МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ 34739.5— 2021 (ISO 294-5:2017)
ПЛАСТМАССЫ
Изготовление образцов для испытания из термопластов. Образцы для изучения анизотропии
(ISO 294-5:2017, Plastics — Injection moulding of test specimens of thermoplastic materials — Part 5: Preparation of standard specimens for investigating anisotropy, MOD)
Издание официальное
Москва Российский институт стандартизации 2021
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Акционерным обществом «Институт пластических масс имени ГС. Петрова» на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июня 2021 г. № 141-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166)004—97 | Код страны по МК (ИСО 3166)004—97 | Сокращенное наименование национального органа по стандартизации |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 октября 2021 г. № 1379-ст межгосударственный стандарт ГОСТ 34739.5—2021 (ISO 294-5:2017) введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2022 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 294-5:2017 «Пластмассы. Литье под давлением образцов для испытаний термопластичных материалов. Часть 5. Подготовка стандартных образцов для изучения анизотропии» («Plastics — Injection moulding of test specimens of thermoplastic materials — Part 5: Preparation of standard specimens for investigating anisotropy», MOD) путем включения в текст стандарта положений международного стандарта ISO 294-1, выделенных вертикальной линией, расположенной на полях этого текста, а также исключения раздела «Библиография», в котором указан документ, на который нет ссылок в тексте международного стандарта.
Дополнительные фразы и слова, терминологическая статья, включенные в текст настоящего стандарта, выделены курсивом.
Международный стандарт разработан Техническим комитетом ИСО/ТК 61 «Пластмассы», Подкомитетом ПК 9 «Термопластичные материалы».
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5—2001 (подраздел 3.6).
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© ISO, 2017
© Оформление. ФГБУ «РОТ», 2021
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Аппаратура
4.1 Литьевая форма ISO типа F
4.2 Литьевая машина
5 Процесс литья
ю ю со со
5.1 Кондиционирование....................................
5.2 Литье под давлением...................................
5.3 Изготовление образцов для испытания.....................
6 Протокол изготовления пластин и образцов для испытания.......
Приложение А (обязательное) Изготовление образцов для испытания...........................7
Приложение ДА (справочное) Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте ...................................8
ГОСТ 34739.5—2021 (ISO 294-5:2017)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛАСТМАССЫ
Изготовление образцов для испытания из термопластов. Образцы для изучения анизотропии
Plastics. Preparation from test specimens of thermoplastics.
Test specimens for investigating anisotropy
Дата введения — 2022—09—01
1 Область применения
Настоящий стандарт устанавливает требования к литьевой форме ISO типа F для изготовления методом литья под давлением пластин из термопластов размером предпочтительно 80*20 мм и минимальным размером 80*90 мм, толщиной предпочтительно 2 мм, используемых для изучения анизотропии. Было обнаружено, что пластины, изготовленные с использованием указанной литьевой формы, имеют максимальные анизотропные свойства независимо от скорости впрыска и могут применяться для изготовления образцов для изучения анизотропии. Рекомендуется использовать двухгнездную литьевую форму, позволяющую более четко охарактеризовать верхнюю и нижнюю границы свойств образцов из термопластов при испытании на растяжение.
Соответствие толщины пластины заданной толщине изделия не является обязательным условием вследствие влияния на анизотропию формы изделия и скорости заполнения литьевой формы.
Исследование анизотропии термопластов представляет собой процесс, предназначенный для получения данных для проектирования литьевых форм для изделий. Указанный процесс не предназначен для контроля качества.
При литье термопластов под давлением поток расплавленной пластмассы может влиять на ориентацию наполнителей, например стекловолокна, или ориентацию макромолекул, что приводит к возникновению анизотропии.
В настоящем стандарте направление потока определяется как направление от начала впускного литникового канала к дальнему концу оформляющей полости литьевой формы, а поперечное направление — как направление, перпендикулярное к направлению потока.
Литьевая форма ISO типа F не предназначена для замены литьевой формы D, используемой для определения усадки термопластов при литье.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12019 Пластмассы. Изготовление образцов для испытания из термопластов. Общие требования
ГОСТ 33693 (ISO 20753:2008) Пластмассы. Образцы для испытания
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по
Издание официальное
стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 12019, а также следующий термин с соответствующим определением:
Примечание — ИСО и МЭК ведут терминологические базы данных для использования в области стандартизации по следующим адресам:
- платформа онлайн-просмотра ИСО доступна по адресу: https://www.iso.org/obp;
- МЭК Electropedia: доступна по адресу http://www.electropedia.org.
3.1 общая проецируемая площадь Ар, мм1 2 (total projected area): Площадь профиля оформляющей полости литьевой формы и разводящих литниковых каналов, проецируемая на плоскость.
4 Аппаратура
4.1 Литьевая форма ISO типа F
Пластины изготовляют в двухгнездной литьевой форме ISO типа F (см. рисунки 1 и 2). Размер оформляющих полостей литьевой формы должен быть таким, чтобы обеспечивать изготовление пластин размером 80120 мм и минимальным размером 80><90 мм (фактическая длина и ширина изготовленных пластин будут незначительно отличаться от размеров оформляющих полостей вследствие разной усадки разных материалов).
Рекомендуемая толщина пластин — 2 мм, но можно использовать пластины другой толщины.
Примечание — Толщину 2 мм имеют стенки многих изделий, при указанном значении толщины пластины отношение толщины наружного слоя к толщине сердцевины соответствует максимальным анизотропным свойствам. Другие значения толщины могут быть использованы для определения других соотношений толщины наружного слоя и толщины сердцевины.
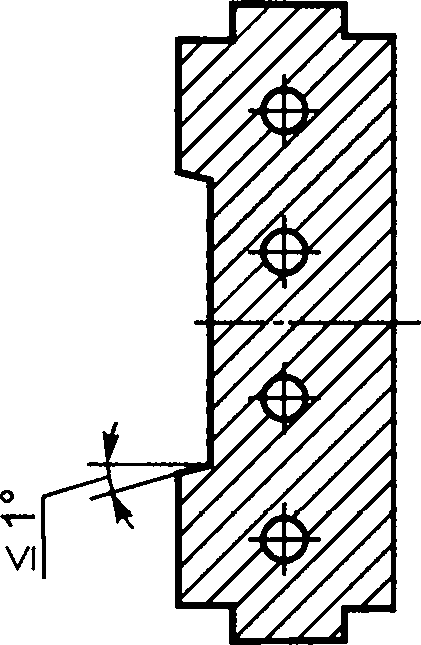
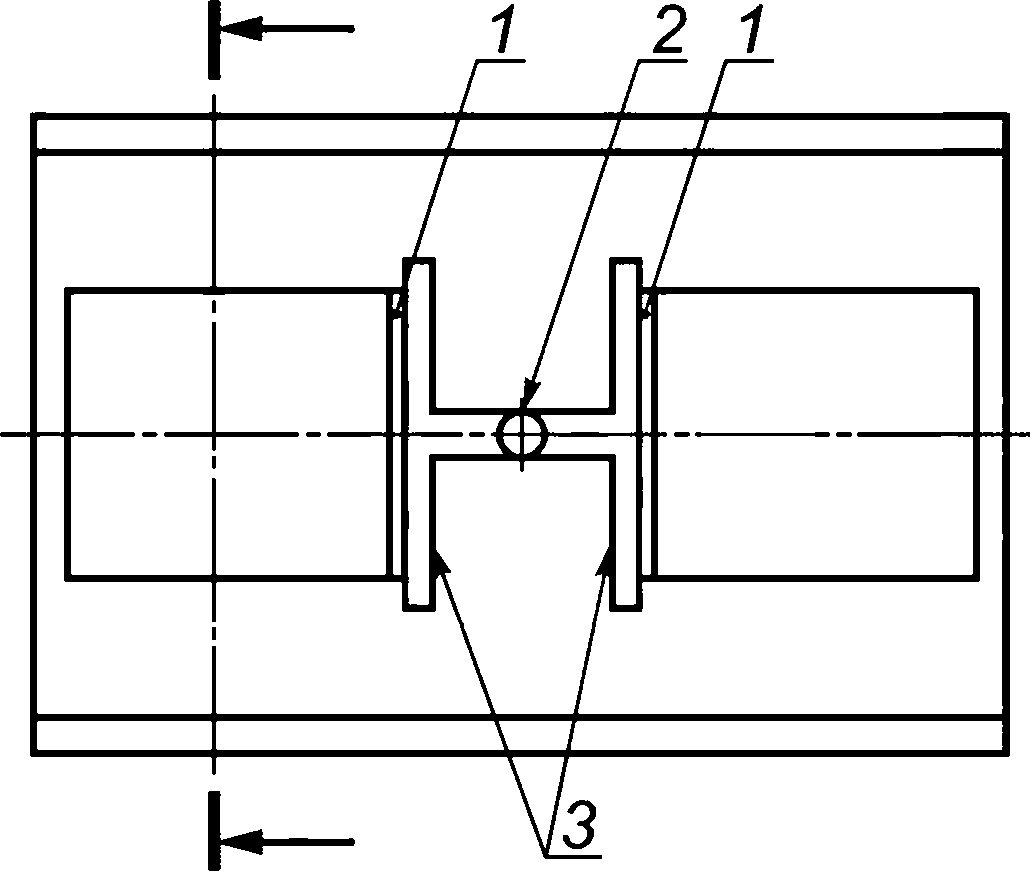
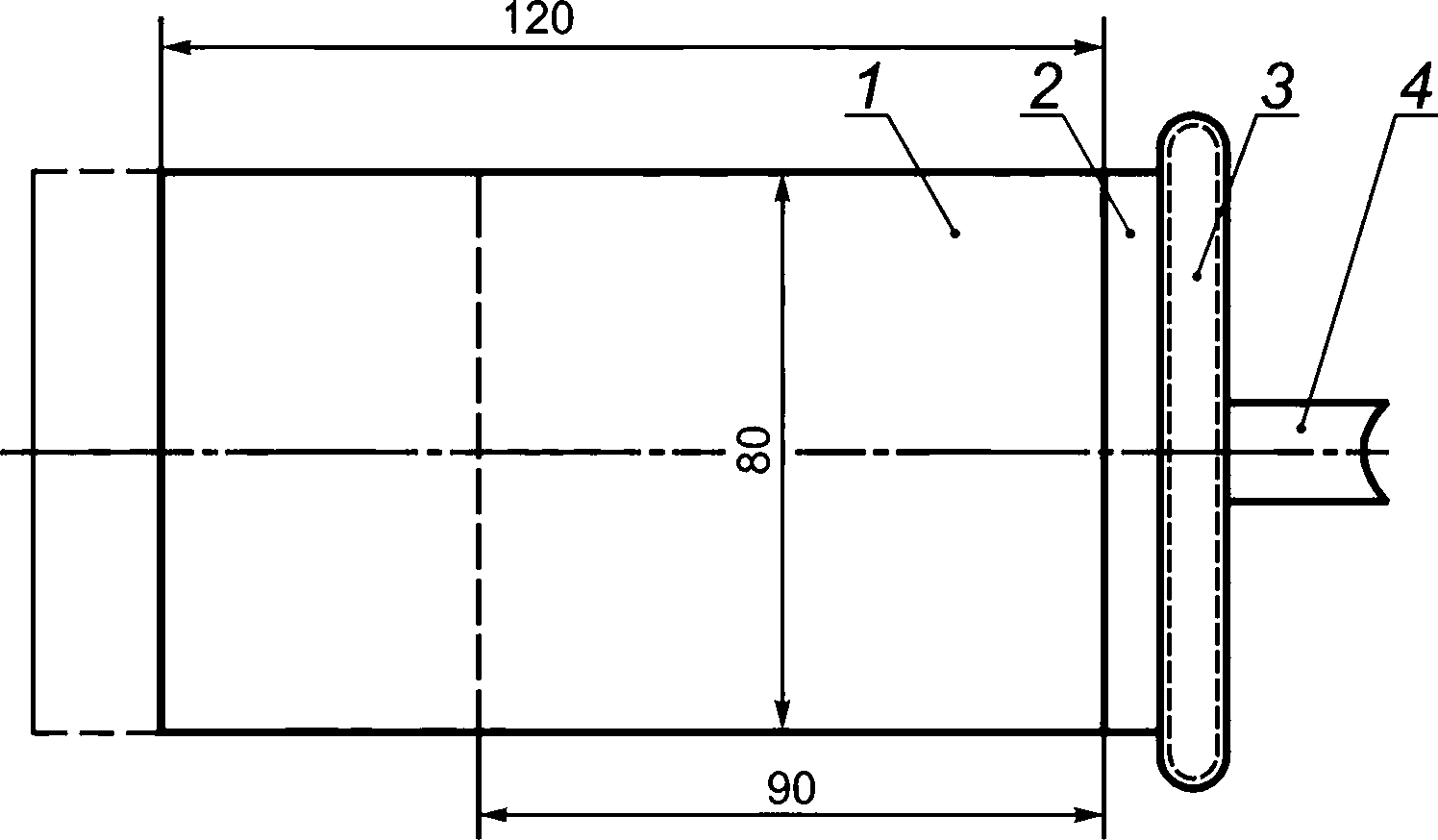
Таблица 1
В миллиметрах
Параметр | 1 (оформляющая полость литьевой формы) | 2 (впускной литниковый канал) | 3 (поперечный разводящий литниковый канал) | 4 (разводящий литниковый канал) |
Размер в направлении потока | 120q21) | 3,0 | 6,0 | 8,0 |
Размер в направлении перпендикулярно к потоку | 80$21) | 80 | 92 | 12 |
Глубина/высота | 2,02) | 1 ,о3) | 6,0 | 6,0 |
Радиус изгиба4) | Не применяется | Не применяется | >4,0 | Не применяется |
Верхний радиус4) | Не применяется | Не применяется | >3,0 | >3,0 |
|
Рисунок 2 — Основные размеры литьевой формы ISO типа F
Для контроля процесса литья под давлением рекомендуется использовать датчик давления. При использовании датчика давления его располагают в центральном литниковом канале.
Для получения образцов для испытания заданных размеров необходимо, чтобы размеры пластины были следующими:
- длина — более 120 мм;
- ширина — более 80 мм.
Основные детали литьевой формы типа F должны соответствовать рисункам 1 и 2, а также следующим требованиям:
а) диаметр центрального литникового канала со стороны сопла должен быть не менее 4 мм;
Ь) ширина и высота (или диаметр) системы литниковых каналов должны составлять не менее 5 мм;
с) оформляющие полости литьевой формы должны быть односторонними (см. рисунок 1);
d) угол наклона литниковых каналов должен быть не менее 10°, но не превышать 30°. Оформляющая полость литьевой формы должна иметь угол наклона не более 1°;
е) выталкиватели, если их используют, располагают вне центральной зоны пластины диаметром 50 мм;
f) система нагрева/охлаждения плит литьевой формы должна быть сконструирована таким образом, чтобы в рабочих условиях разница температур между любой точкой на поверхности оформляющей полости литьевой формы и любой точкой на поверхности любой плиты составляла не более 5 °C;
д) в центральном литниковом канале рекомендуется установить датчик давления для обеспечения необходимого контроля давления в течение времени впрыска;
h) для облегчения контроля идентичности пластин, изготовленных в различных гнездах одной литьевой формы, рекомендуется маркировать гнезда литьевой формы вне центральной зоны пластины диаметром 50 мм путем гравировки каких-либо символов на головках выталкивателей, избегая таким образом повреждения поверхности оформляющей полости;
i) дефекты поверхности плит и изготовленных из них образцов для изучения оформляющих полостей литьевой формы должны быть тщательно отполированы, причем направление полировки должно соответствовать направлению, в котором образец для испытания будет нагружаться при испытании.
4.2 Литьевая машина
4.2.1 Общие требованияДля изготовления пластин используют литьевые машины со шнековой пластикацией, оснащенные всеми необходимыми приспособлениями для контроля условий формования.
4.2.2 Объем пластины
Отношение объема пластины VM к максимальному объему впрыска Vs должно составлять от 20 % до 80 %, если другое соотношение не указано в документе по стандартизации или технической документации на термопласт или не рекомендовано изготовителем термопласта.
4.2.3 Система контроля
Система управления литьевой машины должна обеспечивать следующую точность поддержания параметров литья:
- время впрыска — ± 0,1 с;
- давление при выдержке рн — ±5 % от заданного значения;
- время выдержки под давлением — ±5 % от заданного значения;
- температура расплава 7"м — ±3 °C;
- температура литьевой формы Тс — ±3 °C до температуры 80 °C включительно, ±5 °C — свыше температуры 80 °C;
- масса отливки — ±2 % от заданного значения.
4.2.4 Шнек
Тип используемого шнека (длина, диаметр, высота резьбы, степень сжатия) должен соответствовать термопласту.
Рекомендуется использовать шнек диаметром от 18 до 40 мм.
4.2.5 Усилие смыкания
Проецируемая площадь оформляющей полости рекомендуемой литьевой формы составляет 9600 мм2 (80*120 мм). Таким образом, общая проецируемая площадь двух оформляющих полостей составляет 19200 мм2, а с учетом проецируемой площади разводящих литниковых каналов — примерно 20000 мм2.
Максимальное давление впрыска ртах, МПа, вычисляют по формуле
п _ ^Тпах
гтпах “ л >
(1)
где Fmax — максимальное усилие смыкания, МПа;
Др — общая проецируемая площадь.
Примечание — При максимальном усилии смыкания, равном 981 кН, и значении общей проецируемой площади 20000 мм2 максимальное давление впрыска составляет примерно 50 МПа.
4.2.6 Термометры
Для измерения температуры расплава Тм используют термометр с ценой деления 1 °C, рекомендуется использовать игольчатый термометр. Для измерения температуры оформляющей полости литьевой формы Тс рекомендуется использовать поверхностный термометр с ценой деления 1 °C.
5 Процесс литья
5.1 Кондиционирование
Предварительная подготовка термопласта — в соответствии с требованиями документа по стандартизации или технической документации на термопласт или согласно рекомендациям изготовителя термопласта.
Термопласт рекомендуется хранить в отапливаемых помещениях в соответствии с рекомендациями документа по стандартизации или технической документации на термопласт или согласно рекомендациям изготовителя термопласта.
5.2 Литье под давлением
5.2.1 На процессоре литьевой машины устанавливают режим литья, указанный в документе по стандартизации или технической документации на термопласт или согласованный между заинтересованными сторонами.
5.2.2 Было обнаружено, что отношение толщины наружного слоя к толщине сердцевины зависит от скорости впрыска. Чем меньше скорость впрыска, тем толще наружный слой (т. е. тоньше сердце-вина) и тем больше анизотропная ориентация волокон наполнителя и/или макромолекул. Кроме того, тонкие пластины менее чувствительны к изменению скорости впрыска. Отношение толщины наружного слоя к толщине сердцевины изменяется вместе с толщиной пластины: чем тоньше пластина, тем толще наружный слой (т. е. тоньше сердцевина) и тем больше анизотропная ориентация волокон наполнителя и/или макромолекул. В общем случае близость отношения модуля упругости при растяжении в поперечном направлении к модулю упругости при растяжении в направлении потока к значению 0,5 указывает на максимальную анизотропию.
Для получения пластин желательно использовать более одной скорости впрыска, т.к. пластины, полученные при разных скоростях впрыска, можно использовать для получения данных, имеющих значение при проектировании и производстве изделий из термопластов.
5.2.3 Оптимальное значение давления при выдержке рн определяют экспериментально, в том числе путем изготовления пластин при разных значениях давления при выдержке и визуальной оценке полученных пластин.
Если пластины, изготовленные при разном давлении при выдержке, имеют аналогичные свойства, не имеют раковин, пустот, облоя и других видимых дефектов, рекомендуется использовать более низкое давление при выдержке.
Давление при выдержке можно определить, используя один из следующих методов:
а) по массе образцов, вырезанных из отливки;
Ь) по образованию дефектов образцов;
с) с использованием максимального давления расплава, которое не приводит к образованию облоя.
5.2.4 Следует убедиться, что давление при выдержке поддерживается постоянным до тех пор, пока термопласт в области впускного литникового канала не перейдет в твердое состояние. Необходимое время выдержки под давлением можно выбрать одним из следующих способов:
а) измеряя массу образцов;
Ь) измеряя давление в оформляющей полости литьевой формы.
Допускается использовать другие аналогичные методы для определения необходимого времени выдержки под давлением.
5.2.5 Полученные отливки следует отбраковывать до тех пор, пока литьевая машина не достигнет установившегося режима работы, после чего записывают значения параметров установившегося режима и начинают изготовление образцов для испытания.
В процессе литья поддерживают значения параметров установившегося режима, используя соответствующие средства, например проверяя массу отливок.
5.2.6 При замене используемого термопласта следует тщательно очистить литьевую машину и литьевую форму. Перед началом изготовления образцов для испытаний из другого термопласта рекомендуется отбраковать не менее 10 отливок, изготовленных из него.
5.3 Изготовление образцов для испытания
Для получения информации об анизотропии пластин, полученных в соответствии с настоящим стандартом, изготовляют образцы для испытания путем механической обработки или вырубки штампом (см. приложение А). Рекомендуемые образцы для испытания — образцы типа А22 или ВЗ по ГОСТ 33693.
6 Протокол изготовления пластин и образцов для испытания
В протоколе изготовления пластин и образцов для испытания указывают:
а) ссылку на настоящий стандарт;
Ь) дату, время и место изготовления образцов;
с) описание используемого термопласта (тип, обозначение, изготовителя, номер партии);
d) подробное описание режима кондиционирования термопласта перед формованием;
е) тип литьевой формы (т. е. тип F) и данные о литьевой форме (глубину оформляющей полости, размер и расположение впускного литникового канала);
f) данные о литьевой машине (изготовителя, максимальный объем впрыска, усилие смыкания, систему управления);
д) условия литья:
1) температуру расплава Тм, °C;
2) температуру литьевой формы Тс,°С;
3) скорость впрыска У|, мм/с;
4) время впрыска t|, с;
5) давление при выдержке рн, МПа;
6) время выдержки /н, с;
7) время охлаждения /с, с;
8) время цикла /т, с;
9) массу отливки, г;
h) другие важные сведения (например, количество первоначально отбракованных отливок, количество сохраненных отливок, обработку изготовленных пластин);
i) тип и количество образцов для испытаний, полученных из изготовленной пластины, используемый метод подготовки образцов для испытаний (механическую обработку или вырубку) и расположение образцов внутри пластины.
Приложение А (обязательное)
Изготовление образцов для испытания
Рекомендуемые образцы для испытания — образцы типа А22 или ВЗ.по ГОСТ 33693, изготовляют путем механической обработки или вырубают штампом из пластин (см. рисунок А.1).
Следует обратить внимание, что выталкиватели, при использовании, должны находиться вне центральной зоны пластины диаметром 50 мм и не соприкасаться с рабочей частью образцов для испытания.
Поверхность образцов для испытания должна быть гладкой и ровной, без вздутий, сколов, трещин, раковин и других видимых дефектов. Из центра каждой пластины вырезают только один образец для испытания. Если используется датчик давления и он находится в зоне, из которой вырезают образцы для испытания, не используют образцы, на которых имеются следы отдатчика давления.
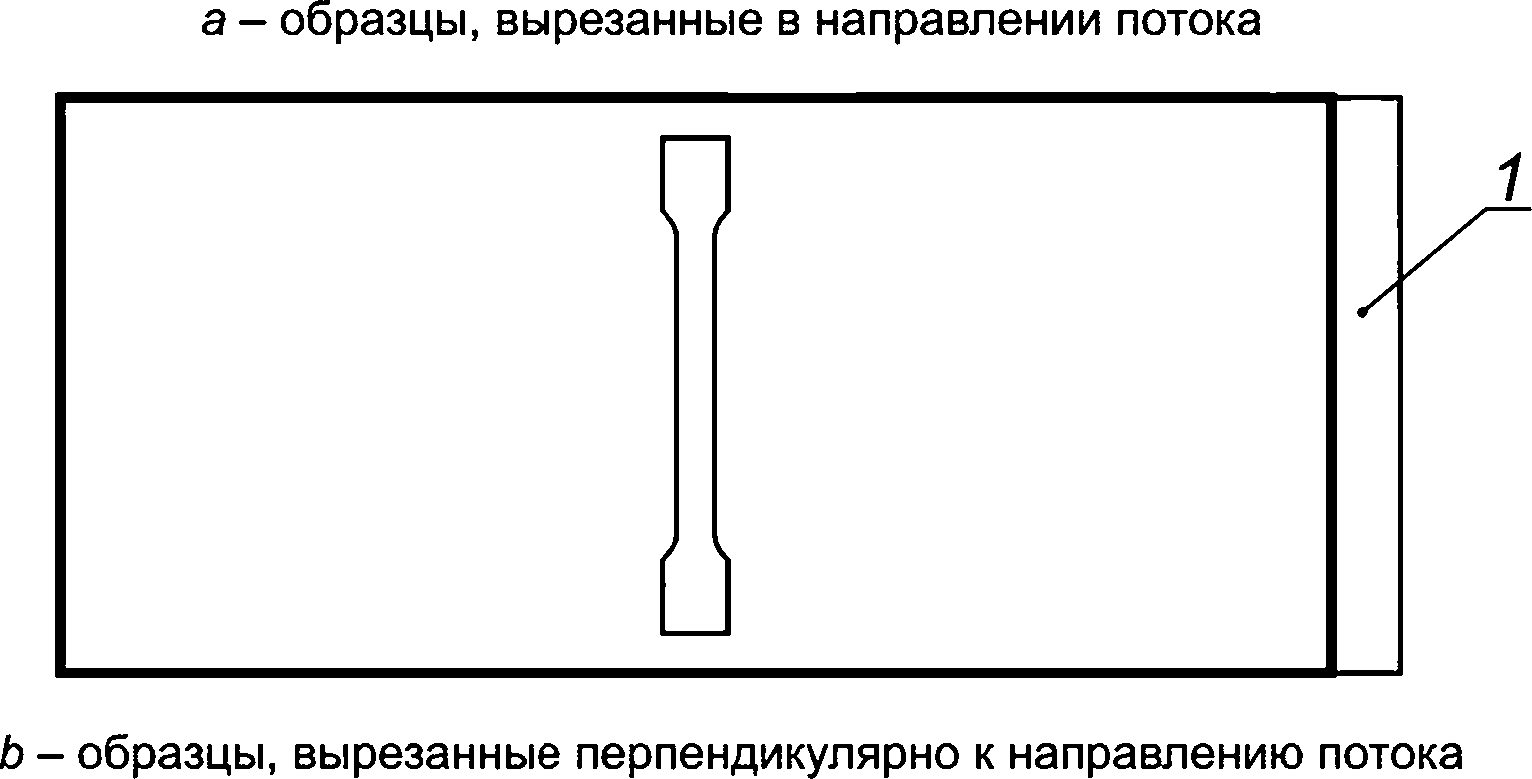
1 — литник
Рисунок А.1 — Направления вырезки образцов для испытания
Приложение ДА (справочное)
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
УДК 678.5:536.421.2:006.354
МКС 83.080.20
MOD
Таблица ДА.1
Обозначение ссылочного межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ 12019—2021 | NEQ | ISO 294-1:2017 «Пластмассы. Литье под давлением образцов для испытаний термопластичных материалов. Часть 1. Общие принципы и литье образцов для испытаний многоцелевого назначения и в виде брусков» |
ГОСТ 33693—2015 (ISO 20753:2008) | MOD | ISO 20753 «Пластмассы. Образцы для испытаний» |
Примечание — В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов:
|
Ключевые слова: пластмассы, литьевая форма, литьевая машина, изготовление пластин из термопластов, образцы для изучения анизотропии
Редактор Л. И. Нахимова Технический редактор В.Н. Прусакова Корректор Р.А. Ментова Компьютерная верстка И.Ю. Литовкиной
Сдано в набор 02.11.2021. Подписано в печать 29.11.2021. Формат 60х841/8. Гарнитура Ариал.
Усл. печ. л. 1,40. Уч-изд. л. 1,12.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «РСТ» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
1
— впускные литниковые каналы; 2 — центральный литниковый канал; 3 — разводящие литниковые каналы
2
Примечание — Общая проецируемая площадь и объем впрыска для разводящих литниковых каналов, впускных литниковых каналов и оформляющей полости литьевой формы составляют примерно 20000 мм2 и примерно 40000 мм3 соответственно.
{kind=link}