ГОСТ 33350-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОМПОЗИТЫ ПОЛИМЕРНЫЕ
Производство пластин литьевым прессованием для изготовления образцов для испытаний
Polymer composites. Production of plates by transfer moulding for preparation of test specimens
МКС 83.120
Дата введения 2016-06-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Объединением юридических лиц "Союз производителей композитов" на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 497 "Композиты, конструкции и изделия из них"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 18 июня 2015 г. N 47-2015)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Украина | UA | Минэкономразвития Украины |
(Поправка. ИУС N 9-2023).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 августа 2015 г. N 1169-ст межгосударственный стандарт ГОСТ 33350-2015 (ISO 1268-7:2001) введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2016 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 1268-7:2001* Fibre-reinforced plastics - Methods of producing test plates - Part 7: Resin transfer moulding (Пластмассы, армированные волокном. Методы изготовления пластин для испытаний. Часть 7. Литьевое прессование смол) путем:
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
- изменения отдельных структурных элементов;
- изменения отдельных слов, фраз.
Измененные отдельные слова, фразы выделены в тексте курсивом*. Слова и фразы изменены с целью соблюдения норм русского языка и принятой терминологии.
________________
* В бумажном оригинале обозначения и номера стандартов и нормативных документов приводятся обычным шрифтом. - Примечания изготовителя базы данных.
Текст измененных отдельных структурных элементов выделен в стандарте одиночной вертикальной полужирной линией на полях слева (четная страница) или справа (нечетная страница) от соответствующего текста*. Разъяснение причин изменения структурных элементов приведено в приложении ДВ.
________________
* В электронном варианте текст измененных отдельных структурных элементов выделен одиночной вертикальной тонкой линией на полях справа от соответствующего текста. - Примечания изготовителя базы данных.
В настоящем стандарте исключен структурный элемент "Введение" в соответствии с ГОСТ 1.3, 8.2.1.2.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Ссылки на введенные международные стандарты заменены ссылками на соответствующие межгосударственные стандарты.
Ссылки на международные стандарты, которые не приняты в качестве межгосударственных стандартов, заменены в тексте стандарта соответствующим текстом.
Информация о замене ссылок приведена в дополнительном приложении ДГ.
Перевод с английского языка (en).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, имеются в Федеральном информационном фонде технических регламентов и стандартов
Степень соответствия - модифицированная (MOD)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС N 9, 2023 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на полимерные композиты и устанавливает общие требования к изготовлению пластин литьевым прессованием (далее - RTM-инфузия), используемых для изготовления образцов для испытаний. Настоящий стандарт применяют совместно с ГОСТ 33345. |
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 33345-2015 (ISO 1268-1:2001) Композиты полимерные. Производство пластин для изготовления образцов для испытаний. Общие технические требования
ISO 11357-2:1999 Пластмассы. Дифференциальная сканирующая калориметрия (ДСК). Часть 2. Определение температуры стеклования
_______________
Действует только для применения настоящего стандарта. Перевод стандарта приведен в приложении ДА.
ISO 11357-5:1999 Пластмассы. Дифференциальная сканирующая калориметрия (ДСК). Часть 5. Определение характеристических температур и времени по кривым реакции, определение энтальпии и степени превращения
_______________
Действует только для применения настоящего стандарта. Перевод стандарта приведен в приложении ДБ.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Требования безопасности
Требования безопасности - по ГОСТ 33345.
4 Сущность метода
Укладывают армирующий наполнитель в полость формы и закрывают ее. Закачивают смолу с добавками в полость формы, пропитывают армирующий наполнитель и проводят отверждение. Допускается для ускорения процесса изготовления пластин создавать отрицательное давление в форме перед подачей смолы с добавками и нагревать смолу для уменьшения ее вязкости и сокращения времени отверждения. Если используют смолу с высокой реакционной способностью, смолу и отвердитель вводят раздельно при помощи двух насосов в камеру, где происходит смешивание, а затем закачивают в форму. |
5 Материалы
5.1 В качестве армирующих наполнителей используют маты (маты из рубленых комплексных нитей или маты из непрерывных комплексных нитей), рубленые ровинги, ткани, вязаные ткани, плетеные ткани, однонаправленные армирующие наполнители, различные комбинации вышеперечисленных материалов из стекловолокна, углеволокна, арамидного волокна. 5.2 Смола, используемая для изготовления пластин, должна быть идентична смоле, используемой при изготовлении изделий, для определения характеристик которых из пластин изготовляют образцы для испытаний (далее - изделия). |
6 Размеры пластин
Пластины изготовляют квадратной формы, длиной и шириной (300±1) мм, толщиной от 1 до 4 мм. |
7 Содержание армирующего наполнителя
Содержание армирующего наполнителя в пластине при армировании: матами или рублеными ровингами - от 15% до 40% объема; тканями - от 35% до 55% объема; однонаправленными волокнами - от 40% до 60% объема. |
8 Оборудование*
________________
* В бумажном оригинале наименование раздела 8 выделено курсивом. - .
8.1 Форма, состоящая из двух стальных, алюминиевых или полимерных композитных пластин и оснащенная впускным отверстием для смолы и воздушным выпускным клапаном, а также при необходимости датчиками температуры. Для обеспечения плотного прилегания пластины формы стягивают болтами. Между пластинами формы прокладывают резиновый уплотнитель. 8.2 Пресс с обогреваемыми пластинами, обеспечивающий поддержание заданного давления с точностью ±20 кПа. Обогреваемые пластины должны поддерживать заданную температуру с точностью ±5°С. 8.3 Печь с циркуляцией воздуха, обеспечивающая поддержание заданной температуры с точностью ±5°С. 8.4 Емкость, обеспечивающая поддержание заданной температуры смолы. 8.5 Насос, предназначенный для прокачки смолы при максимальном давлении 800 кПа. 8.6 Вакуумный насос, при необходимости. 8.7 Гибкая трубка, соединяющая форму с насосом или вакуумным насосом. 8.8 Средства измерения температуры и давления. |
9 Изготовление пластин*
________________
* В бумажном оригинале наименование раздела 9 выделено курсивом. - .
9.1 Предварительное формование армирующего наполнителя
9.1.1 Допускается задавать предварительную форму или скреплять слои армирующего наполнителя при помощи смолы, которую распыляют и нагревают, или при помощи сшивания, вязания или переплетения слоев армирующих наполнителей дополнительными нитями. 9.1.2 Предварительную форму или скрепление слоев армирующего наполнителя задают одним из следующих способов: - вырезают из мата листы заданного размера и укладывают в форму в соответствии с требования нормативного документа или технической документации на изделие. Добавляют между слоями мата смолу (от 1% до 2% объема армирующего наполнителя). Прессуют и нагревают уложенные слои мата в матрице. Температура нагрева зависит от типа смолы и не допускается ее гелеобразования. Допускается совместно с матами использовать непрерывные волокна и/или ткани; - армирующие волокна рубят и распыляют на вращающуюся мембрану, на которой они удерживаются при помощи всасываемого воздуха. Добавляют смолу (от 2% до 5% объема армирующего наполнителя) в распыляемые рубленые волокна. Нагревают распыленное рубленое волокно. Температура нагрева зависит от типа смолы и не допускается ее гелеобразование; - вырезают из ткани листы и укладывают в соответствии с требования нормативного документа или технической документации на изделие. Уложенные слои ткани соединяют методом сшивания, переплетения или вязания при помощи нитей, полученных из полиамидного, полиэфирного, арамидного, стеклянного или углеродного волокна; - объемные ткани заданной формы изготовляют путем шитья, вязания или переплетения. |
9.2 Подача смолы и отверждение
9.2.1 В зависимости от типа смолы и армирующего наполнителя применяют процедуры, приведенные в 9.2.2-9.2.4.
9.2.2 Укладывают армирующий наполнитель в полость формы. Закрывают форму и стягивают ее, используя болты или другие зажимы. Соединяют форму с насосом и емкостью со смолой при помощи гибкой трубки. Закачивают смолу в полость формы при помощи насоса. После заполнения полости формы устанавливают форму между обогреваемыми пластинами пресса или в печь для отверждения смолы.
9.2.3 Укладывают армирующий наполнитель в полость формы, закрывают форму и стягивают ее. Подсоединяют к форме вакуумный насос и емкость со смолой при помощи гибких трубок. Отсасывают воздух из формы. Закачивают смолу из емкости в полость формы по трубкам при помощи насоса (при атмосферном давлении).
9.2.4 При использовании смолы с высокой реакционной способностью помещают армирующий наполнитель в полость формы, закрывают форму и стягивают ее. Закачивают смолу и отвердитель из двух раздельных емкостей в смесительную камеру, а затем смесь в форму. 9.2.5 Записывают значения температуры, давления, времени прессования и времени отверждения. |
9.3 Стабилизация
После завершения отверждения открывают форму и извлекают пластину. При необходимости проводят постотверждение пластины. Если не указано иное, перед вырезанием образца для испытаний кондиционируют пластины в течение 48 ч при температуре и влажности окружающей среды. Обрезают пластины не менее чем на 15 мм с каждой стороны.
10 Методы контроля качества*
________________
* В бумажном оригинале наименование раздела 10 выделено курсивом. - .
10.1 Содержание армирующего наполнителя, содержание пустот, плотность и геометрические размеры пластины определяют по ГОСТ 33345 (раздел 11). 10.2 Степень отверждения пластины определяют по температуре стеклования (см. ISO 11357-2) и/или остаточной энтальпии (см. ISO 11357-5). 10.3 Последовательность выкладки и ориентацию армирующего наполнителя в пластине определяют визуально при помощи исследования остатка после сжигания. 10.4 Полученные результаты сравнивают с требованиями, приведенными в нормативного документа или технической документации на изделие. |
11 Маркировка
На верхнюю и нижнюю стороны пластины наносят маркировку, однозначно идентифицирующую каждую из сторон. |
12 Протокол об изготовлении пластин
Протокол об изготовлении пластин должен содержать:
- ссылку на настоящий стандарт;
- место и дату изготовления пластин;
- данные по количеству слоев, порядку укладки и ориентации слоев;
- описание используемых исходных материалов (включая вид армирующего наполнителя, тип смолы, тип наполнителя, катализатор отверждающей системы);
- описание используемого оборудования (форма и т.д.);
- условия испытания (давление, температура при формовании, скорость закрывания формы и т.д.);
- толщину изготовленной пластины, а также информацию о точках, где проводились измерения;
- содержание армирующего наполнителя;
- качество пластины (внешний вид, пропитка);
- любую другую информацию, необходимую для точного повторения процедуры изготовления пластин;
- любые отклонения от настоящего стандарта.
Приложение ДА
(справочное)
Перевод международного стандарта ISO 11357-2:1999 "Пластмассы. Дифференциальная сканирующая калориметрия (ДСК). Часть 2. Определение температуры стеклования"
ДА.1 Определения
Применительно к данной части ISO 11357 используют определения, приведенные в ISO 11357-1, включая следующие определения:
ДА.1.1 стеклование (glass transition): Обратимые изменения в аморфном полимере или на аморфных участках частично кристаллического полимера из (или в) вязкого(м) или резиноподобного(м) состояния(и) в твердое(го) и относительно хрупкого(е) состояние(я).
ДА.1.2 температура стеклования (glass transition temperature): Приблизительная средняя точка диапазона температур, вблизи которой происходит стеклование.
Примечание - Установленная температура стеклования может варьироваться в зависимости от конкретных свойств, метода и условий, выбранных для измерения этой температуры.
ДА.1.3 характеристические температуры стеклования (characteristic glass transition temperatures).
ДА.1.3.1 экстраполированная температура начала стеклования (extrapolated onset temperature) : Точка, в которой экстраполированная исходная базовая линия низкотемпературной стороны кривой пересекается с касательной к кривой в точке перегиба.
ДА.1.3.2 экстраполированная температура конца стеклования (extrapolated end temperature) : Точка, в которой экстраполированная исходная базовая линия высокотемпературной стороны кривой пересекается с касательной к кривой в точке перегиба.
ДА.1.3.3 температура в средней точке (midpoint temperature) : Точка, в которой кривая пересекается линией, равноудаленной от двух экстраполированных базовых линий.
ДА.2 Сущность метода
См. ISO 11357-1:1997, раздел 4.
Измеряют изменение удельной теплоемкости, как функцию температуры, а характеристические температуры стеклования определяют по кривой.
ДА.3 Аппаратура и материалы
См. ISO 11357-1:1997, раздел 5.
ДА.4 Образцы для испытаний
См. ISO 11357-1:1997, раздел 6.
ДА.5 Условия проведения испытания и кондиционирования образцов для испытания
См. ISO 11357-1:1997, раздел 7.
ДА.6 Калибровка
См. ISO 11357-1:1997, раздел 8.
ДА.7 Методика
ДА.7.1 Установка параметров прибора
См. ISO 11357-1:1997, подраздел 9.1.
Используют такую же скорость газа для продувки, что и при калибровке прибора. Любое изменение скорости потока или самого газа требует повторной калибровки. Обычно применяют азот (аналитической чистоты) со скоростью 50 см/мин ±10%. По согласованию между заинтересованными сторонами можно применять другие инертные газы и скорости потока.
Чувствительность регулируют таким образом, чтобы разность высот вертикалей, проходящих через переходную зону (шаг) на кривой, составляла не менее чем 10% полной шкалы регистрирующего устройства (современные приборы не нуждаются в подобной регулировке).
ДА.7.2 Загрузка образца для испытаний в поддон
См. ISO 11357-1:1997, подраздел 9.2.
Образец для испытаний взвешивают с точностью до 0,1 мг. Если нет иных указаний в стандарте на материалы, используют массу в диапазоне от 5 до 20 мг. Для полукристаллических материалов используют массы ближе к верхней границе диапазона.
Необходимо, чтобы дно поддонов было плоским. Хороший контакт между поддонами и держателями образцов для испытаний является важным для получения хороших данных.
Нельзя держать голыми руками испытуемый материал или поддон; необходимо использовать либо щипцы или перчатки.
ДА.7.3 Установка поддонов
См. ISO 11357-1:1997, подраздел 9.3.
ДА.7.4 Сканирование температуры
ДА.7.4.1 Перед началом цикла нагрева проводят предварительную продувку азотом в течение 5 мин.
ДА.7.4.2 Осуществляют и регистрируют предварительный цикл нагрева со скоростью 20°С/мин, нагревая камеру до температуры достаточно высокой, чтобы аннулировать тепловую предысторию испытуемого материала.
На ДСК измерения полимеров значительное влияние оказывает тепловая предыстория и морфология образца и образца для испытания. Важно, чтобы был проведен цикл предварительного нагрева, а измерения были проведены в процессе сканирования второго цикла нагрева (см. ISO 11357-1, приложение В). В случаях с химически активным материалом или, когда желательно оценить свойства специально кондиционированного образца для испытания, данные могут быть получены в процессе первого цикла нагрева. Такое отклонение от стандартного метода должно быть зафиксировано в протоколе испытания.
ДА.7.4.3 Температуру удерживают в течение 5 мин.
ДА.7.4.4 Охлаждают до температуры приблизительно на 50°С ниже предполагаемой температуры стеклования.
ДА.7.4.5 Температуру выдерживают в течение 5 мин.
ДА.7.4.6 Проводят и регистрируют второй цикл нагрева со скоростью 20°С/мин, нагревая до температуры приблизительно на 30°С выше экстраполированной температуры () конца стеклования.
Примечание - Другие скорости нагревания или охлаждения могут применяться по отдельному согласованию между заинтересованными сторонами. В частности высокие скорости сканирования обеспечивают большую чувствительность регистрации превращения. С другой стороны, низкие скорости сканирования обеспечивают лучшую четкость. Соответствующий выбор скорости важен для наблюдения малозаметных превращений.
ДА.7.4.7 Доводят температуру прибора до температуры окружающей среды и извлекают поддоны, чтобы установить, не произошла ли деформация поддона или разливание образца для испытания.
ДА.7.4.8 Снова взвешивают поддон с образцом для испытаний с точностью до ±0,1 мг
ДА.7.4.9 Если происходит потеря массы, предполагают, что имело место химическое изменение. Открывают поддон и исследуют образец для испытаний. Если образец для испытаний разложился, то результаты испытаний не учитывают и проводят повторное испытание при более низкой максимальной температуре.
Поддоны с признаками повреждений нельзя использовать повторно для других измерений.
Если в процессе измерения происходит разливание образца для испытаний, необходимо в соответствии с инструкциями изготовителя прибора очистить держатель образца для испытаний в сборе и подтвердить, что калибровка еще действует при одной температуре и одном стандартном образце энтальпии.
ДА.7.4.10 Обрабатывают данные в соответствии с инструкциями изготовителя прибора.
ДА.7.4.11 Вопрос о необходимости проведения повторного испытания решает пользователь.
ДА.8 Обработка результатов
Температуры перехода определяют, как показано на рисунке ДА.1. Нередко две базовые линии не являются параллельными. В таких случаях находится в точке пересечения медианы между двумя экстраполированными линиями и кривой.
Точку перегиба можно также определить как характеристическую температуру стеклования . Ее получают путем определения максимума производного сигнала ДСК или путем измерения самого крутого наклона в переходной зоне.
Для кривых, показывающих выход за установленные пределы в конце перехода (см. правую кривую на рисунке ДА.1), определение температуры выполняют аналогичным образом.
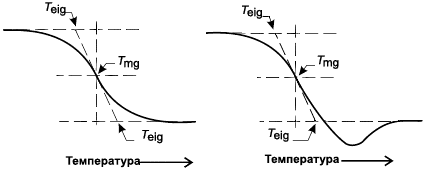
Рисунок ДА.1 - Примеры определений кривой температуры стеклования
ДА.9 Прецизионность
Прецизионность данного метода испытания неизвестна ввиду отсутствия данных межлабораторных испытаний. Как только будут получены межлабораторные данные, информация о прецизионности будет внесена при переиздании стандарта.
ДА.10 Протокол испытания
См. ISO 11357-1:1997, раздел 10.
В качестве результатов испытания включают характеристические температуры стеклования ,
, и
(°С), округленные до целого числа.
Температура стеклования соответствует
, но в большинстве случаев более значима
и часто связана с
. При установлении значений стеклования важно, чтобы были запротоколированы все значения
,
и
.
Приложение ДБ
(справочное)
Перевод международного стандарта ISO 11357-5:1999 "Пластмассы. Дифференциальная сканирующая калориметрия (ДСК). Часть 5. Определение характеристических температур и времени по кривым реакции, определение энтальпии и степени превращения"
ДБ.1 Определения
ДБ.1.1 полимеризация (polymerization): Процесс превращения мономера или смеси мономеров в полимер.
ДБ.1.2 сшивание (crosslinking): Процесс образования межмолекулярных ковалентных или ионных связей между полимерными цепями.
ДБ.1.3 степень превращения (decree of conversion): Количество прореагировавшего вещества относительно начального количества данного вещества.
Примечание - Степень превращения зависит как от времени, так и от температуры.
ДБ.2 Сущность метода
См. ISO 11357-1:1997, раздел 4.
Описанный метод испытаний указывает различные стадии реакции посредством ДСК кривых.
ДБ.3 Аппаратура и материалы
См. ISO 11357-1:1997, раздел 5.
ДБ.4 Образцы для испытаний
См. ISO 11357-1:1997, раздел 6.
Если образец представляет собой жидкую смолу или смесь, используют массу от 5 до 20 мг. В случае термореактивных материалов увеличивают массу образца, для того чтобы масса смолы в нем составляла от 5 до 20 мг.
ДБ.5 Условия испытаний и кондиционирование образцов
Относительно полимеров см. ISO 11357-1:1997, раздел 7.
В отношении мономеров и форполимеров в жидкой фазе, в частности тех, которые имеют летучие компоненты, может возникнуть необходимость в проведении кондиционирования и испытания образцов, заключенных в газонепроницаемую тарелку, которая является стойкой к высокой температуре и давлению.
ДБ.6 Калибровка
См. ISO 11357-1:1997, раздел 8.
ДБ.7 Методика
ДБ.7.1 Общие положения
При испытании допускается использовать один из двух методов, в зависимости от требуемой информации:
- метод сканирования, чувствительный к температуре;
- изотермический метод.
ДБ.7.2 Метод сканирования, чувствительный к температуре
См. ISO 11357-1:1997, подраздел 9.4.
Проводят температурное сканирование от окружающей температуры до температуры, достаточно высокой для регистрации всего реакционного пика, при скорости сканирования в диапазоне от 5 до 20°С/мин. Используют одну и ту же скорость сканирования во всех испытаниях, которые носят сравнительный характер.
Конечная температура должна быть ниже, чем температура, соответствующая возникновению деструкции полимера.
Для определения температуры деструкции целесообразно провести предварительное испытание.
ДБ.7.3 Изотермический метод
ДБ.7.3.1 Общие положения
Изотермический метод допускается применять двумя различными способами, когда образец находится в ячейке калориметра:
- при постоянной температуре;
- сначала при температуре окружающей среды, и затем в результате быстрого нагревания при постоянной температуре измерения.
Примечание - Выбор методики будет зависеть от модели калориметра, используемого во время испытания. Температуру измерения выбирают на основании опыта в режиме сканирования, чувствительного к температуре. Эта температура должна находиться вблизи температуры, при которой начинается пик, полученный в режиме сканирования.
ДБ.7.3.2 Методика измерения при постоянной температуре
a) помещают эталонную тарелку в калориметр;
b) устанавливают прибор на заданную температуру измерения;
c) дают калориметру стабилизироваться при заданной температуре в течение 5 мин;
d) помещают тарелку, содержащую образец, в калориметр;
e) регистрируют ДСК кривую;
f) вынимают тарелку, содержащую образец, и дают ей остыть до окружающей температуры;
g) помещают тарелку, содержащую образец, обратно в калориметр;
h) снова регистрируют ДСК кривую (вторую кривую вычитают из первой, что позволяет учесть отклонение от нормы калориметра, обусловленное введением тарелки).
Примечание - При использовании данной методики трудно гарантировать, что ручная операция, посредством которой тарелка вводится в калориметр, может быть воспроизведена при определении и холостом опыте. Вычитание двух кривых может, следовательно, привести к небольшой погрешности.
ДБ.7.3.3 Методика измерения при температуре окружающей среды
a) помещают обе тарелки (эталонную и образцовую) в калориметр при температуре окружающей среды;
b) увеличивают температуру калориметра, при наиболее высокой и возможной скорости, до заданной температуры измерения;
c) регистрируют ДСК кривую;
d) дают калориметру остыть до температуры окружающей среды;
е) повторяют процесс без удаления тарелок и регистрируют ДСК кривую повторно (вторую кривую вычитают из первой, что позволяет учесть отклонение от нормы калориметра, обусловленное процессом быстрого нагрева).
ДБ.7.3.4 Остаточная энтальпия
В конце изотермического опыта (например, реакции полимеризации) дают прибору остыть до температуры окружающей среды с образцом, который по-прежнему находится в нем. Затем нагревают образец со скоростью, равной скорости при температурном сканировании, чтобы определить, присутствует ли какая-либо остаточная энтальпия (т.е. отмечается какая-либо дополнительная полимеризация). Добавляют эту энтальпию к изотермическому значению и получают суммарную энтальпию реакции.
ДБ.8 Выражение результатов
ДБ.8.1 Определение характеристических температур и энтальпии реакции (метод сканирования, чувствительный к температуре)
См. также ISO 11357-3.
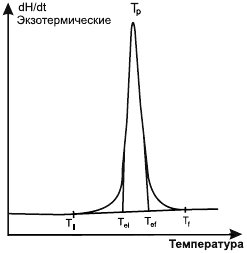
Рисунок ДБ.1 - ДСК кривая с экзотермическим пиком (метод сканирования, чувствительный к температуре)
На рисунке ДБ.1 приведены следующие температуры:
- - начало реакции, соответствующее точке, в которой ДСК кривая отклоняется от первоначальной нулевой линии;
- - экстраполированная начальная температура, соответствующая точке, в которой экстраполированная нулевая линия на низкотемпературной стороне кривой пересекается с касательной к кривой в точке перегиба;
- - максимальная скорость реакции, соответствующая вершине пика;
- - экстраполированная конечная температура, соответствующая точке, в которой экстраполированная нулевая линия на высокотемпературной стороне кривой пересекается по касательной к кривой в точке перегиба;
- - окончание реакции, соответствующее возврату ДСК кривой к окончательной нулевой линии.
Энтальпию реакции (Дж/г) получают путем интегрирования площади между пиком реакции и нулевой линией от
к
.
ДБ.8.2 Определение характеристического времени и энтальпии реакции (изотермический метод)
Каждая методика (ДБ.7.3.2 и ДБ.7.3.3) требует разной продолжительности для начала реакции.
Отмечают время , когда образец для испытаний достигает температурного равновесия. Измеряют следующее время от этой точки (см. рисунок ДБ.2):
- - начало реакции, соответствующее отклонению ДСК кривой от начальной нулевой линии;
- - экстраполированное начальное время, соответствующее точке, в которой экстраполированная нулевая линия на низкотемпературной стороне кривой пересекается по касательной к кривой в точке перегиба;
- - максимальная скорость реакции, соответствующая вершине пика;
- - окончание реакции, соответствующее возврату ДСК кривой к нулевой линии.
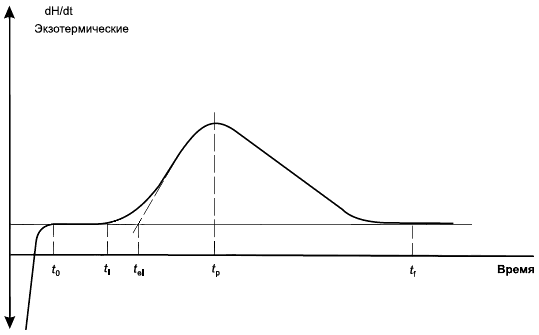
Рисунок ДБ.2 - ДСК кривая с экзотермическим пиком (изотермический метод)
Энтальпию реакции во время изотермической стадии получают путем интегрирования площади между пиком реакции и нулевой линией от к
.
Примечание - Чтобы получить пик, представленный на рисунке ДБ.2, необходимо выбрать температуру испытания. При необходимости температуру испытания можно понизить. Если реакция начинается мгновенно, используют рисунок ДБ.3.
Когда реакция начинается мгновенно, кривая будет иметь вид, представленный на рисунке ДБ.З. В таких случаях и
не могут быть измерены. Время
берут как равное
.
ДБ.8.3 Определение степени превращения
ДБ.8.3.1 Общие положения
Степень превращения , которая зависит от температуры (сканирующий анализ) или времени (изотермический анализ), можно определить из ДСК кривой.
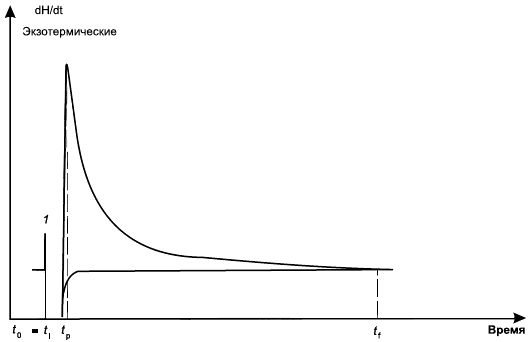
1 - введение образца для испытаний
Рисунок ДБ.3 - ДСК кривая с экзотермическим пиком (немедленное начало реакции)
ДБ.8.3.2 Вычисление из температурного сканирования
Степень превращения (
%) (см. рисунок ДБ.4) рассчитывают по формуле
![]() , (ДБ.1)
, (ДБ.1)
где - часть энтальпии реакции до температуры
, соответствующая части пиковой площади между
и
;
- суммарная энтальпия реакции, соответствующая суммарной пиковой площади между
и
.
См. также ISO 11357-3 относительно определения характеристической температуры и энтальпии.
Используют низкую скорость сканирования (предпочтительно ниже чем 5°С/мин), в противном случае может отмечаться искажение кривой (см. также ISO 11357-1:1997, приложение В).
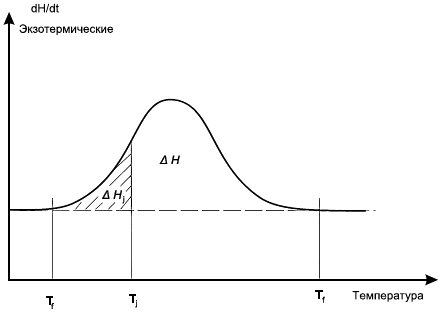
Рисунок ДБ.4 - Вычисление степени превращения из температурного сканирования
Степень превращения возрастает с увеличением температуры
. Типичный пример приведен на рисунке ДБ.5.
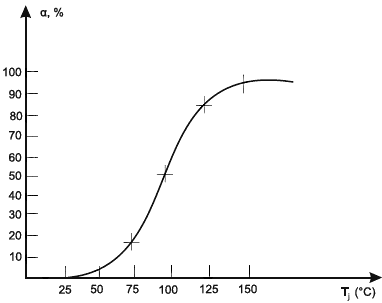
Рисунок ДБ.5 - Пример увеличения при увеличении температуры
ДБ.8.3.3 Вычисление из изотермической кривой
Степень превращения (
%) (см. рисунок ДБ.6) рассчитывают по формуле
![]() , (ДБ.2)
, (ДБ.2)
где - часть энтальпии реакции до температуры
, соответствующая части пиковой площади между
и
;
- суммарная энтальпия реакции, соответствующая суммарной пиковой площади между
и
.
См. ДБ.8.2 относительно определения характеристического времени и энтальпии.
Если изменение энтальпии , измеренное из изотермической кривой, меньше чем изменение энтальпии
, измеренное из температурного сканирования (см. ДБ.8.2), то заменяют
на
в уравнении ДБ.2 и получают истинную степень превращения.
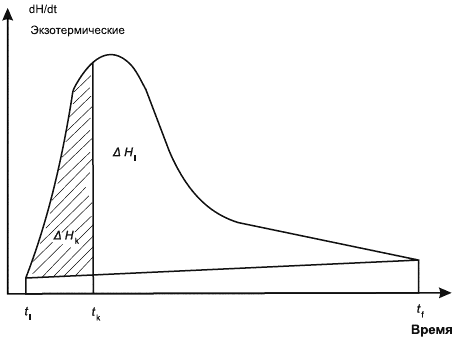
Рисунок ДБ.6 - Вычисление степени превращения из изотермической кривой
Степень превращения возрастает с увеличением времени согласно рисунку ДБ.7.
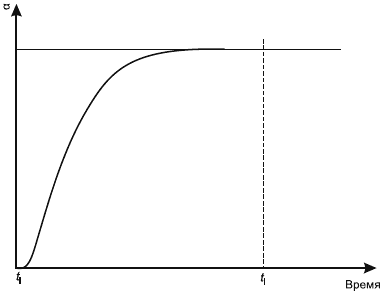
Рисунок ДБ.7 - Возрастание с возрастанием времени
ДБ.9 Прецизионность
Прецизионность данного метода не известна, поскольку межлабораторные данные отсутствуют. После получения межлабораторных данных информация о прецизионности будет внесена при пересмотре стандарта.
ДБ.10 Протокол испытания
См. ISO 11357-1:1997, раздел 10.
Включают в качестве пункта j детали используемой методики (метод сканирования, чувствительный к температуре, или изотермический метод).
Включают в качестве результатов испытания [(пункт I)]:
- измеренную характеристическую температуру или время;
- при проведении изотермического опыта - остаточную энтальпию реакции, если она была отмечена (см. ДБ.7.3.4);
- суммарную энтальпию реакции;
- степень превращения и температуру или время измерения.
Приложение ДВ
(справочное)
Положения ISO 1268-7:2001, которые применены в настоящем стандарте с модификацией их содержания
ДВ.1 Раздел 1 Область применения
Настоящая часть ISO 1268 описывает метод изготовления пластин для испытаний из армированных пластмасс RTM-инфузией (RTM).
При использовании настоящей части, также необходимо применять ISO 1268-1.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в соответствии с требованиями ГОСТ 1.5 (подраздел 3.7) и в целях соблюдения норм русского языка и принятой терминологии.
ДВ.2 Раздел 4 Сущность метода
RTM-инфузия - метод изготовления при низком давлении в закрытой форме. Армирующему материалу предварительно придают форму будущего изделия. Армирующий материал укладывают в полость формы и форму закрывают. Смолу с добавками закачивают в полость формы и пропитывают армирующим материалом. Затем смолу отверждают и получают композитную пластину. Процедура изготовления может быть модифицирована, например, откачивают воздух из формы перед закачиванием смолы, нагревают смолу для уменьшения ее вязкости и сокращения времени отверждения или, если используют смолу с высокой реакционной способностью, смолу и отвердитель вводят раздельно, при помощи двух насосов, в камеру, где происходит смешение, а оттуда в форму.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения.
ДВ.3 Подраздел 5.1 Армирующие материалы
Могут использоваться армирующие волокна, такие как стекловолокно, углеволокно, арамидное волокно и т.д., в виде матов (маты из рубленых комплексных нитей или маты из непрерывных комплексных нитей), рубленых ровингов, тканей, вязаных тканей, плетеных тканей, однонаправленных армирующих материалов и комбинации вышеперечисленных материалов.
Армирующему наполнителю предварительно придают неизменную форму. Для этого на уложенный армирующий наполнитель распыляют связующее и затем подвергают воздействию температуры. Также предварительную форму армирующему наполнителю можно задавать при помощи сшивания, вязания или переплетения слоев армирующих материалов дополнительными нитями.
Армирующий материал должен легко укладываться в полость формы и пропитываться смолой. При закачивании смолы армирующий материал не должен двигаться.
Примечание - Данный подраздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения. Второй абзац описан в разделе 9.1.1 в настоящем стандарте, так как устанавливает требования к предварительному формованию армирующего наполнителя.
ДВ.4 Подраздел 5.2 Смола
Вязкость смолы и характеристики отверждения смолы должны обеспечивать соответствующую текучесть смолы и полную пропитку армирующего материала до отверждения.
Примечание - Данный подраздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка и технического стиля изложения.
ДВ.5 Раздел 6 Размеры пластин
Длина и ширина пластины для испытаний должны быть достаточно большими, чтобы можно было вырезать образцы для испытаний правильных размеров. Размеры образцов для испытаний должны быть установлены в соответствующем международном стандарте. Рекомендуемые длина и ширина должны быть 300 мм. Толщина должна быть от 1 мм до 4 мм. Пластины для испытаний, толщина которых превышает 4 мм, обычно не подходят для испытания на определение механических свойств.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка и технического стиля изложения.
ДВ.6 Раздел 7 Содержание армирующего наполнителя
Рекомендуемое объемное содержание волокна для разнонаправленных армирующих материалов должно быть в диапазоне от 15% до 30%.
Для тканых изделий рекомендованный диапазон составляет от 35% до 55% к объему.
Для изделий из однонаправленных волокон рекомендуемый диапазон составляет от 40% до 60% к объему.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения.
ДВ.7 Раздел 8 Аппаратура
8.1 Форма, изготовленная из стали, алюминия или пластмассы армированной волокном, и состоящая из двух пластин. В нижней пластине должна быть полость. Также форма должна быть оснащена впускным отверстием для смолы и выпускным отверстием (не обязательно) для воздуха. Для плотного прилегания пластин формы друг к другу следует использовать болты. Между пластинами формы обычно прокладывают резиновый уплотнитель. Также в форму могут быть встроены устройства для измерения температуры. Поверхность пластин формы должна быть покрыта антиадгезионным агентом.
8.2 Пресс с нагревающими пластинами, с точностью установки температуры в границах ±5°С и давления ±20 кПа.
8.3 Печь с циркуляцией воздуха, с точностью установки температуры в границах ±5°С.
8.4 Емкость со смолой, температура которой может регулироваться.
8.5 Насос для прокачки смолы под давлением 800 кПа.
8.6 Вакуумный насос (дополнительно).
8.7 Гибкая трубка, соединяющая форму с насосом или вакуумным насосом.
8.8 Оборудование для контроля температуры и давления.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения.
ДВ.8 Подраздел 9.1 Предварительное формование армирующего наполнителя
9.1.1 Примеры методов предварительного формования армирующего материала:
- листы мата вырезают и укладывают в соответствии с инструкциями. Применяют небольшое количество полимерного связующего. Затем уложенные слои мата подвергают воздействию температуры и давлению в матрице;
- армирующие волокна рубят и напыляют на вращающуюся мембрану, на которой они удерживаются при помощи всасываемого воздуха. Небольшое количество (от 2% до 5%) полимерного связующего добавляют в распыляемые рубленые волокна. Затем рубленое волокно подвергают воздействию температуры (иногда в матрице). Непрерывные волокна и/или ткани могут применяться совместно с матами, при предварительном формовании армирующего материала предыдущим методом;
- листы ткани вырезают и укладывают в заданном направлении. Уложенные слои ткани, соединенные методом сшивания, переплетения или вязания вместе с помощью, например, полиамидной, полиэфирной, арамидной, стеклянной или углеродной нити. Однонаправленные ткани используют для изготовления пластин для испытания с высоким содержанием армирующего наполнителя;
- объемные ткани заданной формы, изготовленные шитьем, вязанием или переплетением.
9.1.2 Масса на единицу площади предварительно формованного армирующего материала должна быть такой, чтобы изготовленные пластины для испытания имели требуемое объемное содержание армирующего наполнителя.
9.1.3 Форма предварительно формованного армирующего материала должна совпадать с размерами формы, а также соблюдаться выравнивание армирующих волокон.
Примечание - Данный подраздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения. Пункты 9.1.2 и 9.1.3 исключены из настоящего стандарта, так как не устанавливают конкретных требований.
В.9 Пункты 9.2.4 и 9.2.5
9.2.4 При RTM-инфузии допускается использование смолы с высокой реакционной способностью. Помещают предварительно формованный армирующий материал в полость формы, закрывают форму и стягивают ее. Закачивают смолу и отвердитель из двух раздельных емкостей в смесительную камеру и затем смесь в форму. В данном методе скорость потока смолы должна быть высокой, что может быть причиной смещения армирующего материала в полости формы. При закачивании смолы рекомендуется проверять армирующий материал на наличие смещения.
9.2.5 В независимости от применяемого метода, следует записывать значения температуры, давления, времени прессования и времени отверждения.
Примечание - Данные пункты международного стандарта изменены в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения.
В.10 Раздел 10 Методы контроля качества
10.1 Общие положения
Контроль характеристик пластин для испытаний должен проходить до того, как будут вырезаны образцы для испытаний. Критерии приемки или отбраковки пластин для испытаний должны быть приведены в технических условиях на материал или должны быть согласованы между заинтересованными сторонами, принимая в расчет требования, приведенные в 10.2-10.7.
10.2 Содержание армирующего материала
Для пластмасс, армированных волокном, содержание армирующего материала определяют в соответствии с ISO 1172, для пластмасс, армированных углеволокном, содержание армирующего материала определяют любым методом, согласованным между заинтересованными сторонами.
Примечание - По массе пластины для испытаний, а также предварительно формованного армирующего материала можно грубо оценить приемлемо или нет содержание армирующего материала.
10.3 Содержание пустот
Содержание пустот в пластине определяют визуальным осмотром полированного поперечного сечения под микроскопом (см. ISO 7822), ультразвуковым сканированием или другим подходящим методом.
10.4 Плотность
Плотность определяют одним из методов, приведенных в ISO 1183.
10.5 Размеры пластин для испытаний
Измеряют толщину, ширину и длину пластины для испытаний. Измеряют любые искривления или кручения (или другие деформации) пластины для испытаний. Места, в которых измеряют толщину пластины, а также тип контактных площадок (плоские или полусферические) и диаметр контактных площадок должны быть указаны в отчете об изготовлении пластины для испытаний.
10.6 Степень отверждения
При необходимости определяют степень отверждения, используя цифровую сканирующую калометрию (ДСК), температуру стеклования (см. ISO 11357-2) и/или остаточную энтальпию (см. ISO 11357-5).
10.7 Ориентация армирующих волокон
При необходимости измеряют степень смещения от заданного положения армирующих волокон. Смещение от заданного положения измеряют, если смолу подают с большой скоростью.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения.
В.11 Раздел 11 Маркировка
Содержание армирующего наполнителя пластины может изменяться от верхней стороны пластины до нижней. Значения изгиба и межслойного сдвига могут отличаться в зависимости от того, на верхнюю или на нижнюю сторону пластины воздействует нагрузка. Рекомендуется маркировать стороны пластины для испытаний.
Примечание - Данный раздел международного стандарта изменен в настоящем стандарте в целях соблюдения норм русского языка, принятой терминологии и технического стиля изложения.
Приложение ДГ
(справочное)
Перечень изменений нормативных ссылок
Таблица ДГ.1
Структурный элемент | Модификация |
Раздел 2 Нормативные ссылки | Ссылка на ISO 1172 "Пластмассы, армированные стекловолокном. Препреги, формовочные материалы и ламинаты. Определение содержания стекловолокна и минеральных наполнителей. Методы сжигания" заменена ссылкой на ГОСТ 33345-2015 (ISO 1268-1:2001) "Композиты полимерные. Производство пластин для изготовления образцов для испытаний. Общие технические требования". |
| |
УДК 678.5.001.4:006.354 | МКС 83.120 | MOD |
Ключевые слова: полимерные композиты, производство пластин, образцы для испытаний, литьевое прессование | ||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}