ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

ПРЕДВАРИТЕЛЬНЫЙ
НАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
ПНСТ 142-2016
Статистические методы
КОНТРОЛЬНЫЕ КАРТЫ
Часть 1
Общие руководящие указания
(ISO 7870-1:2014, NEQ)
Издание официальное
Москва
Стенда ртмнформ 2016
ПНСТ 142—2016
Предисловие
1 РАЗРАБОТАН Автономной некоммерческой организацией «Международный институт образования» (АНО «МИО»)
2 8НЕСЕН Техническим комитетом по стандартизации ТК 125 «Применение статистических методов»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 7 октября 2016 г. N® 64-пнст
4 Настоящий стандарт разработан с учетом основных нормативных положений международного стандарта ИСО 7870-1:2014 «Контрольные карты. Часть 1. Общие руководящие указания» (ISO 7870*1:2014 «Control charts — Part 1: General guidelines». NEO)
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТР1.16—2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за девять месяцев до истечения срока его действия разработчику настоящего стандарта по адресу: Москва. Нахимовский пр-т. д. 31. корп. 2 ив Федеральное агентство по техническому регулированию и метрологии по адресу: Москва. Ленинский пр-т. д. 9.
В случае отмены настоящего стандарта соответствующее уведомление будет также опубликовано в ежемесячных изданиях: информационном указателе *Национальные стандарты» и журнале «Вестник технического регулирования». Уведомление также будет размещено на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (ivivw.gosf.rt/)
© Стандартинформ. 2016
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
и
ПНСТ 142—2016
Содержание
1 Область применения...................................................1
2 Нормативные ссылки..................................................1
3 Термины и определения................................................1
4 Основные положения..................................................2
5 Сбор данных........................................................3
в Карты контроля по количественному и альтернативному признакам.....................3
7 Виды контрольных карт.................................................4
in
ПНСТ 142—2016
Введение
Контрольные карты представляют собой основной способ статистического управления процесса* ми. Они позволяют:
а) определить, является ли процесс стабильным, т. е. функционирующим под воздействием не изменяющейся во времени системы случайных причин, характеризующих собственную изменчивость процесса (процесс находится в «состоянии статистической управляемости»);
б) оценить собственную изменчивость процесса;
в) определить, является ли изменчивость процесса постоянной или имеет тенденцию к уменьшению или увеличению:
г) идентифицировать, исследоватьи по возможности уменьшить/устранитьвлияние специальных причин изменчивости, которые могут привести процесс к недопустимому уровню функционирования:
д) использовать для управления процессом данные о его изменчивости (наличие тренда серии, циклов ит. л.);
е) определить, является ли процесс предсказуемым и стабильным и возможна ли оценка соответствия процесса установленным требованиям:
ж) определить, соответствуют ли установленным требованиям показатели продукции, услуги воспроизводимости процесса;
з) обеспечить регулирование процесса на основе прогноза его поведения, используя статисти* ческие модели;
и) оценивать результативность системы измерений.
Главными достоинствами контрольной карты являются легкость ее формирования и использования. Это позволяет оператору производства или обслуживания, инженеру, руководителю и менеджеру следить за поведением процесса в режиме реального времени.
В настоящем стандарте представлены общие принципы построения и применения контрольных
карт.
IV
ПНСТ142—2016
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ
Статистические методы КОНТРОЛЬНЫЕ КАРТЫ Часть 1
Общие руководящие указания
Statistical methods. Control charts. Part 1. General guidelines
Срок действия — с 2017—01—01 no 2018—01—01
1 Область применения
В настоящем стандарте установлены основные принципы построения и применения контрольных
карт.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р ИСО 7870*1—2011 Статистические методы. Контрольные карты. Часть 1. Общие принципы
ГОСТ Р ИСО 7870*2—2015 Статистическиеметоды.Контрольмывкарты.Часть2.Контрольные карты Шухарта
ГОСТ Р ИСО 7870*3—2013 Статистические методы. Контрольные карты. Часть 3. Приемочные контрольные карты
ГОСТ Р 50779.10—2000 Статистические методы. Вероятность и основы статистики. Термины и определения
ГОСТ Р 50779.11—2000 Статистические методы. Статистическое управление качеством. Термины и определения
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов а информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт. на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения {принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять безучетв данного изменения. Еспи ссылочный стандарт отменен без замены, то положение. в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
8 настоящем стандарте применены термины всоответствии с ГОСТ Р 50779.10, ГОСТ Р 50779.11. ГОСТ Р ИСО 7870-1.
Издание официальное
1
ПНСТ 142—2016
4 Основные положения
4.1 Контрольная карта
Контрольная карта — графический способ представления данных о состоянии процесса. Коитропьная карта состоит из центральной линии, отражающей уровень, вокруг которого изменяется контролируемая статистика. Карта содержит две линии, называемые контрольными границами, они расположены по обе стороны от центральной линии и определяют область в виде полосы, в пределах которой наблюдаемая статистика изменяется случайным образом, при условии, что процесс находится в статистически управляемом состоянии.
Контрольные границы используют для принятия решения о состоянии процесса. Если полученная статистика находится внутри полосы, определяемой контрольными границами, делают вывод, что процесс находится в состоянии статистической управляемости и. следовательно, процесс может функционировать без изменений. Значение статистики вне пределов контрольных границ указывает на то. что процесс может быть неконтролируемым. В этом случае может присутствовать особая причина изменчивости и. следовательно, необходимо произвести анализ и корректировку процесса.
Воздействия на процесс могут включать в себя:
а) проведение исследований для определения источников особой причины изменчивости в целях устранения, сокращения или корректировку влияния этой причины в будущем;
б) регулирование процесса;
в) продолжение функционирования процесса с учетом его состояния;
г) остановка процесса и проведение корректирующих действий до их завершения:
д) в случаях, когда специальные причины дают положительные последствия (например, при усовершенствовании процесса), сохранение действия особой причины.
На контрольную карту могут быть нанесены еще две границы, называемые предупреждающими границами. Выход за предупреждающие границы говорит о том. что следует обратить внимание на процесс для выявления наличия (или отсутствия) особой причины изменчивости процесса. Если на контрольную карту нанесены предупреждающие границы, контрольные границы иногда называют «границами действия».
Для принятия решения о состоянии процесса используют также дополнительные правила, основанные на анализе расположения данных внутри контрольных границ. Эти правила, часто называемые правилами принятия решений, установлены в ГОСТ Р ИСО 7870-2.
Пример контрольной карты представлен на рисунке 1.
Контролируемый
показатель
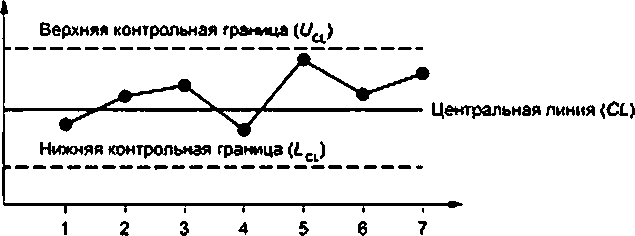
Номер подгруппы
Рисунок 1 — Общий вид контрольной карты
4.2 Статистическое управление процессом
Контрольные карты используют для оценки стабильности процесса. Процесс является статистически управляемым, если он находится под воздействием только случайных причин, т. е. на него не воздействуют экстраординарные, неожиданные, специальные (особые) причины. Такие особые причины могут воздействовать как на средний уровень процесса, так и на его изменчивость или на то и другое одновременно.
2
ПНСТ 142—2016
4.3 Приемлемость процесса
Кроме контроля стабильности процесса, контрольные карты используют также для принятия решения о приемлемости процесса. Если процесс находится в состоянии статистической управляемости, может быть принято решение о соответствии результатов работы процесса (продукции ил и услуги) установленным требованиям. Такое применение контрольной карты наиболее эффективно, когда изменчивость процесса не велика лосравнению сустановленным допуском. При этом возможна ситуация, когда уровень процесса может временно приблизиться к границе неконтролируемого состояния, хотя продукция и услуги все еще соответствуют установленным требованиям. Контрольную карту в этом случае используют для обеспечения приемлемого статуса процесса, несмотря на изменения уровня процесса.
5 Сбор данных
5.1 Общие положения
Самым важным элементом сбора данных является выбор контролируемых характеристик. Способ сбора данных имеет фундаментальное значение при использовании контрольной карты для эффективного распознавания случайных и особых причин. Особое внимание следует уделять формированию выборок или подгрупп, определению того, какими должны быть их объемы и частота отбора.
5.2 Отбор подгрупп
Подгруппы —это выборки единиц продукции, изготовленных контролируемым процессом, отобранные установленным способом. В качестве контролируемой характеристики процесса используют. например, число несоответствующих единиц продукции, среднее арифметическое или размах значений исследуемой характеристики продукции, их вычисляют и отображают на контрольной карте.
Рациональные выборки или подгруппы следует отбирать так. чтобы каждая подгруппа была настолько однородна, насколько позволяет процесс. Предполагается, что в пределах рациональной подгруппы изменения могут быть вызваны только случайными причинами.
Основанием для формирования подгрупп может быть время, поскольку такой подход позволяет обнаружить особые причины, появление которых требует некоторого времени. Однако другие основания. такие, как необходимость изучения изменчивости от оператора к оператору, от машины к машине или от поставщика к поставщику, могут потребовать формирования подгрупп, основанных на группировке по операторам, машинам или поставщикам.
5.3 Объем подгруппы
Объем подгруппы должен быть выбран так. чтобы обеспечивать возможность обнаружения небольших изменений процесса, больший объем подгруппы требует больше затрат, но обеспечивает более точную оценку процесса и. следовательно, более эффективный контроль. Однако, при слишком большом объеме выборки, особые причины могут воздействовать на процесс в период отбора выборки, вызывая увеличение изменчивости внутри выборки.
При контроле по альтернативному признаку, объем подгрупп должен быть существенно больше, чем объем подгрупп для контроля по количественному признаку, так как данные контроля по альтернативному признаку содержат намного меньше информации, чем данные контроля по количественному признаку.
8 некоторых случаях формирование выборки нерационально, и целесообразно получать инфор-мациюо процессе поотдельным единицам продукции. Это относится к ситуации, когда контроль является разрушающим или отбор подгруппы требует больших затрат.
5.4 Частота отбора подгрупп
Частота отбора подгрупп зависит от изменений процесса, которые необходимо своевременно обнаружить, а также от затрат на отбор подгрупп. Чем меньше изменения, которые необходимо обнаружить. тем большее количество подгрупп должно быть отобрано. Периодичность отбора подгрупп следует назначать так. чтобы она не совпадала с периодом изменения процесса (например, отбор подгруппы елериод резкого изменения условий окружающей среды, вкоторыхфункционирует процесс).
6 Карты контроля по количественному и альтернативному признакам
Контрольные карты могут быть применены как для количественных, таки для альтернативных данных. Количественные данные получают в результате проведения измерений. Альтернативные данные получают в результате обнаружения наличия (или отсутствия) определенного признака или атрибута
з
ПНСТ 142—2016
для рассматриваемой единицы выборки и подсчета числа единиц, имеющих (или не имеющих) данный признак, или числа таких признаков, имеющихся в единице.
В большинстве случаев, карты контроля по количественному признаку применяют в случае, когда результаты наблюдений являются статистически независимыми и могутбыть описаны нормальным рас* пределением. В результате используют два вида контрольных карт — карты контроля среднего и карты контроля изменчивости процесса. На карте первого вида в качестве меры положения используют выборочное среднее, медиану или единственную измеряемую характеристику (если выборка содержит толь* ко одну единицу продукции). На карте второго вида в качестве меры разброса или изменчивости процесса используют выборочное стандартное отклонение, выборочный размах или абсолютную разность двух последовательных наблюдений, если выборка содержит только одну единицу продукции в единицу времени.
При контроле по альтернативному признаку результаты наблюдений имеют биномиальное распределение или распределение Пуассона. Каждое из этих распределений имеет единственный параметр, который контролируют для оценки стабильности процесса. Поэтому в случае контроля по альтернативному признаку применяют единственную контрольную карту. Контрольные границы такой карты находят на основе объема подгруппы и определенных доли или количества несоответствующих единиц продукции.
7 Виды контрольных карт
Для достижения или поддержания стабильности процесса, могут быть использованы контрольные карты Шухарта (см. ГОСТ Р ИСО 7870*2).
Для приемки, необходимо использовать приемочные контрольные карты (см. ГОСТ Р ИСО 7870*3). Однако в соответствии с ГОСТ Р ИСО 7870*3 сначала должно быть проведено исследование с помощью контрольной карты Шухарта для валидации использования приемочной контрольной карты. Кроме того необходимо обеспечить контроль изменчивости процесса.
УДК658.562.012.7:65.012.122:006.354 ОКС03.120.30 Т59
Ключевые слова: контрольная карта, статистическое управление процессом, границы поля допуска, границы опорного интервала, показатель воспроизводимости процесса, показатель пригодности процесса
Редактор Р.Е. Ызкорюк Технический редактор ВЮ. Фотиеяа Корректор О.в. Лазарева Компьютерная верстка И.А. Напей комой
Сдано а набор 13.10.2016. Подписано в печать 31.10.2016. Формат 60 > 84^. Гарнитура Ариап. Уел. печ. л. 0.93. Уч.-изд. п. 0,74. Тираж 29 экэ. Зак. 2665.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Издано и отпечатано во ФГУП «СТАНДЛРТИНФОРМ». 123995 Москва. Гранатный пер.. 4. wwnvgosbn io.ru
{kind=link}