
огнеупоры и огнеупорные изделия
ЧАСТЬ 2

ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ОГНЕУПОРЫ
И ОГНЕУПОРНЫЕ ИЗДЕЛИЯ
Часть 2
Издание официальное
Москва
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1988
УДК 666.884
ОТ ИЗДАТЕЛЬСТВА
Сборник «Огнеупоры н огнеупорные изделия* часть 2 содержит стандарты, утвержденные до 1 января 1988 г.
В стандарты внесены все изменения, принятые до указанного срока. Около номера стандарта, в который внесено изменение, стоит знак *.
Текущая информация о вновь утвержденных и пересмотренных стандартах, а также о принятых к ним изменениях публикуется в выпускаемом ежемесячно информационном указателе «Государственные стандарты СССР*.
31011
085(02)—88
© Издательство стандартов, 1988
Группа И23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 10888-761 (СТ СЭВ 1411—78)
Взамен
ГОСТ 10888—64
ИЗДЕЛИЯ ВЫСОКООГНЕУПОРНЫЕ ПЕРИКЛАЗОХРОМИТОВЫЕ ДЛЯ КЛАДКИ СВОДОВ СТАЛЕПЛАВИЛЬНЫХ ПЕЧЕЙ
Технические условия
Periclasechromite refractories for the steelmelting furnace roofs. Specifications
ОКП 15 7200
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 апреля 1976 г. На 925 срок введения установлен
с 01.01,79 Проверен в 1982 г. Постановлением Госстандарта от 30.09.82 Ns 3853 срок действия продлен
до 01.01.89
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на высокоогнеупорные обожженные периклазохромитовые изделия, предназначенные для кладки сводов мартеновских, двухванных и электросталеплавильных печей.
Стандарт соответствует СТ СЭВ 1411—78 в части марок МХ1, МХ2, МХЗ, МХ4, МХ5, МХ6, МХ7.
1. МАРКИ
1.1. Высокоогнеупорные обожженные периклазохромитовые изделия в зависимости от физико-химических свойств подразделяются на марки, указанные в табл. 1.
Издание официальное
Перепечатка воспрещена
Таблица 1
Марка | Характеристика | Применение |
ПХСП — высшей категории качества | Периклазохромитовые сводовые повышенноплотные | Своды плавильного пространства двухванных и мартеновских печей вместимостью 850—900 т, работающих с повышенной удельной интен сивностью продувки ванны кислородом (8—12 м3/т-ч) и с умеренной удельной* ин тенсивностью продувки ванны кислородом (5—7 мэ/т,-ч) и электросталеплавильных печей вместимостью 50 т и более |
ПХСУТ — высшей категории качества | Периклазохромитовые сводовые уплотненные термостойкие | |
ПХСУ | Периклазохромитовые сводовые уплотненные | Своды плавильного пространства мартеновских печей вместимостью 200—300 т, работающих с повышенной удельной интенсивностью продувки ванны кислородом (11—20 м3/т-ч), мартеновских печей вместимостью 400—650 т, работающих с умеренной удельной интенсивностью продувки ванны кислородом (5—10 ма/т-ч) и электросталеплавильных печей вместимостью менее 50 т |
ПХСС | Периклазохромитовые сводовые среднеплотные | Своды плавильного пространства мартеновских печей вместимостью 200—300 т, работающих с умеренной удельной интенсивностью продувки ван-пи кислородом (7—10 м3/т-ч) |
ПХССТ | Периклазохромитовые сводовые среднеплотные термостойкие | Своды плавильного пространства мартеновских печей, работающих без продувки ванны кислородом, а также своды головок шлаковиков и регенераторов |
МХ1; МХ2; МХЗ; МХ4; МХ5; МХ6; МХ7 | Магнезитохромитовые (периклазохромитовые) | — |
(Измененная редакция, Изм. № 1, 2).
ГОСТ 10888—76
1.2. При применении изделий допускается взаимозаменяемость марок.
2. ФОРМА И РАЗМЕРЫ
2.1. Форма и размеры изделий должны соответствовать требованиям, указанным на черт. 1—7 и в табл. 2—8.
2.2. Расчетные объем и масса изделий приведены в справочном приложении.
2.3. Изделия, приведенные на черт. 1, 2, 4—6, кроме изделий длиной 230 мм, изготовляются с отверстиями для штырей по черт. 8—11. Размеры, не указанные на черт. 9—11, должны соответствовать черт. 8.

Таблица 2 | |||
Номера | Z. | 1 в | 1 ' |
изделий | мм | ||
1 | 230 | 115 | 65 |
2 | 300 | 150 | 75 |
3 | 380 | 150 | 75 |
4 | 380 | 150 | 90 |
5 | 460 | 150 | 75 |
6 | 460 | 150 | 90 |
7 | 520 | 150 | 75 |
520 | 150 | 90 |
Таблица 3

Клин ребровый двухсторонний

Таблица 4
Номера | L | В | • | $1 |
изделий | мм | |||
28 | 230 | 115 | 65 | 45 |
29 | 230 | 115 | 65 | 55 |
30 | 230 | 150 | 65 | 55 |
31 | 300 | 150 | 65 | 55 |
32 | 300 | 150 | 75 | 55 |
33 | 300 | 150 | 75 | 65 |
34 | 300 | 150 | 90 | 80 |
Клин переходной (радиальный) двухсторонний
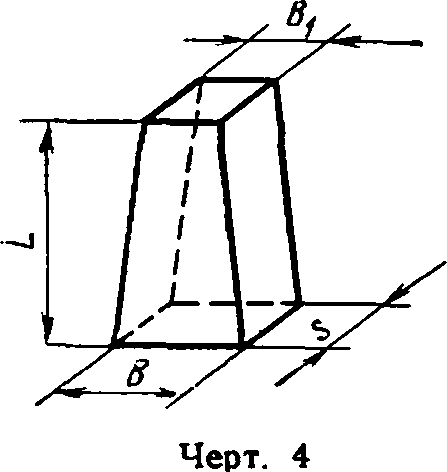
Таблица 5
Номера | L | в | Bi | S |
изделий | мм | |||
35 | 230 | 115 | 93 | 65 |
36 | 300 | 150 | 135 | 75 |
37 | 380 | 150 | 80 | 75 |
38 | 380 | 150 | 96 | 90 |
39 | 460 | 150 | 85 | 90 |
40 | 460 | 150 | 130 | 90 |
41 | 520 | 154 | 80 | 90 |
Клин пирамидальный двухсторонний
Таблица 6
Номера | в | Bi | 5 | S1 | |
изделий | мм | ||||
42 | 230 | 115 | 93 | 65 | 55 |
43 | 300 | 150 | 135 | 78 | 68 |
44 | 380 | 150 | 80 | 83 | 75 |
45 | 460 | 150 | 90 | 78 | 68 |
46 | 520 | 150 | 90 | 78 | 68 |

ГОСТ 10888—76
Кнрпнч фасонный опорный

Таблица 7
Номера | L | 1 ь | в | Bi | |
изделий | мм | ||||
47 | 380 | 220 | 150 | 125 | 90 |
48 | 460 | 220 | 150 | 125 | 90 |
49 | 520 | 220 | 150 | 125 | 90 |
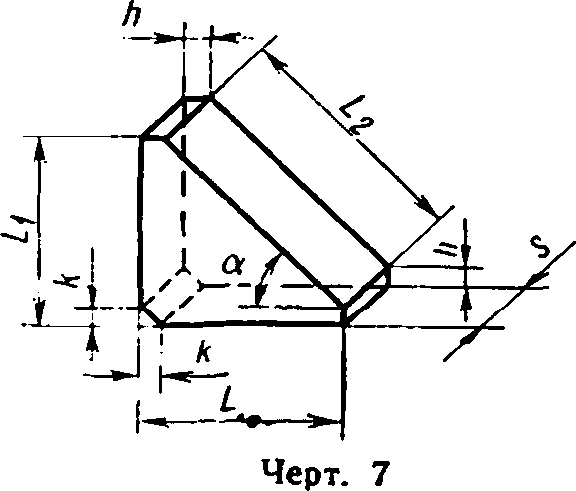
Таблица 8
Номера изделий | £ | £i | 1 L, | S | h | k | а. |
ММ | град | ||||||
50 | 225 | 276 | 300 | 75 | 40 | 25 | 52 |
51 | 252 | 252 | ЗОЭ | 75 | 40 | 25 | 45 |
52 | 275 | 341 | 382 | 75 | 40 | 25 | 52 |
53 | 310 | 310 | 381 | 75 | 40 | 25 | 45 |
54 | 330 | 285 | 380 | 75 | 40 | 25 | 40 |
55 | 325 | 405 | 463 | 75 | 40 | 25 | 52 |
56 | 365 | 365 | 460 | 75 | 40 | 25 | 45 |
57 | 390 | 335 | 460 | 75 | 40 | 25 | 40 |
Кирпич ПЯТОВЫЙ


Черт. 8
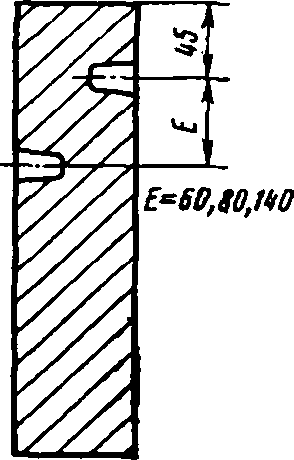
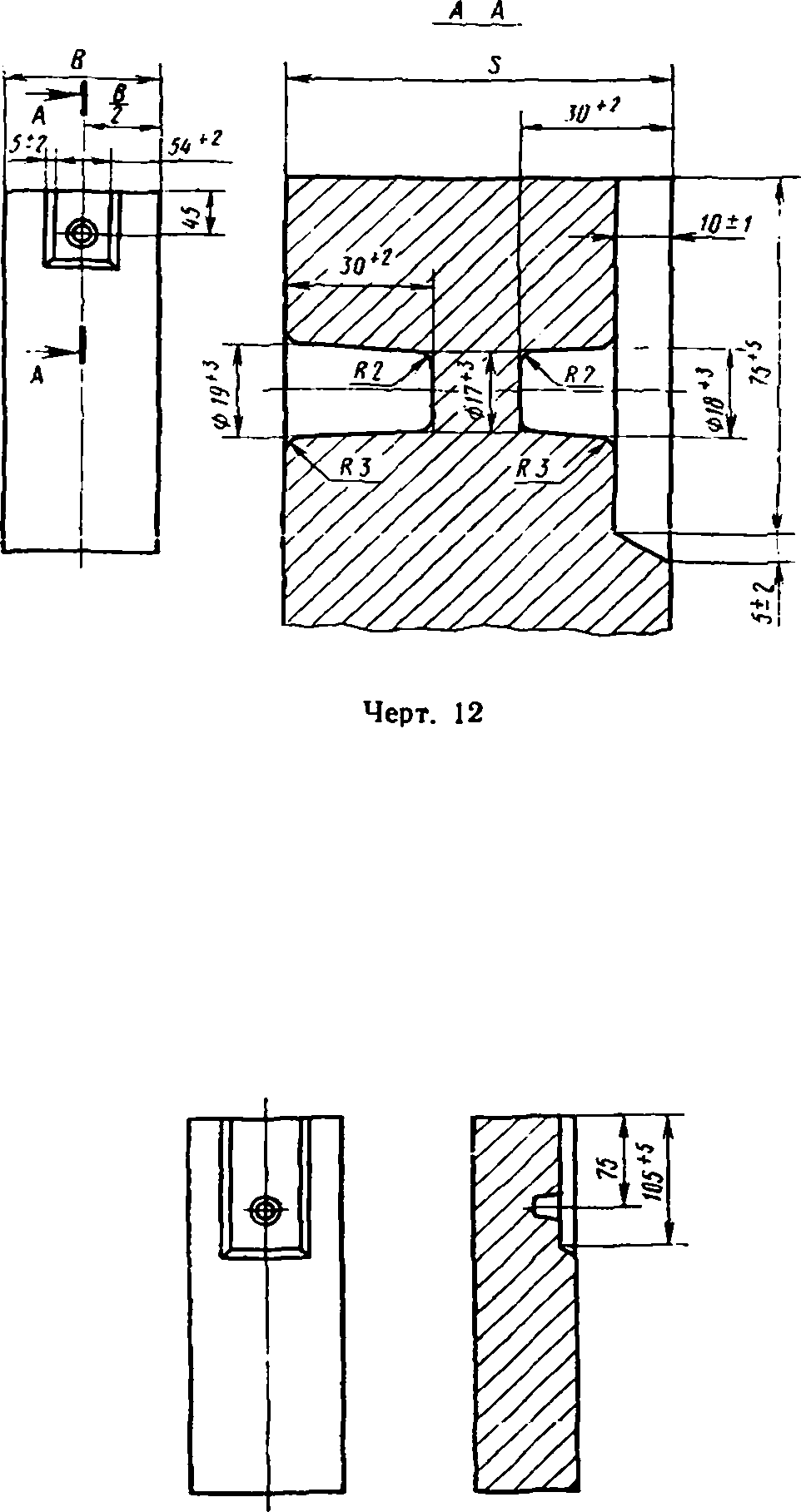
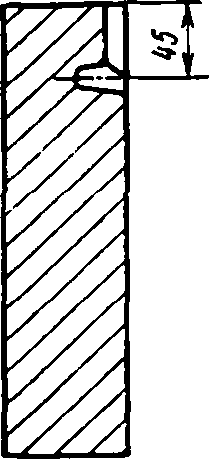
2.4. Для установки усиленной металлической подвески в изделиях со штыревыми отверстиями изготовляются углубления по черт. 12—15. Размеры, не указанные на черт. 13—15, должны соответствовать черт. 12.
2.5. Размеры, определяющие расположение штыревых отверстий (см. черт. 8—15), а также радиусы закруглений (см. черт. 8, 12) подлежат контролю только при изготовлении пресс-формы.
2.6. Размеры Л, kt а (см. черт. 7 и табл. 8) не подлежат контролю и даны только для изготовления пресс-форм.
2.7. По соглашению изготовителя и потребителя допускается изготовление изделий других форм и размеров с другой конфигурацией и расположением штыревых отверстий и углублений для подвески.


Черт. 9
Черт. 10
t
>

ГОСТ 10888—76
Черт. 13

Черт. 14

Черт. 15
10 ±1

2.8. Предельные отклонения по размерам изделий должны соответствовать указанным в табл. 9.
Таблица 9
Размер | Предельное отклонеие. мм. для взделвв марок | ||
с государственным Знаком качества | 1-й категорнн | ||
ПХСП. ПХСУТ | ПХСУ | ПХСС. пхсст | |
Длина (£; Lf, £j) До 230 мм | ±3 | ±3 | ±4 |
Св. 230 до 380 мм | ±4 | ±4 | ±6 |
Св. 380 до 520 мм | ±5 | ±5 | ±8 |
Ширина (В, Bi) | ±3 | ±■3 | ±4 |
Толщина (8, Si) | ±2 | ±2 | ±3 |
(Измененная редакция, Изм. № 1).
2.8.1. Предельные отклонения по размерам штыревых отверстий и углублений для подвески указаны на черт. 8—15. В пределах указанных отклонений диаметров допускается овальность штыревых отверстий.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Изделия должны изготовлять в соответствии с требованиями настоящего стандарта по технологическому режиму, утвержденному в установленном порядке. Изделия по физико-химическим показателям и показателям внешнего вида должны соответствовать требованиям, указанным в табл. 10 и II.
Массовая доля, %
CfjOj
MgO, не менее
Предел прочности при сжатии, МПа, не менее
Пористость открытая, %, не более
Температура начала деформации под нагрузкой 0,2 МПа, °C, не менее
Термическая стойкость (нагрев до 1300* С, охлаждение водяное), теплосмен, не менее
Дополнительная линейная усадка при 1650°С с выдержкой 3 ч, %, не более
Кривизна, мм, не более:
для изделий длиной до 380 мм
для изделий длиной св. 380 мм
Таблица 10
Кормы для взделий мерок | ||||
с государственным Знаком качестве | 1 мтегории | |||
пхсп | ПХСУТ | ПХСУ | пхсс | ПХССТ |
7-15 | 7-15 | 7-15 | 7-15 | 7-18 |
70 | 70 | 65 | 65 | 65 |
37,5 | 35,0 | 32,5 | 27.5 | 25,0 |
16 | 18 | 20 | 22 | 22 |
1560 | 1540 | 1540 | 1520 | 1500 |
4 | 6 | 5 | 3 | 5 |
0.7 | 0,7 | 0,8 | 0.9 | 0.9 |
2 | 2 | 2 | 3 | 3 |
3 | 3 | 3 | 4 | 4 |
Наимеиоааняе показателя
Отбнтость углов, мы, не более для изделий длиной до 380 мм для изделий длиной св. 380 мм
Отбнтость ребер глубиной, мм, не более
Посечкн шириной: до 0,25 мм св. 0,25 до 0,50 мм
Трошины шириной: св. 0,50 до 1,00 мм
св. 1,00 мм
Продолжение табл. 10
Нормы для яаделм* марок | ||||
с государственным Знаком качества | 1 категория | |||
пхеп | ПХСУТ | ЛХСУ | ПХ€С | ПХССТ |
7 | 7 | 7 | 10 | 10 |
I0 | Ю | 10 | 12 | 12 |
5 | 5 | 5 | 8 | 8 |
Не | нормируются | |||
Допускаются | отдельные | ДЛИНОЙ ДО | Нс нормируются | |
40 мм | ||||
Не допускаются | Допускаются | отдель- | ||
ные длиной до | 40 мм | |||
Не | допускаются |
Примечания:
1. Под кривизной понимается стрела прогиба изделий.
2. Для изделий длиной более 460 мм н пятовых изделий нормы открытой пористости допускаются на 1% выше установленных в табл. 10.
3. При изготовлении лериклазохромитовых изделий по комбинированной технологии с применением крупнозернистого н тонкомолотого хромита в шихте (в том числе с применением импортного магнезита) к наименованию марки изделий добавляется цифра I.
ГОСТ 1UM— 74
ГОСТ 10888—76
Таблица 11
Наименование показателя | Нормы для изделий марок | ||||||
MXI | МХ2 | мхз | МХ4 | МХ5 | МХ6 | МХ7 | |
Массовая доля, % СггОа, не менее | 7 | 7 | 7 | 7 | 12 | 12 | 7 |
MgO, не менее | 70 | 70 | 70 | 70 | 65 | 60 | 60 |
SiO2, не более | 2 | 4 | 4 | — | 2,5 | 6 | 5 |
Предел прочности при сжатии, МПа, не менее | 35 | 35 | 25 | 25 | 30 | 20 | 25 |
Пористость открытая, %, не более | 16 | 16 | 22 | 22 | 20 | 23 | 22 |
Температура начала деформации под нагрузкой 0,2 МПа, °C, не менее | 1600 | 1550 | 1550 | 1550 | 1600 | 1500 | 1500 |
Отбитость углов, глубина, мм, не более | 8 | 8 | 8 | 8 | 8 | 8 | 8 |
Отбитость ребер длиной не более ’/♦ длины ребра, глубина, мм, не более | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
Трещины шириной свыше 0,5 мм | Не допускают- | ||||||
ся |
(Измененная редакция, Изм. № 1, 2).
3.1.1. Изделия по всей поверхности излома должны иметь однородное строение, без трещин, пустот и инородных включений. Отдельные зерна с поверхности изделий не должны выкрашиваться.
(Измененная редакция, Изм. № 2).
3.1.2. На ребровых гранях изделий допускается шероховатость.
4. ПРАВИЛА ПРИЕМКИ
4.1. Изделия принимают партиями. Партия должна состоять из изделий одной марки и сопровождаться одним документом о качестве, содержащим: товарный знак и наименование предприятия-изготовителя или товарный знак; марку изделия; массу партии; порядковый номер партии; дату выпуска; результаты лабораторных испытаний; обозначение настоящего стандарта. Масса партии должна быть не более 140 т.
4.2. Правила приемки — по ГОСТ 8179—85 со следующими дополнениями.
4.1, 4.2. (Измененная редакция, Изм. № 2).
4.2.1. Проверку внешнего вида и размеров изделий, определение предела прочности при сжатии, открытой пористости проводят от каждой партии.
4.2.2. Определение массовой доли Сг2О3 и MgO проводят от каждой второй партии.
(Измененная редакция, Изм. № 2).
4.2.3. Определение температуры начала деформации под нагрузкой, термической стойкости и дополнительной усадки проводят от каждой пятой партии.
4.3. 4.4. (Исключены, Изм. № 2).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Размеры изделий проверяют металлической линейкой (ГОСТ 427—75) с ценой деления шкалы 1 мм или соответствующими шаблонами, обеспечивающими заданную точность измерения.
5.2. Отбор и подготовку проб для химического анализа производят по ГОСТ 2642.0—86. Массовая доля MgO, Сг2Оз и SiO2 определяют по ГОСТ 2642.8—86, ГОСТ 2642.3—86 и ГОСТ 2642.9—86.
(Измененная редакция, Изм. № 2).
5.3. Предел прочности при сжатии определяют по ГОСТ 4071—80.
5.4. Открытую пористость определяют по ГОСТ 2409—80.
5.5. Температуру начала деформации под нагрузкой определяют по ГОСТ 4070—83.
5.6. Термическую стойкость определяют по ГОСТ 7875—83.
5.7. Дополнительную линейную усадку определяют по ГОСТ 5402—81.
5.8. Кривизну определяют по плашке на поверочной плите (ГОСТ 10905—86) при помощи щупа шириной 10 мм и толщиной, превышающей на 0,1 мм установленную норму кривизны. Щуп не должен входить в зазор между плитой и изделием. При определении кривизны изделие придерживают, а щуп вводят в зазор скольжением по плите без применения усилия.
5.9. Глубину отбитости углов и ребер определяют по ГОСТ 15136—78.
5.10. Ширину посечек и трещин определяют при помощи измерительной лупы (ГОСТ 25706—83). Лупу располагают таким образом, чтобы ее шкала была перпендикулярна посечке или трещине. Между измерительной шкалой и поверхностью изделия помещают полоску бумаги, которую располагают вдоль шкалы вплотную к ее делениям. Ширину посечки или трещины определяют в месте ее максимальной величины. Длину посечки или трещины определя-
ГОСТ 10888—76
ют металлической линейкой (ГОСТ 427—75) с ценой деления шкалы 1 мм по прямой линии, соединяющей начало и конец посечки или трещины.
5.11. Наличие инородных включений, трещин, пустот в изломе определяют визуально.
(Введен дополнительно, Изм. № 2).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка изделий — по ГОСТ 1502—72 со следующим дополнением.
6.1.1. Допускается наносить на каждое изделие сокращенную маркировку без указания признаков, определяемых при оформлении документа о качестве (П, УТ, У, С, СТ, MX). При этом полная маркировка указывается в сопроводительной документации, а также выполняется несмываемой краской или наклеиванием этикетки на каждом пакете, ящике, контейнере, а при отгрузке без упаковки— повагонными отправками на четырех грузовых местах верхнего ряда изделий, уложенных в подвижной состав.
(Измененная редакция, Изм. № 1, 2).
6.2. Упаковка, транспортирование и хранение изделий всех марок и типоразмеров — по ГОСТ 24717—81 со следующими дополнениями.
По согласованию изготовителя с потребителем допускается отгрузка изделий в открытом подвижном составе.
Изделия должны быть уложены в пакеты по ГОСТ 24717—81. Размеры основания пакетов не должны превышать соответствующие размеры поддонов по ГОСТ 19182—73.
Транспортирование грузов пакетами — по ГОСТ 21929—76. (Измененная редакция, Изм. № 2).
6.2.1. Транспб'ртная маркировка ’ грузов — по ГОСТ 14192—77. (Введен дополнительно, Изм. № 2).
6.3. Упаковка изделий, отгружаемых на Крайний Север и в отдаленные районы, должна производиться в таре, отвечающей требованиям ГОСТ 15846—79.
(Введен дополнительно, Изм. № 1).
6.4. На ярлыки и товаросопроводительную документацию для изделий с государственным Знаком качества в установленном порядке наносится изображение государственного Знака качества.
(Введен дополнительно, Изм. № 1).
гост itm—к
ПРИЛОЖЕНИЕ
Справочное
РАСЧЕТНЫЕ ОБЪЕМ И МАССА ИЗДЕЛИЯ
Номера изделий | Объем, см3 | Масса, кг, для изделий марок | ||
ПХСП, ПХСУТ | ПХСУ | пхсс, пхсст | ||
1 | 1719 | 5,36 | 5,23 | 5,16 |
2 | 3375 | 10,53 | 10,26 | 10,13 |
3 | 4275 | 13,34 | 13,00 | 12,83 |
4 | 5130 | 16,00 | 15,60 | 15,39 |
5 | 5175 | 16,15 | 15,73 | 15,53 |
6 | 6210 | 19,38 | 18,88 | 18,63 |
7 | 5850 | 18,25 | 17,78 | 17,55 |
8 | 7020 | 21,90 | 21,34 | 21,06 |
9 | 1455 | 4,54 | 4,42 | 4,37 |
ю | 1587 | 4,95 | 4,82 | 4,76 |
11 | 3218 | 10,04 | 9,78 | 9,65 |
12 | 3443 | 10,74 | 10,47 | 10,33 |
13 | 3600 | 11,23 | 10,-94 | 10,60 |
14 | 4133 | 12,89 | 12,56 | 12,40 |
15 | 4247 | 13,25 | 12,91 | 12,74 |
16 | 4218 | 13,16 | 12,82 | 12,65 |
17 | 4560 | 14,23 | 13,86 | 13,68 |
18 | 4788 | 14,94 | 14,56 | 14,36 |
19 | 4931 | 15,38 | 14,99 | 14,79 |
20 | 3968 | 12,38 | 12,06 | 11,90 |
21 | 5106 | 15,93 | 15,52 | 15,32 |
22 | 5072 | 15,82 | 15,42 | 15,22 |
23 | 5451 | 17,00 | 16,37 | 16,35 |
24 | 5796 | 18,08 | 17,62 | 17,39 |
25 | 5969 | 18,62 | 18,15 | 17,91 |
26 | 5811 | 18,13 | 17,66 | 17,43 |
27 | 6201 | 19,35 | 18,85 | 18,60 |
28 | 1455 | 4,54 | 4,42 | 4,37 |
29 | 1587 | 4,95 | 4,82 | 4,76 |
30 | 2070 | 6,46 | 6,29 | 6,21 |
31 | 2700 | 8,42 | 8,2! | 8,10 |
32 | 2925 | 9,13 | 8,89 | 8,78 |
33 | 3150 | 9,83 | 9,58 | 9,45 |
34 | 3825 | 11,93 | 11,63 | 11,48 |
35 | 1555 | 4,85 | 4,73 | 4,67 |
36 | 3206 | 10,00 | 9,75 | 9,62 |
37 | 3278 | 10,23 | 9,97 | 9,83 |
38 | 4207 | 13,13 | 12,79 | 12,62 |
39 | 4865 | 15,18 | 14,79 | 14,60 |
40 | 5796 | 18,08 | 17,62 | 17,39 |
41 | 5476 | 17,09 | 16,65 | 16,43 |
42 | 1435 | 4,48 | 4,36 | 4,31 |
43 | 2993 | 9,34 | 9,10 | 8,98 |
44 | 3452 | 10,77 | 10,49 | 10,36 |
45 | 4030 | 12,57 | 12,25 | 12,09 |
ГОСТ 10888—76
Продолжение
Номера изделий | Объем, см* | Масса, кг, для изделий марок | ||
ПХСП, ПХСУТ | ПХСУ | 1 ПХСС, пхсст | ||
46 | 4555 | 14.21 | 13,85 | 13,67 |
47 | 5075 | 15,83 | 15,43 | 15,23 |
48 | 6155 | 19,20 | 18,71 | 18,47 |
49 | 6965 | 21,73 | 21,17 | 20,90 |
50 | 2997 | 9,35 | 9,П | 8,99 |
51 | 3054 | 9,53 | 9,28 | 9,16 |
52 | 4357 | 13,59 | 13,25 | 13,07 |
53 | 4450 | 13,88 | 13,53 | 13,35 |
54 | 4366 | 13,62 | 13,27 | 13,10 |
55 | 5948 | 18,56 | 18,08 | 17,84 |
56 | 6008 | 18,74 | 18,26 | 18,02 |
57 | 5903 | 18,42 | 17,95 | 17,71 |
примечание. При расчете массы изделий средняя кажущаяся плотность принята равной: для марок ПХСП и ПХСУТ— 3,12 г/см3
для марок ПХСУ — 3,04 г/см3 для марок ПХСО и ПХСОТ — 3,00 г/см3.
(Измененная редакция, Изм. № 1).
СОДЕРЖАНИЕ
I. Магнезиальные и хромомагнезиальные изделия
4689—74 Изделия огнеупорные магнезитовые (периклазовые). Техниче
ские условия .............. 3
5381—72 Изделия высокоогнеупорные хромитопериклазовые. Технические условия..............12
10888—76 Изделия высокоогнеупорные периклазохромитовые для кладки сводов сталеплавильных печей. Технические условия ... 20
13998—68 Изделия высокоогнеупорные периклазохромитовые и хромитопериклазовые безобжиговые. Технические условия .... 35
14832—79 Изделия огнеупорные форстеритовые и форстеритохромитовые. Технические условия
II. Карбидкремниевые изделия
10153—70 Изделия высокоогнеупорные карбидкремниевые. Технические условия
1П. Огнеупорные мертели, порошки, массы, полуфабрикаты и сырье
1216—75 Порошки магнезитовые каустические. Технические условия 64 5338—80 Мертели огнеупорные динасовые пластифицированные Технические условия
6137—80 Мертели огнеупорные алюмосиликатные. Технические условия 91
9854—81 Кварциты кристаллические для производства динасовых изделий. Технические условия
10360—85 Порошки периклазовые спеченные для изготовления изделий. Технические условия
13236—83 Порошки периклазовые электротехнические. Технические условия
23037—78 Огнеупоры неформованные. Заполнители для бетонных изделий, масс, смесей, покрытий и мертелей. Технические условия 128 24862—81 Порошки периклазовые и периклазоизвестковые спеченные для сталеплавильного производства. Технические условия . .141
ОГНЕУПОРЫ И ОГНЕУПОРНЫЕ ИЗДЕЛИЯ
Часть 2
Редактор И. В. Виноградская
Технический редактор В. Н. Прусакова
Корректор Т. И. Кононенко
Сдано в набор 29.04.87. Пидп. в печ. 1I.03.S8. Формат 00х90‘/и. Бумага типографская № 3. Гарнитура литературная. Печать высокая. 9.5 усл. печ. л. 9,63 усл. кр.-отт. 9.11 уч.-изд. Л. Тираж 20000. Зак. 2584. Цена 65 коп. Изд. № 9440/2
Ордена «Знак Почета» Издательство стандартов,
123840» Москва, ГСП» Новопресаевскзгй пер., 3
Великолукская городская типография управления издательств,
полиграфия и книжной торговли Псковского облисполкома,
182100. г. Великие Луки, ул. Полиграфистов, 78/12
1
Переиздание с Изменениями № 1, 2, утвержденными е марте 1979 г., сентябре 1982 г. (ИУС 5—79, 1—83).
{kind=link}