ГОСТ 12019-2021
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛАСТМАССЫ
Изготовление образцов для испытания из термопластов. Общие требования
Plastics. Preparation of test specimens from thermoplastics. General requirements
МКС 83.080.20
Дата введения 2022-09-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Акционерным обществом "Институт пластических масс имени Г.С.Петрова" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июня 2021 г. N 141-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 октября 2021 г. N 1369-ст межгосударственный стандарт ГОСТ 12019-2021 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2022 г.
5 Настоящий стандарт разработан с учетом основных нормативных положений международного стандарта ISO 294-1:2017* "Пластмассы. Литье под давлением образцов для испытания термопластичных материалов. Часть 1. Общие принципы и литье образцов для испытания многоцелевого назначения и в виде брусков" ("Plastics - Injection moulding of test specimens of thermoplastic materials - Part 1: General principles, and moulding of multipurpose and bar test specimens", NEQ)
6 ВЗАМЕН ГОСТ 12019-66
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт устанавливает общие требования к изготовлению образцов для испытания методами литья под давлением и прямого прессования и распространяется на термопластические массы (термопласты).
Конкретные требования к изготовлению образцов для испытания (режим изготовления, форма и размеры образцов, особенности конструкции оборудования, инструмента и др.) предусматриваются в документах по стандартизации или технической документации на термопласты.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 12423 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 33693 (ISO 20753:2008) Пластмассы. Образцы для испытания
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 литье под давлением (injection moulding): Процесс формования материала путем впрыскивания его под давлением из нагревательного цилиндра через литник в оформляющую полость закрытой литьевой формы.
3.9 цикл формования (moulding cycle): Последовательность операций процесса литья, необходимых для изготовления одного комплекта образцов для испытания (см. таблицу 1).
3.11 форма ISO (ISO mould): Одна из нескольких стандартных форм (типов A; B; C и D), предназначенных для изготовления образцов для испытания с сопоставимыми свойствами по ГОСТ 33693.
3.12 прямое прессование (compression moulding): Процесс формования материала в замкнутой оформляющей полости с применением давления и, как правило, нагревания.
3.13 давление прессования, МПа (compression-moulding pressure): Давление, оказываемое на материал в пресс-форме.
3.14 температура выемки из формы, °С (demoulding temperature): Температура формы или плиты пресса в конце времени охлаждения, измеренная в непосредственной близости от отпрессованного материала.
4 Изготовление образцов для испытания методом литья под давлением
4.1 Литьевая машина
4.1.1 Общие требования
Для изготовления образцов для испытания, обеспечивающих сопоставимые результаты, используют литьевые машины со шнековой пластикацией или поршневые литьевые машины, оснащенные всеми необходимыми приспособлениями для контроля условий литья.
4.1.2 Система управления
Система регулирования и контроля литьевой машины должна обеспечивать следующую точность поддержания параметров литья:
- массы отливки - ±2% от заданного значения.
4.2 Литьевые формы
4.2.1 Общие требования
Литьевые формы, обеспечивающие нагрев или охлаждение путем непрерывной циркуляции охлаждающей жидкости или теплоносителя.
Дефекты поверхности образцов для испытания могут влиять на результаты испытания, поэтому поверхности оформляющих полостей литьевой формы должны быть тщательно отполированы, причем направление полировки должно соответствовать направлению, в котором образец для испытания будет нагружаться при испытании.
4.2.2 Для изготовления образцов для испытания, обеспечивающих получение сопоставимых данных, а также для использования в случае разногласий, связанных с применением международных стандартов, рекомендуется применять формы ISO (см. приложение А).
4.3 Подготовка к изготовлению образцов
4.3.1 Образцы изготовляют из термопласта в состоянии поставки, если в документе по стандартизации или в технической документации на термопласт не указаны определенные условия предварительной подготовки или кондиционирования.
4.3.2 Предварительная подготовка может заключаться в подсушивании термопласта, способного поглощать влагу из воздуха, или в подогреве его перед загрузкой в бункер литьевой машины. Соответствующие режимы указывают в документе по стандартизации или в технической документации на термопласт.
Предварительная подготовка может заключаться также в смешивании неокрашенных гранул термопласта с концентратом красителя при изготовлении окрашенных (в массе) образцов для испытания.
Необходимость проведения кондиционирования термопласта указывают в документе по стандартизации или в технической документации на термопласт.
4.4 Процесс литья
4.4.1 Режим литья указывают в документе по стандартизации или технической документации на термопласт или согласовывают между заинтересованными сторонами.
4.4.2 Если таких указаний нет, рассчитывают давление впрыска по отношению усилия, создаваемого приводом литьевого узла машины, к площади поперечного сечения головки шнека или к площади поршня, оказывающего давление на термопласт при впрыске в форму.
Примечание - Давление расплава термопласта в полости литьевой формы будет меньше рассчитанного вследствие разного рода потерь.
4.4.3 Если литьевая машина работает в заданном режиме и давление впрыска сохраняется постоянным, то и давление расплавленного термопласта в литьевой форме будет постоянным, при условии, что шнек или поршень литьевой машины проходят одинаковое расстояние при каждом цикле работы.
При изменении режима работы литьевой машины изменяется величина давления в полости литьевой формы.
Температура нагревательного цилиндра литьевой машины регулируется соответствующими приборами и периодически контролируется.
Время пребывания термопласта в нагревательном цилиндре литьевой машины должно быть минимальным для предотвращения деструкции термопласта.
4.4.4 После того, как литьевая машина достигла установившегося режима работы, периодически измеряют температуру расплава термопласта, впрыскивая его дозу в стакан, установленный вне литьевой формы около сопла машины, быстро вводя игольчатую термопару или шарик термометра в середину массы расплава. Спай термопары или шарик термометра не должен соприкасаться со стенками стакана. Определение температуры проводят не менее двух раз.
4.4.5 Температуру на поверхности оформляющей полости литьевой формы периодически измеряют в нескольких точках поверхности каждой полуформы, при раскрытой форме после извлечения из нее образца. Рекомендуется использовать поверхностный термометр с погрешностью ±1°С.
Для обеспечения заданной температуры на поверхности оформляющей полости литьевой формы непрерывно контролируют и регулируют температуру охлаждающей жидкости (теплоносителя).
4.4.6 Схема цикла формования приведена в таблице 1.
Таблица 1
Предыдущий цикл | Рассматриваемый цикл | Последующий цикл | |||||||||
Конец цикла | Начало цикла | Конец цикла | Начало цикла | ||||||||
1 | 1 | 1 | |||||||||
2 | 3 | 2 | 3 | 2 | |||||||
5 | 4 | 5 | 4 | ||||||||
6 | 7 | 8 | 6 | ||||||||
Время | 0 | Время | 0 | Время | |||||||
Примечание - 1 - общее время цикла; 2 - время "форма закрыта"; 3 - время "форма открыта"; 4 - время "шнек (поршень) впереди"; 5 - время охлаждения отливки; 6 - время "до начала литья"; 7 - время заполнения формы; 8 - время выдержки под давлением.
4.4.7 Началом цикла или "нулевым временем" считают момент, когда шнек (поршень) литьевой машины начинает перемещаться по направлению к соплу.
4.4.8 Время "шнек впереди" для литьевой машины со шнековой пластикацией включает период от начала перемещения шнека без вращения по направлению к соплу до момента, когда шнек начнет вращаться, перемещаясь в обратном направлении.
Время "поршень впереди" в литьевой машине с поршневой пластикацией включает период от "нулевого времени" до момента, когда поршень начинает обратный ход (от сопла).
4.4.9 Время "до начала литья" включает период времени от начала движения шнека (поршня) вперед до впрыска расплава термопласта из сопла. Величина этого времени будет зависеть от типа машины, гранулометрического состава термопласта и т.д.
Примечание - При отливке образцов из термопластов с малой вязкостью расплава литьевая машина должна обеспечить закрытие проходного отверстия сопла в промежутках между циклами литья.
4.4.10 Время заполнения оформляющей полости литьевой формы зависит от скорости движения шнека (поршня), его диаметра, давления впрыска, объема оформляющей полости формы, размеров литниковых каналов, температуры термопласта и т.д.
Для измерения времени заполнения оформляющей полости формы применяют специальные приборы, устанавливаемые внутри оформляющей полости формы.
Литьевую форму следует заполнять в возможно короткий срок.
4.4.11 После заполнения оформляющей полости литьевой формы расплав термопласта некоторое время выдерживается под давлением шнека (поршня).
Время выдержки под давлением получают вычитанием времени "до начала литья" из времени "шнек (поршень) впереди".
4.4.12 Время охлаждения отливки в литьевых машинах со шнековой пластикацией начинается с начала вращения шнека и заканчивается началом раскрытия формы в литьевых машинах с поршневой пластикацией, время охлаждения составляет период от начала обратного хода поршня (от сопла) до начала раскрытия формы.
4.4.13 Время пребывания литьевой формы в закрытом состоянии начинается с "нулевого времени" цикла и заканчивается началом раскрытия формы. Оно состоит из суммы: времени "поршень впереди" и времени охлаждения отливки.
4.4.14 Время нахождения литьевой формы в открытом состоянии составляет период времени от начала раскрытия формы до "нулевого времени" следующего цикла. Этот период включает время, затраченное на раскрытие и замыкание формы.
4.4.15 Общее время цикла состоит из времени пребывания формы в открытом и закрытом состояниях. Это время измеряется периодом между началом двух следующих друг за другом циклов.
4.5 Отбор образцов для испытания
4.5.1 После извлечения из литьевой формы образцам для испытания дают постепенно остыть до температуры окружающей среды с одинаковой скоростью, чтобы избежать каких-либо различий в истории индивидуальных образцов.
4.5.2 Для испытания отбирают образцы, изготовленные только при установившемся процессе литья в условиях безостановочной работы литьевой машины и дублирования каждого цикла. Остальные образцы исключают.
4.5.3 У образцов, отобранных для испытания, удаляют литник, а его остаток зачищают.
Испытание образцов проводят не ранее чем через 16 ч с момента их изготовления, если в документе по стандартизации или технической документации на термопласт отсутствуют указания о предварительной тепловой обработке для снятия внутренних тепловых напряжений, вызванных неравномерным остыванием разных частей образца в форме.
4.5.4 Образцы для испытания, изготовленные из термопластов, чувствительных к воздействию влаги, хранят в соответствии с указаниями, приведенными в документе по стандартизации или технической документации на термопласт.
4.6 Протокол изготовления образцов для испытания
В протоколе изготовления образцов для испытания указывают:
а) ссылку на настоящий стандарт;
б) дату, время и место изготовления образцов;
в) описание используемого термопласта (тип, обозначение, обозначение документа по стандартизации, изготовителя, номер партии, другие данные, идентифицирующие термопласт);
г) описание режима кондиционирования термопласта, если кондиционирование проводилось;
д) данные о литьевой форме (количество гнезд литьевой формы, размер и расположение впускного литникового канала);
е) данные о литьевой машине (изготовителя, максимальный объем впрыска, усилие смыкания, систему управления);
ж) условия литья (температуру расплава, температуру литьевой формы, давление впрыска, давление при выдержке, время выдержки под давлением, время охлаждения, время цикла);
и) другие важные сведения (массу отливки вместе с массой центрального литника и разводящих литников, количество первоначально отбракованных отливок, количество сохраненных отливок, обработку изготовленных образцов).
5 Изготовление образцов для испытания методом прямого прессования
5.1 Аппаратура
5.1.1 Пресс, создающий постоянное давление, предусмотренное в документе по стандартизации или технической документации на термопласт.
Система регулирования и контроля пресса должна обеспечивать следующую точность поддержания параметров прессования:
- давления на материал в процессе прессования образцов ±5% от заданного значения;
- температуры пресс-формы (при отсутствии обогревательно-охлаждающей системы у пресс-формы) прибором класса точности 0,5;
- продолжительности цикла прессования и его основных стадий.
5.1.2 Пресс-форма, обеспечивающая получение заготовок или образцов для испытания, типов и размеров, предусмотренных в документе по стандартизации или технической документации на термопласт.
Загрузочная камера пресс-формы должна иметь размеры, позволяющие загружать материал в один прием. Давление прессования должно быть направлено перпендикулярно к широкой плоскости образца, если в документе по стандартизации или технической документации на термопласт нет других указаний.
Пресс-форма должна равномерно нагреваться и охлаждаться. При этом температура любой точки оформляющей поверхности пресс-формы не должна отличаться от заданной более чем на ±3°С. Тип обогрева может быть электрическим или жидкостным. Обогрев может осуществляться также паром высокого давления. Плиты пресса и пресс-формы могут охлаждаться циркуляцией холодной воды в системе каналов.
В обеих половинах пресс-формы на расстоянии от 2 до 3 мм от ее оформляющей поверхности должны быть предусмотрены отверстия для приборов контроля температуры.
Поверхность оформляющей полости матрицы и пуансона должна быть отполирована до шероховатости Ra 0,160 мкм по ГОСТ 2789.
Поверхность оформляющей полости матрицы должна иметь маркировку, выдавливаемую на образце для испытания, указывающую сторону, которая соприкасалась с матрицей. Маркировка на образце для испытания не должна влиять на результат испытания.
Для облегчения извлечения из пресс-формы изготовленных образцов для испытания допускается конусность стенок формы, не превышающая 2°.
Для обеспечения удаления образцов с ровными плоскостями и без последующей деформации поверхности необходимо выталкивать их из пресс-формы всей нижней поверхностью матрицы. Допускается использование выталкивающих шпилек, если это не повредит рабочую поверхность образца.
5.2 Основные требования к процессу прессования
5.2.1 Образцы для испытания следует изготовлять из термопластов в состоянии поставки, если в документе по стандартизации или технической документации на термопласт нет указаний о кондиционировании или предварительной подготовке материала перед прессованием.
5.2.2 Термопласты с малой насыпной плотностью предварительно таблетируют или вальцуют, если навеску невозможно единовременно загрузить в пресс-форму.
Условия таблетирования и вальцевания указывают в документе по стандартизации или технической документации на термопласт.
5.2.3 В каждом цикле в загрузочную камеру пресс-формы загружают одинаковое по массе или объему количество материала, обеспечивающее получение заданных допусков на образцах для испытания.
5.2.4 Давление прессования измеряют манометром, класс точности которого не ниже 1.
5.2.5 В процессе прессования образцов регулируют и измеряют температуру пресс-формы термопарами. Допускается измерение температуры другими приборами, обеспечивающими ту же точность измерения. Измерение температуры проводят на каждой половине пресс-формы с погрешностью не более 1,5°С, если в документе по стандартизации или технической документации на термопласт нет других указаний.
5.2.6 Проводят предварительное нагревание материала. Давление, температуру, время выдержки указывают в документе по стандартизации или технической документации на термопласт. Пресс закрывают при давлении на материал 0,4 МПа.
5.2.7 После выдержки материала по 5.2.6 повышают давление до необходимого значения и после выдержки под давлением начинают охлаждение. Режим повышения и поддержания давления, значение давления при прессовании, скорость охлаждения пресс-формы указывают в документе по стандартизации или технической документации на материал. Охлаждение осуществляют при постоянном давлении.
5.2.8 Для предотвращения образования пузырей и раковин в образцах для испытания допускается перед повышением давления проводить подпрессовку, режим которой указывают в документе по стандартизации или технической документации на материал.
5.2.9 Для облегчения извлечения образцов для испытания и заготовок из пресс-формы допускается использовать смазки, пленки и т.д., если они не оказывают влияния на свойства прессуемого материала.
5.2.10 Для испытания отбирают образцы, изготовленные по режимам и технологии, указанным в документе по стандартизации или технической документации на материал. Проверяют правильность и равномерность толщины образцов, отобранных для испытания. Образцы не должны иметь вздутий, трещин, расслоений, раковин, сколов, царапин, линий холодного стыка и других дефектов. Образцы, имеющие дефекты, бракуют.
5.2.11 Время между окончанием прессования образцов до их испытания указывают в документе по стандартизации или технической документации на материал.
Если такое указание отсутствует, то испытание образцов проводят не ранее чем через 16 ч с момента окончания прессования.
5.3 Протокол изготовления образцов
В протоколе изготовления образцов для испытания указывают:
а) ссылку на настоящий стандарт;
б) дату, время и место изготовления образцов;
в) описание используемого термопласта (тип, обозначение, обозначение документа по стандартизации, изготовителя, номер партии, другие данные, идентифицирующие термопласт);
г) описание режима кондиционирования термопласта, если кондиционирование проводилось;
д) данные о пресс-форме (тип, размеры, количество гнезд, тип обогрева);
е) данные о прессе (изготовителя, тип, модель, усилие прессования);
ж) условия прессования, включая условия подготовки [условия предварительного нагревания (давление, температура, время выдержки), таблетирования, вальцевания, режима подпрессовки];
и) условия прессования (режим увеличения давления и величину давления прессования, скорость охлаждения, продолжительность стадий прессования) и другие сведения, влияющие на качество образцов (включая применение смазок, прокладочных пленок и др.);
к) другие важные сведения (количество отбракованных образцов, обработку изготовленных образцов).
Приложение А
(справочное)
Литьевые формы ISO
А.1 На рисунке А.1 приведена схема двухгнездной литьевой формы ISO, применяемой для изготовления многоцелевых образцов для испытания типа A1 по ГОСТ 33693.
 |
Рисунок А.1 - Схема двухгнездной литьевой формы ISO
А.2 На рисунке А.2 приведена схема четырехгнездной литьевой формы ISO с двумя Т-образными литниковыми каналами, применяемой для изготовления образцов для испытания типа B1 по ГОСТ 33693.
А.3 Литьевые формы для изготовления образцов для испытания, схемы которых приведены на рисунках А.1 и А.2, должны соответствовать следующим требованиям:
а) диаметр центрального литникового канала со стороны сопла - не менее 4 мм;
б) ширина и высота (или диаметр) системы литниковых каналов - не менее 5 мм;
в) оформляющие полости литьевой формы должны быть односторонними (см. рисунки А.1 и А.2);
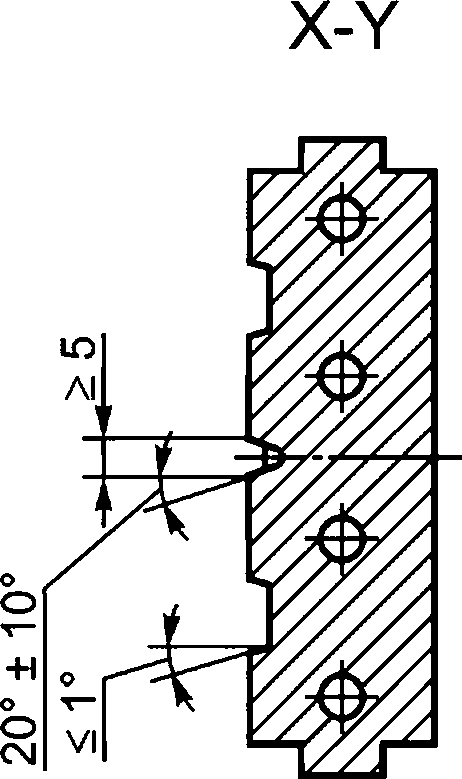 |
Рисунок А.2 - Схема четырехгнездной литьевой формы ISO
г) высота впускного литникового канала в оформляющую полость литьевой формы должна составлять не менее двух третей высоты оформляющей полости литьевой формы, а ширина входа в оформляющую полость должна быть равна ширине оформляющей полости в точке входа в нее;
д) впускной литниковый канал в оформляющую полость литьевой формы должен иметь длину не более 3 мм;
е) угол наклона литниковых каналов должен быть не менее 10°, но не превышать 30°. Оформляющая полость литьевой формы должна иметь угол наклона не более 1°;
ж) размеры оформляющих полостей литьевой формы должны быть такими, чтобы размеры изготовленных образцов для испытания соответствовали размерам, приведенным в соответствующих стандартах на методы испытания.
Для учета разных степеней усадки при формовании размеры полостей выбирают таким образом, чтобы они находились между номинальным значением размера и его верхним пределом;
и) выталкиватели, если их используют, располагают вне рабочей части образца для испытания;
к) система нагрева/охлаждения плит литьевой формы должна быть сконструирована таким образом, чтобы в рабочих условиях разница температур между любой точкой на поверхности оформляющей полости литьевой формы и любой точкой на поверхности любой плиты составляла не более 5°С;
л) для обеспечения быстрого перехода от изготовления одного типа образца для испытания к другому типу рекомендуется использовать сменные оформляющие полости литьевой формы и литники в виде вкладышей. Быстрый переход обеспечивается за счет использования близких объемов впрыска;
м) для обеспечения необходимого контроля времени впрыска рекомендуется установить датчик давления в центральном литниковом канале;
н) для облегчения контроля идентичности образцов для испытания, изготовленных на разных гнездах одной литьевой формы, рекомендуется маркировать гнезда литьевой формы вне рабочей части образца путем гравировки каких-либо символов на головках выталкивателей, избегая повреждения поверхности оформляющей полости;
п) дефекты поверхности образцов для испытания могут влиять на результаты испытания, поэтому поверхности оформляющих полостей литьевой формы должны быть тщательно отполированы, причем направление полировки должно соответствовать направлению, в котором образец для испытания будет нагружаться при испытании.
УДК 678.5:536.421.2:006.354 | МКС 83.080.20 | NEQ |
Ключевые слова: пластмассы, изготовление образцов для испытания из термопластов, общие требования, литьевая форма, литьевая машина, литниковый канал, пресс, пресс-форма | ||
{kind=link}