ГОСТ 11368-89
Группа К24
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАССЫ ДРЕВЕСНЫЕ ПРЕССОВОЧНЫЕ
Технические условия
Wood moulding compounds.
Specifications
ОКП 55 4460
Срок действия с 01.07.90
до 01.07.95*
_______________________
* Ограничение срока действия снято по протоколу N 4-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации
(ИУС N 4, 1994 г.). - Примечание "КОДЕКС".
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством лесной промышленности СССР
ИСПОЛНИТЕЛИ
Г.С.Черкасов, Л.Г.Галюк, С.Н.Мирошнеченко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.06.89 N 1993
3. Взамен ГОСТ 11368-79
4. Срок первой проверки - 1993 г.
Периодичность проверки - 5 лет
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, приложения |
ГОСТ 12.1.005-76 | 1.3.5.3 |
ГОСТ 12.1.007-76 | 1.3.5.4 |
ГОСТ 12.3.002-75 | 1.3.5.1 |
ГОСТ 901-89* | 1.3.5.4 |
ГОСТ 2226-89* | 1.5.1 |
ГОСТ 2718-89* | Приложение 5 |
ГОСТ 2768-84 | Приложение 5 |
ГОСТ 2789-73 | 3.6 |
ГОСТ 4647-89* | 3.14 |
ГОСТ 4648-71 | 3.12 |
ГОСТ 4650-89* | 3.11 |
ГОСТ 4651-82 | 3.13 |
ГОСТ 4670-77 | 3.16 |
ГОСТ 5689-79 | 3.4, 3.15 |
ГОСТ 6433.2-71 | Приложение 3 |
ГОСТ 6433.3-71 | Приложение 3 |
ГОСТ 6433.4-71 | Приложение 3 |
ГОСТ 7076-87 | Приложение 3 |
ГОСТ 11012-69 | 3.19, приложение 4 |
ГОСТ 11035-64 | Приложение 3 |
ГОСТ 12015-66 | 3.5 |
ГОСТ 12020-72 | Приложение 3 |
ГОСТ 12423-66 | 3.9 |
ГОСТ 14192-77 | 1.4.2 |
ГОСТ 14231-78 | 1.3.5.4 |
ГОСТ 15139-69 | 3.10, приложение 5 |
ГОСТ 17811-78 | 1.5.1 |
ГОСТ 18110-72 | Приложение 2 |
ГОСТ 18616-80 | Приложение 3 |
ГОСТ 20907-75 | 1.3.5.4 |
ГОСТ 21341-75 | Приложение 3 |
ГОСТ 21650-76 | 4.1 |
ГОСТ 21929-76 | 4.1 |
Настоящий стандарт распространяется на древесные прессовочные массы (МДП), полученные в результате совместной обработки частиц древесины, синтетических смол или их модификаций.
Применяемость прессовочных масс приведена в приложении 1 (табл.6).
Термины и определения, применяемые при производстве древесных прессовочных масс, приведены в приложении 2 (табл.7).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Прессовочные массы должны изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке.
1.2. Типы и марки
1.2.1. Прессовочные массы должны изготовляться следующих типов:
МДПК - массы древесные прессовочные, содержащие частицы шпона (крошку, получаемую из отходов березового шпона);
МДПС - массы древесные прессовочные, содержащие стружку;
МДПО - массы древесные прессовочные, содержащие опилки.
1.2.2. Прессовочные массы подразделяют на марки, указанные в табл.1.
Таблица 1
Марка | Основной компонент | |||
Новое обозначение | Старое обозначение | Древесный наполнитель | Связующее | Антифрикцион- ная добавка |
МДПК-Б | МДПК-Б МДПК-Б МДПК-Б | Частицы березового шпона размерами, мм, не более: | Бакелитовые лаки | - |
|
| по длине - 80, |
|
|
|
| " ширине - 10, |
|
|
|
| " толщине - 0,8, |
|
|
|
| с содержанием частиц длиной от 25 до 80 мм не более 10% общей массы |
|
|
МДПК-Ба | - |
|
| Смесь стеарата кальция, жирных кислот (ДЖК) в окиси цинка |
МДПК-В | МДПК-В | Частицы березового шпона размерами, мм, не более: | Водорастворимые феноло- формальдегидные смолы или их смесь с фенолоспиртами | - |
|
| по длине - 80, |
|
|
|
| " ширине - 10, |
|
|
|
| " толщине - 1,8, |
|
|
|
| с содержанием частиц длиной от 25 до 80 мм не более 10% общей массы |
|
|
МДПК-В | МДПК-В | Частицы березового шпона размерами, мм, не более: |
| - |
|
| по длине - 50, |
|
|
|
| " ширине - 5, |
|
|
|
| " толщине - 1,8, |
|
|
|
| с содержанием частиц длиной менее 2 мм не более 5% общей массы |
|
|
МДПК-Ва | - |
|
| Смесь измельченных отходов фторопластов Д и 4Д и окиси цинка |
МДПК-Вг | МДПК-В |
|
| Скрытокрис- таллический графит |
МДПК-М | МДПК-М | Стружки лиственных пород, смесь стружек лиственных и хвойных пород, смесь стружек с опилками, размерами, мм, не более: | Карбамидо- формальдегидные смолы | - |
|
| по длине - 15, |
|
|
|
| " ширине - 5, |
|
|
|
| " толщине - 2 |
|
|
МДПО-Б | МДПО-Б | Опилки лиственных пород, смесь опилок лиственных и хвойных пород древесины, прошедшие через сито с отверстиями 3 мм и менее | Бакелитовые лаки | - |
МДПО-Ба | - |
|
| Смесь стеарата кальция, жирных кислот (ДЖК) и окиси цинка |
МДПО-В | МДПО-В |
| Водорастворимые фенолоформальдегидные смолы | - |
МДПО-Ва | - |
|
| Смесь измельченных отходов фторопласта 4Д и окиси цинка |
1.3. Характеристики
1.3.1. Прессовочные массы не должны иметь посторонних примесей и загрязнений.
1.3.2. Допускается введение модифицирующих и окрашивающих веществ в прессовочные массы всех марок.
1.3.3. По показателям качества прессовочные массы (образцы из них) должны соответствовать нормам, указанным в табл.2.
Таблица 2
Наимено- |
| ||||||||||
| МДПК-Б | МДПК-Ба | МДПК-В | МДПК-В | МДПК-Ва | МДПК-Вг | МДПС-М | МДПО-Б | МДПО-Ба | МДПО-В | МДПО-Ва |
Массовая доля влаги и летучих веществ, % | 6-10 | 6-10 | 9-11 | 6-10 | 7-11 | 6-10 | |||||
Плотность образцов, кг/м | 1300-1380 | 1320-1380 | 1220- | 1320-1380 | 1320-1380 | ||||||
Водопо- |
|
|
|
|
| ||||||
Предел прочности при ста- | 88 | 83 | 59 | 44 | 49 | 59 | 49 | 59 | |||
Предел прочности при сжатии образцов, МПа, не менее | 98 | 88 | 49 | 108 | 88 | 98 | 88 | ||||
Ударная вязкость, кДж/м | 11 | 11 | 5 | 5 | 4 | ||||||
Твердость, МПа, не менее | 215 | 205 | 200 | 100 | 205 | 190 | 125 | 190 | |||
Текучесть по Рашигу, мм, не менее | 35 | 40 | 35 | - | 35 | 40 | 35 | ||||
Дополнительные показатели прессовочных масс и показатели эксплуатационных свойств антифрикционных прессмасс приведены в приложениях 3, 4.
1.3.4. В производстве древесных прессовочных масс должны применяться разрешенные органами Минздрава СССР лаки, смолы, фенолоспирты и другие компоненты, содержащие токсичные вещества.
1.3.5. Требования безопасности
1.3.5.1. Работы по производству древесных прессовочных масс должны соответствовать требованиям ГОСТ 12.3.002, санитарным правилам организации технологических процессов и гигиеническим требованиям к производственному оборудованию, утвержденным Минздравом СССР.
1.3.5.2. Бакелитовые лаки, водорастворимые фенолоформальдегидные смолы и фенолоспирты, содержащие фенол и формальдегид, токсичны.
Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны:
фенола - 0,1 мг/м;
формальдегида - 0,05 мг/м.
1.3.5.3. Работа с древесными прессовочными массами должна проводиться в помещениях, оборудованных приточно-вытяжной вентиляцией. Рабочие места должны быть оборудованы местными отсасывающими устройствами. Содержание вредных веществ в воздухе не должно превышать предельно допустимых концентраций по ГОСТ 12.1.005.
1.3.5.4. Токсикологические характеристики, пожаровзрывоопасность, способы хранения и обезвреживания токсичных веществ, применяемых в производстве древесных прессовочных масс, приведены в табл.3. Класс опасности токсичных веществ - по ГОСТ 12.1.007.
Таблица 3
|
|
|
Бакелитовые лаки | По ГОСТ 901 | При случайном разливе быстро удаляют пролитое, смыв обильной струей воды |
Сброс сточных вод в канализацию допускается после очистки и обезвреживания
| ||
Водорастворимые фенолоформальдегидные смолы и фенолоспирты | По ГОСТ 20907 |
|
Карбамидоформальдегидные смолы | По ГОСТ 14231 |
|
1.4. Маркировка
1.4.1. На ярлыках, прикрепляемых к мешкам, или мешках наносится маркировка с указанием:
наименования и товарного знака предприятия-изготовителя;
марки прессовочных масс;
массы нетто;
номера партии;
даты изготовления;
обозначения настоящего стандарта.
1.4.2. Транспортную маркировку наносят в соответствии с ГОСТ 14192 с нанесением манипуляционного знака "Боится сырости".
1.5. Упаковка
1.5.1. Древесные прессовочные массы упаковывают в зависимости от массы в трех- или четырехслойные бумажные мешки по ГОСТ 2226 или в полиэтиленовые мешки по ГОСТ 17811. Горловина бумажных мешков должна быть зашита, а полиэтиленовых - заварена.
Масса одного мешка не должна превышать 40 кг.
2. ПРИЕМКА
2.1. Прессовочные массы принимают партиями. Партией считают количество прессовочной массы одного типа, одной марки, одного цвета, с применением связующего одной партии, сопровождаемое одним документом о качестве, содержащим:
наименование и товарный знак предприятия-изготовителя;
марку;
массу нетто партии;
номер партии;
дату изготовления;
результаты проведенных испытаний или подтверждение о соответствии требованиям настоящего стандарта;
обозначение настоящего стандарта.
2.2. Для проверки качества прессовочных масс отбирают выборку в размере 3% мешков (но не менее трех).
2.3. При получении неудовлетворительных результатов хотя бы по одному показателю проводят повторную проверку по этому показателю на удвоенной выборке.
2.4. Результаты повторной проверки распространяют на всю партию.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Из каждого отобранного по п.2.2 мешка берут три точечные пробы, тщательно перемешивают и отбирают среднюю пробу в количестве не менее 1 кг. Среднюю пробу помещают в чистую сухую плотно закрывающуюся банку или пакет из влагонепроницаемого материала, который плотно завязывают. На банку наклеивают, а в пакет вкладывают этикетку с указанием наименования предприятия-изготовителя, марки, номера партии, даты изготовления партии и отбора выборки.
3.2. Внешний вид прессовочных масс и образцов, изготовленных из них, определяют визуально.
3.3. Показатели, предусмотренные в табл.2, кроме массовой доли влаги и летучих веществ, определяют на образцах, изготовляемых из прессовочной массы, взятой из средней пробы.
3.4. Массовую долю влаги и летучих веществ определяют по ГОСТ 5689 после выдержки в сушильном шкафу в течение 25 мин непосредственно на прессовочной массе.
3.5. Образцы для испытаний, предусмотренных в табл.2, прессуют по ГОСТ 12015. Форма, размеры образцов и режимы их прессования должны соответствовать указанным в табл.4 и 5.
Таблица 4
|
|
|
Плотность | Брусок | (160±2) |
Ударная вязкость | " | (120±2) |
Водопоглощение | " | (50±0,5) |
Предел прочности при статическом изгибе | " | (160±2) |
Предел прочности при сжатии | Параллелепипед | (30±0,5) |
Таблица 5
Наименование показателя |
| |||||
| МДПК-Б; | МДПК-Вг | МДПК-В | МДПС-М | МДПО-Б; | МДПО-В; |
| Бруски 160 | |||||
Температура прессования, °С | 145-155 | 150-160 | 120-130 | 145-155 | ||
Давление, МПа | 50-60 | 50-60 | 40-50 | 30-40 | 40-50 | |
Время выдержки при прессовании образца, мин | 10 | 10 | 10 | 8 | 8 | |
Усилие прессования должно быть направлено перпендикулярно к стороне образца, имеющей наибольшую поверхность.
3.6. Оформляющие поверхности пресс-формы должны быть хромированы и отполированы; параметр шероховатости поверхности должен быть от 0,125 до 0,160 мкм по ГОСТ 2789.
3.7. Пресс-форма должна быть снабжена системой нагревания, с терморегулирующим устройством, дающим возможность поддерживать температуру прессования с отклонением от номинальной ±3 °С. За температуру прессования принимают температуру оформляющих поверхностей пресс-формы, за время выдержки при прессовании - время с момента достижения заданного давления до начала размыкания пресс-формы.
3.8. Образцы из древесных прессовочных масс после прессования должны иметь гладкую поверхность без недопрессовок, вздутий, трещин и расслоений.
Прессовочные массы должны быть однородны по окраске и не иметь комков.
3.9. Перед испытанием образцы кондиционируют не менее 3 ч при (20±2) °С по ГОСТ 12423.
Период времени между прессованием образцов и испытанием должен составлять не менее 16 ч, включая время кондиционирования.
3.10. Плотность определяют по ГОСТ 15139 методом гидростатического взвешивания. Продолжительность пребывания образца в воде должна быть не более 1 мин.
Допускается определять плотность методом обмера и взвешивания образца.
3.11. Водопоглощение определяют по ГОСТ 4650 в холодной воде. Образцы перед испытанием допускается высушивать в сушильном шкафу при температуре (105±3) °С в течение 1 ч.
3.12. Предел прочности при статическом изгибе определяют по ГОСТ 4648. Результат округляют с точностью до целого числа.
3.13. Предел прочности при сжатии определяют по ГОСТ 4651 на образцах, вырезанных из брусков в соответствии с черт.1.
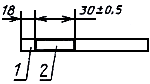
1- отход; 2 - образец для определения предела прочности при сжатии
Черт.1
Результат округляют с точностью до целого числа.
3.14. Ударную вязкость определяют по ГОСТ 4647 на образцах без надреза при скорости молота в момент удара 2,9 м/с.
Допускается использовать образцы после определения плотности, а также изготовлять образцы длиной 120 мм из брусков с размерами 16015
10 мм путем обрезки их с двух сторон.
Результат округляют с точностью до целого числа.
3.15. Текучесть пресс-массы по Рашигу определяют по ГОСТ 5689. В пресс-форму загружают 10 г пресс-массы и прессуют при температуре (150±3) °С под давлением (60±2,5) МПа в течение 3-х мин.
3.16. Твердость определяют по ГОСТ 4670 с приложением нагрузки 960 Н перпендикулярно к плоскости, образующей наибольшую поверхность образца 4015 мм.
3.17. Коэффициент трения образцов определяют по стальному контртелу без смазки при скорости скольжения 0,75 м/с, нагрузке 4,9 МПа и продолжительности скольжения не менее 30 мин в соответствии с приложением 5, п.1.5, п.1.
3.18. Износ при трении качения определяют проскальзыванием по стальному контртелу без смазки по потере массы образцов в миллиграммах на 1 пог.м пути истирания в соответствии с приложением 5, п.2.
3.19. Абразивный износ определяют по ГОСТ 11012 на брусках квадратного сечения 1212 мм и высотой 15 мм в мм
на 1 пог.м пути истирания.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Упакованные древесные прессовочные массы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
Пакетирование в транспортные пакеты производится по ГОСТ 21929 с помощью средств скрепления по ГОСТ 21650. Масса пакета не должна превышать 900 кг.
4.2. Прессовочные массы хранят в закрытом помещении при температуре не выше 25 °С.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие древесных прессовочных масс требованиям настоящего стандарта при соблюдении правил хранения и транспортирования.
5.2. Гарантийный срок хранения древесных прессовочных масс типов МДПК и МДПО со дня изготовления - 6 мес.; МДПС - 3 мес.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ОБЛАСТЬ ПРИМЕНЕНИЯ ПРЕССОВОЧНЫХ МАСС
Таблица 6
|
|
МДПК-Б, МДПК-В | Конструкционные и антифрикционные детали машин и механизмов (вкладыши и втулки подшипников), железнодорожных вагонов и трамваев (скользуны тележек, вкладыши и т.п.), прокатных станов (вкладыши подшипников валков) |
МДПК-Ба | Самосмазывающийся антифрикционный материал того же назначения |
МДПК-B | Конструкционные и антифрикционные детали машин и механизмов более сложной конфигурации, погонажные изделия, вентиляционные решетки, сидения и т.п. |
МДПК-Ва | Самосмазывающийся антифрикционный материал того же назначения |
МДПК-Вг | Антифрикционные детали машин: втулки, скользуны тележек железнодорожных вагонов, ползуны лесопильных рам и т.п. |
МДПС-М | Погонажные строительные детали, детали тары |
МДПО-Б, МДПО-В | Конструкционные детали машин: ролики конвейеров, заглушки и т.п. |
МДПО-Ба, МДПО-Ва | Самосмазывающийся антифрикционный материал того же назначения |
Примечание. Рекомендуемые условия применения антифрикционных прессовочных масс: удельная нагрузка () до 4,9 МПа при скорости скольжения (
) до 0,75 м/с (
не более 4 МПа, м/с).
ПРИЛОЖЕНИЕ 2
Справочное
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Таблица 7
|
|
1. Древесное сырье для древесных прессовочных масс | Отходы шпона, опилок, стружки, волокнистые частицы, используемые для получения древесной прессовочной массы |
2. Древесные частицы | ГОСТ 18110 |
3. Стружка | ГОСТ 18110 |
4. Размеры частиц | ГОСТ 18110 |
5. Игольчатая древесная частица | Древесная частица, длина которой превосходит ширину и толщину не менее чем в 10 раз |
6. Плоская древесная частица | Древесная частица, ширина которой превосходит толщину не менее чем в 10 раз |
7. Древесная крошка | Древесные частицы любой формы, получаемые при измельчении отходов шпона |
8. Модифицирующая добавка | Добавка, вводимая в древесную прессовочную массу для улучшения физико-механических и технологических свойств |
9. Смазывающее вещество для изготовления древесных прессовочных масс | Добавка, вводимая в древесную прессовочную массу для предотвращения его прилипания к оформляющим поверхностям деталей пресс-форм и для повышения ее текучести в процессе прессования изделий |
10. Сушка пропитанных древесных частиц | Удаление из пропитанных древесных частиц влаги и летучих веществ путем их испарения |
ПРИЛОЖЕНИЕ 3
Справочное
ДОПОЛНИТЕЛЬНЫЕ ПОКАЗАТЕЛИ ПРЕССОВОЧНЫХ МАСС
Таблица 8
Наименование показателя |
| Метод испытания | |||||||
| МДПК-В | МДПК-В | МДПК-В | МДПК-Вг | МДПС-М | МДПО-Б | МДПО-В |
| |
Масло- | 0,05 | 0,06 | 0,04 | 0,06 | - | 0,05 | 0,06 | По ГОСТ 12020 на образцах 120 | |
Бензино- поглощение за 24 ч при температуре 20 °С, %, не более | 0,01 | 0,04 | 0,05 | 0,01 | 0,04 | По ГОСТ 12020 на образцах 120 | |||
Кислото- | 4,5 | 2,7 | - | 2,8 | 1,6 |
| |||
Водо- | 290 | 370 | 250 | - | 280 | 590 | По ГОСТ 4650 | ||
Тепло- | 120 | 135 | 150 | 100 | 100 | 90 | По ГОСТ 21341 | ||
Тепло- | 0,15-0,30 | 0,15-0,30 | - | - | - | - | 0,15-0,30 | По ГОСТ 7076 | |
Насыпная плотность, кг/м | 200-250 | 200-250 | 200-250 | 250-300 | По ГОСТ 11035 | ||||
Усадка, % | 0,15-0,30 | 0,30-0,40 | 0,37-0,04 | 0,38-0,47 | 0,45-0,50 | По ГОСТ 18616 | |||
Содержание сухой неотвержденной смолы, % | 25-30 | 25-30 | 11-14 | 25-35 | Метод экстрагиро- вания | ||||
Удельное электрическое сопротивление*: |
|
|
|
|
|
|
| По ГОСТ 6433.2 на дисках диаметром 100 мм, толщиной 4 мм | |
поверхностное, Ом, не менее | 10 | 10 | 10 | 10 | 10 | 10 |
| ||
объемное, Ом·см, не менее | 10 | 10 | 10 | 10 | 10 | 10 |
| ||
Тангенс угла диэлектрических потерь при частоте 50 Гц**, не более | 0,14 | 0,40 | - | - | - | - | По ГОСТ 6433.4 на дисках диаметром 100 мм, толщиной 4 мм | ||
Диэлектрическая проницаемость при частоте 50 Гц***, не более | 7,8 | 7,5 | - | - | - |
| По ГОСТ 6433.4 на дисках диаметром 100 мм, толщиной 4 мм | ||
Электрическая прочность, кВ/мм, не менее | 6,0 | 6,0 | - | - | - | - | По ГОСТ 6433.3 на дисках диаметром 100 мм, толщиной 4 мм | ||
______________________
* Показатель удельного электрического сопротивления образцов из прессовочной массы определен после выдерживания их при температуре (60±2) °С в течение 4 ч. с последующей выдержкой при температуре (20±5) °С не менее 6 ч и относительной влажности вoздyхa (65±3)%.
** Показатели определяют на образцах после их кондиционирования в течение 24 ч при температуре 50 °С и относительной влажности воздуха менее 20%. Испытания проводят при температуре 20 °С и относительной влажности воздуха 65%.
*** Отношение массы абсолютно сухой смолы к массе абсолютно сухой пропитанной прессовочной массы.
ПРИЛОЖЕНИЕ 4
Справочное
ПОКАЗАТЕЛИ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ
АНТИФРИКЦИОННЫХ ПРЕССОВОЧНЫХ МАСС
Таблица 9
Наименование показателя | Норма для марок | Метод испытаний | |
| МДПК-Ба; | МДПК-Ва; |
|
Коэффициент трения без смазки при скорости скольжения 0,75 м/с и нагрузке 4,9 МПа, не более | 0,09 | 0,08 | Приложение 5, п.1 |
Износ при трении качения по стали, 10 | 10 | 12 | Приложение 5, п.2 |
Абразивный износ, мм | 3,0 | 3,0 | ГОСТ 11012 |
ПРИЛОЖЕНИЕ 5
Рекомендуемое
ОПРЕДЕЛЕНИЕ АНТИФРИКЦИОННЫХ СВОЙСТВ МАСС
ДРЕВЕСНЫХ ПРЕССОВОЧНЫХ
Настоящее приложение устанавливает методы испытания образцов масс древесных прессовочных для определения коэффициента трения и износа при трении качения путем скольжения образцов по плоскости стального контртела.
Испытания проводят на машине трения типа СМЦ-2.
Контртело представляет собой диск из стали марки 45 твердостью HR 45-60. Поверхность диска должна иметь шероховатость =0,16-0,32 мкм.
1. ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ТРЕНИЯ
1.1. Испытания образцов для определения коэффициента трения проводят на машине трения по схеме "колодка-диск" (черт.2) при сухом трении.
Схема испытания образца для определения коэффициента трения
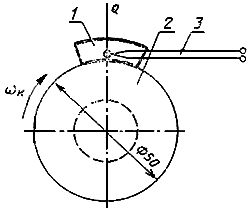
1 - образец (колодка); 2 - контртело (диск); 3 - термопара
Черт.2
1.2. Для испытаний применяют образец в виде колодки, вырезанной из цилиндрического кольца, имеющего: наружный диаметр 68 мм, внутренний 50 мм и высоту 10 мм. Схема разметки образца приведена на черт.3.
Схема разметки образца на заготовки для определения
коэффициента трения
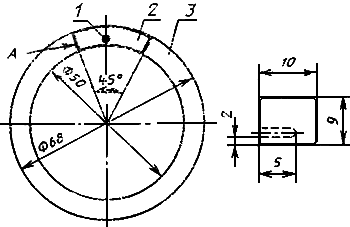
1 - отверстие для термопары; 2 - образец (колодка); 3 - заготовка
Черт.3
Поверхность испытываемого образца не должна иметь трещин, ожогов, вздутий, сколов, пор и других дефектов, видимых невооруженным глазом.
Количество образцов, взятых для испытания от одной партии продукции, должно быть не менее 5.
1.3. Перед испытанием образцы притирают для достижения прилегания их к истираемой поверхности. Притирку образцов проводят скольжением по контртелу при удельной нагрузке 2,45 МПа и скорости скольжения 0,75 м/с (частота вращения контртела 300 об/мин). Полноту прилегания поверхности образца к котртелу определяют через каждые 15 мин притирки при выключенной машине.
Притирка считается законченной, если на всей контактирующей поверхности образца имеются следы износа от металлического контртела. По окончании притирки образцы очищают от продуктов износа волосяной щеткой, а поверхность контртела тщательно промывают растворителем от возможных загрязнений и высушивают. Для промывки используют ацетон марки А по ГОСТ 2718.
1.4. Для проведения испытаний образец (колодку) закрепляют в держателе машины в таком положении, которое он занимал во время притирки, если последний после притирки вынимался из гнезда держателя. На испытываемый образец прикладывают нагрузку, обеспечивающую заданную удельную нагрузку, включают машину и начинают испытание.
Величину удельной нагрузки и скорости скольжения принимают по режимам, указанным в нормативно-технической документации на испытываемый материал.
1.5. В процессе испытания измеряют силу (момент) трения и температуру граничного слоя образца.
Отсчет силы трения (момент) и температуры нагрева проводят через 5 мин после начала испытания или записывают на диаграммной ленте автоматического потенциометра.
Температуру трения граничного слоя испытываемого образца определяют с помощью хромель-копелевой термопары по показанию потенциометра. Спай термопары помещают в отверстие, расположенное на расстоянии 2 мм от поверхности трения образца. Размер отверстия на образце должен соответствовать размеру спая термопары и обеспечивать плотное прилегание.
В начальный период испытаний образцы прирабатываются к поверхности контртела и степень приработки характеризуется стабилизацией момента трения и температуры в зоне контакта с контртелом. Испытание считают законченным по достижении постоянной силы (момента) трения, но не ранее чем через 30 мин после начала испытания. Образец после испытания не должен иметь следов выкрашивания (задиров) и обугливания, а также признаков раздавливания и расплавления.
1.6. Коэффициент трения () вычисляют по формуле
![]() ,
,
где - момент трения, определяемый по тарировочному графику в соответствии с показаниями потенциометра, Н·см (кгс·см);
- нагрузка, прилагаемая на испытываемый образец, Н (кгс).
За результат испытаний принимают среднее арифметическое показателей пяти параллельных определений.
1.7. Результаты испытаний оформляют протоколом, который должен содержать:
наименование и марку материала;
наименование предприятия-изготовителя;
количество испытанных образцов;
условия проведения испытаний (удельную нагрузку, скорость скольжения, со смазкой или без смазки);
коэффициент трения каждой группы образцов;
дату испытания;
обозначения настоящего стандарта.
2. ОПРЕДЕЛЕНИЕ ИЗНОСА ПРИ ТРЕНИИ КАЧЕНИЯ
2.1. Испытания МДП на износ (истирание) проводят при сухом трении качения с проскальзыванием по плоскости стального контртела по схеме "вал - втулка" (черт.4).
Схема испытания образца при трении качения
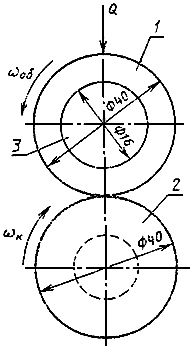
1 - образец (втулка); 2 - контртело (вал); 3 - держатель образца
Черт.4
2.2. Для испытаний применяют образец в виде втулки диаметром: наружным 40 мм, внутренним 16 мм и высотой 10 мм. На истираемой поверхности образца не должно быть сколов, пор, заусенцев, вздутий, ожогов и других дефектов, видимых невооруженным глазом.
Количество испытываемых образцов для каждой партии продукции должно быть не менее 5. Режим изготовления образцов должен быть указан в нормативно-технической документации на материал. Перед испытанием контактирующие поверхности образца и контртела протирают ацетоном (марка А по ГОСТ 2768).
2.3. Испытание образца включает следующее:
определение плотности взвешиванием перед испытанием;
притирка к истирающей поверхности контртела;
истирание на определенном пути скольжения;
определение потери массы при испытании.
2.4. Плотность испытываемого образца определяют методом обмера и взвешивания по ГОСТ 15139.
2.5. Для испытания образец (втулку) закрепляют в соответствующем держателе, задают нагрузку, включают машину и проводят истирание при заданной частоте вращения контртела.
2.6. Испытания проводят при частоте вращения контртела (вала) 500 об/мин и постоянной нагрузке 20 Н (кгс). Процент проскальзывания принимают равным 10%.
Допускается проводить испытание при других режимах по требованию потребителя материала.
2.7. При проведении испытаний образец предварительно подвергают притирке к истирающей поверхности контртела с последующим взвешиванием, при этом длина пути истирания должна быть не менее 1000 м. Притирка считается законченной, если на всей истираемой поверхности образца появляются следы износа.
Притертый образец очищают волосяной щеткой от продуктов износа и взвешивают.
2.8. В процессе испытания определяют потерю массы образца путем взвешивания его на аналитических весах с погрешностью не более 0,001 г (1 мг).
Общая длина пути истирания каждого испытываемого образца должна быть не менее 3000 м (без учета длины пути истирания при придирке образца).
Рекомендуется контролировать массу испытываемого образца через каждые 1000 м пройденного пути истирания. Длину пути истирания () в метрах вычисляют по формуле
![]() ,
,
где - наружный диаметр контртела (вала);
- число оборотов контртела за заданный промежуток времени испытания, определяемое по счетчику.
2.9. За показатель износа образца принимают величину уменьшения массы образца в граммах на 1 м пути истирания. Показатель износа каждого образца () в г/м (мг/м) вычисляют с точностью до 0,1 мг/м по формуле
![]() ,
,
где - масса образца до испытания, г (мг);
- масса образца после испытания, г (мг);
- длина пути истирания образца с учетом заданного процента скольжения, м.
2.10. За результат испытаний принимают среднее арифметическое значение показателей износа трех образцов.
2.11. Испытания образцов проводят в помещении при температуре воздуха (25±5) °С и относительной влажности (65±5)%.
2.12. Запись результатов испытаний оформляют протоколом, в котором указывают:
наименование и марку материала;
наименование предприятия-изготовителя;
количество образцов, взятых для испытания;
заданный режим испытания;
показатель износа каждого образца;
средний показатель износа материала;
дату испытания;
обозначение настоящего стандарта.
Текст документа сверен по:
М.: Издательство стандартов, 1989

{kind=link}