
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛИЧЕСТВЕННЫЕ МЕТОДЫ ОПТИМИЗАЦИИ ПАРАМЕТРОВ ОБЪЕКТОВ СТАНДАРТИЗАЦИИ
ОБЩИЕ ПОЛОЖЕНИЯ
ГОСТ 18.001—76
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
<ДК 389.6.001.2 : 65X516.01X12 : 006.354 Группа ТЯ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Количественные методы оптимизации параметров объектов стандартизации ОБЩИЕ ПОЛОЖЕНИЯ
ГОСТ
18.001—76
Quantitative methods of optimization for parameters of standardization objects. General rules
Постановлением Государственного комитета стандартов Совета Министров СССР от 6 апреля 1976 г. № 761 срок действия установлен
с 01.01. 1977 г. до 01.01, 1982 г.
Настоящий стандарт распространяется на количественные методы оптимизации параметров объектов стандартизации и устанавливает основные понятия и/принципы методов оптимизации параметров объектов стандартизации, основные требования к этим методам и комплексу нормативно-технических и методических документов, устанавливающих данные методы, а также классификацию групп документов комплекса и правила обозначения документов.
1. ОПТИМИЗАЦИЯ И ОПТИМАЛЬНОСТЬ ПАРАМЕТРОВ ОБЪЕКТОВ СТАНДАРТИЗАЦИИ
1,1. Параметрами объекта стандартизации называют величины, количественно характеризующие свойства этого объекта (продукции, процесса, явления, деятельности, системы).
Параметрами характеризуются физические, химические, технические, эргономические, эстетические и другие свойства объект^. В методических и нормативно-технических документах, в чертежах, инструкциях и технических описаниях при помощи параметров выражают количественные требования, нормы, формируют показатели качества продукции.
Для получения численных значений параметров применяют шкалы с постоянным масштабом (параметры длины, массы, энергии), шкалы экспериментальных характеристик (твердость по Бринеллю или Роквеллу), а также другие шкалы._______________
1.2. Оптимизация параметров объектов стандартизации заключается в установлении таких значений этих параметров и такого их изменения во времени, при которых достигается максимально возможная в определенных условиях эффективность. Значения параметров объектов стандартизации, которым соответствует максимально возможная эффективность, называют оптимальными.
1.2.1. Максимальная эффективность в зависимости от конкретных условий может означать максимальный -эффект (результат) при заданных затратах, или заданный эффект при минимальных затратах, или максимальное значение отношения эффекта к затратам, т. е. максимум эффекта, приходящегося на единицу затрат.
Под эффектом (результатом) понимается полное или частичное достижение определенных экономических, технических и социальных целей.
К затратам относятся расход материальных, трудовых и природных ресурсов, а также потери, обусловленные появлением побочных и отрицательных эффектов.
1.2.2. Оптимизация имеет конкретный смысл только для определенной цел.и и при установленных ограничениях.
Цели и ограничения определяют или уточняют путем оптимизации других объектов, а также уточняют в процессе оптимизации рассматриваемого объекта. Ограничениями являются условия разработки, изготовления и эксплуатации продукции, характеризуемые научно-техническими, производственными и эксплуатационными возможностями, требованиями техники безопасности, охраны природы и т. п.
L2.3. При наличии нескольких исходных целей необходимо:
•некоторые цели сформулировать в виде ограничений;
объединить несколько целей в одной целевой функции (поставить общую цель, ввести весовые коэффициенты1)'»
варьировать постановку задачи, т. е. выполнять оптимизацию многократно — при разных целевых функциях и принимать окончательное решение по оптимизируемым параметрам, основываясь на сопоставлении полученных результатов (метод уступок).
1.3. Количественные методы оптимизации параметров объектов стандартизации базируются на теории и практике проектирования и разработки продукции, на методах исследования операций, теории сложных систем, теории принятия решений, методах моделирования при помощи ЭВМ, методах математического программирования, методах планирования и обработки результатов экспериментов.
1.4. При оптимизации параметров объектов стандартизации достигается (с учетом определенных целей) согласование эконо-
мических, технических и социальных эффектов с материальными и трудовыми затратами и с расходом природных ресурсов, а также согласование научно-технических и производственных возможностей с потребностями (спросом) народного хозяйства и населения.
Обоснование несущественности влияния на значения оптимизируемых параметров любого явления, эффекта или затрат означает, что это явление, эффект или затраты могут не учитываться при оптимизации. При наличии обоснования допускается учитывать положительные и отрицательные социальные эффекты при помощи экономических и технических эффектов, а экономические эффекты при помощи технических эффектов (приложение 1).
1.5. Допускается упрощенная постановка задачи оптимизации при условии обоснования того, что возможность существенных погрешностей исключена.
1.5.1. Доказательство соответствия параметров объекта стандартизации определенному технологическому процессу может служить обоснованием лишь при условии, что доказана невозможность или нецелесообразность пересмотра этого технологического процесса.
1.5.2. Сравнение нескольких вариантов параметров объектов стандартизации и выбор наилучшего варианта можно считать оптимизацией этих параметров только в том случае, когда доказана невозможность или нецелесообразность вариантов, не вошедших в число сравниваемых.
1.5.3. До принятия решения о преимуществе того или иного сравниваемого принципа действия объектов стандартизации необходимо предварительно осуществить оптимизацию параметров к&кдого из рассматриваемых объектов.
1.6. Оптимизация параметров объектов стандартизации в общем случае содержит следующие процедуры:
изучение объекта;
составление или выбор математической модели и (или) разработка, изготовление, приобретение и отладка установки;
получение численных значений входных данных и обеспечение их сопоставимости;
разработка, отладка или выбор программ вычислений на ЭВМ; составление плана вариантов вычислений и (или) экспериментов;
осуществление вычислений и (или) экспериментов; анализ результатов вычислений и (или) экспериментов; корректировка (при необходимости) математической модели и (или) плана проведения экспериментов и повторные вычисления и (или) эксперименты;
формулировка рекомендаций.
1.7. Результаты оптимизации параметров объектов стандартизации в зависимости от их точности и детализации применяют как:
окончательные значения параметров определенного объекта стандартизации и сроков их изменения;
значения параметров определенного объекта стандартизации, подлежащие корректировке для учета некоторого несоответствия между реальными и принятыми при оптимизации условиями;
справочные данные, необходимые для обоснования параметров определенных объектов стандартизации при других условиях и (или) других объектов стандартизации.
1.8. В зависимости ог характера преобладающих процедур методы оптимизации параметров объектов стандартизации подразделяют на теоретические (преобладают вычислительные процедуры) , экспериментальные (преобладают экспериментальные процедуры) и- экспериментально-теоретические (существенную роль играют как вычислительные, так и экспериментальные процедуры) .
2. ОСНОВНЫЕ ТРЕБОВАНИЯ К МЕТОДАМ ОПТИМИЗАЦИИ ПАРАМЕТРОВ ОБЪЕКТОВ СТАНДАРТИЗАЦИИ
2.1. Основные требования к методам оптимизации параметров объектов стандартизации относятся к точности, подробности, своевременности и простоте оптимизации.
2.1.1. Точностью оптимизации называется степень близости параметров Ррорь полученных в результате оптимизации, к действительно оптимальным параметрам POpt при установленных целях и условиях. Точность оптимизации определяется статистическими характеристиками разности AP = PpOpt —Р opt или соответствующего уменьшения эффекта (эффективности).
2.1.2. Подробность оптимизации заключается в полноте охвата ею существенных параметров объекта стандартизации и в степени детализации оптимизируемых параметров.
Подробность оптимизации определяется номенклатурой оптимизируемых и заданных параметров объекта и численно характс-дц
ризуется отношением ,
где ДД— отклонение значения целевой функции при отклонении значений неоптимизируемых параметров на определенную величину, например, при их среднеквадратическом отклонении о(Р);
Ц opt — значение целевой функции при оптимальных значениях параметров объекта стандартизации.
Детализация оптимизируемых параметров заключается в нахождении непосредственно определяемых единичных параметров и их статистических характеристик.
2.1.3. Точность и подробность оптимизации являются оптимальными, когда величины, характеризующие суммарные затраты средств и времени вместе с потерями вследствие неоптимальности параметров достигают минимума.
2.1.4. Своевременность оптимизации определяется тем, что преждевременное завершение работ связано со снижением точности оптимизации и с увеличением затрат из-за роста неопределенностей исходных данных и последующего устаревания результатов оптимизации, а завершение работ с опозданием приводит к росту трудностей или к невозможности применения этих результатов. С учетом указанных обстоятельств устанавливаются оптимальные сроки осуществления работ по оптимизации.
2.1.5. Простота оптимизации характеризуется трудоемкостью выполнения работ и зависит от наличия установившихся методов, от требований к квалификации исполнителей и от доступности исходной информации.
2.2. При установлении требований к точности и подробности оптимизации необходимо учитывать:
стадию работы, для выполнения которой выполняется оптимизация;
доступность исходной информации;
наличие методических материалов по оптимизации, алгоритмов и программ;
трудоемкость работ по оптимизации;
перспективность объекта стандартизации, параметры которого предполагается оптимизировать.
2.3. Для выполнения основных требований, указанных в п. 2.1, методы оптимизации, в свою очередь, должны удовлетворять следующим условиям:
обеспечивать оптимизацию параметров, необходимую при проектировании объектов стандартизации, при планировании повышения качества продукции, при ее аттестации, при разработке стандартов и другой нормативно-технической документации;
предусматривать реализуемые вычислительные и экспериментальные операции и приемы получения исходной информации, реально обеспечивающие определение оптимальных требований практически независимо от личных склонностей и предпочтений исполнителей;
основываться на прогностических исходных данных, предусматривать достаточно частую динамическую оптимизацию, рассматривая исходные данные как функции времени и учитывая таким образом их будущие изменения;
обеспечивать совмещение прогнозирования и оптимизации параметров в едином процессе, т. е. осуществлять прогнозирование на основе гипотезы о принятии решений, близких к олтималь-ным (без этого прогнозирование не дает однозначного решения), а оптимизацию выполнять с учетом будущих изменений исходных данных;
обеспечивать комплексность оптимизации и стандартизации, т. е. предусматривать совместную оптимизацию многих объектов стандартизации; многих параметров с учетом их взаимосвязей и интересов производителей и потребителей;
обеспечивать оптимизацию при -наличии неопределенностей в целях и ограничениях;
основываться на непосредственном опыте разработки продукции и стандартов, на данных прикладных наук и использовать математические методы оптимизации с применением ЭВМ.
2.4. Для упрощения оптимизации, повышения ее точности и расширения ее внедрения в народное хозяйство должны обеспечиваться следующие возможности:
разделение задачи оптимизации на две части: оптимизация нормативов как функций времени и последующий расчет значений параметров объектов стандартизации непосредственно по э'тим нормативам, т. е. решение сначала более универсальной задачи, пригодное для многих случаев, а затем решение более простых (относительно исходной) задач для интересующих случаев (приложения 1 и 2) ;
сочетание теоретических и экспериментальных процедур; применение передового опыта путем соответствующей его коррекции (пересчета) с учетом изменений условий и целей;
унификация математических моделей, их отдельных блоков и методов анализа, унификация технических устройств, используемых при оптимизации, унификация методов планирования экспериментов и обработки результатов;
агрегатирование сложных математических моделей из отдельных блоков и более простых моделей.
2.5. Для выполнения требований, установленных в пп. 2.1 и 2.4, необходимо предусматривать постепенное увеличение точности и подробности оптимизации по мере перехода от перспективного планирования к непосредственной разработке продукции и стандартов, а также к аттестации качества продукции. Это обусловли-ваетей возникающими возможностями уменьшения неопределенностей и увеличением потерь от ошибок и неполноты оптимизации по мере этого перехода.
2.6. Требования к оптимизации, в том числе к постановке соответствующей задачи, зависятот назначения оптимизации (табл. 1).
2.7. Для упрощения оптимизации допустимо применение следующих нормативов:
при ближайшей перспективе — нормативов, соответствующих законченным стандартам или техническим условиям, но еще не
Таблица I
Особенности требований к постановке задачи оптимизации о зависимости от ее назначении
Вид тробоминй | Планирование стендер* тяэации и качества продукции | Разработка продукции и стандартов | Атгктация качества продукции | ||||||
Задача Ml р<1> геД| | Задача .**2 | Задача МЛ | Задача MJ | Задача М2 G. | Задача МЛ ^*1. | Задача AM | Задача М5 | ||
Определяемые параметры | Гн | р(1) ед 1 | р CJ+1) ед Kj | р(П /и гед1 рП + П/ гед1. | Категория качества | ||||
Известные данные | Будущие условия, цели и, кроме того, | Условия. | |||||||
'■ | ры ■ед i | - | р (i> | - | - | — | цели, Pjyt | ||
Неопределенности | Большие | Средние | Уменьшен- | ||||||
ные | |||||||||
Точность оптимизации | Низкая | Высокая | Высокая | ||||||
Подробность оптимизации | Низкая | Высокая | Высокая | ||||||
Применимость эксперименталь- | Малая | Значительная | Высокая | ||||||
ных методов |
Условные обозначения: параметр объекта i-й модели продукции (i« I, 2, ...),
/и — момент начала производства данной модели продукции; tK— момент прекращения производства этой модели; Р(!я!! — параметры объекта последующей модели продукции.
Примечание. Термины низкая, высокая точность и т. л. имеют смысл только я сравнении друг с другом лля задач, представленных в настоящем стандарте.
ГОСТ 18-001 — 76 Стр.
внедренным к моменту разработки технического задания, а также нормативов, соответствующих проектным разработкам;
при более дальней перспективе—нормативов, соответствующих результатам завершенных фундаментальных и прикладных исследований, еще не используемых на стадии проектирования.
В обоснованных случаях применяют нормативы, соответствующие достигнутому уровню техники и требованиям, установленным в действующих стандартах.
Установление нормативов и их систематический пересмотр должны основываться на методах оптимизации.
2.8. При больших трудностях получения в полном объеме необходимой исходной информации для оптимизации параметров объектов стандартизации следует ограничить время и средства, выделяемые на получение этой информации, и решать задачу в условиях неопределенностей, пользуясь теорией вероятностей, теорией игр, имитационными моделями, методами планирования экспериментов, эвристическим моделированием, интуитивными методами, сочетая теоретические и экспериментальные работы.
2.9. Для уменьшения возможных потерь, связанных с риском, и для уменьшения вероятностей грубых ошибок в связи с наличием больших неопределенностей на ранних этапах (например, при планировании стандартизации) применяют менее точные, но более простые методы оптимизации и рассматривают много вариантов достижения цели. Затем, по мере накопления информации и приближения к этапу утверждения стандарта или началу производства продукции, применяют более точные и сложные методы, уменьшая при этом число рассматриваемых вариантов.
2.10. Для повышения точности оптимизации и эффективности производства и при наличии соответствующих методов обычно целесообразно оптимизировать параметры объектов стандартизации одновременно с оптимизацией объема производства, его специализации, процессов замены оборудования, ценообразования, изготовления продукции и др.
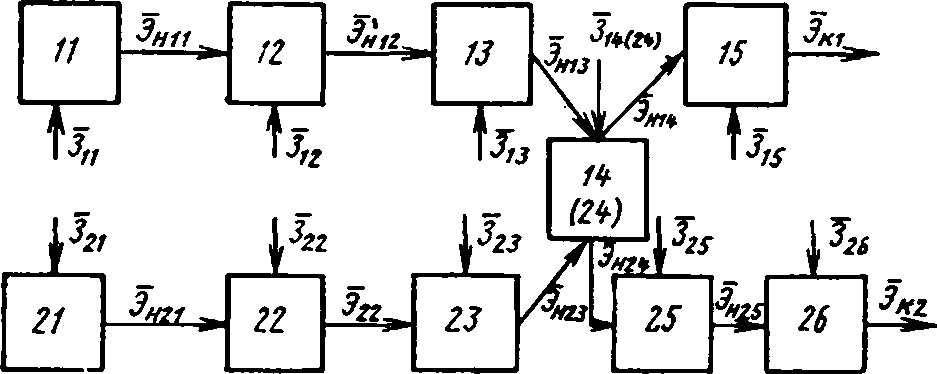
3. СОСТАВ И ОБОЗНАЧЕНИЯ МЕТОДИЧЕСКИХ И НОРМАТИВНОТЕХНИЧЕСКИХ ДОКУМЕНТОВ, УСТАНАВЛИВАЮЩИХ МЕТОДЫ ОПТИМИЗАЦИИ ПАРАМЕТРОВ ОБЪЕКТОВ СТАНДАРТИЗАЦИИ
3.1. Комплекс документов, устанавливающих методы оптимизации параметров объектов стандартизации, состоит из методических и нормативно-технических документов, классифицируемых по группам, приведенным в табл.2.
3.1.1. В группы 3 и 4 (приложение 1, табл. 2) входят документы, в которых соответственно более полно учтены изменения во времени и взаимосвязи большего числа оптимизируемых параметров и объектов.
Т а блица 2
Группы документов, устанавливающих методы оптимизации параметров объектов стандартизации
Шяфр группы
о 1
2
3
4
5
6
Наименование группы
Общие положения
Теоретические методы
Экспериментальные методы
Методы обеспечения опережаемости стандартизации
Методы обеспечения комплексности стандартизации
Методы совместного обеспечения опережаемости н комплексности стандартизации
Методы получения исходных данных (связь с другими автоматизированными системами управления).
Методы у рекомендации по организации работ
Особенности методов оптимизации в зависимости от ее назначения
Особенности методов оптимизации отдельных объектов и параметров
3.1.2. Документы, в которых регламентируются методы одновременной оптимизации параметров продукции и хотя бы части показателей объема ее выпуска, специализации производства, процесса замены оборудования, технологических процессов и ценообразования, относятся к группе 4.
3.1.3. В комплексах документов, устанавливающих методы оптимизации параметров объектов стандартизации для отдельных отраслей народного хозяйства, часть или все документы групп 7 и 8 допускается включать в специальные комплексы документов по соответствующим проблемам (методам планирования стандартизации и повышения качества, аттестации качества продукции, надежности и др.).
3.2. В комплекс документов, устанавливающих методы оптимизации параметров объектов стандартизации, входят стандарты всех категорий, типовые (межотраслевые) методики, алгоритмы и программы вычислений на ЭВМ. Допускается разрабатывать документы на отдельные блоки математических моделей и методы сочленения этих блоков, модель в целом или совокупность моделей, технические устройства оптимизации и методы их применения. В некоторых случаях допускается разрабатывать документы по оптимизации отдельных параметров.
3.3. Обозначение документа, входящего в состав комплекса, должно состоять из индекса или наименования документа (например, ГОСТ, типовая методика) и из семи цифр:
первая и вторая — двузначное число, определяющее принадлежность к комплексу документов по методам оптимизации параметров объектов стандартизации;
третья, отделенная точкой от второй цифры, — шифр группы документов (см. табл. 2);
четвертая—вторая цифра шифра подгруппы документов (см. приложение 1, табл. 2); для основных документов группы четвертая цифра принимается равной нулю;
пятая — порядковый номер документа в подгруппе;
шестая и седьмая, отделенные тире от предыдущих цифр,— двузначное число, указывающее год утверждения документа.
Например, стандарту <Количественные методы оптимизации параметров объектов стандартизации. Теоретические методы. Основные положения по составлению математических моделей» присвоено обозначение ГОСТ 18.101—76, где
ГОСТ 18. 10 1 — 76
Порядко- | Год утвер- | |||
Вторая цифра шифра | вый номер документа | |||
Индекс | подгруппы | в подгруп- | ждения до | |
документа | документов | пе | кумента |
Шифр группы документов
ПРИЛОЖЕНИЕ 1 Справочное
СОЗДАНИЕ КОМПЛЕКСА МЕТОДИЧЕСКИХ И НОРМАТИВНО-ТЕХНИЧЕСКИХ ДОКУМЕНТОВ, УСТАНАВЛИВАЮЩИХ КОЛИЧЕСТВЕННЫЕ МЕТОДЫ ОПТИМИЗАЦИИ ПАРАМЕТРОВ ОБЪЕКТОВ СТАНДАРТИЗАЦИИ
1. Назначение комплекса
При разработке продукции или нормативно-технических документов на эту продукцию необходимо оптимизировать требования к качеству ее или требования, регламентируемые в технической документации.
Методы оптимизации в разной степени совершенны. Поэтому достигается разная степень приближения эффективности производства (деятельности) и максимально возможной при заданных условиях и затратах.
Научно-технический уровень нормативно-технических документов и эффективность производства в значительной степени предопределяются методами оптимизации параметров. Эти методы должны обеспечивать:
своевременное! ь оптимизации, т. е. определение оптимальных требований с целесообразным опережением некоторого момента процесса разработки или производства объекта стандартизации;
комплексность оптимизации, т. е. достаточно точную и полную увязку различных требований к многим объектам, разнообразных интересов производителен и потребителей различных условий районов страны И т. д;
достаточно точный учет будущих изменений во времени спроса (потребностей),, научно-технических и производственных возможностей, т. е. опере-жаемость;
автоматизацию работ по оптимизации на базе применения ЭВМ и современных экспериментальных установок.
Традиционные методы обоснования параметров объектов стандартизации в настоящее время не всегда удовлетворяют требованиям и нуждам народного хозяйства, не всегда обеспечивают своевременность и точность оптимизации. Это, в частности, приводит к трудностям внедрения опережающей стандартизации и недостаточному использованию принципиальных возможностей комплексной стандартизации.
Применение методов оптимизации параметров объектов стандартизации должно привести к:
повышению научно-технического уровня нормативно-технических документов и повышению эффективности производства в результате оптимизации качества продукции;
созданию перспективной методической и нормативно-технической базы для проведения опережающей и комплексной стандартизации;
созданию более совершенной научной и нормативно-технической базы для оценки и аттестации качества продукции.
Кроме того, эти методы могут быть основой для совершенствования основ ценообразования.
Этими методами следует пользоваться на всех стадиях разработки стандартов (планирование, разработка технических заданий, разработка проекта, экспертиза, утверждение), на всех этапах разработки и модернизации продукции и других объектов стандартизации.
Создание и внрдрение документации, входящей в этот комплекс, скажется на: увеличении роли стандартов в повышении качества продукции вследствие повышения научно-технического уровня стандартов (своевременность разработки, опережаемость, комплексность, полнота и подробность требований) и на научно-техническом уровне и степени автоматизации других работ по управлению качеством (разделение продукции на три категории качества, оценка качества продукции и научно-технического уровня, определение эффективности повышения качества продух хин и др.).
В табл. 1 проводится сравнение трех процедур оценки качества продукции: несостоятельной количественной оценки качества продукции и деятельности;
состоятельной количественной оценки качества продукции и деятельности; оптимизации качества продукции и деятельности.
При несостоятельной количественной оценке получают некоторые величины показателей качества, но остается неизвестным, какие показатели лучшие, гак как при этом не учитывают цели и действующие ограничения.
Состоятельную количественную оценку показателей качества производят по шкале, по которой чем больше значение показателя, тем в принципе, с позиций определенной цели лучше. Состоятельную оценку получают, например, при применении «интегрального> показателя качества. При этом не учитывают весь комплекс действующих ограничений по производственным и эксплуатационным возможностям. Кроме того, не всегда учитывают соответствие объема продукции спросу. Поэтому еще неизвестны возможности и реальная целесообразность реализации в определенных условиях и в определенный период времени более рысокнх по этой шкалё показателей.
Следовательно, для принятия решения о качестве продукции нельзя ограничиться не только несостоятельной, но и состоятельной оценкой. Необходимо производить оптимизацию с учетом всех действующих ограничений, динамики производства и степени удовлетворения спроса (потребностей).
Оптимизация качества продукции не является дополнительной проблемой к проблемам комплексной и опережающей стандартизации и программного планирования. Оптимизацию качества продукции нельзя также считать частью этих проблем. Рассматриваемые методы оптимизации качества являются реализацией современного научно-технического уровня выполнения основных работ по стандартизации, программному планированию, проектированию и даже управлению качеством вообще. Этот научно-технический уровень отличается конкретизацией основных принципов комплексной и опережающей стандартизации и методов проектирования, т. е. доведением этих принципов до конкретных практических приемов и процедур. Эти приемы и процедуры заключаются в составлении математических моделей, получении исходных данных и в проведении вычислений (как правило на ЭВМ), в постановке сответствующих опытов на макетах или образцах и в обработке полученных экспериментальных данных.
2. Принципы оптимизации параметров объектов стандартизации
В соответствии с требованиями, изложенными в п. 1.2 настоящего стандарта, следует, что если заданы суммарные затраты на разработку, производство и эксплуатацию продукции, то при оптимальных значениях ее параметров достигается максимальный эффект от производства и эксплуатации (использования) этой продукции.
В случае, когда задан эффект от производства и эксплуатации продукции, при оптимальных значениях параметров этот эффект достигается при минимальных суммарных затратах на разработку, производство и эксплуатацию этой продукции.
Из этого следует, что для оптимизации параметров объектов стандартизации необходимо уметь количественно оценивать:
Таблица 1
Вид работы | Что определяется | Что вдестяо | Обязательно учитывают | Допускается учет | Не учжтмеаюг |
Несостоятельная оценка | Обобщенная оценка заданных вариантов | Дифференциальные показатели качества | Фнзнко-хнмннеские свойства | Соответствия объема продую цни'спросу, затрат | Ограничения на производственные н эксплуатационные возможности, динамику процесса, цели |
Состоятельная оценка | То же | То же | Физико-химические свойства, затраты, цели | Соответствия объема продукции спросу | Динамику процесса. ограничения |
Оптимизация | Оптимальные дифференциальные показатели | Ограничения (условия), цели | Физико-химические свойства, затраты, соответствие объема продукции спросу, ограничения, цели | Динамики процесса производства н эксплуатации (случай динамической оптимизации) | Динамику процесса (случай статической оптимизации) |
Примечание. Термины статическая, кваэистатнческая и динамическая оптимизация приаедны в приложении 3.
ГОСТ 11001—Стр. 13
параметры объекта;
эффект от производства и эксплуатации (применения) объекта;
затраты на разработку, производство и эксплуатацию (применение) объекта.
На практике применяют три способа оценки эффектов и затрат:
техническая форма — применяют только технические единицы измерения (длина, время, сила, мощность и т. д.), например, эффект измеряют в технических единицах, а затраты непосредственно не рассматривают, так как они остаются постоянными;
денежная форма — применяют денежные единицы и допускается применять технические единицы, например, эффект измеряю? в технических или денежных единицах, а затраты в денежных единицах;
полезностная форма — при измерении эффекта или (и) затрат применяют условные единицы (баллы, коэффициенты весомости, шкалы полезности, шкалы предпочтения).
2.1. Принципиальная схема оптимизации требований стандартов и технических условий с применением теоретических методов приведена в ГОСТ
18.101— 76.
Математическая модель оптимизации состоит из целевой функции и ограничений. Целевая функция есть математическое описание зависимости цели производства и применения конкретной продукции от величин показателей качества и временных параметров. При оптимизации целевая функция является функцией параметров, объекта и времени, экстремальное (максимальное или минимальное) значение которой надо получить в результате оптимизации.
Необходимость составления целевой функции для оптимизации требований к качеству продукции вытекает из следующего. Можно разработать объективные методы оценки и определения оптимальных значений параметров. Эти оценки и значения не зависят от желаний, предвзятостей или предрассудков исследователя или от того, кто и где производит исследование при данной цели производства и применении объекта стандартизации. Однако не может быть объективности в смысле независимости от цели производства и применения стандартизуемого объекта. Исследователь при определении оптимальных требований к объекту может привести в соответствие значения параметров объекта с целью производства и применения стандартизуемой продукции. Кроме того, он может яснее сформулировать цель, оценив ее реальность, соответствие другим целям4 определив затраты, с которыми связано достижение этой цели.
Нельзя определить, какой варинт наилучший вообще. Необходимо ограничиться решением более простой задачи: математически сформулировать конкретную цель, т. е. составить целевую функцию, и определить, какие параметры наиболее соответствуют этой цеди при определенных условиях (ограничениях).
Схема оптимизации параметров объектов стандартизации (см. ГОСТ
18.101— 76) в математической части имеет много общего с задачами, оптимального планирования и управления. Однако задача оптимизации параметров объектов стандартизации имеет существенные особенности.
Во-первых, в стандартах, технических условиях и чертежах регламентируются единичные (не агрегированные) параметры (линейные размеры, характеристики материалов, погрешности обработки и т. д.), так как в процессе стандартизации и производства невозможно ограничиться измерением и контролем обобщенных и укрупненных параметров.. Между единичными параметрами существуют разнообразные сложные зависимости, которые обязательно должны быть учтены при оптимизации, например, связи между параметрами,* описывающие законы физики, химии и других областей естествознания. Отсутствие учета какой-либо связи может привести к нереализуемым результатам расчета. Эти связи устанавливают в теории и практике проектирования конкретных видов продукции на основе теоретического анализа, опыта производства и эксплуатации или специальных испытаний образцов или макетов.
ГОСТ 18.001—*76 Стр. 15
Зависимости между параметрами должны составить основную часть всей математической модели оптимизации параметров объектов стандартизации.
Во-вторых, обычно в экономико-математических моделях (моделях оптимизации размещения и размеров предприятий, распределения плана работ, решения транспортных задач и др.) научно-технический прогресс является фактором, изменяющим определенным образом некоторые укрупненные параметры (например, производительность труда), т. е. научно-технический прогресс считается заданной функцией времени. В последнее время пытаются учитывать его как заданную фунцию затрат. В моделях оптимизации параметров объектов стандартизации необходимо более детально рассматривать научно-технический прогресс, являющийся в этой задаче фактически объектом оптимизации. А именно, необходимо рассмотреть каждое конкретное мероприятие (конструкторское, технологическое или эксплуатационное) и определить его влияние на эффекты, затраты и связи между параметрами.
Кроме теоретических методов оптимизации широко применяются экспериментальные и смешанные (комбинированные) методы. Суть экспериментального метода оптимизации изображена на чертеже. На схеме приведен экспериментальный метод оптимизации параметров Pi и Р* некоторого объекта. Установка для оптимизации состоит из образца (макета) оптимизируемой продукции, измерительной аппаратуры и вычислительного устройства.
Оптимизация путем экспериментов (случай оптимизации двух показателей качества Pt)
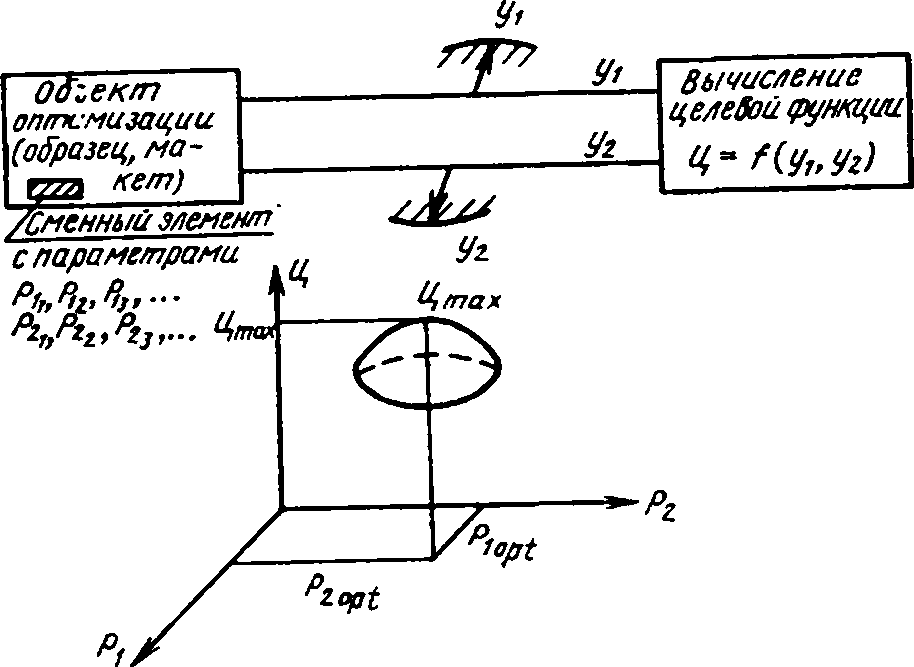
Макет должен быть - построен так, чтобы можно было изменить значения оптимизирующих параметров. Для каждого сочетания значений этих параметров измеряют такие функции yi, Уъ которые служат для вычисления целевой функции ZZ. Например, для оптимизации параметров карбюратора можно измерить мощность двигателя и расход горючего. Затем по измеренным значениям вычисляют значения целевой функции, например, отношение мощности к расходу горючего. По этим результатам можно построить некоторую поверхность, по которой находят максимальное значение целевой функции. Соответствующие значения параметров п будут оптимальными.
При теоретических методах оптимизации происходит тот же процесс, но нет макета или образца. Они заменены вычислительной машиной, определяющей
по соответствующим зависимостям те же функции у и Ц. Это позволяет, не. изготовляя макетов, имитировать сотни и тысячи их вариантов, ускорять работу и оптимизировать в таких случаях и условиях, в которых экспериментальную работу производить невозможно.
При больших трудностях в формализации задачи и постановке опытов по указанной схеме приходится пользоваться менее точными методами, которые базируются на идеях, изложенных в работах по теории принятия решений [11]» [16], [26].
2.2. Основные принципы прогнозирования при оптимизации параметров объектов стандартизации
Для того чтобы уменьшить затраты вследствие неизбежного изменения требований в связи- с научно-техническим прогрессом, необходимо при оптимизации прогнозировать и учесть изменения уровня потребностей и возможностей их удовлетворения за период разработки, внедрения и действия стандартов. Необходимая точность и подробность прогнозирования, как правило, не может быты достигнута экстраполяцией процесса изменения этих показателей в прошлом, а при отсутствии опыта производства и эксплуатации этой продукции нельзя производить прогнозирование с достаточной точностью и эвристическими методами. Поэтому необходимо совместить прогнозирование параметров объектов стандартизации с оптимизацией. Такое совмещение реализуется в общей схеме-оптимизации тем, что прогнозирование составляет в ней отдельный блок. Дополнительный блок непосредственного прогнозирования отдельных параметров-служит лишь для упрощения решения задачи, и результаты этого прогнозирования должны проверяться и при необходимости уточняться по общей математической модели [33].
При таком сочетании прогнозирования с оптимизацией объектами прогнозирования являются входные данные в основную математическую модель.
Основой для прогнозирования этих входных данных, т. е. эффектов, затрат,, потребностей и ограничений, является прогноз научно-технических возможностей, т. е. связей между параметрами объекта.
Прогнозирование научно-технических возможностей, для оптимизации параметров, закладываемых в стандарты, должно производиться главным образом построением причинно-следственных математических моделей по соответствующим законам природы и при недостаточной точности этих моделей изготовлением и испытанием образцов и макетов.
2.3. Основные принципы составления целевых функций
Целевую функцию часто записывают в виде
Э
Z/=-^"-*max, (1>
при этом эффекты Э и затраты 3 допускается выражать в технических, денежных или условных единицах.
Для упрощения задачи иногда можно считать Э—const (например, когда фиксированы потребности, которые удовлетворяются) и тогда целевая функция принимает вид
Ц=3-*т\п.
Если фиксированы затраты (3=const), то можно целевой функцией считать-Т=гЭ-*1йах.
Иногда целевой функцией является минимум времени выполнения некоторой работы* минимум некоторой функции потерь и т. п.
Целевой функцией может служить и сложная функция параметров объекта и времени.
Большинство расчетов при оптимизации параметров строительных сооружений, машин, приборов и других изделий и их элементов производится по целевым функциям технического вида, т. е. с использованием только технических единиц измерения. При необходимости соизмерения разных по физическому характеру параметров, как правило, нужно пользоваться целевыми функциями; выраженными в денежной форме. В некоторых случаях, например, когда необходимо учитывать неэкономические эффекты (социологические и политические, требования по технике безопасности, по охране природы и т. д.)> иногда необходимо пользоваться полезностными целевыми функциями, выраженными в условных единицах измерения (баллы, единицы шкал полезности и т. д.).
Определение эффекта и затрат в денежной форме обладает следующими недостатками:
необходимо пользоваться «оптимальными» ценами, которые не всегда совпадают с прейскурантными ценами и поэтому часто неизвестны;
необходимо определять экономическую эффективность с учетом динамики •научно-технического прогресса. Это связано с определенными сложностями;
трудность или даже невозможность применения для оценки социологических и политических эффектов и «затрат»;
трудность учета поведения людей в условиях риска, вследствие наличия неопределенностей в эффектах, затратах и ограничениях;
трудность учета поведения людей при приведении затрат и эффекта к одному моменту времени.
При оптимизации нс обязательно устанавливать полную зависимость эффекта. затрат и целевой функции от оптимизируемых параметров, а важно лишь, чтобы нс искажались расчетные значения оптимизируемых параметров.
Это в некоторых случаях позволяет выбрать критерий оптимизации, существенно упрощающий постановку и решение задачи оптимизации. По этой причине иногда оптимизация может оказаться проще, чем определение- значения эффективности при заданном варианте стандарта. Например, в явном виде иногда допускается нс включать в расчет социальные эффекты, а учитывать функциональную связь между ними и техническими эффектами.
В качестве целевой функции иногда принимаются зависимости массы, удельной мощности, коэффициента полезного действия и других технических параметров от оптимизируемых параметров. Например, при заданных грузоподъемности, материалах, ширине и пролете моста его масса достаточно полно характеризует совершенство его конструкции. Минимальной массе соответствует наименьшая стоимость. Поэтому оптимизацию конструкции моста при указанных условиях можно производить, принимая за критерий оптимизации его массу.
В практике проектирования и разработки продукции (комплексов) на основе опыта и теоретических исследований устанавливается большое число норм и правил определения параметров объектов. При этом формально часто оптимизация не производится. Однако применение этих норм и правил при условии их пересмотра if обновления в связи с научно-техническим прогрессом эквивалентно оптимизации. К нормам такого типа в области строительства и машиностроения относятся, например, следующие допускаемые предельные величины: напряжение в материале изделия или запас прочности, запас устойчивости, допустимая деформация (прогиб, перемещение), удельное давление и допустимая нагрузка на единицу длины и т. д. Этими нормами допускается пользоваться при составлении критериев оптимизации или формализации ограничений.
Например, если параметр объекта стандартизации (размеры, характеристики свойств материала) определяют из условия прочности, то целевой функцией оптимизации может быть Ц = о при ограничении <т<Одоо.
где о — действующее напряжение в материале;
Одоп — допустимое напряжение.
Часто целевой функцией является быстродействие. Например, в процессе производства, в котором стоимость материалов не играет существенной роли, минимизация времени автоматически приводит к минимизации затрат.
Если в результате некоторого мероприятия изменяется лишь одни параметр (показатель качества) продукции (например, производительность станка), а остальные параметры при этом практически не изменяются, то величина этого параметра (производительность) при изучении мероприятия может быть принята за критерий оптимизации.
При оптимизации по техническим целевым функциям разные параметры изделия (системы) более согласованы между собой, так как обеспечивается, например, одинаковый запас прочности для всех элементов, одинаковый запас устойчивости или разумное распределение требований к надежности отдельных элементов. Причем эта согласованность или внутренняя увязка реализуется с точностью, превышающей точность оптимизации по экономическим целевым функциям в денежной форме.
Полезнсстными целевыми функциями следует пользоваться в случаях, когда нельзя составить.не только техническую, но и целевую функцию в денежной форме.
Полезностные целевые функции обладают часто существенными преимуществами, если необходимо принять решения в условиях больших неопределенностей. Они приводят эффекты и затраты к одному моменту времени и учитывают нелинейность зависимости эффекта от объема производства, особенности поведения людей в условиях риска и в других случаях.
Полезностные целевые функции составляют путем обработки данных: экспертного опроса;
опроса группы людей, мнение или поведение которых должно учитываться в целевой функции;
по поведению людей в прошлом.
При пользовании полезностной целевой функцией нагляднее видна условность или «необъективность» оптимизации по сравнению с оптимизацией по более «строгой» целевой функции. В некоторых случаях необходимо описать субъективное мнение или поведение людей, например, спрос, влияние моды и т. п. Полезностная целевая функция может объективно описать такие явления при соблюдении соответствующих правил выбора представительной группы людей и использовании статистических методов обработки полученных данных, если высказывания опрошенных людей совпадают с их мнением или поведением.
Когда необходимо описать не мнение людей, и не их поведение, а объективные явления в природе или обществе, по которым у экспертов нет опыта и достаточного теоретического понимания, полезностную целевую функцию составить нельзя.
Ограничения в математическую модель оптимизации параметров объектов стандартизации вводятся для следующих целей:
описания связей между параметрами объекта;
формализации выражений по соответствию эффектов и затрат спросу (потребностям) и имеющимся ресурсам по сырью, кадрам, производственным мощностям;
формализации требований по технике безопасности, охране природы и др.; уменьшения числа степеней свободы (размерности) задачи оптимизации для упрощения ее постановки и решения;
формализации целей, которые не записаны в целевой функции, т. е. не использованных в качестве критерия оптимизации.
В общем случае оптимизацию можно производить только по одной целевой функции, точнее при оптимизации можно максимизировать (минимизировать) только одну целевую функцию.
В случаях, когда нельзя все поставленные цели ZZi формализовать на основе законов природы и общества в виде одной целевой функции, приходится
ГОСТ 13.001—7в Стр. 17
это делать при помощи весовых коэффициентов. Например, каждой цели присваивают весовбй коэффициент Ki и целевой функции придают вид Ц=^щ.
е=»1
Для оптимизации с учетом многих целей некоторые из них иногда не включают в целевую функцию и рассматривают как ограничения или производят многократную оптимизацию по разным целевым функциям, каждая из которых не учитывает все цели, и принимают решение после анализа полученных результатов.
2.4. Принципы построения блоков оценки и коррекции модели оптимизации
К модели оптимизации предъявляют требования двух видов: обеспечение точности и подробности оптимизации;
достаточная простота получения входной информации, формализации и решения задачи.
Эти- требования находятся в противоречии между собой, и необходимо найти компромиссное решение, т. с. чтобы расход времени и средств на оптимизацию был оправдан, или, точнее, надо оптимизировать модель оптимизации.
Строгая оптимизация модели сложна, и ее приходится производить приближенно оценочными расчетами.
При оценке модели должны проверяться:
целесообразность принятых ограничений по входной информации (возможность пренебрежения некоторыми эффектами и затратами) п введенных допущений;
целесообразность считать заданными (постоянными) величины, которые в идеальном случае должны определяться оптимизацией совместно с параметрами объекта или другим путем (например, цены, некоторые-показатели качества и временные, параметры, объем выпуска продукции и др.);
допустимость не учитывать или ограничиться приближенным учетом некоторых изменений во времени.
Задача оценки модели решается методом последовательного прнближе;шя; интуитивно выбранная предварительная модель оптимизации проверяется на удовлетворение требований по точности, подробности и простоте и. при необходимости, вводится соответствующая корректировка.
Точность оптимизация может оцениваться по отклонениям значения целевой функции под действием интересующего фактора по формуле
ДЦ = Ц-Цо, (2)
где Ц — значение целевой функции с учетом рассматриваемого фактора;
Цо — значение дедовой функции без учета рассматриваемого фактора.
Сложность оптимизации может оцениваться необходимой трудоемкостью работ ио оптимизации.
2.5. Принципы построения блока вычислений
В зависимости от постановки задачи блок вычисления выполняет разные математические функции. Надо различать три случая:
применение математических методов оптимизации; постановка задачи оптимизации в вариантах; прямой расчет по оптимизированным нормативным данным.
При применении математических методов оптимизации оптимизируемые показатели качества и временные параметры рассматривают как функции и они могут принимать бесконечно большое число значений, т. е. рассматривается бесконечно большое число возможных вариантов. Для решения этой задачи могут применяться классические методы определения максимума, классические методы вариационного исчисления, разработанные в последние десятилетия специальные методы оптимизации (линейное, нелинейное и динамическое программирование, случайный поиск, градиентный метод и др.) и имитационные методы.
Стр. 20 ГОСТ 11.001—76
При постановке задачи оптимизации в вариантах ограничиваются рассмот-рением конечного числа возможных вариантов. Для этой цели достаточно вычислить величину целевой функции для каждого варианта и па основе сравие* ния этих результатов принять решение об искомых параметрах объекта п временных параметрах.
При прямом расчете по оптимизированным нормативным данным до решения задачи известна величина целевой функции, соответствующая оптимальным параметрам. Это обстоятельство позволяет существенно упростить вычисления. Особенно часто этот случай встречается при применении технических целевых функций.
С точки зрения вычисления в этом случае оптимизацию нс производят, однако фактически определяют оптимальные параметры при условии, что расчетная величина оптимального значения целевой функции действительно является оптимальной. Для этой цели нормативные даяные следует обновлять в процессе научно-технического прогресса.
3. О научно-технической базе создания н использования комплекса
Все работы, которые относятся к системному анализу, по возможности их использования как научной базы создания комплекса нормативно-технической документации, определяющей количественные методы оптимизации параметров объектов стандартизации, можно разделить на три группы (или направления).
К первой группе относятся работы, в которых речь идет об общих принципах системного анализа, и эти принципы не доводятся до конкретных вычислительных или экспериментальных процедур решения определенных задач. К ним относятся многичесленные популярные публикации и соответствующие разделы науковедения. Принципы «системного анализа», рассматриваемые в этих работах, являются общими п не приводят к однозначным или определенным решениям. Они допускают почти произвольные, даже противоположные решения. Поэтому работы этой группы, имея «наукообразный» вид, не представляют существенного научного и практического интереса для решения задач повышения научно-технического уровня стандартов и технических условий и решения других практических задач управления качеством продукции.
Для получения определенных решений по вопросам обоснования параметров объектов стандартизации необходимо от общих принципов перейти к применению конкретных прикладных технических и других наук, которые, в свою очередь, базируются на фундаментальных науках и опыте. При этом центральное место занимает наука и практика разработки продукции и других объектов.
Ко второй группе относятся работы, в процессе которых производится конкретный анализ существующих или создаваемых систем. При этом термин «системный анализ» часто не применяют, так как он не уточняет область и методы исследования.
К этой группе относятся следующие работы:
современные курсы по разработке конкретных видов продукции и комплексов (имеются сотни таких курсов);
по теории управления и теории оптимального управления;
по теории исследования операций (включая теорию массового обслуживания, теорию надежности);
по методам физического, физико-математического моделирования и по методам испытания;
некоторые работы по эконометрии;
многочисленные статьи, отчеты, пояснительные записки к проектам и друг гие ведомственные материалы.
В этих работах имеется богатейший материал по «системному анализу», который можно реализовать при оптимизации параметров объектов стаидарти-
ГОСТ tS.QOI—76 Стр. 24
зацни. При этом «системный анализ» необязательно является математическим. Он включает также экспериментальные н интуитивные методы и приемы.
Унификация моделей, т. е. создание моделей, годных для решения большого числа разнообразных задач, уменьшает необходимое число моделей, алгоритмов и машинных программ и делает возможным эффективное применение ЭВМ.
Унификация математических моделей и экспериментов по оптимизации достигается за счет применения [5], [6], [13]:
более обших «универсальных» математических моделей;
универсальных и более эффективных математических методов вычисления, а также средств и методов физического и физико-математического моделирования;
рациональных экспериментов и унификации методов обработки их результатов;
методов построения математических моделей сочетанием более простых моделей [6] и [13].
Некоторые примеры применения методов этой группы работ для решения задачи оптимизации объектов стандартизации п, в частности, при опережающей стандартизации приведены в [34], [45].
К третьей группе работ по «системному анализу» относят работы, в которых применяют аогнко-аналитические методы, полезные для анализа и оптимизации сложных комплексов и проведения крупных мероприятий в условиях больших неопределенностей [’14]. При таком подходе основная работа уже нс в оптимизации параметров (синтезе системы) по заданной цели, а в уточнении задачи (пелен) и направления действия.
Математическое и физическое моделирование при этом являются лишь вспомогательным средством для других логических методов.
Для оптимизации параметров объектов стандартизации при перспективном планировании стандартизации, а также при перспективном планировании качества продукции, когда неопределенности велики, методы этой группы работ представляют интерес из-за больших неопределенностей вследствие неизбежных ошибок прогнозирование и трудности формализацни целей. При разработке проектов стандартов, экспертизе в утверждении их. при разработке технических условий в при аттестации качества продукции имеются более достоверные входные данные и основную роль должны играть методы работ второй группы.
4. Состав и структура комплекса методических и нормативно-технических документов
Комплекс должен состоять из четырех групп документов при классификации их по ведомственному принципу:
комплекса основополагающих государственных стандартов;
типовых межведомственных методик, рекомендаций, алгоритмов п машинных программ;
отраслевых стандартов и стандартов предприятий;
методик, алгоритмов н машинных программ отдельных отраслей и предприятий.
Эта классификация не отражает основного вопроса, рассматриваемого в комплексе методических и нормативно-технических документов, а именно, — методов оптимизации. Поэтому и во избежение значительных повторений и «белых пятен» в основу структуры комплекса межведомственных документов положена классификация по признакам научно-технических основ методов оптимизации.
Основополагающим документом в комплексе является настоящий стандарт. Все остальные документы подразделяют на восемь групп.
Таблица 2
Состав и структура комплекса методических и нормативно-технических документов «Количественные методы оптимизации параметров объектов стандартизации»
Номер группы | Наименование группы | Номер подгруппы | Наименование подгруппы |
0 | Общие положения | ||
1 | Теоретические методы | 10 | Основные положения |
и | Формализация зависимостей эффектов, потребностей (спроса), затрат и целевых функций от оптимизируемых парамет- | ||
12 | рив Формализация зависимостей ограничений от значений оптн- | ||
мнзнруемых параметров | |||
13 | Методы оценки точности, полноты и детализации оптимизации (оценка номенклатуры параметров) | ||
14 | Классификация, унификация и ai регат провал не математических моделей | ||
15 | Сквозные методики статической оптимизации без разделения объекта на элементы | ||
1G | Методы решения (вычислительные процедуры) | ||
17 | Методы использования передового опыта | ||
2 | Экспериментальные | 20 | Основные положения |
методы | 2il | Технические средства для экспериментальной оптимизации | |
22 | Сочетание теоретических к экспериментальных методов | ||
23 | Планирование экспериментов по оптимизации | ||
24 | Методы построения эмпирических моделей и оценок пара- | ||
метров | |||
25 | Методы обработки данных экспериментов | ||
3 | Методы обеспечения | 30 | Основные положения |
опережаемсстн стандар- | 31 | Методы прогнозирования исходных зависимостей | |
тнзаинн | 32 | Mei оды решения одпошаговых задач при опережающей | |
стандартизации | |||
33 | Методы решения многошаговых задач оптимизации при опережающей стандартизации |
Стр. 22 ГОСТ 11061—76
Комер группы | Hihmchoiihmc группы | Номер подгруппы |
4 | Методы обеспечения | 40 |
комплексности стандар- | 41 | |
тнэацни |
| |
5 | Методы совместного | 50 |
обеспечения олережос- | 51 | |
мости и комплексности | 52 | |
стандартизации | 63 54 | |
6 | Получение исходных | 60 |
данных. Связь с другими АСУ. Организация | 61 | |
работы | 62
G5 |
Наименование подгруппы
Основные положения
Методы оценки и коррекции границ комплексности
Методы оптимизации параллельных комплексов (параметрических рядов)
Методы оптимизации последовательных комплексов
Методы оптимизации комбинированных комплексов Составление и анализ связанных математических моделей
Основные положения
Динамическая оптимизация параллельных комплексов Динамическая оптимизация последовательных комплексов Динамическая оптимизация комбинированных комплексов Составление и анвлнэ математических моделей оптимизации динамически связанных комплексов
Основные положения
Исходные данные для формализации выражений эффекта и затрат
Исходные дачные для формализации спроса (потребности)
Исходные данные для формализации технических возможностей (связей между показателями качества)
Исходные данные для формализации ограничений по производственным возможностям, технике безопасности, охране природы и т. п.
Исходные данные по объему продукции, процессу замены оборудования, специализации производства и др.
Номер i руппы
Наимепомине ipjtmw
Номер подгруппы
Особенности методов оптимизации в зависимости от ее назначения
Особенности методов оптимизации отдельных объектов и параметров
66
70
71
72
73
74
75
80
81
82
83
84
85
86
Применение. Честь или все документы групп 7 к комплексен документов по соответствующим проблемем.
Наименование подгруппы
Организация работ по методам оптимизации параметров объектов стандартизации
Окопные положения
Методы оптимизации при планировании стандартизации и повышения качества продукции
Методы оптимизации при разработке продукции, стандар-юв к технических условий
Методы оптимизации ирн аттестации качества продукции Оценка качества продукции и научно-технического уровня стандартов на базе теории оптимизации
Методы оптимизации экспертной продукции
Стр. 24 ГОСТ 1М01—7*
Основные положения
Методы оптимизации статистических методов регулирования и контроля
Методы оптимизации требований по технике безопасности
Методы оптимизации требований по охране природы
Методы оптимизации параметров товаров народного потребления
Методы оптимизации эстетических и эргономических параметров
Методы оптимизации параметров надежности
8 в отраслевых комплексах допускается относить к специальным
Каждая группа, как правило, имеет свой основной государственный стандарт. Каждую группу документов подразделяют на подгруппы. Подгруппы документов указаны в табл. 2.
Чтобы не решать до оптимизации, каким будет объект оптимизации по характеристикам опережаемости и комплексности, и избежать повторений, нормативно-технические документы групп 3 и 4 названы соответственно «Методы обеспечения опережаемости стандартизации» н «Методы обеспечения комплексности стандартизации*. По этой же причине группу 5 нормативно-технической документации называют «Методы совместного обеспечения опережаемости и комплексности стандартизации».
Как показано в приложении 2, методы оптимизации параметров объектов стандартизации в перспективе следует применять не только при разработке стандартов, продукции, услуг* деятельности, но и для планирования стандартизации н качестиа. для разделения продукции по трем категориям качества При аттестации, оценке качества и для выполнения других работ.
Учитывая, кроме того, наличие особенностей оптимизации отдельных объектов и параметров, следует разрабатывать документы, отражающие особенности оптимизации при выполнении основных работ по стандартизации н управлению качеством п при оптимизации отдельных объектов, которые могут составить группы 7 н 8 нормативно-технических документов комплекса или входить в специальные комплексы документов.
В комплексе будут разработаны два вида методик, рекомендации и алгоритмов: сквозные и блочные.
Сквозными документами называют документы, устанавливающие все этапы оптимизации от получения входных данных до анализа точности оптимизации и оценки области применяемости результатов расчета (анализа). Особое внимание при разработке типовых межотраслевых документов будет уделяться их унификации.
Блочные документы будут устанавливать методы составления отдельных блоков математических моделей, оптимизации (составление выражений для эффекта, затрат, целевых функций, ограничений, методов прогнозирования, вычислительных процедур, оценки точности оптимизации целесообразности коррекции модели) и методы их сочетания.
Такне блоки облегчат составление, большого числа моделей путем агрегатирования. если лаже для каждого блока будут разработаны только 5—10 вариантов. Межведомственные документы будут разрабатывать главным образом научные организации Госстандарта. Онн будут служить основой для разработки соответствующих отраслевых документов и документов предприятий.
Фактически в рассматриваемый комплекс методических и нормативно-технических документов включают или возможно включить значительную часть документов по статистическим методам регулирования н контроля и по методам определения экономической эффективности.
5. Трудности создания комплекса и пути их преодоления
Разработка комплекса методических и нормативно-технических документов связана со следущимн трудностями:
большим разнообразием объектов стандартизации и условий оптимизации, сложностью и разнообразием связей между оптимизируемыми параметрами;
трудностью получения и прогнозирования необходимой исходной информации ч часто наличием больших неопределенностей;
трудностью формализации выражений для эффекта и целей;
трудностью предварительного (начального) определения целесообразных границ комплексности;
отсутствием достоверных способов оценки (измерения) некоторых параметров;
Стр. 26 ГОСТ 16,001—76
наличием неконструктивных работ по этой или близким проблемам.
Вследствие большого разнообразия объектов стандартизации, а также условий оптимизации (различия исходной информации, времени, вычислительных, средств, отработанных методов и квалифицированных кадров) имеется много* разнообразных математических моделей, моделирующих устройств и экспериментальных методов.
Для преодоления этих трудностей надо использовать агрегатирование моделей из унифицированных блоков, показанных в общей схеме оптимизации (ГОСТ 18.101—*76).
Необходимо также разработать методы составления унифицированных математических моделей н унифицированные экспериментальные количественные методы оптимизации.
При применении принципа агрегатирования, имея около десяти вариантов каждого отдельного блока математических моделей, можно получить сотни и даже тысячи разных моделей. Унификация моделей и методов достигается ценой их осложнения, но уменьшает общее число необходимых моделей и число-программ на ЭВМ.
Сложность связей между параметрами объектов стандартизации приводит к тому, что зависимости (теоретические и экспериментальные), определяемые в теории и практике разработки продукции и других объектов, составляют основную часть моделей оптимизации. Поэтому для выполнения оптимизации необходимо привлечь инженеров, имеющих опыт разработки новых объектов.
Когда зависимости между параметрами объектов стандартизации неизвестны и их трудно найти, оптимизацию целесообразно проводить на объекте. В ряде случаев следует применять комбинированные методы, в которых часть-объектов описывается математическими зависимостями, а другая часть представлена физическим макетом или реальным объектом.
Трудной проблемой, значение которой возрастает с увеличением опережае-мостн стандартизации, является проблема прогнозирования на основе достаточно точной исходной информации для оптимизации параметров на будущий* период времени.
В задаче формализации выражений для эффекта и целей при оптимизации параметров объектов стандартизации имеется существенная особенность: эффект и целевая функция должны быть выражены в зависимости от всех возможных значении параметров объекта. Однако прейскурантные цены, как правило, не удовлетворяют этому требованию. Поэтому (и по другим причинам — см. п. 2.3) при составлении выражений для эффекта и целевой функции приходится Часто пользоваться техническими и условными единицами. Для применения технических единиц требуется глубокое знание физических и химических процессов при производстве и применении продукции, а для применения условных единиц необходимо изучить спрос населения, поведение людей и другие вопросы. В результате нельзя дать простых единых рекомендаций по формализации выражения для эффекта и составлению целевых функций, годных для всех случаев.
Из-за этих трудностей необходимо параллельно с разработкой рассматриваемого комплекса формировать его теоретические основы. Это особенно важно* вследствие некоторого распространения ошибочных подходов. Некоторые их основные ошибки следующие:
предпринимаются попытки решить задачу на базе общих соображении системного анализа без применения результатов конкретных прикладных наук;
пытаются ограничиться прогнозированием параметров объектов стандартизации простейшими способами без оптимизации;
ограничиваются оценкой эффекта и составлением целевых функций с поимс-неннем денежных единиц;
применяют для оценки и оптимизации качества продукции баллы и субъективные «весовые коэффициенты» там, где их невозможно применять, млн там, где более точные результаты можно получить на базе объективных научных методов;
пытаются количественно оценить параметры объектов стандартизации или даже обосновать требования (нормы, допуски) без формализации целевой функции и учета ограничений только частичным анализом соответствия требований определенному технологическому процессу;
переоцениваются возможности непосредственного сопоставления параметров объектов стандартизации (стандартов, данных карт научно-технического уровня) и предположение о возможности но такому сопоставлению произвести оптимизацию.
ПРИЛОЖЕНИЕ 2 Справочное
ПЕРСПЕКТИВА ПРИМЕНЕНИЯ СИСТЕМЫ ОПТИМИЗАЦИИ ПАРАМЕТРОВ ОБЪЕКТОВ СТАНДАРТИЗАЦИИ В СТАНДАРТИЗАЦИИ И УПРАВЛЕНИИ КАЧЕСТВОМ
1. Перспектива применения системы оптимизации для обеспечения опережаемости стандартизации
Для эффективного применения стандарта сроки его разработки должны быть взаимоувязаны с процессами разработки, изготовления и применения объекта стандартизации, т. е. стандарт должен быть разработан своевременно. В качестве показателя своевременности разработки стандарта на продукцию принимается период упреждения Ту момента /р утверждения стандарта относительно, например, некоторого момента /я процесса производства этой продукции, т. е. Ту = /н —/р-
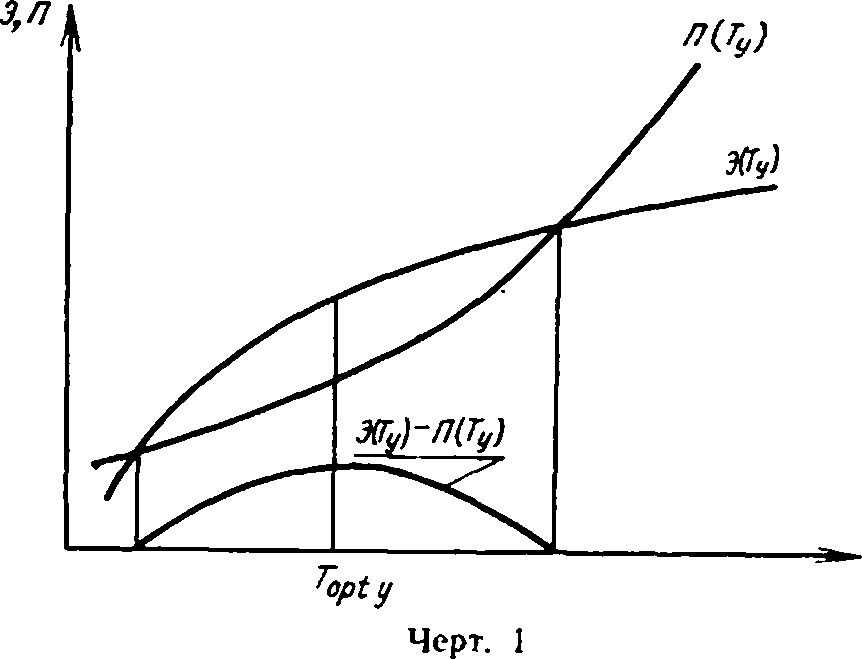
С увеличением Тг полнее учитываются требования стандарта в процессе разработки продукции и подготовки производства и, в первую очередь, в процессе разработки необходимых материалов, комплектующих элементов и оборудования для изготовления и эксплуатации. Это приводит к росту некоторого дополнительного эффекта Э(ТУ). f
Однако с увеличением Ту растут ошибки оптимизации параметров объектов 'Стандартизации из-за увеличения ошибок прогнозирования. Это приводит к увеличению потерь П(ТУ), связанных с неточностью оптимизации.
Характерным является случай, когда разность
Э(Ту)-П(Ту)
имеет некоторый максимум (черт. 1). Продолжительность периода упреждения T’orty, соответствующая этому максимуму, является оптимальной при конкретных условиях. Оптимальное упреждение времени утверждения стандарта определяется только приближенно.
Своевременность разработки стандарта (в том числе оптимальная своевременность) не является достаточным признаком опережающей стандартизации. Например, при отставании научно-технического уровня отрабатываемой продукции можно легко обеспечить своевременность разработки стандарта, но при низком уровне требований к качеству* Если качество продукции еще больше отстает от оптимального уровня, то достигается своевременность его разработки. Однако такой стандарт не является опережающим.
Стр. 28 ГОСТ ИДО—76
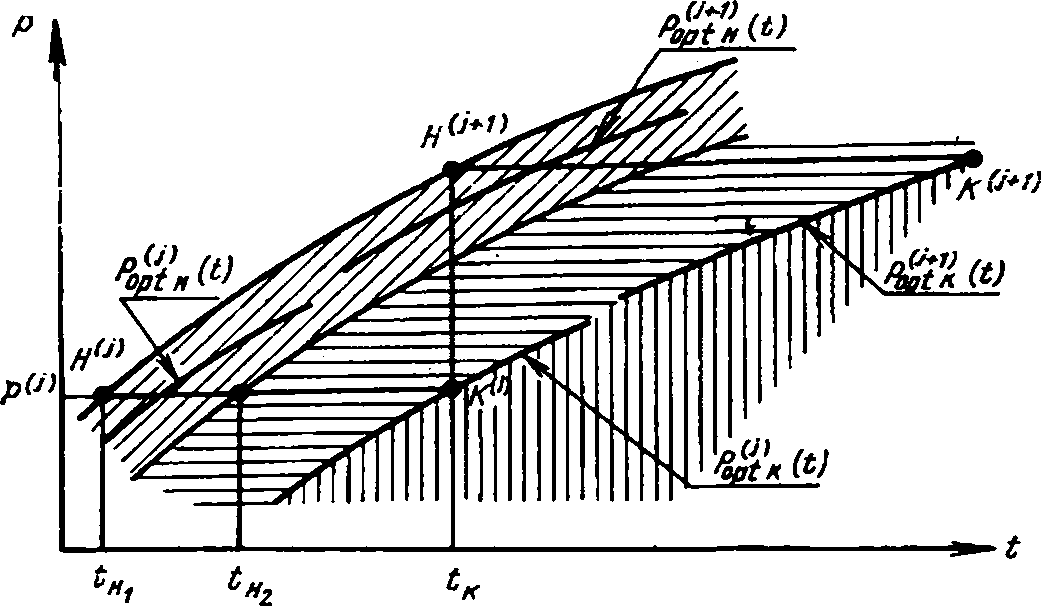
Значения оптимальных параметров не являются постоянными, а зависят от времени (черт. 2)2. Кривая Рорги(0» соединяющая точки Я^2 , даст оптималь
ные значения параметра в зависимости от времени начала производства модели-объекта стандартизации Время отложено по горизонтальной оси.
Единицы оценки (измерения) Р выбирают таким образом, чтобы увеличению Р соответствовало увеличение эффекта, а в случае состоятельного обобщенного показателя — увеличение целевой функции (эффективности).
Точки К™ . лежащие на линии Popik (О этой схемы, дают оптимальные
Наличие оптимального периода упреждения стандарта Гу
моменты времени прекращения производства модели объекта tK. Каждый горизонтальный участок ломаных линий соответствует определенной ,/-й модели,, производстве которой начинается в момент , соответствующий точке ЯФ , и кончается в момент I $ , соответствующий точке А'Ф .
Вследствие дискретного характера изменения качества при современном производстве линия оптимального изменения значения параметра во времени является ломаной с Горизонтальными участками. От правильности выбора точек и , т. о. от точности оптимизации значений параметров объекта
и от точности оптимизации момента прекращения производства модели, решающим образом зависит эффективность производства.
Задача опережающей стандартизации заключается в обоснованном выборе (определении) этих точек.
Указанную ломаную линию трудно определить главным образом из-за ошибок прогнозирования. Поэтому часто приходится ограничиваться определением только одной ступени или даже одной точки, при этом в начале оптимизируют параметры объекта, т. е. определяют только точку Я Ф затем оптимизируют время снятия модели с производства, т. е. определяют точку К » затем определяют параметры будущей модели объекта, т. е. определяют только точку Я + и т. д.
Следовательно опережающая стандартизация отличается следующими признаками:
требования к объекту устанавливаются с оптимальным упреждением Тт во времени;
значения параметров в момент введения стандарта лежат па кривой
Оптимальные величины показателей качества при планировании,

в момент замены стандарта значения параметров лежат на кривой к(1).
Таким образом опережающий стандарт отличается оптимальностью его требований в будущий период его действия и своевременностью разработки.
В случае оптимизации при опережающей стандартизации по двухшаговой модели, т. е. при совместной оптимизации двух моделей объекта, получают одновременно данные для этих двух моделей j и /+U. Оптимальное изменение 'показателя качества в этом случае характеризуется четырьмя дочками
Я(П fPopt.M. Xd) fPopt ,М, Я!1 + 1)СРор1, М, K(i + 1)fPopt. tu).
Опережающая стандартизация предполагает динамическую или квазиста-тическую оптимизацию. Поэтому всегда определяют не только , но еще и t IP при одношаговой математической модели оптимизации^ а при двухшаго-вой математической модели еще и (в случае квазистатичсской
оптимизации t и /{Р считают известными). Однако HP и тем более параметры + и не обязательно должны фиксироваться в стандарте.
Их можно в стандарты не заносить как из соображений производственной секретности, так и из-за того, что эти величины определяют с погрешностями и их можно корректировать. В этом случае опережающий стандарт внешне не отличается от неопережающего. В нем, как и в неопережающем, содержатся только период введения и параметр объекта Однако при опережающей стандартизации эти две величины должны быть определены (оптимизированы) одновременно и совместно с и другими дополнительными величинами. В таких
стандартах учтена динамика научно-технического прогресса, что приводит к повышению эффективности производства.
Стр. 30 ГОСТ 164)01—76
2. Перспектива применения системы оптимизации для обеспечения комплексности стандартизации
При комплексной стандартизации оптимизируемый объект стандартизации рассматривают как систему, состоящую из элементов, каждый из которых, в свою очередь, является объектом стандартизации.
Для эффективности комплексной стандартизации необходима не только одновременная, но и совместная оптимизация многих параметров всей совокупности оптимизируемых элементов, т. е. с учетом взаимодействия между элементами стандартизации. При реализации такой оптимизации повышают научно-технический уровень стандартов и эффективность производства.
Ладо при комплексной стандартизации различать завершенные и незавершенные элементы. Завершенными называют элементы, которые дают хотя бы некоторую часть того эффекта, для которого создается рассматриваемый комплекс. Незавершенным элементом называют элемент, который не дает даже части того эффекта, для которого создан рассматриваемый комплекс [49].
По характеру взаимодействия элементов можно выделить три вида комплексов: последовательный комплекс элементов (последовательный ряд), со-•стоящий из незавершенных элементов (черт. 3), параллельный комплекс, состоящий из завершенных элементов (черт. 4). смешанный (комбинированный) жомплекс, состоящий из незавершенных и завершенных элементов (черт. 5) [38].
Примерами простейших последовательных комплексов являются: технологический процесс механической обработки (обдирка, точная обточка, шлифовка, полировка); технологический процесс покраски (рихтовка, очистка, грунтовка, шпаклевка, покраска, полировка); комплекс элементов разомкнутой системы автоматического регулирования; размерные цепи.
Элементы параллельного комплекса являются завершенными и обладают ограниченной взаимозаменяемостью. Примером параллельной совокупности является параметрический ряд изделий, т. е. совокупность изделий одного назначения, отличающихся друг от друга величиной одного или нескольких параметров. Параллельный комплекс совместно оптимизируемых элементов могут составить также документы, методы контроля, услуги и т. д.
На практике наибольший интерес представляет смешанный комплекс. При этом связи между элементами могут быть довольно разнообразными.
Важной особенностью комплексной стандартизации является необходимость определения границ комплексности.
Существуют две разные задачи по определению границ комплексности:
Простейший последовательный комплекс
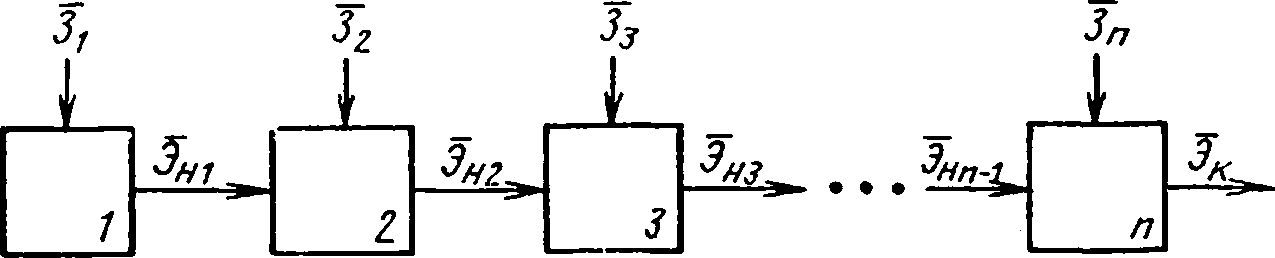
Черт. 3
Параллельный комплекс Г---------]
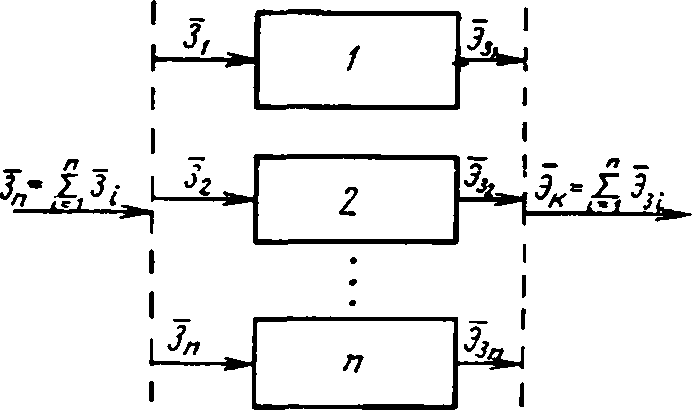
I__________I
Черт. 4
Комбинированный комплекс
Черт, о
методическая задача — определение совокупности объектов, качество которых надо оптимизировать совместно, и совокупности факторов, которую н^до при этом учитывать;
формальная или документалистическая — нахождение целесообразного сочетания стандартов и других документов в комплексе документов.
Первая задача является основной. При ее решении определяют оптимальные границы комплексности для проведения оптимизации Параметров объектов стандартизации.
При определении границ комплексности можно допустить ошибки двух видов:
некоторые факторы, стандартизация (оптимизация) которых существенно влияет на эффективность производства и эксплуатации (применения)^ не учитывают при оптимизации. Это приводит к существенному уменьшению эффективности производства;
некоторые факторы (объекты стандартизации, параметры и связи между ними), учет которых несущественно влияет на величины оптимизируемых параметров, учитывают при оптимизации. В этом случае неоправданно затрудняется оптимизация (сландартнзация), увеличиваются затраты средств и времени на ее выполнение.
Стр. 32 ГОСТ f 8.001—76
Рекомендации по возможным методам определения границ комплексности даны в [48].
Однако надо заметить» что для определения границ комплексности (или несколько шире, для оценки применимости математической модели) нет и не может быть таких обоснованных процедур, как для оптимизации параметров по уже составленной модели. При оценке границ комплексности большую роль играет и еще долгое время будет играть интуиция и опыт исследователя.
Задачу оценки модели последовательного приближения; по интуитивно выбранной предварительной модели, т. е. при предварительных границах комплексности, производят оптимизацию, затем проверяют точность и сложность решения и, при необходимости, проводят соответствующую корректировку.
3. Перспектива применения системы оптимизации при аттестации качества продукции
Недостатки методов разделения продукции на три категории качества при ее аттестации, в принципе, могут быть ликвидированы или ослаблены, если произведено разделение продукции на три категории качества на базе теории оптимизации [44].
Изменение параметров объектов стандартизации во время при современном производстве показано на черт. 2. Точки и соединяющие их кривые
(t) дают оптимальные значения параметров в зависимости от времени начала производства /-й модели продукции. Точки линии (*) Дают опти
мальные моменты времени прекращения производства модели.
Каждый горизонтальный участок ломаной липин соответствует модели продукции, оптимальный момент начала производства которой равен t и опти'
мальный момент снятия с производства равен t •
От правильности выбора точек Я}^ и , т. е. от точности оптимизации
величин показателей качества Р и момента /к прекращения производства модели продукции, решающим образом зависит эффективность производства.
Известно, что продукцию, которую следует снять с производства, относят ко второй категории качества. Следовательно, вся продукция, значения (Pt I) которой лежат в области под кривой P^tK (О* должна относиться ко второй категории (черт. 6). Другими словами, кривые (t) для показателя качест
ва/ где / — индекс модели продукции, служат гр>аницей, определяющей продукцию второй категории; если показатель качества продукции Р (t)<PQPtK (t), то она должна относиться ко второй категории. В противном случае, т. е. при P(t)>PoptK (t) продукция относится к первой или высшей категории. Фактически перевод продукции из первой категории во вторую осуществляется не строго по кривой PoptK (t), а имеются некоторые еще-не изученные «допуски:», т. е. вблизи кривой Р (t) существует некоторая переходная полоса. Ширина этой полосы определяется точностью построения кривой (О* необходи
мостью затраты дополнительного, времени на реализацию перехода на производство новой продукции вследствие недостатков планирования и координации работ разных разработчиков.
Разделение продукции, на три категории качества (в том числе и на основе теории оптимизации) затруднено тем, что одна и та же продукция по разным показателям может оказаться лучшей в разных областях. Для преодоления этой трудности надо пользоваться состоятельным обобщенным показателем качества или величиной целевой функции Ц, соответствующей конкретной продукции.
Изменение во времени оптимальных значений показателей качества
— область Высшей категории;
— область первой категории;
ШШ — область второй категории
Черт. 6
Для аттестации качества продукции недостаточно определить границу PoptM (О или Дори (0# т. е. выделить вторую категорию качества. Весьма полезно ориентировать разработчиков новой продукции по вопросу выбора показателей качества, т. е. производить предусмотренное в положениях по аттестации разделение всей «приемлемой» для производства продукции, в свою очередь на высшую и первую категории. Такое разделение продукции необходимо и для стимулирования повышения качества.
Состоятельный обобщенный показатель качества или величина целевой функции Ц продукции высшей категории должны находиться достаточно близко от кривых PoptH (t) или ZZopts (t). Около этих кривых надо провести область высшей категории (см. черт. 6). Так как эта область используется при стимулировании качества продукции, то ширину полосы надо определить из принципа оптимизации положений по стимулированию повышения качества. При этом необходимо учесть, что ширина области высшей категории не может быть уже некоторой минимальной величины, возрастающей с увеличением ошибок определения кривых Popte или Дорев (t). В противном случае будут возникать ошибки и споры при выделении продукции, высшей категории.
Планирование качества продукции и стандартизации, опережающая стандартизация и аттестация качества продукции служат для достижения одной общей цели — оптимизации процесса изменения качества во времени в соответствии с цельно общества (коллектива). Естественно поэтому, что теория оптимизации является единой теоретической основой для выполнения всех этих работ. Однако ввиду различной обеспеченности исходной информацией, временем и средствами для выполнения работы, а также ввиду различия требований к точности и подробности оптимизации (например, ошибка при перспективном
Стр. 34 ГОСТ 18.001—76
планировании приводит к меньшим потерям эффективности, чем такая же по-величине ошибка при разработке стандартов) методы оптимизации имеют свои особенности в зависимости от того, для выполнения какой работы она лроиз-водится.
Особенности оптимизации при аттестации качества продукции заключаются главным образом в том. что аттестация качества продукции производится, как правило, когда продукция уже выпускается, т. е. позднее оптимизации, выполняемой для планирования и даже для опережающей стандартизации. Это обеспечивает возможность получения более достоверной входной информации и получения необходимых экспериментальных зависимостей и даже проведение экспериментальной оптимизации на самом объекте или сочетанием математического и физического моделирования. Все это позволит повысить точность и подробность оптимизации при аттестации качества продукции.
Второй важнейшей особенностью оптимизации при аттестации качества продукции является то, что, как правило, известными являются величины показателей качества и необходимо определить категорию продукции или временные параметры (время перевода продукции в первую или вторую категорию). При оптимизации для планирования и опережающей стандартизации можно определить не только временные параметры внедрения стандартов и выпуска новой продукции, но и величины показателей качества этой продукции.
Отклонение процесса изменения показателя качества некоторой модели продукции от его оптимального изменения характеризуется в общем случае четырьмя величинами [45]:
ДРН = Р—PoptH — отклонение значения показателя в момент начала производства;
—/opts — отклонение момента начала производства;
ДРК=Р—PoptK — отклонение величины показателя качества от оптимального в момент снятия с производства модели;
Д/к — отклонение момента снятия с производства от оптимального.
Однако ввиду наличия двух зависимостей между этими величинами можно пользоваться только двумя характеристиками отклонения процесса изменения показателя качества от оптимального процесса, а именно, можно принять любой из следующих вариантов показателей:
ДРИ, Д^к — считать Д/н=0 и ДРК=О;
ДРк, Д/я — считать Д/К=О и ДРн = 0;
Д/ы, Д/к — считать ДРк=ДРи=0;
ДРЙ, ДРК — считать Д/н = Д/м=0.
Все отклонения могут быть в сторону завышения и в сторону занижения относительно оптимальных величин, и в обоих случаях получаются соответствующие потери.
Стимулирование повышения качества надо производить таким образом, чтобы заинтересовать разработчиков продукции в уменьшении как положительных, так и отрицательных отклонений от оптимального изменения уровня качества продукции. Например, если ограничиться стимулированием только увеличения процентов продукции высшей категории, то может появиться тенденция к уменьшению /к, т. е. к уменьшению времени производства продукции первой категории относительно оптимального времени. При таком преждевременном переходе на новую модель (черт. 7) качество будет изменяться во времени не по оптимальной линии ABCD, соответствующей максимальной эффективности, а по линии AB'C'D'. Это приведет к неоправданному расходу средств и времени на переналадку производства. Предприятия при этом будут заинтересованы в «мелких» шагах процесса улучшения продукции, т. е. в большом числе
малых приращений качества продукции.
Другой нерациональной тенденцией увеличения процентов продукции вьгс-шен категории может быть уменьшение /н или завышение Р& в начале производства продукции (черт. 8), т. е. преждевременное начало производства или завышение уровня качества. Изменение качества продукции во времени при этом будет производиться по линии A'BC'D', а не оптимальным образом, т. е. не по линии ABCD.
Таким образом разделение продукции на три категории при аттестации качества должно в будущем производиться по методам, которые базируются на теории оптимизации. Так как в настоящее время еще нет комплекса документов по оптимизации, обеспечивающего широкое внедрение этих методов в народное хозяйство, то непосредственное применение количественных методов для аттестации возможно только в случаях, когда имеются соответствующие алгоритмы и программы вычисления. Однако теория оптимизации уже сейчас полезна даже в случаях, когда таких алгоритмов еще нет. Она позволяет глубже понять некоторые качественные особенности аттестации качества продукции.
Нерациональность преждевременного перехода на новую модель продукции
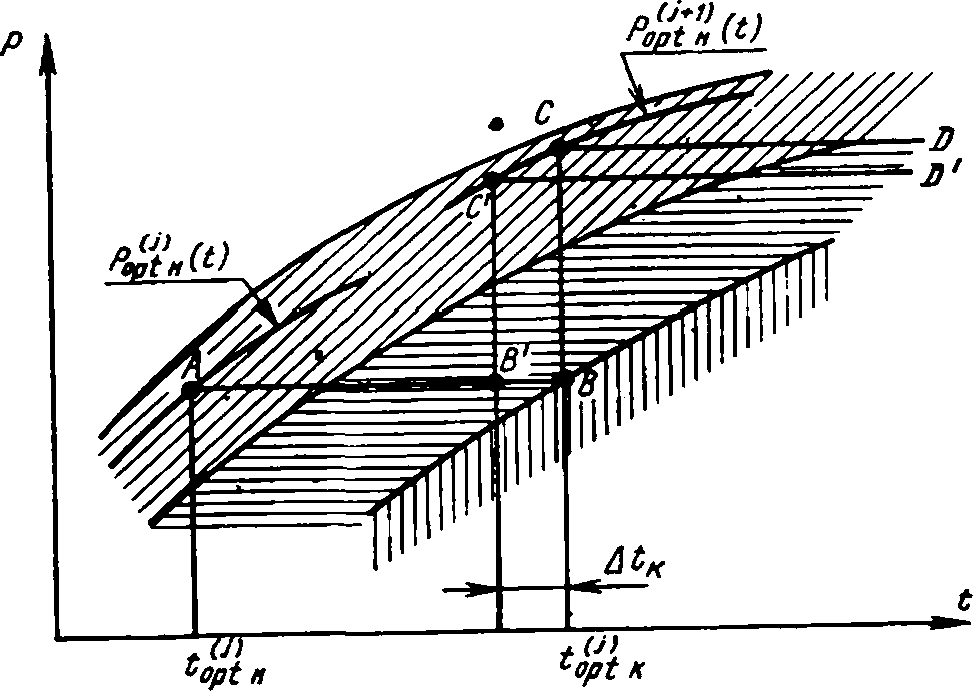
— область высшей категории;
— область первой категории; шш — овластб второй категории
Стр. 36 ГОСТ 18.001—76
Нерациональность завышения уровня качества в начале производства
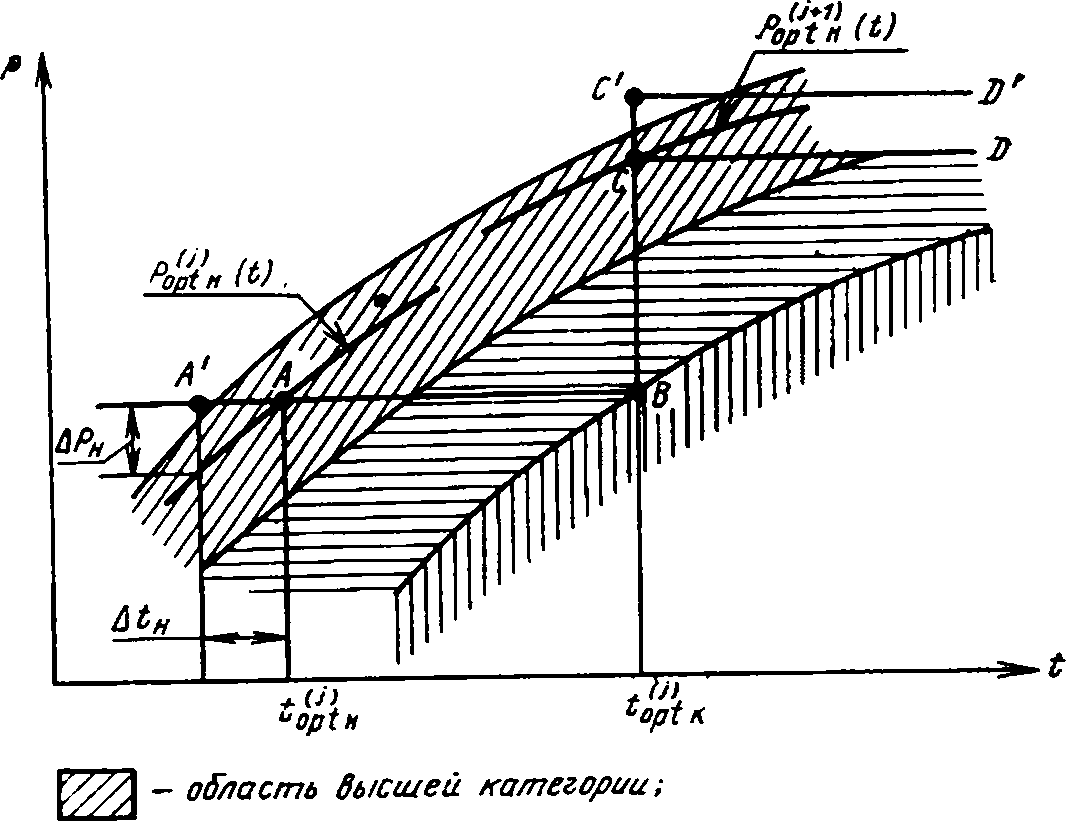
- область первой категории ||j|||| “ область второй категории
Черт. 8
4. Перспективы применения системы оптимизации при оценке и прогнозировании качества и решении других научно-методических проблем стандартизации и управления качеством
Проблемы оценки качества и научно-технического уровня, прогнозирования качества3, эффективного использования ЭВМ в области стандартизации и управления качеством, согласования инженерных расчетов по отдельным требованиям, как и рассмотренная выше главная проблема — обоснование требований к объектам стандартизации при выполнении всех этапов работ по стандартизации, разработке и аттестации качества продукции, получают глубокое развитие и практическое ценное совместное решение при помощи методов оптимизации параметров объектов стандартизации. Количественная оптимизация параметров является практической реализацией эффективного системного (или научного) подхода к решению всех перечисленных проблем.
При таком подходе существенно повышается практическая ценность научных исследований, так как повышается объективность исследования, работы сводятся к реализуемым процедурам, уменьшается существующий барьер между выполняемыми научными исследованиями в этой области и практическими решениями задач по повышению качества.
При оценке качества продукции единичные показатели известны и определяется некоторый обобщенный показатель качества. В зависимости от свойств
этого обобщенного показателя получается разная оценка качества. Часто при оценке качества используемый обобщенный показатель не связан с целью производства рассматриваемой продукции или с целью рассматриваемой деятельности. Ценность такой оценки качества весьма ограничена, так как остается неизвестным ответ на вопрос, какой по величине обобщенный показатель качества лучше даже в принципе, т. е. без учета действующих в данном случае ограничений и процесса замены продукции. Такую оценку качества мы называем яссостоитсльной оценкой (см. таблицу).
Состоятельная оценка отличается от несостоятельной выбором обобщенного показателя. При состоятельной оценке качества пользуются состоятельным обобщенным показателем качества. Этот показатель обладает свойством, которое показывает связь его с целью производства: чем больше значение показателя, тем полнее достигается заданная цель (черт. 9). Такая оценка показывает,» какой вариант в принципе лучше: чем больше значение состоятельной оценки, тем в принципе лучше. Отсюда вытекает значительно большая ценность состоятельной оценки по сравнению с несостоятельной. Примерами являются, в частности, интегральные показатели качества (ГОСТ 1543-1—70). Работа по определению экономической! эффективности в основном сводится к нахождению таких состоятельных экономических оценок.
Однако некоторые состоятельные оценки, которые называем условными, еще далеки от удовлетворения потребности практики стандартизации и управления качеством^ так как они не учитывают всегда действующие ограничения, динамику процесса изменения качества, а также вследствие того, что на основании оценок можно сравнивать только малое число вариантов. Поэтому, получив при помощи условной состоятельной оценки ответ на вопрос, какой вариант наилучший в принципе, еще остаются без ответа следующие важные вопросы, без которых часто нельзя реализовать результаты оценки:
находится ли действительно оптимальный вариант среди сравниваемых, так как мы сравниваем только малую часть из всех возможных вариантов;
Зависимость значения целевой функции от состоятельности обобщенного показателя качества
\*4(?О$-меС0С/П )
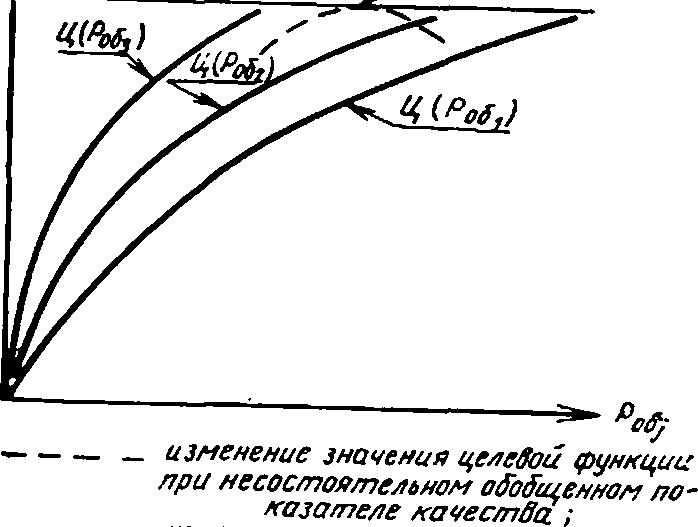
— изменение значения целевой финнииа яри со с.пояП7ель ном ово&ценном лола-
зазпеле качества
Сравнение процедур оценки н оптимизации качества
Наименование процедур | Известно | Определяется | Что учитывается | На какие вопросы* | ||||||
Фнзнжохм мнческие свойства | Затраты | Отношение объемов спроса и продукции | Цели | • ■ 5S б* | 48 В я 1 я X я rt | Отвечает | Не отвечает | |||
1. Несостоятельная оценка | Р.Д. | Ров | + | м | — | — | — | -* | 1 | 1. II. III, IV |
2. Условная состоятельная | Ре Xi | Ров | + | + | м | + | — | I | II, III. IV | |
оценка | ||||||||||
3. Статическая оптимизация | Цели, условия | Pt д1 | «L | + | м | + | + | — | I. II**, III | IV |
4. Оценка статической оптн- | Peal | Ров | + | 'I- | м | + | + | — | I. И-*. III | IV |
мальностп | ||||||||||
5. Динамическая оптимизация | Цели, условия | Рел1 | + | + | м | + | + | + | I. и. III. IV | — |
6. Оценка динамической сп- | р«| | Ров | + | + | м | + | + | + | I, II. III. IV | я— |
тнмальности |
* Вопросы, на которые отвечают или не отвечают рассматриваемые методы оценки качества:
I — какой вариант лучше в принципе при данной цели; (1 целесообразно ли улучшить качество при заданных условиях;
III — находятся ли лучший вариант продукции среди сравниваемых: IV — когда будет целесообразно улучшать качество? Ответ на вопросы получают только при условии обое нова иного осреднения исходных данных.
Знак «+» означает, что параметры учитываются; знак <—» означает, что параметры не учитываются; буква <м» означает, что параметры могут учитываться.
Стр. 38 ГОСТ 18.001—76
можно ли и целесообразно ли реализовать полученный при расчете <в принципе наилучший вариант» при данных ограничениях на производственные и другие возможности;
когда будет целесообразно реализовать «в принципе наилучший вариант», учитывая необходимые перестройки в сферах производства, обращения и применения?
Ответ на все эти вопросы и. следовательно, значительно более ценные результаты можно получить только при переходе к оценкам качества на базе более полного применения теории оптимизации.
При оптимизации качества известными являются не единичные показатели качества, а цели и условия (ограничения), и искомыми являются единичные показатели качества, а не обобщенные.
При оценке производится анализ качества, а при оптимизации — синтез при заданных целях и ограничениях. Последняя постановка задачи является более практичной, так как обычно известны цели и условия и следует найти соответствующие параметры объекта. Состоятельные оценки часто представляют определенную самостоятельную ценность и, что особенно важно, они могут входить в математические модели оптимизации, в частности, как возможные* целевые функции оптимизации. После оптимизации качества можно оценивать оптимальность варианта как разность между оптимальным значением целевой функции и действительным значением при данных показателях качества.
Таким образом, развитие количественных методов оптимизации позволит перейти от рекомендуемых сейчас методов оценки качества к более эффективным процедурам оптимизации и оценке оптимальности качества.
В картах научно-технического уровня и качества продукции, как известно, содержатся сведения о показателях качества продукции,, выпускаемой передовыми предприятиями в стране и за рубежом. При оптимизации качества продукции простое сопоставление этих показателей качества еще не служит основанием для внедрения тех из них, которые считаются более высокими. Это объясняется тем, что необходимо учесть социальные и экономические особенности страны, особенности производителей и потребителей и, кроме того, будущие условия, которые не получили еще отражения в известных образцах продукции. Поэтому данные карт научно-технического уровня и качества продукции, как и результаты еще не реализованных научных работ и патентов, при оптимизации служат лишь исходными данными (как варианты технических возможностей) и только в результате оптимизации с учетом целей и условий определяют целесообразность внедрения этих технических возможностей. Получается не «слепой» перенос опыта, а его применение с учетом особенностей конкретных целей и условий, а также с учетом предстоящих изменений в будущем.
Это обстоятельство играет особую роль: перенос опыта без учета будущих изменений приводит к отставанию, по крайней мере, на период разработки и освоения производства.
Количественные методы оптимизации параметров объектов стандартизации должны содержать такие конкретные логические, вычислительные и экспериментальные процедуры, которые приводят к определенным результатам независимо от личных предпочтений и желаний исполнителей. Это значит, что математические модели должны быть построены так, чтобы требовалась только доступная исходная информация и использовались только строгие понятия; необходимые экспериментальные устройства реализовывались в настоящее время; алгоритмы решались на современных ЭВМ и чтобы до минимума была сокращена роль экспертных оценок. Существующие методы часто не удовлетворяют этим требованиям.
Формально при применении методов оптимизации алгоритмы и методики получаются более громоздкими, т. е. содержат много операций. Однако при использовании ЭВМ это не является помехой. В действительности упрощается
Стр. 40 ГОСТ 18.001— 76
реализация и возастает практическая ценность методов, так как используются только строгие и поэтому формализуемые понятия; меньше требуется интуиции, чтобы подготовить требуемые исходные данные и производить все необходимые вычислительные и экспериментальные операции.
Однако требуется серьезная и большая работа по созданию системы соответствующих методик, алгоритмов, программ и технических экспериментальных устройств [41].
Для решения практических задач стандартизации и управления качеством необходимо рассматривать большой комплекс социальных, экономических и технических проблем. Так, например, в целевой функции оптимизации показателей качества часто надо учесть такие социальные цели, как удовлетворение культурных потребностей населения, улучшение здоровья людей, обеспечение их права на труд, освобождая их от тяжелого труда, увеличение и эффективное использование свободного времени и т. д. Эти цели неотделимы от экономических и технических целей. Прогнозирование исходных данных для оптимизации часто сводится к прогнозированию социальных проблем (потребности и состав разных групп населения), экономической эффективности, экономических и технических возможностей.
В случаях, когда даже удается формально с достаточной точностью оптимизировать показатели качества, например, с позиций экономической эффективности, в общем случае еще нельзя принять окончательного решения по этим показателям, так как необходимо учитывать и другие эффекты, которые находятся в сложной зависимости от экономического эффекта. Необходимо для принятия обоснованных решений эти эффекты рассматривать во взаимосвязи, а также определить область применения различных способов оценки эффекта, затрат и составление целевых функций, для чего необходимо пользоваться теорией оптимизации.
Ввиду громоздкости и большого числа алгоритмов оптимизации параметров объектов стандартизации и сложности получения необходимых разнообразных исходных данных широкое внедрение количественных методов оптимизации в народное хозяйство возможно только на базе использования современных ЭВМ. Поэтому необходимо в работу по созданию автоматизированной информационновычислительной системы стандартизации и качества и других автоматизированных систем управления включить главную или важную часть — разработку и отладку алгоритмов и программ по оптимизации параметров, предусмотреть получение исходной информации от других подсистем^ необходимой для оптимизации параметров объектов стандартизации, а также разработать методы решения связанных задач, т. е. задач оптимизации параметров объектов стандартизации совместно с оптимизацией объема продукции, специализации производства, процесса замены оборудования, ценообразования и других процессов [41].
Можно уверенно сказать, что оптимизация параметров объектов стандартизации будет, наиболее эффективной областью использования ЭВМ в стандартизации и управлении качеством.
Рассмотрение места теории оптимизации параметров объектов стандартизации в решении основных научно-методических проблем стандартизации и управления качеством не будет полным б$з выяснения связи между оптимизацией качества и традиционными инженерными расчетами на прочность, жесткость, устойчивость, надежность, нагрев, износ, точность, расчетами производительности, энергетическими расчетами и т. д.
Зависимости всех расчетов при оптимизации служат, в частности, для установления связей между параметрами объекта оптимизации (см. ГОСТ 18.101—76), без которых, как правило, не может быть реализована оптимизация. Кроме того, эти расчеты позволяют укреплять (агрегировать) оптимизируемые параметры, т. е. перейти к более обобщенным параметрам и, таким образом, уменьшить число оптимизируемых величин или, другими словами, уменьшить размерность задачи и, следовательно, упростить ее.
Зависимости традиционных инженерных расчетов часто позволяют составить как ограничения, так и технические целевые функции.
С другой стороны, в теории оптимизации не только пользуются традиционными инженерными расчетами, но и увязывают результаты этих разнообразных расчетов, которые без использования теории оптимизации производятся, как правило, только для удовлетворения отдельных частных требований, т. е. теория оптимизации является средством для нахождения таких параметров, при которых одновременно удовлетворяются разнообразные (часто противоречивые) требования при данных условиях (ограничениях) и цели. Это достоинство метода оптимизации объясняется возможностью строить обобщенные целевые функции (свертывание целевых функций), а также решить задачи п0и наличии мнргих ограничений.
Из сказанного следует, что совместное рассмотрение этих проблем с позиций управления качеством приводит к применению методов оптимизации качества на базе ЭВМ.
Перечисленные зависимости и задачи не могут эффективно решаться в отдельности: их надо решать совместно. Это соответствует тому, что при наличии п неизвестных надо в общем случае совместно решать совокупность из п уравнений. В противном случае, т. е. при решении этих уравнений в отдельноети по частям решение получается неудовлетворительным н часто ошибочным. Следовательно, для разработки практических рекомендаций по управлению качеством необходимо совместное решение большого числа уравнений со многими неизвестными (см. ГОСТ 48.101—76). Надо отказаться от фиктивной независимости указанных проблем и решать их совместно.
Таким образом основные научно-методические проблемы по стандартизации и управлению качеством связываются в одно целое, получают глубокое решение при помощи теории оптимизации параметров объектов стандартизации (требований стандартов и технических условий) и, что особенно важно, при такой увязке возрастает практическая ценность результатов этих работ, упрощается процесс их реализации и создается база для автоматизации основных работ.
ПРИЛОЖЕНИЕ 3 Справочное
Основные термины, применяемые в тексте стандарта
Термин | Определение |
Статическая оптимизация Квазистатическая оптимизация | Оптимизация без учета будущих изменений входных данных во времени Оптимизация, при которой входные данные рассматриваются как постоянные, но хотя бы часть из этих данных вычисляется путем некоторого осреднения их значений для интересующего будущего интервала времени |
Динамическая оптимизация | Оптимизация с учетом будущих изменений во времени хотя бы части входных данных |
Стр. 42 ГОСТ 18.001—74
ПРИЛОЖЕНИЕ 4
Справочное
ОБЩАЯ ЛИТЕРАТУРА
1. Акофф Рм Сасиени М. Основы исследования операций. М., «Мир», 1971.
2. Беллман Р., Дрейфус С. Прикладные задачи динамического программирования, М., ИЛ., 1967.
3. Бигель Дж. Управление производством. Количественный подход. М., «Мир», 1973.
4. Брайсон А., Хо Ю-Ши. Прикладная теория оптимального управления. М., «Мир», 1972.
5. Бусленко Н. П. Моделирование сложных систем. М., «Наука», 1968.
6. Бусленко Н. П., Калашников В. В., Коваленко И. Н. Лекции по теории сложных систем. Мъ «Сов. радио», 1973.
7. ' Вагнер Г. Основы исследования операций. М., «Мир», Т. 1, 1971; Т. 2, 1972; Т. 3. 1973.
8. Вентцель Е. С. Исследование операций. М., «Сов. радио», 1972.
9. Гермейер Ю. Б. Введение в теорию исследования операций. М., «Наука», 1971.
ilO. Даффни Р., Питерсон Э., Зенер К. Геометрическое программирование М., «Мир», 19712 г.
11. Де Гроот. М. Оптимальные статистические решения. М., «Мир». 1974.
12. Диксон Д. Проектирование систем. М., «Мир», 1969.
13. Калман Р., Фалб П., Арбиб М. Очерки по математической теории систем М., «Мир», 1971.
14. Квейд Э» Анализ сложных систем. М.» «Сов. радио». 1969.
15. Ли Т. Г., Адамс Г. Е., Гейнз У. М. Управление процессами с помощью ЭВМ, М., «Сев. радио», 1972.
16. Моррис У. С. Наука об управлении. М., «Мир», 1971.
17. Новые идеи в планировании экспериментов. Под ред. Налимова В. В. М., «Наука», 1969.
18. Понтрягин Л. С., Болтянский В. Г., Гамкрелндзе Р. В., Мищенко Е. Ф, Математическая теория оптимальных процессов. М., «Наука», 1969.
19. Растригин Л. А. Системы экстремального управления. М., «Наука», 1974.
20. Спиди К-, Браук Р., Гутвин Дж. Теория управления. М., «Мир», 1973.
21. Фан Лянь-Цэнь, Вань Чу-Сен. Дискретный принцип максимума. М., «Мир», 1967.
22. Форрестор Дж. Основы кибернетики йредприятия. М., «Прогресс», 1971.
23. Химмельблау Д. Анализ процессов статистическими методами. М., «Мир», 1973.
24. Цыпкин Д. 3. Адаптация и обучение в автоматических системах. М. «Наука», 1968.
25. Цыпкин Д. 3. Основы теории обучающихся систем. М., «Наука», 1970.
26. Чернов Гм Мизес Р. Элементарная теория статистических решений. М., «Сов. радио», 1962.
27. Черчмен У., Акофф Р., Арноф А. Введение в исследование операций. М., «Наука», 1968.
28. Чуев Ю. В., Спехова Г. П. Технические задачи исследования операций. М., «Сов. радио», 1971.
29. Юдин Д, Б., Гольштейн Е. Г. Линейное программирование, М., «Физ-матгиз», 1963.
СПЕЦИАЛЬНАЯ ЛИТЕРАТУРА ПО ОПТИМИЗАЦИИ ПАРАМЕТРОВ ОБЪЕКТОВ СТАНДАРТИЗАЦИИ
30. Вениаминов Ю. С., Гличев А. В., Шор. Я. Б. Качество продукции, потребительская стоимость и их показатели. «Стандарты и качество» I972, № 7.
31. Комаров Д. М. Задачи оптимизации требований стандартов к качеству продукции. Вып. 1., М., «Знание», 1972.
32. Комаров Д. М. Основные положения проблемы оптимизации требований стандартов. «Стандарты и качество», 1973, № 5.
33. Комаров Д. М. Методы прогнозирования качества продукции. «Стандарты и качество»/1974, № 5.
34. Комаров Д. М., Ткаченко В. В. Стандартизация в свете теории оптимального управления. «Стандарты и качество», 1974, № 4.
35. Основные положения по определению границ комплексности при оптимизации требований стандартов. М., ВНИИС. 1974.
36. Комаров Д. И. Совершенствование методов оптимизации требований стандартов, В сб.: «Измерение качества продукции». М., Изд-во стандартов, 1971.
37. Комаров Д. М. Классификация математических моделей оптимизации требований стандартов. Научные труды ВНИИС. Вып. 19, М., ВНИИС, 1974.
38. Комаров Д. М. Об основах математической теории комплексной стандартизации. В сб.; «Международный симпозиум стран—членов СЭВ по комплексной стандартизации». М., Изд-во стандартов, 1973.
39. Комаров Д. М. Связь между показателями эффекта и качества, используемыми при оптимизации требований стандартов. Научные труды ВНИИС. Вып. 18, М., ВНИИС, 1974.
40. Комаров Д. М. О методах определения показателей эффекта и качества
при оптимизации качества продукции. Научные труды ВНИИС. Вып. 18, М.,
ВНИИС, 1974.
41. Лямин Б. Н., Комаров Д. М. О создании комплекса научно-технической документации «Количественные методы оптимизации требований стандартов и технических условий». «Стандарты и качества», 1975, № 1.
42. Погожев И. Б. Методы оптимизации системы показателей при управлении качеством продукции. М., «Знание», 1972.
43. Ткаченко В. В., Комаров Д. М., Шор Я. Б. Количественные методы оптимизации требований стандартов к качеству продукции — основа теории стандартизации. «Стандарты и качество»^ 1971, № 6.
44. Ткаченко В. В. К проблеме оптимизации при стандартизации и аттестации качества продукции. «Стандарты и качество», 1973, № 11.
45. Ткаченко В. В., Комаров Д. М. О сущности и методах опережающей стандартизации. «Стандарты и качество», 1974, № 9.
46. Шор Я. Б. Методы комплексной оценки качества продукции. М., «Знание», 1971.
47. Эттингеп Дж., Ситтиг Дж. Больше через . . . качество. М., Изд-во стандартов, 1969.
48 Методика определения целесообразных границ комплексности стандартизации. Научно-технический отчет. М., ВНИИС, 1974.
49. Типовая методика оптимизации простейших последовательных комплексов. М., ВНИИС, 1975.
50. Рекомендации по составлению основных блоков математических моделей оптимизации требований стандартов.-М„ Изд-во стандартов, 1975.
Редактор А. В. Цыганкова
Технический редактор Ф. И, U1 райбштейн Корректор Л. В. Вейнберг
Сдано в наб. 01.02.79 Поди, в пен. 13.04.79 2,75 п. я. 3.78 уч.-изд. л. Тир. 4000 Цена 20 код.
Ордена «Знак Почета» Издательство стандартов, Москва. Д-557, Новопресненский пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Миндауго. 12/14. Зак. 1242
1
См. приложение 1, п. 2.8.
2
Вид кривых на черт. 2, как и на черт. 6—8, зависит от того, какой обобщенный параметр (обобщенный показатель качества) отложен по вертикальной оси (50].
3
Роль оптимизации при прогнозировании указана в приложении 1.
{kind=link}