
ГОСУДАРСТВЕННЫЙ
СТАНДАРТ
СОЮЗА ССР
СТАНКИ ХОНИНГОВАЛЬНЫЕ
И ПРИТИРОЧНЫЕ ВЕРТИКАЛЬНЫЕ
НОРМЫ точности
ГОСТ 2041—78
Издание официальное
Е
БЗ 11-97
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ХОНИНГОВАЛЬНЫЕ И ПРИТИРОЧНЫЕ ВЕРТИКАЛЬНЫЕ
гост 2041-78
Нормы точности
Vertical honing and lapping machines. Standards of accuracy
Дата введения 01.01,79
1. Настоящий стандарт распространяется на вертикальные хонинговальные станки класса точности Н с наибольшим номинальным диаметром обрабатываемого отверстия до 800 мм, а также на вертикальные хонинговальные и притирочные станки класса точности П с наибольшим номинальным диаметром обрабатываемого отверстия до 125 мм, изготовляемые для нужд народного хозяйства и предназначенные на экспорт.
2. Общие условия испытания станков на точность — по ГОСТ 8.
Схемы и способы измерений геометрических параметров — по ГОСТ 22267.
3. Нормы точности станков не должны превышать значений, указанных в табл. 1—7.
4. ПРОВЕРКА ТОЧНОСТИ СТАНКА
4.1. Плоскостность рабочей поверхности стола (плиты)
Таблица 1
Допуск, мкм. для станков класса точности
Длина измерения, мм | н | П |
До 500 | 25 | 16 |
Св. 500 » 800 | 32 | 20 |
» 800 » 1250 | 40 | |
» 1250 • 2000 | 50 | — |
Выпуклость не допускается | ||
Метод измерения — по ГОСТ 22267, п. 4.3.3. (Измененная редакция, Изм. № 2). |
4.2. Радиальное биение конического или цилиндрического отверстия шпинделя:
а) у торца шпинделя;
б) на длине L от торца шпинделя
Изданме официальное
*
Е
Перепечатка воспрещена
© Издательство стандартов, 1984 © ИПК Издательство стандартов, 1998 Переиздание с Изменениями
С. 2 ГОСТ 2041-78
Таблица 2
Наибольший номинальный диаметр обрабатываемого отверстия, мм | Номер проверки | Д мм | Допуск, мкм, для станков класса точности | |
Г” I Н | П | |||
До 80 | 4.2.0 | __ | 10 | 6 |
4.2.6 | 75 | 16 | 10 | |
Св. 80 ♦ 125 | 4.2а | — | 12 | 8 |
4.26 | 150 | 20 | 12 | |
• 125 • 200 | 4.2а | — | 16 | — |
4.26 | 150 | 25 | — | |
. 200 * 500 | 4.2.0 | — | 20 | — |
4.2.6 | 200 | 32 | — | |
• 500 - 800 | 4.2.0 | — | 25 | — |
4.2.6 | 300 | 40 |
Метод измерения — по ГОСТ 22267, пп. 15.3.2, 15.3.1.
При подвижном шпинделе измерение производить в его среднем положении.
Радиальное биение цилиндрического отверстия шпинделя проверяют только у торца шпинделя. (Измененная редакция, Изм. № 1, 2).
4.3. Перпендикулярность оси вращения шпинделя рабочей поверхности стола (плиты) в продольном и поперечном направлениях
Для станков с данной хода шпиндельной головки (шпинделя) до 800 мм
Для станков с длиной хода шпиндельной головки (шшшделя) более 800 мм

Таблица 3
Наибольший номинальный диаметр обрабатываемого отверстия, мм | 21, мм | Допуск, мкм, для станков класса точности | |
Н | П | ||
До 50 | 200 | 32 | 20 |
Св. 50 » 125 | 300 | 40 | 25 |
» 125 » 500 | 400 | 50 | — |
» 500 • 800 | 500 | 65 | — |
Метод измерения - | -по ГОСТ 22267, п. 10.2.1. |
Измерения производят в среднем положении шпинделя (шпиндельной головки, а для станков с наибольшим номинальным диаметром св. 125 мм — в нижнем положении шпинделя.
(Измененная редакция, Изм. № 2)
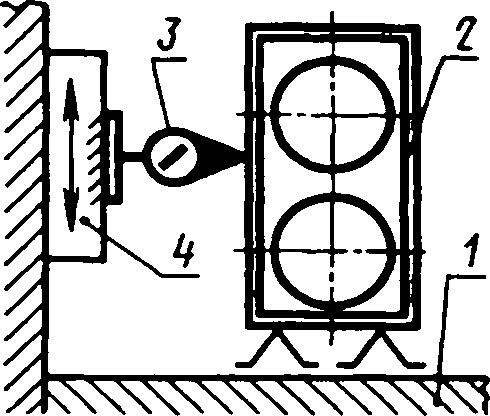
4.4. Прямолинейность траектории перемещения шпиндельной головки (шпинделя) в продольном и поперечном направлениях (черт. 1)
Таблица 4
т
Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | |
Н | П | |
До 125 | 16 | 10 |
Св. 125 • 200 | 20 | 12 |
» 200 » 320 | 25 | 16 |
• 320 • 500 | 32 | 20 |
• 500 • 800 | 40 | 25 |
» R00 » I2S0 | 50 | — |
• 1250 » 2000 | 65 | — |
» 2000 * 3200 | 80 | — |
Методы измерений
1) . Для станков с длиной хода шпиндельной головки (шпинделя) до 800 мм.
На середине стола (плиты) / в его продольном (поперечном) направлении устанавливают поверочный угольник 2.
На шпиндельной головке (шпинделе) в ее нижнем положении укрепляют измерительный прибор 3 так, чтобы его измерительный наконечник касался измерительной поверхности поверочного угольника и был перпендикулярен ей, а показания измерительного прибора 3 по концам угольника были одинаковыми.
Шпиндельную головку (шпиндель) с измерительным прибором перемешают вверх на всю длину хода. Измерение производят в двух взаимно перпендикулярных плоскостях.
Отклонение от прямолинейности траектории перемещения шпиндельной головки (шпинделя) равно наибольшей алгебраической разности показаний измерительного прибора на всей длине хода.
2) . Для станков с длиной хода шпиндельной головки (шпинделя) более 800 мм.
Визирную трубу / устанавливают на конце выбранного сечения в продольном (поперечном) направлении рабочей поверхности стола (плиты) 2 и наводят на марку 3, которую ставят на крайние участки этого сечения.
Положение визирной трубы регулируют таким образом, чтобы ее показания при установке марки в крайние точки выбранного сечения проверяемой поверхности стола (плиты) были одинаковыми.
Затем марку закрепляют на шпиндельной головке (шпинделе) 4 в ее нижнем положении, а между ней и визирной трубой неподвижно устанавливают пентапризму 5 так, чтобы в поле зрения визирной трубы была видна марка.
Шпиндельную головку (шпиндель) перемешают вверх на всю длину хода. Измерение производят в двух взаимно перпендикулярных плоскостях.
Отклонение от прямолинейности траектории перемещения шпиндельной головки (шпинделя) равно наибольшей алгебраической разности показаний визирной трубы при наведении ее на марку на заданной длине перемещения шпиндельной головки (шпинделя) с маркой.
(Измененная редакция, Изм. № 1, 2).
4.5. Постоянство положения рабочей поверхности стола в плоскости, перпендикулярной направлению его продольного и поперечного перемещения (для станков с перемещающимся столом) (черт. 2)

С. 4 ГОСТ 2041—78
Таблица 5
Наибольшая длина пере мешения, мм | Допуск, мкм, на длине 1000 для станков класса точности | |
» | п | |
До 500 | 20 | 10 |
Св. 500 » 800 | 40 | 20 |
» 800 * 1250 | 40 | — |
Метод измерений — по ГОСТ 22267, п. 13.2.1. (Измененная редакция, Изм. № 2).
5. ПРОВЕРКА ТОЧНОСТИ И ШЕРОХОВАТОСТИ ОБРАЗЦА-ИЗДЕЛИЯ
( | 1 | Для проверки станка используют образец-втулку (черт. 3) из чугуна или закаленной стали с размерами: | |||
d = (0,5 — 0,8) Z>, L = 3rf, где наибольший номинальный диаметр обрабатываемого от верстия. Перед проверкой 2.1 образец-втулка должен быть обработан для станков класса точности Н не грубее чем в 4 раза, а для станков класса точности П не грубее чем в 2,5 раза по сравнению с соответствующими допусками, указанными в табл. 6. |
Черт. 3
Таблица 6
Наибольший номинальный диаметр обрабатываемого отверстия, мм | Номер проверки | Допуск, мкм, для станков класса точности | |
Н | П | ||
До 32 | 5.1о | 1,25 | 0,8 |
5.16 | 2 | 1,25 | |
Св. 32 » 50 | 5.1о | 1.5 | 1 |
• | 5.16 | 2,5 | 1.5 |
» 50 » 80 | 5.1о | 2 | 1,25 |
5.16 | 3 | 2 | |
» 80» 125 | 5.1о | 2,5 | 1.5 |
5.16 | 4 | 2,5 | |
• 125 » 200 | 5.1о | 3 | |
5.16 | 5 | ||
» 200 » 320 | 5.1о | 4 | |
5.16 | 6 | ||
» 320 » 500 | 5.1о | 5 | |
5.16 | 8 | ||
» 500 » 800 | 5.1о | 6 | |
5.16 | 10 |
5.1. Точность 1шлшфической внутренней поверхности образца-втулки:
а) круглость;
б) профиль продольного сечения
Метод измерения
Проверку производят при помощи измерительных приборов для контроля диаметров отверстий. Опслонение от круглости определяют по ГОСТ 25889.1.
Отклонение от профиля продольного сечения определяют как наибольшее расстояние от точек образующих реальной поверхности, лежащих в плоскости, проходящей через ось, до соответствующей стороны прилегающего профиля, измеренное в любом продольном сечении образца.
5.2. Шероховатость обработанной цилиндрической внутренней поверхности образца-втулки:
а) хонингованного отверстия;
б) притертого отверстия
Таблица 7
Наибольший номинальный диаметр обрабатываемого отверстия. ММ | Номер проверки | Шероховатость Да в мкм, по ГОСТ 2789, для станков класса точности | |
Н | п | ||
До 32 | 5.2а | 0,2 | 0,1 |
5.25 | |||
Св. 32 » 50 | 5.2x7 | 0,25 | 0,125 |
5.25 | — | ||
• 50 » 80 | 5.2а | 0,32 | 0.16 |
5.25 | |||
• 80» 125 | 5.2x7 | 0,4 | 0,32 |
5.25 | |||
• 125 » 320 | 5.2x7 | 0,5 | |
5.25 | |||
» 320 • 800 | 5.2x7 | 0,63 | — |
5.25 | — |
Метод измерения
Шероховатость проверяют универсальными средствами для контроля шероховатости в отверстиях. Для образца-втулки из чугуна допускается шероховатость обработанной цилиндрической внутренней поверхности в два раза больше указанной в табл. 7.
5.1, 5.2. (Измененная редакция, Изм. № 2).
С. 6 ГОСТ 2041-78
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
О.М. Гельфельдт, канд. техн, наук; С.С. Кедров, канд. техн, наук; Н.П. Семченкова; Г.М. Левина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.04.78 № 1011
3. ВЗАМЕН ГОСТ 2041—69
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД. на который дана ссылка
Номер пункта, подпункта
ГОСТ 8-82
2
ГОСТ 2789-73
5.2
ГОСТ 22267-76
2
ГОСТ 25889.1—83
5.1
5. Ограничение срока действия снято по протоколу № 3—93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5—6—93)
6. ПЕРЕИЗДАНИЕ (март 1998 г.) с Изменениями № 1, 2, утвержденными в ноябре 1983 г., июле 1987 г. (ИУС 2-84, 11-87)
Редактор ВНКопысоб Технический редактор О.Н.Власова Корректор М.С.Кабашова Компьютерная верстка А. И. Золота ревой
Изд. лиц. № 021007 от 10.08.95. Сдано в набор 15.04.98. Подписано в печать 15.05.98. Усл.печл. 0,93. Уч.-имл. 0,65. Тираж 140 экз. С 573. Зак. 396
ИПК Издательство стандартов, 107076, Москва, Колодезный пер., 14
Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип. “Московский печатник”, Москва, Лялин пер., 6
Плр N? 080102
{kind=link}