ГОСТ Р ИСО 22514-1-2015
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
УПРАВЛЕНИЕ ПРОЦЕССАМИ
Часть 1
Общие принципы
Statistical methods. Process management. Part 1. General principles
ОКС 03.120.30
Дата введения 2016-07-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (АО "НИЦ КД") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 125 "Применение статистических методов"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 ноября 2015 г. N 1853-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 22514-1:2014* "Статистические методы в управлении процессами. Воспроизводимость и пригодность. Часть 1. Основные принципы" (ISO 22514-1:2014 "Statistical methods in process management - Capability and performance - Part 1: General principles and concepts", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительных приложениях ДА и ДБ
5 ВЗАМЕН ГОСТ Р ИСО 22514-1-2012
6 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
В настоящем стандарте рассматриваются общие понятия воспроизводимости и пригодности процесса. Информация по данному вопросу содержится также в ИСО 22514-2, ИСО 22514-3 и ISO/TR 22514-4. Эти документы дополняют стандарт в части использования установленных настоящим стандартом методов и процедур.
Процесс может быть дискретным или непрерывным. Дискретный процесс - это процесс последовательного изготовления различных единиц продукции (объектов), непрерывный процесс - это процесс изготовления непрерывной продукции (например, рулон бумаги).
Целью процесса является изготовление продукции или выполнение услуги, которые должны удовлетворять установленным требованиям. Требования к процессу установлены в виде требований к одной или нескольким характеристикам продукции или услуги. Однако при анализе воспроизводимости или пригодности процесса рассматривают только одну характеристику. Характеристика может быть количественной, качественной или быть свойством продукции. Дискретный процесс может быть описан с помощью:
- действительных чисел;
- натуральных чисел;
- признаков, указывающих, какое событие из ряда событий произошло для конкретных объектов.
Например, набором событий для конкретных объектов могут быть приемлемая или неприемлемая окраска.
Обычно дискретный стохастический процесс обозначают {}, где
- выход
-го элемента процесса. В случае, когда характеристика является свойством,
- значение, присвоенное каждому свойству из набора, используемое для характеристики процесса. Для дискретного процесса индекс
обычно обозначает номер единицы продукции в последовательности изготовленных единиц продукции. Однако иногда в качестве индекса удобно использовать время от заданного момента времени до окончания изготовления объекта. Если процесс является непрерывным, существуют различные возможности для назначения индекса в зависимости от особенностей продукции. Если продукцией, например, является рулон бумаги, в качестве индекса может быть выбрана длина ленты бумаги от фиксированной точки или время изготовления от заданного момента времени.
Необходимо заметить, что обычно существует корреляция между последовательными значениями характеристики стохастического процесса.
Стохастический (случайный) процесс может быть стационарным или нестационарным.
Строгое определение стационарного случайного процесса в стандарте не приведено. Важным свойством стационарного процесса является то, что для существует распределение, которое не зависит от
.
Процесс, удовлетворяющий установленным требованиям, должен быть стационарным или четко определенным нестационарным процессом (например, периодическим процессом).
При оценке процесса необходимо выполнить исследование его пригодности. Исследование пригодности должно начинаться с теоретического исследования всех элементов процесса до его внедрения. Если параметры на различных этапах процесса проанализированы и переопределены, процесс может быть внедрен (может быть только для испытаний).
Численное исследование работы процесса основано на отборе и обработке выборки. При исследовании процесса на вопросы о процессе необходимо иметь достоверные ответы. Самым важным вопросом является вопрос о стационарности процесса, его устойчивости или предсказуемости в течение заданного времени. Для процесса важно идентифицировать распределение контролируемых характеристик процесса и получить оценки параметров этого распределения с достаточно малой дисперсией. На основе этой информации на следующем этапе исследования пригодности процесса следует установить свойства исследуемых характеристик и решить, являются ли они приемлемыми. Если свойства являются неприемлемыми, параметры процесса необходимо изменить для получения процесса с приемлемыми свойствами.
Рассмотрим полностью определенный и функционирующий процесс, который принят после исследования его пригодности. На следующем этапе исследования процесса необходимо обеспечить, чтобы параметры процесса и, таким образом, сам стохастический процесс не изменялись или изменялись предсказуемым образом. Это выполняется с помощью исследования воспроизводимости процесса.
Исследования индексов пригодности и воспроизводимости процесса сегодня все чаще используют для оценки производственного оборудования процесса и измерительного оборудования в соответствии с установленными критериями. В зависимости от обстоятельств используют различные виды исследований.
1 Область применения
В настоящем стандарте установлены основные принципы анализа воспроизводимости и пригодности производственных процессов. Такой анализ позволяет составить представление о состоянии процесса при необходимости анализа его воспроизводимости или при определении соответствия продукции производственного процесса или оборудования установленным требованиям. Такая ситуация является очень распространенной при контроле качества, когда целью исследования является некоторая часть представленной на приемку продукции. Такие исследования также могут быть использованы, когда необходимо решение относительно готовой продукции или при решении других задач. Приведенные в стандарте методы универсальны и применимы во многих ситуациях.
Настоящий стандарт применим:
- организациями при проверке соответствия выпускаемой продукции установленным требованиям;
- организациями при проверке продукции поставщиков на соответствие установленным требованиям;
- внутренними и внешними по отношению к организации сторонами, занимающимися проведением аудита, для проверки соответствия продукции установленным требованиям;
- подразделениями организации, занимающимися анализом и оценкой существующей производственной ситуации для идентификации направлений улучшения производственного процесса.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 1101, Geometrical product specifications (GPS) - Geometrical tolerancing - Tolerances of form, orientation, location and runout [Геометрические характеристики изделий (GPS). Установление геометрических допусков. Допуски формы, ориентации, месторасположения и биения]
ISO 22514-7, Statistical methods in process management - Capability and performance - Part 7: Capability of measurement processes (Статистические методы. Управление процессами. Часть 7. Воспроизводимость процессов измерения)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями.
3.1 Основные термины
3.1.1 требование (requirement): Потребность или ожидание, которое установлено, обычно предполагается или является обязательным.
[ИСО 9000:2005, 3.1.2]
3.1.2 процесс (process): Совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующая входы в выходы.
Примечание 1 - Входами процесса часто являются выходы других процессов.
Примечание 2 - Процессы в организации, как правило, планируются и выполняются в управляемых условиях с целью добавления ценности.
[Адаптированное определение по ИСО 3534-2:2006, 2.1.1].
3.1.3 система (system): Совокупность взаимосвязанных и взаимодействующих элементов.
[ИСО 9000:2005, 3.2.1]
3.1.4 продукция (product): Результат процесса.
Примечание 1 - Существует четыре общие категории продукции:
- услуги (например, перевозки);
- программные средства (например, компьютерная программа, словарь);
- технические средства (например, узел двигателя);
- перерабатываемые материалы (например, смазка).
Многие виды продукции содержат элементы, относящиеся к различным общим категориям продукции. Отнесение продукции к услугам, программным, техническим средствам или перерабатываемым материалам зависит от доминирующего элемента.
[ИСО 3534-2:2006, 1.2.32]
3.1.5 характеристика (characteristic): Отличительный признак (объекта).
[Адаптированное определение по ИСО 9000:2005, 3.5.1]
Примечание 1 - Определение объекта (единицы продукции) приведено в ИСО 3534-2:2006, определение 1.2.11.
3.1.6 качество (quality): Степень соответствия совокупности характеристик (3.1.5), присущих продукции (3.1.4), требованиям (3.1.1) потребителей и других заинтересованных сторон.
Примечание 1 - В ИСО 9000:2005 (3.1.1) определение термина "качество" не связано с тем, кто устанавливает требования.
3.1.7 характеристика продукции (product characteristic): Характеристика (3.1.5), присущая продукции (3.1.4).
Примечание 1 - Характеристика продукции может быть количественной или качественной.
Примечание 2 - Характеристика продукции может быть многомерной.
3.1.8 характеристика процесса (process characteristic): Характеристика (3.1.5), присущая процессу (3.1.2).
Примечание 1 - Характеристика процесса может быть количественной или качественной.
Примечание 2 - Характеристика процесса может быть многомерной.
3.1.9 характеристика качества (quality characteristic): Присущая продукции (3.1.4), процессу (3.1.2) или системе (3.1.3) характеристика (3.1.5), относящаяся к требованию.
Примечание 1 - Характеристика качества может быть количественной или качественной.
Примечание 2 - Характеристика качества может быть многомерной.
Примечание 3 - Часто существует сильная корреляция между характеристикой продукции и характеристикой процесса, реализуемой процессом. В принципе требования к характеристикам качества процесса и продукции различны. Каждое из этих требований есть часть требований к качеству процесса и требований к качеству продукции соответственно.
3.1.10 спецификация (specification): Документ, устанавливающий требования (3.1.1).
Примечание - Спецификации могут относиться к деятельности (например, процедурный документ, спецификация на процесс или спецификация на испытание) или продукции (например, технические условия на продукцию, эксплуатационная документация и чертежи).
[ИСО 9000:2005, определение 3.7.3]
3.1.11 граница поля допуска (specification limit): Предельное значение, установленное для характеристики (3.1.5).
[ИСО 3534-2:2006, 3.1.3]
Примечание 1 - Иногда границы поля допуска называют "пределами допуска".
3.1.12 верхняя граница поля допуска, U (upper specification limit, U): Граница поля допуска (3.1.11), определяющая верхнюю границу допустимых значений характеристики, для которых характеристика качества все еще соответствует требованиям.
Примечание 1 - Предпочтительное обозначение для верхней границы поля допуска - U.
[Адаптированное определение по ИСО 3534-2:2006, 3.1.4]
3.1.13 нижняя граница поля допуска, L (lower specification limit, L): Граница поля допуска (3.1.11), определяющая нижнюю границу допустимых значений характеристики в соответствии с требованиями.
Примечание 1 - Предпочтительное обозначение для нижней границы поля допуска - L.
[Адаптированное определение по ИСО 3534-2:2006, 3.1.5]
3.1.14 интервал требований, поле допуска, зона допуска (specification interval, tolerance interval, tolerance zone): Интервал между верхней и нижней границами поля допуска (3.1.11).
Примечание - Поле допуска отличается от статистического толерантного интервала, имеющего случайные границы.
3.1.15 целевое значение, T (target value, T): Предпочтительное или опорное значение характеристики (3.1.5), установленное в спецификации (3.1.10).
[ИСО 3534-2:2006, 3.1.2]
3.1.16 номинальное значение (nominal value): Значение характеристики (3.1.5), установленное в спецификации.
Примечание 1 - В соответствии с ИСО 3534-2:2006 термины "номинальное значение" и "целевое значение" являются синонимами, однако термин "целевое значение" является предпочтительным. Необходимо различать опорные значения, установленные в спецификации, и предпочтительные значения, используемые в производстве.
3.1.17 действительное значение (actual value): Фактическое количественное значение характеристики (3.1.5).
3.1.18 изменчивость (variation): Свойство характеристики (3.1.5) принимать различные значения.
Примечание - Изменчивость характеризуют дисперсией или среднеквадратическим отклонением.
[ИСО 3534-2:2006, 2.2.1]
3.1.19 случайная причина, общая причина, вероятная причина (изменчивости процесса) (random cause, common cause, chance cause): Источник изменчивости (3.1.18), присущий процессу (3.1.2) в течение продолжительного времени.
Примечание 1 - Если изменчивость процесса является следствием случайной причины, то изменения наблюдаемой характеристики процесса находятся в пределах статистически установленных границ.
Примечание 2 - Сокращение количества случайных причин приводит к улучшению процесса. Однако то, в какой степени надо проводить идентификацию, сокращение количества причин и их устранение зависит от анализа соотношения "затраты - преимущества" с технической и экономической точек зрения.
[ИСО 3534-2: 2006, 2.2.5]
3.1.20 контролируемая характеристика продукции (product characteristic in control): Характеристика продукции (3.1.7), параметры распределения значений которой фактически не изменяются или изменяются только известным способом или в известных границах.
3.1.21 стабильный процесс, процесс в состоянии статистической управляемости (stable process, process in a state of statistical control): Процесс (3.1.2) с постоянным средним, изменчивость которого вызвана только случайными причинами (3.1.19).
Примечание 1 - Продукция стабильного качества является продукцией, изготовленной стабильным процессом.
Примечание 2 - Выборки из стабильного процесса в любой момент времени представляют собой простые случайные выборки из одной и той же совокупности.
Примечание 3 - Стабильность процесса не означает, что случайная изменчивость больше, меньше или соответствует требованиям, а лишь означает, что изменчивость может быть спрогнозирована с помощью статистических методов.
[Адаптированное определение по ИСО 3534-2: 2006, 2.2.7]
3.1.22 распределение характеристики продукции (distribution of a product characteristic): Описание вероятностных свойств характеристики продукции (3.1.7).
Примечание 1 - Распределение содержит численную информацию о характеристике продукции, за исключением порядка, в котором были изготовлены единицы продукции.
Примечание 2 - Распределение характеристики продукции существует независимо от того, определены или нет значения характеристики продукции, и зависят от технических условий, таких как качество входных партий, особенности оборудования, операторов и т.д.
Примечание 3 - Если необходима информация о распределении характеристики продукции, должны быть собраны соответствующие данные. Наблюдаемое распределение зависит также от технических условий (см. примечание 2) и следующих условий, касающихся сбора данных:
- метода измерений;
- интервала времени, через который отбирают выборки;
- частоты отбора выборки.
Технические условия (см. примечание 2) и условия отбора данных всегда должны быть установлены.
Примечание 4 - Распределение характеристики продукции может быть представлено одним из способов представления распределения и данных о распределении. В качестве представления данных о распределении часто используют гистограмму. Функцию плотности распределения часто используют для описания модели распределения характеристики продукции.
Примечание 5 - В последующих разделах настоящего стандарта распределение характеристики продукции рассмотрено в различных, но четко определенных условиях, таких как условия пригодности и воспроизводимости процесса, где условия пригодности процесса являются наименее ограничительными.
3.1.23 вид распределения (class of distributions): Семейство распределений (3.1.22), имеющих общие параметры, полностью определяющие данное семейство распределений.
Пример 1 - Нормальное распределение с неизвестными параметрами - средним и стандартным отклонением. Обычно распределение, относящееся к семейству нормальных распределений, называют просто нормальным.
Пример 2 - Трехпараметрическое распределение Вейбулла с параметрами положения, формы и масштаба.
Пример 3 - Унимодальные непрерывные распределения.
Примечание 1 - Вид распределения часто полностью определяется значениями параметров распределения.
[Адаптированное определение по ИСО 3534-2: 2006, 2.5.2.]
3.1.24 модель распределения характеристики продукции (distribution model of the product characteristic): Установленное распределение (3.1.22) или установленный вид распределения (3.1.23).
Пример 1 - Моделью распределения такой характеристики продукции, как диаметр болта, может быть нормальное распределение со средним 15 мм и среднеквадратическим отклонением 0,05 мм. В данном случае модель четко устанавливает распределение характеристики.
Пример 2 - Моделью распределения диаметра болта (см. пример 1) может быть нормальное распределение без указания конкретных параметров распределения. В этом случае моделью является вся совокупность нормальных распределений.
[ИСО 3534-2:2006, определение 2.5.3]
3.1.25 границы опорного интервала характеристики продукции, ![]() ,
, ![]() (reference limits of the product characteristic,
(reference limits of the product characteristic, ![]() ,
, ![]() ): Квантили распределения характеристики (3.1.22) продукции уровней значимости 0,135% и 99,865% соответственно.
): Квантили распределения характеристики (3.1.22) продукции уровней значимости 0,135% и 99,865% соответственно.
Пример - Если характеристика продукции подчиняется нормальному распределению со средним и стандартным отклонением
, при использовании обычных квантилей уровней 0,135% и 99,865% границами опорного интервала являются
±3
.
Примечание 1 - Должны быть установлены условия, соответствующие распределению характеристики продукции (см. 3.1.22, примечания 2 и 3).
Примечание 2 - Обычно используют квантили уровней 0,135% и 99,865%.
3.1.26 опорный интервал характеристики продукции (reference interval of a product characteristic): Интервал, границами которого являются квантили распределения ![]() и
и ![]() уровней значимости 99,865% и 0,135% соответственно.
уровней значимости 99,865% и 0,135% соответственно.
Пример 1 - Для нормального распределения со средним и стандартным отклонением
опорный интервал, соответствующий квантилям уровня 0,135% и 99,865%, имеет границы
±3
и длину 6
.
Пример 2 - Для другого (ненормального) распределения границы опорного интервала могут быть определены с помощью вероятностной бумаги (например, логнормальной), выборочных оценок коэффициентов эксцесса и асимметрии или с помощью методов, установленных в ISO/TR 22514-4.
Примечание 1 - Опорный интервал представляют в виде (![]() ,
, ![]() ), длина интервала равна разности квантилей (
), длина интервала равна разности квантилей (![]() ).
).
Примечание 2 - Термин "опорный интервал" используют только (как арбитражный) при определении индекса пригодности процесса (см. 3.2.3, примечания 1, 2 и 3) и индекса воспроизводимости процесса (см. 3.3.6, примечания 1, 2 и 3). Опорный интервал иногда ошибочно называют "естественным интервалом" характеристики продукции.
Примечание 3 - Для нормального распределения длина опорного интервала равна шести среднеквадратическим отклонениям (6) или (6S), если оценку
определяют по выборке.
Примечание 4 - Для других распределений длину опорного интервала можно оценить с помощью соответствующего программного обеспечения, вероятностной бумаги (например, логнормальной) или на основе выборочных оценок коэффициентов эксцесса и асимметрии, используя методы, описанные в ISO/TR 22514-4.
Примечание 5 - Квантиль (или фрактиль) указывает точку деления функции распределения в долях, а процентиль - в процентах.
[Адаптированное определение по ИСО 3534-2:2006, определение 2.5.7]
3.1.27 верхняя доля несоответствующих единиц по характеристике продукции, (upper fraction nonconforming of the product characteristic,
): Доля распределения значений характеристики (3.1.22), превышающих верхнюю границу поля допуска U (3.1.12).
Пример - Для нормального распределения со средним и стандартным отклонением
![]() ,
,
где - функция нормированного нормального распределения.
[Адаптированное определение по ИСО 3534-2:2006, 2.5.4]
3.1.28 нижняя доля несоответствующих единиц по характеристике продукции, (lower fraction nonconforming of the product characteristic,
): Доля распределения значений характеристики продукции (3.1.22), не превосходящих нижней границы поля допуска L (3.1.13).
Пример - Для нормального распределения со средним и стандартным отклонением
![]() ,
,
где - функция нормированного нормального распределения.
[Адаптированное определение по ИСО 3534-2:2006, 2.5.5]
3.1.29 доля несоответствующих единиц по характеристике продукции, (fraction nonconforming of the product characteristic,
): Сумма верхней (3.1.27) и нижней (3.1.28) долей несоответствующих единиц по характеристике продукции
![]() .
.
Пример - Для нормального распределения со средним и стандартным отклонением
![]() ,
,
где - функция нормированного нормального распределения.
[Адаптированное определение по ИСО 3534-2:2006, 2.5.6]
3.2 Пригодность процесса, параметры и индексы
Примечание - Понятия воспроизводимости и пригодности процессов всегда вызывали дискуссии. Основная тема дискуссий состояла в том, чтобы с философской точки зрения отделить то, что в настоящем стандарте названо условиями воспроизводимости и условиями пригодности. Основным признаком отличия является наличие состояния статистической управляемости процесса (воспроизводимость) или его отсутствие (пригодность). Это соответствует двум наборам индексов. Необходимо четко различать эти понятия, так как часто неправильное определение индексов вводит в заблуждение относительно возможностей организации и ее процессов.
3.2.1 условия пригодности (процесса) (performance conditions): Внешние условия, при которых проведена оценка параметров процесса.
Примечание 1 - Внешние условия должны быть тщательно установлены. Они включают:
- технические условия (качество исходных материалов, оборудования, инструментов и т.п., а также индивидуальные особенности операторов);
- процессы измерений (разрешающая способность приборов, условия правильности, повторяемости, воспроизводимости и т.п.);
- способы отбора данных (периодичность, частота).
Примечание 2 - Условия пригодности являются минимально допустимыми.
Примечание 3 - В рассматриваемый период времени процесс не находится в состоянии статистической управляемости.
3.2.2 параметр пригодности процесса (performance measure): Статистический показатель, определяемый на основе выходной характеристики (3.1.5) процесса, используемый для описания процесса, пребывание которого в состоянии статистической управляемости (3.1.21) не подтверждено.
Пример 1 - Дисперсия (ИСО 3534-1:2006, 2.36) распределения характеристики (3.1.22) продукции в условиях пригодности процесса (3.2.1).
Пример 2 - Математическое ожидание (ИСО 3534-1:2006, 2.35) распределения характеристики продукции в условиях пригодности процесса.
Пример 3 - Опорный интервал (3.1.26) распределения характеристики продукции в условиях пригодности.
Примечание 1 - Выходная характеристика процесса - случайная величина, для которой необходимо определить вид распределения (3.1.23) и оценить его параметры.
Примечание 2 - При использовании параметра пригодности процесса необходимо учитывать, что он может быть подвержен изменчивости, вызванной специальными причинами, диапазон которых, как правило, неизвестен.
Примечание 3 - Параметр пригодности процесса используют для описания одного или нескольких свойств распределения характеристики продукции в условиях пригодности.
3.2.3 индекс пригодности, ,
(performance index,
,
): Величина, характеризующая меру пригодности процесса (3.2.2) относительно установленного поля допуска.
Примечание 1 - Обычно индекс пригодности процесса выражают в виде длины интервала требований (поля допуска) (3.1.14), деленной на длину опорного интервала характеристики продукции (3.1.26)
![]() .
.
Примечание 2 - Для нормального распределения длина опорного интервала равна 6, где
позволяет учесть изменчивость, вызванную случайными (общими) причинами, а также всеми специальными причинами, которые могут присутствовать. Оценка
использована вместо
, поскольку истинное стандартное отклонение, как правило, неизвестно.
Примечание 3 - Для других распределений длину опорного интервала можно оценить, используя, например, метод, установленный в ISO/TR 22514-4.
Примечание 4 - Индекс пригодности машины рассчитывают по формуле из примечания 1, так же как и индекс пригодности процесса
.
[Адаптированное определение по ИСО 3534-2:2006, определение 2.6.2]
3.2.4 верхний индекс пригодности процесса, ,
(upper performance index,
,
): Индекс пригодности процесса (3.2.2) относительно верхней границы поля допуска U (3.1.12).
Примечание 1 - Верхний индекс пригодности процесса () выражают в виде разности верхней границы поля допуска и 50%-ной квантили распределения
, деленной на разность верхней границы опорного интервала характеристики продукции (3.1.26) и 50%-ной квантили распределения
(3.1.25)
![]() .
.
Примечание 2 - Иногда верхний индекс пригодности процесса определяют в виде
![]() ,
,
где - параметр положения, такой как математическое ожидание (среднее) или медиана распределения;
- оценка стандартного отклонения распределения по выборке объема n.
Примечание 3 - Иногда, в особенности если характеристика продукции является качественной, верхний индекс пригодности процесса определяют в виде
![]() ,
,
где - верхняя доля несоответствующих единиц продукции по характеристике продукции (3.1.27) в условиях пригодности (3.2.1);
- квантиль нормированного нормального распределения уровня (
![]() ).
).
Примечание 4 - Верхний индекс пригодности машины рассчитывают по формуле примечания 1, также как и верхний индекс пригодности процесса
.
[Адаптированное определение по ИСО 3534-2:2006, 2.6.4]
3.2.5 нижний индекс пригодности процесса, ,
,
(lower performance index,
,
,
): Индекс пригодности процесса (3.2.2) относительно нижней границы поля допуска L (3.1.13).
Примечание 1 - Обычно нижний индекс пригодности процесса () выражают в виде разности 50%-ной квантили распределения
и нижней границы поля допуска, деленной на разность 50%-ной квантили распределения
и нижней границы опорного интервала характеристики продукции (3.1.25)
![]() .
.
Примечание 2 - Иногда нижний индекс пригодности процесса определяют в виде
![]() ,
,
где - параметр положения, такой как математическое ожидание (среднее) или медиана распределения;
- оценка стандартного отклонения распределения по выборке объема n, только для нормального распределения этот последний индекс равен
.
Примечание 3 - Если характеристика продукции является качественной, нижний индекс пригодности процесса определяют в виде
![]() ,
,
где - нижняя доля несоответствий по характеристике продукции (3.1.28) в условиях пригодности процесса (3.2.1);
- квантиль нормированного нормального распределения уровня (
).
Примечание 4 - В ISO/TR 22514-4 для обозначения квантилей нормированного нормального распределения уровня использовано обозначение
.
Примечание 5 - Индекс пригодности машины , так же как
(индекс пригодности процесса), рассчитывают по формуле примечания 2.
[Адаптированное определение по ИСО 3534-2:2006, 2.6.3]
3.2.6 меньший индекс пригодности процесса, ,
(minimum performance index,
,
):
![]() ,
,
где и
- нижний (3.2.5) и верхний (3.2.4) индексы пригодности процесса соответственно.
Примечание 1 - Этот индекс иногда называют "критическим".
Примечание 2 - Иногда в спецификации указана только одна граница, например максимальное (или минимальное) значение. В этом случае можно вычислить верхний индекс только на основе верхнего (или нижнего) индекса пригодности процесса.
Примечание 3 - Возможна ситуация, когда границы поля допуска заданы, а целевое значение отличается от середины интервала, заданного в спецификации, и целевое значение является предпочтительным (или лучшим) значением. В этом случае можно вычислить только верхний и нижний, но не меньший индексы пригодности процесса. Для верхних и нижних индексов могут быть установлены различные требования.
[Адаптированное определение по ИСО 3534-2:2006, 2.6.5]
3.2.7 параметр положения пригодности (процесса) (position performance): Статистическая оценка параметра положения двумерного распределения характеристики продукции (3.1.7), определенная в установленных условиях пригодности (3.2.1).
Примечание 1 - Для процесса не должно быть подтверждено состояние статистической управляемости относительно рассматриваемой характеристики.
Примечание 2 - Параметр положения пригодности процесса используют в случаях, когда в спецификации указан позиционный допуск в соответствии с ИСО 1101. Этот метод, например, применяют при назначении допуска для положения оси отверстия.
3.3 Воспроизводимость процесса, параметры и индексы
3.3.1 условия воспроизводимости (процесса) (capability conditions): Внешние условия, при которых проводилась оценка процесса.
Примечание 1 - Внешние условия должны быть точно установлены. Они включают:
- методы, применяемые для демонстрации того, что процесс является управляемым;
- технические условия (качество исходных материалов, оборудование, инструменты и т.п., а также индивидуальные особенности операторов);
- процессы измерений (разрешающая способность приборов, условия правильности, повторяемости, воспроизводимости, и т.п.);
- способы отбора данных (периодичность, частота).
Примечание 2 - Условия воспроизводимости процесса являются более ограничительными, чем условия пригодности.
Примечание 3 - Процесс должен быть документирован для обеспечения его управляемости.
3.3.2 воспроизводимость процесса (capability): Способность процесса (организации, системы) производить продукцию, удовлетворяющую установленным требованиям.
[ИСО 9000:2005, 3.1.5]
3.3.3 оценка воспроизводимости процесса (process capability estimate): Статистическая оценка выходной характеристики (3.1.5) процесса (3.1.2), для которого подтверждено состояние статистической управляемости (стабильности) (3.1.21), характеризующая возможности процесса по изготовлению продукции, характеристика которой удовлетворяет установленным требованиям.
Примечание - В результате действий по определению оценки воспроизводимости процесса определяют распределение (3.1.22), вид которого (3.1.23) необходимо определить, а параметры оценить.
3.3.4 распределение в условиях воспроизводимости процесса (capability distribution): Распределение характеристики (3.1.22) продукции в условиях воспроизводимости (3.3.1).
3.3.5 параметр воспроизводимости процесса (capability measure): Величина, характеризующая одно или несколько свойств распределения характеристики продукции (3.1.22) в условиях воспроизводимости (3.3.1).
Пример 1 - Дисперсия (ИСО 3534-1:2006, 2.36) распределения характеристики продукции в условиях воспроизводимости процесса.
Пример 2 - Среднее (ИСО 3534-1:2006, 2.35) распределения характеристики продукции в условиях воспроизводимости процесса.
Пример 3 - Опорный интервал (3.1.26) распределения характеристики продукции в условиях воспроизводимости процесса.
3.3.6 индекс воспроизводимости процесса, (process capability index,
): Индекс, характеризующий воспроизводимость процесса (3.3.2) относительно установленного поля допуска.
Примечание 1 - Часто индекс воспроизводимости процесса выражают в виде длины интервала требований (3.1.14), деленной на длину опорного интервала (3.1.26) для процесса в состоянии статистической управляемости (3.1.21)
![]() .
.
Примечание 2 - Для нормального распределения длина опорного интервала равна 6.
Примечание 3 - Для других распределений длину опорного интервала можно оценить, используя метод, описанный в ISO/TR 22514-4.
Примечание 4 - Для данного индекса часто используют термин "индекс потенциальной воспроизводимости процесса".
[Адаптированное определение по ИСО 3534-2:2006, 2.7.2]
3.3.7 верхний индекс воспроизводимости процесса, (upper process capability index,
): Индекс, характеризующий воспроизводимость процесса (3.3.3) относительно верхней границы поля допуска (3.1.12).
Примечание 1 - Обычно верхний индекс воспроизводимости процесса выражают в виде разности верхней границы поля допуска и 50%-ной квантили распределения , деленной на длину верхнего опорного интервала процесса в состоянии статистической управляемости (3.1.21)
![]() .
.
Примечание 2 - Для нормального распределения длина верхнего опорного интервала равна 3, а
представляет собой среднее и медиану
![]() .
.
Примечание 3 - Для других распределений длину верхнего опорного интервала можно оценить, используя метод, установленный в ISO/TR 22514-4, представляет собой медиану.
Примечание 4 - Иногда, если характеристика продукции является качественной, верхний индекс воспроизводимости процесса определяют по формуле
![]() ,
,
где - верхняя доля несоответствий по характеристике продукции (3.1.27) в условиях воспроизводимости (3.3.1);
- квантиль нормированного нормального распределения уровня (
).
[Адаптированное определение по ИСО 3534-2:2006, 2.7.4]
3.3.8 нижний индекс воспроизводимости процесса, (lower process capability index,
): Индекс, характеризующий воспроизводимость процесса (3.3.3) относительно нижней границы поля допуска (3.1.13).
Примечание 1 - Часто нижний индекс воспроизводимости процесса выражают в виде разности 50%-ной квантили распределения и нижней границы поля допуска
, деленной на длину нижнего опорного интервала процесса в состоянии статистической управляемости (3.1.21)
![]() .
.
Примечание 2 - Для нормального распределения длина нижнего опорного интервала равна 3,
представляет собой среднее и медиану
![]() .
.
Примечание 3 - Для других распределений нижний опорный интервал можно оценить, используя метод, установленный в ISO/TR 22514-4, представляет собой медиану.
Примечание 4 - Иногда, если характеристика продукции является качественной, нижний индекс воспроизводимости процесса определяют по формуле
![]() ,
,
где - нижняя доля несоответствующих единиц по характеристике продукции (3.1.28) в условиях воспроизводимости процесса (3.3.1);
- квантиль нормированного нормального распределения уровня (
).
[Адаптированное определение по ISO 3534-2:2006, 2.7.3]
3.3.9 меньший индекс воспроизводимости процесса, (minimum process capability index,
): Меньший из верхнего (3.3.7) и нижнего индексов воспроизводимости процесса (3.3.8)
![]() .
.
[ИСО 3534-2:2006, 2.7.5].
Примечание 1 - Иногда в спецификации указана единственная граница, например максимальное (или минимальное) значение. В этом случае можно вычислить индекс только на основе верхнего (или нижнего) индекса воспроизводимости.
Примечание 2 - В случае, когда границы поля допуска заданы, целевое значение отличается от середины интервала, заданного в спецификации, и целевое значение является предпочтительным (или лучшим) значением, можно вычислить только верхний и нижний, но не меньший индекс воспроизводимости процесса. Для верхних и нижних индексов могут быть установлены различные требования.
3.3.10 статистика воспроизводимости (процесса), QCS (quality capability statistic, QCS): Статистика, позволяющая количественно охарактеризовать воспроизводимость процесса (3.3.2) по характеристике качества (3.1.9).
Примечание 1 - Статистика воспроизводимости процесса обычно является функцией дисперсии или дисперсии и параметра положения.
Примечание 2 - Статистика воспроизводимости качества может быть использована в качестве наблюдаемой, требуемой или реализуемой и т.д.
4 Обозначения
В настоящем стандарте применены следующие обозначения.
- индекс воспроизводимости процесса измерений; | |
- индекс воспроизводимости измерительной системы; | |
| - индексы воспроизводимости; |
| - индексы пригодности машины; |
| - индексы воспроизводимости процесса; |
| - индексы пригодности процесса; |
- целевой индекс воспроизводимости процесса; | |
L | - нижняя граница поля допуска; |
- стандартное отклонение генеральной совокупности исследуемой характеристики; | |
- оценка стандартного отклонения по наблюдениям исследуемой характеристики; | |
U | - верхняя граница поля допуска; |
- математическое ожидание генеральной совокупности исследуемой характеристики; | |
| - квантиль распределения уровня 99,865%; |
| - квантиль распределения уровня 50%; |
| - квантиль распределения уровня 0,135%; |
- квантиль стандартного нормального распределения уровня (1- | |
- функция распределения стандартного нормального распределения. |
5 Предварительные условия применения
5.1 Аспекты установления требований
Как правило, продукция может быть описана одной или несколькими характеристиками качества. При проектировании продукции разрабатывают требования к продукции в виде требований к характеристикам, часто называемых требованиями потребителя. Эти требования к продукции должны быть полными, что выполняется только в случае, когда все предназначенные функции продукции описаны однозначно. В большинстве случаев, однако, требования не являются полными, поскольку некоторые свойства продукции описаны недостаточно четко. Это приводит к дополнительной неопределенности оценок пригодности или воспроизводимости процессов.
5.2 Распределение и объем выборки
Индексы воспроизводимости и пригодности описывают свойства хвостов распределений характеристик продукции. Различным семействам распределений соответствуют различные свойства, и поэтому оценки индексов сильно зависят от выбранного распределения. Таким образом, распределение должно быть выбрано правильно.
На первом этапе следует определить объем выборки и частоту ее отбора, которые необходимы для анализа процесса.
Общий объем выборки, на которой основаны вычисления, следует выбирать в зависимости от желаемого уровня доверия, точности и типа исследуемого процесса, выбранный объем должен обеспечивать достоверность статистического анализа. Обычно общий объем данных составляет более 100 наблюдений.
В случаях, когда предполагают, что данные подчиняются не нормальному распределению, необходимо существенно увеличить объем выборки для определения вида соответствующего распределения. Это может потребовать увеличения количества данных на 50%.
5.3 Материалы, используемые в исследованиях
Весь материал и продукция, которые будут использованы в исследованиях, должны соответствовать установленным требованиям. В зависимости от цели исследования нежелательно использовать материалы, не соответствующие установленным требованиям, так как это может привести к ошибочным выводам. В случае расчета индексов пригодности машин, приемлемость материалов не ограничивается только соответствием допускам.
Во всех исследованиях необходимо убедиться, что источниками изменчивости исследуемых объектов являются только исследуемые источники. В случае исследования воспроизводимости измерений см. 7.6.
5.4 Особые обстоятельства
Во многих случаях наблюдаемый процесс является результатом нескольких различных процессов. Типичным примером может быть изделие из пластмассы, при производстве которого используют материалы из различных резервуаров, или многопоточный процесс.
В таких случаях каждый отдельный резервуар необходимо рассматривать как самостоятельный процесс и анализировать отдельно. После анализа резервуары могут быть объединены, если заказчику необходим единый индекс воспроизводимости и объединенный процесс удовлетворяет установленным требованиям.
6 Сбор данных
6.1 Прослеживаемость данных
Для всех исследований важно, чтобы собранные данные были прослеживаемыми, а используемые значения (особенно сильно отличающиеся от других) могли быть исследованы. Это означает, что преобладающие условия во время исследования следует определить и зафиксировать. По крайней мере, последовательность собранных данных следует сохранить в виде графика. Этот график временной последовательности данных очень полезен для выявления возможных неожиданных изменений. Такие изменения следует исследовать и затем принять решение о возможности использования таких данных. При сборе данных для анализа процесса полезно ведение журнала для записи всех параметров настройки процесса и мониторинга всех событий в процессе исследований, таких как регулировки, колебания температуры или смена персонала.
6.2 Неопределенность измерений
При записи результатов измерений важно добавить некоторые указания о качестве этих результатов. Неопределенность всегда присутствует в результатах измерений исследуемых характеристик, ее следует оценить и сопоставить с требованиями спецификации и изменчивостью процесса. Это означает, что используемое измерительное оборудование должно иметь метрологические характеристики, достаточные для выполнения измерений.
Упрощенная процедура оценки неопределенности измерений - оценка воспроизводимости результатов измерений в соответствии с ИСО 22514-7.
Требования к воспроизводимости процесса измерений, установленные в ИСО 22514-7, ![]() 1,33. Если процесс измерений соответствует
1,33. Если процесс измерений соответствует менее 1,33, то такой процесс не следует использовать в его текущем состоянии, так как при этом, вполне вероятно, изменчивость процесса не выявлена. Дальнейшую информацию о неопределенности измерений см. в ИСО 22514-7.
6.3 Регистрация данных
Наблюдения следует регистрировать с указанием условий измерений, а также данных о качестве исходных материалов, используемых в оборудовании, инструментах и т.п., а также индивидуальных особенностей операторов и т.п.
6.4 Выбросы
Выбросы представляют собой подмножество наблюдений из набора данных, которые заметно отличаются от остальных данных. Часть данных может принадлежать другой совокупности или быть результатом неправильной их регистрации или большой погрешности измерений.
Существуют сомнения в том, что они принадлежат к той же генеральной совокупности, что и остальные данные. Этот вопрос необходимо исследовать. Использование выбросов может привести к ошибочным выводам о фактической изменчивости процесса.
Выбросы могут появиться, например, в случаях, когда измерение неправильно записано, инструмент ненадлежащим образом калиброван, появились условия или явления, не поддающиеся контролю, которые могли повлиять на результат измерений, или произошла ошибка при регистрации данных.
Для выявления выбросов используют анализ временных рядов, контрольные карты или статистические критерии.
7 Анализ пригодности и воспроизводимости процесса
7.1 Шесть различных типов пригодности и воспроизводимости процесса
В настоящее время определено шесть различных видов пригодности и воспроизводимости процесса:
1) пригодность машины (оборудования) (ИСО 22514-3 и ИСО 22514-8);
2) "предварительная" пригодность процесса (ИСО 22514-2 и ISO/TR 22514-4);
3) "текущая" воспроизводимость процесса (ИСО 22514-2 и ISO/TR 22514-4);
4) пригодность измерительного оборудования (ИСО 22514-7);
5) параметр положения пригодности - пригодность многомерных характеристик (ИСО 22514-6);
6) пригодность альтернативных данных.
Иногда они необходимы для вычисления индексов воспроизводимости (7.7).
Первые три типа из приведенного списка принадлежат одной группе. Главное различие между ними состоит в выборе момента времени проверки и, таким образом, базы для вычисления стандартного отклонения.
7.2 Основные исследования
Метод оценки воспроизводимости и пригодности процесса состоит из четырех этапов.
Этап 1. Данные, полученные при отборе выборки, изображают на графике в виде гистограммы (рисунок 1).
|
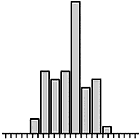
Рисунок 1 - Гистограмма
Этап 2. Выбирают соответствующую статистическую модель распределения на основе фактических данных и знания процесса (рисунок 2)
|
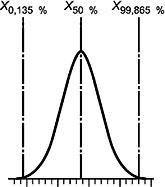
Рисунок 2 - Распределение
Этап 3. Идентифицируют границы поля допуска для выбранной характеристики (рисунок 3).
|
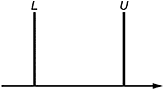
Рисунок 3 - Границы поля допуска
Этап 4. Сопоставляют интервал требований и выбранное распределение (рисунок 4 и 7.4)
|
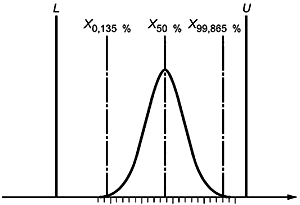
Рисунок 4 - Сопоставление в соответствии с этапом 4
Различные виды пригодности и воспроизводимости процесса показаны на рисунках 5 и 6.
|
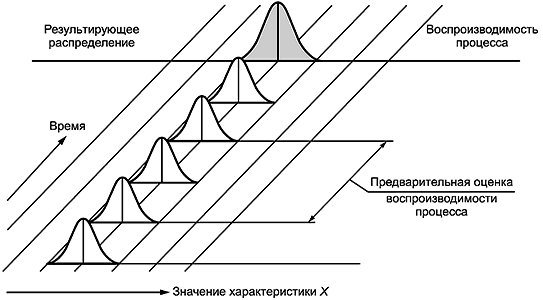
Рисунок 5 - Стабильный процесс и его воспроизводимость
|
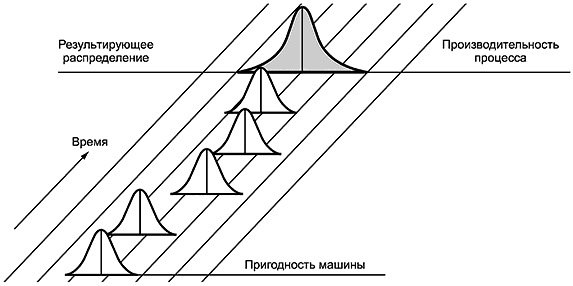
Рисунок 6 - Нестабильный процесс и его пригодность
Анализ воспроизводимости процесса (рисунок 5) может быть выполнен в разные моменты времени.
Если установлены односторонние требования, например геометрические допуски, вычисляют только минимальный из индексов пригодности/воспроизводимости.
Вычисления аналогичны случаю, когда установлены двухсторонние границы поля допуска.
7.3 Пригодность машины
Анализ пригодности производственного оборудования также называют анализом "пригодности машины". Его выполняют для получения ранней оценки пригодности процесса в виде "снимка" процесса. Анализ также может быть использован для определения модели распределения, соответствующей функционированию процесса и пригодности машины. Метод может быть использован для сопоставления и оценки способности различного оборудования, используемого в процессе, соответствовать установленным требованиям. При анализе обычно не используют контрольные карты, поскольку для этого необходим продолжительный период наблюдений. Для дальнейшей информации об анализе пригодности машин см. ИСО 22514-3, в случае многопоточных процессов (например, литье пластмассы) см. ИСО 22514-8.
7.4 Пригодность и воспроизводимость процесса
Анализ пригодности и воспроизводимости процесса аналогичны, в процессе анализа проводится проверка области естественной изменчивости процесса в заданный период времени (рисунки 5 и 6).
Пригодность и воспроизводимость процесса описывают распределение в течение продолжительного периода времени наблюдений. Они позволяют оценить возможности процесса по изготовлению продукции в соответствии с установленными требованиями или допусками.
Сначала проводят проверку нового или измененного процесса (рисунок 5). Это позволяет на ранних стадиях получить информацию о качестве функционирования процесса. На этой проверке данные выборки должны быть нанесены на контрольную карту, используемую до получения результата.
Это начальное исследование может в некоторых случаях заменить анализ пригодности машин. По сравнению с этим анализом начальная проверка процесса также имеет то преимущество, что она позволяет определить стабильность процесса в долгосрочной перспективе.
Если собранные данные являются результатами измерения (для продукции или процесса), возможно определение естественной области изменчивости процесса. Если процесс находится в состоянии статистической управляемости, область изменчивости процесса (доля распределения) должна быть предсказуемой.
Если это так и распределение является нормальным, можно описать изменчивость процесса с помощью стандартного отклонения, вычисляемого на основе распределения процесса, умноженного на шесть. Если наблюдения за процессом соответствуют нормальному (колоколообразному) распределению, то их разброс охватывает 99,73% совокупности. Если распределение не является нормальным, для оценки разброса необходимо использовать другую формулу. Для дальнейшей информации об анализе пригодности и воспроизводимости процесса см. ISO/TR 22514-4.
7.5 Параметр положения пригодности процесса
Традиционные методы, используемые для анализа пригодности процесса, предназначены для одномерных распределений. В случае позиционного допуска в соответствии с ИСО 1101 в требованиях установлены границы отклонения осей относительно двух или более базовых точек. Результаты наблюдений подчиняются двумерному распределению, которое в этом случае следует использовать в качестве модели, описывающей выход процесса. Типичный пример - положение оси отверстия.
В общем случае для вычислений:
- анализируемую характеристику описывают данными, характеризующими положение оси (контролируемое) относительно двух координатных осей в виде пары чисел (оси координат должны быть перпендикулярны друг другу);
- устанавливают позиционные допуски в виде круговой, а не прямоугольной зоны допуска.
При анализе и вычислении индексов используют одни и те же определения одномерных (оцениваемых) характеристик и сопоставление данных о процессе с соответствующими требованиями. В этом случае анализ сводится к сопоставлению эллипса, представляющего результаты процесса с эллипсом зоны допуска.
Данные измерений по двум осям должны быть исследованы на стабильность.
Для принятия решения по результатам наблюдений используют диаграмму разброса наблюдений (рисунок 7). При этом проверяют расположение всех результатов наблюдений в зоне допуска. Распределение наборов данных должно быть исследовано для сегментации и выявления неслучайных точек.
Те же принципы могут быть использованы в случаях, когда на исследуемую характеристику влияет более двух измерений. Для дополнительной информации см. ИСО 22514-6.
|
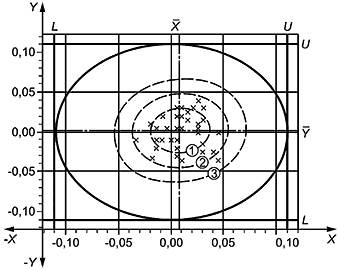
Рисунок 7 - Зона позиционного допуска
Для дальнейшей информации см. ИСО 22514-6.
7.6 Анализ измерительной системы
Набор методов, используемых для оценки неопределенности процесса измерений в диапазоне условий, в которых функционирует процесс, известен как анализ воспроизводимости процесса измерений. Процесс измерений анализируют, используя те же методы, что и при анализе процессов.
Понимание того, что изменчивость, соответствующая процессу измерений, всегда присутствует и необходимо получение информации о факторах, вызывающих эту изменчивость, является основой анализа процесса. Если изменчивость измерительной системы относительно общей изменчивости процесса измерений является большой, необходимо сократить количество компонентов неопределенности, влияющих на измерительную систему измерений, до начала анализа влияния этих компонентов на процесс.
Исследование процесса измерений часто подразделяют на несколько типов (см. ИСО 22514-7):
- проверка на смещение, линейность и стабильность;
- исследование GRR (сходимости и воспроизводимости измерительной системы);
- особое исследование (тип III), используемое для определения повторяемости при отсутствии влияния оператора;
- определение различных дополнительных факторов, влияющих на процесс измерений.
Анализ процесса измерений обеспечивает эффективный способ выбора процесса измерений и оборудования. Он также обеспечивает основу для сравнения и уменьшения различий результатов измерений путем определения изменчивости процесса измерений.
7.7 Индексы пригодности и воспроизводимости
Различные типы пригодности и воспроизводимости могут быть представлены с помощью индекса, связывающего текущий процесс с областью допуска. Часто используют индекс воспроизводимости , равный отношению разности границ полного интервала требований к разности границ опорного интервала для характеристики продукции (в случае нормального распределения это 6
). Эта величина является мерой теоретической воспроизводимости процесса, у которого среднее расположено точно посередине между границами поля допуска.
Часто используют также индекс , который характеризует фактическую воспроизводимость процесса, среднее которого не обязательно расположено посередине между границами поля допуска.
Если процесс находится в состоянии статистической управляемости, то следует использовать индексы и
, в противном случае следует использовать индексы
и
.
При выполнении анализа оборудования следует использовать индексы и
.
Как следствие, существуют различные ситуации, в которых используют и другие индексы, имеющие более подходящие свойства для этих ситуаций (например, в случае распределений отличных от нормального). Одним из них является индекс , который вычисляют по формуле
![]() , (1)
, (1)
где T - целевое значение;
d - разность границ интервала требований;
E[.] - математическое ожидание.
Если данными процесса являются данные контроля по альтернативному признаку (например, процент или число несоответствующих единиц продукции), пригодность процесса равна доле или частоте несоответствующих единиц продукции
![]() . (2)
. (2)
8 Результаты применения
Индексы пригодности и воспроизводимости используют для определения способности процесса соответствовать установленным требованиям. Эти индексы используют также для оценки количества готовой продукции, соответствующей требованиям. (Это возможно только при правильном выборе распределения).
Индексы пригодности и воспроизводимости могут быть использованы для оценки степени соответствия требованиям каждого элемента процесса, т.е. отдельной машины. Анализ "пригодности машины" может быть использован для оценки оборудования или его вклада в воспроизводимость общего процесса.
Исследование пригодности машины может быть использовано для оценки способности машины изготавливать продукцию или функционировать в соответствии с требованиями пользователя и приемлемости условий ее восстановления.
Для достижения желаемого качества и надежности работы машины требуются максимально допустимые значения индексов воспроизводимости (например, или
2).
Индексы пригодности и воспроизводимости полезны при установлении разумных и достижимых требований к продукции. Они позволяют убедиться, что изменчивость отдельных характеристик продукции соответствует принятым требованиям по всей продукции. Однако в тех случаях, когда необходимы более жесткие требования, изготовители комплектующих должны обеспечивать необходимый уровень воспроизводимости процесса при изготовлении своей продукции.
9 Преимущества использования
Анализ воспроизводимости процесса дает возможность получения оценки естественной изменчивости процесса и оценки среднего количества несоответствующих единиц продукции. Это делает организацию способной оценивать затраты, связанные с несоответствующей продукцией, что может привести ее к решению о введении изменений, необходимых для улучшения производственного процесса.
Определение минимальных требований к воспроизводимости процесса помогает организации в выборе процессов и оборудования, обеспечивающих качество изготавливаемой продукции. Такие требования также могут быть использованы в договорах поставки компонентов, где поставщик и потребитель могут указать требования к качеству в виде требований к минимальным индексам воспроизводимости.
Все это улучшает культуру изготовления качественной продукции с первого предъявления и способствует повышению уверенности в получении всех преимуществ, включая минимизацию затрат и максимизацию отдачи от инвестиций.
10 Ограничения и недостатки
Фактически понятие воспроизводимости и соответствующие индексы применимы только для процесса, находящегося в состоянии статистической управляемости. Таким образом, исследование воспроизводимости процесса применяют только при использовании статистического управления производственным процессом для обеспечения непрерывного контроля стабильности процесса.
Индексы воспроизводимости процесса могут вводить в заблуждение в ситуациях, когда распределение процесса существенно отклоняется от нормального и это не учтено при выполнении вычислений.
Аналогично индексы для процессов, находящихся под влиянием систематических воздействий, вызванных конкретными причинами, например износом инструментов, также могут вводить в заблуждение, если при этом не использованы специальные процедуры, предназначенные для вычисления и интерпретации воспроизводимости процесса.
Если вычисления основаны на определении процента несоответствующих единиц продукции, как правило, в качестве модели процесса используют нормальное распределение. Если это условие не выполнено, то к этой оценке надо относиться с большой осторожностью. Кроме того, оценка процента несоответствующих единиц продукции зависит от предположения о реальном распределении.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 1101 | MOD | ГОСТ Р 53442-2015 (ИСО 1101:2012) "Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Установление геометрических допусков. Допуски формы, ориентации, месторасположения и биения" |
ISO 22514-7 | IDT | ГОСТ Р ИСО 22514-7-2014 "Статистические методы. Управление процессами. Часть 7. Воспроизводимость процессов измерений" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - MOD - модифицированный стандарт; - IDT - идентичный стандарт. | ||
Приложение ДБ
(справочное)
Сведения о соответствии ссылочных международных стандартов, указанных в библиографии настоящего стандарта, национальным стандартам
Таблица ДБ.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 3534-1 | IDT | ГОСТ Р ИСО 3534-1-2019 "Статистические методы. Словарь и условные обозначения. Часть 1. Общие статистические термины и термины, используемые в теории вероятностей" |
ISO 3534-2 | IDT | ГОСТ Р ИСО 3534-2-2019 "Статистические методы. Словарь и условные обозначения. Часть 2. Прикладная статистика" |
ISO 5725-1 | IDT | ГОСТ Р ИСО 5725-1-2002 "Точность (правильность и прецизионность) методов и результатов измерений. Часть 1. Основные положения и определения" |
ISO 5725-2 | IDT | ГОСТ Р ИСО 5725-2-2002 "Точность (правильность и прецизионность) методов и результатов измерений. Часть 2. Основной метод определения повторяемости и воспроизводимости стандартного метода измерений" |
ISO 5725-3 | IDT | ГОСТ Р ИСО 5725-3-2002 "Точность (правильность и прецизионность) методов и результатов измерений. Часть 3. Промежуточные показатели прецизионности стандартного метода измерений" |
ISO 5725-4 | IDT | ГОСТ Р ИСО 5725-4-2002 "Точность (правильность и прецизионность) методов и результатов измерений. Часть 4. Основные методы определения правильности стандартного метода измерений" |
ISO 5725-5 | IDT | ГОСТ Р ИСО 5725-5-2002 "Точность (правильность и прецизионность) методов и результатов измерений. Часть 5. Альтернативные методы определения прецизионности стандартного метода измерений" |
ISO 5725-6 | IDT | ГОСТ Р ИСО 5725-6-2002 "Точность (правильность и прецизионность) методов и результатов измерений. Часть 6. Использование значений точности на практике" |
ISO 9000 | IDT | ГОСТ Р ISO 9000-2011** "Системы менеджмента качества. Основные положения и словарь" |
________________ ** Вероятно, ошибка оригинала. Следует читать: ГОСТ ISO 9000-2011. - . | ||
ISO 14253-2 | - | * |
ISO 22514-2 | IDT | ГОСТ Р ИСО 22514-2-2015 "Статистические методы. Управление процессами. Часть 2. Оценка пригодности и воспроизводимости процесса на основе модели его изменения во времени" |
ISO 22514-3 | IDT | ГОСТ Р ИСО 22514-3-2015 "Статистические методы. Управление процессами. Часть 3. Анализ пригодности машин на основе данных измерений единиц продукции" |
ISO/TR 22514-4 | IDT | ГОСТ Р 50779.46-2012/ISO/TR 22514-4:2007 "Статистические методы. Управление процессами. Часть 4. Оценка показателей воспроизводимости и пригодности процесса" |
Руководство ISO/IEC 98-3 | IDT | ГОСТ Р 54500.3-2011/Руководство ИСО/МЭК 98-3:2008 "Неопределенность измерения. Часть 3. Руководство по выражению неопределенности измерения" |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | ISO 3534-1 | Statistics - Vocabulary and symbols - Part 1: General statistical terms and terms used in probability |
[2] | ISO 3534-2 | Statistics - Vocabulary and symbols - Part 2: Applied statistics |
[3] | ISO 5725 (all parts) | Accuracy (trueness and precision) of measurement methods and results |
[4] | ISO 9000 | Quality management systems - Fundamentals and vocabulary |
[5] | ISO 14253-2 | Geometrical Product Specifications (GPS) - Inspection by measurement of workpieces and measuring equipment - Guide to the estimation of uncertainty in GPS measurement, in calibration of measuring equipment and in product verification |
[6] | ISO 22514-2 | Statistical methods in process management - Capability and performance - Part 2: Process capability and performance of time-dependent process models |
[7] | ISO 22514-3 | Statistical methods in process management - Capability and performance - Part 3: Machine performance studies for measured data on discrete parts |
[8] | ISO 22514-8 | Statistical methods in process management - Capability and performance - Part 8: Machine performance of a multi-state production process |
[9] | ISO/TR 22514-4 | Statistical methods in process management - Capability and performance - Part 4: Process capability estimates and performance measures |
[10] | ISO/IEC Guide 98-3 | Uncertainty of measurement - Part 3: Guide to the expression of uncertainty in measurement (GUM:1995) |
[11] | AIAG, Measurement Systems Analysis - Reference Manual (June 2010, 4th Edition) | |
[12] | AIAG, Statistical Process Control - Reference Manual (July 2005, 2nd Edition) | |
УДК 658.562.012.7:65.012.122:006.354 | ОКС 03.120.30 |
Ключевые слова: спецификация, верхняя граница поля допуска, нижняя граница поля допуска, интервал требований, целевое значение, распределение характеристики продукции, границы опорного интервала характеристики продукции, опорный интервал характеристики продукции, условия воспроизводимости процесса, условия пригодности процесса, индекс воспроизводимости процесса, индекс пригодности процесса | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}