МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ
25889.1
2024
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
Методы проверки круглости образца-изделия
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ 25889.1—2024
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным бюджетным образовательным учреждением высшего образования «Уфимский университет науки и технологий» (УУНиТ) и Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «Институт стандартизации»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 «Станки»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 апреля 2024 г. № 172-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Госстандарт |
Таджикистан | TJ | Таджи кета н да рт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 31 мая 2024 г. № 687-ст межгосударственный стандарт ГОСТ 25889.1—2024 введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2024 г.
5 ВЗАМЕН ГОСТ 25889.1—83
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© Оформление. ФГБУ «Институт стандартизации», 2024
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ 25889.1—2024
Введение
Целью настоящего стандарта является стандартизация методов проверки круглости образцов-изделий после их обработки при испытаниях металлорежущих станков на точность, а также стандартизация формы и основных размеров образцов-изделий, используемых для проверки круглости.
Ill
ГОСТ 25889.1—2024
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
Методы проверки круглости образца-изделия
Metal-cutting machine tools. Methods of checking specimens for circularity
Дата введения — 2024—11—01
1 Область применения
Настоящий стандарт распространяется на методы проверки круглости образцов-изделий после их обработки при испытаниях металлорежущих станков на точность, а также на форму и основные размеры образцов-изделий, используемых для проверки круглости.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ 25443 Станки металлорежущие. Образцы-изделия для проверки точности обработки. Общие технические требования
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Форма и основные размеры образца-изделия
Образцом-изделием является экземпляр конкретного изделия, используемого при испытаниях металлорежущих станков на точность.
3.1 Общие технические требования к образцам-изделиям
Общие технические требования к образцам-изделиям — по ГОСТ 25443.
3.2 Форма образца-изделия
Форма образца-изделия — в соответствии с рисунком 1.
Допускается использование образца-изделия цилиндрической формы без вырезов между проверяемыми сечениями (формы прутка или трубы).
Издание официальное
1
ГОСТ 25889.1—2024
II III
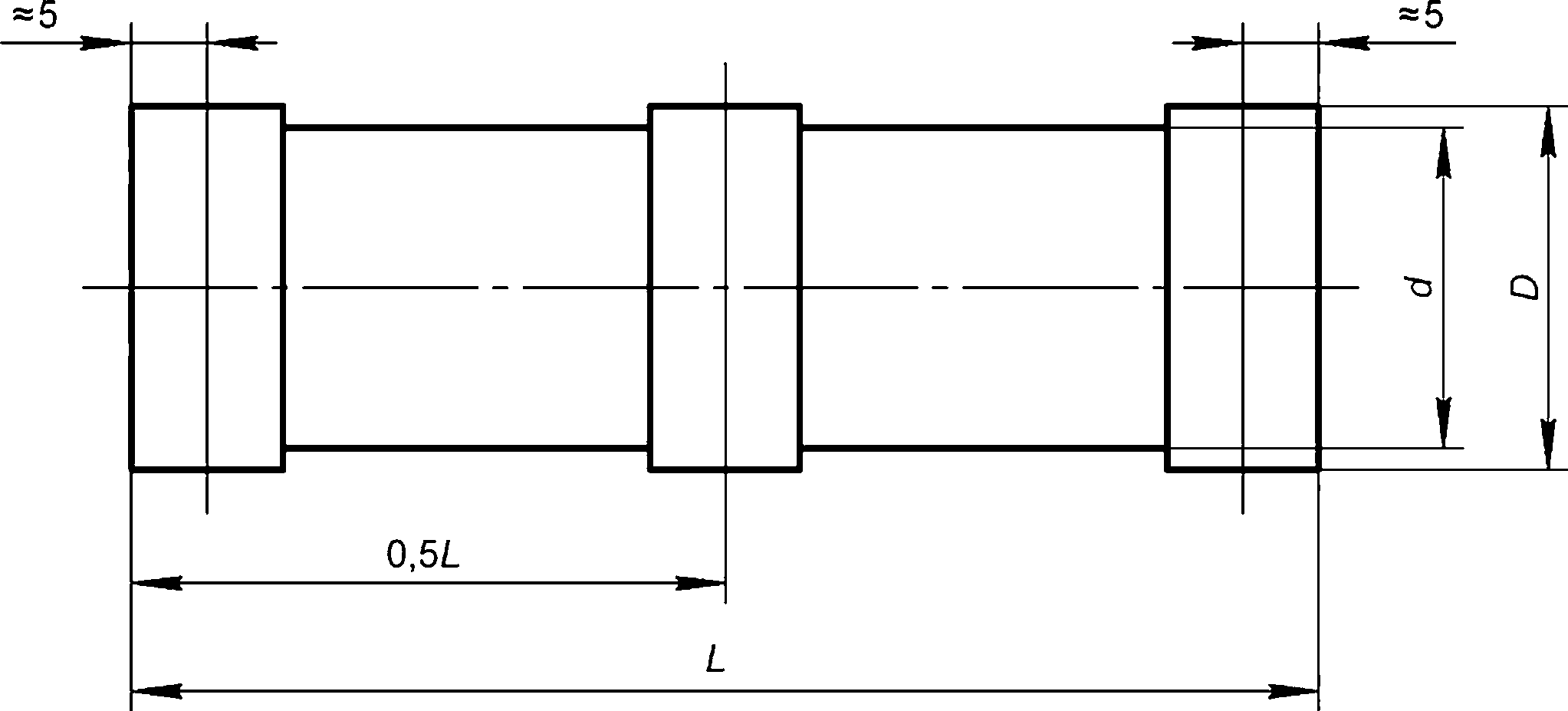
Рисунок 1 — Форма образца-изделия
3.3 Основные размеры образца-изделия
Основные размеры образца-изделия приведены в таблице 1.
В настоящем стандарте размеры наименьшего диаметра образца d, габаритов вырезов между проверяемыми сечениями, внутреннего диаметра трубы при использовании соответствующего образца-изделия не нормируются и назначаются в каждом конкретном случае с учетом обеспечения надлежащей жесткости образца-изделия.
Таблица 1 — Основные размеры образца-изделия
Диаметр образца-изделия D, мм | Длина образца-изделия L, мм | Количество проверяемых сечений |
От 5 до 10 включ. | L<2D | 1 |
2D<L<5D | 2 | |
L>5D | 3 | |
Св. 10 до 100 включ. | L<2D при L < 50 | 1 |
L<2D при L> 50 | 2 | |
2D < L<3D при L < 100 | 2 | |
2D < L<3D при L>100 | 3 | |
L> 3D при L < 100 | 2 | |
L> 3D при L > 100 | 3 | |
Св. 100 | L<D | 1 |
L>D | 3 |
4 Методы проверки
4.1 Общие требования к методам проверки
Общие требования к методам проверки — по ГОСТ 8.
4.2 Методы проверки отклонений от круглости
Проверку проводят с помощью средств измерений для определения отклонений от круглости (кругломеров, измерителей круглости и др.). Проверку следует проводить одним из следующих методов:
- метод 1. Проверка с помощью средства измерений для определения отклонений от круглости, в котором круговое движение совершает измерительный наконечник средства измерений;
2
ГОСТ 25889.1—2024
- метод 2. Проверка с помощью средства измерений для определения отклонений от круглости, в котором круговое движение совершает рабочий орган средства измерений с установленным образцом-изделием.
4.3 Выверка образца-изделия
До начала проверки следует совместить ось образца-изделия с осью поворота измерительного наконечника средства измерений (метод 1) или с осью поворота рабочего органа средства измерений для установки образца-изделия (метод 2) в соответствии с руководством по эксплуатации средства измерений.
4.4 Позиционирование измерительного наконечника средства измерений
При проведении измерений измерительный наконечник средства измерений должен постоянно касаться профиля образца-изделия в проверяемом сечении.
4.5 Установление количества и расположения проверяемых сечений образца-изделия
Количество и расположение проверяемых сечений должны быть установлены в стандартах на нормы точности и в технических условиях на конкретные типы станков. Если такие указания отсутствуют, то измерения следует проводить в сечениях, обозначенных на рисунке 1. При этом количество сечений следует принимать по таблице 1. При проверке только по одному сечению последнее должно находиться на расстоянии, равном 0,5L.
При проверке по двум сечениям измерения следует проводить в крайних сечениях I и III (см. рисунок 1).
4.6 Схемы и порядок проведения проверок методами 1 и 2
Схемы проверок изображены на рисунках 2 (метод 1) и 3 (метод 2).
Образец-изделие 1 и средство измерений 2 устанавливают в положение, необходимое для проведения измерения. Образец-изделие выверяют согласно 4.3.
Измерения проводят последовательно в сечениях, установленных в 4.5.
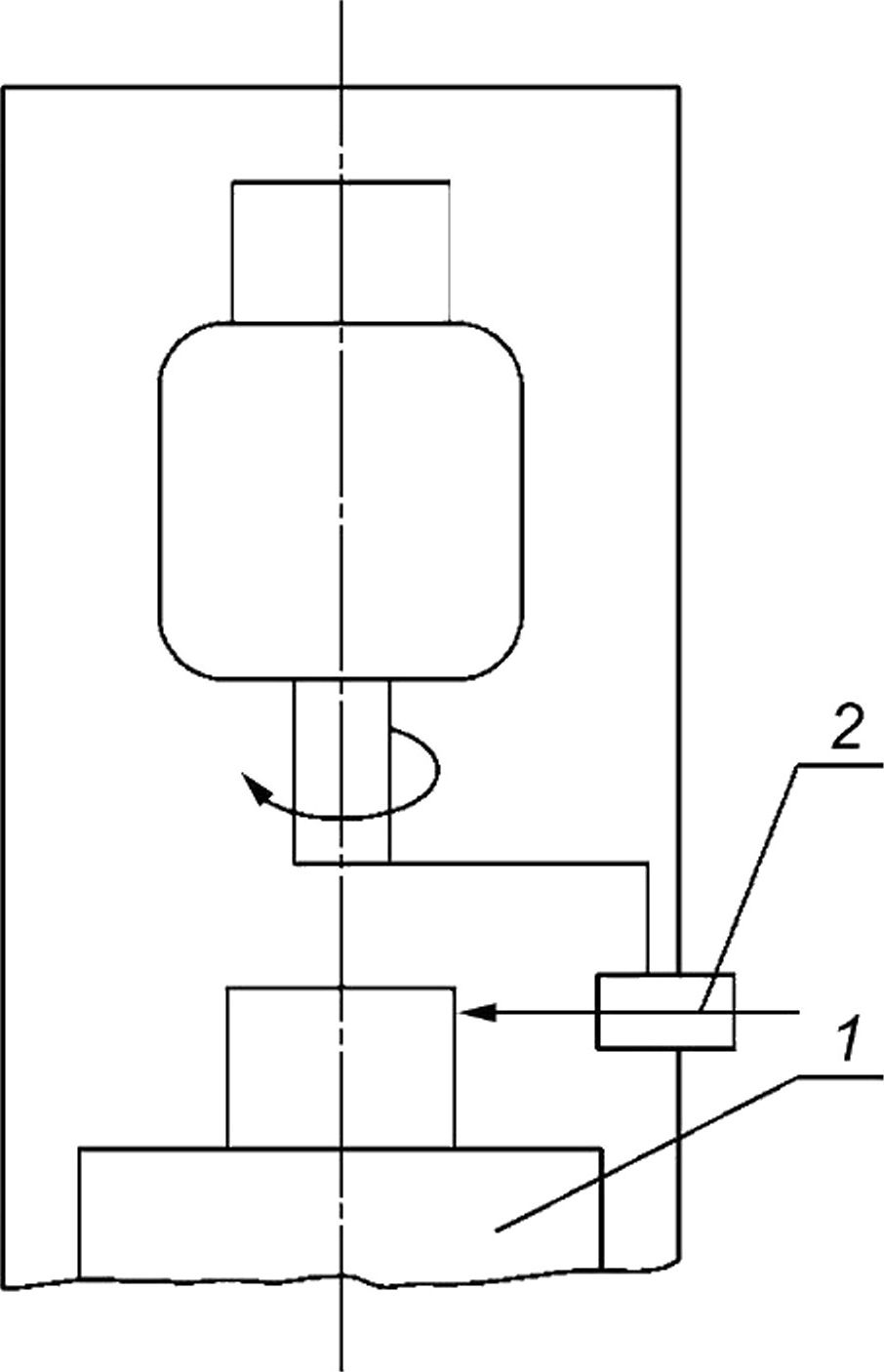
Рисунок 2 — Проверка, при которой круговое движение совершает измерительный наконечник средства измерений
3
ГОСТ 25889.1—2024
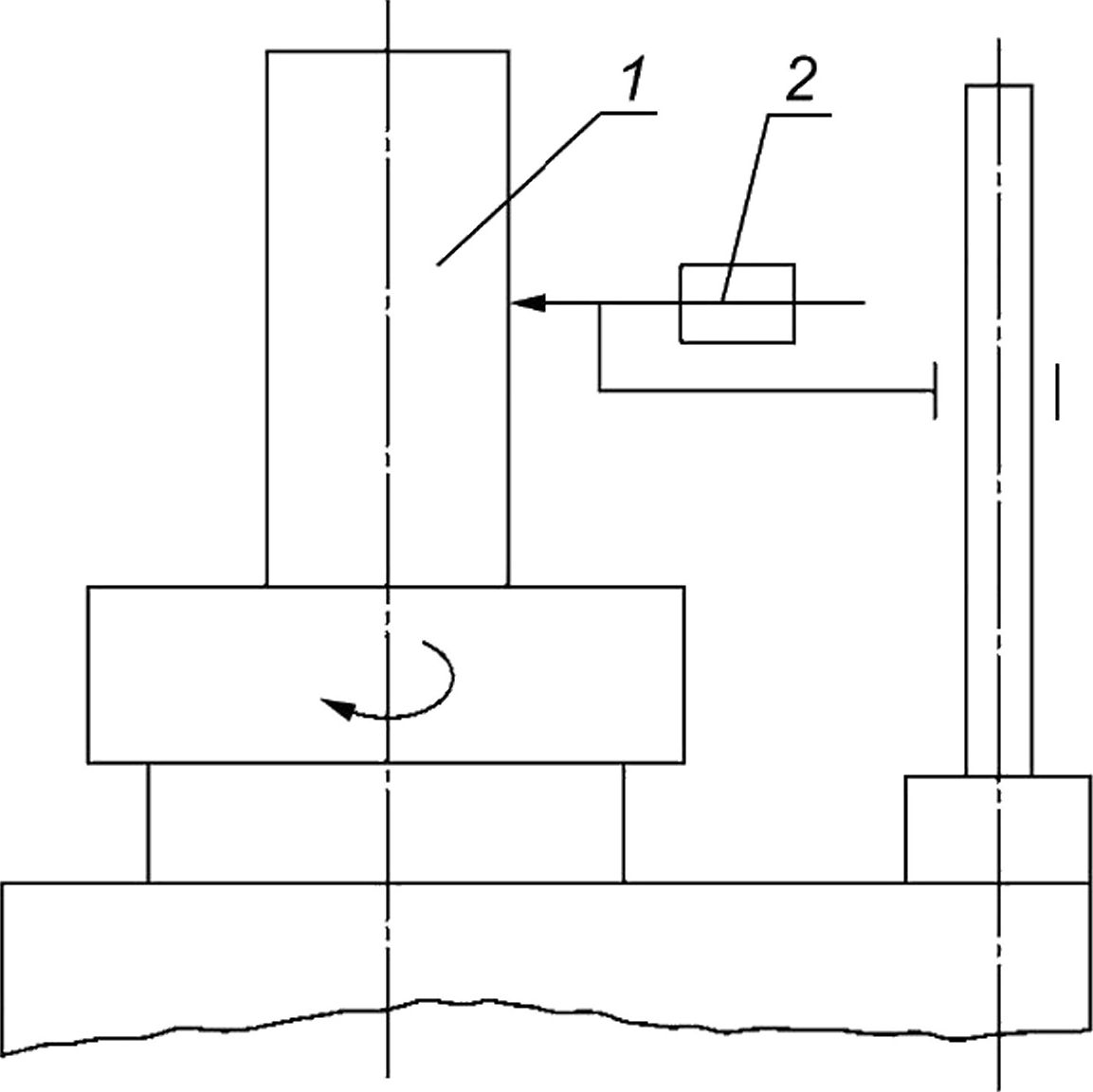
Рисунок 3 — Проверка, при которой круговое движение совершает рабочий орган средства измерений с установленным образцом-изделием
При проведении проверки по методу 1 измерительный наконечник средства измерений поворачивается относительно образца-изделия на 360°, по методу 2 — образец-изделие поворачивается на 360°.
4.7 Оценка результатов проверки по методам 1 и 2
В зависимости от конструкции и степени автоматизации применяемого средства измерений отклонение от круглости допускается рассчитывать с помощью программного обеспечения средства измерений, определять на основе вычерченных средством измерений диаграмм или на основе непосредственных показаний средства измерений.
Из диаграмм в каждом из проверяемых сечений определяют наибольшее расстояние по нормали между реальным профилем и прилегающей окружностью с учетом выбранного масштаба увеличения.
Отклонение от круглости проверяемого сечения определяется как геометрическая величина, равная наибольшему расстоянию от точек реального профиля до прилегающей окружности. Отклонение от круглости образца-изделия равно наибольшему отклонению от круглости всех проверяемых сечений.
4
ГОСТ 25889.1—2024
УДК 621.9.08:006.354 МКС 25.080.10
Ключевые слова: станки металлорежущие, точность, проверка точности, образец-изделие, круглость, отклонение от круглости
5
Редактор Е.В. Якубова
Технический редактор И.Е. Черепкова
Корректор Е.Д- Дульнева
Компьютерная верстка И.Ю. Литовкиной
Сдано в набор 14.06.2024. Подписано в печать 17.06.2024. Формат 60x84%. Гарнитура Ариал.
Усл. печ. л. 1,40. Уч-изд. л. 1,12.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}