МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ 25889.3— 2024
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
Методы проверки перпендикулярности двух плоских поверхностей образца-изделия
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ 25889.3—2024
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным бюджетным образовательным учреждением высшего образования «Уфимский университет науки и технологий» (УУНиТ) и Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «Институт стандартизации»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 «Станки»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 июля 2024 г. № 175-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166)004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджи кета нда рт |
Узбекистан | uz | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 1 августа 2024 г. № 1010-ст межгосударственный стандарт ГОСТ 25889.3—2024 введен в действие в качестве национального стандарта Российской Федерации с 3 февраля 2025 г.
5 ВЗАМЕН ГОСТ 25889.3—83
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© Оформление. ФГБУ «Институт стандартизации», 2024
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ 25889.3—2024
Введение
Целью настоящего стандарта является стандартизация методов проверки перпендикулярности двух плоских поверхностей образцов-изделий после их обработки при испытаниях металлорежущих станков на точность, а также стандартизация формы, основных размеров и проверяемых сечений образцов-изделий, используемых для проверки перпендикулярности.
Ill
ГОСТ 25889.3—2024
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
Методы проверки перпендикулярности двух плоских поверхностей образца-изделия
Metal-cutting machine tools.
Methods of checking specimen two flat surfaces for squareness
Дата введения — 2025—02—03
1 Область применения
Настоящий стандарт распространяется на методы проверки перпендикулярности двух плоских поверхностей образца-изделия, а также на основные размеры образцов-изделий, используемых для проверки. Допускается заменять прилегающие плоскости прилегающими прямыми, лежащими в заданном сечении.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ 25443 Станки металлорежущие. Образцы-изделия для проверки точности обработки. Общие технические требования
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Форма, основные размеры и проверяемые сечения образца-изделия
Образцом-изделием является экземпляр конкретного изделия, используемого при испытаниях металлорежущих станков на точность.
3.1 Общие технические требования к образцам-изделиям
Общие технические требования к образцам-изделиям — по ГОСТ 25443.
Формы и размеры образца-изделия приводятся в стандартах на нормы точности и в технических условиях на конкретные типы станков.
3.2 Количество и расположение проверяемых сечений образца-изделия
Количество и расположение проверяемых сечений должны устанавливаться в зависимости от формы и размеров образца-изделия в стандартах на нормы точности и в технических условиях на
Издание официальное
1
ГОСТ 25889.3—2024
конкретные типы станков. Если такие указания отсутствуют, то проверку перпендикулярности прямоугольных поверхностей следует проводить в сечениях, указанных на рисунке 1, расположение которых должно соответствовать условиям, приведенным в таблицах 1 и 2.
Если обработанная прямоугольная поверхность образца-изделия разделена пазами на ряд обрабатываемых продольных полос, то проверяемые сечения должны быть расположены в середине обработанных продольных полос.
3.3 Основные размеры специального проверочного приспособления
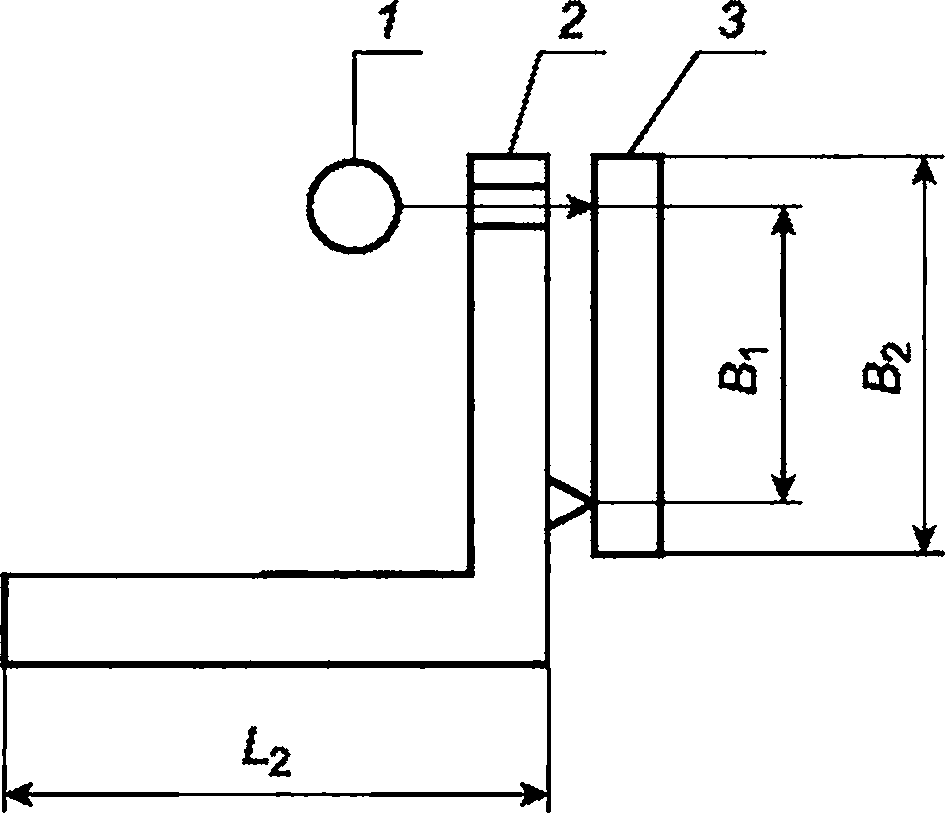
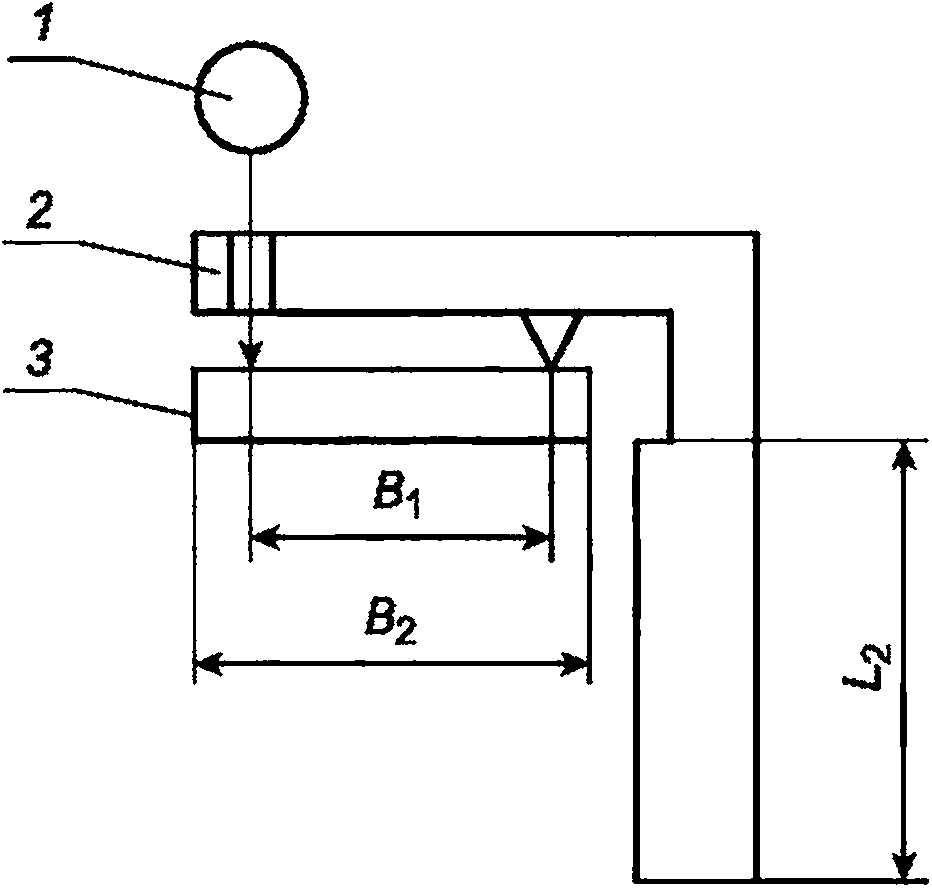
Основные размеры специального проверочного приспособления выбираются в соответствии со стандартами на нормы точности и техническими условиями на конкретные типы станков. Если эти указания отсутствуют, то рекомендуемые основные размеры, указанные на рисунках 2 или 3, приведены в таблице 3.
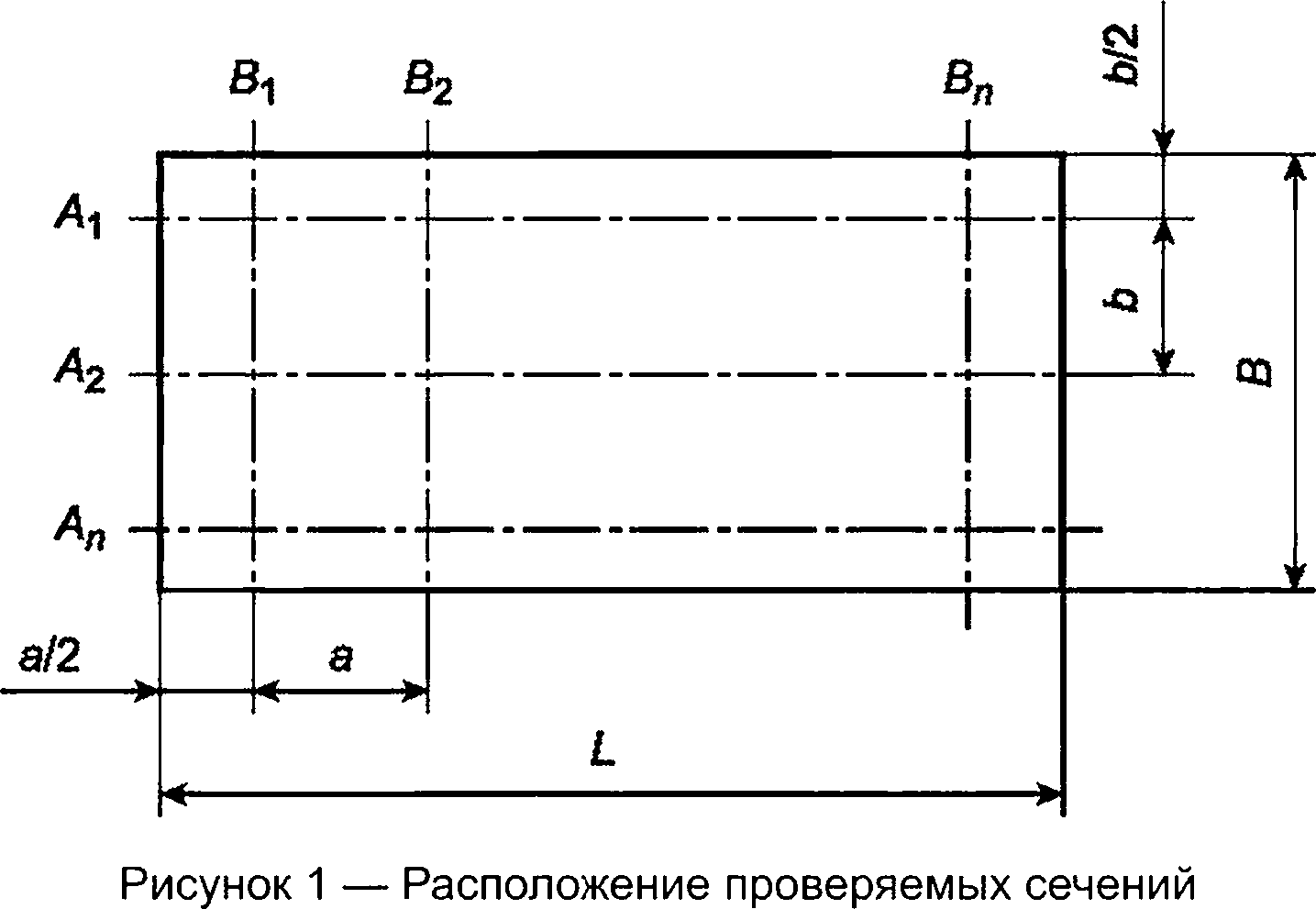
Таблица 1 — Размеры расположения проверяемых поперечных сечений
Длина проверяемой поверхности L, мм | Расположение проверяемых поперечных сечений В^, В2,...Вп |
До 200 Св. 200 | Среднее поперечное сечение, а = L/2 а = L/5, но не менее 80 мм |
Таблица 2 — Размеры расположения проверяемых продольных сечений
Ширина проверяемой поверхности В, мм | Расположение проверяемых продольных сечений Аг А2,... Ап |
До 200 Св. 200 » 630 » 630 | Среднее продольное сечение, b = BI2 ь = в/з Ь = В14 |
Таблица 3 — Основные размеры специального проверочного приспособления
Размеры в миллиметрах
Размер короткой поверхности образца-изделия | Длина В2 поворотной поверочной линейки | Минимальная длина L2 прикладываемой поверхности длинного плеча углового держателя | Расстояние измерения Bi |
До 60 | 60 | 100 | 50 |
Св. 60 » 100 | 120 | 200 | 100 |
»100 » 160 | 160 | 300 | 100 |
» 160 » 250 | 250 | 400 | 200 |
» 250 » 400 | 400 | 630 | 300 |
» 400 | 630 | 1000 | 500 |
2
ГОСТ 25889.3—2024
4 Методы проверки
4.1 Общие требования к методам проверки
Общие требования к методам проверки — по ГОСТ 8.
4.2 Методы проверки перпендикулярности двух плоских поверхностей образца-изделия
Проверку следует проводить одним из следующих методов:
Метод 1. Проверка с помощью специального проверочного приспособления, устанавливаемого на поверочной плите.
Метод 2. Проверка с помощью специального проверочного приспособления, прикладываемого к образцу-изделию.
Метод 3. Проверка с помощью цилиндрического угольника, средства измерений линейных размеров, поверочной линейки и поверочной плиты.
4.3 Общая последовательность выполнения проверки
При проверке следует положить образец-изделие длинной проверяемой поверхностью на поверочную плиту, в данном случае как прилегающую плоскость, а к короткой проверяемой поверхности приложить поверочную линейку, в данном случае как прилегающую прямую, или приложить к длинной проверяемой поверхности длинное плечо углового держателя специального приспособления, а к короткой проверяемой поверхности — поверочную линейку, в данном случае как прилегающие прямые.
4.4 Проверка поверхностей с отклонением в сторону выпуклости между образцом-изделием и поверочной плитой
При проверке поверхностей с отклонением в сторону выпуклости между образцом-изделием и поверочной плитой следует установить три концевые плоскопараллельные меры длины, а между образцом-изделием и поверочной линейкой или длинным плечом углового держателя — две концевые плоскопараллельные меры длины одинакового размера.
Расположение плоскопараллельных концевых мер длины выбирают в соответствии со стандартами на нормы точности и техническими условиями конкретных типов станков. Если эти указания отсутствуют, то расстояние от края поверхности до концевой меры принимается приблизительно равным 0,1L, где L — заданная длина измерения.
4.5 Проведение проверок по методам 1 и 2
Средства проверки: поверочная плита и специальное проверочное приспособление, схема которого приведена на рисунке 2 (метод 1), специальное проверочное приспособление, схема которого приведена на рисунке 3 (метод 2).
Ось поворота линейки приспособления должна быть расположена в пределах проверяемой поверхности.
1 — средство измерений линейных размеров (например, индикатор); 2 — угловой держатель; 3 — поворотная поверочная линейка
Рисунок 2 — Схема специального проверочного приспособления, устанавливаемого на поверочной плите (метод 1)
3
ГОСТ 25889.3—2024
1 — средство измерений линейных размеров (например, индикатор); 2 — угловой держатель; 3 — поворотная поверочная линейка
Рисунок 3 — Схема специального проверочного приспособления, прикладываемого к образцу-изделию (метод 2)
Схемы проверок указаны на рисунке 4 (метод 1) и на рисунке 5 (метод 2).
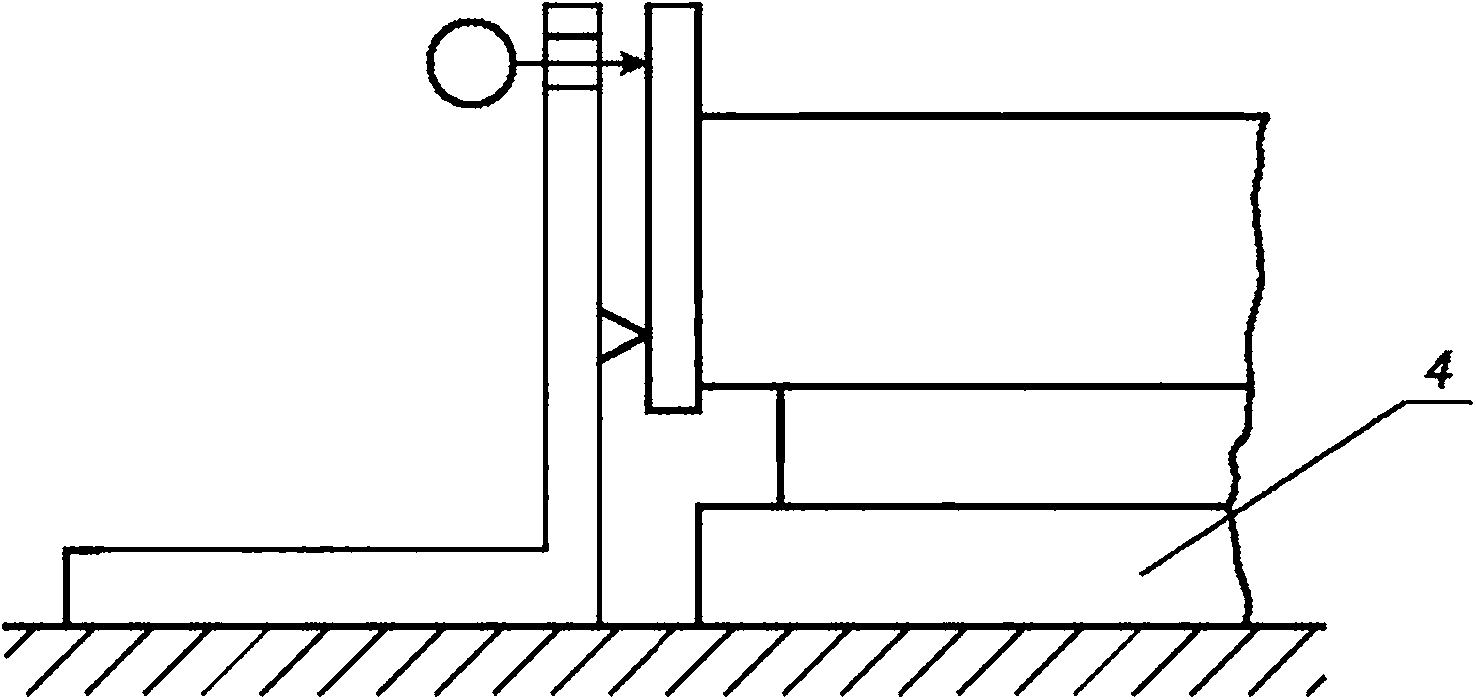
4 — образец-изделие
Рисунок 4 — Схема проверки с помощью специального проверочного приспособления, устанавливаемого на поверочной плите (метод 1)
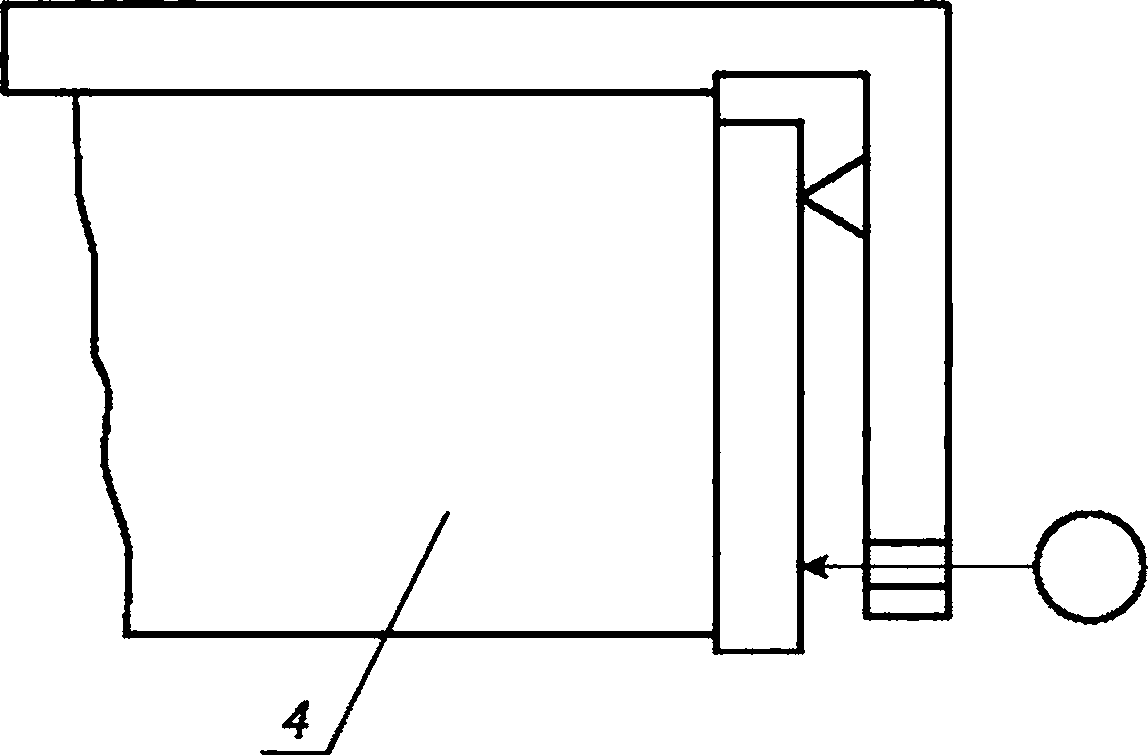
4 — образец-изделие
Рисунок 5 — Схема проверки с помощью специального проверочного приспособления, прикладываемого к образцу-изделию (метод 2)
Перед началом проверки образца-изделия определяют показания средства измерений линейных размеров проверочного приспособления по эталону перпендикулярности как указано на рисунке 6 (метод 1) и на рисунке 7 (метод 2) и принимают его за исходную (базовую) величину при последующих расчетах по результатам проверки.
4
ГОСТ 25889.3—2024
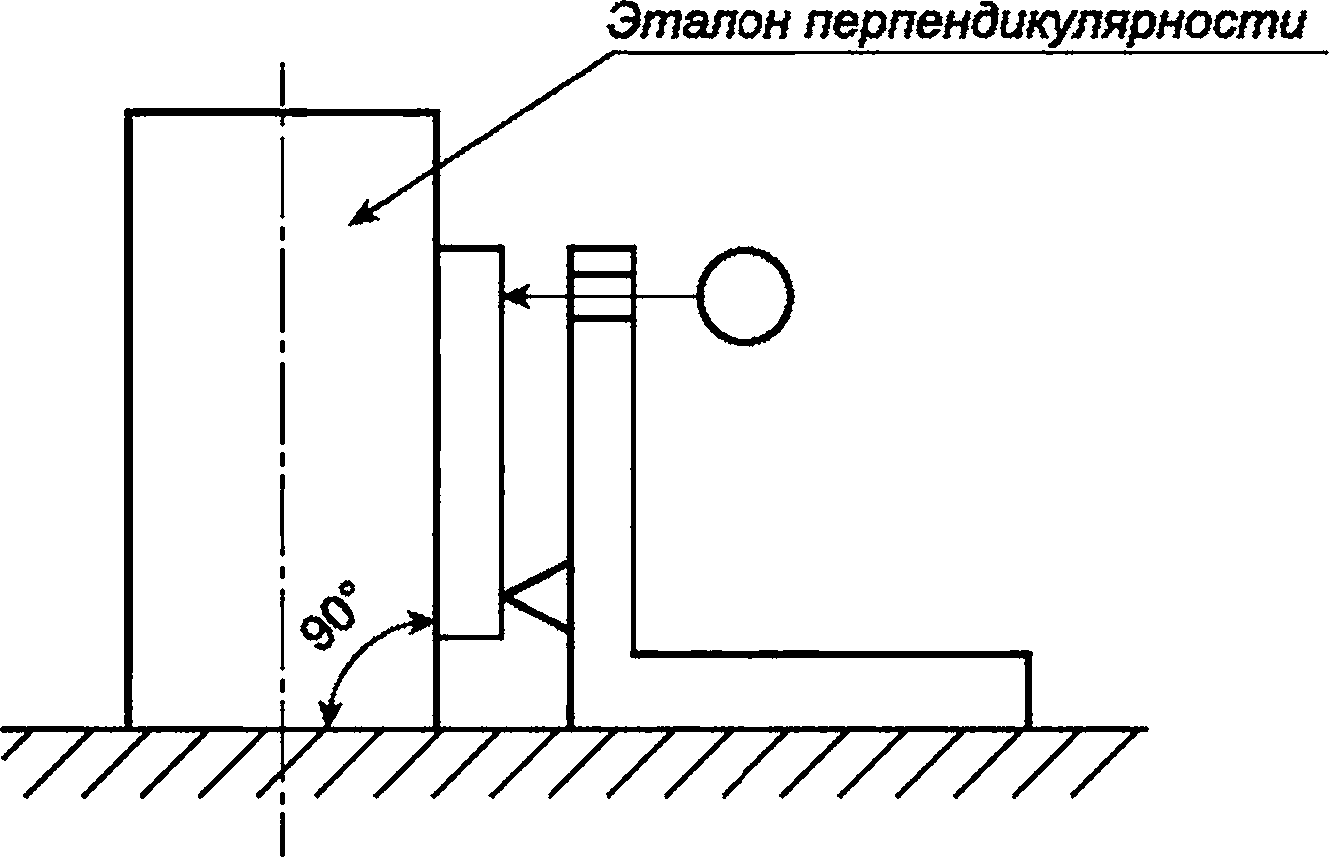
Рисунок 6 — Определение показания средства измерений линейных размеров проверочного приспособления по эталону перпендикулярности (метод 1)
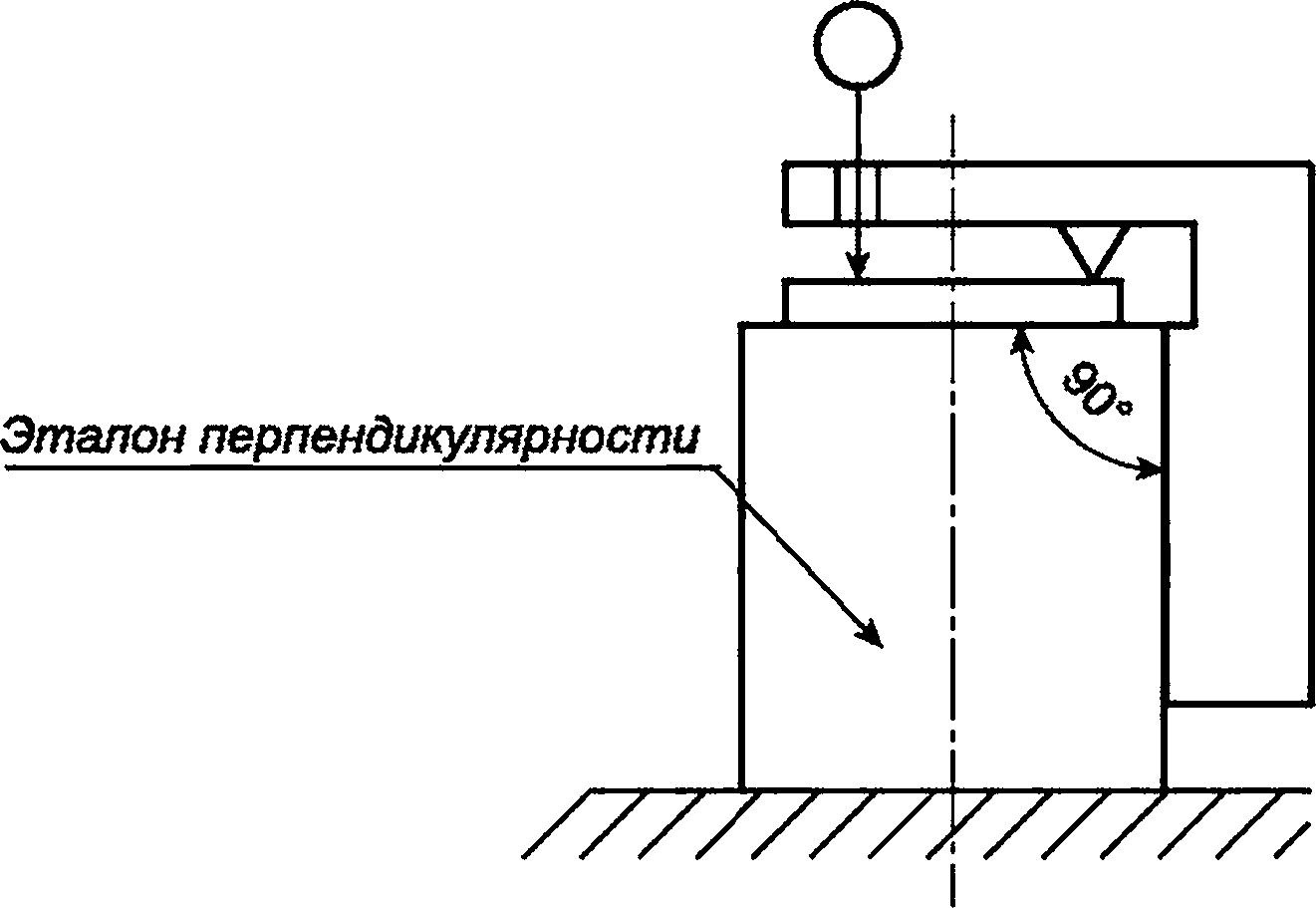
Рисунок 7 — Определение показания средства измерений линейных размеров проверочного приспособления по эталону перпендикулярности (метод 2)
При проведении проверки по методу 1 образец-изделие длинной стороной устанавливают на поверочной плите, как указано в 4.3 и 4.4. Специальное проверочное приспособление устанавливают длинным плечом углового держателя 2 на поверочную плиту, а поворотную поверочную линейку 3 прикладывают к короткой стороне образца-изделия 4. В случае необходимости между длинным плечом углового держателя и поверочной плитой устанавливаются плоскопараллельные меры длины.
При проведении проверки по методу 2 специальное проверочное приспособление прикладывают длинным плечом углового держателя 2 к длинной проверяемой поверхности образца-изделия 4, а поворотную поверочную линейку 3 прикладывают к короткой проверяемой поверхности, как указано в 4.3 и 4.4.
Измерения проводят последовательно в сечениях, установленных в 3.3.
4.6 Оценка результатов проверки по методам 1 и 2
Для каждого проверяемого сечения вычисляют алгебраическую разность между показанием средства измерений линейных размеров при измерении образца-изделия и исходным показанием средства измерений линейных размеров по эталону.
Отклонение от перпендикулярности определяют, как наибольшую разность указанных величин на заданной длине измерения в проверяемых сечениях для каждого заданного направления.
Пример — При проверке образца-изделия специальным приспособлением с В^ = 300 мм получено измеренное значение в среднем сечении 42 мкм, исходное измеренное значение по эталону перпендикулярности равно 8 мкм.
Отклонение от перпендикулярности проверяемых поверхностей образца-изделия равно:
42 - 8 = 34 мкм на длине 300 мм.
5
ГОСТ 25889.3—2024
4.7 Проведение проверки по методу 3
Средства проверки: средство измерений линейных размеров, поверочная линейка, поверочная плита, держатель средства измерений линейных размеров, цилиндрический угольник.
Схема проверки указана на рисунке 8.
4 5
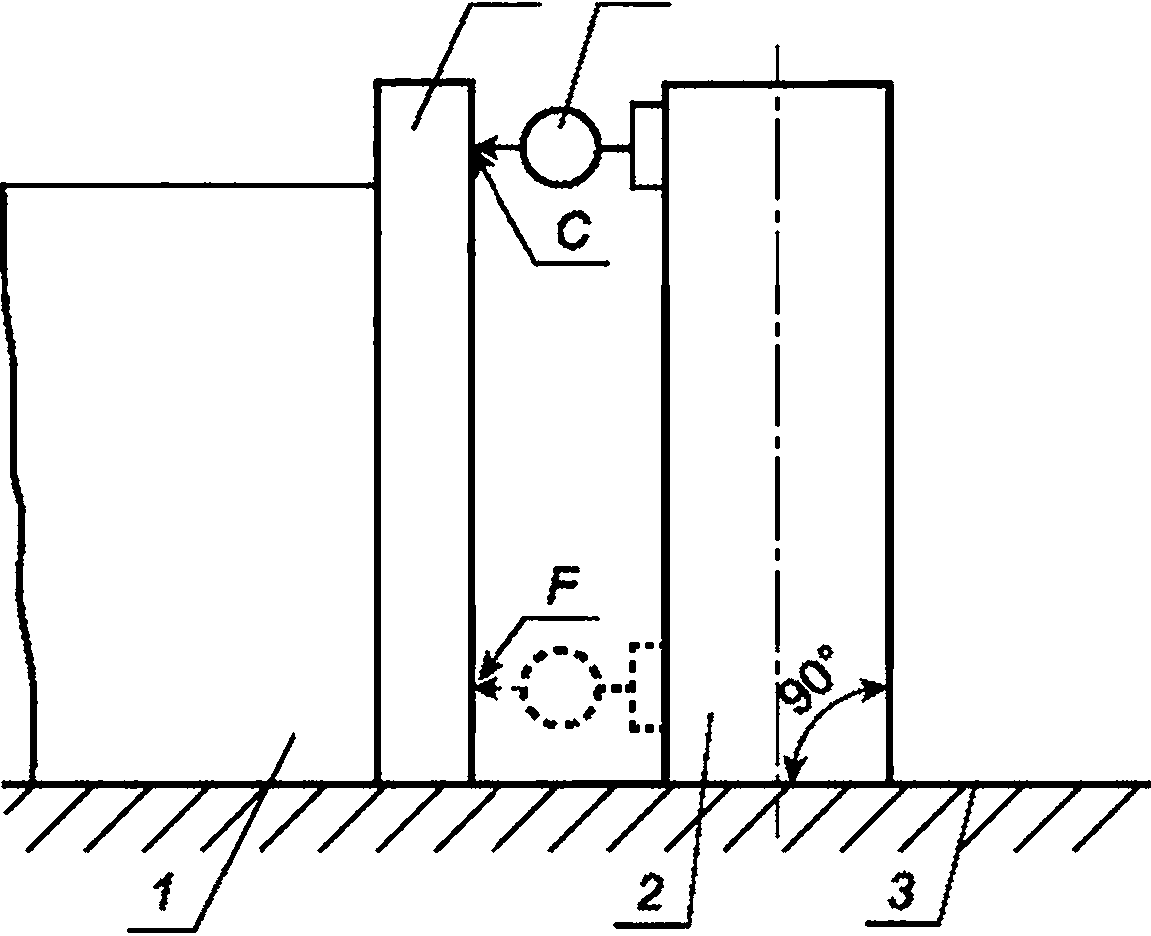
1 — образец-изделие; 2— цилиндрический угольник; 3 — поверочная плита; 4 — поверочная линейка; 5 — средства измерений линейных размеров
Рисунок 8 — Схема проверки с помощью цилиндрического угольника, средства измерений линейных размеров, поверочной линейки и поверочной плиты
Образец-изделие 1 и цилиндрический угольник 2 устанавливают на поверочной плите 3. Поверочную линейку 4 прикладывают к проверяемой поверхности образца-изделия 1, как указано в 4.3 и 4.4. Средства измерений линейных размеров 5 располагают так, чтобы измерительный наконечник касался поверочной линейки 4 в точках измерения С и F.
6
ГОСТ 25889.3—2024
УДК 621.9.08:006.354 МКС 25.080.10
Ключевые слова: станки металлорежущие, точность, проверка точности, образец-изделие, отклонение от перпендикулярности
7
Редактор Е.Ю. Митрофанова Технический редактор И.Е. Черепкова Корректор И.А. Королева Компьютерная верстка И.А. Налейкиной
Сдано в набор 06.08.2024. Подписано в печать 08.08.2024. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 1,40. Уч.-изд. л. 1,18.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}