ГОСТ 21436-75
(ИСО 9205-88)
Группа И22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ И ВЫСОКООГНЕУПОРНЫЕ
ДЛЯ ФУТЕРОВКИ ВРАЩАЮЩИХСЯ ПЕЧЕЙ
Технические условия
Refractory and highly-refractory articles for the lining
of rotary furnaces. Specifications
МКС 81.080
ОКП 15 4200
Дата введения 1978-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 27.12.75 N 4058
3. ВЗАМЕН ГОСТ 9738-61 и ГОСТ 10380-63
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 427-75 | 5.12, 5.13 |
ГОСТ 2409-95 | 5.5 |
ГОСТ 2642.0-97* | 5.1 |
_______________ * Вероятно ошибка оригинала. Следует читать ГОСТ 2642.0-86. - Примечание "КОДЕКС". | |
ГОСТ 2642.3-97 | 5.1 |
ГОСТ 2642.4-97 | 5.1 |
ГОСТ 2642.8-97 | 5.1 |
ГОСТ 2642.9-97 | 5.1 |
ГОСТ 4069-69 | 5.2 |
ГОСТ 4070-2000 | 5.4 |
ГОСТ 4071.1-94 | 5.6 |
ГОСТ 5402.1-2000 | 5.3 |
ГОСТ 5402.2-2000 | 5.3 |
ГОСТ 7875.0-94 | 5.7 |
ГОСТ 8179-98 | 4.2 |
ГОСТ 10905-86 | 5.10 |
ГОСТ 12170-85 | 5.8 |
ГОСТ 15136-78 | 5.11 |
ГОСТ 24717-94* | 6.1 |
_______________ * На территории РФ с 01.01.2006 г. действует ГОСТ 24717-2004. - Примечание "КОДЕКС". | |
ГОСТ 25706-83 | 5.13 |
ГОСТ 25714-83 | 5.5, 5.6 |
5. Ограничение срока действия снято Постановлением Госстандарта от 27.07.92 N 777
6. ИЗДАНИЕ с Изменениями N 1, 2, 3, 4, утвержденными в январе 1981 г., ноябре 1982 г., июне 1987 г., июле 1992 г. (ИУС 3-81, 3-83, 10-87, 10-92)
Настоящий стандарт распространяется на огнеупорные и высокоогнеупорные изделия (алюмосиликатные и магнезиальношпинелидные), предназначенные для футеровки вращающихся печей, применяемых в цементной и других отраслях промышленности.
По согласованию изготовителя с потребителем допускается маркировка рабочей поверхности огнеупорного кирпича по международному стандарту ИСО 9205-88, приведенному в приложении 7.
(Измененная редакция, Изм. N 3, 4).
1. МАРКИ
1.1. Огнеупорные и высокоогнеупорные изделия для футеровки вращающихся печей изготовляются марок, указанных в табл.1.
Таблица 1
Марка | Характеристика | Применение |
МЛЦ | Муллитовые | Зона охлаждения и переходные участки печей диаметром 4 м и более |
МКРЦ | Муллитокремнеземистые | То же |
ШЦУ | Шамотные уплотненные | Зоны охлаждения и цепная, переходные участки и холодильник |
ШЦС | Шамотные среднеплотные | Зона дегидратации, кальцинирования и подогрева |
ПЦ | Полукислые | Участки с пониженным химическим износом и повышенными требованиями к плотности кладки |
ШЦЛ-1,3 | Шамотные легковесные с кажущейся плотностью 1,3 г/см | Зона кальцинирования и дегидратации |
ХПЦ | Хромитопериклазовые | Периферийные участки зоны спекания вращающихся печей диаметром 3,6 м и менее, работающих по мокрому способу |
ХПЦ-43 | Хромитопериклазовые | Центральный участок зоны спекания вращающихся печей диаметром 3,6 м и менее и периферийные участки зоны спекания печей диаметром более 3,6 м, работающих по мокрому способу |
ПХЦ | Периклазохромитовые | Центральный участок зоны спекания вращающихся печей диаметром 3,6 м и более, работающих по мокрому способу, печей диаметром менее 3,6 м, работающих по сухому способу, а также периферийные участки печей, работающих по сухому способу |
ПХЦ-66 | Периклазохромитовые | Центральный участок зоны спекания вращающихся печей диаметром 3,6 м и более, работающих по мокрому и сухому способам |
ПШЦ | Периклазошпинелидные | Центральный участок зоны спекания вращающихся печей диаметром 3,6 м и более, работающих по мокрому способу, печей диаметром менее 3,6 м, работающих по сухому способу, а также периферийные участки печей, работающих по сухому способу |
ПШЦ-66 | Периклазошпинелидные | Центральный участок зоны спекания вращающихся печей диаметром 3,6 м и более, работающих по мокрому и сухому способам |
(Измененная редакция, Изм. N 1, 2, 3, 4).
2. ФОРМА И РАЗМЕРЫ
2.1. Форма и размеры изделий должны соответствовать требованиям, указанным на черт.1-2 и в табл.2 - для алюмосиликатных, в табл.3 - для магнезиальношпинелидных. Группы сложности изделий приведены в приложении 1.
Клин торцовый двухсторонний

Черт.1
Клин ребровый двухсторонний

Черт.2
Таблица 2
Наименование изделий | Номер | Применение | |||||
мм | В сочетании с номерами | Для печей диаметром, м | |||||
Клин торцовый двухсторонний | 1 | 100 | 88 | 150 | 300 | 2 | 2,3-5,1 |
9 | 5,1-7,0 | ||||||
2 | 75 | 55 | 150 | 300 | 1 | 2,3-5,1 | |
3 | 100 | 92 | 150 | 200 | 4 | 3,1-5,1 | |
3 | 3,1-5,1 | ||||||
4 | 75 | 65 | 150 | 200 | 5 | 1,5-3,1 | |
| 5 | 75 | 55 | 150 | 200 | 4 | 1,5-3,1 |
6 | 100 | 95 | 150 | 230 | 7 | 5,2-7,0 | |
7 | 100 | 91 | 150 | 230 | 6; 8 | 5,2-7,0 | |
8 | 120 | 113 | 150 | 230 | 7 | 5,2-7,0 | |
9 | 100 | 93 | 150 | 300 | 1 | 5,1-7,0 | |
10 | 100 | 93 | 200 | 300 | 11 | 5,1-7,0 | |
11 | 100 | 88 | 200 | 300 | 10 | 5,1-7,0 | |
12 | 100 | 91 | 200 | 230 | 13 | 5,2-7,0 | |
13 | 120 | 113 | 200 | 230 | 12 | 5,2-7,0 | |
14 | 100 | 92 | 200 | 200 | 15 | 3,1-5,1 | |
15 | 75 | 65 | 200 | 200 | 14 | 3,1-5,1 | |
Клин ребровый двухсторонний | 16 | 100 | 94 | 200 | 160 | 17 | 3,1-5,4 |
| 16 | 3,1-5,4 | |||||
17 | 75 | 67 | 200 | 160 | 18 | 1,6-3,1 | |
18 | 75 | 60 | 200 | 160 | 17 | 1,6-3,1 | |
19 | 100 | 95 | 200 | 120 | 20 | 1,8-4,9 | |
20 | 75 | 65 | 200 | 120 | 19 | 1,8-4,9 | |
Таблица 3
Наименование изделий | Номер | Применение | |||||
мм | В сочетании с номерами | Для печей диаметром, м | |||||
Клин торцовый двухсторонний | 21 | 80 | 73 | 200 | 230 | 23 | 3,1-5,4 |
22; 34 | 5,4-7,0 | ||||||
22 | 120 | 113 | 200 | 230 | 21; 32 | 5,4-7,0 | |
23 | 65 | 55 | 200 | 230 | 21 | 3,1-5,4 | |
32 | 3,1-4,4 | ||||||
24 | 70 | 62 | 120 | 200 | 26 | 2,2-3,6 | |
25 | 70 | 62 | 150 | 200 | 27 | 2,2-3,6 | |
26 | 70 | 57 | 120 | 200 | 24 | 2,2-3,6 | |
27 | 70 | 57 | 150 | 200 | 25 | 2,2-3,6 | |
29 | 3,1-5,4 | ||||||
| 28 | 65 | 55 | 150 | 230 | 31 | 3,1-4,4 |
28 | 3,1-5,4 | ||||||
29 | 80 | 73 | 150 | 230 | 30; 33 | 5,4-7,0 | |
30 | 120 | 113 | 150 | 230 | 29; 31 | 4,4-7,0 | |
31 | 103 | 92 | 150 | 230 | 28 | 3,1-4,4 | |
30; 33 | 4,4-7,0 | ||||||
32 | 103 | 92 | 200 | 230 | 22; 34 | 4,4-7,0 | |
23 | 3,1-4,4 | ||||||
33 | 103 | 97 | 150 | 230 | 29; 31 | 5,4-7,0 | |
34 | 103 | 97 | 200 | 230 | 21; 32 | 5,4-7,0 | |
35 | 80 | 75 | 150 | 160 | 36 | 3,1-5,2 | |
37 | 5,2-7,0 | ||||||
36 | 65 | 58 | 150 | 160 | 35 | 3,1-5,2 | |
37 | 120 | 115 | 150 | 160 | 35 | 5,2-7,0 | |
38 | 80 | 73 | 115 | 230 | 39 | 3,1-5,4 | |
39 | 65 | 55 | 115 | 230 | 38 | 3,1-5,4 | |
(Измененная редакция, Изм. N 1).
2.1.1. Допускается по соглашению изготовителя с потребителем изготовлять изделия других форм и размеров, а также изделия с односторонним скосом.
2.2. Расчетная масса и объем изделий даны в справочных приложениях 2 и 3.
Средняя кажущаяся плотность для расчета массы приведена в справочном приложении 4.
2.3. Данные о комплектации изделий для футеровки печей всех диаметров приведены в справочных приложениях 5 и 6.
2.4. Предельные отклонения по размерам изделий не должны превышать указанных в табл.4.
Таблица 4
Размер | Предельное отклонение, мм, для изделий марок | |||
МЛЦ, МКРЦ | ШЦУ, ШЦС, ПЦ | ХПЦ, ПХЦ, ПШЦ | ШЦЛ-1,3 | |
Размеры изделий: | ||||
до 100 мм включ. | ±1,5 | ±1 | ±2 | ±2 |
св. 100 " 200 мм " | ±2 | ±2 | ±2 | ±3 |
" 200 " 300 мм " | ±3 | ±3 | ±4 | ±3 |
Номинальная разность | +1 | +1 | +1 | +1 |
| -2 | -2 | -2 | -2 |
Примечание. Предельные отклонения по номинальной разности () нормируются для изделий всех марок N 1, 2, 3, 4, 6, 8, 9, 10, 13, 16, 19, 21, 22, 24, 25, 29, 30, 32, 33, 34 и распространяются на средние (
) измерения всех изделий, отобранных от партии.
(Измененная редакция, Изм. N 4).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. По физико-химическим показателям и показателям внешнего вида алюмосиликатные изделия должны соответствовать требованиям, указанным в табл.5, магнезиальношпинелидные - в табл.6.
Таблица 5
Наименование показателя | Норма для изделий марок | |||||
МЛЦ | МКРЦ | ШЦУ | ШЦС | ПЦ | ШЦЛ-1,3 | |
1. Химический состав, %: | ||||||
массовая доля Аl | Свыше 62 | Свыше 45 | Не менее | Не менее 28 | Не более 28 | Не менее 28 |
массовая доля SiО | Не нормируется | 65-85 | Не нормируется | |||
2. Огнеупорность, °С, не ниже | 1800 | 1750 | 1710 | 1670 | 1670 | 1670 |
3. Дополнительная линейная усадка, %, не более | 0,4 при 1500 °С | 0,5 при 1400 °С | 0,3 при 1400 °С | 0,7 при 1400 °С | 0,5 при 1350 °С | 1,0 при 1350 °С |
4. Температура начала размягчения, °С, не ниже | 1450 | 1400 | 1370 | 1300 | 1350 | Не нормируется |
5. Пористость открытая, %, не более | 24 | 22 | 20 | 26 | 26 | Не нормируется |
6. Кажущаяся плотность, г/см | Не нормируется | 1,3 | ||||
7. Предел прочности при сжатии, Н/мм | 25 | 30 | 25 | 18 | 18 | 4,5 |
8. Термическая стойкость (нагрев до 1300 °С) водяные теплосмены, не ниже | 4 | 3 | 4 | 3 | Не нормируется | |
9. Теплопроводность при средней температуре 600 °С, Вт (м·К), не более | Не нормируется | 7 | 0,7 (0,6) | |||
10. Кривизна шовных поверхностей, мм, не более | 1,5 | 1,5 | 1,0 | 1,5 | 2,0 | 2,0 |
11. Отбитость углов и ребер глубиной, мм, не более: | ||||||
на рабочих и шовных поверхностях | 5 | 5 | 4 | 5 | 5 | 7 |
на поверхностях, обращенных к кожуху | 6 | 6 | 8 | 10 | 10 | 10 |
12. Выплавки отдельные диаметром, мм, не более | 5 | 5 | 5 | 5 | 5 | 5 |
13. Посечки отдельные поверхностные: | ||||||
шириной св. 0,25 до 0,5 мм, длиной, мм, не более: | ||||||
на рабочей поверхности | 30 | 30 | 30 | 30 | 40 | Не нормируются |
14. Трещины отдельные шириной св. 0,5 до 1 мм с пересечением не более одного ребра длиной, мм, не более | ||||||
на рабочей поверхности | Не допускаются | |||||
на нерабочей поверхности | 30 | 30 | 30 | 40 | 30 | 40 |
Примечание. Для заводов Урала и Востока допускается изготовление изделий марки ШЦУ с огнеупорностью не ниже 1690 °С и открытой пористостью не более 22%, изделий марки ШЦС с огнеупорностью не ниже 1650°С с открытой пористостью не более 28% и пределом прочности при сжатии не менее 15 Н/мм.
Таблица 6
Наименование показателя | Норма для изделий марок | |||||
ХПЦ-43 | ПХЦ-66 | ПШЦ-66 | ХПЦ | ПХЦ | ПШЦ | |
1. Массовая доля, %, не менее | ||||||
MgO | 43 | 66 | 66 | 42 | 65 | 65 |
Сr | 20-28 | 8-18 | 9-15 | 20-30 | 8-18 | 7-15 |
2. Температура начала размягчения, °С, не ниже | 1500 | 1520 | 1560 | 1450 | 1500 | 1540 |
3. Открытая пористость, %, не более | 24 | 23 | 23 | 25 | 24 | 23 |
4. Предел прочности при сжатии, Н/мм | 25 | 30 | 30 | 20 | 25 | 30 |
5. Термическая стойкость (нагрев до 1300 °С), водяные теплосмены, не менее | 2 | 8 | 6 | 2 | 8 | 4 |
6. Кривизна шовных поверхностей, мм, не более: | 1,5 | 1,5 | 1,5 | 2,0 | 2,0 | 2,0 |
7. Отбитость углов и ребер глубиной, мм, не более: | ||||||
на рабочих и шовных поверхностях | 5 | 7 | 6 | 5 | 7 | 7 |
на поверхностях, обращенных к кожуху | 8 | 10 | 10 | 8 | 10 | 10 |
8. (Исключен, Изм. N 4). | ||||||
9. Посечки отдельные поверхностные: | ||||||
шириной св. 0,25 до 0,5 мм | ||||||
длиной, мм, не более: | ||||||
на рабочей поверхности | 40 | Не нормируются | 40 | Не нормируются | ||
10. Трещины отдельные шириной св. 0,5 до 1 мм с пересечением ребра | Не допускаются | |||||
Примечание. В изделиях марки ХМЦ, изготовленных с применением Сарановской хромитовой руды, допускается снижение массовой доли СrО
до 15%.
(Измененная редакция, Изм. N 1, 2, 3, 4).
3.1.1. Рабочей поверхностью изделия считается грань размером ![]() , шовными поверхностями - грани размером
, шовными поверхностями - грани размером (см. черт.1 и 2).
(Измененная редакция, Изм. N 4).
3.2. Изделия в изломе должны иметь однородное строение, без пустот и расслоений.
4. ПРАВИЛА ПРИЕМКИ
4.1. Изделия принимают партиями. Каждая партия должна состоять из изделий одной марки и сопровождаться одним документом о качестве, содержащим:
товарный знак или наименование предприятия-изготовителя;
номер партии и дату выпуска;
марку изделия;
массу партии;
обозначение настоящего стандарта;
результаты испытаний.
Масса партии устанавливается:
для изделий марок ШЦУ, ШЦС, ПЦ, ХПЦ - не более 225 т;
для изделий марок МЛЦ, МКРЦ, ПХЦ, ПШЦ - не более 150 т;
для изделий марки ШЦЛ-1,3 - не более 75 т.
(Измененная редакция, Изм. N 2, 3).
4.2. Правила приемки - по ГОСТ 8179, план контроля - 3 с дополнениями.
(Измененная редакция, Изм. N 4).
4.3. Предприятие-изготовитель проводит испытания, периодичность которых установлена в соответствии с табл.7.
Таблица 7
Наименование показателя | Порядок проведения испытаний |
Внешний вид и размеры | От каждой партии |
Химический состав | От каждой четвертой партии |
Огнеупорность | То же |
Дополнительная усадка | " |
Температура начала размягчения | " |
Открытая пористость и кажущаяся плотность | От каждой партии |
Предел прочности при сжатии | То же |
Термическая стойкость | От каждой четвертой партии |
Теплопроводность | То же |
(Измененная редакция, Изм. N 3).
4.3.1. В выборке допускается до 10% изделий с предельными отклонениями по размерам, превышающими на ±1 мм нормы, указанные в табл.4.
4.3.2. (Исключен, Изм. N 4).
4.3.3. Для изделий марки ПШЦ в выборке допускается одно изделие из трех с термической стойкостью 3 теплосмены.
(Измененная редакция, Изм. N 2).
4.4. (Исключен, Изм. N 4).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Массовую долю АlО
, SiO
, MgO и Сr
О
определяют по ГОСТ 2642.0, ГОСТ 2642.4, ГОСТ 2642.3, ГОСТ 2542.8*, ГОСТ 2642.9.
_______________
* Вероятно ошибка оригинала. Следует читать ГОСТ 2642.8. - Примечание "КОДЕКС".
Допускается применение других методов анализа, обеспечивающих требуемую точность.
(Измененная редакция, Изм. N 2, 3).
5.2. Огнеупорность определяют по ГОСТ 4069.
5.3. Дополнительную линейную усадку определяют по ГОСТ 5402.1, ГОСТ 5402.2.
5.4. Температуру начала размягчения определяют по ГОСТ 4070.
(Измененная редакция, Изм. N 3).
5.5. Открытую пористость и кажущуюся плотность определяют по ГОСТ 2409 или ГОСТ 25714.
5.6. Предел прочности при сжатии определяют по ГОСТ 4071.1 или ГОСТ 25714.
5.5, 5.6. (Измененная редакция, Изм. N 4).
5.7. Термическую стойкость определяют по ГОСТ 7875.0. Допускается проводить испытания на образцах толщиной до 120 мм и длиной 200 мм.
5.8. Теплопроводность определяют по ГОСТ 12170.
(Измененная редакция, Изм. N 3).
5.9. Размеры изделий проверяют металлической линейкой (ГОСТ 427) с ценой деления шкалы 1 мм или соответствующими шаблонами, обеспечивающими заданную точность измерения.
5.10. Кривизну изделий определяют на поверочной плите (ГОСТ 10905) или аттестованной металлической плите шаблоном шириной 10 мм и толщиной, превышающей на 0,1 мм установленную норму кривизны.
Шаблон не должен входить в зазор между плитой и изделием.
(Измененная редакция, Изм. N 4).
5.11. Глубину отбитости углов и ребер определяют по ГОСТ 15136.
5.12. Диаметр выплавок замеряют металлической линейкой (ГОСТ 427) с ценой деления шкалы 1 мм в месте максимального размера впадины.
5.13. Ширину посечек и трещин определяют при помощи измерительной лупы (ГОСТ 25706). Измерительную лупу располагают таким образом, чтобы ее шкала была перпендикулярна посечке. Между измерительной шкалой и поверхностью изделия помещают полоску бумаги, которую располагают вдоль шкалы вплотную к ее делениям.
Длину посечек и трещин измеряют металлической линейкой (ГОСТ 427) с ценой деления шкалы 1 мм.
(Измененная редакция, Изм. N 3).
5.14. Строение в изломе изделий определяют визуально.
(Измененная редакция, Изм. N 4).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 24717.
По требованию потребителя наносятся дополнительные маркировочные знаки на поверхность изделия с размерами (обращенную к кожуху печи) для правильной укладки изделий при футеровочных работах.
(Измененная редакция, Изм. N 2, 3, 4).
ПРИЛОЖЕНИЕ 1
Справочное
Группы сложности изделий
Номер изделий | Группа сложности изделий марок | |||||
МЛЦ | МКРЦ | ШЦУ | ШЦС | ПЦ | ШЦЛ-1,3 | |
1 | 5 | 5 | 5 | - | - | - |
2 | 4 | 4 | 4 | - | - | - |
3 | 5 | 5 | 5 | 5 | 5 | 5 |
4 | 4 | 4 | 4 | 4 | 4 | 4 |
5 | - | - | 4 | 4 | 4 | - |
6 | 5 | 5 | 5 | 5 | 5 | 5 |
7 | 5 | 5 | 5 | 5 | 5 | 5 |
8 | 6 | 6 | 6 | 6 | 6 | 6 |
9 | 5 | 5 | 5 | - | - | - |
10 | 5 | 5 | 5 | - | - | - |
11 | 5 | 5 | 5 | - | - | - |
12 | 5 | 5 | 5 | 5 | 5 | - |
13 | 6 | 6 | 6 | 6 | 6 | - |
14 | 5 | 5 | 5 | 5 | 5 | - |
15 | 4 | 4 | 4 | 4 | 4 | - |
16 | - | - | 5 | 5 | 5 | - |
17 | - | - | 4 | 4 | 4 | - |
18 | - | - | 4 | 4 | 4 | - |
19 | - | - | 5 | - | - | - |
20 | - | - | 4 | - | - | - |
ПРИЛОЖЕНИЕ 2
Справочное
Объем и масса алюмосиликатных изделий
Номер изделий | Объем, см | Масса изделий, кг, марок | ||||
МЛЦ | МКРЦ | ШЦУ | ШЦС, ПЦ | ШЦЛ-1,3 | ||
1 | 4230 | 9,7 | 8,9 | 9,1 | - | - |
2 | 2925 | 6,7 | 6,1 | 6,3 | - | - |
3 | 2880 | 6,6 | 6,0 | 6,2 | 5,5 | 3,7 |
4 | 2100 | 4,7 | 4,4 | 4,5 | 4,0 | 2,7 |
5 | 1950 | - | - | 4,2 | 3,7 | - |
6 | 3365 | 7,4 | 7,1 | 7,2 | 6,4 | 4,4 |
7 | 3295 | 7,6 | 6,9 | 7,1 | 6,3 | 4,3 |
8 | 4020 | 9,3 | 8,4 | 8,6 | 7,6 | 5,2 |
9 | 4340 | 10,0 | 9,1 | 9,3 | - | - |
10 | 5780 | 13,3 | 12,1 | 12,4 | - | - |
11 | 5640 | 13,0 | 11,8 | 12,1 | - | - |
12 | 4385 | 10,1 | 9,2 | 9,4 | 8,3 | - |
13 | 5370 | 12,3 | 11,3 | 11,5 | 10,2 | - |
14 | 3840 | 8,8 | 8,1 | 8,3 | 7,3 | - |
15 | 2800 | 6,4 | 5,9 | 6,0 | 5,3 | - |
16 | 3105 | - | - | 6,7 | 5,9 | - |
17 | 2270 | - | - | 4,9 | 4,3 | - |
18 | 2160 | - | - | 4,6 | 4,1 | - |
19 | 2340 | - | - | 5,0 | - | - |
20 | 1680 | - | - | 3,6 | - | - |
ПРИЛОЖЕНИЕ 3
Справочное
Объем и масса магнезиальношпинелидных изделий
Номер изделий | Объем, см | Масса изделий, кг, марок ХПЦ, ПХЦ и ПШЦ |
21 | 3510 | 10,5 |
22 | 5355 | 16,1 |
23 | 2760 | 8,3 |
24 | 1580 | 4,7 |
25 | 1980 | 5,9 |
26 | 1520 | 4,6 |
27 | 1900 | 5,7 |
28 | 2070 | 6,2 |
29 | 2640 | 7,9 |
30 | 4015 | 12,0 |
31 | 3365 | 10,1 |
32 | 4485 | 13,5 |
33 | 3450 | 10,4 |
34 | 4600 | 13,8 |
35 | 1855 | 5,6 |
36 | 1475 | 4,4 |
37 | 2820 | 8,5 |
38 | 2025 | 6,1 |
39 | 1590 | 4,8 |
ПРИЛОЖЕНИЕ 3. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 4
Справочное
Средняя кажущаяся плотность
Марка изделий | Средняя кажущаяся плотность, г/см |
МЛЦ | 2,30 |
МКРЦ | 2,10 |
ШПУ | 2,15 |
ШЦС, ПЦ | 1,90 |
ШЦЛ-1,3 | 1,30 |
ХПЦ, ПХЦ, ПШЦ | 3,00 |
ПРИЛОЖЕНИЕ 5
Справочное
Число алюмосиликатных изделий различных марок, замыкающих
кольцо футеровки, в зависимости от диаметра печи и толщины футеровки
(при выполнении футеровки изделиями двух номеров)
Число изделий при толщине футеровки, мм | ||||||||
Диаметр печи, м | 300 | 200/230 | 160 | 120 | ||||
номера изделий | количество изделий в кольце, шт. | номера | количество изделий в кольце, шт. | номера изделий | количество изделий в кольце, шт. | номера изделий | количество изделий в кольце, шт. | |
1,5 | - | - | 4 | 0 | - | - | - | - |
5 | 62 | |||||||
2,0 | - | - | 4 | 38 | 17 | 31 | 19 | 21 |
5 | 44 | 18 | 51 | 20 | 54 | |||
2,2 | - | - | 4 | 54 | 17 | 49 | 19 | 30 |
5 | 36 | 18 | 41 | 20 | 50 | |||
2,5 | 1 | 10 | 4 | 78 | 17 | 75 | 19 | 43 |
2 | 89 | 5 | 24 | 18 | 27 | 20 | 45 | |
2,7 | 1 | 22 | 4 | 95 | 17 | 92 | 19 | 50 |
2 | 81 | 5 | 16 | 18 | 18 | 20 | 44 | |
2,8 | 1 | 28 | 4 | 103 | 17 | 101 | 19 | 56 |
2 | 77 | 5 | 11 | 18 | 14 | 20 | 40 | |
3,0 | 1 | 39 | 4 | 119 | 17 | 119 | 19 | 66 |
2 | 71 | 5 | 4 | 18 | 4 | 20 | 35 | |
3,3 | 1 | 55 | 3 | 17 | 16 | 15 | 19 | 79 |
2 | 62 | 4 | 112 | 17 | 115 | 20 | 30 | |
3,5 | 1 | 67 | 3 | 33 | 16 | 30 | 19 | 86 |
2 | 54 | 4 | 99 | 17 | 103 | 20 | 29 | |
3,6 | 1 | 73 | 3 | 40 | 16 | 37 | 19 | 92 |
2 | 50 | 4 | 94 | 17 | 98 | 20 | 25 | |
4,0 | 1 | 96 | 3 | 72 | 16 | 65 | 19 | 108 |
2 | 36 | 4 | 68 | 17 | 77 | 20 | 20 | |
4,5 | 1 | 125 | 3 | 110 | 16 | 101 | 19 | 131 |
2 | 18 | 4 | 38 | 17 | 50 | 20 | 10 | |
4,8 | 1 | 141 | 3 | 132 | 16 | 123 | 19 | 145 |
2 | 9 | 4 | 21 | 17 | 33 | 20 | 4 | |
5,0 | 1 | 151 | 3 | 151 | 16 | 136 | - | - |
2 | 4 | 4 | 4 | 17 | 24 | |||
5,3 | 9 | 15 | 8 | 6 | 16 | 158 | - | - |
| 1 | 149 | 7 | 156 | 17 | 7 | ||
6 | 6 | |||||||
7 | 158 | |||||||
5,5 | 9 | 30 | 8 | 22 | ||||
1 | 140 | 7 | 143 | - | - | - | - | |
6 | 20 | |||||||
7 | 150 | |||||||
5,6 | 9 | 37 | 8 | 29 | ||||
1 | 136 | 7 | 138 | - | - | - | - | |
6 | 27 | |||||||
7 | 146 | |||||||
6,0 | 9 | 67 | 8 | 58 | ||||
1 | 118 | 7 | 116 | - | - | - | - | |
6 | 55 | |||||||
7 | 130 | |||||||
6,4 | 9 | 96 | 8 | 87 | ||||
| 1 | 101 | 7 | 93 | - | - | - | - |
6 | 82 | |||||||
7 | 115 | |||||||
6,5 | 9 | 104 | 8 | 95 | ||||
1 | 97 | 7 | 87 | - | - | - | - | |
6 | 89 | |||||||
7 | 111 | |||||||
7,0 | 9 | 141 | 8 | 132 | ||||
| 1 | 75 | 7 | 58 | - | - | - | - |
6 | 124 | |||||||
7 | 92 | |||||||
Примечание. При расчете принята толщина шва 2 мм.
ПРИЛОЖЕНИЕ 6
Справочное
Число магнезиальношпинелидных изделий различных марок,
замыкающих кольцо футеровки, в зависимости от диаметра печи
и толщины футеровки (при выполнении футеровки изделиями двух номеров)
Диаметр печи, м | Число изделий при толщине футеровки, мм | |||||
160 | 200 | 230 | ||||
номера | количество изделий в кольце, шт. | номера изделий | количество изделий в кольце, шт. | номера | количество изделий в кольце, шт. | |
2,2 | - | - | 25 | 0 | - | - |
27 | 96 | |||||
2,5 | - | - | 25 | 32 | - | - |
27 | 77 | |||||
2,7 | - | - | 25 | 55 | - | - |
27 | 63 | |||||
2,8 | - | - | 25 | 66 | - | - |
27 | 56 | |||||
3,0 | - | - | 25 | 89 | - | - |
27 | 42 | |||||
3,3 | 35 | 21 | 25 | 123 | 29 | 17 |
36 | 129 | 27 | 21 | 28 | 134 | |
3,5 | 35 | 41 | 25 | 146 | 29 | 37 |
36 | 114 | 27 | 7 | 28 | 119 | |
3,6 | 35 | 48 | 25 | 157 | 29 | 45 |
36 | 110 | 27 | 0 | 28 | 114 | |
4,0 | 35 | 87 | - | - | 29 | 83 |
36 | 81 | 28 | 86 | |||
29 | 126 | |||||
28 | 57 | |||||
4,5 | 35 | 134 | - | - | 30 | 5 |
36 | 47 | 31 | 129 | |||
33 | 7 | |||||
31 | 128 | |||||
29 | 153 | |||||
28 | 38 | |||||
4,8 | 35 | 161 | - | - | 30 | 23 |
36 | 28 | 31 | 117 | |||
33 | 27 | |||||
31 | 117 | |||||
29 | 172 | |||||
28 | 24 | |||||
5,0 | 35 | 180 | - | - | 30 | 35 |
36 | 14 | 31 | 109 | |||
33 | 40 | |||||
31 | 110 | |||||
29 | 199 | |||||
28 | 5 | |||||
5,3 | 37 | 4 | - | - | 30 | 53 |
35 | 197 | 31 | 97 | |||
33 | 60 | |||||
31 | 99 | |||||
30 | 8 | |||||
29 | 199 | |||||
30 | 60 | |||||
31 | 95 | |||||
5,5 | 37 | 20 | - | - | 33 | 10 |
35 | 181 | 29 | 198 | |||
33 | 73 | |||||
31 | 92 | |||||
30 | 16 | |||||
29 | 191 | |||||
5,6 | 37 | 28 | - | - | 30 | 66 |
35 | 173 | 31 | 91 | |||
33 | 20 | |||||
29 | 189 | |||||
33 | 80 | |||||
31 | 88 | |||||
30 | 47 | |||||
29 | 160 | |||||
6,0 | 37 | 59 | - | - | 30 | 90 |
35 | 142 | 31 | 75 | |||
33 | 57 | |||||
29 | 157 | |||||
33 | 106 | |||||
31 | 74 | |||||
30 | 79 | |||||
29 | 128 | |||||
6,4 | 37 | 91 | - | - | 30 | 114 |
35 | 110 | 31 | 59 | |||
33 | 90 | |||||
29 | 130 | |||||
33 | 132 | |||||
31 | 60 | |||||
30 | 86 | |||||
29 | 121 | |||||
6,5 | 37 | 98 | - | - | 30 | 120 |
35 | 103 | 31 | 55 | |||
33 | 100 | |||||
29 | 121 | |||||
33 | 139 | |||||
31 | 56 | |||||
30 | 126 | |||||
29 | 81 | |||||
7,0 | 37 | 138 | - | - | 30 | 146 |
35 | 63 | 31 | 40 | |||
33 | 144 | |||||
29 | 84 | |||||
33 | 171 | |||||
31 | 39 | |||||
Примечание. При расчете принята толщина шва 2 мм.
ПРИЛОЖЕНИЕ 7
Рекомендуемое
ИСО 9205-88
Огнеупорные кирпичи для вращающихся печей.
Маркировка горячей поверхности
1. Область применения
Настоящий стандарт определяет систему маркировки рабочей поверхности огнеупорных кирпичей, применяемых для футеровки вращающихся печей.
Этот способ позволяет быстро и легко проверить правильность установки конуса каждого клинового кирпича в нужном направлении, а также маркировать кирпичи для каждого диаметра вращающейся печи.
Размеры огнеупорных кирпичей даны в ИСО 5417.
2. Ссылка
ИСО 5417-86 Огнеупорные кирпичи для вращающихся печей. Размеры.
3. Требования
Систему выемок применяют как основной способ маркировки.
При необходимости в качестве дополнительной используют систему цветового кодирования.
Примечание. Необходимость цветового кодирования должна быть согласована между изготовителем и потребителем.
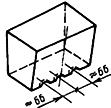
4. Маркировка системой выемок
4.1. Типы выемок
Каждая выемка должна быть отчетливой и достаточно углубленной, чтобы ее легко можно было различить. Выемка должна иметь закругленные края. Следует применять один из трех типов выемок, показанных на черт.1. Размеры выемок не нормируются.
4.2. Расположение
Выемки должны быть расположены либо по центральной линии рабочей поверхности кирпича, либо по линии, отстоящей от центральной примерно на 66 мм (черт.1).
Расположение и типы выемок, мм

Черт.1
Примечание. Буквы ,
,
и
имеют те же значения, что и в ИСО 5417.
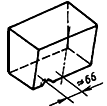
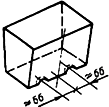
4.3. Маркировка кирпича в зависимости от диаметра печи
На черт.2 приведены пять комбинаций выемок, использующихся для маркировки кирпича в зависимости от диаметра печи.
Маркировочные выемки на кирпиче
Внутренний диаметр корпуса печи, м | Расположение выемок, мм | |||
2 |
| |||
3 |
| |||
4 |
| |||
5 и 6 |
| |||
7 и 8 |
| |||


Черт.2
5. Маркировка цветовым кодированием
5.1. Кодирование осуществляется методом нанесения цветных меток, обозначающих кирпичи для вращающихся печей различных диаметров. Цветные метки наносят на рабочую поверхность кирпича до отгрузки потребителю. Интенсивность цветовой окраски должна быть достаточной для четкого определения назначения кирпича в зависимости от диаметра печи.
5.2. Цвета, применяемые для маркировки кирпича, должны соответствовать приведенным в табл.1.
Таблица 1
Цветовое кодирование кирпича вращающихся печей
Внутренний диаметр кожуха печи, м | Цвет метки |
2 | Белый |
3 | Сиреневый |
4 | Желтый |
5 | Коричневый |
6 | Красный |
7 | Серый |
8 | Зеленый |
Замковый кирпич | Синий |
ПРИЛОЖЕНИЕ 7. (Введено дополнительно, Изм. N 4).
Текст документа сверен по:
Изделия огнеупорные. Технические условия. Часть 2:
Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2004
{kind=link}