
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ СТОПОРНЫЕ ДЛЯ РАЗЛИВКИ СТАЛИ ИЗ КОВША
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 5500—75
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
УДК 666.76(083.74) Группа И22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 5500—75*
Взамен
ГОСТ 5500—64
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ СТОПОРНЫЕ ДЛЯ РАЗЛИВКИ СТАЛИ ИЗ КОВША
Технические условия
Iligh-duty refractories for steel pouring. Specifications
ОКП 15 5000
Постановлением Государственного комитета стандартов Совета Министров СССР от 24 декабря 1975 г. № 3996 срок введения установлен
с 01.01. 77 Проверен в 1981 г. Постановлением Госстандарта № 55 от 13.01.82.
Срок действия продлен до 01.01. 87
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на огнеупорные стопорные изделия для разливки стали из ковша: стопорные трубки, пробки, стаканы, вкладыши к стаканам и гнездовой кирпич.
Стандарт разработан в соответствии с рекомендацией СЭВ по стандартизации PC 1675—69.
1. МАРКИ
1.1. Изделия подразделяются на марки, указанные в табл. 1.
Таблица 1
Марка
ШСП-32
Характеристика
Вил изделий
ШСП-34
высшей категории качества
ШСП-35
Шамотный стопорный припас с массо- | Стопорные |
вой долей А12Оз, не менее 32% | трубки, проб- |
кп, стаканы, | |
гнездовой кир- | |
пич | |
Шамотный стопорный припас с массовой | Пробки, ста- |
долей А12Оз, не менее 34% | каны |
Шамотный стопорный припас с массовой | Стопорные |
долей АЬОд. не менее 35% | трубки |
Марка
Характеристика
Вид изделий
ШСП-35 высшей категории качества | Шамотный стопорный припас с массовой долей Ai2O3t не менее 35% | Стопорные трубки |
ШСП-37 | Шамотный стопорный припас с массовой дилен А12Оз, не менее 37% | Пробки |
ШГСП | Шэмотнографвтовый стопорный припас с массовой долей С, не менее 20% | Пробки, стаканы |
МКРСП | Муллитокремнеземистый стопорный припас с массовой долей А120з, свыше 45% и Fe2O3, не более 1,5% | Пробки |
МКРАСП | Муллнтокремнеземистый стопорный припас с массовой долей А120з, свыше 45% и Fe2Oa, не более 2,8% из сырья Аркалыкско-го месторождения | Стопорные трубки |
МЛСП | Муллитовый стопорный припас с массовой долей А12О.ъ свыше 62% | Стаканы |
МЛСП-63 высшей категории качества | Муллитовый стопорный припас с массовой долей А1аО3, не менее 63% | Стопорные трубки |
МКСП | Муллитокорундовый стопорный припас с массовой долей Al2O3, свыше 72% | Стопорные трубки, пробки |
МКСП-73 высшей категории качества | Муллитокорундовый стопорный припас с массовой долей А12О3, не менее 73% | Стопорные трубки |
ПСП | Периклазовый стопорный припас с массовой долей MgO, не менее 90% | Стаканы, вкладыши |
ПБСП | Периклазовый безобжиговый стопорный припас с массовой долей MgO. не менее 88% | Стаканы, вкладыши |
ПБСП высшей категории качества | Периклазовый безобжиговый стопорный припас с массовой долей MgO, не менее 88% | Стаканы, вкладыши |
(Измененная редакция, Изм. № 2).
2. ФОРМА И РАЗМЕРЫ
2.1. Форма и размеры изделий должны соответствовать указанным на черт. 1 —13 и в табл. 2—14.
(Измененная редакция, Изм. № 1).
Стопорные трубки М 1—8 и 8—1

Черт. I
Таблица 2
«« | з? | н | л | А, | D | о» | d | 4 | d, | 4> к ж S ж «ж» 2 ® ® ж ? ь ж л | |
а® о* | h Ck л | МЫ | Ji'S* S а о | ||||||||
х S | U аь | С ж о х | |||||||||
1 | Шамот- | 300 | 10 | 13 | fOo | 67 | G3 | 40 | 72 | 67 | 9 |
2 | ные, мул- | 300 | 14 | 17 | 125 | 81 | 75 | 48 | 86 | 79 | 10 |
3 | ли7о-кре.М' | 300 | 18 | 21 | 140 | 94 | 88 | 54 | 100 | 93 | И |
4 | неземистые. | 300 | 18 | 21 | I6C | 106 | 1U0 | 60 | in | 104 | 12 |
5 | муллитовые. | 300 | 23 | 26 | 180 | 125 | 115 | 64 | 129 | 119 | 13 |
6 | муллито- | 300 | 23 | 34 | 180 | 125 | 115 | 64 | 129 | 115 | 13 |
7 | корундовые | 270 | 23 | 26 | 200 | 125 | 115 | 64 | 129 | 119 | 14. 14-2 |
8 | 270 | 23 | 34 | 200 | 125 | 115 | 64 | 129 | 115 | 14, 14—2 | |
8—1 | 270 | 35 | 38 | 200 | 136 | пи | 64 | 140 | 114 | 14-1 |
Примечания:
I. По соглашению изготовителя с потребителем допускается изготовлять стопорные трубки:
№ 1—8, б—I высотой 150, 200, 250 мм, № 5, 6 высотой 275 мм. X? 7. 8, 8—1 высотой 300 мм;
№ 7, 8, 8—1 с увеличенным наружным диаметром 0=220 н 240 мм;
1—8, 8—1 с увеличенным внутренним диаметром d для теплоизоляции или продувки газами;
№8-1 с высотой буртика А «30 или 40 мм, глубиной паза Ai«33 млн 43 мм с соответствующим изменением размеров Ds и ds
2. Высота стопорных трубок № 6 и 8 принята больше,, чем ipy бок № 5 и 7 с учетом применения разгрузочной металлической шайбы толщиной 8 мм.

Пробки № 9—14, 14—1 и 14—2
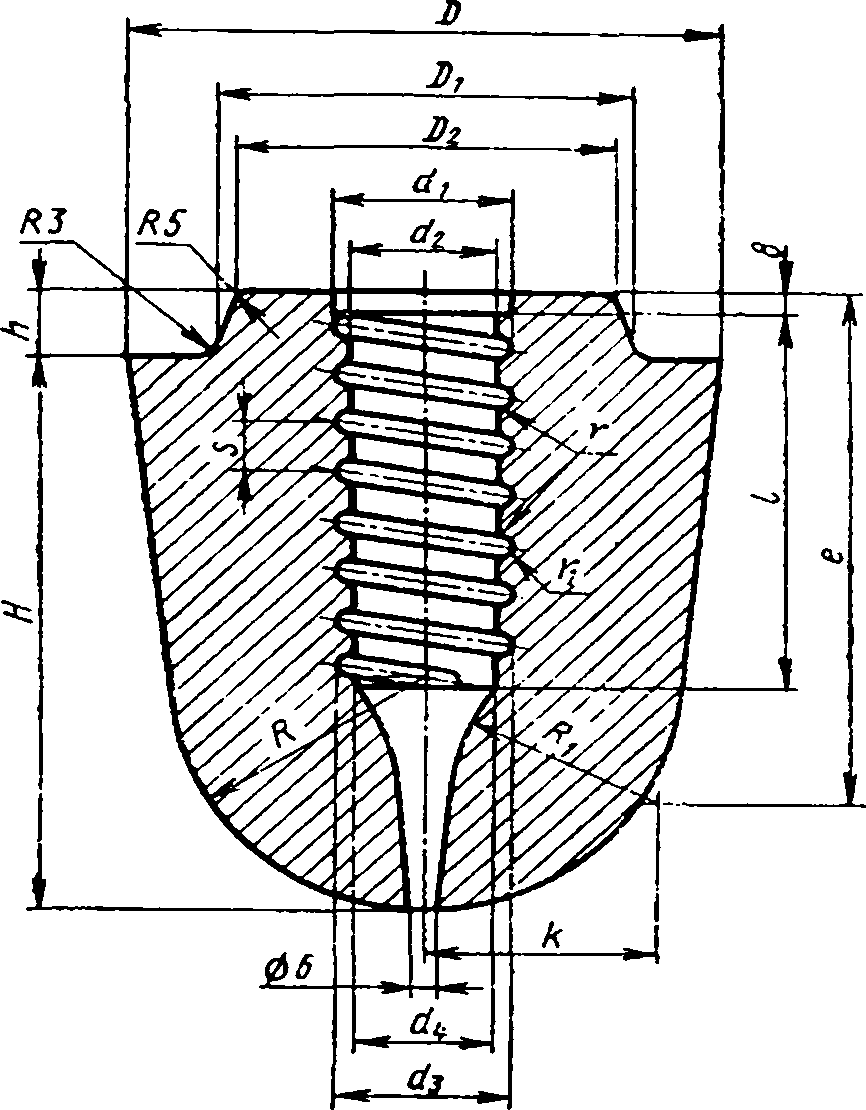
Черт. 2
Таблица 3
а« а | Группы HJAWin.i | н | h | D | 0, | о2 | <4 | *2 | 1 | Л | Г | 't | Я | £ | k | |||
X S | ММ | |||||||||||||||||
9 | Шамотные, | 125 | 10 | 100 | 67 | 63 | 34 | 24 | 32 | 22 | 72 | 12 | 2.8 | 2.6 | 47,5 | 27 | 97 | 31 |
10 | шамотно-графиго- | 140 | 14 | 125 | 81 | 75 | 40 | 30 | 38 | 28 | 91 | 12 | 2.8 | 2.6 | 57.5 | 45 | 126 | 51 |
11 | выс, муллнто-крем- | 160 | 18 | 140 | 94 | 88 | 48 | 36 | 46 | 34 | 100 | 16 | 3,7 | 3.6 | 67.5 | 54 | 140 | 60 |
12 | неземнетые, муллито-корундовые | ISO | 18 | 160 | 106 | 100 | 55 | 43 | 52 | 40 | 115 | 16 | 3.7 | 3,6 | 77.5 | 62 | 160 | 69 |
13 | 200 | 23 | 180 | 125 | 115 | 55 | 43 | 52 | 40 | 120 | 16 | 3.7 | 3.6 | 77,5 | 62 | 166 | 69 | |
14 | 200 | 23 | 200 | 125 | 115 | 55 | 43 | 52 | 40 | 120 | 16 | 3,7 | 3,6 | 77.5 | 62 | 166 | 69 | |
14-1 | 200 | 35 | 200 | 136 | 1)0 | 55 | 43 | 52 | 40 | 132 | 1G | 3.7 | 3,6 | 77,5 | 62 | IGC | G9 | |
14-2 | 225 | 23 | 200 | 125 | 115 | 55 | 43 | 52 | 40 | 120 | 16 | 3.7 | 3.6 | 77,5 | 62 | 166 | 69 |
Примечания:
1. По соглашению изготовителя с потребителем допускается изготовлять пробки № 14—1 с высотой буртика Л-30 или 40 мм с соответствующим изменением размера D*
2. По соглашению изготовителя с потребителем допускается изготовлять пробки № 13, 14, 14-1 и 14—2 с шагом резьбы s«24 мм.
3. допускается изготовлять пробки без выемки в верхней части нарезки.
4. Верхний и нижний витки нарезки пробок следует обрезать так, чтобы исключалась возможность образова* иия острого угла.
ГОСТ JSOO—7J Стр. $
5. Металлургическим предприятием, изготовляющим пробки для собственного потребления, разрешается изготовлять их нс только с винтовым, ко н с анкерным или болтовым креплением.
Винтовая нарезка стопорного штыря

Черт. 3
Таблица 4
со се | df | “’2 | г. | R' | г' | г\ | 1' | Применение в сочетании | ||||
р. о | со стопор- | с проб- | ||||||||||
2 3 О ь X В | мм | ными трубками номеров | ками номеров | |||||||||
1 | 33 | 31 | 21 | 29 | 19 | 9 | 12 | 3,0 | 2,0 | 95 | 1 | 9 |
2 | 40 | 37 | 27 | 35 | 25 | 13 | 12 | 3,0 | 2,0 | 115 | 2 | 10 |
3 | 46 | 45 | 33 | 43 | 31 | 17 | 16 | 4,0 | 2,8 | 124 | 3 | 11 |
4 | 52 | 52 | 40 | 49 | 37 | 22 | 16 | 4,0 | 2.8 | 140 | 4 | 12 |
5 | 56 | 52 | 40 | 49 | 37 | 22 | 16 | 4,0 | 2,8 | 145 | 5.6,7,8, | 13, 14. |
8—1 | 14-1, 14—2 | |||||||||||
6 | 56 | 53 | 40 | 50 | 37 | 22 | 24 | 4,6 | 2,5 | 145 | 5,6,7,8, | 13, 14, |
8—1 | ~-'сч 1 1 |
Примечания:
1. Нижний виток нарезки штыря следует обрезать так, чтобы исключалась возможность образования острого угла.
2.,При применении разгрузочной шайбы длина винтовой нарезки /' стопорного штыря № 5 должна быть 133 мм.
3. Штыри № 5 и 6 допускается применять диаметром d' 60 мм вместо 56 мм при соответствующем увеличении внутреннего диаметра d стопорных трубок.
Стаканы № 15—23
3 ~
«1^

Черт. 4
Номера изделий
15
16
17
Группы изделий | н | D | О1 | d | <*1 | г | е | k | Применение в сочетании с пробками |
мм | номеров | ||||||||
Шамотные, шамотно-графитовые | 140 | 140 | 112 | 24 26 28 30 32 35 40 45 | 50 | 35 | 34 | Gu | 9 |
50 | 52 | ||||||||
Шамотные, шамотно-графитовые, муллитовые | 24и | 160 | 120 | 20 22 24 26 28 30 35 40 45 50 55 60 | 65 | 35 | 34 | 67 | 11 |
70 | 72 | ||||||||
Шамотные, шамотно-графитовые, муллитовые | 300 | 16Q | 127 | 25 30 35 40 45 50 55 | 60 | 35 | 34 | 65 | 10, 11 |
60 | 62 | ||||||||
70 | 72 | ||||||||
Шамотные, шамотно-графитовые | 360 | 160 | 120 | 30 35 40 45 50 55 60 | 65 | 40 | 37 | 72 | 11 |
70 | 72* |
П родолжение табл. 5
а.® а Й | Группы издед11А | н | D | d | г | е | k | Применение в сочетании с пробками | ||
X х | мм | номеров | ||||||||
19 | Периклазовые обожженные и безобжи-говые | 140 | 140 | 112 | 30 35 40 45 50 | 58 | 35 | 34 | 64 | 10 |
60 | 62 | |||||||||
20 | Периклазовые обожженные и безобжи-говые | 300 | 160 | 127 | 30 35 40 45 50 55 60 65 | 68 | 35 | 34 | 69 | 10, 11 |
70 | 72 | |||||||||
21 | Периклазовые обожженные и безобжи-говые | 360 | 160 | 120 | 30 35 -!9 45 50 55 60 65 | 68 | 55 | 51 | 88 | 12, 13, 14, 14—1, 14—2 |
70 | 72 | |||||||||
22 | Периклазовые обож-х<снные и безобжи-говые | 240 | 180 | 140 | 30 35 40 45 50 55 60 65 | 71 | 50 | 46 | 85 | ,11 |
70 | 72 | |||||||||
23 | Периклазовые обожженные и безобжи-говые | 370 | 210 | 146 | 30 35 40 45 50 55 60 | 67 | 90 | 86 | 120 | 12, 13, 14, 14—1, 14—2 |
70 80 | 82 | 65 | 64 | 105 | ||||||
90 100 | 102 | 54 | 54 | 105 |
Примечание. Стаканы № 23 с диаметром внутреннего канала J = 70, 89, 90 и 100 мм изготовляют только безобжиговыми.
Стакан № 24

Л?
Л
Черт. 5
Таблица 6
а. 5 5- о | Группы изделий | Н | «1 | о | DS | d | г | e | k | Применение в сочетании с пробками номеров | |||
° * X х | ММ | ||||||||||||
24 | Периклазовые обожженные и безобжи-говые | 370 | 320 | 210 | 146 | 152 | 180 | 30 35 40 45 50 55 60 | 67 | 90 | 86 | 120 | 12,13, 14,14-1, |
70 80 90 100 | 82 102 | 65 54 | 64 54 | 105 105 | 14—2 |
Примечания:
1. Стаканы № 24 с диаметром внутреннего канала d = 70, 80, 90 и 1'00 мм изготовляют только безобжиговыми.
2. По соглашению изготовителя с потребителем стаканы № 24 допускается изготовлять высотой Я=3о0 и 450 мм. Высота шейки Н—может быть увеличена до 80 мм за счет изменения размера /7Ь
Черт. 6
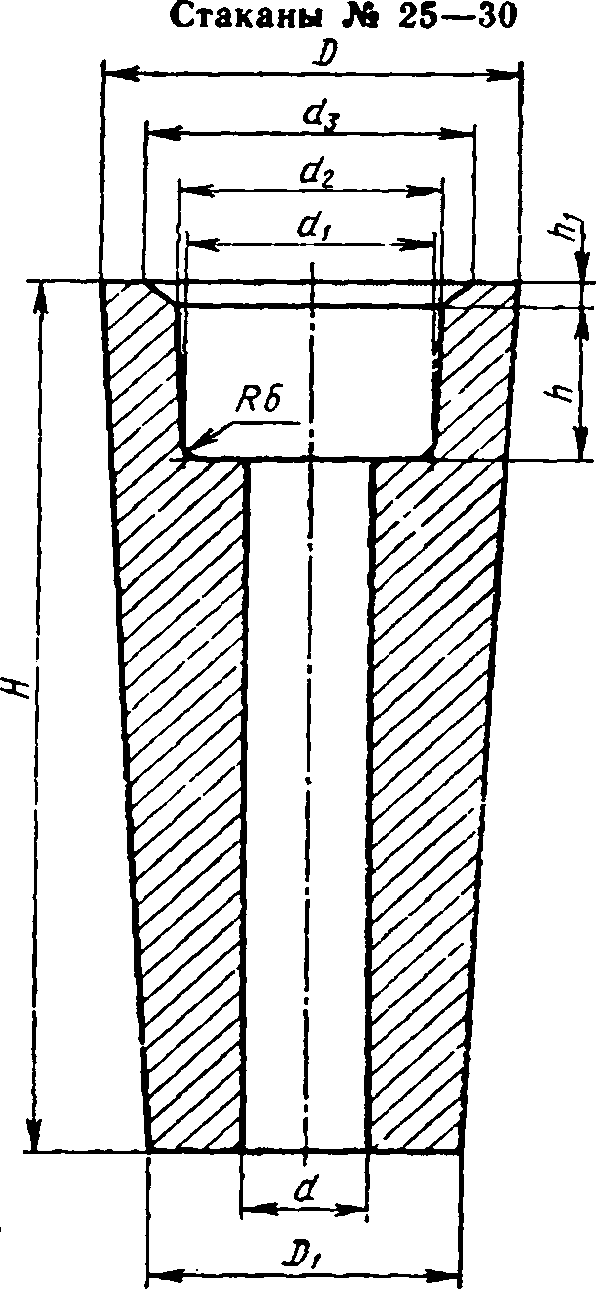
Т а блица 7
Группа | и | Л | Л< | D | Di | d | di | di | ds | Приме в соче 26 2 х в S я я х 5 ф иЗ S | ‘нение гании 1 * 6 | |
1- X х | изделий | мм | io их о о Я СХ | |||||||||
25 | 200 | 60 | 8 | 125 | 95 | 30 35 40 | 75 | 80 | 106 | 35 | 9 | |
26 | 140 | 60 | 8 | 140 | 112 | 30 35 40 | 75 | 80 | 106 | 35 | 9 | |
27 | Шамотные | 240 | 65 | 12 | 160 | 120 | 25 30 35 40 45 50 55 60 | 98 | 102 | 140 | 36 | 10. 11 |
28 | 300 | 65 | 12 | 160 | 127 | 25 30 35 40 45 50 55 00 | 98 | 102 | 140 | 36 | юл | |
29 | 360 | 65 | 12 | 160 | 126 | 30 35 40 45 50 55 60 | 98 | 102 | 140 | 36 | 10, 11 | |
30 | 240 | 65 | 12 | 180 | 140 | 30 35 40 45 50 55 60 | 98 | 102 | 140 | 36 | 10,11 |
Стаканы М 31 к 32
J Номера ii изделий
Шамотные, шамогно-графитовыс

Лз
Черт. 7
Таблица 8
Группы изделий
н | "1 | D | О1 | п2 | Os | d | rf. | г | е | k | Применение в сочетании с пробками номеров | |
мм | ||||||||||||
280 | 170 | 140 | по | 120 | 164 | 30 35 40 45 50 55 60 | 65 | 40 | 37 | 72 | 11 | |
360 | 250 | 140 | 110 | 120 | 175 | 30 35 40 45 50 55 60 | 65 | 40 | 37 | 72 | И |

Стаканы № 33 и 34
Номера изделий
33
34
Черт. 8
Таблица 9
группа изделий
Шамотные
н | ", | Л | hi | D | ", | 02 | 1>я | d | d, | d2 | d3 | HpHAUU^IIIfC В сочетании | |
мм | с вкладышами номеров | с пробками номеров | |||||||||||
280 | 170 | 65 | 8 | НО | 110 | 120 | 164 | 30 35 40 45 50 55 60 | 98 | 102 | 12Ь | 36 | 10, 11 |
360 | 250 | 65 | 8 | 140 | по | 120 | 175 | 30 35 40 45 50 55 60 | 98 | 102 | 126 | 36 | 10, 11 |
Вкладыши № 35 и 36

Черт. 9
Таблица 10
Номера | Групп» | h | d' | ", | г | е | k | Применение в сочетании | |||
со ста- | с проб- | ||||||||||
издслиГ | к >де-лий | мм | канами номеров | ками номеров | |||||||
35 | Периклазовые обожжен- | 57 | 30 35 40 | 71 | 76 | 43 | 35 | 29 | 56 | 25, 26 | 9 |
62 | 25 30 | 94 | 98 | 42 | 50 | 44 | 70 | 27, 28, 39, 30. 33, 34 | |||
36 | ные и бсз-обжи-говые | 62 | 35 40 45 | 94 | 98 | 52 | 45 | 39 | 70 | 10, 11 | |
6-2 | 50 55 60 | 94 | 98 | G2 | 49 | 32 | 70 |
(Измененная редакция, Изм. № 1)

О.Х ш ~ | Группа изделий | в | Н | d | dt | di | Прамекмис в сечею чип со стаканами поморов | |
2 £ S 5 — X | ми | |||||||
37 | 250 | 100 | 30 | 190 | 129 | 119 | 25 | |
38 | 250 | 120 | 30 | 190 | 144 | 126 | 15,19,23 | |
39 | 250 | 120 | 33 | 225 | 184 | 169 | 22,30 | |
40 | Шамотные | 300 | 150 | 40 | 240 | 184 | 166 | 22.30 |
41 | 300 | 150 | 40 | 240 | 164 | 146 | 16.27 | |
42 | 300 | 150 | 40 | 240 | 164 | 152 | 17,18.20.21.28.29 | |
43 | 360 | 150 | 60 | 300 | 215 | 200 | 23 | |
44 | 360 | 150 | 60 | 300 | 215 | 206 | 24 |
Верхняя часть составного гнездового кирпича № 45 и 47

Нижняя часть составного и гнездового кирпича № 46 и 48
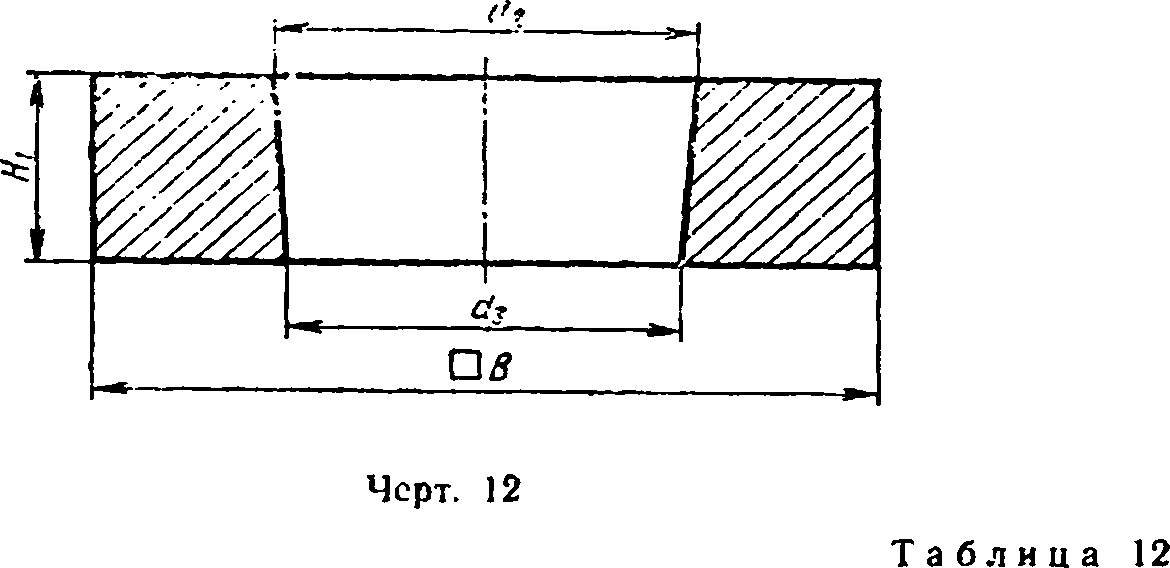
Номера | Группы | 13 | 1 1 | а | dl | d2 | "з | Применение в сочетании со | |
изделрп | Л1 иилий | 1 | 1 | стаканами во- | |||||
моров | |||||||||
мм | |||||||||
45 | ■320 | 75 | 40 | 240 | 164 | 160 | — | 17, 18, 20а | |
46 | Шамотные | З'Ю | 75 | — | — | — | 160 | 152 | 21. 28, 29 |
47 | 360 | 100 | 60 | 300 | 215 | 208 | |||
23 | |||||||||
4Р- ! 1 | зео | 75 | ■ | 208 | 195 |
Гнездовой кирпич № 49

Таблица 13
Номер мзде- | Группа изделия | В | Я | А, | d | Применение в сочетании со стаканами | ||
«111 и | ММ | номеров | ||||||
1 | ||||||||
49 | Шамотные | 300 | 150 | 40 | 220 | 144 ! | 159 | 31, зе, 33.34 |
2.1.1. В верхней части конической поверхности пробок диаметром £>=100—160 мм допускается цилиндрический поясок высотой 15—20 мм, пробок диаметром £>=180—200 мм — высотой 20— —50 мм. На переходе от конической к сферической части пробки допускается поясок высотой до 3 мм; в нижней части пробки допускается выступающий или утопленный сферический след высотой до 1 мм от выталкивателя пресс-формы.
В верхней и нижней части наружной конической поверхности стаканов допускается цилиндрический поясок высотой 10—15 мм. При переходе от верхней конической поверхности к шейке стакана (по D3) допускается закругление радиусом до 5 мм. На верхней части наружной поверхности и на конусной части внутренней поверхности вкладышей допускается цилиндрический поясок высотой до 5 мм. Радиус закругления вертикальных граней в наружных углах гнездовых кирпичей № 37—49 допускается до 8 мм. На конусной части внутренней поверхности гнездового кирпича (по d2 — для № 37—45, 47; по d3 — для № 46, 48; по di и d2— для № 49) допускается цилиндрический поясок высотой 5—10 мм.
(Измененная редакция, Изм. № 2).
2.1.2. Объем и расчетная масса изделий даны в справочном приложении 2.
Средняя кажущаяся плотность для расчета массы изделий приведена в справочном приложении 3.
2.2. Предельные отклонения по размерам изделий должны соответствовать указанным в табл. 14.
Таблица 14
Размеры изделий | Предельные отклонения для | ||||
стопорных трубок | пробок | стаканов | вкладышгй | гнездопого кирпича | |
1. Диаметры: до 50 мм | ± 1 ММ | ± I мм | ± 1 ММ | ± 1 ММ | |
св. 50 до 100 мм св. 100 мм: | ±2 мм | ±2 мм | ±2 мм | ± 1 мм | — |
для полусухого способа производства | ±2% | ±2% | ±2 мм | — | ±2 мм |
для пластического способа произвол- | |||||
ства | ±2% | ±2% | ±2% | — | ±2% |
П родолжение табл.* 14
Размеры изделий | Предельные отклонения для | ||||
стопорных трубок | пробок | стаканов | вкладышей | гнездового кирпича | |
2. Диаметры буртика и паза | ± 1 мм | ±1 ММ | |||
3. Высота буртика и глубина паза | ±1 мм | + 1 мм | |||
4. Высота гнезда под вкладыш | +2 мм | ||||
5. Высота, длина и ширина изделия | ±3% | ±3% | ±3% | "^2 мм | ±2% |
Примечания:
1. Отклонения по диаметрам нарезки пробки устанавливаются для всех номеров пробок ±1 мм.
2. Гнездовой кирпич с плюсовым допуском по диаметрам рекомендуется использовать со стаканами с плюсовым допуском, а гнездовой кирпич с минусовым допуском — соответственно, со стаканами с минусовым допуском.
3. Для муллитовых и муллитокорундовых стопорных трубок высшей категории качества отклонения по диаметрам свыше 100 мм не должны превышать ±1,5%, отклонения по высоте изделия ±2%.
(Измененная редакция, Изм. № 2).
2.3. Допускается изготовление изделий других форм и размеров по чертежам, согласованным изготовителем с потребителем.
(Введен дополнительно, Изм. № 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Изделия по физико-химическим показателям и показателям внешнего вида должны соответствовать требованиям, указанным в табл. 15—18.
Наи.чеиования показателей
ШСП-32
1. Массовая доля на прокаленное вещество. %: AlaO,
FejOj, не более
2. Огнеупорность, °C, нс ниже
3. Дополнительная ли* нейная усадка, %. нс более
4. Пористость открытая. %:
для изделий полусухо* го способа производства
для изделий пластического способа производства
5. Термическая стойкость (нагрев до вСХХС. охлаждение на воздухе— не должно быть сквозных трещин, по которым трубка разделяется на части), тсплосмены
6. Эллипсность, мм, НС более, при диаметре:
до 100 мм
св. 100 мм
Нс менее 32
1690
15-26
19-26
0.3
ШСП-35
15-26
19-26
»
Нс менее 35
1710 при 1351FC
ШСП-ЗЗ •ысшеЛ категории качества | МКРАСП | млел 43 аысшсй категории качества | мксп | мксплз •исшей категории качестм |
Нс менее 35 | С-выше 45 | Свыше 63 | Свыше 72 | Свыше 73 |
— | 2.8 | 1Л | 1.5 | 1.4 |
1710 | 1750 | — | ||
0,3 пр: | 1 140ТС | |||
16-24 | 16-25 | 16-21 | 16-21 | IG— 20 |
19- 21 | ||||
2 | 1 | 2 |
.Ств- 20 ГОСТ 5500—75
Наименования показателей
ШСП-32
МКСП-7Э высшсл категории качества
7. Кривизна по высоте изделия, мм, не более
8. Скошенность ториевых плоскостей, мм, не более
9. Конусность по высоте цилиндрических поверхностей изделий, не более
10. Огбитость:
на рабочей поверхности
на внешней кромке торцов глубиной, мм, не более
11. Выплавки отдельные нв рабочей поверхности диаметром, мм, не более
12. Посечкн поверхностные шириной до 0,5 мы. не образующие сетки н не пересекающие ребро, длиной, мм, но более:
на рабочей поверхности
на нерабочей поверхности
ШСП-35
ШСП-35 ■ысшсй категории качества
МКРАСП
МЛСП-бЭ высшеЛ категории качества
МКСП
0,013
Не допускается
3
5
25 | 20 | ез | 20 |
30 | 25 | 30 | 25 |
ГОСТ SSQO—75 Стр. 2!
Нормы и требоминя для стопорных трубок марок
Наммеяоаякяя локялтсдеЯ | ШСП-32 | ШСП-35 | ШСП35 высшеЛ категории качества | МКР ДСП | млеп» высшей категории качества | мксп | МКСП 73 выешеЛ категории качества |
13. Трещины
14. Состояние наружной и внутренней поверхностей изделий
Не допускаются
На рабочей поверхности не должно быть выступающих н выкрашивающихся зерен; каналы должны быть свободны от песка, шамотного порошка и других загрязнений и налипов
Стр. 22 ГОСТ 550t—75
Примечания:
1. Колебания по открытой пористости в одной партии изделий марок ШСП-32, ШСП-35, ШСП-35 высшей категории качества и МКРАСП не должны превышать 6%.
2. Исключено, Изм. М 2.
ШСП 32
1. Массовая доля иа прокаленное вещество, %: АЬОз Ее^Оэ, нс более | Не менее 32 |
2. Массовая доля углерода (потери прн прокаливании), %, не менее | |
3. Огнеупорность, °C, не ниже | 1690 |
4. Температура начала деформации под нагрузкой 0J2 МПа, *С, не ниже: для изделий полусухого способа производства для изделий пластического способа производства | 1320 1350 |
5. Пористость открытая, %. для изделий полусухого способа производства для изделий пластического способа производства | 15-20 18-23 |
6^ Термическая стойкость (нагрев до ЭД0°С, охлаждение на воздухе —не должно быть сквозных трещин, по которым пробка разделяется иа части), теплосмс-ны | 1 |
7. Конусность по высоте цилиндрических поверхностей изделий, не более |
Нормы и требования для пробок марок
ШСП-34 аыаией категории качества | шсп-з? | ШГСП | MKPCF1 | мксп |
Не менее 34 | Не .менее 37 | — | Свыше 45 1.5 | Свыше 72 1,5 |
20 | — | |||
1710 | 1710 | Свыше 1750 | ||
1320 | 1350 | 1350 | ||
1350 | 1370 | — | 1350 | — |
15-20 18-22 | 15-20 18-23 | Не более 27 | 16—21 20-25 | 16-21 |
3 | 1 |
ГОСТ 3300— 75 Стр. 23
0.013
Наименования поьсэагслеА
Нормы я требомяил для яробок марок
ШСП-32 | ШСП-34 высшей влгегории | 111СП37 | ШГСП | МКРСП | мксп |
квчоства |
Я. Отбитость:
на рабочей поверхности
в местах сопряжения пробки со стаканом н вкладышем
на внешней кромке торцов глубиной, мм, не более
9. Выплавки отдельные диаметром, мы. не более:
на рабочей поверхности
в местах сопряжения пробки со стаканом и вкладышем
10. Выгорание графита
11. Посечки поверхностные шириной до 0,5 мм, не образующие сетки н не пересекающие ребро
12. Трещины
13. Состояние наружной и внутренней поверхностей изделий
Нс допускается
Не допускается
3
Не допускаются - I Не долу- I I скэется I
Не допускаются
Не допускаются
На поверхности нс должно быть выступающих и выкрашивающихся зерен, каналы должны быть свободны от песка, шамотного порошка н других загрязнений н налипов
Примечания:
1. Колебания по открытой пористости в одной партии изделий марки ШГСП нс должиы превышать 5%.
2. При испытании пробок на деформацию определяют температуру начала деформации и температуру, соответствующую 4% сжатия.
Для пробки № 9 температура начала деформации под нагрузкой 0J2 МПа нс определяется,
3. (Исключен, Изы. М 2).
Стр. 24 ГОСТ 5500—75
Таблица 17
Нормы и требования для изделий марок | ||||||||||
Наименования показателе* | еч со С О S | ШСП-34 высшей категории качества | шгсп | млеп | ПСП | пзеп • | ПБСП высшей категории качества | с о г- | е о са Е | ПБСП высшей категории качества |
Стаканы | Вкладыши | |||||||||
1. Массовая доля на прокаленное вещест-во, %: А12О3 Fe2O3, ве бо-лее MgO, не менее | Не менее 32 | Не менее 34 | Свыше 62 1,5 | so | 88 | 88 | 90 | 88 | 88 | |
2. Массовая доля углерода (потери при прокаливании), %, не менее | 20 | |||||||||
3. Огнеупорность, °C, не ниже | 1690 | 1710 | ||||||||
4. Температура начала до формации под нагрузкой 0,2 МПа, °C, не ниже | 1350 | 1350 | ||||||||
5. Пористость, открытая, %. не более | 22 | 20 | 27 | 24 | 26 | 22 | 21 | 23 | 21 | 18 |
6. Предел прочности При сжатии, МПа, не менее | 25 | 25 | 25 | |||||||
7. Плотность кажущаяся, г/см\ не менее | 2.55 | 2,55 | 2,65 | 2,65 | ||||||
8. Влажность, не более | — | — | — | 0,6 | 0.5 | — | 0.6 | 0,5 |
Наименования показателей | ШСП-32 | б . 3 о а >- + * в = | рии качества | ШГСП | млеп | ПСП | ПБСП | ПБСП высшей категории качества | ПСП | ПБСП | ПБСП высшей категории качества |
Стаканы | Вкладыши |
Продолжение табл, 17
13. Посечки поверхностные отдельные шириной до 0,5 мм, не образующие сетки в не пересекающие ребро, длиной, мм, не более:
на рабочей поверхности
на нерабочей поверхности
в нижней части выемки для вкладышей у стаканов № 25-30, 33, 34 и в месте сопряжения наружной конусной части стакана и шейки для стакана № 24
14. Трещины
15. Состояние наружной и внутренней поверхностей изделий
Наименования показателей | сч го С О В | ШСП-34 высшей категории качества | ШГСП | МЛСП | ПСП | пвеп | ПБСП высшей категории качества | 1 ПСП | ПБСП | ПБСП высшей категории качества |
Стаканы | Вкладыши |
9. Конусность по высоте ци-1 линдрических ' поверхностей изделий, не более
10. Отбитость: на рабочей
поверхности глубиной, мм, нс более
в местах со пряжения стакана и вклады ша с пробкой
на нерабочей поверхности изделий:
глубиной, мм, не более
длиной, мм, не более
в количестве, шт., нс более
11. Выплави г отдельные дна метром, мм, нс более:
на рабочей поверхности
в местах сопряжения стакана и вкладышч с пробкой
на нерабочей поверхности
12. Выгорание графита
0,013
Не допускается
10
15
10
Не допускаются
5
— | Не допу | — | — | — | — | — | 1 |
скается |
Наименования показателей
1. Содержание на прокаленное вещество, %, А12Оэ, не менее
2. Огнеупорность, °C, не ниже
3. Предел прочности при сжатии, МПа, не менее
4. Пористость открытия, %, не более
5. Конусность по высоте призматических поверхностей изделий, по более
6. Отбитость:
на рабочей поверхности глубиной, мм, не более
на нерабочей поверхности: глубиной, мм, не более длиной, мм, нс более в количестве, шт, не более
7. Выплавки отдельные диаметром, мм, не более:
на рабочей поверхности на нерабочей поверхности
8. Посечки поверхностные отдельные шириной до 0,5 мм, не образующие сетки и нс пересекающие ребро, длиной, мм, не более:
на рабочей поверхности
на нерабочей поверхности
9. Трещины
на рабочей поверхности
на нерабочей поверхности длиной, мм. нс бплее
10. Исключен
11. Состояние наужной и внутренней поверхности изделий
32
1690
15
23
0,013
4
10
30
3
30
50
Не допускаются
40
На рабочей поверхности не должно быть выступающих и выкрашивающихся зерен; каналы должны быть свободны от песка, шамотного порошка и других загрязнений и налппов
(Измененная редакция, Изм. № 2).
3.2. Под эллипсностыо отдельных элементов изделий понимается разность максимального и минимального диаметров измеряемой окружности.
3.3. Под кривизной понимается стрела прогиба изделия.
3.4. Под конусностью понимается отношение разности верхнего и нижнего диаметров цилиндрической поверхности к высоте этой поверхности.
3.5. Рабочей поверхностью для стопорных изделий считается поверхность, соприкасающаяся с металлом, для стопорных трубок и пробок — также все места стыка изделий, включая винтовую нарезку пробки; для гнездового кирпича — также боковая шовная поверхность.
3.6. Изделия в изломе должны иметь однородное строение, зерна не-.должны выкрашиваться. Не допускаются трещины, пустоты и слоистая структура. Допускаются отдельные посечки, размеры которых для различных видов изделий не должны превышать указанных в табл. 19.
Таблица 19
мм
Наименования изделий
Ширина посечек
Длина посечек
,. „ ——. ■ ■ ■ -
Стопорные трубки Стаканы и вкладыши Пробки
Гнездовой кирпич
0,5 OJ25 0,25
0,5
15
30
15
15
Допускается неравномерная окраска; в шамотных изделиях черная сердцевина шириной более 10 мм не допускается.
4. ПРАВИЛА ПРИЕМКИ
4.1. Изделия предъявляются к приемке партиями. Каждая партия должна состоять из изделий одной марки и оформлена одним документом о качестве. Масса партии устанавливается для шамотных стопорных трубок не более 70 т, для других видов стопорных трубок не более 20 т; для пробок, стаканов и вкладышей — не более 1000 шт., для гнездового кирпича — не более 2000 шт.
При комплектной приемке пробок и стаканов (комплект состоит из одной пробки и одного стакана) величину партии устанавливают не более 1000 комплектов.
(Измененная редакция, Изм. № 2).
4.2. Правила прйемки — по ГОСТ 8179—69 со следующими дополнениями.
4.2.1. Для проверки соответствия качества изделий требованиям настоящего стандарта отбирают выборку в соответствии с табл. 20.
Таблица 20
Наименования показателей | Объем выборки, шт. | Порядок отбора выборки |
Внешний вид и размеры: стопорных трубок, пробок | 10 | От каждой партии |
стаканов, вкладышей, гнездового кирпича | 8 | То же |
Продолжение табл. 20
Наименования показателей | Объем выборки, шт. | Порядок отбора выборки |
Поверхность в изломе: | ||
гнездового кирпича | 2 | От каждой партии |
остальных изделий | 3 | То же |
Химический состав | 1 | От каждой десятой партии — для шамотных изделий, от каждой третьей партии — для остальных изделий |
Огнеупорность | 1 | От каждой пятой партии — для шамотных изделий, от каждой третьей партии — для остальных изделий |
Дополнительная усадка | 2 | От каждой второй партии |
Деформация пол нагрузкой при вьгео- | 1 | От каждой третьей пар- |
ких температурах Открытая пористость: | тии | |
гнездового кирпича | 2 | От каждой партии |
остальных изделий Кажущаяся плотность: | 3 | То же |
гнездового кирпича | 2 | |
остальных изделии | 3 | |
Влажность | 2 | |
Предел прочности при сжатии Тер?»1ическая стойкость: | 3 | |
пробок | 3 | » |
стопорных трубок | 3 | От каждой третьей партии |
Примечания:
1. Для определения огнеупорности и химического состава берется средняя проба от всех образцов, которые контролировались на состояние поверхности излома.
2. При приемке пробок и стаканов комплектами от каждой партии отбирают по 10 пробок и по 10 стаканов.
(Измененная редакция, Изм. № 2).
4.2.2—4.2.6. (Исключены, Изм. № 2).
4.2.7. При проверке готовой продукции замеру подлежат только следующие размеры изделий:
стопорные трубки — Н, h, hx, D, d (см. черт. 1, табл. 2);
пробки — Н, h, D, dx (см. "черт. 2, табл. 3);
стаканы — Н, h, hx, D, Dx, d, dx (dx — только для стаканов № 25—30, 33, 34) (см. черт. 4—8, табл. 5—9);
вкладыши h, d, dx, d2 (см. черт. 9, табл. 10);
гнездовой кирпич — В, Н, Нх, hlt d, dx, d2, d3 (см. черт. 10—13 табл. 11 — 13).
Остальные размеры контролю не подлежат, их точность обеспечивается соответствующей оснасткой пресс-форм и технологией производства.
4.3. (Исключен, Изм. № 2).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Химический состав определяют по ГОСТ 2642.0-81—ГОСТ 2642.12-81.
5.1.1. (Исключен, Изм. № 1).
5.2. Огнеупорность определяют по ГОСТ 4069—69.
5.3. Открытую пористость и кажущуюся плотность определяют по ГОСТ 2409—80.
(Измененная редакция, Изм. № 2).
5.3а. Влажность по массе определяют на образцах массой 100 г по ГОСТ 12730.2—78.
(Введен дополнительно, Изм. № 2).
5.4. Предел прочности при сжатии определяют по ГОСТ 4071—80.
5.5. Температуру начала деформации и температуру, соответствующую 4% сжатия, определяют по ГОСТ 4070—48.
5.6. Дополнительную усадку определяют по ГОСТ 5402—81.
5.7. Термическую стойкость определяют по методике, указанной в обязательном приложении 1.
5.8. Размеры изделий проверяют металлической линейкой (ГОСТ 427—75) с ценой деления шкалы 1 мм пли соответствующими шаблонами.
5.9. Кривизну изделий определяют на ровной металлической плите щупом шириной 10 мм и толщиной, превышающей на 0,1 мм установленную норму кривизны. Щуп не должен входить в зазор между плитой и изделием. При определении кривизны изделие слегка прижимают к плите и щуп вводят в зазор скольжением по плите без применения усилия.
5.10. Скошенность торцовых плоскостей стопорных трубок определяют по следующей методике.
Стальной угольник с длиной сторон 200 мм плотно прикладывают одной стороной к образующей стопорной трубки, а второй — к торцу изделия. Скошенность определяют по величине максимального зазора, образующегося между стороной угольника и торцовой плоскостью. Для изделий, имеющих конусность, скошенность определяют по указанному максимальному зазору, уменьшенному на величину, равную произведению диаметра измеряемого торца трубки на конусность изделия.
5.11. Глубину отбитости углов и ребер определяют по ГОСТ 15136—78.
5.12. Диаметр выплавок замеряют в месте максимальной ширины выплавки металлической линейкой (ГОСТ 427—75) с ценой деления шкалы 1 мм.
5.13. Ширину посечек и трещин определяют измерительной лупой типа ЛИ-3 или ЛИ-4 по ГОСТ 8309—75. Измерительную лупу располагают таким образом, чтобы ее шкала была перпендикулярна посечке. Между шкалой измерения и поверхностью изделия помещают полоску бумаги, которую располагают вдоль шкалы вплотную к делению. Ширину посечки или трещины определяют в месте ее максимальной величины. Длину посечки или трещины определяют металлической линейкой (ГОСТ 427—75) с ценой деления шкалы 1 мм.
5.13а. Диаметр выплавок и наличие поверхностных посечек в канале сталеразливочного стакана и в нарезке пробки, а также длину поверхностных посечек на нерабочей поверхности стопорных трубок определяют органолептическим методом измерения показателей качества продукции (ГОСТ 15467—79).
(Введен дополнительно, Изм. № 2).
5.14.. Правильность формы пробки определяют по плотности ее прилегания к стакану-шаблону при вращении пробки вокруг оси симметрии; не допускается зазор более 0,3 мм. Правильность выполнения нарезки пробки проверяют путем навинчивания пробки на штырь-шаблон.
Правильность формы стакана или стакана с вкладышем определяют по плотности прилегания пробки-шаблона к стакану при вращении пробки вокруг оси симметрии; не допускается зазор более 0,3 мм.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. .Маркировка изделий — в одну или две строки по ГОСТ 1502—72. Для стаканов и вкладышей дополнительно наносят размер диаметра внутреннего канала. Например, изготовленный заводом «Магнезит» периклазовый безобжиговый стакан № 24 с диаметром внутреннего канала 40 мм имеет маркировку —ПБСП 24—40 или
(Измененная редакция, Изм. № 1).
6.2. Упаковка, транспортирование и хранение изделий — по ГОСТ 8179—69 со следующими дополнениями: вкладыши упаковывают в деревянные ящики (ГОСТ 2991—76 и ГОСТ 10198—78) с перестилкой рядов древесной стружкой марки МКС по ГОСТ 5244—79, сухой соломой или другими прокладочными материалами. Транспортирование изделий морским транспортом проводится в пакетах и ящиках. Маркировка транспортной тары — по ГОСТ 14192—77.
(Измененная редакция, Изм. № 2).
6.3. На тару, ярлык и товаросопроводительную документацию для изделий с государственным Знаком качества наносят изображение государственного Знака качества по ГОСТ 1.9—67.
6.4. Транспортирование изделий осуществляется по правилам перевозки грузов, действующим на соответствующем виде транспорта.
6.3 и 6.4. (Введены дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ 1 Обязательное
МЕТОДИКА определения термической стойкости стопорных трубок и пробок
1. АППАРАТУРА
Электрическая вертикальная трубчатая печь с внутренним диаметром 260— 300 мм и высотой 400 мм. Печь должна обеспечивать температуру в рабочем пространстве не ниже 800°С.
Приспособление для загрузки и выгрузки испытуемых изделий.
Термопара и прибор для измерения температуры класса точности не ниже 1Д
2. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
2.1. Изделия перед испытанием выдерживают не менее суток в сухом отапливаемом помещении. Когда испытания проводят непосредственно после обжига изделий, предварительную выдержку в помещении не производят.
Стопорную трубку или пробку надевают на металлический стержень или штырь-пробкодержатель, резьба которого должна соответствовать номеру испытуемого изделия.
В печь вводят термопару так, чтобы ее спай находился в центре рабочей зоны.
Печь включают в электросеть. По достижении заданной температуры испытания (800сС) термопару вынимают, подготовленное изделие быстро загружают в печь и закрывают ее крышкой.
Черт. 1
Черт. 2
Черт. 3
Стр. 34 ГОСТ 3500—75

Черт. 5 Черт. 6 Черт. 7 Черт. 8 Черт. 9
Изделие выдерживают в печи 15 мин в подвешенном состоянии. В течение этого времени величина напряжения, подводимого к лечи, не меняется. Падение температуры после загрузки изделия не нормируется. Через 15 мин нагретое иделне извлекают из печи, охлаждают на воздухе в подвешенном состоянии.
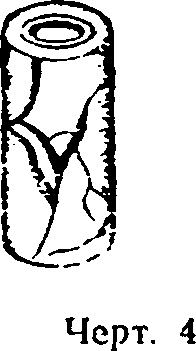
3. ОЦЕНКА ТЕРМИЧЕСКОЙ СТОЙКОСТИ ИЗДЕЛИЙ
3.1. Испытанию на термическую стойкость подвергают три изделия от одной партии. Стопорную трубку и пробку считают термостойкой, если после внезапного нагрева от комнатной температуры до 800°С с выдержкой в течение 15 мин и последующего охлаждения на воздухе, она не распадается на части, несмотря на наличие трещин, шелушения и сколов по торцам (черт. 1—3, 5—7) и нетермостойкой, если на ней такие сквозные трещины, по которым стопорная трубка или пробка разделяется на части (черт. 4, 8, 9).
Если при указанных испытаниях одно из изделий окажется нетермостойким, то проводят повторное испытание удвоенного количества образцов (6 шт.).
При наличии хотя бы одного нетермостойкого изделия и шести вновь отобранных образцов, партию бракуют. Если при первом испытании два или более изделия окажутся нетермостойкими, повторного испытания не проводят и партию бракуют.
4. ЗАПИСЬ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ
Результаты записывают по форме № 1, приведенной в таблице.
Форма № 1
Результаты определения термической стойкости стопорных трубок и пробок
Пред- | Помер | Дат.» | Номер | Характер разруше- | Оценка термической стойко- | Примечание |
приятие | партии | испытания | н 1делня | ния при испытании | сти образцов при испытании |
ПРИЛОЖЕНИЕ 2
Справочное
ОБЪЕМ И РАСЧЕТНАЯ МАССА ИЗДЕЛИЙ
Таблица 1
Объем и расчетная масса стопорных трубок
Номера изделия | Объем, см9 | Масса, кг, изделий марок | |||
ПТСП-32, ШСП-35, ШСП-35 высшей категории качества | МКРАСП | МЛСП-63 | мксп, МКСП-73 высшей категории качества | ||
1 | 1965 | 3,9 | 4,3- | 4,7 | 4,9 |
2 | 3120 | 6,2 | 6,9 | 7,5 | 7,8 |
3 | 3900 | 7,8 | 8,6 | 9,4 | 9,8 |
4 | 5150 | 10,3 | 11,3 | 12,4 | 12.9 |
5 | 6620 | 13,2 | 14,6. | 15,9 | 16,6 |
6 | 6565 | 13.1 | 14,4 | 15,8 | 16,4 |
7 | 7590 | 15,2 | 16,7 | I8J2 | 19,0 |
3 | 7515 | 15,0 | 16,5 | 18,0 | 18,8 |
8—1 | 7585 | 15,2 | 16,7 | 18,2 | 19,0 |
(Измененная редакция, Изм. № 2).
Таблица 2
Объем и расчетная масса пробок
Номера изделий | Объем, см3 | Масса, ьг. изделий марок | |||
ШСП-32, ШСП-34 высшей категория качества, ШСП-37 | шгсп | МКРСП | мксп | ||
9 | 775 | 1.6 | 1,4 | 1,7 | 1.9 |
10 | 1295 | 2,6 | 2Л | 2,9 | зЛ |
11 | 1955 | 3,9 | 3,5 | 4,3 | 4.9 |
12 | 2860 | 5,7 | 5.1 | 6,3 | 7.2 |
13 | 3665 | 7,3 | 6,6 | 8,1 | 9,2 |
14 | 4025 | 8,1 | 7,2 | 8,9 | ЮЛ |
14—1 | 4150 | 8,3 | 7,4 | 9,1 | 10,4 |
14—2 | 4620 | 9,2 | 8,3 | 10,2 | 11.6 |
(Измененная редакция, Изм. № 2).
Таблица 3
Объем и расчетная масса станков № 15—23
Номера изделий | d, мм | Объем. см3 | Масса, кг, изделий марок | |||
ШСП-32. ШСП-34 высшей категории качества | шгеп | млеп | псп. ПБСП. ПБСП высшей категории качества | |||
Г5 | 24 | 1570 | 3,1 | 2,8 | ||
26 | 1565 | 3,1 | 2,8 | |||
28 | 1555 | 3,1 | 2,8 | |||
30 | 1550 | 3,1 | 2,8 | |||
32 | 1540 | 3,1 | 2,8 | — | — | |
35 | 1530 | 3,1 | 2,8 | |||
40 | 1505 | 3,0 | 2,7 | |||
45 | 1470 | 2,9 | 2,6 | |||
50 | 1430 | 2,9 | 2,6 | |||
16 | 20 | 3320 | 6.6 | 6,0 | 8,0 | |
22 | 3310 | 6,6 | 6,0 | 7,9 | ||
24 | 3295 | 6,6 | 5,9 | 7,9 | ||
26 | 3270 | 6.5 | 5,9 | 7,8 | ||
28 | 3265 | 6,5 | 5.8 | 7,8 | ||
30 | 3250 | 6,5 | 5.8 | 7,8 | ||
35 | 3205 | 6,4 | 5,8 | 7,7 | — | |
40 | 3155 | 6,3 | 5,7 | 7,6 | ||
45 | 3100 | 6,2 | 5,6 | 7,4 | ||
50 | 3035 | 6,1 | 5,5 | 7,3 | ||
55 | 2965 | 6,0 | 5,4 | 7,2 | ||
60 | 2900 | 5,8 | 5,2 | 7.0 | ||
70 | 2755 | 5,5 | 5,0 | 6,6 | ||
17 | 25 | 4510 | 9,0 | 8,1 | 10,8 | |
30 | 4460 | 8,9 | 8,0 | 10,7 | ||
35 | 4400 | 8,8 | 7.9 | 10,6 | ||
40 | 4340' | 8,7 | 7,8 | 10,4 | ||
45 | 4260 | 8.5 | 7,7 | 10,2 | — | |
50 | 4180 | 8,4 | 7,5 | 10,0 | ||
55 | 4090 | 8,2 | 7,4 | 9,8 | ||
60 | 3990 | 8,0 | 7,2 | 9,6 | ||
70 | 3680 | 7,4 | 6,6 | 8,8 | ||
18 | 30 | 5075 | 10^2 | 9,1 | ||
35 | 5005 | 10,0 | 9,0 | |||
40 | 4915 | 9,8 | 8,8 | |||
45 | 4825 | 9,6 | 8,7 | |||
50 | 4720 | 9,4 | 8,5 | —. | — | |
55 | 4605 | 9,2 | 8,3 | |||
60 | 4505 | 9,0 | 8.1 | |||
70 | 4300 | 8.6 | 7,7 | |||
19 | 30 | 1500 | 3,8 | |||
35 | 1480 | 3,8 |
Продолжение табл. 3
Номера изделий | Л мм | Объем» см» | Масса, кг, изделий марок | |||
ШСП-32, ШСП-34 высшей категории качества | ШГСП | МЛСП | ПСП. пвсп. ПБСП высшей категории качества | |||
19 | 40 | 1455 | 3,7 | |||
45 | 1420 | 3,7 | ||||
60 | 1380 | 3,6 | ||||
60 | 1300 | 3,5 | ||||
20 | 30 | 4345 | 11,3 | |||
35 | 4310 | 11,2 | ||||
40 | 4260 | 11.1 | ||||
45 | 4195 | 10,9 | ||||
50 | 4115 | 10,7 | ||||
55 | 4025 | 10,5 | ||||
60 | 3920 | 10,2 | ||||
65 | 3795 | 9,9 | ||||
70 | 3600 | 9.6 | ||||
21 | 30 | 4915 | 12,8 | |||
35 | 4865 | 12,6 | ||||
40 | 4800 | 12,5 | ||||
45 | 4720 | 12,3 | ||||
50 | 4630 | 12,0 | ||||
55 | 4515 | 11.7 | ||||
60 | 4385 | 11.4 | ||||
65 | 4240 | 11,0 | ||||
70 | 4100 | 10кб | ||||
22 | 30 | 4300 | 11,2 | |||
35 | 4280 | 11.1 | ||||
40 | 4250 | 11.1 | ||||
45 | 4210 | 10,9 | ||||
50 | 4165 | 10,8 | ||||
55 | 4100 | 10,7 | ||||
60 | 4035 | 10,5 | ||||
65 | 3935 | 10,2 | ||||
70 | 3835 | 1(Х0 | ||||
23 | 30 | 8320 | 21,6 | |||
35 | 8270 | 21,5 | ||||
40 | 8205 | 21/3 | ||||
45 | 8130 | 21,1 | ||||
50 | 8040 | 20,9 | ||||
55 | 7930 | 20,6 | ||||
60 | 7810 | 00.3 | ||||
70 | 7580 | 19,7 | ||||
80 | 7350 | 19,1 | ||||
90 | 7260 | 18,8 | ||||
100 | 7130 | 16,5 |
Объем и расчетная масса стакана № 24
Таблица 4
Номер изделия | d. мм | Объем, см* | Масса, кг, изделий марок ПСП, ПБСП. ПБСП высшей категории качества | Номер изделия | d, мм | Объем, см3 | Масса, кг, изделий марок ПСП, ПБСП. ПБСП высшей категории качества |
24 | 30 | 9455 | 24,6 | 24 | 60 | 8990 | 23,4 |
35 | 9375 | 24,4 1 | 70 | 8835 | 23,0 | ||
40 | 9300 | 24,2 | | 80 | 8680 | 22,6 | ||
45 | 9220 | 24,0 | 90 | 8525 | 22,2 | ||
50 | 9145 | 23,8 | 100 | 8370 | 21,8 | ||
55 | 9065 | 23,6 |
Таблица 5
Объем и расчетная масса стаканов ЛЬ 35—30
Номера изделий | 4, мм | Объем, см? | Масса, кг, изделий марки ШСП-32, ШСП-34 высшей категории качества | Номера изделий | d. мм | Объем, см» | Масса, кг, изделий марки ШСП-32, ШСП-34 высшей категории качества |
25 | 30 | 1480 | 3,0 | 28 | 45 | 3860 | 7,7 |
35 | 1445 | 2,9 | 50 | 3775 | 7,6 | ||
40 | 1410 | 2,8 | 55 | 3685 | 7,4 | ||
60 | 3585 | 7,2 | |||||
26 | 30 | 1350 | 2,7 | 29 | 30 | 4735 | 9,5 |
35 | 1330 | 2,7 | 35 | 4660 | 9,3 | ||
40 | 1310 | 2,6 | 40 45 | 4580 4485 | 9J2 9,0 | ||
27 | 2985 | 6,0 | 50 | 4380 | 8,8 | ||
25 | 55 | 4265 | 8,5 | ||||
30 | 2950 | 5,9 | 60 | 4140 | 8,3 | ||
35 | 2910 | 5,8 | |||||
40 | 2860 | 5,7 | |||||
45 | 2810 | 5,6 | |||||
50 | 2745 | 5,5 | |||||
55 60 | 2680 2605 | 5,4 5,2 | 30 | 30 35 40 | 4060 4020 3970 | 8.1 8,0 7,9 | |
4105 | 82 | 45 | 3920 | 7,8 | |||
28 | 25 | 50 | 3855 | 7,7 | |||
30 | 4055 | 8,1 | 55 | 3790 | 7,6 | ||
35 | 4000 | 8,0 | 60 | 3715 | 7,4 | ||
40 | 3935 | 7,9 |
Таблица 6
Объем н расчетная масса стаканов №31 и 32
Номера изделий | d, мм | Объем, см3 | Масса, кг. изделий марок | |
ШСП-32, ШСП-34 высшей категории качества | шгсп | |||
31 | 30 | 3805 | 7,6 | 6,8 |
35 | 3765 | 7,5 | 6,8 | |
40 | 3715 | 7,4 | 6,7 | |
45 | 3655 | 7,3 | 6,6 | |
50 | 3585 | 72 | 6,4 | |
55 | 3490 | 7,0 | 6,3 | |
60 | 3390 | 6.8 | 6,1 |
Номера изделий | d, мм | Объем. см3 | Масса, кг. изделий марок | |
ШСП-32. ШСП-34 высшей категории качества | шгсп | |||
32 | 30 | 55,15 | 11,0 | 9,9 |
35 | 5t455 | 10,9 | 9,8 | |
40 | 5385 | 10,8 | 9.7 | |
45 | 5300 | 10,6 | 9,5 | |
50 | 5)195 | 10,4 | 9,4 | |
55 | 5075 | 10,2 | 9,1 | |
60 | 4035 | 9,9 | 8,9 |
Таблица 7
Объем н расчетная масса стаканов № 33 и 34
Номера изделий | d, мм | Объем, см3 | Масса, кг, изделия марки ШСП-32. ШСП-34 высшей категории I качества | Номера изделий | d, мм | Объем, см3 | Масса, кг, изделия марки ШСП-32, ШСП-34 высшей -категории качества |
33 | 30 | 3500 | 7,0 | 34 | 30 | 5215 | 10,4 |
35 | 3450 | 6,9 | 35 | 5140 | 10,3 | ||
40 | 3390 | 6,8 | 40 | 5055 | 10,1 | ||
45 | 3325 | 6,6 | 45 | 4960 | 9,9 | ||
50 | 3250 | 6,5 | 50 | 4855 | 9.7 | ||
55 | 3165 | 63 | 55 | 4735 | 9,5 | ||
60 | 3075 | 6,2 | 60 | 4605 | 92 |
Таблица 8
Объем н расчетная масса вкладышей № 35 и 36
Номера изделий | 4, ММ | Объем, смэ | масса, кг, изделий марок ПСП. ПБСП. ПБСП высшей категории качества | Номера изделий | dt ММ | Объем, см3 | Масса, кг. изделий масок ПСП. ПБСП. ПБСП высшей категории качества |
35 | 30 | 160 | 0,42 | 35 | 280 | 0,73 | |
36 | 155 | 0,40 | 40 | 275 | 0,72 | ||
40 | 150 | 0,39 | 36 | 45 | 270 | 0,70 | |
50 | 255 | 0,66 | |||||
36 | 25 30 | 350 345 | 0,91 0,90 1 | 55 60 | 245 235 | о о '±2 |
Таблица 9
Объем и расчетная масса гнездового кирпича
Номера изделий | Объем, см* | Масса, кг. изделий марки ШСП-32 | Номера изделий | Объем, см3 | Масса, кг. изделий марки ШСП-32 |
37 | 4800 | 9,6 | 43 | 13205 | 26,4 |
38 | 5550 | 11,1 | 44 | 13150 | 26,3 |
39 | 4625 | 9,2 | 45 | 4735 | 9,5 |
40 | 9440 | 18,9 | 46 | 5315 | 10.6 |
41 | 10135 | 20Л | 47 | 8.400 | 16,8 |
42 | 10050 | 20,0 | 48 | 7335 | 14.7 |
49 | 10465 | 20,9 |
(Измененная редакция, Изм. М 2).
ПРИЛОЖЕНИЕ 3
Справочное
Средняя кажущаяся плотность
Группы изделий | Средняя кажущаяся плотность, г/см* |
Шамотные | 2,0 |
Шамотнографитовые | 1,8 |
Муллитокремнеземистые | 2,2 |
Муллитовые | 2,4 |
Муллитокорундовые | 2,5 |
Периклазовые обожженные и безобжи- | |
говые стаканы | 2.6 |
Периклазовые обожженные и безобжи- | |
говые вкладыши | 2.65 |
(Измененная редакция, Изм. № 2).
Редактор И, В. Виноградская
Технический редактор Н. П. Замолодчикова Корректор В. А. Ряукайте
Сдано в наб. 03.08.82 Подп. в печ. 20.12.82 2,5 п. л. 2.95 уч.-нзд. л. Тир. 8000 Цена 15 коп.
Ордена «Знак Почета» Издательство стандартов, Москва, Д-557, Новопресненский пер., д.3.
Вильнюсская типография Издательства стандартов, ул. Миндауго, 12/14. Зак. 3932
Изменение № 3 ГОСТ 5500—75 Изделия огнеупорные стопорные для разливки стали из ковша. Технические условия
Постановлением Государственного комитета СССР по стандартам от 15.07.86 №2133 срок введения установлен
с 01.01.87
Пункт 1.1. Таблица 1. Графа «Вид изделий». Для марки МКСП заменить слова: «Стопорные трубки, пробки» на «Пробки»;
графа «Характеристика». По всему тексту графы исключить запятую после наименования оксида;
таблицу дополнить маркой — ШСП-32 высшей категории качества (после марки ШСП-32):
Марка | Характер.стньа | Вид изделий |
ШСП-32 высшей категории качества | Шамотный стопорный припас с массовой долей Л12О3 не менее 32 % | Гнездовой кирпич |
Пункт 2 1. Таблицы 2—13. Головка. Исключить единицу: мм; таблицы 2—13 дополнить единицей: мм;
таблицы 2, 3, 5. Графа «Группы изделий». Заменить слова: «шамотно-графитовые», «муллито-кремнеземистые», «муллито-корундовые» на ^шамотнографи-товые», «муллнтокремнеземистые», «муллитокорундовые»;
чертеж 11 Наименование. Исключить слова: «и 47»;
чертеж 12. Наименование. Исключить слова: «и», «и 48»;
таблица 12. Исключить номера 47, 48 и относящиеся к ним размеры.
Пункт 2.1 J. Второй абзац. Исключить номера: 47, 48.
Пункт 3.1. Таблица 15. Исключить графу: МКСП;
(Продолжение изменения к ГОСТ 5500—75) графа «МЛ СП-63 высшей категории качества». Заменить значения: для показателя 1 — 1,4 на 1,3; для показателя 3 — «0,3 при 1400°С» на «0,1 при 1400 ЭС>;
графа «МКСП-73 высшей категории качества». Заменить значения: для показателя 1— 1,4 на 1,1; для показателя 3—«0,3 при 1400сС» на «0,1 при 1400 °C».
Таблица 16 Графа MKCI1. Для показателя 1 заменить значение: 1,5 на 1,2; графа «Наименования показателей». Заменить слова: «Температура начала деформации под нагрузкой 0,2 МПа» на «Температура начала размягчения»;
примечание 2, Заменить слова: «При испытании пробок на деформацию определяют температуру начала деформации и температуру, соответствующую 4 % сжатия» на «При испьиании пробок определяют температуру начала размягчения и температуру соответствующую уменьшению высоты образца на 4 %».
Таблица 17. Головка, Заменить марку: ПВСП на ПБСП;
заменить слова: «Температура начала деформации под нагрузкой 0,2 МПа» на «Температура начала размягчения»;
примечания 1, 2. Заменить единицы: МПа на Н/мм2;
таблицу дополнить примечанием — 3: «3. По требованию потребителя без-обжнговые стаканы и вкладыши подвергают парафинированию».
Таблицу 18 изложить в новой редакции:
Таблица 18
Наименование показателя | Нормы и требования для гнездового кирпича марок | |
ШСП-32 | ШСП-32 выешей категории качества | |
1. Массовая доля на прокаленное вещество, %, А12Оз, не менее | 32 | 32 |
2. Огнеупорность, °C, не ниже | 1690 | 1690 |
3. Предел прочности при сжатии, Н/мм*, не менее | 15 | 20 |
(Продолжение изменения к ГОСТ 5500—75)
Продолжение табл. 18
Наименование показателя | Нормы и требования для гнездового кирпича марок | |
ШСП-32 | ШСП-32 высшей категории качества | |
4. Пористость открытая, %, не бо- | ||
лее 5, Конусность по высоте призматических поверхностей изделий, не | 23 | 22 |
более 6. Отбитость: на рабочей поверхности глуби- | 1 | 0,013 |
ной, мм, не более на нерабочей поверхности; | 4 | |
глубиной, мм, не более | 10 | |
длиной, мм, не более | 30 | |
в количестве, шт., не более 7. Выплавки отдельные диаметром, мм, не более: | 3 | |
на рабочей поверхности | 5 | |
на нерабочей поверхности 8. Посечки поверхностные отдельные шириной до 0,5 мм, не образующие сетки и не пересекающие ребро, длиной, мм, не более: | 8 | |
на рабочей поверхности | 30 | |
на нерабочей поверхности 9. Трещины | 50 | |
на рабочей поверхности на нерабочей поверхности длиной, | Не допускаются | |
мм, не более | 40 | |
10. Состояние наружной и внут- | На рабочей поверхности не долт- | |
ренней поверхностей изделий | но быть выступающих и выкраши- | |
вающихся | зерен; каналы должны | |
быть свободны от песка, шамотного | ||
порошка и липов | других загрязнений и на- |
Пункт 4.2. Заменить ссылку: ГОСТ 8179—69 на ГОСТ 8179—85.
Пункт 4.2.1. Таблица 20. Графу «Порядок отбора выборки» для показателя «Дополнительная усадка» изложить в новой редакции: «От каждой второй партии — для шамотных изделий, от каждой пятой партии — для остальных изделий»;
графа «Наименования показателей». Заменить слова: «Поверхность в изломе» на «Строение в изломе», «Деформация под нагрузкой при высоких температурах» на «Температура начала размягчения»;
примечание 1. Заменить слова: «состояние поверхности излома» на «строение в изломе».
Пункт 4.2.7. Последний абзац изложить в новой редакции: «Остальные размеры, а также конусность изделий контролю не подлежат, их точность обеспечивается оснасткой пресо-форм и технологией производства».
(Продолжение см. с. 160J
(Продолжение изменения к ГОСТ 5500—75)
Пункт 5.1 изложить в новой редакции: «5.1. Химический состав определяют по ГОСТ 2642.0—81, ГОСТ 2642.2—81, ГОСТ 2642.4—81, ГОСТ 2642.5—81, ГОСТ 2642 8—81 пли другими методами, обеспечивающими требуемую точность».
Пункт 5.3 дополнить словами: «или по ГОСТ 25714—83, а вкладышей и гнездового кирпича — по ГОСТ 2409—80».
Пункт 5.3а. Заменить значение: ЬОЮ г на 50—100 г.
Пункт 5.4 дополнить словами: «или по ГОСТ 25714—83, а вкладышей и гнездового кирпича — по ГОСТ 4071—80».
Раздел 5 дополнить пунктом — 5.4а: «5.4а. Определение открытой пористости, кажущейся плотности и предела прочности при сжатии по ГОСТ 25714—83 проводят на удвоенном количестве образцов».
Пункт 5.5 изложить в новой редакции: «5.5. Температуру начала размягчения и температуру, соответствующую уменьшению высоты образца на 4 %, определяют по ГОСТ 4070—83».
Пункт 5.13. Заменить слова: «лупой типа ЛИ-3 или ЛИ-4 по ГОСТ 8309—75» на «лупой (ГОСТ 25706—83)>.
Раздел 5 дополнить пунктом — 5.15: «5.15, Строение в изломе опре
деляют визуально».
Пункт 6.2 изложить в новой редакции: «6.2. Упаковка, транспортирование и хранение изделий по ГОСТ 24717—81 со следующими дополнениями: стопорные трубки, пробки, стаканы и вкладыши допускается упаковывать в решетчатые деревянные ящики по ГОСТ 2991—85 типа VI—2 и ГОСТ 10198—78 типа I—2 с перестилкой рядов древесной стружкой марки МКС по ГОСТ 5244—79 или сухой соломой. Ящики выстилают изнутри оберточной плотной бумагой или картоном. Габаритные размеры ящиков не более 1240X1080X1100 мм, масса — не более 1000 кг.
Транспортирование изделий водным транспортом производят в универсальных контейнерах (ГОСТ 18477—79) и ящиках (ГОСТ 2991—85 и ГОСТ 10198— —78}. Транспортная маркировка — по ГОСТ 14192—77».
Приложение I. Разделы 1, 2. По всему тексту заменить слово: «термопара» на «термоэлектрический преобразователь».
Приложение 2. Таблица 1. Головка. Исключить марку: МКСП; таблица 3. Наименование. Заменить слово: «станков» на «стаканов»;
таблица 5. Наименование. Заменить номера: 35—30 на 25—30;
таблица 9. Заменить наименование графы: «Масса, кг, изделий марки ШСП-32» на «Масса, кг, изделий марок ШСП-32, ШСП-32 высшей категории качества».
(ИУС № 10 1986 г.)
И. СИЛИКАТНО-КЕРАМИЧЕСКИЕ И УГЛЕРОДНЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
Группа И22 Изменение № 4 ГОСТ 5500—75 Изделия огнеупорные стопорные для разливки стали из ковша. Технические условия
Утверждено и введено в действие Постановлением Комитета стандартизации и метрологии СССР от 05.06.91 М 769
Дата введения 01.01.92
Вводная часть. Второй абзац исключить.
По всему тексту стандарта заменить слово- «эллнпсность» на «овальность»; заменить наименования: «ШСП-34 высшей категория качества» на ШСП-34,
(Продолжение см. с. 100)
4* 99
(Продолжение изменения к ГОСТ 5500—& <МЛСП-63 высшеЛ категории качества» на МЛСП-63, «МКСП-73 высшей категории качества» на МКСП-73;
исключить марки: «ШСП-32 высшей категории качества», «ШСП-35 высшей категории качества», <ПБСП высшей категории качества» и все относящиеся к ним показатели.
Пункт 1.1. Таблицу 1 дополнить маркой — ФБСП:
Марка | Характеристика | Вид изделий |
ФБСП | Форстеритовый безобжиговый сто- | Стаканы, вкладыши |
100 | порный припас с массовой долей MgO не менее 54 % | (Продолжение см. с. 101) |
(Продолжение изменения к ГОСТ 5500—75)
Пункт 2.1. Таблица 2. Примечание 1 исключить; таблица 3. Примечания 1, 2 исключить: таблица 6. Примечание 2 исключить;
таблица 5 (номера изделий 19—23), таблица 6 (номер изделия 24), таблица 10 (номера изделий 35, 36). Графу «Группы изделий» дополнить словами: «форстеритовые безобжнговые»;
чертеж 10. Наименование. Заменить номер: 37—44 на 49;
чертеж 13. Наименование. Заменить номер: 49 на 37—44.
Пункт 2.1 1. Второй абзац. Заменить номер: 37—49 на 37—46 и 49
Пункт 2 2 Таблица 14. Графа «Размеры изделий». Пункт 1 после размеров «до 50 мм» и «до 100 мм» дополнить словам: «включ.»;
примечание 3 исключить.
Пункт 3.1. Таблица 15. Графа «Наименование показателей» Пункт 6 после размера «до 100 мм» дополнить словом «включ.»;
пункт 8 Графа «Нормы и требования для стопорных трубок марок» Для всех марок изделий дополнить нормой — 1;
пункт 9 исключить;
пункт 12 изложить в новой редакции:
12 Посечки поверхностные отдельные. не образующие сетки и не пересекающие ребро, шириной:
до 0.3 мм включ.
св. 0,3 до 0,5 мм включ.
длиной, мм, не более: на рабочей поверхности
на нерабочей поверхности
Не нормируются
25
40
20
25
Нормы и требования для стопорных трубок и марок
Наименование показателей
ШСП-32 | ШСП-35 | МКРАСП | М ЛСП -63 |
МКСП-73
Таблица 16. Пункт 7 исключить;
примечание 2 изложить в новой редакции: «2. Для пробки № 9 температура начала размягчения не определяется».
Таблицу 17 изложить в новой редакции:
Таблица 17
Наименование показателей | Нормы и требования для изделий марок | ||||||||||
ШСП-32 i | е % | шгсп | млеп | Е О Е | ПБСП | ФБСП | ПСП | ПБСП | ФБСП | ||
Стаканф | | Вкладыши | ||||||||||
1. Массовая доля на | |||||||||||
прокаленное вещество, %: | |||||||||||
AI2O3 | Не ме- | Не ме- | Св. 62 | — | — | — | — | — | — | ||
нее 32 | нее 34 | ||||||||||
F2O3, не более MgO, не менее | — | __ | 1,5 | ||||||||
90 | 88 | 54 | 90 | 88 | 54 | ||||||
БЮг, не более | — | — | — | — | — | — | 32 | — | 32 |
(Продолжение см. с. 102)
101
Наименование показателей
Нормы и требования для изделий марок
со ё | СП | с с? | с | е и | Е | с | Е О | □ |
о | L- | —» | о | о | LQ | |||
3 | S | с. | С | е | г; | Е | е |
Стаканы | Вкладыши
2 Массовая доля углерода (потери при прокаливании). %, не менее
3 Огнеупорность. °C. не ниже
4. Температура нача-ча размягчения, °C, не ниже
5. Пористость открытая, %, не более
6. Предел прочности при сжатии. Н/мм2, не менее
7. Плотность кажущаяся, г/см3, не менее
8. Массовая доля влаги. %. не более
9. Отбитость
на рабочей поверхности глубиной, мм, не более
в местах сопряжения стакана и вкладыша с пробкой
на нерабочей поверхности изделий: глубиной, мм, не более длиной, мм, не более в количестве, шт., не более
10. Выплавки отдельные диаметром, мм, не более:
на рабочей поверхности
в местах сопряжения стакана и вкладыша с пробкой
на нерабочей поверхности
11. Выгорание графита
12. Посечки поверхностные отдельные, не образующие сетки и не пересекающие ребро, шириной
20 | |||||||||
1690 | 1710 | — | — | — | — | — | -- | - - | — |
1350 | 1350 | — | — | — | — | — | - - | — | |
22 | 20 | 27 | 24 | 26 | 22 | 22 | 23 | 21 | 20 |
— | — | — | ■— | 25 | 25 | 25 | — | — | — |
— | — | — | — | — | 2,55 | — | — | 2,65 | — |
—■ | — | — | -— | —• | 0,6 | 0,5 | .— | 0,6 | 0.S |
3
Не допускается
10
15
2
Не допускаются
5
(Не допус| —
кается |
5
10
Наименование» показателей
Норма и требования для изделий марок
Я | 55 | Г О | 1СП | Е | Е Q | Е | Е | Е О | Е у |
о | У | L. | - , | о | Ш | и | ю | ||
3 | 3 | 3 | € | Е | Е | е | Е | О |
Стаканы Вкладыши
до 0.3 мм включ.
св. 0.3 до 0,5 мм включ. длиной, мм, не более: на рабочей поверхности
на нерабочей поверхности
в нижней части выемки для вкладышей у стаканов № 25—30, 33,
34 и в месте сопряжения наружной конусной части стакана и шейки для стакана № 24
13. Трещины
14. Состояние наружной и внутренней поверхности изделий
Не нормируются
Не допускаются
40
25
Не допускаются
На рабочей поверхности не должно быть выступающих н выкрашивающихся зерен; каналы должны быть свободны от песка, шамотного порошка и других загрязнений и налипов
Примечания:
1. Допускается изготовлять стаканы Кв 19. 20. 21, 22, 23, 24 марки ПСП с открытой пористостью не более-29 % н пределом прочности при сжатии не менее 20 Н/мм2.
2. Для перевода единиц давления в систему СИ (кге/мм2 в Н/мм2) допускается применять коэффициент 10-’.
3 По требованию потребителя безобжиговые стаканы и вкладыши подвергают парафинированию».
Таблица 18. Пункт 5 исключить;
пункт 8 изложить в новой редакции:
Наименование показателей | Нормы и требования для гнездового кирпича марки |
ШСП-32 | |
8. Посечки поверхностные отдельные, не образующие сетки и не пересекающие ребро, шириной: до ОД мм включ. св. 0.3 до 0,5 мм включ., длиной, мм, не более: на рабочей поверхности на нерабочей поверхности Пункты 3.2, 3.3 исключить. | Не нормируются 30 50 |
Пункты 3.5. Исключить слова: «для гнездового кирпича — также боковая шовная поверхность».
Пункт 3.6. Первое предложение изложить в новой редакции: «Изделия в изломе (пробки в изломе или в разрезе) должны иметь однородное строение»;
таблица 19. Графа «Ширина посечек». Заменить значение: 0,25 на 0,3 (2 раза).
Пункты 4.1, 4.2, 4.2'. 1 изложить в новой редакции:
<4.1. Правила приемки — по ГОСТ 8179—85 со следующими дополнениями.
Масса партии устанавливается для шамотных стопорных трубок не более 75 т, для других вндо1? стопорных трубок не более 40 т; для пробок, стаканов и вкладышей — не более 2000 шт., для гнездового кирпича — не более 4000 шт.
При комплектной приемке пробок и стаканов (комплект состоит из одной пробки и одного стакана) величину партии устанавливают не более 2000 комплектов.
4.2. Для приемки изделий, прошедших предварительную разбраковку, применяется: для стопорных трубок и пробок — план контроля номер 2, для остальных изделии — план контроля номер 1 или номер 2; для приемки изделий, не прошедших предварительную разбраковку — план контроля номер 5.
4.2.1. При проверке соответствия качества изделий требованиям настоящего стандарта порядок проведения испытаний должен соответствовать требованиям табл. 20.
Таблица 20
Наженование показателей | Периодичность проведения испытаний |
Внешний вид и размеры | От каждой партии |
Строение в изломе | То же |
Химический состав | От каждой десятой партии — для шамотных стопорных трубок, от каждой пятой партии — для других видов шамотных изделий, от каждой второй партии — для остальных изделий |
Огнеупорность | От каждой пятой партии |
Дополнительная усадка | От каждой второй партии — для шамотных стопорных трубок, от каждой партии — для других видов шамотных изделий, от каждой третьей партии —-для остальных изделий |
Температура начала размягчения | От каждой третьей партии |
Открытая пористость | От каждой партии |
Кажущаяся плотность | То же |
Влага | » |
Предел прочности при сжатии Термическая стойкость: | » |
пробок | » |
шамотных стопорных трубок | От каждой третьей партии |
других видов стопорных трубок | От каждой второй партии |
Пункты 5.3а, 5.5 изложить в новой редакции: «5.3а. Влагу определяют на образцах массой 50—100 г по ГОСТ 28584—90.
5.5. Температуру начала размягчения определяют по ГОСТ 4070—83>.
Пункт 5.8 после ссылки на (ГОСТ 427—75) дополнить словами: «или рулеткой (ГОСТ 7502—89)>; после слова «шаблонами» дополнить словами: «обеспечивающими требуемую точность».
Пункт 5.9. Заменить слова: «ровной металлической плите щупом» на «поверочной плите по ГОСТ 1090S)—86 или на аттестованной металлической плите при помощи шаблона»; «щуп» на «шаблон».
Пункт 5.15 дополнить словами: «Поверхность излома получают приложением ударной нагрузки».
Пункт 6.1. Заменить ссылку: ГОСТ )502-j-72 на ГОСТ 24717—81.
Пункты 6.3, 6.4 исключить.
Приложение 1. Раздел 1. Заменить значение: 260—300 мм на 200—300 мм; дополнить абзацем: «Шкаф сушильный с температурой сушки не менее 150 °C».
Пункт 2.1 после слов «в сухом отапливаемом помещении» дополнить слова* ми: «или высушивают при температуре 110—130 ’С з течение часа»;
заменить слова: «предварительную выдержку» на предварительную сушку или выдержку».
Пункт 3.1. Первый абзац изложить в новой редакции: «Испытанию на термическую стойкость подвергают три изделия от одной партии Стопорную трубку и пробку считают термостойкой, если после внезапного нагрева от комнатной температуры до 800 °C с выдержкой в течение 15 мин и последующего охлаждения на воздухе, изделие, находясь в вертикальном подвешенном состоянии, не распадается на части, несмотря на наличие трещин, шелушения н сколов по торцам (черт. 1—3, 5—7), и нетермостойкой, если на не”! такие сквозные трещины, по которым стопорная трубка или пробка распадается на части (черт. 4, 8, 9)».
(Продолжение см. с. /Об)
Приложение 2. Таблица I. Головка. Исключить слова. <ШСП-35 высшей категории»; заменить слова: «МКСГ1-73 высшей категории качества» на «МКСП-73.
таблица 2. Исключить слова: «высшей категории качества».
таблица 3. Исключить слова «высшей категории качества»; заменить слова: «ПБСП высше”! категории качества» на ФБС.П, таблиц^ 4. 8 Заменить слова: «ПБСГ1 высшей категории качества» на ФБСП.
таблицы 5—7 Исключить слова «высшей категории качества»;
таблица 9. Исключить слова' «1ПСП-32 высшей категории качества» Приложение 3 Таблица. Графа «Группы изделий» Шестой, седьмой абзацы изложить в новой редакции: «Периклазовые обожженные н безобжиговые и форстеритовые безобжиговые стаканы»;
«Периклазовые обожженные и безобжиговые и форстеритовые безобжиговые вкладыши»
(ИУС № 9 1991 г.)
-тг--- | |||||
Пмямимк | |||||
маждумародмре ] | 1 | ||||
ОСНОВНЫЕ ЕДИН? | [ЦЫ СИ | ||||
Длина | метр | ш | м | ||
Масса | килограмм | kg | кг | ||
Время | секунда | 8 А | с А | ||
Сила электрического тока | ампер | ||||
Термодинамическая темпера* | |||||
тура | кельвин | К | К | ||
Количество вещества | моль | mol | моль | ||
Сила света | кандела | cd | ВД | ||
ДОПОЛНИТЕЛЬНЫЕ ЕДИНИЦЫ СИ | |||||
Плоский угол | радиан | rad | рад | ||
Телесный угол | стерадиан | sr | ср | ||
ПРОИЗВОДНЫЕ ЕДИНИЦЫ СИ. ИЙ | ЕЮШИк СПЕЛИ | АЛЬНЫЕ | |||
НАИМЕНОВАНИЯ | |||||
Едкмяца | |||||
Величии* | Обозначен** | осмосам и др» | |||
Нанмемоаа* | MMaareauiMC | ||||
мша | маждуна* | едшвацы СМ | |||
родмос | руссаос | ||||
Частота | герц | Hz | Гц | С“* | |
Сила | ньютон | N | н | м КГ • с-* | |
Давление | паскаль | Ра | Па | м"1 • КГ ■ С“* | |
Энергия | джоуль | J | Дж | м* кг с“* | |
Мощность | ватт | W | Вт | м’ - КГ • С"3 | |
Количество электричества | кулон | С | Кл | с А | |
Электрическое напряжение | вольт | V | В | м* • кг • с*3 А"* | |
Электрическая емкость | фарад | F | Ф | М”2 кг_| . с« . д« | |
Электрическое сопротивление | ом | Q | Ом | ма кг с-3 А-’ | |
Электрическая проводимость | сименс | S | См | м“* • кг"' с3 А1 | |
Поток магнитной индукции | вебер | Wb | Вб | м3 кг с“* А"‘ | |
Магнитная индукция | тесла | т | Тл | кг • с~* А”’ | |
Индуктивность | генри | н | Ги | м3 кг с“* А-2 | |
Световой поток | люмен | lm | лм | кд ср | |
Освещенность | люкс | lx | лк | м_3 кд ср | |
Активность радионуклида | беккерель | Bq | Бк | с*1 | |
Поглощенная доза | грэй | Gy | Гр | м3 с“* | |
ионизирующего излучения | |||||
Эквивалентная доза излучения | зиверт | Sv | Зв | м3 с^3 |
{kind=link}