ГОСТ 14359-69*
Группа Л29
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАСТМАССЫ
Методы механических испытаний. Общие требования
Plastics. Yesting methods. General requirements
of the methods of mechanical testing
Дата введения 1970-01-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 09.04.69 N 459 срок действия установлен с 01.01.70
* ПЕРЕИЗДАНИЕ (сентябрь 1993 г.) с Изменением N 1, опубликованным в мае 1978 г. (ИУС 5-78).
Настоящий стандарт распространяется на пластмассы и устанавливает общие требования к методам механических испытаний. Стандарт применяется при составлении описаний методов механических испытаний пластмасс, включаемых в Государственные стандарты и технические условия, а также инструкций по поверке аппаратуры, используемой для этих испытаний.
1. АППАРАТУРА
1.1. Для проведения механических испытаний аппаратуру выбирают в соответствии с требованиями, предусмотренными в стандартах или технических условиях на пластмассы и методы испытаний.
1.2. Для проведения механических испытаний должны использовать испытательные машины и приборы, полностью отвечающие требованиям, установленным в стандартах на их испытания, и инструкциям Госстандарта, что удостоверяется свидетельством о государственной поверке.
По назначению и способам проверки аппаратура для механических испытаний пластмасс разделяется на следующие группы:
разрывные и универсальные машины;
приборы для испытаний на удар;
приборы для определения твердости;
машины и приборы для испытания на усталость;
машины для испытания на длительную прочность, ползучесть и релаксацию;
машины для испытания на трение и износ;
приборы для термомеханических испытаний и определения хрупкости;
приборы для определения динамического модуля и механических потерь;
приборы для измерения деформаций.
1.3. Аппаратура должна иметь минимальную инерционность при установленных режимах испытаний. Инерционность оказывает влияние на способность аппаратуры достоверно фиксировать измеряемую величину при испытании. Инерционность характеризуют временем установления показания по п.1.4.
1.4. Время установления показания (в с) - минимальное время, в течение которого измеряемая величина фиксируется на указывающем или регистрирующем устройстве аппаратуры с погрешностью, не превышающей предусмотренную в стандартах или технических условиях на методы испытаний. Время установления показания определяют по инструкциям Госстандарта по группам аппаратуры.
Время установления показания указывается в технической документации на аппаратуру.
Пример. Испытательная разрывная машина ... с маятниковым силоизмерителем, предельная нагрузка 100 кгс, время установления показания - 5 с.
1.5. Оборудование и аппаратура, используемые для механических испытаний, должны обеспечивать выполнение режима испытаний согласно требованиям, предусмотренным в стандартах на методы испытаний.
1.6. Способность приборов и машин поддерживать режим по нагрузке и деформации определяется их податливостью.
Податливость приборов и машин выражается отношением величины перемещения (в направлении действия силы) рабочих органов, соприкасающихся с образцом, к величине силы, вызвавшей это перемещение. Податливость приборов определяют согласно инструкциям Госстандарта на поверку отдельных групп машин и приборов в соответствии с п.1.2 и выражают в см/кгс.
Пример. Испытательная универсальная машина с маятниковым силоизмерителем. Предельная нагрузка 500 кгс. Податливость: на шкале 500 кгс - 0,005 см/кгс, на шкале 250 кгс - 0,01 см/кгс, на шкале 100 кгс - 0,025 см/кгс.
2. ОБРАЗЦЫ ДЛЯ ИСПЫТАНИЙ
2.1. Форма и размер образцов для механических испытаний предусматриваются в стандартах и технических условиях на пластмассы.
2.2. Форму и размеры образцов выбирают, учитывая при этом вид и величину измеряемых деформаций, а также с учетом анизотропии, пористости и других особенностей испытуемых материалов. Для методов, не регламентированных стандартами, образцы выбирают в соответствии с требованиями пп.2.2.1-2.2.3.
2.2.1. Для испытания на растяжение используют образцы, предусмотренные ГОСТ 11262-80, или аналогичные с отношением длины равномерного рабочего участка к максимальному поперечному размеру этого участка не менее 5.
2.2.2. Для испытания на сжатие используют образцы, предусмотренные ГОСТ 4651-82 или аналогичные с отношением высоты образца к минимальному линейному размеру поперечного сечения, равным 2,9 - для материалов с модулем упругости более 10000 кгс/см и 1,5 - для остальных материалов. Измерение деформации в первом случае проводят в средней трети образца, а во втором случае получают только сравнительные характеристики материалов.
2.2.3. Для испытания на статический и двухопорный изгиб должны использовать образцы, предусмотренные ГОСТ 4648-71 и ГОСТ 4647-80.
(Измененная редакция, Изм. N 1).
2.3. Образцы из анизотропных материалов изготовляют вдоль главных осей анизотропии. Допускается изготавливать образцы, вырезанные под углом к направлению главных осей анизотропии, если это предусмотрено в стандартах или технических условиях на материал.
2.4. При изготовлении образцов из пленок, листов и плит метод их раскроя предусматривают в стандартах или технических условиях на пленки, листы и плиты.
2.5. Образцы перед испытанием следует нумеровать. Место и способ нанесения номера должны выбирать так, чтобы не вызывать изменений механических свойств образца.
Если образец при испытании разрушается на две части, то маркировка наносится так, чтобы на обеих частях сохранился номер.
2.6. Стандарт или технические условия на пластмассу должны содержать описание технологии изготовления образца по ГОСТ 12015-66 и ГОСТ 12019-66 или другим стандартам на методы изготовления образцов.
2.7. Образцы должны быть изготовлены с соблюдением допусков на кривизну и параллельность, предусмотренных в стандартах на методы испытаний, и не должны иметь раковин, сколов, вздутий, трещин и других дефектов, которые могут быть обнаружены при внешнем осмотре или дефектоскопии.
2.8. Количество образцов, необходимых для испытаний, устанавливают в стандартах или технических условиях на пластмассу с учетом требований метода испытаний и количества образцов , обеспечивающих заданную точность определения измеряемой величины с определенной вероятностью на испытуемом материале, в соответствии с пп.1.1-1.5 приложения 3.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
3.1. Перед испытанием образцы кондиционируют и затем испытывают при стандартной лабораторной атмосфере, определяемой по ГОСТ 12423-66.
Выбор условий кондиционирования и испытания предусматривают в стандартах на пластмассы.
Если такие указания отсутствуют, то образцы выдерживают при (23±2) °С и относительной влажности (50±5)% в течение (91±3) ч, если в нормативно-технической документации на материал не указано другое время.
(Измененная редакция, Изм. N 1).
3.2. Измерение температуры и относительной влажности осуществляют как можно ближе к испытываемому или кондиционируемому образцу.
3.3. Испытания при температурах, отличающихся от стандартных лабораторных температур, предусмотренных ГОСТ 12423-66, проводят по таблице, выбирая температуру и допуск на ее изменение.
Рекомендуемая температура испытания в °С | Допускаемый перепад температуры |
+35 | ±1 |
-65, -55, -40, -25, 0, +50, +60, +70, + 80, +90, +105, +120, +130, +150, +180 | ±2 |
+200, +225, +250, +275, +300 | ±3 |
+325 | ±4 |
+350 | ±5 |
+400 | ±6 |
+450 | ±8 |
+500 | ±10 |
+600 | ±12 |
3.4. Для указания условий кондиционирования образцов до испытаний даются следующие обозначения:
число, обозначающее продолжительность кондиционирования в часах; число, обозначающее температуру кондиционирования в градусах Цельсия; число, обозначающее относительную влажность в тех случаях, когда она регламентируется, или слово, обозначающее погружение в жидкость.
Числа должны отделяться друг от друга наклонными линиями. Последовательность условий следует обозначать знаком (+), который ставится между следующими друг за другом условиями кондиционирования. Высушивание над безводным хлористым кальцием обозначается "сух". Если нет других указаний, то допуски на температуру и относительную влажность должны соответствовать допускам, приведенным в ГОСТ 12423-66 и п.3.3 настоящего стандарта.
Пример. Условие. 96/23/50. Кондиционирование в течение 96 ч при 23 °С и 50% относительной влажности.
Условие 48/50 вода. Кондиционирование в течение 48 ч при 50 °С в воде.
Условие 48/50+96/23/50. Кондиционирование в течение 48 ч при 50 °С, затем кондиционирование в течение 96 ч при 23 °С и 50% относительной влажности.
Условие 48/50 "сух". Кондиционирование в течение 48 ч при 50 °С, сопровождаемое высушиванием.
3.5. Для указания условий испытания образцов даются следующие обозначения:
прописная буква , показывающая, что запись относится к условиям испытания. Это буква
ставится непосредственно после обозначения условия кондиционирования и отделяется от него двоеточием;
число, обозначающее температуру испытания в градусах Цельсия, число, обозначающее относительную влажность воздуха при испытании в тех случаях, когда последняя контролируется.
Числа отделяются друг от друга наклонными линиями, а от буквы - знаком тире. Если нет других указаний, то допуски на температуру и относительную влажность должны соответствовать допускам, приведенным в ГОСТ 12423-66 и п.3.3 настоящего стандарта.
Пример. Условие 24/180: -180. Кондиционирование в течение 24 ч при 180 °С: испытание при 180 °С.
Условие 96/35/90: -35-90. Кондиционирование в течение 96 ч при 35 °С и 90% относительной влажности: испытание при 35 °С и 90% относительной влажности.
3.6. Перед испытанием, после кондиционирования, образцы измеряют в рабочей части с точностью, предусмотренной в стандартах на методы испытания. При определении прочностных показателей, характеризующих разрушение образца, за результат измерения принимают минимальное значение площади поперечного сечения, а при определении деформационных показателей - среднее арифметическое трех измерений поперечного сечения. После проверки размеров образцы размечают, наносят на них метки, определяющие размеры базы, при необходимости измерения деформации, и метки, определяющие положение захватов испытательной машины. При нанесении меток свойства образцов не должны изменяться.
(Измененная редакция, Изм. N 1).
3.7. Измерительную шкалу прибора выбирают таким образом, чтобы обеспечить точность измерения, предусмотренную стандартом на метод испытания, учитывая погрешность прибора в различных частях шкалы, указанной в технической документации на прибор.
3.8. Режим испытания, характеризуемый скоростью деформирования или нагружения, выбирают с учетом размеров образца согласно требованиям стандартов и технических условий на методы испытания. При выборе режима испытаний учитывают значительное влияние времени воздействия на механические характеристики пластмасс.
3.9. Испытательную машину или прибор для установления режима испытаний настраивают с учетом их податливости так, чтобы обеспечить выполнение требований стандартов на методы испытаний.
3.10. Если последовательно измеряют несколько показателей, то для достоверного измерения каждого из них промежуток времени между следующими друг за другом измерениями должен превышать время установления показания любого из используемых при измерении приборов.
3.11. Образцы в захватах устанавливают так, чтобы исключить движение образца относительно захвата в месте крепления при испытании, не вызвать его разрушения в месте закрепления и обеспечить направление действия силы, предусмотренное в стандартах на методы испытаний.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Результаты механических испытаний выражают графически или численно в соответствии с требованиями стандарта на методы испытаний. Результаты выражают числовыми значениями, графический способ используют в качестве дополнительного.
4.2. При выражении результатов графически зависимость между измеренными величинами изображают в прямоугольной системе координат с применением равномерных шкал (т.е. шкал, на всем протяжении которых расстояния между двумя делениями, соответствующими изменению величины, отложенной по оси на одно и то же значение, равны).
Масштабы равномерных шкал по осям координат выбирают так, чтобы полученная зависимость проходила примерно под углом 45-60°, а представляемые на графике величины можно было определить с погрешностью, не превышающей погрешности измерения данной величины.
4.3. При численном выражении определяют среднее значение определяемого показателя и, если это предусмотрено в стандартах на пластмассу или метод испытания, показатели статистической обработки по пп.4.4-4.7.
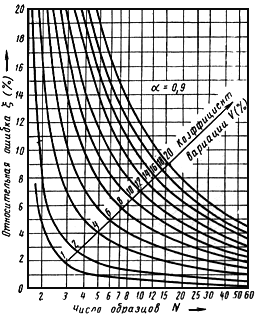
Среднее значение определяемого показателя () вычисляют по формуле
![]() , (1)
, (1)
где - отдельное значение определяемого показателя
;
- количество отдельных значений определяемых показателей, входящих в расчет.
Среднее значение определяемого показателя () вычисляют как среднее арифметическое или как среднее логарифмическое в соответствии с требованиями стандарта на методы испытаний.
Рассчитывать среднее логарифмическое определяемого показателя рекомендуется, например, при определении долговечности (выносливости) - статической, динамической (усталостной) и т.п. В этих случаях вместо исходных чисел оперируют с их логарифмами, считая за индивидуальное значение
![]() . В конце расчета находят
. В конце расчета находят ![]() .
.
Если испытанию подвергались образцы, изготовляемые из изделий или полуфабрикатов, при расчете средней определяемой величины используют все полученные результаты. В тех случаях, когда испытания проводят на образцах, изготовленных не из готовых изделий или полуфабрикатов, при расчете среднего определяемого значения () либо используют все данные, или предварительно определяют возможность принятия в расчет всех полученных данных согласно приложению
3.
4.4. Величину стандартного отклонения отдельных значений () вычисляют по формуле
 . (2)
. (2)
Величину стандартного отклонения среднего значения () вычисляют по формуле
![]() , (3)
, (3)
где - отдельное значение определяемого показателя
;
- среднее значение определяемого показателя
;
- количество отдельных значений, входящих в расчет.
4.5. Границы доверительного интервала , в которых заключено искомое значение показателя
, определяют по формуле
для верхней границы ![]() ,
,
(4)
для нижней границы ![]() ,
,
где - вероятное отклонение искомого показателя
от полученного среднего значения
,
вычисляют по формуле
![]() , (5)
, (5)
где ![]() ;
;
- критерий точности, согласно приложению 2;
и
- величины стандартного отклонения по п.4.4;
- количество отдельных значений определяемых показателей, входящих в расчет.
4.6. Коэффициент вариации среднего значения () в процентах вычисляют по формуле
![]() , (6)
, (6)
где - среднее значение определяемого показателя
по п.4.3;
- стандартное отклонение среднего значения по п.4.4.
Пп.4.4-4.6. (Измененная редакция, Изм. N 1).
4.7. Относительную ошибку () в процентах вычисляют по формуле
![]() . (7)
. (7)
4.8. Запись результатов испытаний должна обеспечивать полноту описания образца, условий измерения, метода измерения, метода подсчета результата и полученной погрешности.
4.9. Полнота описания обеспечивается указанием в протоколе следующих сведений:
по образцу - наименования, марки пластмассы и номера стандарта или технических условий на пластмассу;
по условиям измерения - записью условий кондиционирования и испытания согласно требованиям разд.4;
по методу измерения - указанием стандарта на метод испытания или пластмассу, марки прибора и числа испытанных образцов;
по определению погрешностей - указанием среднего значения определяемого показателя, отдельных значений показателя каждого образца или величины отдельных значений стандартного отклонения среднего значения, коэффициента вариации и относительной погрешности, а также метода их расчета со ссылкой на настоящий стандарт, если их определение предусмотрено стандартом на методы испытаний или на пластмассу.
ПРИЛОЖЕНИЕ 1
Обязательное
1. ТЕРМИНЫ И ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
1.1. Механические свойства - свойства, характеризующие при заданных внешних условиях (температура, давление и т.д.) способность деформироваться (изменять первоначальные размеры и форму) и разрушаться под действием приложенных внешних сил.
Механические испытания - испытания для определения механических свойств.
1.2. Напряжение - условное напряжение, определяемое по отношению действующей силы к исходной площади поперечного сечения образца.
1.2.1. Истинное напряжение - среднее напряжение, определяемое по отношению действующей силы к изменяющейся во времени испытания площади поперечного сечения образца.
1.2.2. Предел текучести - напряжение, при котором образец деформируется, без существенного увеличения нагрузки.
1.2.3. Разрушающее напряжение - напряжение, соответствующее моменту разрушения образца.
1.2.4. Релаксация напряжения - последствие, выражающееся в изменении во времени напряжений деформированного материала, общая деформация которого зафиксирована.
1.3. Деформация - изменение формы или размеров тела (или какой-либо его части) без изменения массы.
1.3.1. База измерения деформации - длина отрезка прямой между двумя точками (метками), нанесенными на образец или выделенными базой тензометра, измеренная до приложения силы. Точки, как правило, наносятся на образец так, чтобы направление соединяющей их прямой совпадало с направлением действия внешней силы или было перпендикулярно к нему.
1.3.2. Остаточная деформация образца - деформация, остающаяся после прекращения действия на материал силовых факторов, ее вызвавших, и деформация, накопившаяся за данный отрезок времени в результате изменения состояния материала.
1.3.3. Обратимая деформация - деформация, исчезающая при прекращении действия на материал силовых факторов, ее вызвавших.
1.3.4. Относительное удлинение - отношение абсолютного удлинения линейного элемента к первоначальной его длине.
Схема деформирования базы образца

- точки (метки), ограничивающие базу измерения деформации, положение точек до начала деформации;
а) при растяжении,
б) при сдвиге.
- абсолютное удлинение или абсолютный сдвиг соответственно;
![]() - относительное удлинение или сдвиг соответственно.
- относительное удлинение или сдвиг соответственно.
1.3.5. Ползучесть - увеличение деформаций в образце во времени при постоянном напряжении.
1.4. Время нагружения - время от начала приложения нагрузки к образцу до момента отсчета определяемого показателя.
1.4.1. Скорость нагружения - изменение во времени силы, усилия, нагрузки, приложенной к испытываемому образцу. Определяется как отношение приращения силы, усиления, нагрузки к отрезку времени, за которое это приращение достигнуто. Скорость нагружения выражается в кгс/с.
Сопоставление режимов испытания по скорости нагружения допускается только для образцов одинаковых размеров.
1.4.2. Скорость деформации - отношение деформации ко времени, за которое она образовалась. Скорость деформации выражается в с.
1.5. Среднее значение искомого показателя - характеристика наиболее вероятного значения показателя, определенного по результатам выполненных испытаний.
1.6. Доверительный интервал - характеристика пределов, в которых при заданной вероятности заключено искомое значение определяемого показателя.
1.7. Коэффициент вариации - характеристика разброса результатов относительно среднего значения, определенного по данным выполненных испытаний.
1.8. Относительная ошибка - характеристика степени отклонения среднего значения от искомого значения.
ПРИЛОЖЕНИЕ 2
Обязательное
Таблица значений критерия распределения нормированных отклонений
в малой выборке для трех величин и
(при двусторонней доверительной вероятности)
Количество образцов |
|
| ||
0,90 | 0,95 | 0,99 | ||
2 | 8,98 | 6,314 | 12,71 | 63,66 |
3 | 2,48 | 2,920 | 4,303 | 9,925 |
4 | 1,59 | 2,353 | 3,182 | 5,841 |
5 | 1,24 | 2,132 | 2,776 | 4,604 |
6 | 1,05 | 2,015 | 2,571 | 4,032 |
7 | 0,925 | 1,943 | 2,477 | 3,707 |
8 | 0,836 | 1,895 | 2,365 | 3,499 |
9 | 0,769 | 1,859 | 2,306 | 3,355 |
10 | 0,715 | 1,833 | 2,262 | 3,250 |
11 | 0,672 | 1,812 | 2,228 | 3,169 |
13 | 0,604 | 1,782 | 2,179 | 3,054 |
15 | 0,554 | 1,761 | 2,145 | 2,977 |
17 | 0,514 | 1,746 | 2,120 | 2,921 |
19 | 0,482 | 1,734 | 2,101 | 2,878 |
21 | 0,455 | 1,725 | 2,086 | 2,845 |
23 | 0,432 | 1,717 | 2,074 | 2,819 |
25 | 0,413 | 1,711 | 2,064 | 2,797 |
27 | 0,396 | 1,706 | 2,056 | 2,779 |
29 | 0,380 | 1,701 | 2,048 | 2,763 |
31 | 0,367 | 1,697 | 2,042 | 2,750 |
33 | 0,354 | 1,694 | 2,037 | 2,738 |
35 | 0,344 | 1,691 | 2,032 | 2,728 |
37 | 0,333 | 1,688 | 2,028 | 2,719 |
39 | 0,324 | 1,686 | 2,024 | 2,712 |
41 | 0,316 | 1,684 | 2,021 | 2,704 |
43 | 0,308 | 1,682 | 2,018 | 2,698 |
45 | 0,300 | 1,680 | 2,015 | 2,692 |
47 | 0,294 | 1,679 | 2,013 | 2,687 |
49 | 0,287 | 1,677 | 2,011 | 2,682 |
51 | 0,281 | 1,676 | 2,009 | 2,678 |
56 | 0,268 | 1,673 | 2,004 | 2,668 |
61 | 0,256 | 1,671 | 2,000 | 2,660 |
ПРИЛОЖЕНИЕ 3
Обязательное
1. МЕТОДИКА СТАТИСТИЧЕСКОЙ ОБРАБОТКИ
1.1. Количество образцов , обеспечивающее определение средней величины показателя
с заданной относительной ошибкой и попадание ее в доверительный интервал с заданной вероятностью, вычисляют по формуле
 , (8)
, (8)
где - среднее значение коэффициента вариации по п.1.2;
- относительная ошибка производимых измерений.
В данном стандарте относительная ошибка принимается равной 5%.
(Измененная редакция - "Информ. указатель стандартов" N 5 1978 г.).
1.2. Для определения среднего значения коэффициента вариации характеризуемой марки пластмассы должно быть испытано не менее 10 партий этой марки, в каждой из которых не менее 25 образцов.
Для каждой партии вычисляют коэффициент вариации по формуле (6).
По формуле (1) вычисляют среднее значение коэффициента вариации - из значений
для всех партий.
1.3. Критерий точности находят из приложения 2 при
0,95 для количества испытанных партий по п.1.2.
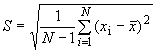
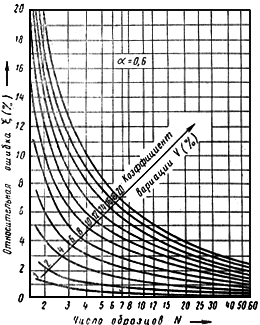
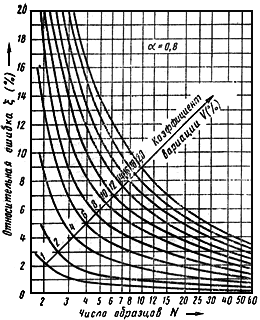
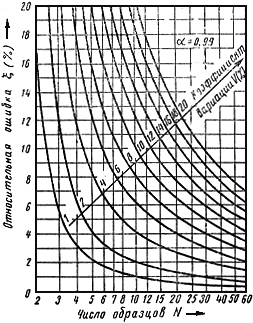
1.4. Количество образцов можно определить также графическим способом. На черт.(1-7) приведены графики для определения
, рассчитанные по формуле (8) для различных уровней вероятности попадания в доверительный интервал
(от 0,6 до 0,99), коэффициента вариации,
(до 20%) и относительной ошибки
(до 20%). Данные по
0,95 и
0,05 приведены для справки.
Количество образцов округляют до ближайшего большего целого числа.
(Измененная редакция - "Информ. указатель стандартов" N 5 1978 г.)
.
1.5. При обработке результатов проводят определение достоверности полученных отдельных значений определяемых показателей. Для этого намечают сомнительные отдельные значения определяемых показателей в количестве и для выяснения, являются ли они надежными, сомнительные значения отбрасывают. В качестве сомнительных отдельных значений показателей рекомендуется рассматривать не более 30% отдельных значений
. Например, если
2, то отбросить минимальный и максимальный, если
1, то отбросить крайний, который более значительно отличается от ближайшего к нему по величине. В качестве сомнительных значений определяемых показателей допускается брать показатели, отличающиеся от среднего более чем на заданную величину, если эта величина установлена из многочисленных испытаний данного материала на искомый показатель. Исключив эти сомнительные значения определяемых показателей, проводят расчет предварительного среднего определяемого показателя
по формуле (1) и предварительной величины стандартного отклонения
по формуле (2), беря в обоих случаях вместо
число
![]() отдельных значений определяемого показател
отдельных значений определяемого показател
я.
1.6. Проверяют, охватываются ли сомнительные значения определяемых показателей допустимыми (толерантными) пределами, рассчитанными без них, по п.1.7 приложения 3.
Черт.1

Черт.2
Черт.3
Черт.4

Черт.5
Черт.6

Черт.7
1.7. Для определения допустимых пределов вычисляют величину отклонения по формуле
![]() , (9)
, (9)
где - ориентировочная величина стандартного отклонения, определяемая по формуле (2).
Отброшенные отдельные значения определяемого показателя должны быть заключены в пределах
от ![]() до
до ![]() , т.е.
, т.е. ![]() . (10)
. (10)
1.8. Если сомнительные показатели не укладываются в допустимые пределы, то их отбрасывают. В этом случае окончательное значение равно величине
и окончательное
![]() .
.
Если одно или несколько сомнительных значений определяемых показателей укладываются в допустимые пределы, то эти значения определяемых показателей считаются надежными и их включают в расчет окончательных значений и
по формулам (1) и (2).
Окончательное число значений , принимаемых в расчет среднего, не должно быть меньше, чем число образцов, предусмотренных в стандарте на данный метод испытаний по п.2.8.
Если сомнительные значения определяемых показателей не укладываются в допустимые пределы и в результате их отбрасывания число значений, принимаемых в расчет, окажется меньше, чем требуется, то дополнительно испытывают необходимое количество образцов и полученные значения определяемых показателей добавляют к имеющимся с последующим пересчетом всех результатов.
2. ПРИМЕРЫ РАСЧЕТА ЗНАЧЕНИЯ ПРОЧНОСТИ СО СТАТИСТИЧЕСКОЙ ОБРАБОТКОЙ
2.1. В результате испытания получены индивидуальные величины прочности , приведенные в табл.1.
Таблица 1
Номер образца | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Напряжение | 85 | 89 | 92 | 95 | 97 | 100 | 101 | 102 | 105 | 108 |
Будем считать сомнительными крайние показатели ![]() 108 и
108 и 85. Таким образом,
2.
Из оставшихся показателей (![]() 8) определяем по формуле (1) ориентировочные величины среднего арифметического
8) определяем по формуле (1) ориентировочные величины среднего арифметического ![]() . Округляем до того количества значащих цифр, которое было принято при определении индивидуальных величин
. Округляем до того количества значащих цифр, которое было принято при определении индивидуальных величин .
Исходя из полученного значения (98), определяют по формуле (2) величину ориентировочного стандартного отклонения отдельных значений
5,5.
Отклонение определяют по формуле (9). Из приложения 2 для
0,95 и
![]() 8 находим
8 находим 2,37. Следовательно,
13.
Округляют до того же десятичного знака, что и для величины .
Допустимые пределы определяют по п.1.7 приложения 3.
98-13![]() 98+13.
98+13.
Надежные индивидуальные значения определяемых показателей должны находиться от 85 до 111.
Обе сомнительные величины (85 и
![]() 108) заключены в этих пределах. Поэтому они достаточно надежны и их следует включить в расчет, так что теперь
108) заключены в этих пределах. Поэтому они достаточно надежны и их следует включить в расчет, так что теперь 10.
Окончательные величины и
определяют по формулам (1) и (2);
97;
7,3.
Доверительные пределы находят по формулам (3), (4). Из приложения 2 для 0,95 и
10 видим, что
2,26. Следовательно, по формуле (5)
![]() . Поэтому искомая прочность материала
. Поэтому искомая прочность материала находится в пределах от 92 до 102.
Коэффициент вариации - по формуле (6):
2,4. Относительная ошибка
по формуле (7):
5%.
3. РАСЧЕТ ВЕЛИЧИНЫ ВЫНОСЛИВОСТИ
3.1. В результате испытаний получены отдельные значения величины выносливости , приведенные в табл.2.
Таблица 2
Номер образца | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Выносливость в циклах | 35200 | 202900 | 238500 | 344500 | 413000 | 514500 | 625300 | 718200 | 831000 | 1290500 |
Логарифм числа циклов | 4,54 | 5,31 | 5,38 | 5,54 | 5,62 | 5,71 | 5,80 | 5,86 | 5,92 | 6,11 |
Сомнительными считают минимальный и максимальный показатели: ![]() 4,54 и
4,54 и ![]() 6,11. Таким образом,
6,11. Таким образом, 2.
Из оставшихся показателей (![]() 8) определяют по формуле (1) ориентировочное среднее арифметическое величины логарифмов выносливости:
8) определяют по формуле (1) ориентировочное среднее арифметическое величины логарифмов выносливости:
![]() 5,64.
5,64.
Округляют до этого количества значащих цифр, которое было принято при определении индивидуальных величин .
Исходя из полученных величин (![]() 5,64), определяют по формуле (2) величину ориентировочного стандартного отклонения для отдельных значений
5,64), определяют по формуле (2) величину ориентировочного стандартного отклонения для отдельных значений 0,24.
Отклонения ![]() определяют по формуле (9).
определяют по формуле (9).
Из приложения 2 для 0,95 и
![]() 8 находим
8 находим 2,37.
Следовательно, ![]() 0,57. Округляют до того же десятичного знака, что и для величины
0,57. Округляют до того же десятичного знака, что и для величины .
Допустимые пределы определяют по формуле (5).
5,64-0,57![]() 5,64+0,57.
5,64+0,57.
Следовательно, надежные индивидуальные значения определяемых показателей должны находиться в пределах
5,07![]() 6,21.
6,21.
Одно из сомнительных данных (![]() 4,54) не укладывается в эти пределы, поэтому его отбрасывают.
4,54) не укладывается в эти пределы, поэтому его отбрасывают.
Другое (![]() 6,11) - заключено в этих пределах, и его следует включить в расчет. Поэтому
6,11) - заключено в этих пределах, и его следует включить в расчет. Поэтому 9.
Принимая, что минимальное количество параллельных испытаний, предусмотренное методикой испытаний, меньше 9, определяют окончательные значения и
по формулам (1) и (2):
![]() 5,69;
5,69; 490000;
0,27.
Доверительные пределы находят по формулам (3), (4). Из приложения 2 для 0,95 и
9 видим, что
2,30. Следовательно, по формуле (5)
![]() .
.
Поэтому находится от 4,48 до 5,90. Значит, искомая выносливость материала
заключена между значениями 300000 и 800000.
При определении среднего логарифмического относительную погрешность и коэффициент вариации не определяют.
Текст документа сверен по:
М.: Издательство стандартов, 1993
{kind=link}