ГОСТ 9505-73
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ХОНИНГОВАЛЬНЫЕ И ПРИТИРОЧНЫЕ ВЕРТИКАЛЬНЫЕ
ОСНОВНЫЕ РАЗМЕРЫ
Ишиме официальное
БЗ 5-98
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
ГОСТ 9505-73
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.03.73 № 640
3. ВЗАМЕН ГОСТ 9505-60
4. Стандарт соответствует СТ СЭВ 5940—87 в части тмноразмервого ряда хонинговальных вертикальных станков: 20; 32; 50; 80; 125; 200; 320; 500; 800 в соответствии со специализацией СССР
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД. на который дана ссылка
Номер пункта
9
6
2,8
ГОСТ 1574-91 ГОСТ 25379-82
ГОСТ 25557-82
6. Постановлением Госстандарта от 19.01.84 № 231 снято ограничение срока действия
7. ПЕРЕИЗДАНИЕ (декабрь 1998 г.) с Изменениями № 1, 2, 3, 4, утвержденными в ноябре 1979 г., январе 1984 г., нюне 1988 г., октябре 1990 г. (ИУС 1—80, 5—84, 9—88, 1—91)
Редактор М.И.Максимова Технический редактор В.Н.Прусакова Корректор Р.А. Матова Компьютерная верстка АН. Золотаревой
Изд. лиц. № 021007 от 10.08.95. Сдано в набор 30.12.98. Подписано в печать 28.01.99 Усл.печл. 0,47. Уч.-иэдл. 0,32. Тираж 121 экз. С 1770. Зак. 59.
ИПК Издательство стандартов, 107076, Москва, Колодезный пер., 14 Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип. “Московский печатник", Москва, Лялии пер . 6 Плр № 080102
УДК 621.923.52.06-111.1:006.354
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ХОНИНГОВАЛЬНЫЕ И ПРИТИРОЧНЫЕ ВЕРТИКАЛЬНЫЕ
ГОСТ 9505-73
Основные размеры
Grinding and lapping (honing) vertical machine. Main dimensions
Дата введена* 01.01.74
1. Настоящий стандарт распространяется на вертикальные шлифовально-притирочные (хонинговальные) станки одношпиндельные.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 4).
2. Основные размеры станков должны соответствовать указанным на чертеже и в таблице.
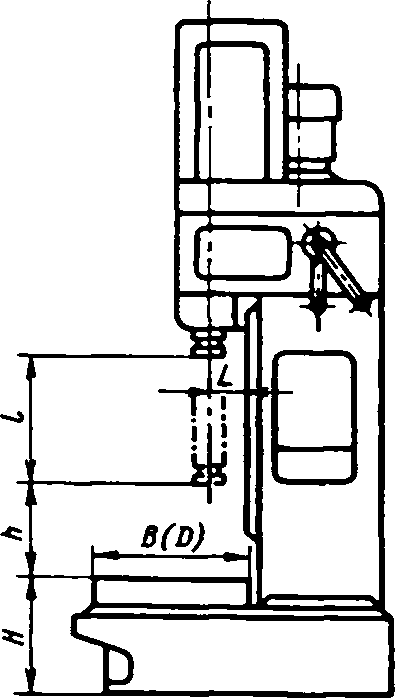
Примечание. Чертеж не определяет конструкцию станков.
Издаике официальное
★
С. г ГОСТ 9505-73
мм
Наямепомшм основных размеров | Величины | |||||||
Наибольший диаметр обрабатываемого отверстия | 20 32 | 50 | 80 | 125 | 200 | 320 | 500 | 800 |
Наибольший ход / шпинделя (шпиндельной головки) | 200 | 320 | 500 | 800 | 1250 | 2000 | 3150 | |
Расстояние Л от торца шпинделя в нижнем положении до рабочей поверхности стола, не более | 560 | 900 | 1120 | 1400 | 1800 | 2240 | 2800 | |
Расстояние L от оси шпинделя до колонны, не менее | 140 | 180 | 280 | 360 | 450 | 560 | — | |
Размер В (D) стола | 400; 560 | 560; 800 (500) | 560; 800 | 1000 | — | |||
Размер внутреннего конуса шпинделя по ГОСТ 25557 | Морзе | Метрический | ||||||
2 | 3 | 4 | 5 | 6 | 80 | 120 | ||
Расстояние Н <ут нижней плоскости основания станка до рабочей поверхности стола (плиты), не более | 900 | — | — |
Примечания
1. Размер (500) не предпочтителен.
2. При проектировании станков с ЧПУ числовые значения главного параметра (наибольшего диаметра обрабатываемого отверстия) следует выбирать из этой же таблицы.
(Измевеявая редакция, Изм. № 2, 4).
3. Наименьший диаметр обрабатываемого отверстия изделия должен быть не более 0,25 наибольшего диаметра.
4. Допускается изготовление притирочных станков на базе шлифовально-притирочных (хонинговальных) с наибольшими размерами обрабатываемого отверстия: 20, 32, 50, 80 н 125 мм с диаметром притираемого отверстия, уменьшенным в 1,6 раза.
(Измевеявая редакция, Изм. № 2).
5. Допускается изменение наибольшего хода шпинделя (шпиндельной головки) по ряду Ra 10 в сторону уменьшения и увеличения, по сравнению с указанным в таблице.
6. Допускается изменение присоединительной поверхности шпинделя для крепления хвостовика хонинговальной головки на цилиндрическую 20, 25, 32, 40, 63 и 80 по ГОСТ 25379 вместо соответственно конической — Морзе 2, 3, 4, 5, 6 и метрической 80.
(Измевеявая редакция, Изм. № 2).
7. Станки могут изготовляться с отверстием в столе для пропуска длинных изделий в колодцы
8. В станках с наибольшим диаметром обрабатываемого отверстия 80 и 125 мм допускается применять размер внутреннего конуса шпинделя Морзе 5 по ГОСТ 25557.
(Измененная редакция, Изм. № 2).
9. Расположение и расстояние между Т-образными пазами прямоугольных столов по ГОСТ 1574, Т-образные пазы по ГОСТ 1574.
{kind=link}