ГОСТ 658-89
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ЗУБОДОЛБЕЖНЫЕ ВЕРТИКАЛЬНЫЕ ДЛЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС
Основные параметры и размеры. Нормы точности
Vertical shaping machines for cylindrical gears.
Basic parameters and dimensions. Standards of accuracy
МКС 25.080.99
ОКП 38 1571
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВВЕДЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 10.07.89 N 2359
3. Стандарт полностью соответствует СТ СЭВ 5946-87 в части размерного ряда по главному параметру зубодолбежных станков
4. ВЗАМЕН ГОСТ 658-78, ГОСТ 6853-74
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8-82 | 2.1 |
ГОСТ 1574-91 | 1.1 |
ГОСТ 9323-79 | Вводная часть, 1.1 |
ГОСТ 10059-80 | Вводная часть, 1.1 |
ГОСТ 22267-76 | 2.2.1-2.2.3, 2.2.5-2.2.7, 2.2.9 |
ГОСТ 25443-82 | 3.1 |
ГОСТ 25557-82* | 1.1 |
_______________
* На территории Российской Федерации действует ГОСТ 25557-2006, здесь и далее по тексту. - .
6. ИЗДАНИЕ (декабрь 2002 г.) с Изменением N 1, утвержденным в октябре 1990 г. (ИУС 1-91)
Настоящий стандарт распространяется на вертикальные зубодолбежные станки общего назначения классов точности Н, П и В (в том числе на станки вспомогательного производства), работающие зуборезным долбяком по ГОСТ 9323 и ГОСТ 10059, предназначенные для обработки прямозубых и косозубых цилиндрических колес внешнего и внутреннего зацепления с наибольшим диаметром до 2000 мм и изготавливаемые для потребностей экономики страны и экспорта.
Стандарт не распространяется на специальные и специализированные станки.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
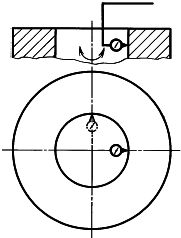
1.1. Основные параметры и размеры станков должны соответствовать указанным на черт.1 и в табл.1.
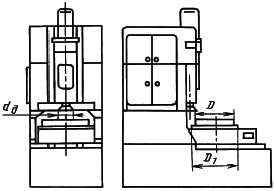
- наибольший диаметр обрабатываемого колеса,
- диаметр рабочей поверхности стола
(фланца шпинделя изделия) по ГОСТ 1574, - наибольший номинальный делительный
диаметр долбяка по ГОСТ 9323 и ГОСТ 10059
Черт.1
Примечание. Чертеж не определяет конструкцию станка.
Таблица 1
Размеры, мм
|
| Центрирующее отверстие в столе (шпинделе изделия) |
| Конус Морзе инструментального шпинделя по ГОСТ 25557 | ||
диаметр Н6 или Н7 | глубина, | |||||
80 | 1 | 63 | 35 | 6 | 40 | 1 |
125 | 2 | 140 | 50 | 16 | 50 | 2 |
160 | 4 | 160 | 65 | 75 | 3 | |
200 | ||||||
250 | 5 | 320 | 100 | 5 | ||
320 | 6 | - | ||||
500 | 8 | 400 | ||||
800 | 12 | 630 | 200 | |||
1250 | 1000 | |||||
2000 | 1600 | |||||
______________
* - наибольший модуль обрабатываемого колеса.
Примечание. При проектировании станков с ЧПУ числовые значения главного параметра (наибольшего диаметра обрабатываемого колеса) следует выбирать из табл.1.
(Измененная редакция, Изм. N 1).
2. ГЕОМЕТРИЧЕСКАЯ ТОЧНОСТЬ СТАНКА
2.1. Общие требования к испытаниям станков на точность - по ГОСТ 8 при условии, что все измерения должны проводиться во время рабочего хода инструментального шпинделя.
2.2. Нормы точности станков не должны превышать значений, указанных в пп.2.2.1-2.2.11.
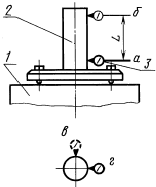
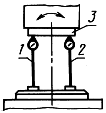
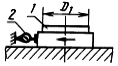
2.2.1. Плоскостность рабочей поверхности стола (шпинделя изделия)
2.2.1.1. Для станков с наибольшим диаметром стола до 250 мм (черт.2)
Контроль с помощью линейки и прибора для измерения длин.
На рабочей поверхности стола 1 устанавливают контрольную линейку 2, на которой закрепляют измерительный прибор 3. Наконечник измерительного прибора должен касаться проверяемой поверхности и быть перпендикулярен к ней. Контрольную линейку перемещают на рабочей поверхности стола не менее чем в 8 сечениях, включая два диаметральных. В каждом сечении регистрируют наибольшую алгебраическую разность показаний измерительного прибора. За отклонение от плоскостности принимают наибольший по абсолютной величине результат из всех измерений.
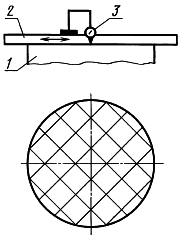
Черт.2
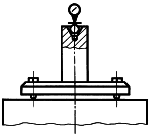
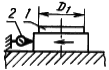
2.2.1.2. Для станков с наибольшим диаметром стола свыше 250 до 1000 мм
Измерения - по ГОСТ 22267, разд.4, метод 3 (черт.3), не менее чем в 8 сечениях (см. черт.2), включая два диаметральных.
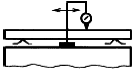
Черт.3
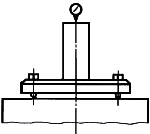
2.2.1.3. Для станков с наибольшим диаметром стола свыше 1000 мм
Измерения - по ГОСТ 22267, разд.4, метод 6 (черт.4), не менее чем в 8 сечениях (см. черт.2), включая два диаметральных.
В случае, если отверстие в столе (шпинделе изделия) больше 0,2 , то измерения по пп.2.2.1.1, 2.2.1.3 в диаметральных сечениях не проводят.
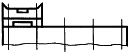
Черт.4
Таблица 2
Длина измерения, мм | Допуск, мкм, для станков классов точности | ||
Н | П | В | |
До 125 | 12 | 8 | 5 |
Св. 125 до 200 | 16 | 10 | 6 |
" 200 " 320 | 20 | 12 | 8 |
" 320 " 500 | 25 | 16 | 10 |
" 500 " 800 | 30 | 20 | 12 |
" 800 " 1250 | 40 | 25 | 16 |
" 1250 " 2000 | 50 | 30 | 20 |
Выпуклость не допускается | |||
2.2.2. Радиальное биение центрирующего отверстия стола (шпинделя изделия)
Измерения - по ГОСТ 22267, разд.15, метод 1 (черт.5).
Измерения проводят при ускоренном вращении стола в одном направлении.
Черт.5
Таблица 3
Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм, для станков класса точности | ||
Н | П | В | |
До 80 | 6 | 4 | 2,5 |
Св. 80 до 125 | 6 | 4 | 2,5 |
" 125 " 200 | 8 | 5 | 3 |
" 200 " 250 | 10 | 6 | 4 |
2.2.3. Торцовое биение рабочей поверхности стола (шпинделя изделия)
Измерения - по ГОСТ 22267, разд.18, метод 1 (черт.6).
Измерительный наконечник прибора должен отстоять от оси стола на расстояние не менее 0,4 диаметра рабочей поверхности стола (шпинделя изделия). Измерения проводят при ускоренном вращении стола в одном направлении. Влияние на результат измерения местных неровностей, пазов и т.д. следует исключить (например, располагая концевую меру длины между измерительным наконечником и проверяемой поверхностью).

Черт.6
Таблица 4
Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм, для станков классов точности | ||
Н | П | В | |
До 80 | 5 | 3 | 2,5 |
Св. 80 до 125 | 6 | 4 | 3 |
" 125 " 200 | 8 | 5 | 4 |
" 200 " 320 | 10 | 6 | 5 |
Св. 320 до 500 | 12 | 8 | 6 |
" 500 " 800 | 16 | 10 | 8 |
" 800 " 1250 | 20 | 12 | 10 |
" 1250 " 2000 | 25 | 16 | 12 |
2.2.4. Постоянство положения оси вращения стола (шпинделя изделия):
а) у рабочей поверхности стола (шпинделя изделия);
б) на расстоянии
Черт.7
Таблица 5
Наибольший диаметр обрабатываемого колеса, мм | Номер пункта |
| Допуск, мкм, |
До 80 | 2.2.4 а | - | 1,2 |
2.2.4 б | 100 | 1,6 | |
Св. 80 до 125 | 2.2.4 а | - | 1,6 |
2.2.4 б | 150 | 2,5 | |
" 125 " 200 | 2.2.4 а | - | 2 |
2.2.4 б | 200 | 3 | |
" 200 " 320 | 2.2.4 а | - | 2,5 |
2.2.4 б | 200 | 4 | |
Св. 320 до 500 | 2.2.4 а | - | 3 |
2.2.4 б | 300 | 5 | |
" 500 " 800 | 2.2.4 а | - | 4 |
2.2.4 б | 300 | 6 | |
" 800 " 1250 | 2.2.4 а | - | 5 |
2.2.4 б | 300 | 8 | |
" 1250 " 2000 | 2.2.4 а | - | 6 |
2.2.4 б | 300 | 10 |
На столе 1 станка (черт.7) устанавливают регулируемую контрольную оправку 2 с цилиндрической рабочей частью, с плоским торцом или гнездом для шарика. Оправку центрируют относительно оси вращения стола (шпинделя изделия) так, чтобы смещение оси оправки составляло примерно четырехкратную величину допуска на проверку. Два измерительных прибора 3 укрепляют на неподвижной части станка так, чтобы измерительные наконечники касались рабочей части оправки и были направлены перпендикулярно к оси вращения стола. Измерения проводят одновременно двумя измерительными приборами в положениях и
(под углом 90°) в плоскостях
и
при ускоренном вращении стола в одном направлении, при прерывистом или непрерывном его вращении. Измерения проводят не менее чем в 8 угловых положениях стола (через 45°) в течение не менее трех его оборотов. Из измеренных значений для каждого углового положения стола вычисляют среднее арифметическое значение (отдельно для положений
и
). Вычисленные средние значения показаний измерительных приборов для каждого углового положения стола откладывают на прямоугольных осях координат: для измерительного прибора в положении
- по оси
, для измерительного прибора в положении
- по оси
. Из полученных точек проводят прямые, параллельные осям координат, а их точки пересечения последовательно соединяют прямыми. Вокруг полученного многоугольника проводят описанную окружность с минимально возможным радиусом и концентричную ей (из того же центра) вписанную окружность максимально возможного радиуса.
Отклонение от постоянства оси вращения стола в каждой плоскости ( и
) равно разности радиусов описанной и вписанной окружностей.
Пример определения отклонения от постоянства положения оси вращения стола приведен в приложе
нии 1.
2.2.5. Осевое биение стола (шпинделя изделия)
Измерения - по ГОСТ 22267, разд.17, метод 1 (черт.8 и 9).
Черт.8
Черт.9
Для проведения измерений используют ту же оправку, что и в п.2.2.4. Оправку центрируют относительно оси вращения стола таким образом, чтобы показания прибора для измерения длин в нижнем (у поверхности стола) и верхнем положениях были минимальными. Измерения проводят при ускоренном вращении стола в одном направлении.
Таблица 6
Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм, для станков класса точности В |
До 80 | 1,6 |
Св. 80 до 125 | 2 |
" 125 " 200 | 2,5 |
" 200 " 320 | 3 |
" 320 " 500 | 4 |
" 500 " 800 | 5 |
" 800 " 1250 | 6 |
" 1250 " 2000 | 8 |
2.2.6. Радиальное биение конического отверстия инструментального шпинделя:
а) у торца инструментального шпинделя;
б) на расстоянии
Измерения - по ГОСТ 22267, разд.15, метод 2 (черт.10).
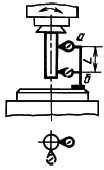
Черт.10
Таблица 7
Наибольший диаметр обрабатываемого колеса, мм | Номер пункта |
| Допуск, мкм, для станков классов точности | ||
Н | П | В | |||
До 80 | 2.2.6 а | - | 5 | 3 | 2,5 |
2.2.6 б | 50 | 6 | 4 | 3 | |
Св. 80 до 125 | 2.2.6 а | - | 6 | 4 | 3 |
2.2.6 б | 50 | 8 | 5 | 4 | |
" 125 " 200 | 2.2.6 а | - | 8 | 5 | 4 |
2.2.6 б | 50 | 12 | 8 | 6 | |
2.2.7. Радиальное биение центрирующей поверхности посадочной шейки под зуборезный долбяк (для станков с переходной втулкой, являющейся неотъемлемой частью станка)
Измерения - по ГОСТ 22267, разд.15, метод 1 (черт.11).
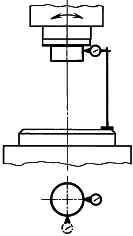
Черт.11
Таблица 8
Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм, для станков классов точности | ||
Н | П | В | |
До 80 | 5 | 3 | 2 |
Св. 80 до 200 | 6 | 4 | 2,5 |
" 200 " 500 | 8 | 5 | 3 |
" 500 " 1250 | 10 | 6 | 4 |
" 1250 " 2000 | 12 | 8 | 5 |
2.2.8. Торцовое биение опорной поверхности инструментального шпинделя (без учета осевого биения)
Черт.12
Таблица 9
Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм, для станков классов точности | ||
Н | П | В | |
До 80 | 6 | 4 | 2,5 |
Св. 80 до 200 | 8 | 5 | 3 |
" 200 " 500 | 10 | 6 | 4 |
" 500 " 1250 | 12 | 8 | 5 |
" 1250 " 2000 | 16 | 10 | 6 |
Измерительные приборы 1 и 2 (черт.12) устанавливают на неподвижной части станка так, чтобы их измерительные наконечники касались проверяемой торцовой поверхности и были перпендикулярны к ней. Измерительные наконечники должны отстоять от оси вращения на возможно большее расстояние, которое должно быть установлено в технической документации на конкретные модели станков. Измерения проводят одновременно двумя измерительными приборами, расположенными диаметрально противоположно. Инструментальный шпиндель (с проверяемой поверхностью) 3 в течение измерения должен сделать не менее двух оборотов со скоростью, позволяющей регистрировать показания прибора. Измерения проводят не менее чем в четырех положениях шпинделя, равномерно по окружности. Число положений может быть больше четырех, но обязательно четное. Допускается отсчитывать показания приборов при неподвижном шпинделе.
Для каждого положения шпинделя фиксируют показания двух измерительных приборов и определяют их алгебраическую полуразность.
Торцовое биение опорной поверхности инструментального шпинделя (без учета осевого биения) равно наибольшей разности алгебраических полуразностей. Пример определения отклонения приведен в приложении 2.
Допускается использовать один измерительный прибор при условии, что инструментальный шпиндель через шарик будет прижат к поверхности стола. В этом случае отклонение равно наибольшей алгебраической разности показаний измерительного прибора.
2.2.9. Параллельность траектории вертикального перемещения инструментального шпинделя оси вращения стола (шпинделя изделия):
а) в плоскости, перпендикулярной к направлению перемещения стола (шпинделя изделия) и проходящей через ось вращения стола (шпинделя изделия);
б) в плоскости, параллельной перемещению стола (шпинделя изделия) и проходящей через ось вращения стола (шпинделя изделия)
Измерения - по ГОСТ 22267, разд.6, метод 3а (черт.13).
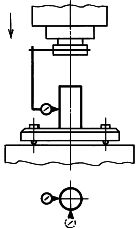
Черт.13
Таблица 10
Длина перемещения, мм | Номер пункта | Допуск, мкм, для станков классов точности | ||
Н | П | В | ||
До 30 | 2.2.9 а | 5 | 3 | 2 |
2.2.9 б | 6 | 4 | 2,5 | |
Св. 30 до 50 | 2.2.9 а | 6 | 4 | 2,5 |
2.2.9 б | 8 | 5 | 3 | |
" 50 " 80 | 2.2.9 а | 8 | 5 | 3 |
2.2.9 б | 10 | 6 | 4 | |
" 80 " 125 | 2.2.9 а | 10 | 6 | 4 |
2.2.9 б | 12 | 8 | 5 | |
" 125 " 200 | 2.2.9 а | 12 | 8 | 5 |
2.2.9 б | 16 | 10 | 6 | |
Измерения проводят при наибольшей длине перемещения инструментального шпинделя.
Для проведения измерений используют ту же оправку, что и в пп.2.2.4 и 2.2.5. Оправку центрируют относительно оси вращения стола как указано в п.2.2.5.
Измерения проводят при расстоянии между осями вращения стола (шпинделя изделия) и инструментального шпинделя, которое должно быть указано в технической документации на конкретные модели станков.
2.2.10. Постоянство установки стола (шпинделя изделия) в заданное положение
Черт.14
Черт.15
Таблица 11
Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм, станков классов точности | ||
Н | П | В | |
До 80 | 20 | 12 | 8 |
Св. 80 до 125 | 25 | 16 | 10 |
" 125 " 200 | 30 | 20 | 12 |
" 200 " 500 | 40 | 25 | 16 |
" 500 " 1250 | 50 | 30 | 20 |
" 1250 " 2000 | 65 | 40 | 25 |
Стол (шпиндель изделия) 1 (черт.14 и 15) перемещают в заданное положение. Измерительный прибор 2 укрепляют так, чтобы при переходе стола в заданное положение или на упор измерительный наконечник прибора касался расположенной перпендикулярно к направлению перемещения неподвижной части станка или упора.
Стол (шпиндель изделия) возвращают в исходное положение, а затем вновь перемещают на заданную длину.
Измерения повторяют пять раз.
Отклонение равно наибольшей алгебраической разности показаний измерительного прибора.
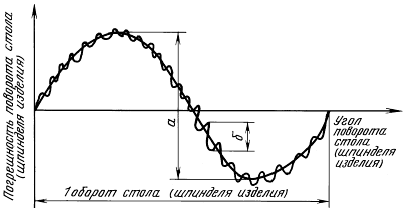
2.2.11. Точность кинематической цепи взаимосвязанного поворота стола (шпинделя изделия) относительно инструментального шпинделя:
а) накопленная погрешность поворота;
б) периодическая погрешность поворота
Черт.16
Таблица 12
Наибольший диаметр обрабатываемого колеса, мм | Номер пункта | Допуск, угловые секунды, для станков классов точности | ||
Н | П | В | ||
До 80 | 2.2.11 а | 160 | 100 | 65 |
2.2.11 б | 50 | 32 | 20 | |
Св. 80 до 125 | 2.2.11 а | 125 | 80 | 50 |
2.2.11 б | 40 | 25 | 16 | |
" 125 " 200 | 2.2.11 а | 100 | 65 | 40 |
2.2.11 б | 32 | 20 | 12 | |
" 200 " 320 | 2.2.11 а | 80 | 50 | 32 |
2.2.11 б | 25 | 16 | 10 | |
" 320 " 500 | 2.2.11 а | 65 | 40 | 25 |
2.2.11 б | 20 | 12 | 8 | |
" 500 " 800 | 2.2.11 а | 50 | 32 | 20 |
2.2.11 б | 16 | 10 | 6 | |
" 800 " 1250 | 2.2.11 а | 40 | 25 | 16 |
2.2.11 б | 12 | 8 | 5 | |
" 1250 " 2000 | 2.2.11 а | 32 | 20 | 12 |
2.2.11 б | 10 | 6 | 4 | |
Проверку проводят угломерным прибором (типа кинематомера), непрерывно указывающим погрешность взаимосвязанного поворота стола (шпинделя изделия) относительно инструментального шпинделя. При проверке цепь обката станка настраивают на передаточное отношение, возможно близкое к передаточному отношению при нарезании образца-изделия (см. разд.3).
Измерения проводят при вращении стола (шпинделя изделия) в двух направлениях за один оборот.
Отклонение равно:
а) наибольшей накопленной погрешности за один оборот стола (шпинделя изделия);
б) наибольшей удвоенной амплитуде периодической составляющей кинематической погрешности за один оборот стола (шпинделя изделия).
Примечание. При отсутствии приборов пункт заменяют пп.3.5.1 и 3.5.2 - измерением точности образца-изделия.
3. ТОЧНОСТЬ СТАНКА В РАБОТЕ
3.1. Общие требования к образцу-изделию - по ГОСТ 25443.
3.2. На станке нарезают (при чистовом режиме) зуборезным долбяком соответствующего класса точности образец-изделие (прямозубое цилиндрическое колесо) с параметрами, указанными в табл.13.
Таблица 13
Размеры, мм
Наибольший диаметр | Делительный диаметр | Модуль | Ширина | |
До 500 | 0,5 | 0,75 |
|
|
Св. 500 до 2000 | 0,6 |
| ||
Примечания:
1. Контроль точности направления зуба допускается проводить на образце-изделии меньшего диаметра, чем указано в табл.13. При этом наименьшая ширина зубчатого венца определяется по таблице, где диаметр образца-изделия соответствует данным таблицы с учетом величины наибольшего диаметра обрабатываемого колеса.
2. Число зубьев образца-изделия должно быть не равно и не кратно числу зубьев делительного колеса станка.
3.3. Материалы образца-изделия: среднеуглеродистая сталь (600…750 Н/мм
) или серый чугун (170...241 НВ).
3.4. Условия обработки образца-изделия
В эксплуатационных документах станка должны содержаться следующие данные для испытаний:
режущий инструмент (материал, размеры и параметры точности);
скорость резания или количество двойных ходов в минуту;
подача;
припуск для обработки;
вид охлаждающей жидкости,
а также другие необходимые характеристики.
3.5. Нормы точности образца-изделия не должны превышать значений, указанных в пп.3.5.1-3.5.3.
3.5.1. Точность положения профилей соседних зубьев. Разность соседних окружных шагов
Таблица 14
Наибольший диаметр обрабатываемого колеса, мм | Допуск, угловые секунды, для станков классов точности | ||
Н | П | В | |
До 80 | 80 | 50 | 32 |
Св. 80 до 125 | 65 | 40 | 25 |
" 125 " 200 | 50 | 32 | 20 |
" 200 " 320 | 32 | 20 | 12 |
" 320 " 500 | 25 | 16 | 10 |
" 500 " 800 | 20 | 12 | 8 |
" 800 " 1250 | 16 | 10 | 6 |
" 1250 " 2000 | 12 | 8 | 5 |
Измерение проводят по обоим профилям зубьев прибором, предназначенным для контроля окружных шагов.
Погрешность определяют как наибольшую разность между соседними окружными шагами.
3.5.2. Точность положения профилей зубьев по всей окружности. Накопленная погрешность окружного шага
Таблица 15
Наибольший диаметр обрабатываемого колеса, мм | Допуск, угловые секунды, для станков классов точности | ||
Н | П | В | |
До 80 | 200 | 125 | 80 |
Св. 80 до 125 | 160 | 100 | 65 |
" 125 " 200 | 125 | 80 | 50 |
" 200 " 320 | 100 | 65 | 40 |
" 320 " 500 | 80 | 50 | 32 |
" 500 " 800 | 65 | 40 | 25 |
" 800 " 1250 | 50 | 32 | 20 |
" 1250 " 2000 | 40 | 25 | 16 |
Измерения проводят по обоим профилям зубьев прибором, предназначенным для контроля окружных шагов и позволяющим определить точность положения профилей непосредственно или с последующим пересчетом.
Погрешность равна наибольшей алгебраической разности значений накопленных погрешностей окружных шагов одноименных профилей зубьев по всей окружности колеса.
Примечание. Допускаемые отклонения, приведенные в табл.14 и 15 заданы в угловых секундах. Для пересчета угловых секунд в микрометры следует пользоваться формулой
![]() ,
,
где - отклонение, мкм;
- отклонение, угловые секунды;
- значение делительного диаметра, мм.
3.5.3. Точность направления зуба
Таблица 16
Ширина | Допуск, мкм, для станков классов точности | ||
Н | П | В | |
До 40 | 12 | 10 | 8 |
Св. 40 до 100 | 16 | 12 | 10 |
" 100 " 160 | 20 | 16 | 12 |
Проверку проводят по обоим профилям не менее чем на 4 зубьях, расположенных под углом 90° на окружности образца-изделия.
Отклонение направления зуба определяют как наибольшее расстояние по нормали между двумя ближайшими друг к другу номинальными делительными линиями зуба, между которыми размещается действительная делительная линия зуба, соответствующая рабочей ширине венца.
Измерения проводят с помощью прибора, предназначенного для контроля направления зуба.
Для станков с наибольшим диаметром обрабатываемого образца-изделия свыше 500 мм допускается проводить контроль направления зуба непосредственно на станке с помощью специального контрольного прибора, параллельность направляющих которого оси шпинделя изделия обеспечивается специальной выверкой.
Примечание. Под действительной линией зуба понимается линия пересечения действительной боковой поверхности зуба зубчатого колеса делительным цилиндром, ось которого совпадает с рабочей осью.
ПРИЛОЖЕНИЕ 1
Справочное
ПРИМЕР ОПРЕДЕЛЕНИЯ ОТКЛОНЕНИЯ ОТ ПОСТОЯНСТВА ПОЛОЖЕНИЯ
ОСИ ВРАЩЕНИЯ СТОЛА (п.2.2.4)
Измерения проводились у торца стола одновременно двумя измерительными приборами в положениях и
при трех его оборотах.
Таблица 17
| Показания измерительного прибора в положениях | ||||
Номер измерения | Угловое положение стола | при обороте стола | Среднее арифметическое | ||
1 | 2 | 3 | |||
1 | 0° | -1,0 (+0,9) | -1,3 (+0,9) | -1,2 (+0,9) | -1,2 (+0,9) |
2 | 45 | -0,5 (+2,0) | -0,5 (+2,1) | -0,5 (+1,9) | -0,5 (+2,0) |
3 | 90 | +1,1 (+3,1) | +1,0 (+3,1) | +0,9 (+3,1) | +1,0 (+3,1) |
4 | 135 | +2,2 (+2,4) | +2,2 (+2,2) | +2,2 (+2,3) | +2,2 (+2,3) |
5 | 180 | +2,7 (+1,0) | +2,9 (+1,1) | +2,8 (+1,2) | +2,8 (+1,1) |
6 | 225 | +2,4 (-0,6) | +2,4 (-0,6) | +2,4 (-0,6) | +2,4 (-0,6) |
7 | 270 | +0,8 (-1,1) | +0,9 (-0,9) | +1,0 (-1,0) | +0,9 (-1,0) |
8 | 315 | -0,2 (-0,3) | -0,2 (-0,3) | -0,2 (-0,3) | -0,2 (-0,3) |
По значениям средних арифметических показаний измерительных приборов для каждого углового положения стола строят график в прямоугольной системе координат, как указано на черт.17.
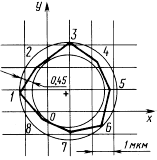
Черт.17
Отклонение от постоянства оси вращения стола при его повороте равно 0,45 мкм.
Примечание. Рекомендуемый масштаб графического построения 1:1000.
ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕР ОПРЕДЕЛЕНИЯ ТОРЦОВОГО БИЕНИЯ ОПОРНОЙ ПОВЕРХНОСТИ
ИНСТРУМЕНТАЛЬНОГО ШПИНДЕЛЯ (БЕЗ УЧЕТА ОСЕВОГО БИЕНИЯ) (п.2.2.8)
Таблица 18
Номер изме- | Угловое положение инструментального шпинделя | Показания измерительных приборов | Алгебраическая полуразность показаний измерительных приборов | ||
1 (2) | |||||
оборот шпинделя | среднее арифметическое | ||||
I | II | ||||
1 | 0° | -4 (+2) | -4 (+2) | -4 (+2) | -3 |
2 | 90 | +3 (-3) | +4 (-2) | +3,5 (-2,5) | +3 |
3 | 180 | -6 (+1) | -2 (+3) | -4 (+2) | -3 |
4 | 270 | -6 (+4) | -4 (+6) | -5 (+5) | -5 |
Торцовое биение опорной поверхности инструментального шпинделя (без учета осевого биения) равно: +3-(-5)=8 мкм.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2003

{kind=link}