ГОСТ 6946-84
(CT СЭВ 5938-87)
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОЛУАВТОМАТЫ ТОКАРНЫЕ МНОГОШПИНДЕЛЬНЫЕ
ГОРИЗОНТАЛЬНЫЕ ПАТРОННЫЕ
Основные параметры и размеры
Semi-automatic miltispindle horizontal chucking lathes.
Basic parameters and dimensions
ОКП 38 1114
Дата введения 1986-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
В.Д.Кришталь; А.А.Зверев; А.А.Котик; Г.Л.Ланда; А.Б.Невский; Л.Н.Срибный
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.06.84 N 2208
3. ВЗАМЕН ГОСТ 6946-70
4. Стандарт соответствует СТ СЭВ 5938-87 в части типоразмерного ряда полуавтоматов токарных многошпиндельных горизонтальных патронных: 100; 125; 160; 200; 250; 315 в соответствии со специализацией СССР
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 24351-80 | 3 |
6. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
7. ПЕРЕИЗДАНИЕ (август 1998 г.) с Изменением N 1, утвержденным в июне 1988 г. (ИУС 9-88)
1. Настоящий стандарт распространяется на токарные многошпиндельные горизонтальные патронные, кулачковые с поворотным шпиндельным блоком, полуавтоматы общего назначения, изготавливаемые для нужд народного хозяйства и экспорта.
2. Основные параметры и размеры полуавтоматов должны соответствовать указанным на чертеже и в таблице.
3. Концы шпинделей - по патронам ГОСТ 24351.
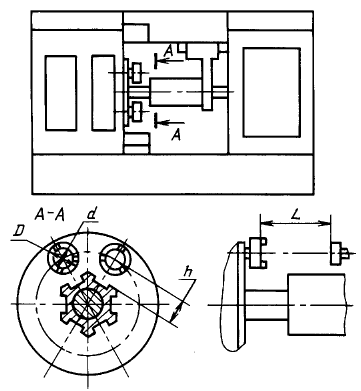
Примечание. Чертеж не определяет конструкцию полуавтоматов.
Размеры в мм
Наименование основных параметров и размеров | Нормы | |||||||||||||||||||
Наибольший диаметр | (80) | 100 | 125 | (130) | 160 | 200 | 250 | 315 | ||||||||||||
Наибольший диаметр | над центральной направляющей | (80) | 100 | (100) | 125 | (120) | 160 | (160) | 200 | (200) | 250 | (200) | 315 | |||||||
над продольным суппортом | 85 | 115 | 140 | 180 | 230 | 300 | ||||||||||||||
Количество шпинделей | (8) | 8 | (6) | (8) | 6 | 8 | (6) | (8) | 6 | 8 | (6) | (8) | 6 | 8 | (6) | 6 | 8 | (4) | 4 | |
Наибольший суммарный ход продольного суппорта, не менее | нормальное исполнение | (100) | 100 | (100) | (125) | 100 | (125) | (160) | 135 | (160) | (200) | 150 | (200) | 150 | (200) | 150 | ||||
исполнение с увеличенной длиной хода | 150 | 150 | 180 | 180 | 200 | 200 | 200 | 200 | ||||||||||||
Наибольшее расстояние | (160) | 160 | (160) | (200) | 160 | (200) | (250) | 200 | (250) | (320) | 250 | (320) | 320 | (320) | 320 | |||||
Расстояние | (52,5) | 45 | (52,5) | (60) | 60 | (60) | 75 | (80) | (100) | 95 | (100) | 120 | (100) | 155 | ||||||
Примечания:
1. Параметры, заключенные в скобки, при новом проектировании не применять.
2. Для продольных суппортов, грани которых являются направляющими подвижных элементов оснащения, размер не регламентируется.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1998
{kind=link}