стандарта.
3.7 испытание типа (type test): Испытание одного или нескольких изделий определенной конструкции с целью подтверждения того, что данная конструкция отвечает соответствующим требованиям (IEV 151-04-15).
3.8 оборудование (equipment): Металлообрабатывающий станок в целом, совокупное электрическое оборудование или электрические/электромеханические модули.
4 Конфигурация системы
Базовая конструкция (рисунок 1) может состоять из:
- блока электропитания;
- схемы и устройства управления и защиты;
- одного или нескольких элементов согласования электрической мощности (например узел приводного механизма) для системы управления и/или преобразования электрической энергии;
- одного или нескольких исполнительных элементов и необходимых преобразователей;
- систем регулирования и циклового программного управления, таких как система числового программного управления, система программируемого регулирования с относящимися к ним периферийными устройствами, программными и проверочными инструментальными средствами, устройствами контроля и человекомашинным интерфейсом;
- внешних периферийных устройств (преобразователя, терминала оператора, аварийного выключателя и т.д.);
- станины и подвижных частей, приводимых в движение исполнительными элементами.
Шкаф с приборами управления | Станок (корпус) |
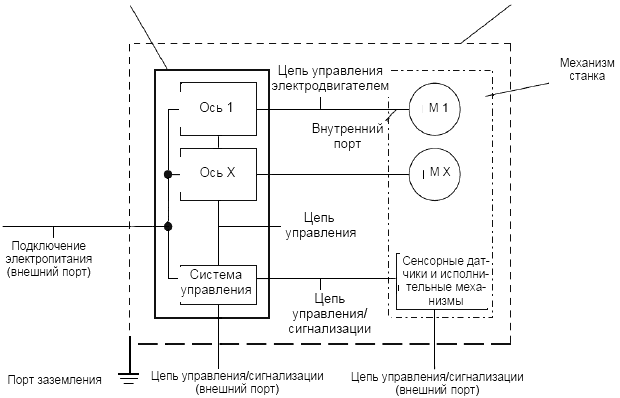
Рисунок 1 - Конфигурация системы и примеры соединений
Испытание типа конечного изделия является общепринятой процедурой подтверждения соответствия. Однако только для некоторых типов металлообрабатывающих станков возможно с технической точки зрения и целесообразно с экономической точки зрения проведение испытаний полностью укомплектованных металлообрабатывающих станков в испытательной камере для проверки на электромагнитную совместимость. Эти станки подлежат испытаниям типа на электромагнитную совместимость в испытательной камере в отличие от станков, которые не могут быть подвергнуты такому испытанию из-за своей массы, размеров, режимов работы, неадекватной стоимости или длительности испытаний.
Необходимо также учитывать тип производства (единичное или серийное), тип металлообрабатывающего станка, его модернизацию и внесенные изменения.
Таким образом, учитывают следующее:
- металлообрабатывающие станки, которые подлежат испытанию типа;
- металлообрабатывающие станки, которые не подлежат испытанию типа;
- тип металлообрабатывающего станка;
- внесенные изменения, дополнения и доработки.
Для подтверждения соответствия в зависимости от метода испытаний проводят одно или несколько испытаний:
- испытание типа для проверки на электромагнитную совместимость;
- визуальный контроль полностью укомплектованного металлообрабатывающего станка;
- дополнительные испытания металлообрабатывающего станка.*
________________
* Как правило, такие испытания проводят в присутствии изготовителя.
5 Измерение излучаемых помех
Излучаемые помехи следует измерять в соответствии с EN 55011 и CISPR 16.
Настоящий стандарт не повторяет данные из вышеуказанных стандартов, а содержит изменения и дополнения, которые необходимы для проведения испытания. (Данные условия могут включать также измерения в местах монтажа и эксплуатации в случае, если они соответствуют методам измерений, установленным в EN 55011 и CISPR 16).
5.1 Сопоставление и выбор методов измерений
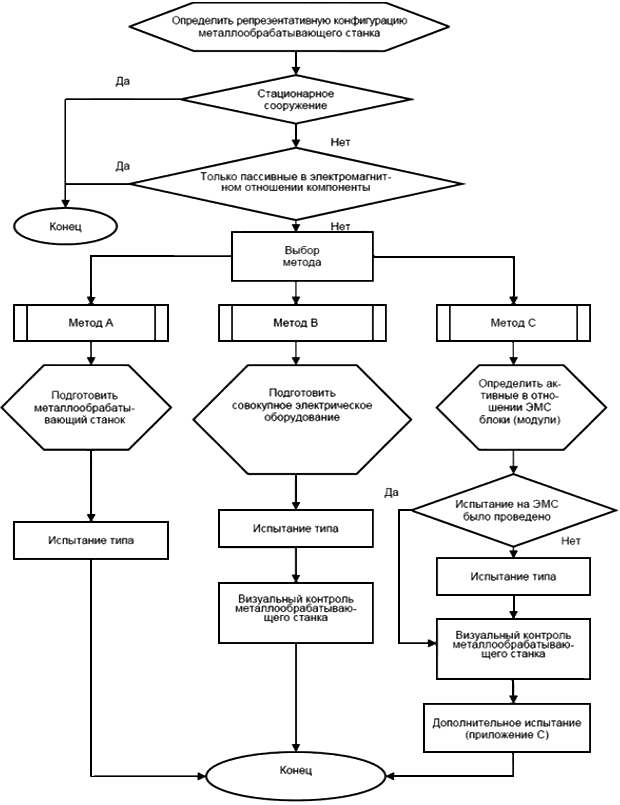
Методы измерений излучаемых помех описаны ниже. В приложении E приведен алгоритм операций, необходимых для проведения испытаний указанными методами измерений.
5.1.1 Металлообрабатывающие станки с пассивными в электромагнитном отношении компонентами
Если металлообрабатывающие станки не содержат активных в электромагнитном отношении компонентов, то проведение испытаний не требуется.
Пример - Металлообрабатывающие станки, которые содержат такие компоненты, как, например, электродвигатель с короткозамкнутым ротором и электромеханический выключатель.
5.1.2 Металлообрабатывающие станки с активными в электромагнитном отношении компонентами
Если металлообрабатывающие станки содержат активные в электромагнитном отношении компоненты, например электронные системы управления и силовые блоки, то следует применять один из методов испытаний, указанных в таблице 1. Метод испытаний выбирает изготовитель, исходя из технических характеристик металлообрабатывающего станка.
Таблица 1 - Методы испытаний
Вид испытаний | Метод A | Метод B | Метод C |
Испытание типа | Обязательно | Обязательно | Обязательно |
Визуальный контроль полностью укомплектованного металлообрабатывающего станка | Необязательно | Обязательно | Обязательно |
Дополнительные испытания полностью укомплектованного металлообрабатывающего станка* | Необязательно | Необязательно | Обязательно |
* Как правило, такие испытания проводят в присутствии изготовителя. | |||
5.1.2.1 Метод испытания A
Испытание металлообрабатывающего станка на излучение электромагнитных помех следует проводить в соответствии с требованиями, установленными в настоящем стандарте (см. 5.2-5.4 и приложение A).
Во время проведения измерений станок должен работать в режиме, указанном изготовителем.
5.1.2.2 Метод испытания B
Испытание электрооборудования металлообрабатывающего станка на излучение электромагнитных помех следует проводить в соответствии с требованиями, установленными в настоящем стандарте (см. 5.2-5.4 и приложения A и B), и указаниями изготовителя.
5.1.2.3 Метод испытания C
Для проведения испытаний по методу C изготовитель должен соответствующим образом разделить металлообрабатывающий станок на модули.
Затем изготовитель должен классифицировать каждый модуль в отношении излучения помех - с активными и пассивными в электромагнитном отношении компонентами.
Для модулей с пассивными в электромагнитном отношении компонентами испытания не проводятся.
Для модулей с активными в электромагнитном отношении компонентами предусматривается следующее:
1) определяют порты электропитания металлообрабатывающего станка, которые имеют электрическое соединение с портами модулей (см. приложение C, таблицу C.1);
2) испытанию должны быть подвергнуты все порты модуля электропитания, которые в полностью укомплектованном металлообрабатывающем станке являются внешними портами;
3) корпус модулей должен быть соединен с корпусом металлообрабатывающего станка;
4) измерение излучаемых модулями помех следует проводить в соответствии с требованиями, установленными в настоящем стандарте (см. 5.2-5.4 и приложения A и C), или в соответствии с другими стандартами по электромагнитной совместимости, устанавливающими требования к модулям в части излучаемых электромагнитных помех.
Примечание - Изготовитель металлообрабатывающего станка может не проводить измерение помех, излучаемых модулями, соответствие которых требованиям электромагнитной совместимости было подтверждено изготовителем модуля.
5.2 Требования к испытаниям
К внешним портам, которые во время испытаний не используются, должны быть подсоединены кабели длиной 1,5 м.
Порты, предназначенные для технического обслуживания и профилактического ремонта, при проведении измерений не учитываются.
Примечание - Это правило также следует учитывать при применении "соединительных кабелей" согласно EN 55011 (пункт 6.4.1).
Измерения уровня помех для соответствующих портов металлообрабатывающих станков или модулей следует проводить по 5.1.2.1-5.1.2.3 и указанным в этих пунктах приложениям.
Измерение уровня помех, излучаемых металлообрабатывающими станками или модулями, для возможных репрезентативных конфигураций согласно установленному режиму работы порта требует применения вспомогательных устройств.
Эти вспомогательные устройства не являются частью металлообрабатывающего станка, но необходимы для эксплуатации станка, например устройства программирования.
Во время проведения измерений все блоки станка, которые могут оказать влияние на излучение электромагнитных помех, должны находиться в рабочем состоянии (например автоматическое устройство смены режущего инструмента, встроенное приспособление для крепления обрабатываемого изделия и т.д.).
Примечание - Например, к блокам, которые не влияют на результат измерений и наличие которых при испытаниях не обязательно, относятся: устройство для перемещения обрабатываемой детали, система охлаждения или механический домкрат и система подвода инструмента.
Измерения проводят при установленных или нормальных условиях окружающей среды, предусмотренных для металлообрабатывающих станков, при номинальном напряжении и номинальной частоте сети питания.
Регулировку параметров следует осуществлять без превышения установленного максимума и при 50%-ном уровне сигнала.
5.2.1 Метод испытания A
Металлообрабатывающий станок должен быть полностью укомплектован и собран. Следует установить для металлообрабатывающего станка условия "наихудшего случая", когда при монтаже он оснащен максимальным количеством осей, ходовых винтов, модулей как встроенных, так и дополнительных, предусмотренных для модульного металлообрабатывающего оборудования.
Во время проведения измерений металлообрабатывающий станок должен находиться в пригодном для эксплуатации состоянии, т.е. несущая рама металлообрабатывающего станка должна быть полностью смонтирована и закрыта, а также должен быть закрыт электрический шкаф управления и предусмотрено защитное устройство рабочей зоны станка.
Во время проведения измерений металлообрабатывающий станок должен работать в репрезентативном (показательном) рабочем режиме без нагрузки (например, с заданными этапом выполнения программы, временем цикла, скоростью, мощностью, крутящим моментом, нагревательными элементами с абсолютной и инкрементной температурой). Для выполнения данного требования некоторые металлообрабатывающие станки (например для обработки лазерным лучом) должны работать под нагрузкой.
В течение рабочего цикла в условиях, близких к эксплуатационным, следует исследовать каждый блок и каждый электропривод станка в отношении электромагнитной совместимости. Не допускаются условные или не соответствующие действительности интервалы подачи или специальный режим числового программного управления для испытаний (например работа без смазки). Как правило, испытательный цикл является частью программы контроля точности функции(ий) металлообрабатывающего станка, предусмотренной изготовителем данного станка, которая выполняется длительное время и представляет результат накопленного опыта.
5.2.2 Метод испытания B
Во время проведения измерений совокупное электрическое оборудование металлообрабатывающего станка должно работать в определенном типовом режиме и обеспечивать при этом выполнение специфических функций, предусмотренных изготовителем.
Типовым условием испытаний для металлообрабатывающего станка может быть одно из нижеуказанных условий:
- реализация воспроизводимого рабочего цикла для обеспечения функционирования всех активных в электромагнитном отношении компонентов и модулей;
- настройка различных функциональных параметров, например шага выполнения программы, времени цикла, скорости, мощности, крутящего момента, температуры нагревательных элементов с абсолютной и инкрементной системой регулирования.
Тип и длина соединительных кабелей и защитной оболочки кабелей должны быть идентичными используемым в металлообрабатывающих станках.
5.2.3 Метод испытания C
Условия испытаний модулей должны быть репрезентативными для их основных реализуемых функций.
Следует обосновать требования к испытаниям и нагрузку портов (см. программу испытаний).
Во время проведения измерений необходимо использовать тип кабеля, предусмотренный требованиями изготовителя.
5.3 Испытание типа металлообрабатывающих станков с различной конфигурацией
Для расширения функциональных возможностей металлообрабатывающие станки могут иметь различные варианты оборудования. Они представляют собой варианты комплектной или комплексной конфигурации. Во всех случаях изготовитель (сборщик или монтажник) должен проводить испытания в соответствии с требованиями настоящего стандарта.
Изготовитель должен установить состав оборудования, при котором излучение помех наиболее вероятно. Данную репрезентативную конфигурацию следует устанавливать в соответствии с требованиями и видами испытаний, указанными в 5.1, причем все другие возможные варианты оборудования также могут быть учтены. Оценку осуществляют, исходя из технической документации (например блок-схемы, на которой приведены электрические и электромеханические модули с соответствующими соединениями).
Если вышеупомянутая репрезентативная конфигурация в отношении одного из выбранных методов испытаний, описанных в 5.1.2 и 5.2, и выбранная контрольная конфигурация соответствуют требованиям настоящего стандарта, то считают, что любой другой подлежащий оценке вариант оборудования или конфигурации также соответствует требованиям настоящего стандарта без проведения дополнительного контроля.
Если изготовитель меняет конфигурацию металлообрабатывающего оборудования, то он должен провести оценку всех новых вариантов конфигурации на предмет их совместимости (таблица 2).
Таблица 2 - Оценка различных конфигураций в отношении электромагнитной совместимости (ЭМС)
Изготовление металлообрабатывающего станка | Действия |
Металлообрабатывающие станки изготавливают в одной или разных конфигурациях | Проводят испытание репрезентативной конфигурации (неблагоприятной конфигурации в отношении ЭМС) в соответствии с 5.1-5.2 |
Изменение металлообрабатывающего станка посредством применения пассивных в электромагнитном отношении компонентов | Соответствие металлообрабатывающего станка необходимым требованиям к излучению помех допускают без проведения другого (нового) испытания |
Изменение посредством применения активных в электромагнитном отношении компонентов | Заново производят оценку в отношении действительности репрезентативной конфигурации. В случае, если она не действительна, проводят испытание новой репрезентативной конфигурации в соответствии с 5.1-5.2 |
"Неблагоприятная конфигурация" может быть идентифицирована посредством простого исследования различных возможностей образования комбинаций и ограниченных возможностей испытания. "Неблагоприятной конфигурацией" наиболее часто является комплексный вариант оборудования.
5.4 Программа и протокол испытаний
5.4.1 Программа испытаний
Испытания на ЭМС следует проводить в соответствии с программой испытаний, согласованной со всеми участниками испытаний.
Программа испытаний на ЭМС является официальным документом, в котором описаны специфические методы, ресурсы и алгоритм операций, имеющие значение для данного изделия, определенной услуги, конкретного договора или проекта.
Виды испытаний, условия эксплуатации, критерии оценки рабочих характеристик испытуемого оборудования (ИО) и необходимое вспомогательное оборудование являются существенными факторами при планировании и проведении испытаний на ЭМС. Кроме того, должны быть установлены ответственные за обслуживание ИО лица (см. приложение D).
5.4.2 Протокол испытаний
Протокол испытаний должен содержать следующие минимальные данные:
- идентификацию изготовителя или его представителя и испытуемого изделия;
- функции металлообрабатывающего станка, подлежащие оценке;
- функции модулей, активных в электромагнитном отношении, предусмотренные для метода C и подлежащие оценке;
- идентификацию соединений, содержащих проводники сигнальных/управляющих цепей и цепей электропитания;
- условия эксплуатации;
- выбранный для испытаний цикл моделирования;
- условия окружающей среды;
- описание испытательного оборудования и используемых измерительных приборов;
- расстояние, положение и исходную точку антенны;
- расположение оборудования при испытании (например фотографии);
- описание ИО, кабеля (тип, длина, вилочная часть электрического соединителя), вспомогательного оборудования;
- режим(ы) работы ИО;
- результаты испытаний.
6 Документация на изделие
Для выполнения требований, предъявляемых к ЭМС изделия, необходимо указать все необходимые меры, принимаемые при его монтаже, эксплуатации или обслуживании, например меры по заземлению, применение защитного или специального кабеля, указание максимальных длин кабеля, а также действительного электрического соединения с функциональным заземлением.
Металлообрабатывающие станки предусмотрены в первую очередь для применения в промышленности. Руководство пользователя должно содержать информацию об обеспечении ограничения радиочастотного излучения при других условиях эксплуатации.
Метод испытания (A, B или C), выбранный для подтверждения соблюдения требований настоящего стандарта, должен быть указан в документации на изделие.
Приложение A
(обязательное)
Требования к испытанию типа
Порт | Полоса частот | Предельные значения излучаемых помех при сетевом токе >16 А в одной фазе | Предельные значения излучаемых помех при сетевом токе | Основопо- |
Корпус | От 30 до 230 МГц включ. | 50 дБ (мкВ/м), квазипиковое значение, измеренное на расстоянии 10 м | 40 дБ (мкВ/м), квазипиковое значение, измеренное на расстоянии 10 м | EN 55011 |
Св. 230-1000 МГц | 50 дБ (мкВ/м), квазипиковое значение, измеренное на расстоянии 10 м | 47 дБ (мкВ/м), квазипиковое значение, измеренное на расстоянии 10 м | ||
Подключение к сети напряжения переменного тока | От 0,15 до 0,50 МГц | 100 дБ (мкВ), квазипиковое значение | 79 дБ (мкВ), квазипиковое значение | EN 55011 |
90 дБ (мкВ), среднее значение | 66 дБ (мкВ), среднее значение | |||
Св. 0,50-5 МГц | 86 дБ (мкВ), квазипиковое значение | 73 дБ (мкВ), квазипиковое значение | ||
76 дБ (мкВ), квазипиковое значение | 60 дБ (мкВ), квазипиковое значение | |||
Св. 5-30 МГц | 90 дБ (мкВ), квазипиковое значение, уменьшается линейно с логарифмом частоты до 70 дБ (мкВ) | 60 дБ (мкВ), квазипиковое значение | ||
80 дБ (мкВ), среднее значение, уменьшается линейно с логарифмом частоты до 60 дБ (мкВ) | 60 дБ (мкВ), среднее значение | |||
Порт дистанционной связи должен соответствовать основным требованиям, установленным в EN 55022. | ||||
Приложение B
(обязательное)
Совокупное электрическое оборудование
Совокупное электрическое оборудование (см. 3.6 настоящего стандарта) должно быть подвергнуто испытанию типа как единое целое при заданном режиме функционирования в соответствии с требованиями основополагающих стандартов.
Изготовитель должен разработать руководство по эксплуатации металлообрабатывающего станка.
Для подтверждения того, что при разработке станка установленные нормы для ЭМС были учтены, должен быть проведен визуальный контроль.
В протоколе испытаний указывают, что для подтверждения соответствия требованиям настоящего стандарта выбран метод испытания B.
Приложение C
(обязательное)
Модули металлообрабатывающих станков
Порты являются важными точками для измерения при проведении испытаний типа металлообрабатывающих станков. Модули должны быть подразделены соответствующим образом. В таблице C.1 приведены основные испытания.
Таблица С.1 - Измерение уровня помех, излучаемых металлообрабатывающими станками. Перечень портов, измерение в которых следует проводить в соответствии с процедурой, описанной в приложении A
Измеряемый параметр | Порт модуля | Порт металло- | Дополнительные испытания полностью укомплектованного металло- |
Радиочастотное электромагнитное поле | Корпус | Корпус | Необязательно |
Напряжение помех | Подключение к сети переменного тока | Подключение к сети переменного тока | Согласно приложению A |
Порт дистанционной связи должен соответствовать основным требованиям, установленным в EN 55022. | |||
Изготовитель должен разработать руководство по эксплуатации металлообрабатывающего станка. Для подтверждения того, что при разработке станка установленные нормы для ЭМС были учтены, должен быть проведен визуальный контроль. Необходимо подготовить программу проведения испытаний, в которой должно быть указано, какие испытания и в каких областях репрезентативно изготовленного металлообрабатывающего станка были проведены.
Если изготовитель металлообрабатывающего станка отклоняется от мероприятий, которые описаны в руководствах, составленных изготовителем модулей, то для пояснения отклонений следует провести анализ, основанный на дополнительных испытаниях, и/или расчетах, и/или опытных данных.
Изготовитель металлообрабатывающего станка в плане по ЭМС должен изложить все вышеуказанные данные, разновидности модулей, положения руководства по эксплуатации, результаты визуального контроля, выбранный метод испытаний и результаты анализа.
В протоколе испытаний указывают, что для подтверждения соответствия требованиям настоящего стандарта выбран метод испытания C.
Техническая документация изготовителя должна содержать следующую фразу: "Настоящий металлообрабатывающий станок содержит модули, которые подвергались испытаниям на ЭМС".
Приложение D
(справочное)
Программа испытаний
Программа испытаний на ЭМС должна содержать следующие данные:
- описание ИО;
- описание периферийных устройств (как составной части ИО или вспомогательных устройств);
- конфигурацию ИО (техническое и программное обеспечение);
- руководство по эксплуатации ИО;
- методику испытаний;
- задачи участников испытаний;
- обоснование контрольной конструкции и нагрузки портов (метод испытания С).
Приложение E
(справочное)
Алгоритм операций при проведении испытаний
Приложение ZZ
(обязательное)
Соответствие существенным требованиям Директив ЕС
Европейский стандарт, на основе которого подготовлен настоящий государственный стандарт, разработан Европейским комитетом по стандартизации в электротехнике (CENELEC) по поручению Комиссии Европейского сообщества и Европейской ассоциации свободной торговли (EFTA). Применение европейского стандарта способствует выполнению существенных требований статьи 4 а) Директивы 2004/108/ЕС*.
________________
* Действует взамен Директивы 89/336 ЕЕС
Соответствие требованиям европейского стандарта обеспечивает реализацию существенных требований Директивы ЕС.
ВНИМАНИЕ! На изделия, которые входят в область применения европейского стандарта, могут распространяться требования других Директив ЕС.
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным европейским стандартам
Таблица ДА.1 - Сведения о соответствии межгосударственных стандартов ссылочным европейским стандартам
Обозначение и наименование международного стандарта | Степень соответ- | Обозначение и наименование межгосударственного стандарта |
CISPR 16-1-2:2006 | MOD | ГОСТ 30805.16.1.2-2013 (CISPR 16-1-2:2006) |
CISPR 16-1-3:2004 | MOD | ГОСТ 30805.16.1.3-2013 (CISPR 16-1-3:2004) |
Таблица ДА.2 - Сведения о соответствии межгосударственных стандартов, ссылочным стандартам другого года издания
Обозначение и наименование ссылочного международного стандарта | Обозначение и наименование международного стандарта другого издания | Степень соответ- | Обозначение и наименование межгосударственного стандарта |
CISPR 16-1-1:2010 | CISPR 16-1-1:2006 | MOD | ГОСТ 30805.16.1.1-2013 (CISPR 16-1-1:2006) |
CISPR 16-1-4:2010 | CISPR 16-1-4:2007 | MOD | ГОСТ 30805.16.1.4-2013 (CISPR 16-1-4:2007) |
УДК 621.396/.397.001.4 | МКС 25.080.01; 33.100.10 | IDT |
Ключевые слова: станки металлообрабатывающие, электромагнитная совместимость, излучение, помехи электромагнитные, методы испытаний и измерений | ||
Электронный текст документа
и сверен по:
, 2014
{kind=link}