ГОСТ Р 57556-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАТЕРИАЛЫ ДЛЯ АДДИТИВНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Методы контроля и испытаний
Materials for additive process. Control and tests methods
ОКС 83.120,
83.080.20
ОКП 59 2300
Дата введения 2017-12-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт авиационных материалов"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 182 "Аддитивные технологии"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 июля 2017 г. N 748-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает методы контроля и испытаний сырья в виде металлических порошковых композиций, используемых при аддитивном производстве с помощью процессов прямого подвода энергии и материала.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 1497 Металлы. Методы испытаний на растяжение
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 6689.1 Никель, сплавы никелевые и медно-никелевые. Методы определения меди
ГОСТ 6689.2 Никель, сплавы никелевые и медно-никелевые. Методы определения никеля
ГОСТ 6689.6 Никель, сплавы никелевые и медно-никелевые. Методы определения марганца
ГОСТ 6689.7 Никель, сплавы никелевые и медно-никелевые. Методы определения кремния
ГОСТ 6689.8 Никель, сплавы никелевые и медно-никелевые. Методы определения алюминия
ГОСТ 6689.9 Никель, сплавы никелевые и медно-никелевые. Методы определения кобальта
ГОСТ 6689.14 Никель, сплавы никелевые и медно-никелевые. Методы определения хрома
ГОСТ 6689.19 Никель, сплавы никелевые и медно-никелевые. Методы определения фосфора
ГОСТ 6689.21 Никель, сплавы никелевые и медно-никелевые. Методы определения титана
ГОСТ 9853.1 Титан губчатый. Метод определения азота
ГОСТ 12354 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 17260 (ИСО 3713) Ферросплавы, хром и марганец металлические. Общие требования к отбору и подготовке проб
ГОСТ 19863.1 Сплавы титановые. Методы определения алюминия
ГОСТ 19863.2 Сплавы титановые. Методы определения ванадия
ГОСТ 19863.5 Сплавы титановые. Методы определения железа
ГОСТ 24018.7 Сплавы жаропрочные на никелевой основе. Методы определения углерода
ГОСТ 24018.8 Сплавы жаропрочные на никелевой основе. Методы определения серы
ГОСТ 24956 Титан и сплавы титановые. Метод определения водорода
ГОСТ 25086 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 28052 Титан и титановые сплавы. Методы определения кислорода
ГОСТ Р 2.0.182-1.001.16* Аддитивные технологические процессы. Базовые принципы. Часть 1. Термины и определения
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 57558-2017. - .
ГОСТ Р 00001 (ISO 12154) Композиты. Определение плотности методом замещения - истинная плотность, определенная газовой пикнометрией
ГОСТ Р ИСО 22033 Сплавы никелевые. Определение содержания ниобия. Спектрометрический метод атомной эмиссии с индуктивно связанной плазмой
ГОСТ Р ИСО 22725 Сплавы никелевые. Определение содержания тантала. Спектрометрический метод атомной эмиссии с индуктивно связанной плазмой
ГОСТ Р 51928 Сплавы и порошки жаропрочные на никелевой основе. Методы определения бора
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины в соответствии с ГОСТ Р 2.0.182-1.001.16 и ГОСТ Р 00001 (ISO 12154), а также следующие термины с соответствующими определениями:
3.1 образец: Синтезированная на подложке деталь в форме элементарного образца заданной геометрии, предназначенная для проведения исследований и механических испытаний.
3.2 проба: Количество металлического порошка, отобранного от одной порошковой композиции в объеме (количестве), необходимом для проведения исследований и испытаний.
3.3 полуфабрикат: Продукт, получаемый путем литья, пластической деформации и т.д., предназначенный для дальнейшей обработки резанием, штамповкой и др. или применяемый без обработки.
4 Сущность метода
4.1 Представленные в настоящем стандарте методы контроля и испытаний позволяют проводить всестороннюю оценку качества порошковых композиций, применяемых при аддитивном производстве, с помощью процессов прямого подвода энергии и материала различных поставщиков для определения соответствия качества порошков требованиям нормативной документации (НД) (технических условий, сертификата качества и др.), а также применимости для изготовления требуемых деталей в условиях конкретного аддитивного производства.
4.2 Для порошковых композиций проводят определение химического состава, кажущейся плотности, формы и распределения размеров частиц. Для образцов, полученных из порошковых композиций в условиях конкретного аддитивного производства, определяют пористость, плотность, шероховатость поверхности и физико-механические свойства при растяжении.
5 Оборудование
5.1 Оборудование, материалы и реактивы для определения химического состава порошковых композиций должны соответствовать требованиям ГОСТ 25086.
5.2 Оборудование для проведения испытаний на растяжение образцов должно соответствовать требованиям ГОСТ 1497.
5.3 Оборудование для определения кажущейся плотности проб и образцов должно соответствовать требованиям ГОСТ Р 00001 (ISO 12154).
5.4 Оборудование для проведения химического анализа должно обеспечивать определение содержания химических элементов с погрешностью, обеспечивающей контроль с точностью, не ниже указанной в НД на порошковую композицию.
5.5 Для определения объемной доли пор и трещин рекомендуется использовать оптические металлографические комплексы, обеспечивающие увеличения х50-х500. Съемку изображений следует производить при помощи цифровой камеры с разрешением не менее 3 Мп. Подготовку изображений к количественному анализу и их математическую обработку выполняют при помощи компьютерных программ, например Image Expert Pro Зх.
5.6 Для исследования структуры образца, включая наличия пор и трещин, рекомендуется использовать растровый электронный микроскоп с приставкой для микрорентгеноспектрального анализа.
5.7 Для планарной съемки и измерения шероховатости поверхности образцов рекомендуется использовать конфокальный лазерный сканирующий микроскоп.
5.8 Все используемое оборудование должно быть аттестовано и иметь соответствующие свидетельства поверки и сертификаты калибровки.
6 Образцы
6.1 Для определения химического состава, кажущейся плотности, формы и распределения размеров частиц используют следующие пробы порошковой композиции:
6.1.1 для химического состава порошковых композиций - по ГОСТ 17260;
6.1.2 для кажущейся плотности - в соответствии с требованиями ГОСТ Р 00001 (ISO 12154);
6.1.3 для формы и распределения размеров частиц рекомендована проба массой не менее чем 1 г.
6.2 Для определения пористости, плотности, шероховатости поверхности, структуры и физико-механических свойств при растяжении используют образцы.
6.3 Образцы для исследований и испытаний изготавливают методами механической обработки (точение, фрезерование, шлифование и др.), предусмотренными для обработки полуфабрикатов из исследуемых сплавов или их аналогов, получаемых традиционными технологиями (литье, штамповка и др.), из заготовок, полученных при аддитивном производстве с помощью одного из процессов прямого подвода энергии и материала. Рекомендуемые размеры заготовки приведены на рисунке 1. Для одной порошковой композиции изготавливают не менее 3 образцов при испытаниях на растяжение (рекомендуемое количество - 5 образцов).
|
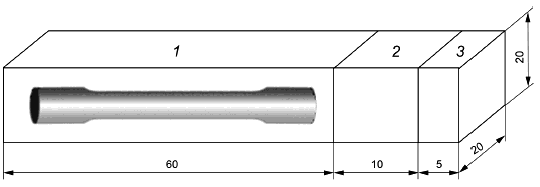
Рисунок 1 - Эскиз раскроя заготовки для изготовления образцов: для испытания на растяжение (1), исследования плотности и шероховатость поверхности (2), исследования пористости (3)
6.4 Образцы для испытаний на растяжение изготавливают в соответствии с указаниями в НД на изделие и требованиями ГОСТ 1497. Из металлических порошковых композиций рекомендуется изготавливать цилиндрический 10-кратный образец с диаметром рабочей зоны 5 мм.
6.5 Для определения влияния поверхности на физико-механические свойства рекомендуется изготавливать пропорциональные плоские образцы с головками типа I по ГОСТ 1497. Рекомендуется применять образцы толщиной 3 мм и начальной расчетной длиной ![]() .
.
6.6 Образцы для испытаний на растяжение должны иметь гладкую поверхность без видимых невооруженным глазом трещин, пор и других дефектов.
6.7 Для определения шероховатости поверхности и кажущейся плотности используют часть заготовки (3 на рисунке 1). Поверхность части заготовки, предназначенная для исследования шероховатости поверхности, не следует подвергать механической обработке (точение, фрезеровка, полировка и т.д.) и механическому (крепление при резке и т.д.) или иному воздействию, за исключением воздействий, предусмотренных процессом аддитивного производства. Шероховатость поверхности рекомендуется определять в поперечном, продольном и высотном направлениях.
6.8 Для определения пористости из части заготовки (2 на рисунке 1) подготавливают металлографический шлиф с полем зрения не менее 10х10 мм. Вырезку образцов производят в поперечном, продольном и высотном направлениях.
6.9 Любые отклонения от условий, указанных в 6.1-6.7, должны быть отражены в протоколе испытаний.
7 Подготовка к испытанию
7.1 Перед проведением исследований и испытаний проводят все необходимые подготовительные операции в соответствии с требованиями следующих стандартов на методы исследований/испытаний: ГОСТ 1497, ГОСТ Р 00001 (ISO 12154), ГОСТ 2789 и др.
7.2 Проводят входной контроль образцов по геометрическим размерам и внешнему виду. Все отклонения от требований настоящего стандарта, а также стандартов на метод исследования/испытания вместе с указанием их номеров фиксируют в протоколе испытания.
8 Проведение испытаний
8.1 Определение химического состава проводят в соответствии с ГОСТ 6689.1, ГОСТ 6689.2, ГОСТ 6689.6, ГОСТ 6689.7, ГОСТ 6689.8, ГОСТ 6689.9, ГОСТ 6689.14, ГОСТ 6689.19, ГОСТ 6689.21, ГОСТ 24018.7, ГОСТ 24018.8, ГОСТ Р ИСО 22033, ГОСТ Р ИСО 22725, ГОСТ Р 51928, ГОСТ 12354, ГОСТ 19863.1, ГОСТ 19863.2, ГОСТ 19863.5, ГОСТ 24956, ГОСТ 28052, ГОСТ 9853.1.
8.2 Определение кажущейся плотности пробы и образца проводят в соответствии с требованиями ГОСТ Р 00001 (ISO 12154).
8.3 Определение формы и распределения размеров частиц проводят с применением растровой электронной микроскопии.
Оптимальный размер частиц, наличие сателлитов и газовых пор, их процентное содержание, форма и размер должны соответствовать требованиям НД на металлический порошок.
При отсутствии указаний в НД гранулы могут иметь как дендритное, так и мартенситное строение в зависимости от типа сплава, характерное для литой структуры материала (рисунок 2а); на поверхности частиц должны отсутствовать сателлиты (рисунок 2б) - мелкие частицы, налипающие на более крупные в результате соударения в процессе газовой атомизации, аморфная оболочка панцирь (рисунок 2в), газовые поры округлой или иной формы (рисунок 2г).
Примечание - Рекомендуемый размер металлических гранул порошка, применяемого при изготовлении деталей, должен составлять 10-65 мкм.
8.4 При металлографическом анализе структура образца должна представлять собой ванны расплава, имеющие форму сегментов круга, дуга которого является фронтом кристаллизации (рисунок 3а). Структура ванны расплава негомогенна и должна состоять из ячеек (стержнеобразных кристаллов), диаметр которых порядка 0,5 мкм (рисунок 2б), а длина - на порядок больше.
8.5 Не допускается присутствие в структуре непроплавленных фрагментов частиц (рисунок 4а), пор и горячих трещин (рисунок 4б).
Примечание - Следует учитывать, что наличие непроплавленных фрагментов частиц, пор и горячих трещин помимо качества порошковой композиции также зависит от параметров процесса (типа штриховки, скорости сканирования, мощности лазера и др.).
8.6 Контроль шероховатости проводят на необработанной поверхности в соответствии с ГОСТ 2789. Определяют следующие параметры шероховатости:
- Rai - среднее арифметическое отклонение профиля;
- Rzi - максимальная высота неровности профиля по 10 точкам.
8.7 Испытания по определению физико-механических свойств синтезированного материала проводят в соответствии с требованиями ГОСТ 1497. Определяют величины модуля упругости, предела текучести, прочности, относительного удлинения и сужения.
|
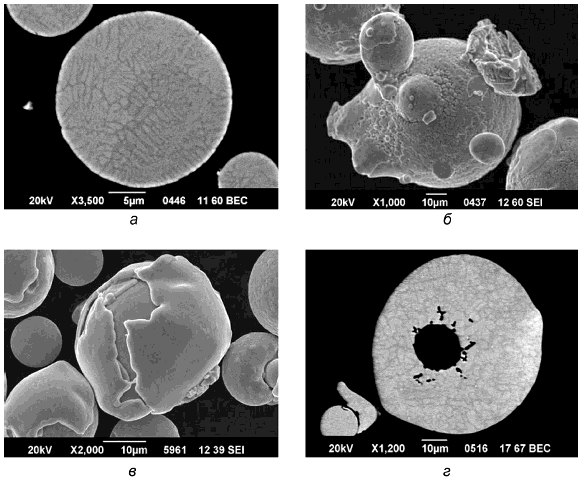
Рисунок 2 - Строение и морфология частиц: дендритное строение частицы (а); сателлиты (б) и аморфный панцирь (в) на поверхности частицы; пора (г)
|
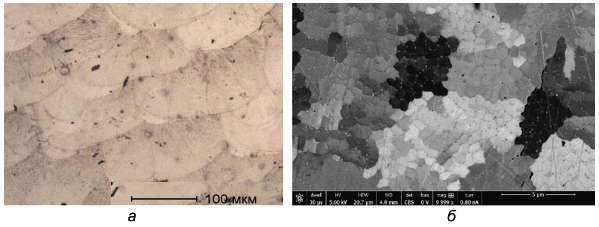
Рисунок 3 - Фронты кристализации (а) и ячейки (б) структуры образца
|
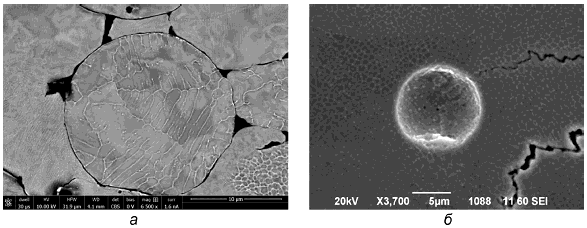
Рисунок 4 - Вид структуры синтезированного образца: несплавленные частицы (а); пора и горячие трещины (б)
9 Обработка результатов испытаний
9.1 Обработку результатов исследований/испытаний проводят в соответствии с требованиями следующих стандартов на методы исследований/испытаний: ГОСТ 6689.1, ГОСТ 6689.2, ГОСТ 6689.6, ГОСТ 6689.7, ГОСТ 6689.8, ГОСТ 6689.9, ГОСТ 6689.14, ГОСТ 6689.19, ГОСТ 6689.21, ГОСТ 24018.7, ГОСТ 24018.8, ГОСТ Р ИСО 22033, ГОСТ Р ИСО 22725, ГОСТ Р 51928, ГОСТ 12354, ГОСТ 19863.1, ГОСТ 19863.2, ГОСТ 19863.5, ГОСТ 24956, ГОСТ 28052, ГОСТ 9853.1, ГОСТ 1497, ГОСТ Р 00001 (ISO 12154), ГОСТ 2789 и др., относительно чего делают запись в протоколе испытаний.
10 Протокол испытаний
10.1 Результаты исследований/испытаний заносят в протокол испытаний, который должен содержать следующие данные:
- наименование порошковой композиции, метод изготовления;
- наименование поставщика материала;
- стандарты, в соответствии с которыми проводят испытания/исследования, в том числе подготовку к испытанию, проведение испытания, обработку результатов испытания;
- тип средств измерений и испытаний, заводской номер, номер свидетельства о поверке, класс точности датчиков силы;
- температура и влажность испытательной среды;
- физико-механические характеристики, характеристики шероховатости;
- диаграммы деформирования;
- фотографии дефектов, обнаруженных при металлографическом анализе;
- количество образцов, их маркировку и геометрические размеры;
- дата проведения испытаний;
- фамилия и инициалы проводившего контроль;
- ссылка на настоящий стандарт;
- фотографии образцов до и после испытаний.
УДК 666.162:629.12.011.83:006.354 | ОКС 83.120, | ОКП 59 2300 |
83.080.20 | ||
Ключевые слова: аддитивные технологии, синтезированный материал | ||
Электронный текст документа
и сверен по:
, 2017
{kind=link}