ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
71697—
2024
ИНФРАСТРУКТУРА ДЛЯ ПРОИЗВОДСТВА, ХРАНЕНИЯ И ОТГРУЗКИ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА. СТЕНДЕРНОЕ ОБОРУДОВАНИЕ
Общие технические условия
Издание официальное
Москва
Российский институт стандартизации 2024
ГОСТ Р 71697—2024
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Камышинский опытный завод» (ООО «Камышинский опытный завод»), Автономной некоммерческой организацией «Институт нефтегазовых технологических инициатив» (АНО «ИНТИ») и Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «Институт стандартизации»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 114 «Кислородное и криогенное оборудование»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 ноября 2024 г. № 1620-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71697—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины, определения и сокращения....................................................3
4 Классификация.......................................................................8
5 Технические требования...............................................................9
5.1 Основные характеристики..........................................................9
5.2 Требования к материалам и комплектующим..........................................17
5.3 Комплектность...................................................................18
5.4 Требования к конструкции..........................................................19
5.5 Требования к системе управления и контроля.........................................22
5.6 Требования к гидравлической системе...............................................24
5.7 Требования к резервным системам питания...........................................25
5.8 Требования к маркировке..........................................................26
5.9 Требования к упаковке............................................................26
6 Требования к изготовлению............................................................27
7 Требования безопасности и охраны окружающей среды....................................28
7.1 Основные требования.............................................................28
7.2 Опасность стендеров для отгрузки СПГ и отвода отпарного газа..........................28
7.3 Требования безопасности при проектировании........................................29
7.4 Требования безопасности при изготовлении и испытании................................30
7.5 Требования безопасности при эксплуатации..........................................30
7.6 Требования безопасности при ремонте...............................................32
7.7 Требования безопасности при транспортировании и хранении...........................32
7.8 Требования безопасности при утилизации............................................32
7.9 Требования охраны окружающей среды..............................................32
7.10 Требования пожарной безопасности................................................33
7.11 Требования электрической и взрывобезопасности.....................................33
8 Требования приемки и контроля........................................................34
9 Методы контроля (испытаний)..........................................................36
9.1 Общие положения................................................................36
9.2 Методы испытаний прототипов.....................................................37
9.3 Проверка производства и испытания.................................................41
9.4 Заводские приемо-сдаточные испытания.............................................43
9.5 Испытания на рабочей площадке...................................................46
10 Транспортирование и хранение........................................................47
11 Указания по эксплуатации............................................................48
11.1 Общие требования..............................................................48
11.2 Требования к ремонту............................................................48
12 Гарантии изготовителя...............................................................49
Приложение А (обязательное) Формы представления проектных данных.......................50
Приложение Б (обязательное) Контроль зазоров............................................62
Приложение В (справочное) Перечень возможных отказов и критерии предельных состояний......65
Приложение Г (справочное) Категории критичности последствий отказов.......................66
Приложение Д (справочное) Образец матрицы «Вероятность отказа — тяжесть последствий»......67
III
ГОСТ Р 71697—2024
Приложение Е (справочное) Образец плана мероприятий по контролю рисков ПБ проекта/объекта (по результатам проведенного HAZID)........................................68
Приложение Ж (справочное) Образец таблицы рекомендаций для устранения/снижения влияния выявленных отклонений или потенциальных источников опасностей (HAZOP)......69
Приложение И (справочное) Форма рабочего листа анализа FMECA...........................70
Библиография........................................................................71
IV
ГОСТ Р 71697—2024
Введение
Ужесточение экологических требований к загрязнению атмосферного воздуха, в т. ч. парниковыми газами, влечет за собой переход на использование видов топлив, оказывающих менее вредное воздействие на окружающую среду, чем нефтяные. В настоящее время сжиженный природный газ (СПГ) получил мировое признание как наиболее экологически чистое топливо. Увеличение объемов потребления СПГ и возникновение потребности в транспортировке товарных партий на дальние расстояния определили потребность в оборудовании для перевалки СПГ в различные виды транспорта, включая морской.
Настоящий стандарт устанавливает основные минимальные технические требования к стен-дерному оборудованию, предназначенному для эксплуатации на причалах береговых терминалов по отгрузке СПГ в суда-танкеры или приемке СПГ из судов-танкеров в береговые хранилища, включая требования к проектированию и изготовлению конструкции и систем управления, требования по безопасности, а также требования к проведению контроля и испытаний.
В настоящем стандарте приведены методики расчета нагрузок (напряжений) в стендерном оборудовании, необходимые для обеспечения конструкционной прочности и безопасности эксплуатации стендеров для отгрузки СПГ и отвода отпарного газа, а также представлены методики испытания прототипов узлов стендерного оборудования, необходимые для подтверждения конструкционной прочности узлов при различных типах нагрузок перед началом серийного выпуска стендеров.
Для конкретных условий проектирования и производства стендерного оборудования могут оказаться необходимыми дополнительные или отличающиеся требования к оборудованию по сравнению с требованиями, указанными в стандарте. Стандарт не запрещает заказчикам приобретать или изготовителям производить элементы оборудования и материалы, поставляемые в соответствии требованиями, отличающимися от требований настоящего стандарта. Обеспечение такой возможности существенно в условиях, которые характеризуются внедрением новой продукции или новых производственных процессов. Если предлагается альтернативный вариант конструкции оборудования, поставщик должен определить отличия от настоящего стандарта и предоставить подробные пояснения.
При разработке настоящего стандарта учтены положения [1], [2], а также знания и опыт, накопленные изготовителями и пользователями стендерного оборудования.
Заказчик и поставщик должны совместно определить действия, необходимые для выполнения требований, изложенных в государственных нормативных документах, которые относятся к поставляемому оборудованию.
V
ГОСТ Р 71697—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИНФРАСТРУКТУРА ДЛЯ ПРОИЗВОДСТВА, ХРАНЕНИЯ И ОТГРУЗКИ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА. СТЕНДЕРНОЕ ОБОРУДОВАНИЕ
Общие технические условия
Infrastructure for the production, storage and shipment of liquefied natural gas. Marine loading arms. General specifications
Дата введения — 2025—03—03
1 Область применения
1.1 Настоящий стандарт устанавливает общие технические требования к стендерам для отгрузки сжиженного природного газа (СПГ) и отвода отпарного газа, с помощью которых осуществляют отгрузку СПГ с берега на судно или приемку СПГ с судна на берег в качестве топлива или груза, включая минимальные требования безопасности при осуществлении погрузо-разгрузочных операций товарных партий СПГ.
1.2 Настоящий стандарт распространяется на стендерное оборудование, предназначенное для отгрузки СПГ в суда-танкеры или приемки СПГ из судов-танкеров на терминалах, осуществляющих по-грузо-разгрузочные операции с СПГ, в т. ч.:
- на установленное на причалах существующих терминалов;
- устанавливаемое на подлежащие реконструкции существующие причалы;
- устанавливаемое на вновь сооружаемые причалы.
Стендерное оборудование или его отдельные узлы, несоответствующие требованиям настоящего стандарта, подлежат замене в течение двух лет с даты введения настоящего стандарта.
1.3 Настоящий стандарт применяется к береговым терминалам, осуществляющим отгрузку СПГ в суда-танкеры или приемку СПГ из судов-танкеров, в т. ч. и в международной торговле. Настоящий стандарт также применяется при проведении погрузо-разгрузочные операции с СПГ, осуществляемых на удалении от берега и в прибрежной полосе, в т. ч. на платформах гравитационного типа, при условии использования стендеров для отгрузки или приемки СПГ.
1.4 Стандарт не распространяется на оборудование для бункеровки судов СПГ, за исключением случаев, когда бункеровка СПГ осуществляется с применением стендерного оборудования.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 2.124 Единая система конструкторской документации. Порядок применения покупных изделий
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.104 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 9.303 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
Издание официальное
1
ГОСТ Р 71697—2024
ГОСТ 9.307 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
ГОСТ 12.0.005 Система стандартов безопасности труда. Метрологическое обеспечение в области безопасности труда. Основные положения
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.010 Система стандартов безопасности труда. Взрывобезопасность. Общие требования
ГОСТ 12.1.012 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.020 Система стандартов безопасности труда. Электрооборудование взрывозащищенное. Классификация. Маркировка
ГОСТ 12.2.044 Система стандартов безопасности труда. Машины и оборудование для транспортирования нефти. Требования безопасности
ГОСТ 12.3.003 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.3.009 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.4.026 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
ГОСТ 15.309 Системы разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 3241 Канаты стальные. Технические условия
ГОСТ 3242 Соединения сварные. Методы контроля качества
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7512 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 12969 Таблички для машин и приборов. Технические требования
ГОСТ 14192 Маркировка грузов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17216 Чистота промышленная. Классы чистоты жидкостей
ГОСТ 18442 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20772 Устройства присоединительные для технических средств заправки, перекачки, слива-налива, транспортирования и хранения нефти и нефтепродуктов. Типы. Основные параметры и размеры. Общие технические требования
ГОСТ 23170 Упаковка для изделий машиностроения. Общие требования
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 28822 Автоматизированные системы налива и слива морских и речных судов. Общие технические требования и методы испытаний
ГОСТ 31610.0 Взрывоопасные среды. Часть 0. Оборудование. Общие требования
ГОСТ 31610.10-1 Взрывоопасные среды. Часть 10-1. Классификация зон. Взрывоопасные газовые среды
ГОСТ 32569 Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах
ГОСТ 33259 Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление до PN 250. Конструкция, размеры и общие технические требования
ГОСТ 33856 Арматура трубопроводная. Методика проведения испытаний на огнестойкость
ГОСТ 34294 Арматура трубопроводная криогенная. Общие технические условия
ГОСТ 34667.9 Материалы лакокрасочные. Защита стальных конструкций от коррозии при помощи лакокрасочных систем. Часть 9. Защитные лакокрасочные системы для морских и аналогичных сооружений и лабораторные методы их испытаний
2
ГОСТ Р 71697—2024
ГОСТ Р 2.610 Единая система конструкторской документации. Правила выполнения эксплуатационных документов
ГОСТ Р 15.301 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 27.303 Надежность в технике. Анализ видов и последствий отказов
ГОСТ Р 56352 Нефтяная и газовая промышленность. Производство, хранение и перекачка сжиженного природного газа. Общие требования безопасности
ГОСТ Р 56400 Нефтяная и газовая промышленность. Проектирование и эксплуатация морских терминалов сжиженного природного газа. Общие требования
ГОСТ Р 56512 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р 59604.3 Система аттестации сварочного производства. Часть 3. Проверка готовности организаций к выполнению сварочных работ. Правила
ГОСТ Р 59604.4 Система аттестации сварочного производства. Часть 4. Аттестация сварочных материалов. Правила
ГОСТ Р 70348 Магистральный трубопроводный транспорт нефти и нефтепродуктов. Стендеры морские. Общие технические условия
ГОСТ Р 71695 Криогенные сосуды. Рукава гибкие криогенные. Общие технические требования
ГОСТ Р 71698 Нефтяная и газовая промышленность. Шланги гибкие для перекачивания сжиженных и охлажденных газов. Общие технические требования
ГОСТ Р ИСО 28460—2018 Нефтяная и газовая промышленность. Сооружения и оборудование для сжиженного природного газа. Порядок взаимодействия судно—берег и портовые операции
ГОСТ Р МЭК 61131-1 Контроллеры программируемые. Часть 1. Общая информация
ГОСТ Р МЭК 61131-3 Контроллеры программируемые. Часть 3. Языки программирования
ГОСТ Р МЭК 61784-1 Промышленные сети. Профили. Часть 1. Профили полевых шин
СП 423.1325800 Электроустановки низковольтные зданий и сооружений. Правила проектирования во взрывоопасных зонах
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов (сводов правил) в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины, определения и сокращения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 аварийный останов; ESD: Метод, который безопасно и эффективно останавливает перекачку СПГ и паров между судном и берегом или наоборот.
Примечание — Работа этой системы может рассматриваться как «ESD I». Системы аварийного выключения во время взаимодействия «судно—берег» не следует путать с другими системами аварийного останова в пределах терминала или на борту судна.
3.1.2 аварийное состояние стендера: Неработоспособное состояние стендера, возникшее по причине отказов его компонентов.
3.1.3 анализ напряжения: Анализ результатов детального расчета напряжений, возникающих в стендере и грузовом коллекторе судна от различных нагрузок в процессе эксплуатации стендера в рамках рабочего диапазона.
3
ГОСТ Р 71697—2024
Примечание — Используют для подтверждения и обеспечения целостности стендера при нахождении соединителя стендера, подключенного к грузовому коллектору судна, в различных положениях и уровнях рабочего диапазона стендера.
3.1.4 береговой терминал СПГ: Терминал отгрузки или приема СПГ, который находится на берегу и на котором установлены стендеры для загрузки или разгрузки танкеров СПГ в порту или другом месте на берегу с защитой от волн.
3.1.5 блок питания (стендера): Гидравлическое, пневматическое и/или электрическое устройство, обеспечивающее питанием соответствующие приводы стендера и других его компонентов (например, ПМАР или муфты БРС).
3.1.6 бринеллирование: Любая постоянная деформация в опорно- поворотной или несущей конструкции шарнира, вызванная перегрузкой шариков или роликов.
3.1.7 быстроразъемное соединение; БРС: Вариант соединителя стендера, обеспечивающий быстрое соединение/разъединение с грузовым коллектором судна без использования болтов.
Примечание — Быстроразъемное соединение может быть выполнено в виде муфты БРС с механическими захватами или оборудоваться электрическими/гидравлическими приводами.
3.1.8 вертикальная качка: Колебания судна в вертикальной плоскости (подъем и опускание) под воздействием волн.
3.1.9 взаимодействие «судно—берег»: Согласованное проведение работ с использованием судового и берегового оборудования и всех операций, имеющих отношение к перекачке СПГ, доступа на судно и его снабжению.
3.1.10 внешнее плечо: Часть трубопровода и структурные элементы стендера, расположенные между верхним шарнирным соединением и тройным шарнирным узлом.
3.1.11 внутреннее плечо: Часть трубопровода и структурные элементы стендера, расположенные между стояком (кронштейном стояка) и верхним шарнирным соединением.
3.1.12 выносной пульт управления: Портативный переносной блок для дистанционного управления функциями стендера.
Примечание — Пульт управления может быть проводной или беспроводной.
3.1.13 высота надводного борта: Вертикальное расстояние между палубой судна и ватерлинией в месте расположения грузового коллектора.
3.1.14 гаражное положение стендера: Положение стендера, когда он не участвует в погрузочных операциях и зафиксирован в нерабочем положении.
3.1.15 грузовой коллектор: Приемное устройство для соединения стендера с грузовой магистралью танкера для выполнения погрузо-разгрузочных операций при перевалке наливных грузов.
3.1.16 диспетчерская: Место на терминале, откуда осуществляется управление и мониторинг грузовых операций.
3.1.17 захолаживание: Процесс предварительного медленного охлаждения продуктопровода стендера.
3.1.18 зональная сигнализация: Часть системы аварийного разъединения, обеспечивающая выдачу световых (визуальных) и звуковых сигналов при достижении зоны «Предупреждение» и зоны «Аварийное разъединение».
3.1.19 заказчик: Организация, на территории которой предполагается установка оборудования и которая выдает поставщику заказ на поставку оборудования и технические требования.
Примечание — Заказчик может быть собственником предприятия, на котором предполагается установка оборудования, или представителем собственника предприятия.
3.1.20 зона аварийного разъединения (зона 2, ESD-II): Часть рабочего диапазона стендера, в котором осуществляется физическое разъединение стендера и судна путем раскрытия механизма разъединения ПМАР.
3.1.21 зона предварительного оповещения: Часть рабочей зоны стендера, по достижению границ которой светозвуковая сигнализация по требованию заказчика может подать дополнительные сигналы о возникновении риска срабатывания САР по причине несанкционированного отхода судна.
3.1.22 зона предупреждения (зона 1, ESD-I): Часть рабочего диапазона стендера, в котором осуществляется аварийный останов перевалки путем закрытия отсечных клапанов ПМАР.
3.1.23 изготовитель: Предприятие, осуществляющее изготовление стендера.
4
ГОСТ Р 71697—2024
Примечание — Часто поставщик оборудования не является изготовителем стендера.
3.1.24 изолирующий фланец: Диэлектрическая вставка между двух фланцев, устанавливаемая в районе тройного шарнирного соединения, предотвращающая блуждающие токи и электрически изолирующая судно и берег.
3.1.25 испытание: Опытное определение количественных и/или качественных показателей объекта испытаний при контролируемом воздействии.
3.1.26 килевая качка: Колебание судна вокруг горизонтальной поперечной оси, при котором нос и корма попеременно поднимаются и опускаются под воздействием волн и ветра.
3.1.27 крен: Наклон судна на борт относительно горизонтальной продольной оси.
3.1.28 точка отсчета глубин: Условная поверхность, от которой измерены глубины, приведенные на морских навигационных картах.
Примечание — В морях без приливов (например, Балтийское, Черное и др.) за точку отсчета глубин принимают средний уровень моря, а в морях с приливами (например, Охотское, Берингово и др.) — низший уровень моря, обеспечивающий безопасность судовождения, выведенный по данным наблюдений за уровнем.
3.1.29 опорная плита: Элемент конструкции, при помощи которой стендер крепится к причалу.
3.1.30 опорные стойки: Устройство, предназначенное для снижения нагрузок на грузовой коллектор судна.
3.1.31 отпарной газ: Газ, вытесняемый из танков судна или береговых емкостей закачиваемым продуктом.
3.1.32 пантограф: Система для передачи балансировочного усилия от внешнего плеча к вторичному противовесу.
3.1.33 переходник: Короткий отрезок трубы с фланцами различного диаметра, предназначенный для обеспечения подключения соединителя стендера к грузовому коллектору судна в случае, если их диаметры различны.
3.1.34 приводная муфта аварийного разъединения; ПМАР: Устройство разъединения с гидравлическим, пневматическим или электрическим приводом, предназначенное для герметизированного разъединения стендера с судном в процессе отгрузки или приемки рабочей среды при аварии или в случае выхода судна за пределы рабочей зоны стендера.
Примечание — Приводная муфта аварийного разъединения имеет встроенные в верхнюю и нижнюю части муфты механически или гидравлически сблокированные клапаны, перекрывающие поток жидкости при разъединении частей муфты.
3.1.35 причал: Сооружение, включающее эстакаду или подобную конструкцию, приспособления для обеспечения швартовки, включая отбойные устройства, а также установленное на причале оборудование, обеспечивающее перекачку СПГ между судном и берегом.
3.1.36 проектное давление: Давление, для которого спроектирован стендер.
Примечание —См. таблицу А. 1.
3.1.37 проектная температура: Диапазон температуры, для которой спроектирован стендер.
Примечание —См. таблицу А. 1.
3.1.38 поперечный дрейф: Движение судна в горизонтальной плоскости вдоль линии своей поперечной оси (от причала или к причалу) под воздействием течения, волн и ветра.
3.1.39 продольный дрейф: Движение судна в горизонтальной плоскости вдоль линии своей продольной оси (вперед-назад) под воздействием течения, волн и ветра.
3.1.40 продуктопровод: Трубопровод, по которому перекачивается рабочая среда.
3.1.41 противовес: Система грузов, используемая для балансировки внутреннего и внешнего плеча стендера.
Примечание — У некоторых стендеров может быть один противовес, а у других — несколько противовесов (например, пантограф).
3.1.42 рабочий диапазон: Расчетная трехмерная зона, определяемая исходя из параметров места установки стендера и обслуживаемых им судов, в которой может перемещаться соединитель стендера, подсоединенный к грузовому коллектору судна до момента разъединения стендера и судна при срабатывании САР по причине несанкционированного отхода судна от причала.
5
ГОСТ Р 71697—2024
Примечание — Рабочий диапазон состоит из рабочей зоны, зоны предварительного оповещения (по требованию заказчика), зоны предупреждения (зоны 1) и зоны аварийного разъединения (зона 2).
3.1.43 рабочая зона: Расчетная трехмерная зона, определяемая исходя из параметров места установки стендера и обслуживаемых им судов, в которой может перемещаться соединитель стендера, подсоединенный к грузовому коллектору судна, без автоматического срабатывания системы аварийного разъединения.
Примечание — В рабочей зоне погрузо-разгрузочные операции проводят в штатном режиме.
3.1.44 рабочее положение стендера: Положение стендера, подсоединенного к грузовому коллектору судна, обеспечивающее компенсацию всех колебаний судна в пределах рабочей зоны после перевода стендера в режим «Свободный ход».
3.1.45 режим «Свободный ход» стендера: Режим, при котором стендер свободно следует за любыми изменениями положения судна в результате воздействия приливов и отливов, изменений осадки и высоты надводного борта и всех прочих движений судна в рамках рабочей зоны.
Примечание — Стендер работает в режиме «Свободный ход».
3.1.46 рыскание: Угловые движения судна относительно вертикальной оси.
3.1.47
сжиженный природный газ; СПГ: Природный газ, сжиженный после переработки с целью хранения или транспортирования.
[ГОСТ Р 53521—2009, статья 5]
3.1.48 система аварийного разъединения; САР: Система, обеспечивающая автоматическое разъединение стендера и судна в случае выхода стендера за пределы рабочей зоны по причине несанкционированного отхода судна от причала, а также принудительное — в случае аварийной ситуации на терминале или судне.
3.1.49 система балансировки и противовесов: Часть стендера, предназначенная для передачи балансировочных нагрузок от противовесов к внешнему и внутреннему плечам, а также для снижения и контроля нагрузок на грузовой коллектор судна и причальных сооружений.
3.1.50 соединитель (стендера): Элемент стендера, позволяющий герметично присоединить стендер к грузовому коллектору судна или к переходнику, установленному на фланце грузового коллектора судна.
Примечание — Соединитель стендера должен быть выполнен в виде быстроразъемного соединения (QC/DC).
3.1.51 стендер: Шарнирно-сочлененный металлический трубопровод с необходимыми для его функционирования компонентами, предназначенный для отгрузки жидких и газообразных грузов в суда-танкеры и/или отвода паровоздушных смесей при выполнении погрузо-разгрузочных операций.
Примечание — Стендер обеспечивает компенсацию колебаний судна, вызванных приливно-отливными характеристиками акватории, ветровыми и волновыми нагрузками, изменением осадки судна в процессе погрузо-разгрузочных операций. Стендер может использоваться для приемки жидких грузов из судов-танкеров на терминалах.
3.1.52 стендерное оборудование: Комплекс технических средств, включающий все компоненты стендера.
3.1.53 столкновение: Любой контакт во время стандартной работы стендера или в результате аварийного разъединения между любой частью стендера и:
- соседним стендером, когда оба стендера находятся в работе или один стендер находится в работе, а другой стендер находится в гаражном положении (например, столкновение противовесов);
- смежной секцией одного и того же стендера (например, тройное шарнирное соединение и внешнее плечо);
- оборудованием терминала (например, противовес и береговые трубопроводы или арматура).
3.1.54 стояк: Участок шарнирно-сочлененного трубопровода, являющийся несущим элементом всего стендера и предназначенный для восприятия нагрузок всех элементов стендера и закрепления стендера на причале на монтажной плите.
3.1.55 температурные нагрузки: Нагрузки, вызванные разностями температур материала.
6
ГОСТ Р 71697—2024
3.1.56 тройное шарнирное соединение: Сборка из трех шарнирных соединений и отводов, расположенная на окончании внешнего плеча стендера.
3.1.57 угол контакта: Угол а между плоскостью шарнирного соединения или шарико-роликовой опорной части конструкции шарнира и центром контакта на поверхности шарико-роликовой дорожки.
3.1.58 угол раскрытия стендера: Угол, образованный между внутренним и внешним плечом стендера.
Примечания
1 См. таблицу Б.2.
2 Максимальный и минимальный углы определяет производитель стендеров.
3 Угол раскрытия стендера в гаражном положении стендера таков, что тройное шарнирное соединение полностью находится за линией причала и зафиксировано блокиратором внешнего плеча.
3.1.59 шарнирное соединение: Подвижное соединение двух труб трубопровода с использованием герметичного полого узла, обеспечивающего вращение труб вокруг своей оси.
3.2 Сокращения
В настоящем стандарте применены следующие сокращения:
АСУТП — автоматизированная система управления технологическим процессом;
АКП — антикоррозионное покрытие;
БРС — быстроразъемное соединение [quick connect/disconnect coupler (QC/DC)];
БП — блок питания;
ВИК — визуальный и измерительный контроль;
ГБП — гидравлический блок питания (вариант исполнения БП);
ЗИП — запасные части, инструменты и принадлежности;
НАКС — Национальное Агентство Контроля Сварки;
НД — нормативный документ;
КД — конструкторская документация;
КИП — контрольно-измерительные приборы;
ПАЗ — противоаварийная защита;
ПБ — промышленная безопасность;
ПГА — пневмогидравлический аккумулятор;
ПМАР — приводная муфта аварийного разъединения [emergency release coupling (ERC)];
ПО — программное обеспечение;
РЭ — руководство по эксплуатации;
САР — система аварийного разъединения [emergency release system (ERS)];
СИ — средства измерений;
СПГ — сжиженный природный газ;
СР — стендер;
ТИ — теплоизоляция;
ТО — техническое обслуживание;
ТУ — технические условия;
УЗК — ультразвуковой контроль;
ЭД — эксплуатационные документы;
ЕТА — анализ дерева событий (event tree analysis);
ESD — аварийный останов (emergency shut-down);
FMEA — анализ видов и последствий отказов (failure mode and effect analysis);
FMECA — анализ видов, последствий и критичности отказов (failure modes, effects, and criticality analysis);
HAZID — идентификация опасностей (hazard identification);
7
ГОСТ Р 71697—2024
HAZOP — опасность и работоспособность (hazard and operability);
LOPA — анализ уровней защиты (Layers of Protection Analysis);
N2 — газообразный азот;
LN2 — жидкий азот;
SF — коэффициент безопасности;
SIL — уровень полноты безопасности (safety integrity level).
4 Классификация
4.1 Стендеры для отгрузки СПГ классифицируют по конструктивным особенностям.
4.1.1 Стендер может использоваться для отгрузки, приемки СПГ, а также для отвода отпарного газа, при этом назначение стендера не влияет на его конструктивные особенности.
4.1.2 Конструктивно стендер для отгрузки промышленных партий СПГ содержит один шарнирно-сочлененный трубопровод, предназначенный для перевалки рабочей среды или отвода отпарного газа. В некоторых случаях по требованию заказчика отдельно стоящий стендер может содержать продукто-провод и линию отвода отпарного газа в качестве дополнительной опции. В стандартной комплектации стендера линия отвода отпарного газа не предусматривается.
4.1.3 По типу используемого противовеса стендеры конструктивно подразделяют следующим образом:
- с ротационным противовесом (колесно-тросовые), в которых уравновешивание и управление перемещением внешнего плеча осуществляется с помощью тросов и шкивов;
- жестким пантографом, в которых уравновешивание и управление перемещением внешнего плеча осуществляется с помощью рычагов и тяг.
4.2 Классификация стендеров приведена в таблице 1. Классификация стендеров разработана для формирования условного обозначения стендера с учетом типа используемой конструкции, номинального диаметра стендера, а также иных характеристик, описывающих конструктивные особенности стендеров. В зависимости от проектной документации и условий эксплуатации в условном обозначении приводят сведения о наличии ТИ и линии отвода отпарного газа, вида климатических условий и сейсмостойкости.
Схема условного обозначения стендера приведена на рисунке 1.
Таблица 1 — Классификация стендеров для формирования условного обозначения стендера
Классификационный признак | Исполнение | Обозначение исполнения |
Тип используемого противовеса | С ротационным противовесом (колесно-тросовые) | КТ |
С жестким пантографом | п | |
Номинальный диаметр стендера | От DN 100 до DN 600 | — |
Номинальное давление (PL) | Не более 2,4 МПа или иное по техническому заданию заказчика | — |
ТИ | СТИ | 1 |
Без ТИ | 0 | |
Номинальный диаметр линии отвода отпарного газа | От DN 80 до DN 300 | — |
Вид исполнения по сейсмостойкости, для районов с сейсмичностью по шкале MSK-64 [3] | Несейсмостойкое исполнение для районов с сейсмичностью до 6 баллов включ. | со |
Сейсмостойкое исполнение для районов с сейсмичностью св. 6 до 9 баллов включ. | с | |
Исполнение повышенной сейсмостойкости для районов с сейсмичностью 10 баллов включ. | ПС |
8
Окончание таблицы 1
ГОСТ Р 71697—2024
Классификационный признак | Исполнение | Обозначение исполнения |
Вид климатического исполнения по ГОСТ 15150 | Для макроклиматического района с умеренно-холодным морским климатом | М |
Для макроклиматического района с тропическим морским климатом | ТМ | |
Для макроклиматических районов, как с умеренно-холодным, так и с тропическим морским климатом | ОМ | |
Для макроклиматического района с умеренным климатом | У |
СР СПГ X- XXX- XX- XX- XXX- XX- XX- хххххх
Номер заказа
Вид климатического исполнения по ГОСТ 15150
Вид исполнения по сейсмостойкости по шкале MS К-64 [3]
DN линии отвода отпарного газа
ТИ
PN, МПа
DN стендера
Тип стендера
Рисунок 1 — Схема условного обозначения стендера
Пример условного обозначения стендера для отгрузки СПГ с жестким пантографом номинальным диаметром стендера DN 400, с номинальным давлением 1,6 МПа, без теплоизоляции, без линии отвода отпарного газа, в сейсмостойком исполнении, для макроклиматического района с умеренно-холодным морским климатом и размещением на открытой площадке, номер заказа 000001:
СР СПГ П-400-1,6-0-0-С-М1-000001
4.3 По решению заказчика допускается указывать дополнительные технические требования.
5 Технические требования
5.1 Основные характеристики
5.1.1 Общие требования
5.1.1.1 Стендер для отгрузки СПГ и отвода отпарного газа (далее — стендер) предназначен для отгрузки рабочей среды — СПГ — в суда-танкеры при выполнении погрузочно-разгрузочных операций после соединения муфты БРС с грузовым коллектором судна, а также допускается использовать для отвода отпарного газа. Стендер для отгрузки СПГ может использоваться для приемки СПГ из судов-танкеров на терминалах. Кинематическая схема стендера для отгрузки СПГ приведена на рисунке 2.
9
ГОСТ Р 71697—2024
5.1.1.2 Стендер является приводным автоматизированным оборудованием.
5.1.1.3 Стендер должен быть оснащен САР, в состав которой входит ПМАР.
5.1.1.4 Режим работы стендера — круглогодичный или устанавливается заказчиком исходя из требований работы терминала и графика судоходства.
5.1.1.5 Стендер проектируют и изготавливают для каждого конкретного места установки исходя из параметров места установки, климатических условий, параметров обслуживаемых судов и акватории. При проектировании стендера необходимо учитывать расположение физических объектов в непосредственной близости к месту установки стендера, а также требования к обеспечению зон безопасности этих объектов, включая расположение железнодорожной и прочей инфраструктуры терминала. Расчет рабочего диапазона стендера осуществляют на основании заполненных заказчиком форм (см. приложение А). При проектировании стендера учитывают все параметры, указанные заказчиком в предоставленных формах.
5.1.1.6 Длина плеч и конфигурация стендера должна обеспечивать соединение берегового трубопровода с грузовым коллектором судна и предоставлять возможность свободного перемещения внутреннего и внешнего плечей стендера для повторения колебаний судна в процессе перевалки продукта.
5.1.1.7 Изготовитель стендера несет ответственность за правильный выбор конструкции и габаритов стендера, комплектующих и систем управления в соответствии с требованиями к условиям функционирования стендера, указанными в заказе на поставку.
5.1.1.8 Общий вид (кинематическая схема) стендера для отгрузки СПГ представлен на рисунке 2.
5.1.1.9 Номинальный диаметр стендера — от DN 100 до DN 600. При проектировании стендера номинальный диаметр стендера устанавливают равным номинальному диаметру его соединителя.
5.1.1.10 Расчетная пропускная способность — от 250 до 12 000 м3/ч или иная по техническому заданию заказчика.
5.1.1.11 Стендер должен быть спроектирован таким образом, чтобы обеспечить возможность осмотра, технического обслуживания и замены необходимых деталей без демонтажа основных секций стендера. Диапазон движений стендера должен обеспечить возможность расположения тройного шарнирного узла на причале для обслуживания с использованием имитатора грузового коллектора судна.
5.1.1.12 Схема размещения стендеров на причале определяется в проектной документации. Схема размещения блока питания и системы управления стендером подлежит согласованию с изготовителем оборудования. При осуществлении одновременной работы стендеров схема размещения стендеров на причале должна согласовываться с изготовителем оборудования для проведения анализа пересечения зон действия стендеров и их противовесов.
5.1.1.13 Конструкция оборудования, на которое распространяется настоящий стандарт, должна обеспечивать срок службы стендера не менее 20 лет. Положения настоящего стандарта основаны на допущении о том, что компоненты оборудования, срок службы которых менее, чем срок службы стендера, являются предметом замены согласно указаниям изготовителей компонентов.
10
ГОСТ Р 71697—2024
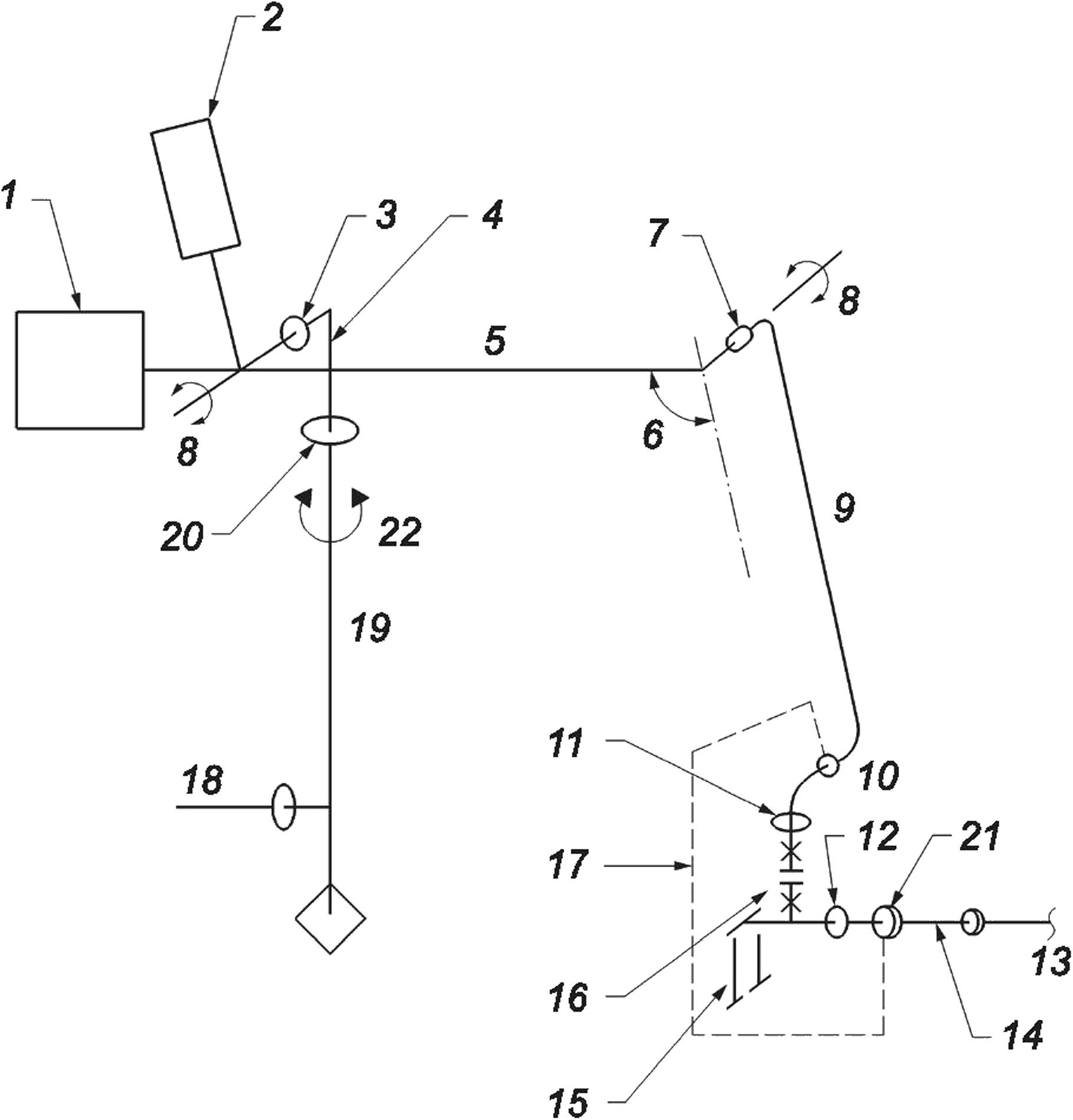
1 — первичный противовес; 2 — вторичный противовес; 3 — верхний шарнир; 4 — узел соединения опорной стойки и внутреннего плеча; 5 — внутреннее плечо; 6 — угол разложения стендера (для САР); 7 — шарнир; 8 — ось вращения плеч стендера; 9 — внешнее плечо; 10 — верхний шарнир тройного шарнирного узла; 11 — средний шарнир тройного шарнирного узла; 12 — нижний шарнир тройного шарнирного узла; 13 — грузовой коллектор судна; 14 — переходник; 15 — опорные стойки тройного шарнирного узла; 16 — ПМАР; 17 — тройной шарнирный узел; 18 — присоединительный фланец опорного стояка для подключения к береговому трубопроводу; 19 — опорный стояк (райзер); 20 — опорный шарнир; 21 — соединитель (БРС); 22 — узел вращения плеч стендера относительно опорного стояка
Рисунок 2 — Кинематическая схема стендера для отгрузки СПГ
5.1.2 Общая характеристика стендера и его компонентов (узлов)
5.1.2.1 Стендер включает в себя следующие основные узлы и комплектующие:
- шарнирно-сочлененные трубопроводы;
- опорную конструкцию трубопроводов;
- систему балансировки и противовесов;
- опорную плиту;
- приводы перемещения трубопроводов;
- блок питания;
- блок управления в комплекте с пультом управления стендером;
- САР в комплекте с ПМАР;
- муфту БРС;
- опорные стойки тройного шарнирного узла;
- фиксаторы гаражного положения;
- электроизолирующий фланец;
- трубопровод жидкого азота (при необходимости);
11
ГОСТ Р 71697—2024
- трубопровод азотной продувки продуктопровода стендера;
- дренажные подключения;
- систему продувки шарниров азотом;
- линию улавливания утечек (при необходимости);
- лестницы и страховочные системы для обслуживающего персонала;
- теплоизоляцию (при необходимости);
- линию отвода отпарных газов (при необходимости).
5.1.2.2 Шарнирно-сочлененные трубопроводы состоят из следующих узлов и компонентов:
- опорного стояка (райзера);
- внутреннего плеча;
- внешнего плеча,
- тройного шарнирного узла, включая ПМАР;
- соединителя;
- шарниров (шарнирных соединений).
Опорный стояк, внутреннее плечо, внешнее плечо, соединитель стендера соединяют между собой шарнирами, обеспечивающими вращение частей трубопровода в горизонтальной и вертикальной плоскостях для свободного перемещения трубопроводов стендера, подключенного к грузовому коллектору, за качкой и подвижками судна в процессе погрузо-разгрузочных операций.
5.1.2.3 Опорная конструкция внутреннего и внешнего плеча стендера обеспечивает перераспределение нагрузок в трубопроводах продуктопровода в процессе перевалки рабочей среды. Трубопроводы продуктопровода, испытывающие термические изменения в связи с влиянием криогенных температур, должны свободно расширяться или сжиматься внутри конструкции, не подвергая опорную конструкцию термическому воздействию от перевалки рабочей среды.
5.1.2.4 Проектирование опорной конструкции должно обеспечивать нахождение напряжений трубопроводов и опорной конструкции в допустимых пределах для всех положений и уровней рабочего и аварийного диапазона стендера.
5.1.2.5 Никакие части стендера (датчики, клапаны, метизы, крепеж) при вибрациях, давлении внутри продуктопровода ниже атмосферного и при криогенных температурах не должны отходить или отсоединяться и попадать в трубопровод с потоком продукта.
5.1.2.6 Система балансировки и противовесов должна обеспечить балансировку стендера по всей рабочей зоне. Баланс стендера должен быть нейтральным или иметь слабую тенденцию к возврату в гаражное положение при отсутствии управления. Балансировку стендера необходимо проводить относительно верхнего шарнира, соединяющего стояк и внутреннее плечо, в пустом состоянии безо льда. Тройной шарнирный узел и внешнее плечо балансируются в ненагруженном состоянии безо льда. Балансировка стендера должна обеспечивать полное исключение возможности столкновения частей стендера с судном, причалом или соседними стендерами.
5.1.2.7 Тройной шарнирный узел, включая опорные стойки тройного шарнирного узла, ПМАР, муфту БРС и другие комплектующие (при наличии), должен быть сбалансирован для всех угловых ориентаций стендера так, чтобы стыковочный фланец оставался в диапазоне от вертикальной плоскости до угла 5° (наклонен вперед) для обеспечения первого контакта в верхней части фланца грузового коллектора судна.
5.1.2.8 Приводы перемещения трубопроводов стендера предназначены для изменения положения трубопроводов в процессе подключения или отключения от грузового коллектора судна. После подключения к грузовому коллектору стендер (в т. ч. и приводы перемещения) должен быть переведен в состояние, обеспечивающее свободное движение трубопроводов и системы противовесов стендера для компенсации всех возможных перемещений грузового коллектора в рамках рабочего диапазона. При срабатывании САР в любом варианте конструктивно должна быть обеспечена автоматическая активация приводов стендера для обеспечения подъема и фиксации трубопроводов стендера после физического разъединения ПМАР.
5.1.2.9 БП предназначен для работы приводов перемещения трубопроводов стендера, работы муфты БРС, срабатывания САР и ПМАР. БП может быть предназначен для работы одного или нескольких стендеров. Для обеспечения резервирования в БП для каждого стендера должна быть предусмотрена установка двух независимых насосов, выбор которых для работы определяется случайным образом, а также резервного источника питания. Резервный источник питания используется для срабатывания САР и ПМАР в случае необходимости разъединения берега и судна при условии отсутствия электропитания БП или полной потери электропитания на терминале. Объем резервного источника
12
ГОСТ Р 71697—2024
питания, например ПГА, должен быть рассчитан на срабатывание САР всех стендеров, работающих от БП, при их одновременном подключении к грузовым коллекторам судна. Допускается устанавливать отдельный аккумулятор для каждого стендера по согласованию с заказчиком.
5.1.2.10 Блок управления стендером обеспечивает общее управление работой стендера, включая управление операциями перемещения стендера в рабочей зоне, контроль нахождения грузового коллектора судна с подсоединенным к нему стендером в пределах рабочей зоны, срабатывание САР и ее исполнительного механизма ПМАР по заданному алгоритму. Дополнительно по согласованию с заказчиком при установлении дополнительных датчиков блок управления может осуществлять контроль параметров работы стендера и выдачу дополнительных сигналов в систему ПАЗ терминала.
В зависимости от компоновки терминала блок управления может обеспечивать управление одним или несколькими стендерами, устанавливаться отдельно или может быть выполнен в виде единого блока с БП по требованию заказчика и исходя из условий эксплуатации стендеров.
Блок управления стендером комплектуют выносными проводными или беспроводными ПУ. Выносной ПУ обеспечивает возможность полного управления процессом маневрирования стендером, дистанционного управления приводной муфтой БРС (при наличии), включая возможность переключения режимов работы приводов перемещения трубопроводов стендера.
5.1.2.11 САР представляет собой систему, которая обеспечивает разъединение стендера и судна в случаях выхода грузового коллектора судна в процессе погрузо-разгрузочных операций за пределы рабочей зоны или в случае возникновения аварийной ситуации на терминале или судне. САР проектируют индивидуально для каждого стендера исходя из параметров рабочей зоны, определяемых на основании данных, определенных в таблицах приложения А заполняемых заказчиком, учитывая климатические характеристики, характеристики терминала, акватории, судов и прочие.
5.1.2.12 Работа САР предусматривает два этапа:
- аварийный останов перевалки (ESD-I), при котором муфта БРС стендера, подключенная к грузовому коллектору судна, достигает границы рабочей зоны, и САР должна обеспечивать закрытие клапанов ПМАР, а также по согласованию с заказчиком выдачу сигнала в систему ПАЗ, сигнала на отключение насосов СПГ (при наличии возможности) и перекрытие запорной арматуры перед стендером. Аварийный останов активируется также в случае обнаружения огня или газа, при высоком уровне продукта в резервуаре или при аномальном давлении;
- аварийное разъединение (ESD-II), при котором производится физическое разъединение стендера и судна путем раскрытия механизма разъединения ПМАР.
Системы контроля и управления судном и берегом должны быть связаны с обеспечением скоординированной работы САР. САР стендера должна соответствовать ГОСТ Р ИСО 28460.
5.1.2.13 САР должна срабатывать следующими способами:
- автоматически, когда стендер достигает обусловленного граничного положения;
- дистанционно нажатием кнопки на блоке управления стендером;
- вручную, непосредственно управляя клапанами ПМАР при прекращении подачи электроэнергии на терминал.
5.1.2.14 САР должна отвечать следующим требованиям:
- обеспечивать разъединение стендера и судна в рамках рабочего диапазона стендера;
- приводиться в действие автоматически и вручную с блока управления стендером;
- быть способной работать совместно с аварийной остановкой терминала (ESD-I);
- обеспечить разъединение берегового трубопровода СПГ и грузового коллектора судна с минимальным выходом газа.
Примечание — С минимальными потерями, равными объему газа, находящемуся в межклапанном пространстве ПМАР;
- закрытие клапанов ПМАР не должно вызывать скачка давления (гидроудара) на линии подачи СПГ.
5.1.2.15 САР должна гарантированно обеспечить одновременное закрытие двух отсечных клапанов ПМАР и только после этого выполнить разъединение стендера и судна.
5.1.2.16 Активация САР запрещена, если стендер находится в гаражном положении, маневрирует или зафиксирован в положении для его технического обслуживания. В САР должна быть предусмотрена возможность периодического тестирования ПМАР в положении для проведения обслуживания после подключения ПМАР к имитатору грузового коллектора судна.
13
ГОСТ Р 71697—2024
5.1.2.17 ПМАР представляет собой исполнительный механизм САР, обеспечивающий быстрое и безопасное разъединение стендера и судна в случаях, предусмотренных САР, с минимальной потерей СПГ или отпарного газа, обусловленной объемом СПГ или отпарного газа, находящегося между клапанами ПМАР.
5.1.2.18 ПМАР представляет собой приводное устройство разъединения, расположенное между двумя механически или гидравлически сблокированными клапанами. Механические или гидравлические блокировки должны препятствовать произвольному закрытию отсечных клапанов под действием потока, а также раскрытию механизма разъединения ПМАР до полного закрытия отсечных клапанов.
5.1.2.19 Объем между отсечными клапанами ПМАР должен быть сведен к минимуму, чтобы минимизировать объем утечки СПГ или отпарного газа (если стендер используют для отвода отпарного газа) при аварийном разъединении.
5.1.2.20 Клапаны ПМАР не являются регулирующей арматурой и не могут использоваться ни для каких других целей, кроме целей аварийного разъединения.
5.1.2.21 При обесточивании БП, блока управления стендером или всего терминала в случае возникновения аварийной ситуации на судне или терминале активацию ПМАР осуществляют вручную согласно требованиям, описанным в эксплуатационной документации завода-изготовителя.
5.1.2.22 Алгоритм работы ПМАР предусматривает одновременное закрытие клапанов ПМАР, физическое раскрытие механизма разъединения ПМАР, которое должно происходить только при подтвержденном факте закрытия клапанов. Это должно быть предусмотрено в конструкторском решении ПМАР, а факт закрытия клапанов должен иметь визуальное подтверждение. По согласованию с заказчиком ПМАР может оснащаться дополнительными датчиками, включая датчик физического разъединения ПМАР.
5.1.2.23 Клапаны ПМАР должны быть выполнены в огнестойком исполнении в соответствии с ГОСТ 33856. Все приводы ПМАР должны быть выполнены в огнестойком исполнении.
5.1.2.24 ПМАР должна иметь конструкцию, обеспечивающую гарантированное разъединение при образовании льда.
5.1.2.25 ПМАР должна иметь возможность повторной сборки после снятия с грузового коллектора судна.
5.1.2.26 Сборку ПМАР после срабатывания САР и физического разъединения частей ПМАР осуществляют на терминале с использованием имитатора грузового коллектора судна или на судне, надежно ошвартованном у причала. Описание сборки ПМАР должно быть представлено в эксплуатационных документах на стендер. Открывание клапанов ПМАР до повторной сборки после аварийного разъединения не допускается.
5.1.2.27 В процессе эксплуатации стендера должно периодически проводиться тестирование ПМАР путем тестового разъединения ПМАР с физическим срабатыванием привода клапанов и механизма разъединения в тестовом режиме по требованиям, описанным в эксплуатационных документах на стендер. Физическое разъединение ПМАР при тестировании не требуется.
5.1.2.28 При временном пропадании электропитания, сбое в работе гидравлической станции и последующем повторном их включении САР должна оставаться в том состоянии, в котором находилась до отключения электропитания; ПМАР должна оставаться в собранном положении.
5.1.2.29 Если линия отвода отпарных газов оснащена собственной муфтой аварийного разъединения, то она должна обеспечивать отсоединение до срабатывания ПМАР продуктопровода. Неисправность муфты аварийного разъединения трубопровода отвода отпарных газов не должна препятствовать отсоединению ПМАР продуктопровода.
5.1.2.30 На линии отвода отпарных газов (при ее наличии) в муфте аварийного разъединения допускается применять сблокированные сдвоенные запорные клапаны, которые закрываются под действием пружинного или иного механизма, а разрыв замка происходит от натяжения троса.
5.1.2.31 В конструкции стендера, помимо эксплуатации в обычном режиме, следует учитывать аварийное разъединение стендера как без продукта (в пустом состоянии), так и при наличии продукта в продуктопроводе.
5.1.2.32 Следует исключить любое столкновение плеч стендера с судном или причалом. После срабатывания САР внутреннее и внешнее плечи стендера с верхней частью ПМАР должны автоматически обеспечить подъем верхней части ПМАР на высоту не менее 2 м. На этой высоте плечи стендера должны автоматически заблокироваться гидравлическими приводами и гарантированно обеспечить ее возвращение за причальную линию в направлении гаражного положения стендера. Не допустимо соударение прилегающих частей стендера в процессе разъединения.
14
ГОСТ Р 71697—2024
5.1.2.33 Стендер СПГ должен быть оборудован муфтой БРС (муфтой QC/DC) по требованию заказчика. Подключение стендера к судну достигается с помощью следующих средств:
- ручная соединительная муфта (муфта БРС с механическими захватами);
- приводная муфта (муфта БРС с гидравлическим, электрическим, пневматическим приводом).
Примечание — Как правило используется гидравлическая муфта БРС.
Для стендеров с номинальным диаметром до 250 мм включительно возможно использование ручной соединительной муфты, а для стендеров с номинальным диаметром более 250 мм должна применяться муфта БРС с гидравлическим (электрическим, пневматическим) приводом и с дистанционным управлением.
5.1.2.34 Муфта БРС должна быть спроектирована для подсоединения/отсоединения от фланцев грузовых коллекторов судна для всего диапазона размеров, как указано заказчиком при формировании заказа с учетом возможности применения переходников. Для присоединения стендера с соединителем одного номинального диаметра к грузовому коллектору судна другого номинального диаметра используют переходники. Схемы возможных сочетаний номинальных диаметров переходников — по ГОСТ 20772. Номинал и диаметр фланца грузового коллектора — в соответствии с таблицей А. 10.
5.1.2.35 Выравнивающие и центрирующие устройства должны быть предусмотрены для каждого диаметра фланцев, к которым подсоединяется муфта БРС. Конструкция муфты БРС должна учитывать допуски на размеры указанных фланцев. Зажимной механизм также должен быть сконструирован таким образом, чтобы компенсировать до 5 мм отклонения от номинальной толщины фланца грузового коллектора или переходника.
5.1.2.36 Муфта БРС должна быть снабжена блокиратором для предотвращения непреднамеренного отсоединения под действием давления или вибрации в процессе перекачки продукта. Механизм активации блокиратора должен быть четко виден и быть легкодоступным.
5.1.2.37 При использовании муфты БРС с гидравлическим приводом и дистанционным управлением операции подключения и отключения муфты БРС должны выполняться как с центральной панели управления стендера, так и с переносного или проводного пульта управления.
5.1.2.38 Зажимы муфты БРС с гидравлическим приводом должны работать одновременно с равными силами, не должны перегружать сопряженные фланцы грузового коллектора судна. Минимальное время зацепления должно составлять 10 с, чтобы у оператора имелось достаточно времени отойти на безопасное расстояние от зажимов.
5.1.2.39 При потере гидравлического давления муфта БРС с гидравлическим приводом должна оставаться подключенной к грузовому коллектору судна и предусматривать ручное расцепление.
5.1.2.40 Все время, когда стендер не находится подключенным к грузовому коллектору судна, муфта БРС должна быть закрыта защитной крышкой, которая должна удерживаться зажимами муфты БРС. Защитная крышка должна крепиться к корпусу муфты БРС тросом во избежание ее потери или падения за борт во время подсоединения/отсоединения зажимов муфты БРС к грузовому коллектору судна и во время процесса перекачки продукта.
5.1.2.41 Крышка муфты БРС предназначена для сбора остатков продукта после отсоединения стендера от фланца грузового коллектора, а также для защиты от попадания в стендер посторонних предметов, и не должна использоваться в качестве запорного механизма и выдерживать рабочее давление стендера. Крышка муфты БРС должна иметь коническое отверстие и заглушку, позволяющие заказчику при необходимости устанавливать клапан или патрубок для сброса давления перед снятием. Крышка должна иметь рукоятки для ручной установки и удаления.
5.1.2.42 Для обеспечения маневрирования стендера и отсоединения муфты БРС в случае отключения электропитания следует использовать ручной гидравлический насос.
5.1.2.43 Муфта БРС должна расцепляться под воздействием максимальных нагрузок, в т. ч. указанного обледенения. Ручные муфты БРС не должны требовать удлинителя на рычаг фиксации муфты БРС, которые не являются частями оригинальной конструкции.
5.1.2.44 Смазка всех подвижных деталей муфты БРС должна быть возможна без демонтажа муфты БРС.
5.1.2.45 Опорные стойки тройного шарнирного узла предназначены для снятия нагрузок на грузовой коллектор судна, которые возникают от ограничения движения стендера, находящегося под управлением, с момента подключения соединителя стендера к грузовому коллектору судна до момента перевода стендера в режим «Свободный ход». Они представляют собой конструкцию с двумя регулируемыми ножками, опирающимися на палубу судна. Высота опоры регулируется от 450 до 1400 мм от
15
ГОСТ Р 71697—2024
центральной линии муфты БРС или согласовывается дополнительно с заказчиком в зависимости от особенностей расположения грузового коллектора судна.
5.1.2.46 Конструкция опорных стоек тройного шарнирного узла на стендере не должна препятствовать свободному перемещению плеч стендера относительно перемещений судна СПГ. При расчете нагрузки на грузовой коллектор судна необходимо исключить из расчета влияние опорных стоек.
5.1.2.47 Фиксаторы гаражного положения предназначены для предотвращения несанкционированного перемещения стендера, находящегося в гаражном положении, и предусматривают фиксацию всех отдельных подвижных частей шарнирно-сочлененного трубопровода стендера. Фиксаторы гаражного положения выполняют с механическим, гидравлическим или электрическим приводом. Блокировки не должны включаться во время нормальной работы. Любые гидравлические блокировки должны управляться вручную и независимо от системы управления. Фиксаторы гаражного положения должны легко высвобождаться и управляться одним человеком.
5.1.2.48 В гаражном положении стендер не должен выходить за пределы причала или причальной линии со сжатыми кранцами с учетом безопасного расстояния, соответствующего максимальному углу крена газовоза для перевозки СПГ (см. таблицы А.2, А.З, А.4, А.6).
5.1.2.49 Электроизолирующий фланец предназначен для обеспечения электрической изоляции стендера от судна. Расположение электроизолирующего фланца должно гарантировать отсутствие соприкосновения с конструкциями судна.
5.1.2.50 Конструктивно электроизолирующий фланец может выполняться как отдельный компонент стендера или выступать как часть шарнирного соединения тройного шарнирного узла. Электроизолирующий фланец должен соответствовать требованиям конструкционной прочности стендера и обеспечивать отсутствие утечек рабочей среды и потери электрического сопротивления.
5.1.2.51 Электроизолирующий фланец или электроизолирующая вставка в шарнирном соединении должны устанавливаться с применением пластиковых шайб, пластиковых втулок и пластиковых заглушек выступающих частей болтов с обеих сторон фланца.
5.1.2.52 Электроизолирующая вставка должна не менее чем на 3 мм выступать внутрь трубопровода.
5.1.2.53 При оснащении стендера линией отвода отпарного газа данная линия также должна быть оснащена вставкой из материала, обеспечивающего электрическую изоляцию.
5.1.2.54 Изолирующие неметаллические гибкие рукава или изолирующие фланцы должны быть установлены в любой системе — гидравлической, смазывающей, продувки или дренажной, в районе установки изолирующего фланца продуктопровода.
5.1.2.55 Электрическое сопротивление изолирующих фланцев и гибких рукавов должно быть не менее следующих значений:
- заводского исполнения после установки в стендер — 10 000 Ом;
- после гидростатического испытания и в течение срока службы — 1000 Ом.
5.1.2.56 Изолирующий фланец должен выдерживать конструктивные нагрузки стендера без утечки и без потери электрического сопротивления изоляции.
5.1.2.57 Все фланцевые соединения, в т. ч. шарнирные, но за исключением изолирующего фланца, электрически соединяют путем надежного подключения электрических кабелей с максимальным значением электрического сопротивления 2 Ом. Муфта БРС и ПМАР должны иметь электрическую непрерывность и не требовать отдельного электрического соединения, чтобы не помешать безопасной эксплуатации.
5.1.2.58 Трубопровод жидкого азота при необходимости может быть установлен как дополнительный трубопровод на стендере. Линия должна быть оснащена системой аварийного разъединения или другим безопасным средством разъединения.
5.1.2.59 Для полного дренажа стендера перед отсоединением от грузового коллектора судна должны быть предусмотрены дренажные подключения. Место установки дренажных подключений указывается заказчиком в таблицах, приведенных в приложении А. Все подключения должны быть снабжены клапаном и заглушкой. Дренажные клапаны допускается использовать для внешнего плеча, стояка стендера. Размеры дренажных подключений должны основываться на размере стендера, но не могут быть менее DN 25 как для стояка, так и для внешнего плеча. Патрубки дренажных подключений должны быть армированы.
5.1.2.60 По окончании операции по перевалке СПГ для вытеснения продукта из стендера используют азот. Подачу азота для продувки стендера следует осуществлять через специальное дренажное подключение к береговому трубопроводу, подводящему продукт к стендеру, или дренажное подклю-
16
ГОСТ Р 71697—2024
чение, расположенное в продуктопроводе стендера. Рекомендуется использовать подключение азота к продуктопроводу стендера. Расположение точки подключения азотной продувки к продуктопроводу стендера согласовывается с заказчиком и может находиться в основании стояка, в верхней части внутреннего плеча стендера, над верхним клапаном ПМАР. Для исключения необходимости использования гибких шлангов трубопровод продувки азотом необходимо подключать к продуктопроводу в районе стояка. Газ при этом будет подниматься до верхней точки продуктопровода стендера и обеспечивать газовую подушку, которая будет продувать как внешнее, так и внутреннее плечо стендера.
5.1.2.61 Трубопровод азотной продувки допускается использовать также для удаления воздуха или пара из трубопровода стендера, а также для обеспечения инертной атмосферы.
5.1.2.62 Трубопровод азотной продувки должен быть оборудован обратным клапаном и запорной арматурой. Обратный клапан должен располагаться как можно ближе к точке подключения к продуктопроводу стендера. Резьбовые соединения для подключения не используют.
5.1.2.63 Система продувки шарниров азотом должна быть установлена на стендере для выполнения функции осушки полостей шарниров и удаления из нее микрочастиц для предотвращения повреждения подшипников. После прохождения полостей всех шарниров азот из линии продувки должен быть сброшен в атмосферу, если заказчиком в техническом задании не указано иное.
5.1.2.64 Линия улавливания утечек может быть установлена по требованию заказчика для сбора утечки продукта, проникшего через первичные уплотнения шарниров, и предотвращения повышения давления между первичным и вторичным уплотнениями. Забор продукта утечки следует осуществлять через технологические отверстия обнаружения утечки шарниров. Собранный продукт следует направлять в линию отвода отпарных газов. В месте подключения линии улавливания утечек к линии отвода отпарных газов должен быть установлен обратный клапан.
5.1.2.65 Стендер должен быть снабжен безопасными средствами доступа ко всем обслуживаемым узлам и компонентам, требующим проведения осмотров и технического обслуживания и расположенным на высоте, а именно: лестницами, страховочными системами, платформами.
5.1.2.66 Если теплоизоляция требуется заказчиком, то в конструкции следует учитывать дополнительные вес и размер теплоизоляции при расчете нагрузок.
5.1.2.67 При наличии соответствующего требования в основании стояка и в тройном шарнирном узле должно быть предусмотрено место для установки манометра, на которое должны быть установлены заглушки.
5.2 Требования к материалам и комплектующим
5.2.1 Материалы, применяемые в конструкции стендера, выбирают с учетом параметров и условий эксплуатации стендера. Все материалы, применяемые в конструкции стендера, должны соответствовать межгосударственным, национальным стандартам или ТУ, разработанным на основании межгосударственных и/или национальных стандартов на материалы. Соответствие материалов этим требованиям подтверждают сертификатами (паспортами) качества изготовителей материалов или протоколами испытаний изготовителя оборудования по методике на соответствующий материал.
5.2.2 Для изготовления стендера применяют негорючие материалы, стойкие к СПГ, морской воде и обеспечивающие работу стендера в течение срока службы при заданных давлениях и температурах рабочих и окружающих сред, определенных в таблицах А.1—А.13.
5.2.3 Материалы и марки сталей должны иметь химические, физические и механические свойства, соответствующие заданным условиям проектирования, таким как давление, температура, ветровая и сейсмическая нагрузка, климатические условия и другие, определенные в таблицах А.1—А.13.
5.2.4 Материалы и марки металлов, используемые для деталей, находящихся под давлением, включая болты, гайки и основные конструкционные элементы, указывают в комплекте конструкторской документации и согласовывают с заказчиком при наличии такого требования со стороны заказчика.
5.2.5 Для обеспечения устойчивости продуктопровода к низкотемпературному воздействию и разрушению используют нержавеющую сталь (AISI 304 — 12Х18Н10Т, AISI 304L — 03Х18Н11, AISI 316 — 08Х17Н13М2, AISI 316L — 03X17H14M3). Также при проектировании необходимо принимать в расчет коррозионные свойства нержавеющей стали в хлоридной среде.
Допускается применять иные материалы и марки сталей, если изготовитель подтвердит их соответствие всем критериям безопасности и эксплуатационным характеристикам путем предоставления заказчику отчета о расчете прочности стендера для соответствующих условий проектирования, определенных в таблицах А.1—А.13.
17
ГОСТ Р 71697—2024
5.2.6 Если стендеры установлены и эксплуатируются при низкой температуре окружающей среды, класс материалов, используемый для конструкции, должен быть надлежащего качества и отвечать всем требованиям. Такие же требования распространяются на части, соединяющие продуктопровод, подвергаемый воздействию низких температур от переваливаемого продукта, с опорной конструкцией, на которую влияют низкие температуры окружающей среды.
5.2.7 Механические характеристики и химический состав материалов подтверждают сертификатами (паспортами) качества изготовителя материалов.
5.2.8 При изготовлении стендера применение покупных комплектующих следует осуществлять в соответствии с ГОСТ 2.124. Использование комплектующих изделий и/или материалов, поступивших без сертификатов соответствия (если применимо), сертификатов или паспортов качества не допускается. Копии сертификатов соответствия (если применимо), сертификатов или паспортов качества на материалы и комплектующие включают в комплект документов для проведения заводских приемочных испытаний. Сертификаты (паспорта) качества, сертификаты соответствия (если применимо) на материалы должны соответствовать требованиям действующих нормативных документов Российской Федерации.
5.2.9 По требованию заказчика изготовитель организовывает проведение и оформление результатов верификации (входного контроля) приобретенных материалов и комплектующих изделий по перечню материалов, подлежащих верификации, и по ГОСТ 24297.
5.2.10 При сварочных работах содержание углерода в углеродистых сталях для конструкционных компонентов не должно превышать 0,26 %, за исключением случаев, когда они аттестованы по НАКС согласно ГОСТ Р 59604.3.
Сварочные материалы должны быть аттестованы в соответствии с требованиями ГОСТ Р 59604.4.
5.2.11 К установке в трубопровод стендера допускаются только шарниры, прошедшие все испытания без повреждений и имеющие положительные заключения в протоколах испытаний.
5.2.12 При применении колесно-тросовых стендеров следует использовать проволочные канаты из оцинкованной стали в соответствии с ГОСТ 3241.
5.2.13 Штоки гидравлических цилиндров выполняют из нержавеющей стали для противостояния коррозии в морской среде.
5.2.14 Все клапаны, установленные на дренажных патрубках и линии впрыска азота, должны быть огнестойкими в соответствии с ГОСТ 33856.
5.2.15 Рукава, используемые для линии отвода отпарного газа при ее наличии в конструкции стендера, должны соответствовать ГОСТ Р 71695 или ГОСТ Р 71698, быть выполнены в огнестойком исполнении, что подтверждается протоколами испытаний, и иметь сертификаты качества.
5.2.16 Антикоррозионное покрытие определяют исходя из данных, установленных в таблицах А.1—А.13, включая климатические условия, и согласовывают с заказчиком. При выборе систем покрытия следует учитывать соленые и агрессивные среды и эксплуатационные условия. В случае необходимости нанесения покрытия на продуктопровод следует учитывать циклические температурные изменения, которым он подвергается в процессе эксплуатации. В зависимости от требований заказчика может быть предусмотрена ТИ, которая должна соответствовать требованиям ГОСТ 32569.
5.3 Комплектность
5.3.1 В комплект поставки стендера входят:
- стендер;
- стендерное оборудование согласно опросному листу/техническому заданию;
- комплект ЗИП;
- комплект сопроводительных документов.
5.3.2 В комплект сопроводительных документов входят:
- паспорт;
- РЭ;
- инструкция оператора;
- чертеж общего вида стендера и чертеж опорной плиты стендера;
- перечень нагрузок, передаваемых стендером на фундамент;
- схема рабочего диапазона стендера;
- копия расчетов на прочность стендера;
- копии протоколов испытаний шарниров, ПМАР, муфты БРС;
18
ГОСТ Р 71697—2024
- копия акта заводских приемо-сдаточных испытаний;
- копия декларации о соответствии или сертификата соответствия требованиям [4];
- копия сертификата соответствия требованиям [5] (при необходимости в соответствии с законодательством Российской Федерации);
- копия декларации или сертификата соответствия требованиям [6] (при необходимости в соответствии с законодательством Российской Федерации);
- копия декларации или сертификата соответствия требованиям [7] (при необходимости в соответствии с законодательством Российской Федерации);
- паспорта/формуляры СИ, применяемых в стендерах, подтверждение о действующей поверке или свидетельства о поверке СИ, применяемых в стендерах, копия свидетельства об утверждении типа СИ, применяемых в стендерах;
- комплект документов, подтверждающих качество материалов и покупных компонентов;
- эксплуатационные документы на вспомогательное оборудование, электрооборудование и светильники;
- ведомость комплекта ЗИП;
- упаковочный лист и комплектовочная ведомость с полным перечнем упаковочных единиц;
- дополнительные документы по согласованию с заказчиком.
5.3.3 Оформление эксплуатационных документов — по ГОСТ Р 2.610.
5.4 Требования к конструкции
5.4.1 Общие требования
5.4.1.1 Размеры стояка, внутреннего и внешнего плечей стендера рассчитывает изготовитель стендера для каждого места установки исходя рабочего диапазона стендера, который определяется расчетным путем из проектных данных, указанных таблицах А.1—А.13 и прилагаемых схемах А.1—А.4.
5.4.1.2 При разработке общей конструкции стендеров, а также системы аварийного разъединения следует учитывать возможные варианты дрейфа судна в зависимости от условий окружающей среды и местоположения терминала. Путем моделирования следует определить и принять (или назначить расчетные) ускорение и скорость дрейфа, который возможен из-за неисправности в системе швартовки, учитывая класс судов, которые может принимать конкретный терминал. В ходе изысканий следует учитывать:
скорость и направление ветра;
течение и влияние мелководья;
диапазон высот прилива/отлива;
высоту волн и зыби, их период и направление;
наличие волн от проходящих судов;
непреднамеренное включение двигателя судна или системы швартовки;
наличие плавучих льдин.
5.4.1.3 Если иное не указано в таблице А.6, то при расчете размеров конструкции стендера учитывают обязательное сохранение минимальных расстояний в любом режиме работы стендера, включая аварийное разъединение:
- минимальное расстояние в 0,15 м — между любыми частями одного стендера;
- минимальное расстояние в 0,3 м — между любой частью работающего стендера и любыми смежными конструкциями, трубопроводами, оборудованием;
- минимальное расстояние в 0,3 м — между любыми частями рядом смежных работающих стендеров;
- минимальное расстояние в 0,15 м — между противовесами работающих стендеров.
Расположение точек для контроля зазоров представлено в приложении Б (см. таблицу Б.1).
5.4.1.4 В расчет минимальных расстояний стендера изготовитель должен включать все случаи, в т. ч. положение аварийного разъединения и обратного смещения стендера, следующего за аварийным разъединением.
5.4.1.5 В гаражном положении стендер не должен выходить за пределы причала или причальной линии со сжатыми кранцами с учетом безопасного расстояния, соответствующего максимальному углу крена газовоза для перевозки СПГ (см. таблицы А.2, А.З, А.4, А.6).
5.4.1.6 Трубопроводы стендера должны быть рассчитаны на максимальную скорость передачи продукта 12 м/с, если иное не установлено заказчиком. Более высокие скорости допускаются на ме-
19
ГОСТ Р 71697—2024
стах с ограниченным диаметром условного прохода, например в ПМАР, при условии, что кавитация и колебания приемлемы. Кривая потерь давления для СПГ и возврата пара в стендерах предоставляется производителем стендера и согласовывается с заказчиком.
5.4.2 Лакокрасочная антикоррозионная защита стальных конструкций должна соответствовать требованиям ГОСТ 34667.9.
5.4.3 Шарнирные соединения и подшипники
5.4.3.1 Шарнирное соединение продуктопровода состоит из уплотнительного устройства, системы подшипников и наружного уплотнительного устройства.
5.4.3.2 Шарнир продуктопровода должен содержать минимум два уплотнения: одно первичное и одно вторичное. Вторичное уплотнение предназначено для предотвращения возникновения внешних утечек или утечки в систему подшипников при отказе первичного уплотнения. Конструкция не должна допускать избыточного давления между первичным и вторичным уплотнениями, что может привести к внешней утечке за пределами установленной скорости утечки [см. 9.2.2.1 б)]. Технологическое отверстие обнаружения утечки шарнира должно быть предусмотрено в кольцевом пространстве между первичным и вторичным уплотнениями.
5.4.3.3 Шарниры продуктопровода должны выдерживать временные условия частичного вакуума.
5.4.3.4 Подшипниковый узел шарнира продуктопровода необходимо беречь от влаги с помощью азота во избежание образования льда во внутренних полостях. Для этого стендер должен быть оснащен системой азотной продувки шарниров.
5.4.3.5 Наружное уплотнительное устройство шарнира продуктопровода предотвращает возможность попадания воды и твердых частиц в систему подшипников шарнира.
5.4.3.6 Подшипники несущих элементов опорной конструкции должны иметь возможность смазки без демонтажа и быть спроектированы таким образом, чтобы предотвращать чрезмерное повышение давления от смазки.
5.4.3.7 Каждую дорожку качения подшипников несущих элементов опорной конструкции оснащают точками подачи консистентной смазки. Для обеспечения равномерного распределения смазки должно быть достаточно точек подачи.
5.4.3.8 Подшипники несущих элементов опорной конструкции должны быть оснащены соответствующими уплотнениями и защитными оболочками, подходящими для морской среды:
- точки смазки должны быть доступны в исходных положениях;
- для предотвращения чрезмерного повышения давления от смазки должны быть предусмотрены легкодоступные дренажные отверстия для выхода избыточного количества смазки;
- трубки подачи консистентной смазки и фитинги изготавливают из аустенитной нержавеющей стали;
- количество точек смазки и способ защиты уплотнений согласовываются с заказчиком.
5.4.3.9 Подшипники опорной конструкции оснащают соответствующими точками отбора проб смазки, чтобы обеспечить возможность отбора проб смазки для определения состояния несущих элементов.
5.4.4 Система аварийного разъединения
5.4.4.1 Стендер должен быть оснащен системой аварийного разъединения. САР проектируют исходя из параметров рабочей зоны, в которой должен находиться грузовой коллектор судна в процессе перевалки СПГ, на основании следующих данных:
- характеристик береговых и причальных сооружений;
- типов и дедвейта судов;
- приливно-отливных параметров припортовой акватории;
- климатических характеристик, ветровых и волновых нагрузок, воздействующих на судно, влияющих на его движение в процессе перевалки рабочей среды;
- изменения осадки судна в процессе перевалки рабочей среды, а также иных факторов, влияющих на движение грузового коллектора судна и подключенного к нему стендера относительно причала в процессе перевалки СПГ.
5.4.4.2 Исполнительным механизмом САР, непосредственно обеспечивающим физическое разъединение стендера и судна, является приводная муфта аварийного разъединения (ПМАР). ПМАР устанавливают в вертикальной части тройного шарнирного узла внешнего плеча, фланцы ПМАР должны быть расположены в горизонтальной плоскости. Любые другие решения по размещению ПМАР могут быть допустимы только после обоснования изготовителем эквивалентного уровня безопасности.
20
ГОСТ Р 71697—2024
5.4.4.3 Алгоритм работы ПМАР предусматривает:
- одновременное закрытие клапанов ПМАР;
- физическое раскрытие механизма разъединения ПМАР
При проектировании САР необходимо учитывать факт того, что при любом способе активации САР должна обеспечить одновременное закрытие двух отсечных клапанов ПМАР и только после этого обеспечить разъединение стендера и судна.
5.4.4.4 Для обеспечения срабатывания САР при заданной скорости дрейфа судна, время закрытия клапанов ПМАР устанавливается между 5 с и 10 с. Это время закрытия клапанов ПМАР учитывается при анализе давления гидравлического удара. Разъединение ПМАР должно происходить только при подтвержденном факте закрытия клапанов, что должно быть предусмотрено в конструкторском решении ПМАР и иметь визуальное подтверждение.
5.4.4.5 Время раскрытия механизма разъединения ПМАР составляет не более 2 с.
5.4.4.6 Утечка СПГ из пространства между обоими клапанами ПМАР должна быть минимальной. Объем утечки и падение давления должны быть согласованы между производителем и заказчиком стендера.
5.4.4.7 Конструктивное решение ПМАР должно полностью исключить возможность соударения частей муфты, включая механизм разъединения, при разъединении и после него до момента подъема стендера над судном во избежание искрообразования, а также возможность полнофункционального тестирования привода клапанов и механизма разъединения с их физическим срабатыванием.
5.4.4.8 При срабатывании ПМАР нижняя ее часть со встроенным клапаном остается подсоединенной к грузовому коллектору судна, а верхняя ее часть с клапаном остается подсоединенной к внешнему плечу стендера. Нижняя часть ПМАР, оставшаяся на грузовом коллекторе судна, должна иметь ограничитель поворота для исключения риска соударения с каплесборником, палубой или судовыми конструкциями.
5.4.4.9 Алгоритм сборки ПМАР после аварийного разъединения должен быть описан в эксплуатационных документах на стендер. Конструктивно ПМАР должна иметь контрольные маркеры для оценки правильности повторной сборки.
5.4.4.10 САР проектируют таким образом, чтобы ПМАР работала только во время передачи СПГ и во время испытаний. Гидравлический клапан с ручным управлением устанавливают на гидравлическом трубопроводе для блокировки ПМАР до момента, когда стендер надлежащим образом не будет подключен к коллектору судна. Активация ПМАР — открытие гидравлического клапана — разрешается только после подключения стендера к грузовому коллектору судна и перевода стендера в свободное (плавающее) положение.
5.4.4.11 При проектировании стендера необходимо учесть, что система приводов, обеспечивающая маневрирование (управление) стендером, и система приводов, обеспечивающая управление ПМАР, должны быть независимыми.
5.4.4.12 В конструкции ПМАР могут быть предусмотрены один или два независимых привода, и она должна быть спроектирована таким образом, чтобы два клапана ПМАР, сблокированные механически или гидравлически, одновременно управлялись одним приводом, при этом механизм разъединения может управляться либо приводом, который отвечает за управление клапанов, или вторым независимым приводом. Конструкция должна обеспечивать раскрытие механизма разъединения только при полностью закрытых клапанах. Изготовитель стендера обеспечивает процедуры эксплуатации и технического обслуживания данного оборудования, как описано в ГОСТ Р ИСО 28460—2018 (пункт 15.4).
5.4.4.13 ПМАР должна быть оснащена клапаном для предотвращения избыточного давления из-за теплового расширения захваченного продукта между двумя клапанами.
5.4.4.14 Отсечные клапаны ПМАР должны иметь документ, подтверждающий положительное прохождение испытаний на соответствие требованиям ГОСТ 34294 и ГОСТ 33856.
5.4.5 Муфта БРС
5.4.5.1 Муфта БРС должна гарантированно обеспечить разъединение соединителя стендера и фланца грузового коллектора судна под воздействием максимальных нагрузок, в т. ч. заданного обледенения.
5.4.5.2 Муфта БРС должна оставаться герметичной в случае, если, по меньшей мере один из соединительных зажимов выходит из строя при максимальной эквивалентной расчетной нагрузке и при минимальном рабочем давлении.
5.4.6 Спецификация всех фланцевых соединений для труб, клапанов, фитингов и дополнительного оборудования должна соответствовать требованиям ГОСТ 33259.
21
ГОСТ Р 71697—2024
5.4.7 Стендеры проектируют таким образом, чтобы обеспечить удобство и легкость осмотра и технического обслуживания критически важных компонентов шарнирно-сочлененного трубопровода и опорной конструкции и обеспечить замену шарниров без необходимости демонтажа основных секций стендера и без использования грузоподъемного оборудования. Замену шарниров осуществляют с минимальным временем простоя.
5.4.8 Изготовитель стендера должен обеспечить взаимозаменяемость компонентов.
5.4.9 Критическое оборудование, трубопроводы и конструкционные элементы, которые подвержены утечке СПГ, должны быть защищены от разрушения по причине охрупчивания из-за воздействия низких температур. Изготовитель стендера может помочь заказчику определить специфическое оборудование, трубопроводы и конструкционные элементы, которые должны быть защищены от утечки СПГ. Следует учитывать потенциальные источники утечки, например фланцы, шарниры, ниппели с малым отверстием, клапаны с малым отверстием и т. д. Такая защита достигается путем выбора соответствующего материала (бетон, нержавеющая сталь и т. д.) или изоляцией материалом или водяной завесой, или иными соответствующими мерами, которые защищают оборудование от холодового шока.
5.4.10 Шкафы и панели располагают вне досягаемости брызг СПГ, которые вызывают хрупкое разрушение.
5.5 Требования к системе управления и контроля
5.5.1 Систему управления и контроля проектируют как электрогидравлическую систему, обеспечивающую нормальную работу стендера, последовательность действий стендера для аварийного разъединения и втягивание пустого или переносящего продукт стендера после аварийного разъединения.
Примечание — Допускается принимать другую систему управления, например использование только электрической или другой энергии может быть приемлемым только в случае разработки, проверки и квалификации для соответствующих стандартов и в случае обеспечения всех функций, описанных в данном разделе, для гидравлической системы и системы управления.
5.5.2 Стендер и комплектующие должны приводиться в действие рабочей жидкостью гидравлической системы, поставляемой гидравлическим блоком питания.
5.5.3 В системе управления и контроля должен быть предусмотрен двухскоростной режим маневрирования стендером.
5.5.4 Систему проектируют для периодической работы (запуск/остановка).
5.5.5 Управление осуществляется при помощи контроллера, устанавливаемого в шкафу управления, сигналы управления к которому поступают с пульта дистанционного управления или непосредственно с панели управления стендером.
5.5.6 Контрольные дисплеи и элементы управления должны находиться на причале и состоять из следующих компонентов:
а) центральная панель управления (см. таблицу А. 12) должна располагаться как можно ближе к линии причала и в поле зрения грузового коллектора судна — носителя СПГ. Контрольные переключатели, кнопки и индикаторы должны быть доступны на этой панели управления;
б) устройство дистанционного управления (выносной беспроводной пульт управления или проводной пульт управления — см. таблицу А.13), позволяющее управлять стендером со стороны судна вблизи грузового коллектора для нормального соединения и отсоединения стендеров, при этом выносной пульт управления должен обеспечивать управление всеми движениями стендера, отсечными клапанами ПМАР, гидравлической муфты БРС и иметь переключатель управления/свободного хода, а также аварийную кнопку активации САР с защитой от случайного нажатия.
5.5.7 Центральный пульт управления и подключенные устройства дистанционного управления не должны работать одновременно. Передача управления с одного пульта на другой осуществляется в соответствии с инструкциями изготовителя стендеров.
5.5.8 Пульт управления стендерами должен располагаться на причале. Пульт должен быть оборудован минимальным пакетом инструментов, определенным в таблице 2.
22
ГОСТ Р 71697—2024
Таблица 2 — Команды пульта управления на причале
Тип | Команды | Оповещение |
ESD I | Ручная активация для ESD I | Отдельные звуковые и визуальные сигналы |
ESD II | Ручная активация для ESD II1) (см. примечание ниже) | |
1) Место установки ручной активации ПМАР согласовывается с заказчиком. | ||
5.5.9 Выносной (проводной) пульт дистанционного управления должен быть оборудован командами, приведенными в таблице 3.
Таблица 3 — Команды выносного (проводного) пульта дистанционного управления
Тип | Команды |
Выбор стендера | Многопозиционный переключатель с нейтральным положением |
Выбор скорости движения | Многопозиционный переключатель (высокая/низкая) |
Движения стендера (маневрирование) | Приводное устройство (для перемещения наружу/внутрь, вверх и вниз и поворота) |
Работа муфты БРС | Приводное устройство (стыковка/расстыковка) |
Команда на разъединение ПМАР | Защищенная от случайного нажатия кнопка |
5.5.10 Одновременное перемещение (маневрирование) нескольких стендеров во время нормальной эксплуатации не допускается и блокируется системой управления. Выбор манипулируемого стендера обеспечивается специальным переключателем.
5.5.11 Заказчик должен указать в техническом задании места альтернативного размещения средств дистанционного управления стендерным оборудованием. Возможность альтернативного размещения средств дистанционного управления стендерным оборудованием должна быть рассмотрена и согласована заказчиком (эксплуатирующей организацией терминала) и изготовителем до начала выполнения конструкторских работ.
5.5.12 В управление стендером входит следующее:
а) маневрирование одним стендером, что позволяет:
1) изменять вылет и поворот стендера при штатном функционировании,
2) маневрировать на место техобслуживания;
б) работа гидравлической системы при нормальном давлении для следующих режимов:
1) режим свободного хода, штатные перемещения судна,
2) режим свободного хода на дрейфовой скорости,
3) режим управления во время соединения, штатные перемещения судна,
4) режим управления после подключения: конструкция должна быть такой, чтобы предотвращать повреждение стендера, если он не находится в режиме свободного хода после присоединения к судну;
в) подключение и отключение гидравлически управляемой муфты БРС в рабочем режиме;
г) эксплуатация САР, включая автоматический подъем и отвод стендера после разъединения;
д) маневрирование после аварийного разъединения:
1) полный стендер чуть выше горизонтального положения для облегчения опорожнения трубопровода,
2) полный и пустой стендеры до высоты складывания в гаражное положение,
3) полный и пустой стендеры до позиции подключения к имитатору грузового коллектора для сборки ПМАР
5.5.13 Необходимо предусмотреть отдельный ручной рычаг для каждого стендера для аварийного разъединения в случае полного отказа электропитания. Такие отдельные рычаги допускается располагать на каждом стендере или, в качестве альтернативы, на внешней стороне гидравлического блока. Необходимо предусмотреть меры для обеспечения непроизвольной или случайной работы этих рычагов.
23
ГОСТ Р 71697—2024
5.5.14 Элементы управления движением должны оставаться в состоянии гидравлической блокировки при отпускании кнопок управления.
5.5.15 На каждом стендере устанавливают систему порогов срабатывания сигнализации для всех вариантов изменения вылета плеч и угла поворота стендера во всех измерениях, чтобы обнаружить чрезмерный дрейф судна СПГ и инициировать аварийный сигнал первого и второго этапов. Для этого обычно используют твердые индуктивные бесконтактные переключатели с отдельными переключателями для каждого опасного состояния стендера (см. рисунок Б.1). Достижение предельного угла разложения стендера инициирует срабатывание светозвуковой аварийной сигнализации: возникновение визуальных и звуковых сигналов тревоги, включается алгоритм последовательности аварийного разъединения. Как минимум, аварийные сигналы должны находиться в центре управления причалом, дополнительные сигналы тревоги должны быть согласованы с заказчиком.
5.5.16 Следующие визуальные и звуковые сигналы, как минимум, отображаются на локальной панели управления и могут повторяться в диспетчерской причала (по согласованию):
- аномальное давление в камерах ПМАР;
- низкое давление в гидравлических аккумуляторах, если установлены аккумуляторы;
- низкое давление N2 в аккумуляторах, если установлены аккумуляторы;
- низкий уровень масла в гидравлическом резервуаре.
5.5.17 Шкафы системы управления и контроля выполняют на основе стандартных функциональных модулей общепромышленного назначения при условии размещения шкафов во взрывобезопасной зоне. Если расположение шкафов предусмотрено в непосредственной близости от стендера или они входят в состав БП, следует применять шкафы во взрывозащищенном исполнении согласно зоне использования по СП 423.1325800.
5.5.18 Шкафы системы управления и контроля размещают таким образом, чтобы был обеспечен доступ к каждой части или компоненту системы автоматизации без нарушения работы смежных устройств или технологического оборудования.
5.5.19 Вводы кабелей в шкафы системы управления и контроля предусматривают через кабельные вводы по ГОСТ 31610.0.
5.5.20 Прокладку кабельных жгутов внутри шкафов системы управления и контроля выполняют промышленным способом, кабельные жгуты закрепляют или размещают в кабельных коробах.
5.5.21 В шкафах системы управления и контроля устанавливают внутреннюю шину заземления с местом для подсоединения к внешнему контуру заземления, а также оборудование, не требующее подключения к контуру функционального заземления.
5.5.22 В шкафах системы управления и контроля выполняют гальваническую развязку между внутренними шинами контроллеров, измерительными каналами и внешними цепями ввода-вывода, внутренними шинами контроллеров и первичным источником питания.
5.5.23 Внутри шкафов системы управления и контроля устанавливают освещение, достаточное для выполнения работ по ТО и ремонту без применения дополнительных источников освещения.
5.5.24 Прикладное ПО разрабатывают в соответствии с ГОСТ Р МЭК 61131-1. Язык программирования — в соответствии с ГОСТ Р МЭК 61131-3.
5.5.25 Обмен данными по цифровому каналу между системой управления и контроля и АСУТП терминала выполняют по протоколу Modbus RTU. По требованию заказчика обмен данными допускается выполнять также по протоколу Modbus TCP, Profibus или другому по ГОСТ Р МЭК 61784-1.
5.6 Требования к гидравлической системе
5.6.1 При проектировании гидравлической системы необходимо учитывать следующие факторы:
- ветровую нагрузку на стендер в процессе работы;
- трение шарнирных соединений и других движущихся частей;
- резервирование 10 % мощности для учета факторов предыдущих пунктов;
- скорость движения муфты БРС, которая должна быть не более 0,15 м/с при максимальном выдвижении плеч стендера и возникающей при этом силе инерции;
- разбалансировку стендера в состоянии аварийного разъединения, когда часть элементов стендера осталась пристыкованной к фланцу грузового коллектора судна с учетом того, что стендер может быть как пустой, так и с остатками продукта внутри него;
- разбалансировку стендера по причине намерзания льда по определенным в техническом задании заказчика параметрам.
24
ГОСТ Р 71697—2024
5.6.2 Движения стендера и скорость закрытия отсечных клапанов ПМАР должны контролироваться с помощью регуляторов потока гидравлической жидкости.
5.6.3 Наращивание давления в контуре свободного хода должно контролироваться и быть технически ограничено. Манометры с амортизаторами должны быть предусмотрены на контурах с разными давлениями. Клапаны сброса давления должны быть установлены на каждую линию подачи. Золотниковые клапаны должны быть спроектированы таким образом, чтобы избежать случаев неправильной сборки. Электромагнитные клапаны должны быть оснащены дополнительно ручным управлением для обеспечения управления в случае отказа питания.
5.6.4 Гидравлический контур, который управляет ПМАР, должен быть разработан таким образом, чтобы избежать непреднамеренной активации избыточным давлением, вызванной гидравлической утечкой, повышением температуры, неправильной эксплуатацией или любыми другими причинами.
5.6.5 На нагнетательной линии и обратной линии в бак предусматривается установка фильтров со сменными картриджами.
5.6.6 Гидравлическая система должна быть оснащена двумя гидравлическими источниками питания, один — в качестве резервного в случае отказа основного.
5.6.7 Гидравлическая система должна быть разработана таким образом, чтобы обеспечить аварийное разъединение и первые 2 м подъема максимального количества стендеров, подключенных одновременно при синхронизации последовательности аварийного разъединения и скорости подъема, что обычно достигается специальным гидроаккумулятором. Отвод всех отсоединенных стендеров должен продолжаться пока стендеры не достигнут заданного положения за линией причала со сжатыми кранцами, где происходит гидравлическая блокировка. При штатном функционировании и работе всех источников электроэнергии это должно выполняться автоматически, а в случае сбоя электропитания необходимо активировать САР вручную для обеспечения гидросистемы гидравлической энергией от гидроаккумуляторов, предусмотренных для разъединения и отвода стендеров.
5.6.8 Гидравлические аккумуляторы должны быть оснащены системой контроля давления азота в газовом баллоне.
5.6.9 Гидравлический резервуар должен быть изготовлен из нержавеющей стали для защиты от коррозии, если иное не указано заказчиком. Допускается применять другие материалы (например, углеродистая сталь с покрытием), если подтверждается невозможность попадания частиц покрытия или материала в гидравлическое масло и загрязнение гидравлической системы.
5.6.10 Гидравлический резервуар должен быть оснащен влагопоглощающим фильтром на вентиляционном отверстии.
5.6.11 Для материалов трубопроводов, труб и фитингов гидравлической системы необходимо использовать нержавеющую сталь (304-12X18Н1 ОТ, 304L-03X18H11,316-08X17Н1ЗМ2, 316L-08X17Н1ЗМ2 или аналоги со свойствами, приближенными к свойствам указанных материалов).
5.6.12 Все участки гидравлического трубопровода должны быть надежно закреплены и размещены таким образом, чтобы избежать механических повреждений.
5.6.13 Количество фитингов должно быть сведено к минимуму. Для всех фитингов необходимо использовать один тип сварки либо предусмотреть одинарный стандартный и двойной обжимной фитинг. При присоединении к опорам из углеродистой стали необходимо использовать изолирующие фитинги или покрытие для предотвращения коррозии.
5.6.14 Фитинги для концов шланга должны быть выполнены из нержавеющей стали, а зажимы для труб должны быть устойчивы к ультрафиолетовому излучению.
5.6.15 Герметизацию резьбовых соединений следует выполнять с помощью уплотнительной пасты. Уплотнительные ленты следует использовать только при отсутствии разумной альтернативы. При использовании уплотнительных лент необходимо следить, чтобы они не попадали в полости маслопроводов гидравлической системы.
5.6.16 Необходимо предусмотреть возможность независимой промывки каждого из гидравлических контуров.
5.7 Требования к резервным системам питания
5.7.1 Гидравлическую систему резервного питания, включающую гидравлические аккумуляторы, множественный источник питания или аварийный генератор, устанавливают для обеспечения гидравлической мощности. Потенциал гидравлической мощности должен быть достаточен для аварийного отключения, подъема и отвода стендера/стендеров в положение позади причальной линии со сложенными плечами контролируемым образом.
25
ГОСТ Р 71697—2024
5.7.2 В случае сбоя питания во время стандартной операции, гидравлическую муфту БРС открывают с помощью ручных устройств управления муфтой БРС, и стендер убирают с помощью гидравлической системы бесперебойного питания.
5.7.3 Электрическая система резервного питания для логических систем и систем управления предусматривается терминалом, например бесперебойный источник питания типа UPS, многократным источником питания или резервным генератором, в соответствии с региональными или национальными нормами и правилами.
5.8 Требования к маркировке
5.8.1 Маркировку располагают на табличке по ГОСТ 12969 из коррозионно-стойкой стали или цветных металлов и их сплавов, размещаемой в соответствии с требованиями заказчика.
5.8.2 Содержание маркировки стендера:
- наименование или товарный знак изготовителя;
- наименование и обозначение изделия;
- заводской номер;
- основные параметры;
- масса изделия, кг;
- дата изготовления;
- обозначение межгосударственного/национального стандарта или ТУ изготовителя, в соответствии с которым изготовлен стендер;
- маркировка взрывозащиты;
- единый знак обращения таможенного союза.
5.8.3 Качество нанесения маркировки стендера предусматривает сохранность маркировки в течение всего срока службы стендера.
5.8.4 Маркировку изделий, входящих в комплект ЗИП, наносят непосредственно на изделие либо на прикрепленную к нему бирку с обозначением изделия, которое они комплектуют. Маркировка должна содержать данные, необходимые для идентификации конкретной единицы ЗИП.
5.8.5 Маркировку крепежных изделий наносят на бирку/этикетку, вкладываемую в пакет с крепежными изделиями, с указанием обозначения и наименования.
5.8.6 Маркировка транспортной тары — в соответствии с ГОСТ 14192.
5.8.7 Если компоненты стендера попадают под требования взрыво- электро- и пожаробезопасности, они должны быть промаркированы в соответствии с этими требованиями.
5.9 Требования к упаковке
5.9.1 Упаковка должна обеспечивать сохранность стендера и его компонентов при транспортировании и соответствовать виду транспорта, согласованному с заказчиком. Упаковка должна обеспечивать сохранность стендера и его компонентов при хранении в условиях, согласованных с изготовителем и заказчиком.
5.9.2 Перед упаковкой стендер консервируют. Консервации подлежат все внутренние полости и все металлические неокрашенные наружные поверхности с металлическими и неметаллическими неорганическими покрытиями.
5.9.3 Консервацию стендера проводят по ГОСТ 9.014, КД (в т. ч. ТУ) в соответствии с условиями транспортирования и хранения.
5.9.4 Выбор средств временной антикоррозионной защиты — в соответствии с группой II по ГОСТ 9.014.
5.9.5 Упаковка комплектующих элементов стендера должна соответствовать категории КУ-1 по ГОСТ 23170.
5.9.6 Внутренняя упаковка стендера и вспомогательного оборудования — по ГОСТ 9.014.
5.9.7 Присоединительные отверстия, отверстия под неустановленные СИ, а также торцы трубопроводов закрывают пробками или транспортировочными заглушками.
5.9.8 При заказе запасного стендера поставщик должен предоставить инструкции по долгосрочному хранению.
5.9.9 Комплект сопроводительных документов размещают в водонепроницаемой упаковке, обеспечивающей их сохранность и защиту от внешних воздействий при транспортировании и хранении.
5.9.10 Удаление транспортной упаковки и упаковки стендера до начала монтажа не разрешается.
26
ГОСТ Р 71697—2024
5.9.11 В эксплуатационной документации должна быть подробно описана процедура расконсервации и удаления специальной транспортной упаковки (стапелей).
6 Требования к изготовлению
6.1 Для изготовления стендера используют материалы и комплектующие, прошедшие верификацию и разрешенные к применению в стендере. Покупные комплектующие, входящие в состав стендера или в состав компонентов стендера, должны иметь сопроводительную эксплуатационную документацию, сертификаты (декларации) соответствия [4]—[7], сертификаты (паспорта) качества, подтверждающие их соответствие параметрам и условиям эксплуатации стендера, условиям проектирования, а также КД изготовителя, если применимо.
6.2 Сварка деталей продуктопровода, которые подвергаются воздействию внутреннего давления, должна выполняться квалифицированным оператором с использованием одобренных процедур сварки в соответствии со требованиями НАКС или региональными или национальными стандартами и правилами.
6.2.1 Сварочные работы должны производиться организацией, имеющей аттестованные технологию сварки, оборудование и сварочные материалы, аттестованных работников.
6.2.2 Производство сварочных работ на всех стадиях изготовления и во время эксплуатации стендеров должно соответствовать требованиям ГОСТ 12.3.003.
6.2.3 Производство сварочных работ следует выполнять в точном соответствии с разработанной технологической документацией на сварку, разработанной в соответствии с нормативными требованиями предприятия, основанными на требованиях НАКС.
6.2.4 Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполнявшего эти швы. Клеймение наплавкой не допускается.
6.2.5 Все сварные соединения, на которые будет воздействовать давление, следует выполнять с полным проплавлением и полным проваром.
6.2.6 Контроль сварных соединений следует осуществлять по картам неразрушающего и разрушающего контроля. Карты разрабатывает изготовитель. В картах указывают номера сварных соединений, марки сопрягаемых элементов со ссылкой на стандарт, способы сварки, марки сварочных материалов со ссылкой на стандарт, обозначения сварных соединений по соответствующим стандартам, методы контроля.
6.2.7 Необходимость проведения термообработки сварных соединений, а также режимы и технологии термообработки устанавливает изготовитель.
6.3 На стендере предусматривают АКП на основе лакокрасочных или других атмосферостойких изоляционных материалов, наносимое в заводских условиях и воспринимающее воздействие окружающей среды без отслаивания, растрескивания и нарушения сплошности при хранении, транспортировании и эксплуатации.
6.4 Выбор АКП и его номинальной толщины, а также применяемых материалов осуществляют по ГОСТ 9.104 и ГОСТ 9.303 с учетом климатического исполнения, категории размещения, температуры рабочей среды, конструктивных особенностей элементов стендера, коррозионной агрессивности окружающей среды.
6.5 Перемещающиеся части стендера должны быть окрашены цветами, резко отличающимися от основного цвета и окружающего фона согласно ГОСТ 12.4.026.
6.6 Для нанесения АКП применяют материалы, согласованные с заказчиком и приведенные в КД (в т. ч. ТУ).
6.7 Срок службы АКП — по ТУ изготовителя.
6.8 Соединители рукавов высокого давления и гидравлических линий должны быть выполнены в коррозионно-стойком исполнении в соответствии с заданными условиями эксплуатации.
6.9 Горячее оцинкованное покрытие на железосодержащих материалах, изготовленных изделиях из железа и стали, определяют в соответствии с ГОСТ 9.307.
27
ГОСТ Р 71697—2024
7 Требования безопасности и охраны окружающей среды
7.1 Основные требования
7.1.1 Правила безопасности при проектировании и изготовлении элементов стендера — в соответствии с ГОСТ Р 56352, ГОСТ 28822, ГОСТ Р 70348, [4]—[12], ГОСТ 12.1.004, ГОСТ 12.1.010, ГОСТ 12.2.003, ГОСТ 12.2.044 и настоящим стандартом.
7.1.2 Безопасность и механическую прочность конструкции каждого стендера для каждого места установки подтверждают расчетами на прочность и устойчивость. При расчете на прочность и устойчивость учитывают все виды воздействий на конструкцию стендера, указанные в техническом задании заказчика.
7.1.3 Для обеспечения безопасной эксплуатации стендера на терминале в соответствии с нормативными документами устанавливают:
- систему защиты от гидроудара;
- систему электростатической защиты;
- систему молниезащиты стендера.
7.1.3.1 Система защиты от гидроудара является частью инфраструктуры терминала. Система защиты предназначена для минимизации возможных скачков давления рабочей среды при ее отгрузке в судно и представляет собой систему сглаживания волн давления, размещенную до входа в стендер.
7.1.3.2 Система электростатической защиты стендера является частью инфраструктуры терминала и предназначена для обеспечения безопасной эксплуатации стендера, исключения образования электростатического заряда как в процессе эксплуатации, так и при размещении стендера в гаражном положении.
7.1.3.3 Система молниезащиты стендера является частью инфраструктуры терминала и предназначена для обеспечения безопасной эксплуатации стендера, предотвращения попадания и отвода молний от стендера.
7.1.4 Площадку размещения стендера на терминале обозначают и ограждают как зону повышенной опасности.
7.1.5 Площадку размещения стендера оборудуют системой пожаротушения и водяного охлаждения в соответствии с нормативными и техническими документами, устанавливающими требования к инфраструктуре терминала.
7.1.6 На стендер наносят сигнальные цвета и знаки безопасности в соответствии с ГОСТ 12.4.026.
7.1.7 Оборудование, входящее в комплект поставки стендера, выполняют с предупреждающими надписями, указывающими на условия безопасной работы в соответствии с ГОСТ 12.4.026.
7.2 Опасность стендеров для отгрузки СПГ и отвода отпарного газа
7.2.1 Стендеры могут представлять собой опасность как в результате критического отказа, так и при безотказном выполнении функции по назначению.
7.2.2 Опасность нанесения вреда жизни и здоровью граждан, окружающей среде, жизни и здоровью животных, имуществу физических и юридических лиц, исходящая от стендеров в результате ее критического отказа, заключается:
- в разрушении стендера;
- в потере герметичности по отношению к внешней среде.
7.2.3 Опасность нанесения вреда жизни и здоровью граждан, окружающей среде, жизни и здоровью животных, имуществу физических и юридических лиц, исходящая от стендеров при безотказном выполнении функции по назначению, заключается в нанесении вреда:
- в результате воздействия на них со стороны стендеров (термическая, химическая, электрическая, механическая опасности, шум, вибрация);
- при нарушении техники безопасности в процессе эксплуатации изделия.
7.2.4 Заказчик и поставщик должны признавать наличие рисков ПБ и стремится управлять ими на системной основе.
7.2.5 Управление рисками ПБ направлено на предупреждение происшествий и минимизацию связанных с ними последствий для жизни и здоровья людей, и/или окружающей среды, и/или материальных активов и, как следствие, репутации.
7.2.6 Для управления рисками поставщику совместно с заказчиком рекомендуется применять методы HAZID и HAZOP.
28
ГОСТ Р 71697—2024
7.2.7 В соответствии с методологией HAZID для обеспечения безопасности эксплуатации оборудования группе экспертов необходимо сформировать перечень возможных отказов и определить критерии предельных состояний стендерного оборудования (см. приложение В), а также провести оценку категории критичности последствий отказов (см. шаблон в приложении Г). Затем проанализировать проектную документацию и идентифицировать все разумно возможные опасности и воздействия на окружающую среду, описать возможные последствия, оценив вероятность возникновения определенного перечня отказов и категорию их критичности (см. образец в приложении Д). Результаты должны быть зафиксированы в Реестре опасностей, воздействий на окружающую среду и рисков ПБ. По результатам проведенного HAZID должен быть разработан план мероприятий по контролю рисков ПБ проекта или объекта (см. шаблон в приложении Е), проводиться периодический контроль его выполнения и актуализация плана по мере необходимости. Наиболее эффективным является подход, при котором HAZID различного уровня детализации выполняется на протяжении всего жизненного цикла проекта.
7.2.8 В соответствии с методологией HAZOP группе экспертов рекомендуется провести идентификацию и детализацию проблем опасности и работоспособности технологического процесса производственных объектов, в т. ч. исследовать принятые проектные решения для подтверждения их безопасности и работоспособности. В процессе проведения HAZOP экспертная группа исследует узлы стендеров и идентифицирует возможные отклонения от расчетных значений параметров технологического процесса. Экспертная группа HAZOP прогнозирует, как могло бы происходить отклонение и какие могли бы быть последствия. Итогом проведения HAZOP являются рекомендации для устранения/снижения влияния выявленных отклонений или потенциальных источников опасностей, которые при определенных обстоятельствах могут привести к происшествию ПБ (см. образец в приложении Ж).
7.2.9 Для обеспечения системного подхода к анализу и управлению рисков также рекомендуется применение методов:
- LOPA — для проведения анализа эффективности, независимости и взаимного влияния единичных и/или групповых отказов применяемых методов защиты (барьеров безопасности);
- FMEA/FMECA, см. также FMEA и ГОСТ Р 27.303 (см. приложение И);
- SIL — для назначения требуемой надежности применяемых приборных систем.
7.2.10 В качестве дополнительных методов и инструментов представления информации рекомендуется применять диаграмму Bow-Tie («Галстук-бабочка») — схематическое (графическое) описание и анализ пути развития опасного события от причин до последствий, а также ЕТА— анализ и количественная оценка частоты (вероятности) потенциальных сценариев и последовательности развития событий инициирующего события и оценка того, как результаты анализа влияют на различные элементы системы управления объекта анализа.
7.2.11 Последовательное и систематическое применение методов анализа риска (качественных, полуколичественных, количественных) в т. ч. HAZID/HAZOP рекомендуется закрепить на уровне политик компании.
7.2.12 Перечень параметров вредных и/или опасных производственных факторов, измеряемых при выполнении работ по обеспечению безопасных условий и охраны труда, метрологические требования к таким измерениям и показатели их точности применяют в соответствии с ГОСТ 12.0.005.
7.3 Требования безопасности при проектировании
7.3.1 При проектировании, изготовлении и испытании стендеров необходимо соблюдать требования настоящего стандарта, требования национального законодательства, а также требования заказчика, установленные в договоре.
7.3.2 При проектировании стендеров должны быть установлены требования, обеспечивающие безопасность:
- при нормальных условиях эксплуатации и использовании стендеров по назначению в соответствии с ТУ;
- критическом отказе в нормальных условиях эксплуатации;
- возможных внешних воздействиях (землетрясение, наводнение, огневое воздействие и др.), исходя из их характеристик;
- ошибках обслуживающего персонала.
7.3.3 Безопасность стендеров обеспечивается на этапе проектирования:
- соответствием конструкции показателям назначения и требованиям заказчика;
- правильным применением материалов для изготовления узлов и деталей стендеров;
29
ГОСТ Р 71697—2024
- подтверждением конструкции расчетами на прочность;
- применением апробированных или подтвержденных испытаниями конструктивных решений;
- соблюдением правил постановки продукции на производство, предусмотренных ГОСТ Р 15.301.
7.3.4 При проектировании оборудования необходимо руководствоваться требованиями 5.4.
7.3.5 Все материалы должны быть разрешены к применению в установленном порядке.
7.3.6 При проектировании стендеров необходимо учитывать основные характеристики материала:
- механические характеристики (в т. ч. ударную вязкость, критическую температуру хрупкости);
- коррозионную и эрозионную стойкость;
- свариваемость (углеродный эквивалент).
7.3.7 Конструктивные решения стендеров должны обеспечивать:
- надежность функционирования и безопасность для персонала в рабочих условиях;
- прочность корпусных деталей и сварных соединений;
- плотность материалов корпусных деталей и сварных соединений;
- плавность хода и отсутствие заедания подвижных элементов, исключающее возможность их механического повреждения.
7.4 Требования безопасности при изготовлении и испытании
7.4.1 Перед началом изготовления заказчик должен согласовать комплект конструкторской документации, предоставленной ему изготовителем стендера, в состав которой входят, как минимум: чертежи общего вида, информация по нагрузкам на причальные сооружения, схема размещения зон действия стендера, схема пересечения диапазона стендеров при одновременной работе нескольких стендеров, чертеж монтажной плиты.
7.4.2 При изготовлении стендеров следует соблюдать требования НД, регламентирующие безопасную эксплуатацию технологических систем. Должна быть обеспечена возможность контроля выполнения всех технологических операций, от которых зависит безопасность.
7.4.3 Безопасность при изготовлении обеспечивают:
а) постановкой на серийное производство после проведения приемочных испытаний;
б) контролем выполнения всех технологических операций, от которых зависит безопасность, в т. ч.:
1) контролем заготовок из проката, поковок и штамповок, а также литых деталей на соответствие требованиям НД и требованиям, указанным на чертежах заготовок,
2) материал и полуфабрикаты должны иметь сертификаты или паспорте предприятий-производителей, составленные в соответствии с требованиями НД и ТУ, включая сведения о термической обработке,
3) документированием выполнения и контроля технологических операций;
в) проведением контрольных испытаний — приемо-сдаточных, периодических, типовых и сертификационных.
7.4.4 Входной контроль проводят в соответствии с требованиями ГОСТ 24297 и ГОСТ 2.124. При входном контроле особое внимание обращают на изделия и материалы, работающие в криогенных средах. Результаты верификации входного контроля должны быть оформлены документально.
7.5 Требования безопасности при эксплуатации
7.5.1 При эксплуатации стендеров для перевалки СПГ необходимо соблюдать требования [9], ГОСТ Р 56352, ГОСТ Р ИСО 28460 в рамках взаимодействия «судно—берег», ГОСТ Р 56400, [10], [13] и [14].
7.5.2 Эксплуатирующая организация должна обеспечить безопасное применение стендеров по прямому назначению в пределах указанного в паспорте и РЭ срока службы и/или ресурса и защиту от возможных ошибок персонала и предполагаемого недопустимого использования стендеров.
7.5.3 При расположении диспетчерской в операционной зоне морского грузового фронта должна быть оборудована операторная для размещения в ней оперативного персонала, осуществляющего управление стендерами и ходом грузовых работ на судне.
7.5.4 При проведении операций приема/отгрузки СПГ должна быть обеспечена связь между лицами, ответственными за проведение операций приема/отгрузки на танкере, причале и пункте управления согласно ГОСТ Р ИСО 28460.
30
ГОСТ Р 71697—2024
7.5.5 При проведении операций приема/отгрузки СПГ в пункт управления должна постоянно поступать информация о состоянии моря, скорости ветра и температуре окружающей среды, положении судна и состоянии причальной линии.
При проведении операций приема/отгрузки СПГ между танкером и причалом отгрузки СПГ должна быть обеспечена передача сигналов аварийного останова и аварийного разъединения по электрическому или оптоволоконному каналу связи «судно—берег», который должен иметь независимое резервирование. Должна быть предусмотрена возможность активизации системы аварийного останова и аварийного разъединения вручную с причала приема/отгрузки СПГ, а также автоматически при выходе стендера за пределы рабочей зоны.
7.5.6 Безопасность стендеров при эксплуатации должна быть обеспечена при выполнении следующих требований:
- стендер необходимо применять в соответствии с функциональным назначением;
- стендер необходимо применять в соответствии с показателями назначения в части рабочих параметров, условий эксплуатации;
- стендер следует эксплуатировать в соответствии с РЭ (включая проектные нештатные ситуации);
- режим эксплуатации стендеров должен быть таким, чтобы исключить любой разумно прогнозируемый риск;
- производственный контроль ПБ стендеров должен предусматривать систему мер по устранению возможных предельных состояний и предупреждению критических отказов.
7.5.7 Согласно [9] максимально допустимая скорость охлаждения или нагрева систем с криогенным оборудованием при пуске/останове должна исключать появление недопустимых термических напряжений в конструкциях оборудования, а также аварийных значений давления паров криогенной жидкости, образующихся при ее испарении, и должна определяться проектной документацией.
В процессе эксплуатации терминала необходимо осуществлять учет циклов наработки криогенного оборудования (охлаждение, нагрев). Допускается ведение учета циклов наработки оборудования в электронном виде.
7.5.8 Персонал, эксплуатирующий стендер, должен иметь необходимую квалификацию, пройти инструктаж по технике безопасности, быть ознакомлен с инструкцией по ее эксплуатации и обслуживанию, иметь индивидуальные средства защиты, соблюдать требования пожарной безопасности.
7.5.9 Присоединять стендер к грузовому коллектору судна допускается только после надлежащей фиксации судна к причальному сооружению морского терминала, расположив грузовой коллектор судна строго напротив оси стояка стендера, а также выполнения проверки наличия и исправности заземления на судне.
7.5.10 При подключении стендера к судну первым должно обеспечиваться подключение к судну линии отвода отпарных газов, а при отключении стендера от судна линия отвода отпарных газов должна отключаться в последнюю очередь.
7.5.11 При эксплуатации стендеров категорически запрещается:
- использовать стендеры для работы при условиях, превышающих указанных в паспорте и РЭ;
- производить работы по устранению дефектов корпусных деталей и подтяжку резьбовых соединений, находящихся в процессе работы;
- эксплуатировать стендеры при отсутствии маркировки;
- проводить работы на стендеры с незаземленным электрооборудованием.
7.5.12 Стендеры не должны являться источником шума выше допустимых значений, устанавливаемых заказчиком (в соответствии с условиями договора на поставку стендера), вибрации, ультразвуковых колебаний. Требования безопасности в части вибрации — по ГОСТ 12.1.012. Эквивалентный уровень звука на рабочих местах, производимый стендером, — не выше значений по ГОСТ 12.1.003.
7.5.13 При эксплуатации стендера необходимо проводить его техническое обслуживание, ремонты, диагностирование, периодические проверки и оценки безопасности, включая контроль технического состояния (обследование), по технологическим регламентам, принятым на объекте эксплуатации в соответствии с требованиями РЭ.
7.5.14 В ТУ на стендер, а также в эксплуатационных документах (РЭ, паспорт) на стендер должны быть приведены перечь отказов и критерии предельных состояний (см. приложение В).
7.5.15 Эксплуатирующие организации должны вести учет наработки стендера и прекратить его эксплуатацию при достижении любого из назначенных показателей для проведения экспертизы ПБ стендера [работ по продлению срока службы (ресурса)]. При проведении экспертизы ПБ перед до-
31
ГОСТ Р 71697—2024
стижением назначенных показателей допускается по решению экспертной организации, проводящей экспертизу, не прекращать эксплуатацию стендера.
7.6 Требования безопасности при ремонте
7.6.1 Ремонт стендера должен обеспечить безопасность его дальнейшей эксплуатации.
7.6.2 В случае повреждения в процессе ремонта маркировки организация или служба, выполняющая ремонт стендерного оборудования, обязаны восстановить ее на корпусе стендера.
7.6.3 Организация или служба, выполняющая ремонт стендерного оборудования, обязаны выполнить весь комплекс мер, обеспечивающих определенный изготовителем уровень безопасности изделия, оговоренный в КД на изготовление или в ремонтной документации. Должна быть обеспечена возможность контроля выполнения всех технологических операций.
7.6.4 В рамках выполнения регламентных работ по замене комплектующих для обеспечения установленного срока службы после установки замененных компонентов оборудования проводят испытания с целью подтверждения соответствия требованиям. Процедуры технического обслуживания осуществляют по указаниям изготовителя стендеров.
7.7 Требования безопасности при транспортировании и хранении
7.7.1 Транспортирование и хранение стендера необходимо проводить с учетом всех требований безопасности, предусмотренных разработчиком в ТУ, с учетом принятых технологических процессов и условий транспортирования и хранения.
7.7.2 Требования безопасности при погрузочно-разгрузочных работах должны соответствовать требованиям ГОСТ 12.3.009 и [15].
7.7.3 В части воздействия климатических факторов внешней среды условия хранения и транспортирования стендеров должны отвечать требованиям ГОСТ 15150 и ТУ на конкретное изделие.
7.7.4 Строповку стендера и его узлов следует приводить в соответствии со схемами строповки, приведенными на сборочном чертеже или РЭ.
7.7.5 В РЭ должны быть установлены следующие требования, обеспечивающие безопасность при транспортировании и хранении стендера:
- транспортирование и хранение стендера следует осуществлять с учетом всех требований безопасности;
- транспортирование стендеров следует осуществлять в соответствии с правилами, действующими на конкретных видах транспорта;
- погрузку, разгрузку, транспортирование и складирование стендеров следует осуществлять аттестованным персоналом с соблюдением требований безопасности при выполнении работ.
7.7.6 Материалы и вещества, применяемые для упаковки и консервации, должны быть безопасными для людей и окружающей среды.
7.8 Требования безопасности при утилизации
7.8.1 Вышедшие из строя или отработавшие свой ресурс стендеры должны быть демонтированы, очищены, пропарены и утилизированы после принятия решения о невозможности или нецелесообразности ее капитального ремонта или недопустимости ее дальнейшей эксплуатации.
7.8.2 Утилизацию необходимо проводить способом, исключающим возможность ее восстановления и дальнейшей эксплуатации.
7.8.3 Методики удаления опасных веществ стендеров должны быть утверждены в установленном терминалом порядке.
7.8.4 Узлы и элементы стендеров при утилизации должны быть сгруппированы по видам материалов (черные металлы, цветные металлы и т. д.) в зависимости от действующих для них правил утилизации.
7.8.5 Сбор, транспортирование и хранение отходов следует осуществлять методами, которые исключают возможность загрязнения окружающей территории, почвы населенных мест. На всех этапах работ должна быть обеспечена безопасность персонала.
7.9 Требования охраны окружающей среды
7.9.1 При проектировании, изготовлении, хранении, эксплуатации и ликвидации стендера необходимо обеспечивать соблюдение требований природоохранного законодательства Российской Федерации.
32
ГОСТ Р 71697—2024
7.9.2 Стендер и его эксплуатация должны полностью соответствовать требованиям [11] и [12].
7.9.3 В соответствии с требованиями ПБ стендер укомплектовывают САР и ПМАР для исключения утечки СПГ в окружающую среду.
7.9.4 Все соединения стендера (как быстроразъемные, так и неразъемные) должны быть герметичными по отношению к внешней среде.
7.9.5 При разъединении стендера и судна вследствие выхода грузового коллектора судна за пределы рабочей зоны или при необходимости разъединения берегового трубопровода и судна в случае возникновения аварийной ситуации на терминале и/или судне не допускается загрязнение окружающей среды.
7.10 Требования пожарной безопасности
7.10.1 Пожарная безопасность стендерного оборудования должна быть выполнена в соответствии с [16] и нормативными документами по пожарной безопасности. Категорию стендера по пожарной опасности определяют в соответствии с [16] в зависимости от категории рабочей среды и устанавливают в техническом задании.
7.10.2 Пассивную противопожарную защиту разрабатывают для обеспечения максимальной защиты, дополненной активными системами противопожарной защиты (разбрызгиватели, распылители воды, водометы).
7.10.3 Клапаны ПМАР и дренажные клапаны на стендерах должны быть огнестойкими в соответствии с ГОСТ 33856.
7.10.4 Гидравлическую систему располагают таким образом, чтобы противопожарная вода легко высвобождалась из ГБП.
7.10.5 Критические трубки/шланги для подачи гидравлического масла в САР, а также элементы электрооборудования, обеспечивающие закрытие клапана(ов) ПМАР, должны быть защищены от огня, насколько это практически применимо. Трубки/шланги могут иметь решающее значение только в нижней части стендера — в районе тройного шарнирного соединения.
7.10.6 Заказчик может указать в опросном листе другие требования, относящиеся к оборудованию, шкафам и панелям управления, трубопроводам и элементам конструкции, которые должны быть защищены, если это требуется, для предотвращения воздействия огня в соответствии с ГОСТ Р ИСО 28460 или региональными или национальными нормами и правилами.
7.11 Требования электрической и взрывобезопасности
7.11.1 В соответствии с [5] компоненты стендера относятся к уровню взрывозащиты:
- «взрывобезопасный» для КИП, муфты БРС, ПМАР (при наличии в них составляющих, попадающих под действие нормативных документов в отношении взрывопожаробезопасности);
- «взрывобезопасный» или «повышенная надежность против взрыва» для БП (не совмещенного со блоком управления), выносного пульта управления и остального стендерного оборудования в зависимости от места размещения компонентов стендера.
7.11.2 В зависимости от предусмотренных специальных мер по предотвращению воспламенения окружающей среды взрывозащита неэлектрического стендерного оборудования относится к группе «с» (конструкционная безопасность) в соответствии с [5].
7.11.3 Стендер изготавливают как оборудование, устанавливаемое в наружных установках во взрывоопасных зонах класса 1 или 2 по [16], в которых возможно образование паро- и газовоздушных взрывоопасных смесей подгрупп ПА, IIB температурного класса ТЗ в соответствии с ГОСТ 12.2.020 и [5] при нормальном режиме работы или только в результате аварии или повреждения технологического оборудования.
7.11.4 БП (не совмещенный с блоком управления), выносной пульт управления относятся кгруппе II по ГОСТ 12.2.020 — взрывозащищенное электрооборудование для внутренней и наружной установки, кроме рудничного взрывозащищенного.
7.11.5 БП (не совмещенный с блоком управления), выносной пульт управления выполняют как оборудование, устанавливаемое в наружных установках во взрывоопасных зонах класса 1 или 2, в которых возможно образование паро- и газовоздушных взрывоопасных смесей подгрупп ПА, ПВ температурного класса ТЗ в соответствии с ГОСТ 12.2.020 и [5] в соответствии с [16]. ГБП допускается располагать также во взрывобезопасной зоне.
33
ГОСТ Р 71697—2024
7.11.6 Электрическое сопротивление изоляции и электрическая прочность электрических цепей стендера — в соответствии с [8].
7.11.7 Конструктивное исполнение и выбор неметаллических материалов выполняют с исключением возможности накопления статического электричества.
7.11.8 Муфту БРС выполняют из искробезопасного материала либо с применением искробезопасного покрытия.
7.11.9 Все разъемные соединения трубопроводов стендера (исключая муфту БРС, ПМАР и электроизолирующий фланец) оснащают заземленным проводником с сечением не менее 4 мм.
7.11.10 Электрическое сопротивление между клеммами заземления оболочек электрического оборудования и заземляющим контуром — не более 4 Ом.
7.11.11 Электрическое сопротивление между металлическими элементами стендера и заземляющим контуром — не более 10 Ом.
7.11.12 Кабели, соединяющие элементы стендера с аппаратурой управления, прокладывают в металлических трубках или металлорукавах. Гибкие кабели должны быть установлены на шарнирных участках стендера. Наружная оболочка гибких кабелей должна быть непроницаемой для углеводородов и соленой воды, устойчивой к ультрафиолетовому излучению и сохранять гибкость в температурном диапазоне, указанном в эксплуатационных условиях, а также должна быть устойчивой к коррозии.
7.11.13 Основной кабель питания должен иметь защиту от перегрузки.
7.11.14 Кабели, установленные на стендерах, должны быть предназначены только для искробезопасных цепей и соответствовать требованиям сертификации в отношении ограничения параметров кабеля.
7.11.15 Составные части стендера оснащают взрывонепроницаемыми кабельными вводами.
7.11.16 Токоприемники стендера конструктивно обеспечивают взрывозащищенность не ниже маркировки IExdllBT3 в соответствии с ГОСТ 12.2.020 и [5] для блоков электронного управления, выносного пульта управления и электродвигателей приводов стендера и арматуры.
7.11.17 Все болты и гайки, крепящие токоведущие детали и заземляющие зажимы стендера выполняют с функцией предохранения от самоотвинчивания.
7.11.18 Взрывозащиту выполняют и маркируют в соответствии с ГОСТ 12.2.020, ГОСТ 31610.10-1 и [5] с подтверждением в сопроводительных документах к компонентам стендера, требующим этой маркировки.
7.11.19 Гидравлический и электрический сбой питания не должен вызывать активацию САР.
7.11.20 Пульт дистанционного управления, как проводной, так и беспроводной, также должен быть искробезопасного типа.
8 Требования приемки и контроля
8.1 Общие указания
8.1.1 Изготовитель должен провести испытание прототипов и получить положительное заключение о проведении испытаний следующих узлов: шарнирного соединения основного типоразмера, ПМАР, муфты БРС. Изготовитель (поставщик) стендера и/или его основных узлов (шарнирного соединения, ПМАР, муфты БРС), в т. ч. иностранного происхождения, обязан подтвердить проведение испытаний прототипов основных узлов соответствующего диаметра на соответствие требованиям настоящего стандарта путем предоставления протоколов испытаний прототипов с положительным заключением, выданных аккредитованной российской испытательной лабораторией. Испытание прототипов основных узлов необходимо проводить на территории Российской Федерации.
8.1.2 Приемку стендера осуществляют на основании приемо-сдаточных испытаний, проводимых по ГОСТ 15.309, программе и методике испытаний изготовителя стендера и настоящему стандарту.
8.1.3 Испытания стендера осуществляют в три этапа:
- в процессе производства;
- после установки и монтажа стендера на испытательной площадке;
- после установки и монтажа стендера на объекте заказчика.
8.1.4 По требованию заказчика может быть составлен и согласован между заказчиком и изготовителем план проверок и испытаний, который включает в себя особо ответственные точки контроля, которые требуют присутствия представителя заказчика при проведении контроля или испытаний.
34
ГОСТ Р 71697—2024
8.2 Приемка и контроль в процессе производства
8.2.1 В процессе производства изготовитель обеспечивает проведение следующих видов оценки соответствия показателей стендеров требованиям настоящего стандарта и технологической документации:
- контроль конструкторской документации;
- наличие свидетельств, в т. ч. протоколов и актов, и сертификатов о проведенных ранее испытаниях прототипов;
- проверки и испытания в условиях производства.
8.2.2 К изготовлению и сборке допускают материалы и детали, которые приняты по результатам входного контроля изготовителем стендеров и качество которых соответствует КД, что должно подтверждаться документами, которые изготовитель обязан предоставить заказчику по его требованию.
8.2.3 Процессы операционного контроля должны сопровождать полный жизненный цикл изготовления стендера. При производстве стендеров следует проводить непрерывный сплошной контроль выполнения технологических операций. Контролируемые параметры для операций должны быть установлены в технологической документации на изготовление.
8.2.4 Обязательными испытаниями стендера в процессе производства являются:
- входной контроль материалов и комплектующих, входящих в состав стендера;
- контроль сварных соединений с использованием методов, соответствующих типу соединения;
- гидростатические испытания частей продуктопровода стендера и трубопровода линии отвода отпарного газа при ее наличии на прочность и герметичность по программе и методике, утвержденной изготовителем;
- тесты АКП по программе и методике, утвержденной изготовителем;
- испытания ПМАР в соответствии с программой и методикой испытаний изготовителя, разработанной с учетом требований 9.3.7—9.3.10;
- гидростатические испытания муфты БРС в соответствии с программой и методикой испытаний изготовителя, разработанной с учетом требований 9.3.11;
- испытание лестниц на прочность (при условии их производства изготовителем стендера);
- измерение и контроль габаритных размеров каждой части стендера в соответствии с КД;
- измерение веса и контроль расчетной массы стендера (по крупногабаритным деталям и узлам).
8.2.5 После выполнения сборки стендера перед его установкой на испытательную площадку изготовителя выполняют следующие испытания:
- гидравлические испытания продуктопровода стендера в сборе (без тройного шарнирного узла с ПМАР и БРС) на прочность и герметичность;
- гидравлические испытания трубопровода линии отвода отпарного газа стендера при его наличии в сборе на прочность и герметичность;
- гидравлические испытания тройного шарнирного узла с ПМАР и муфтой БРС в сборе на прочность и герметичность;
- испытание гидравлической системы на прочность и герметичность.
8.3 Приемка и контроль при заводских приемо-сдаточных испытаниях
8.3.1 Заводские приемо-сдаточные испытания проводят на одном стендере каждого размера каждого проекта, в комплекте с его гидравлическим БП и пультом управления. Отобранный стендер должен быть установлен и испытан в пустом состоянии при температуре окружающей среды до подготовки к транспортированию.
8.3.2 Заводские приемо-сдаточные испытания должны показать и/или подтвердить:
а) герметичность стендера в сборе (испытания пневматические воздухом или N2);
б) работоспособность системы управления, включая работу гидравлической системы стендера, работу различных блокираторов гаражного положения, плавную маневренность стендера при всех заданных скоростях;
в) балансировку стендера с тройным шарнирным узлом;
г) функционирование муфты БРС и опорных стоек;
д) соответствие рабочего диапазона согласованными с заказчиком характеристиками и работоспособность системы светозвуковой аварийной сигнализации;
е) функционирование САР и отсечных клапанов ПМАР;
ж) оценку электрического сопротивления электроизолирующего фланца;
35
ГОСТ Р 71697—2024
и) наличие табличек маркировки и правильность нанесенных на них данных;
к) соответствие окраски;
л) работоспособность платформы и лестниц;
м) комплектность стендера;
н) зазоры между движущимися частями, шлангами и кабелями;
п) оценку ремонтопригодности, доступности инструментов, запорных устройств и смазочного коллектора;
р) соответствие прочих характеристик паспортным данным.
Первые шесть видов испытаний [перечисления а)—е)] являются обязательными.
8.3.3 Аварийные отключения в рамках проверки работоспособности САР и ПМАР необходимо выполнять следующим образом:
- один тест для проверки работоспособности ПМАР без физического разъединения муфты (тестовое срабатывание ПМАР), который следует периодически проводить в рамках технического обслуживания стендера;
- один тест с пустым стендером, соединенным с движущимся имитатором грузового коллектора судна;
- один тест с полным или симулировано полным стендером, т. е. с условием моделирования веса груза и льда на стендере, подключенном к движущемуся имитатору грузового коллектора судна;
- один тест с пустым стендером, подключенном к судну в статическом положении, с использованием кнопочного управления с панели управления;
- один тест с пустым стендером, подключенном к имитатору грузового коллектора судна в статическом положении, с использованием гидроаккумуляторов, если симулируется сбой питания на терминале.
Примечание — Для проведения испытаний с имитатором грузового коллектора судна в статическом положении местоположение имитатора грузового коллектора и срабатывания ПМАР в рабочем диапазоне должно быть согласовано;
- САР должна быть испытана, чтобы показать, что случайное разъединение с открытыми клапанами ПМАР не может произойти из-за отказа электрической или гидравлической мощности или компонентов.
8.4 Испытания на рабочей площадке заказчика:
- пневматические испытания трубопроводов стендера давлением 0,6 МПа на протяжении не менее 30 мин воздухом или N2;
- проверка балансировки стендера;
- проверка зазоров между движущимися частями стендера, между стендерами, трубопроводом, окружающими соединениями;
- проверка работоспособности САР в рамках рабочей зоны, включая зону 1 и зону 2;
- проверка тестового срабатывания ПМАР с контролем закрытия клапанов и времени фактического срабатывания ПМАР.
Примечание — Заказчик может рассмотреть фактический тест на разъединение САР при температуре окружающей среды на одном из первых танкеров по перевозе СПГ, который относится к терминалу СПГ.
8.4.1 По требованию заказчика изготовитель проводит приемку, контроль качества и приемо-сдаточные испытания с участием представителя заказчика.
8.4.2 Порядок проведения повторных испытаний и условия окончательного забракования — по ГОСТ 15.309.
8.4.3 Результаты испытаний оформляют в соответствии с программой и методикой испытаний изготовителя.
9 Методы контроля (испытаний)
9.1 Общие положения
Если в договоре с заказчиком не указано иное, то испытаниям подвергают все стендеры по каждому проекту. Испытания прототипов проводят один раз для каждого номинального диаметра стендера.
36
ГОСТ Р 71697—2024
9.2 Методы испытаний прототипов
9.2.1 Общая информация
Изготовитель должен предоставить заказчику протоколы испытаний прототипов с положительными заключениями, выданные аккредитованной российской испытательной лабораторией. Если изготовитель не имеет таких протоколов, то в аккредитованной российской испытательной лаборатории проводят испытание одного изделия каждого типа: шарнирного соединения, ПМАР, муфты БРС, соответствующих номинальному диаметру стендера, поставляемого заказчику.
9.2.2 Шарнирное соединение
9.2.2.1 Аттестационное динамическое испытание на долговечность проводят для прототипа шарнирного соединения каждого типоразмера стендера.
Путем проведения аттестационного динамического испытания поворотных шарнирных соединений на долговечность изготовитель стендеров должен доказать, что они выдерживают движения коллектора на судне, рассчитаны на срок эксплуатации 5 лет, что составляет приблизительно 24 000 ч времени соединения.
Примечание — 24 000 ч = 24 ч • 200 операций в год ■ 5 лет.
а) Метод испытаний
Аттестационное динамическое испытание на долговечность выполняют на одной единице полноразмерного производственного шарнирного соединения, которое подвергают следующим условиям:
- вращение в результате вышеупомянутых движений (не менее 400 000 движений, со сменой угла колебаний, предотвращающей остановку воздействия движением, с колебанием в случайном порядке между 6° до 25° со средним углом поворота от 8° до 10°, с периодом движения в среднем 10 с);
- температура в диапазоне от минус 160 °C до минус 170 °C (шарнир внутри должен быть заполнен, например LN2, чтобы гарантировать, что уплотнения полностью погружены в LN2 в любое время во время испытания). Уровень жидкого азота измеряется и поддерживается путем свободной подачи небольшой струей LN2. Допускается температура ниже 170 °C при использовании LN2;
- внутреннее давление в шарнире от 0,25 до 0,35 МПа;
- при воздействии поворотной нагрузки расчетная нагрузка приблизительно 600 кН (осевая нагрузка 41 000 Н, радиальная нагрузка 21 000 Н и изгибающий момент 46 000 Нм) для шарнира на 16 дюймов. Для других диаметров шарнира испытательные значения устанавливаются производителем стендера и представляются на утверждение заказчика;
- система продувки шарнирного соединения азотом при штатном функционировании, которую применяют в ходе испытания;
- после каждых 40 000 перемещений температура шарнирного соединения должна подниматься до температуры окружающей среды путем удаления LN2 для сброса внутреннего давления, а также должно осуществляться снятие приложенных нагрузок;
- демонтаж испытательного шарнирного соединения происходит после выполнения 30 %, 60 % и 100 % движений.
б) Критерии приемки испытания
Во время испытания необходимо непрерывно измерять следующие факторы:
- шарнирное соединение должно функционировать с заданной скоростью утечки (10 см3/мин/см первичных диаметров уплотнения в месте обнаружения между первичным и вторичным уплотнениями);
- трение вращения не должно сильно увеличиваться.
После демонтажа на 30 %, 60 % и 100 % для подвижных деталей необходимо проверить следующее:
- бринеллирование не должно превышать 8 % от диаметра шарика или ролика;
- внешнее уплотнение должно по прежнему функционировать, т. е. не допускается сбор воды, образование внутреннего слоя или повреждение уплотнения;
- значительный износ уплотнений (первичного и вторичного уплотнений продукта и внешнего уплотнения) и поверхностей подшипников (желоба подшипника качения и шариков или роликов) не допускается (износ = потеря металла через коррозионно-механическое изнашивание).
9.2.2.2 Функциональные испытания:
а) испытание гидростатическим давлением
Испытание гидростатическим давлением шарнирного соединения проводится при температуре окружающей среды и при давлении не менее чем в 1,5 раза выше расчетного и длится не менее 30 мин. Не допускается постоянная деформация;
37
ГОСТ Р 71697—2024
б) испытания на частичный вакуум и утечку
Испытания на частичный вакуум и утечку проводятся после непрерывного испытания давлением.
этап 1 — после гидростатического испытания шарнирное соединение подвергают частичному вакуумированию при 50 кПа (абс.);
этап 2 — гидростатическим путем прилагают номинальное давление для демонстрации правильной работы уплотнений. Утечка не допускается;
этап 3 — после дренажа при использовании воздуха и/или N2 необходимо обеспечить внутреннее давление не менее 0,3 МПа, чтобы проверить отсутствие утечки из вторичного уплотнения. Допускается непостоянное появление нескольких пузырьков, они могут быть вызваны изменением температуры.
Каждое испытание длится 30 мин;
в) проверка направления вращения
Гидростатическое испытание на утечку проводят на шарнирном соединении при вращении не менее ±5° с длительностью движения 10 с при давлении 1 МПа или заданном рабочем давлении, в зависимости от того, что выше, при температуре окружающей среды.
Не допускаются какие-либо утечки. Испытание длится 30 мин;
г) ипытание на влагозащиту
При работе системы продувки шарнирного соединения N2 температурный профиль шарнирного соединения стабилизируется на уровне от минус 160 °C до минус 170 °C, например путем заполнения LN2. Допускается падение температуры шарнирного соединения ниже 170 °C при использовании LN2. Не допускается применение внешних нагрузок или внутреннего давления. Шарнирное соединение обрызгивается водой до образования льда толщиной 10 мм и удерживается в таком виде в течение 1 ч. Затем шарнирное соединение возвращается к температуре окружающей среды.
Шарнир должен вращаться и колебаться во время испытания в соответствии с перечислением в).
Давление N2 при продувке контролируют на протяжении всего испытания и поддерживают на уровне давления/скорости, указанной для применения в рабочих условиях.
Шарнирное соединение разбирают и осматривают внутреннюю часть шарнира на отсутствие скопления воды, образования льда или повреждения уплотнений;
д) испытание на допустимую нагрузку
Испытание на допустимую нагрузку проводят в три этапа.
В каждом случае при проведении испытания к шарниру прикладывают внешнюю расчетную нагрузку, которая соответствует наихудшему расчетному сочетанию нагрузок для соответствующего этапа испытаний. Данное сочетание нагрузок для каждого этапа определяют путем умножения значения эквивалентной осевой нагрузки на шарнир, рассчитываемой на стадии проектирования, на коэффициент безопасности SF, который указан в таблице 4 и для каждого этапа. Для этапов 1 и 2 используют сочетание внешней расчетной нагрузки с одновременным наличием нагрузки от внутреннего номинального давления.
Таблица 4 — SF для каждого этапа
Этап | 1 | 2 | 3 |
SF | SFC= 1,5 | SFb= 2 | SFa = 4 |
На этапах 1 и 2 испытание проводят при температуре окружающей среды и при температуре в диапазоне от минус 160 °C до минус 170 °C (допускается падение температуры шарнирного соединения ниже 170 °C при использовании LN2) на шарнирном соединении, находящемся под номинальным давлением.
Шарнир устанавливают на испытательный стенд. Для этапов 1 и 2 сначала нагнетают внутреннее номинальное давление с помощью воздуха и/или N2 (в соответствии с требованиями [17]) или подходящей жидкости при температуре окружающей среды и с использованием LN2 при температуре от минус 160 °C до минус 170 °C, а затем применяют внешние нагрузки. Время заполнения шарнира испытательной средой, включая время, необходимое для захолаживания шарнира перед заполнением LN2, является временем технологической подготовки. Отсчет времени начала испытания начинают после приложения внешних нагрузок.
Для этапа 3 испытание проводят при температуре окружающей среды без применения внутреннего номинального давления.
38
ГОСТ Р 71697—2024
Время выдержки шарнира под нагрузками при каждом температурном режиме на каждом этапе составляет не менее 10 мин.
После окончания этапа испытаний 1 шарнирное соединение разбирают и проверяют на бринел-лирование. Допустимое максимальное бринеллирование — это когда ширина вдавливания равна или менее 8 % от диаметра шарика или валика. Измерение отбраковки шариков или валиков проводят с использованием соответствующего метрологического оборудования.
На этапе 2 шарнирное соединение проверяют на предмет утечки из первичного уплотнения.
Критерии приемки:
- не допускается возникновение утечек при температуре окружающей среды. В зависимости от метода измерения допускается непостоянное появление нескольких пузырьков, они могут быть вызваны изменением температуры;
- при температуре в диапазоне от минус 160 °C до минус 170 °C (при использовании LN2 допускается падение температуры шарнирного соединения ниже 170 °C) скорость утечки не должна превышать 10 см3/мин/см диаметра основного уплотнения на месте обнаружения между первичными и вторичными уплотнениями.
На этапе 3 не допускается структурное разрушение корпуса шарнира и/или компонентов.
9.2.3 Приводная муфта аварийного разъединения
9.2.3.1 Испытание гидростатическим давлением
Испытание гидростатическим давлением сборки ПМАР проводят при температуре окружающей среды и давлении выше расчетного как минимум в 1,5 раза, при открытых клапанах и продолжительностью не менее 30 мин. Постоянная деформация не допускается.
9.2.3.2 Испытание давлением сжатого воздуха
Испытание на герметичность сборки ПМАР проводят при температуре окружающей среды при открытых клапанах с применением внутреннего давления 0,6 МПа, получаемого при помощи воздуха и/или N2. Продолжительность испытания составляет 30 мин. Падение давления не допускается.
9.2.3.3 Испытание на прочность
ПМАР устанавливают на испытательный стенд. Испытание проводят при температуре окружающей среды и при температуре в диапазоне от минус 160 °C до минус 170 °C (при использовании LN2 допускается падение температуры ПМАР ниже 170 °C) для SFb = 2,0.
Время выдержки составляет не менее 10 мин.
Для испытания следует обеспечить внутреннее давление с использованием подходящей жидкости или, если указано заказчиком, воздуха и/или N2 при температуре окружающей среды и в диапазоне температур от минус 160 °C до минус 170 °C (при использовании LN2 допускается падение температуры шарнирного соединения ниже 170 °C), а затем приложить внешние расчетные нагрузки.
По критериям приемлемости утечки и постоянная деформация не допускаются.
Расчетным путем должно быть доказано, что ПМАР не допускает структурного разрушения при SFa = 4-
9.2.3.4 Эксплуатационное испытание клапанов ПМАР
ПМАР проверяют на работу клапанов при следующих одновременных условиях:
- в диапазоне температур от минус 160 °C до минус 170 °C (при использовании LN2 допускается падение температуры шарнирного соединения ниже 170 °C);
- расчетной эквивалентной нагрузке;
- расчетном давлении.
После начального охлаждения и стабилизации температуры и давления отсечные клапаны ПМАР должны быть закрыты и открыты 10 раз под расчетным давлением и 10 раз открыты при сбросе давления через клапан для предотвращения избыточного давления в ПМАР до уровня не более 0,5 МПа в качестве дифференциального давления между верхним и нижним отсечными клапанами ПМАР.
Необходимо зарегистрировать рабочие моменты клапана или гидравлическое давление привода и убедиться, что их значение ниже минимально доступных рабочих моментов или гидравлического давления, указанных для работы.
9.2.3.5 Эксплуатационные испытания на срабатывание механизма разъединения ПМАР
Механизм разъединения ПМАР проверяют на работу при следующих одновременных условиях:
- в диапазоне температур от минус 160 °C до минус 170 °C (при использовании LN2 допускается падение температуры шарнирного соединения ниже 170 °C);
- расчетная эквивалентная нагрузка;
- образование льда толщиной до 25 мм (или толще, если это указано заказчиком).
39
ГОСТ Р 71697—2024
В целях безопасности ПМАР не должен находиться под давлением, однако другая внешняя нагрузка, эквивалентная расчетному давлению, должна быть добавлена к расчетной эквивалентной нагрузке.
Указанное образование льда достигается путем нанесения тонкого распыления водяного тумана. Гидравлическое давление должно быть минимально возможным.
Испытание на разъединение выполняют три раза. Во всех испытаниях клапаны должны закрываться, а затем механизм разъединения должен раскрываться. Первое и второе испытания подтверждают срабатывание механизма разъединения, но фактическое разделение двух клапанов не требуется для предотвращения обледенения поверхности уплотнения клапанов. Последнее из этих испытаний полностью подтверждается раскрытием механизма разъединения.
Во всех тестах клапан закрывается. Время раскрытия механизма разъединения с момента запуска — в течение 2 с.
9.2.3.6 Испытание на утечку в низкотемпературных условиях
Испытание проводят на верхнем клапане ПМАР в комплекте с приводом.
Клапан должен поддерживаться в своем штатном рабочем положении, то есть вертикальная ось клапана с фланцем должна располагаться в горизонтальной нижней точке.
Клапан должен быть заполнен LN2 и при условиях, позволяющих стабилизироваться при температуре в диапазоне от минус 160 °C до минус 170 °C (при использовании LN2 допускается падение температуры ниже 170 °C).
Седло клапана поддержания давления должно оставаться погруженным в LN2 на протяжении всего испытания, если жидкость падает ниже седла, то именно этот шаг необходимо повторить.
Скорость утечки на седле и сальниковом уплотнении должна измеряться и фиксироваться в течение 1 мин два раза под давлением 0,3 МПа, 1 МПа и расчетном давлении.
Допустимой скоростью утечки является:
- шток клапана: ноль;
- седло клапана: 1 см3/мин собранного N2 на 1 мм номинального диаметра клапана.
9.2.4 Муфта БРС
9.2.4.1 Испытание гидростатическим давлением
Испытание гидростатическим давлением муфты БРС проводят при температуре окружающей среды и давлении выше расчетного как минимум в 1,5 раза, с заглушкой для соответствующего уровня давления и продолжительностью не менее 30 мин. Постоянная деформация не допускается.
9.2.4.2 Испытание давлением сжатого воздуха
Испытание проводят воздухом и/или N2 давлением 0,6 МПа. Утечки не допускаются. Продолжительность испытания составляет 30 мин.
9.2.4.3 Испытание на прочность
Испытание на прочность проводят при расчетном давлении в качестве минимального; нагрузка прилагается такая, что комбинация испытательных нагрузок соответствует максимальной нагрузке, полученной в результате расчета SFb = 2,0.
Испытание проводят при температуре окружающей среды и при температуре в диапазоне от минус 160 °C до минус 170 °C (при использовании LN2 допускается падение температуры БРС ниже 170 °C) для SFb = 2,0.
Время выдержки составляет не менее 10 мин.
Из соображений безопасности гидравлическое давление в приводной системе не применяют во время испытания на прочность.
По критериям приемлемости не допускаются утечки и постоянная деформация.
Кроме того, расчетным путем должно быть доказано, что муфта БРС не допускает структурного разрушения при SFa = 4,0.
9.2.4.4 Испытание на аварийную утечку
Муфту БРС проверяют на возникновение аварийной утечки при следующих одновременных условиях:
- неисправность как минимум одного зажима;
- как минимум, рабочее давление;
- расчетная эквивалентная нагрузка;
- испытание проводят при температуре окружающей среды с использованием подходящей жидкости или, если указано владельцем, воздуха и/или N2 при температуре в диапазоне от минус 160 °C до минус 170 °C (допускается падение температуры БРС ниже 170 °C) с использованием LN2.
40
ГОСТ Р 71697—2024
Возникновение утечек не допускается.
9.2.4.5 Эксплуатационные испытания на расцепление гидравлической муфты БРС с коллектором судна
Испытание проводят три раза для обеспечения последовательности. Во всех испытаниях время срабатывания зажимов муфты БРС должно быть от 10 до 15 с при активации. Во всех испытаниях муфта БРС должна отцепляться от испытательного фланца свободно.
Испытание проводят при температуре окружающей среды и в диапазоне температур от минус 160 °C до минус 170 °C (при использовании LN2 допускается падение температуры ниже 170 °C) при следующих условиях: три раза на каждое температурное состояние.
В целях безопасности муфта БРС не подвергается воздействию давления.
При температуре окружающей среды для максимальных нагрузок на коллектор учитывают трение шарниров стендера, силу реакции каждой приводимой в действие системы, ветровую нагрузку и т. д., но нет необходимости рассматривать нагрузку от жидкости.
В диапазоне температур от минус 160 °C до минус 170 °C (при использовании LN2 допускается падение температуры ниже 170 °C):
- образование льда толщиной до 25 мм (или толще, если это указано владельцем);
- максимальные нагрузки на коллектор, учитывая трение шарниров стендера.
Образование льда достигается путем нанесения тонкого распыления водяного тумана.
Гидравлическое давление должно быть минимально возможным.
В тех же условиях изготовитель стендера должен продемонстрировать, что эта конструкция оснащена приемлемым способом предотвращения ложного или случайного открытия зажимов муфты БРС.
9.3 Проверка производства и испытания
9.3.1 Если не указано иное, испытания проводят для каждого стендера по каждому проекту.
9.3.2 Для изготовления стендера используют материалы и комплектующие, прошедшие верификацию и разрешенные к применению в стендере.
9.3.3 Объем и методы контроля качества сварных соединений должны назначаться на основании требований нормативной документации в зависимости от назначения сварного соединения. Все процедуры и способы сварки основных конструкционных деталей должны соответствовать действующим нормативным стандартам и правилам. Методы контроля сварных соединений должны соответствовать ГОСТ 3242.
9.3.4 Дефектоскопия предусматривает проведение различных видов контроля сварных соединений.
9.3.4.1 Все стыковые сварные швы продуктопровода и трубопровода линии отвода отпарного газа при ее наличии в конструкции стендера подвергают 100 %-ному радиографическому контролю в соответствии с требованиями ГОСТ 7512, за исключением угловых швов и ответвлений.
9.3.4.2 Сварные соединения продуктопровода и трубопровода линии отвода отпарного газа при ее наличии в конструкции стендера, которые не могут быть подвергнуты радиографическому контролю, а также все угловые сварные соединения и отводы деталей этих трубопроводов должны проходить 100 %-ную капиллярную (цветную) дефектоскопию.
9.3.4.3 10 % сварных швов основных конструкционных деталей должны пройти капиллярную (цветную) дефектоскопию или магнитопорошковую дефектоскопию в соответствии с ГОСТ 18442 или ГОСТ Р 56512.
9.3.4.4 В соответствии с требованиями КД и технологической документации в качестве методов контроля допускается использовать ВИК и УЗК.
9.3.5 Только при наличии положительных заключений предшествующих методов контроля, указанных в КД, проводят гидростатические испытания. Этап проведения гидростатических испытаний в составе сборочной единицы определяется технологической документацией.
9.3.6 Гидростатическое испытание следует проводить для каждой части продуктопровода или трубопровода линии отвода отпарного газа при ее наличии, а также вспомогательной сборки стендера, работающей под давлением. Детали стендера, работающие под давлением, должны проходить испытания на прочность при значении давления в 1,5 раза выше расчетного давления. Испытательное давление должно поддерживаться не менее 30 мин.
41
ГОСТ Р 71697—2024
Испытание под давлением должно выполняться до покраски всех сварных швов компонентов стендера. Во время испытания элементы стендера должны быть зафиксированы, если это требуется для обеспечения безопасности работников.
Контрольную среду для гидростатического испытания выбирают с целью предотвращения любого загрязнения материала конструкции и любого риска задерживания контрольной среды в критических частях, что может привести к повреждению от образования льда, когда стендер находится в низкотемпературном режиме. При гидравлическом испытании необходимо применять только чистую пресную воду.
После испытания под давлением компоненты должны быть тщательно высушены. Сушка путем прямого применения тепла не допускается.
9.3.7 ПМАР в собранном состоянии должна пройти гидростатические испытания. Испытание гидростатическим давлением сборки ПМАР с открытыми клапанами проводят при температуре окружающей среды и при давлении как минимум в 1,5 раза выше расчетного и продолжительностью не менее 30 мин в соответствии с протоколом надлежащего измерения давления. По критериям приемлемости утечки и постоянная деформация не допускаются.
9.3.8 Испытание на герметичность отсечных клапанов ПМАР проводят при температуре окружающей среды с использованием воздуха и/или N2 и давлении 0,3 МПа в течение 5 мин. Утечка не допускается.
Примечание — В зависимости от метода измерения допустимы некоторые пузырьки, но ненепрерывные, которые могут возникнуть из-за температурного изменения.
9.3.9 Из партии поставляемых стендеров криогенному испытанию должна подвергаться как минимум одна ПМАР каждого размера, которую испытывают только на герметичность верхнего отсечного клапана ПМАР. Однократное криогенное испытание следует проводить при трехэтапном изменении давления: 0,3 МПа, 1 МПа и номинальное давление. Каждый этап испытания проводят по два раза, длительностью минимум 1 мин. Испытание проводят с помощью жидкого азота (LN2). Ось запорного устройства должна быть в вертикальном положении. Седло запорного устройства должно быть полностью покрыто криогенной жидкостью. Допустимая скорость утечки должна быть менее 1 см3/мм номинального диаметра/мин газообразного азота (N2) при стандартных условиях температуры и давления.
9.3.10 Испытания на раскрытие механизма разъединения ПМАР выполняют три раза при температуре окружающей среды для проверки блокировки и для демонстрации того, что время активации закрытия запорных устройств находится в указанном диапазоне с погрешностью ± 10 %, а время активации механизма разъединения ПМАР составляет не более 2 с, а также для подтверждения работоспособности при давлении ниже минимального гидравлического давления.
9.3.11 Испытание на гидростатическое давление муфты БРС проводят с заглушенными внешними торцами. Испытание на прочность следует проводить при температуре окружающей среды и значении давления в 1,5 раза выше расчетного давления. Испытательное давление поддерживают не менее 30 мин. Утечки во внешнюю среду и/или постоянные деформации не допустимы.
9.3.12 Эксплуатационные испытания муфты БРС следует проводить без внешних нагрузок при температуре и давлении окружающей среды, чтобы проверить функции соединения и отсоединения, время срабатывания от 10 до 15 с и подтвердить работоспособность при давлении ниже номинального рабочего. Испытания проходят на всем диапазоне размеров фланцев, указанных техническом задании.
9.3.13 Стояк, внутреннее плечо, внешнее плечо, ПМАР и муфта БРС должны пройти измерительный контроль в соответствии с методикой изготовителя стендера для подтверждения соответствия габаритных размеров каждой части стендера требованиям КД.
9.3.14 Все части стендера, на которые наносится АКП, должны пройти контроль качества АКП на основании методики изготовителя стендера, в которой должны быть отражены методы контроля толщины и качества АКП.
9.3.15 Для подтверждения соответствия фактической массы стендера расчетной массе на основании методики изготовителя стендера осуществляют контроль массы отдельных частей и узлов стендера, при этом фактическую массу стендера получают путем суммирования масс его частей и узлов.
9.3.16 После выполнения сборки стендера перед его установкой на испытательную площадку изготовителя выполняют следующие испытания.
9.3.16.1 Гидравлические испытания на прочность продуктопровода стендера должны быть проведены на собранном стендере (без тройного шарнирного узла с ПМАР и БРС, гидравлические испытания которого проводят отдельно) и уложенном в горизонтальном положении. Давление испытательной сре-
42
ГОСТ Р 71697—2024
ды (воды) в стендере должно быть плавно доведено до значения в 1,5 раза выше расчетного давления. Давление следует контролировать манометром класса не ниже 2,5. Под испытательным давлением стендер должен находиться в течение 5 мин. Падение давления не допускается. Затем давление сбрасывают до рабочего значения и проводят проверку герметичности. Падение давления в течение 10 мин, подтеки и отпотевание не допускаются.
9.3.16.2 Гидравлические испытания на прочность и герметичность трубопровода линии отвода отпарного газа стендера при его наличии должны быть проведены на собранном стендере в соответствии с требованиями 9.3.16.1. Расчетное давление определяют на основании давления для линии отвода отпарного газа, указанного в техническом задании заказчика.
9.3.16.3 Тройной шарнирный узел с ПМАР и муфтой БРС подвергают гидравлическим испытаниям отдельно в соответствии с требованиями 9.3.16.1.
9.3.16.4 Все компоненты гидравлической системы, собранные на предприятии, должны быть испытаны изготовителем стендера или субподрядчиками с соответствующей жидкостью, сдавлением, не менее чем в 1,5 раза превышающим расчетное давление для гидравлической системы, чтобы подтвердить отсутствие утечки и постоянной деформации.
9.3.17 Методика проведения гидравлических испытаний разрабатывается изготовителем стендеров с соблюдением вышеуказанных требований.
9.4 Заводские приемо-сдаточные испытания
9.4.1 Все заводские приемо-сдаточные испытания должны быть проведены и их результаты оформлены на основании программ и методик приемо-сдаточных испытаний изготовителя стендеров, которые должны быть разработаны на основании нижеприведенных требований.
9.4.2 Обязательно должны быть проведены испытания по 8.3.2 [перечисления а)—е)] с соответствующей регистрацией дат и времени событий, чтобы обеспечить точную оценку работоспособности стендера с заданными техническими характеристиками.
9.4.3 Продуктопроводы стендеров, включая шарнирные соединения, ПМАР и муфту БРС, должны быть проверены на герметичность по отношению к внешней среде при давлении 0,6 МПа с использованием воздуха или азота. Продолжительность испытания должна составлять не менее 30 мин. По результатам испытаний утечек быть не должно.
9.4.3.1 Проверка работоспособности системы управления включает несколько этапов:
а) проверка уровня масла в баке гидравлического блока питания, включение гидравлического блока питания и электрических органов управления, проверка наличия сигналов включения на гидравлическом блоке питания. Уровень должен находиться между минимальной и максимальной отметками, все необходимые сигналы гидравлического блока питания должны быть зафиксированы членами комиссии, участвующими в приемо-сдаточных испытаниях. Стендер для работы должен быть выбран, также должен быть выбран пульт управления, который будет использоваться для работы стендера;
б) вывод стендера из блокираторов гаражного положения предусматривает последовательное отключение блокираторов в соответствии с руководством по эксплуатации или инструкцией оператора. Возможность манипулирования стендером после отключения блокираторов подтверждает работоспособность блокираторов (на выход стендера из гаражного положения);
в) манипулирование внешним и внутренним плечами стендера. Используя выбранный пульт управления, проводят управление движением внутренним и внешним плечами стендера, а также перемещение фланца БРС, закрепленного на тройном шарнирном узле, в рамках границ рабочей зоны при всех заданных скоростях. В процессе манипулирования необходимо провести повороты стендера влево и вправо, имитируя незначительные отклонения грузового коллектора судна, возможные при постановке судна под загрузку. Стыковочный фланец муфты БРС пустого стендера должен маневрировать до критических позиций для проверки зон безопасности (зазоров) между стендерами и их элементами. Зоны безопасности между элементами стендера и неподвижными объектами должны быть не менее 0,15 м, а между любыми частями соседних стендеров— не менее 0,3 м (если заводским приемочным испытаниям подвергают один стендер из проекта, то последний показатель проверяют на рабочей площадке).
Проверку манипулирования проводят поочередно для каждого пульта управления, входящего в комплект поставки стендера. Положительное заключение по манипулированию стендером может быть получено, если все пульты управления обеспечивают возможность манипулирования стендером в рамках рабочей зоны, что также подтверждает правильность маршрутизации гидравлических трубопроводов и шлангов;
43
ГОСТ Р 71697—2024
г) испытание балансировки и поведения. Система балансировки и противовесов должна обеспечить балансировку стендера по всему рабочему диапазону. Балансировку проводят на стендере без продукта или без испытательной среды. Баланс стендера должен быть нейтральным или иметь слабую тенденцию к возврату в гаражное положение при отсутствии управления. Положительное заключение по балансировке может быть получено, если пустой стендер, находящийся в состоянии «Плавающее положение (свободный ход)», сохраняет заданное ему положение внешнего и внутреннего плеч или начинается медленный возврат стендера в сторону гаражного положения.
9.4.4 Для проверки функционирования муфты БРС и опорных стоек муфта БРС должна быть подключена к имитатору грузового коллектора судна и отключена от него. Необходимо переместить стендер к имитатору грузового коллектора судна с помощью пульта управления, осуществляя манипулирование внутренним и внешним плечами стендера, снять крышку БРС, в зависимости от типа муфты БРС присоединить стендер к имитатору грузового коллектора с помощью гидравлических захватов или механически с помощью кулачков муфты, опустить опорные стойки на горизонтальную поверхность, отрегулировав их таким образом, чтобы они опирались на поверхность под имитатором грузового коллектора судна и зафиксировать их в таком положении. Затем следует провести работу в обратной последовательности: снять фиксацию и поднять опорные стойки с поверхности, провести отключение муфты БРС от имитатора грузового коллектора судна. Положительный результат испытаний функционирования муфты БРС и опорных стоек получается в случае отсутствия сбоев при подключении и отключении муфты БРС и установки и подъема опорных стоек.
9.4.5 Соответствие рабочего диапазона с согласованными с заказчиком характеристиками и проверка работоспособности системы светозвуковой аварийной сигнализации осуществляется в несколько этапов:
- проверка правильности нанесенной на испытательную площадку разметки рабочего диапазона с выделенной зоной 1 «Предупреждение» и зоной 2 «Аварийное разъединение» с помощью рулетки по ГОСТ 7502;
- во время маневрирования необходимо осуществить движение стендера внутри рабочего диапазона, проверить отсутствие звуковых и световых сигналов светозвуковой аварийной сигнализации в рабочей зоне;
- проведение маневрирования стендером и осуществление вывода муфты БРС стендера за пределы рабочей зоны — в зону 1. Следует проверить возникновение световых и звуковых сигналов, соответствующих зоне 1. Следует осуществить возврат муфты БРС стендера в рабочую зону, проверить отключение световых и звуковых сигналов для зоны 1;
- проведение маневрирования стендером и осуществление вывода муфты БРС стендера за пределы рабочей зоны — в зону 1. Следует проверить возникновение световых и звуковых сигналов, соответствующих зоне 1. Следует провести дальнейшее маневрирование стендером и осуществить вывод муфты БРС стендера в зону 2. Следует проверить возникновение световых и звуковых сигналов, соответствующих зоне 2. Следует осуществить возврат муфты БРС стендера в рабочую зону, проверить отключение световых и звуковых сигналов для зон 2 и 1.
Примечание — Стыковочный фланец муфты БРС пустого стендера должен маневрировать во всех опасных участках (общее количество равно восьми) рабочей зоны, в т. ч. над самым высоким положением борта судна и положением обслуживания;
- проверка срабатывания светозвуковой аварийной сигнализации и рабочего диапазона стендера считается выполненной успешно, если получено подтверждение возникновения сигналов для зоны 1, зоны 2, изменение сигнала при переходе муфты БРС из одной зоны в другую, а также отключение сигналов при возвращении стендера в рабочую зону.
9.4.6 Проверку работоспособности САР и ПМАР стендера проводят в следующем порядке.
9.4.6.1 Тестовое срабатывание ПМАР без физического разъединения муфты:
- подключают стендер к имитатору грузового коллектора судна согласно инструкции оператора (при необходимости), выставляют опоры в рабочее положение, имитируя разгрузку грузового коллектора судна, переводят рычаг цилиндра механизма разъединения ПМАР в тестовое положение, активируют систему аварийного разъединения по факту нажатия кнопки «Аварийное разъединение (ESD2)», проверяют факт закрытия клапанов ПМАР, проверяют факт вывода гидроцилиндра ПМАР на размыкание воротника ПМАР — отведение гидроцилиндра в сторону без физического размыкания воротника и разъединения ПМАР.
44
ГОСТ Р 71697—2024
Примечание — Возможно проведение проверки работоспособности ПМАР стендера в тестовом режиме в процессе проверки срабатывания светозвуковой сигнализации без присоединения к имитатору грузового коллектора.
9.4.6.2 Тест с пустым стендером, соединенным с движущимся имитатором грузового коллектора судна проводят по следующей методике:
а) подключают стендер к имитатору грузового коллектора судна согласно инструкции оператора;
б) выставляют опорные стойки в рабочее положение, имитируя разгрузку грузового коллектора судна;
в) проводят все необходимые проверки комплектности ПМАР.
Примечание — Следует зафиксировать страховочное устройство на стендере. Проверку физического размыкания ПМАР проводить только при наличии зафиксированного на стендере страховочного устройства в соответствии с правилами охраны труда и техники безопасности;
г) активируют САР в соответствии с РЭ или инструкцией оператора;
д) начинают перемещение имитатора грузового коллектора судна с выходом за пределы рабочей зоны;
е) фиксируют срабатывание светозвуковой аварийной сигнализации и закрытие клапанов ПМАР при выходе за пределы рабочей зоны в зону 1 «Предупреждение»;
ж) продолжают перемещение имитатора грузового коллектора судна с выходом в зону 2 «Аварийное разъединение»;
и) фиксируют изменение сигналов светозвуковой аварийной сигнализации и раскрытие механизма разъединения ПМАР при выходе за пределы зоны «Предупреждение»;
к) фиксируют факт подъема внешнего плеча стендера с верхним клапаном ПМАР над грузовым коллектором судна.
Испытания считают пройденными успешно, если произошло срабатывание свето-звуковой сигнализации по заданному алгоритму, закрытие клапанов в зоне 1, раскрытие механизма разъединения в зоне 2 и подъем внешнего плеча стендера после разъединения ПМАР
9.4.6.3 Тест с пустым стендером, подключенном к имитатору грузового коллектора судна в статическом положении, с использованием кнопочного управления с панели управления выполняют аналогично 9.4.6.2, перечисления а)—г), только активация САР осуществляется не за счет движения имитатора грузового коллектора судна, а за счет нажатия кнопки «Аварийное разъединение (ESD2)» на панели управления, т. е. САР срабатывает дистанционно. Необходимо по факту нажатия кнопки «Аварийное разъединение (ESD2)» проверить факт закрытия клапанов ПМАР и факт физического размыкания воротника и разъединения ПМАР. Испытания считаются пройденными успешно, если произошло закрытие клапанов, раскрытие механизма разъединения и подъем внешнего плеча стендера после разъединения ПМАР.
9.4.6.4 Тест с пустым стендером, подключенным к имитатору грузового коллектора судна в статическом положении, с использованием пневмогидроаккумуляторов, если симулируется сбой питания на терминале, выполняют и оценивают аналогично 9.4.6.2, только активацию системы САР проводят вручную с использованием механического рычага, находящегося на внешней стороне гидравлического блока питания или ином месте. В этом случае срабатывание ПМАР осуществляется за счет пневмогидроаккумулятора. Испытания считаются пройденными успешно, если произошло закрытие клапанов, раскрытие механизма разъединения и подъем внешнего плеча стендера после разъединения ПМАР.
9.4.6.5 Тест с полным или симулировано полным стендером, соединенным с движущимся имитатором грузового коллектора судна, проводят по алгоритму, аналогичному 9.4.6.2, но предварительно стендер частично заполняют испытательным продуктом, имитирующим загрузку, а также допускается проводить тонкое распыление водяного тумана для обеспечения имитации нагрузки от образования льда. Возникновение утечки продукта в объеме, превышающем объем межклапанного пространства ПМАР, не допускается. После аварийного разъединения заполненный стендер должен подняться над имитатором грузового коллектора судна в безопасное аварийное положение.
Испытания считают пройденными успешно, если произошло срабатывание свето-звуковой сигнализации по заданному алгоритму, закрытие клапанов в зоне 1, раскрытие механизма разъединения в зоне 2 и подъем внешнего плеча стендера после разъединения ПМАР, и если утечка продукта отсутствует.
После окончания испытаний внешнее плечо стендера затем следует поднять над горизонталью для облегчения дренирования стендера, если оно требуется.
45
ГОСТ Р 71697—2024
Примечание — Повторную сборку ПМАР после аварийного разъединения проводят только на пустом стендере.
9.4.7 Работоспособность стендера считают удовлетворительной, если все тесты, указанные в 9.4.5 и 9.4.6, пройдены с положительным результатом.
9.4.8 Все заводские приемо-сдаточные испытания САР должны быть записаны на видео, чтобы их можно было просматривать в замедленном темпе.
9.4.9 Электрическое сопротивление электроизолирующего фланца должно быть измерено после установки его в стендере, в то время как все необходимые шланги, линии, провода и другое должны быть одновременно установлены с электроизолирующим фланцем. Испытание следует проводить с использованием прибора, рассчитанного на электрическое напряжение 20 В или более. Электрическое сопротивление должно быть не менее 1000 Ом после гидростатического испытания. Если требуется проверка изоляционного фланца перед гидростатическим испытанием, то электрическое сопротивление должно составлять не менее 10 000 Ом.
9.4.10 Если существующие сертификаты криогенных испытаний прототипов для аналогичного стендера недоступны или неприемлемы для заказчика, по требованию заказчика должны быть проведены функциональные испытания прототипов при рабочих температурах.
9.5 Испытания на рабочей площадке
9.5.1 После установки на рабочей площадке изготовитель стендера с помощью приемочных испытаний на площадке должен показать функциональность всех стендеров при температуре окружающей среды. Все стендеры должны быть полностью собраны, а электрическое и гидравлическое оборудование должно быть полностью проверено.
Качество рабочей жидкости в системе гидравлики должно быть проверено. Чистота должна соответствовать классу 13 и выше согласно ГОСТ 17216 или требованиям производителя гидравлических клапанов. Содержание воды не должно превышать 0,1 %.
Примечание — Чтобы обеспечить выполнение данного требования, предлагается, что изготовитель стендера несет ответственность за обеспечение и установку всей гидравлической системы (гидравлического блока и гидравлической системы).
Монтаж стендерного оборудования на рабочей площадке и проведение испытаний должны осуществлять обученные, квалифицированные и аттестованные работники. Шеф-монтажные и пусконаладочные работы должны проводиться в присутствии уполномоченных представителей изготовителя стендера(ов).
9.5.2 Соединения, установленные на рабочей площадке, включая шарнирные соединения, должны быть проверены на герметичность при давлении 0,6 МПа с использованием воздуха и/или N2. Продолжительность испытания должна составлять не менее 30 мин. Критерии приемлемости — не должно быть утечки.
9.5.3 Балансировка между внутренним и внешним плечами и тройным шарнирным соединением должна быть проверена в пустом состоянии и при необходимости отрегулирована.
9.5.4 Зазоры между стендерами, трубопроводом и окружающими соединениями (см. рисунок Б.2) должны быть проверены. Соединительный фланец муфты БРС стендера должен маневрировать до критических позиций для проверки зазоров. Критерии приемлемости — не должны соприкасаться.
9.5.5 Во время эксплуатационных испытаний стендера проверяют интерфейсы (ввод/вывод) с другими частями установок.
9.5.5.1 Стыковочный фланец муфты БРС пустого стендера должен маневрировать во всех опасных участках (общее количество равно восьми) рабочей зоны, в т. ч. над самым высоким положением борта судна и положением обслуживания. Предельные положения рабочей зоны стендера должны быть измерены и соответствовать паспортным данным. Все настройки сигнализации должны быть проверены.
9.5.5.2 Зазоры между движущимися частями, острыми краями, шлангами и кабелями стендера должны быть проверены путем проведения визуального наблюдения и получения подтверждения отсутствия столкновения движущихся частей стендера между собой, частями других стендеров и существующими на причале препятствиями, находящимися в непосредственной близости к стендеру в его рабочем диапазоне и диапазоне работы его противовесов.
46
ГОСТ Р 71697—2024
9.5.5.3 Все аварийные сигнализации и внутренние блокировки должны быть проверены согласно 9.4.3.1, перечисление б), и 9.4.5.
9.5.5.4 Система постоянного контроля положения стендера, если это предусмотрено, должна быть проверена путем выполнения маневрирования стендером и отсутствия или получения установленных изготовителем стендеров сигналов аварийной сигнализации в соответствующих зонах стендера и на границах его рабочего диапазона.
9.5.5.5 Работа трубопровода продувки азотом и работа системы продувки шарниров азотом должны быть проверены путем проведения пробного пуска азота в трубопровод продувки и систему продувки шарниров. Утечка азота не допускается.
9.5.5.6 Муфта БРС должна быть проверена путем подключения к имитатору грузового коллектора судна и отключения от него. Возможно проведение проверки с использованием реального грузового коллектора судна, принадлежащего терминалу — собственнику рабочей площадки.
9.5.5.7 Опорные стойки должны быть проверены путем установки на поверхности площадки после подключения муфты БРС к имитатору грузового коллектора судна и подъема опорных стоек перед отключением от него. Возможно проведение проверки с использованием реального грузового коллектора судна, принадлежащего терминалу — собственнику рабочей площадки.
9.5.5.8 Доступность технического обслуживания (например, лестницы, площадки, и т. д.) должна быть проверена. Возможность проведения технического обслуживания с использованием имитатора грузового коллектора судна (если предусмотрен в комплекте поставки) должна быть проверена путем возможности подключения стендера к имитатору грузового коллектору судна, установленному в согласованном с изготовителем стендера месте на причале.
9.5.6 Приемо-сдаточные испытания САР должны быть проведены на стендере в пустом состоянии в статическом положении (местоположение имитатора грузового коллектора судна на рабочем поле должно быть согласовано) с использованием кнопочного управления с панели управления и с использованием ручного управления (с помощью пневмогидравлического аккумулятора) для имитации сбоя питания. Данное испытание проводят для подтверждения срабатывания механизма разъединения ПМАР. Фактическое разъединение ПМАР не требуется.
Примечание — Заказчик может рассмотреть возможность проведения теста на срабатывание САР и разъединение ПМАР при температуре окружающей среды на одном из первых танкеров по перевозе СПГ, который относится к терминалу СПГ.
9.5.7 Трубки гидравлической системы стендера должны быть подвергнуты гидростатическому испытанию на герметичность. При испытании на герметичность по отношению к внешней среде собранная гидросистема должна быть проверена в работе со штатным давлением. Продолжительность испытаний 10 мин. После этого должен быть проведен тщательный осмотр всех элементов гидросистемы. Следов утечки быть не должно.
9.6 Типовые и сертификационные испытания проводят на одном из стендеров одновременно с проведением заводских приемо-сдаточных испытаний в полном соответствии с программой приемосдаточных испытаний.
9.7 Периодические испытания проводят в соответствии с техническими условиями завода-изготовителя.
10 Транспортирование и хранение
10.1 Стендер транспортируют любым видом транспорта и на любые расстояния при условии исключения возможности повреждения стендера и/или транспортной тары. Конкретные условия транспортирования согласовывают с заказчиком. В случае превышения транспортных габаритов возможна частичная разборка стендера, а также необходимо соблюдение всех требований к сопровождению негабаритных грузов, установленных для соответствующего вида транспорта, используемого для доставки стендеров на терминал заказчика.
10.2 При строповке, установке и креплении стендера на транспортном средстве исключают возможность механических повреждений и загрязнений внутренних поверхностей стендера и концов патрубков.
10.3 Условия транспортирования и хранения в части воздействия климатических факторов — в соответствии с ГОСТ 15150.
47
ГОСТ Р 71697—2024
10.4 Условия транспортирования в части воздействия механических факторов — в соответствии с ГОСТ 23170.
10.5 Условия хранения обеспечивают сохраняемость геометрических размеров, прочности, герметичности и работоспособности стендера, а также ЗИП и заводской упаковки в течение всего срока хранения, установленного в ТУ.
10.6 При хранении свыше срока консервации или обнаружении дефектов временной антикоррозионной защиты при контрольных осмотрах в процессе хранения проводят переконсервацию согласно РЭ с отметкой в паспорте.
10.7 Расконсервация — в соответствии с ГОСТ 9.014.
11 Указания по эксплуатации
11.1 Общие требования
11.1.1 Монтаж и эксплуатация стендера — в соответствии с РЭ.
11.1.2 Группу условий эксплуатации стендера определяют в техническом задании заказчика и/или опросном листе в соответствии с ГОСТ 15150.
11.1.3 При проведении ТО, ремонта и проверок стендера соблюдают правила, установленные в РЭ и программе проведения ТО и ремонта, в течение всего срока проведения этих работ. РЭ включает в себя все требования для обеспечения безопасного доступа к стендерному оборудованию для его обслуживания, включая рекомендации по подъемным операциям, в т. ч. с использованием кранов и плавучих кранов.
11.1.4 Во время проведения ТО стендер должен находиться в положении, позволяющем проводить сервисное обслуживание, или в гаражном положении, не перемещаться. БП отключают от питания и проводят регламентные работы.
11.1.5 Не допускается внесение изменений в конструкцию стендера без письменного согласования с изготовителем стендера в течение всего срока службы стендера.
11.1.6 Отказ любого из датчиков или приводов перемещения стендера либо отказ системы управления и контроля является основанием для прекращения работы стендера и возвращения его в гаражное положение для проведения полной проверки.
11.1.7 При возникновении отказов стендера или его компонентов погрузочно-разгрузочные работы с использованием стендера прекращают, стендер переводят в гаражное положение, устанавливают блокираторы гаражного положения, организуют работы по ТО или сервисному обслуживанию стендера в соответствии с РЭ.
11.1.8 Использование стендера в аварийном состоянии запрещено.
11.1.9 Уставки, алгоритмы работы и автоматические защиты приводят в РЭ на стендер.
11.1.10 В процессе эксплуатации стендера периодически проводят тестирование ПМАР путем тестового разъединения ПМАР по схеме, приведенной в эксплуатационных документах на стендер.
11.1.11 Алгоритм сборки ПМАР приводят в эксплуатационных документах на стендер.
11.1.12 Для проведения ТО стендера:
- для любых компонентов стендера, таких как шарниры, гидравлический цилиндр, должны быть обеспечены проушины для возможности замены;
- должна быть обеспечена возможность стравливания воздуха из гидравлической системы;
- изготовитель должен использовать стандартизованные компоненты для возможной замены и стремиться к минимизации использования специального инструмента;
- РЭ должно включать в себя все требования для обеспечения безопасного доступа к оборудованию для его обслуживания, включая рекомендации по подъемным операциям, в т. ч. с использованием кранов и плавучих кранов.
11.2 Требования к ремонту
11.2.1 Работы по осмотру и/или ремонту стендера проводят:
- в плановом порядке в рамках установленного регламента работы стендера;
- при окончании срока службы стендерного оборудования до капитального ремонта или выработки ресурса до капитального ремонта в часах или циклах, установленных в ЭД на стендерное оборудование;
48
ГОСТ Р 71697—2024
- если имел место отказ изделия, последствия которого невозможно устранить непосредственно на месте эксплуатации;
- если изделие находилось в аварийной ситуации под воздействием параметров, превышающих указанные в ЭД (например, давление, температура окружающей среды и др.), или подвергалось непредусмотренным аварийным воздействиям (например, пожар, затопление, воздействие магистральных трубопроводов, как следствие подвижек грунта, сейсмическое воздействие и др.).
11.2.2 Организация или служба, выполняющая ремонт стендерного оборудования, обязана выполнить весь комплекс мер, обеспечивающих определенный разработчиком уровень безопасности изделия, оговоренный в КД на изготовление или в ремонтной документации. Должна быть обеспечена возможность контроля выполнения всех технологических операций.
11.2.3 Организация или служба, выполняющая ремонт стендерного оборудования, обязана применять такие виды и объемы контроля стендера после ремонта, которые обеспечили бы выявление дефектов стендера, его надежность и безопасность в эксплуатации.
11.2.4 Если для обеспечения безопасности после или в процессе ремонта стендера требуется проведение комплекса испытаний, то они должны быть проведены в полном объеме с выполнением всех требований ремонтной КД.
11.2.5 О проведенном ремонте в паспорте на стендер должны быть внесены следующие сведения:
- наименование ремонтной организации (подразделения);
- объем (состав) ремонта;
- материал введенных в состав стендера узлов;
- данные о замененных комплектующих;
- значения показателей надежности при их изменении;
- проведенные испытания и их результаты;
- значения назначенных показателей в случае их продления.
12 Гарантии изготовителя
12.1 Изготовитель (поставщик) должен гарантировать соответствие стендерного оборудования требованиям настоящего стандарта при соблюдении заказчиком (потребителем) правил транспортирования, хранения, монтажа и эксплуатации.
12.2 Условия применения гарантий исполнителя определяют в соответствии с [18] и заключенным договором на изготовление и поставку стендера.
49
ГОСТ Р 71697—2024
Приложение А (обязательное)
Формы представления проектных данных
В таблицах А.1—А.13 и на рисунках А.1—А.4 приведены данные для проектирования стендера.
Примечания
1 Пользователям данных форм (заказчику и производителю стендера), указанных в таблицах А.1—А.13, разрешается снимать копии с этих форм.
2 Таблицы А.1—А.13 заполняются заказчиком.
Таблица А.1 — Характеристики стендера
Номер причала | Номер стендера | Диаметр стендера, мм | Расчетное давление, кПа | Расчетный расход, м3/ч | Расчетная температура, мин./макс., °C | Работа стендера | |||||||
Простой стендер | Комбинированный стендер | ||||||||||||
Таблица А.2 — Характеристики продукта, переваливаемого через стендер
Номер причала | Продукт | Номер стендера | Расчетная температура, мин./макс., °C | Плотность, макс./мин., кг/м3 | Вязкость, макс./мин., кПас | Давление пара, макс./мин., кПа | Расход | Давление, макс./мин. |
50
ГОСТ Р 71697—2024
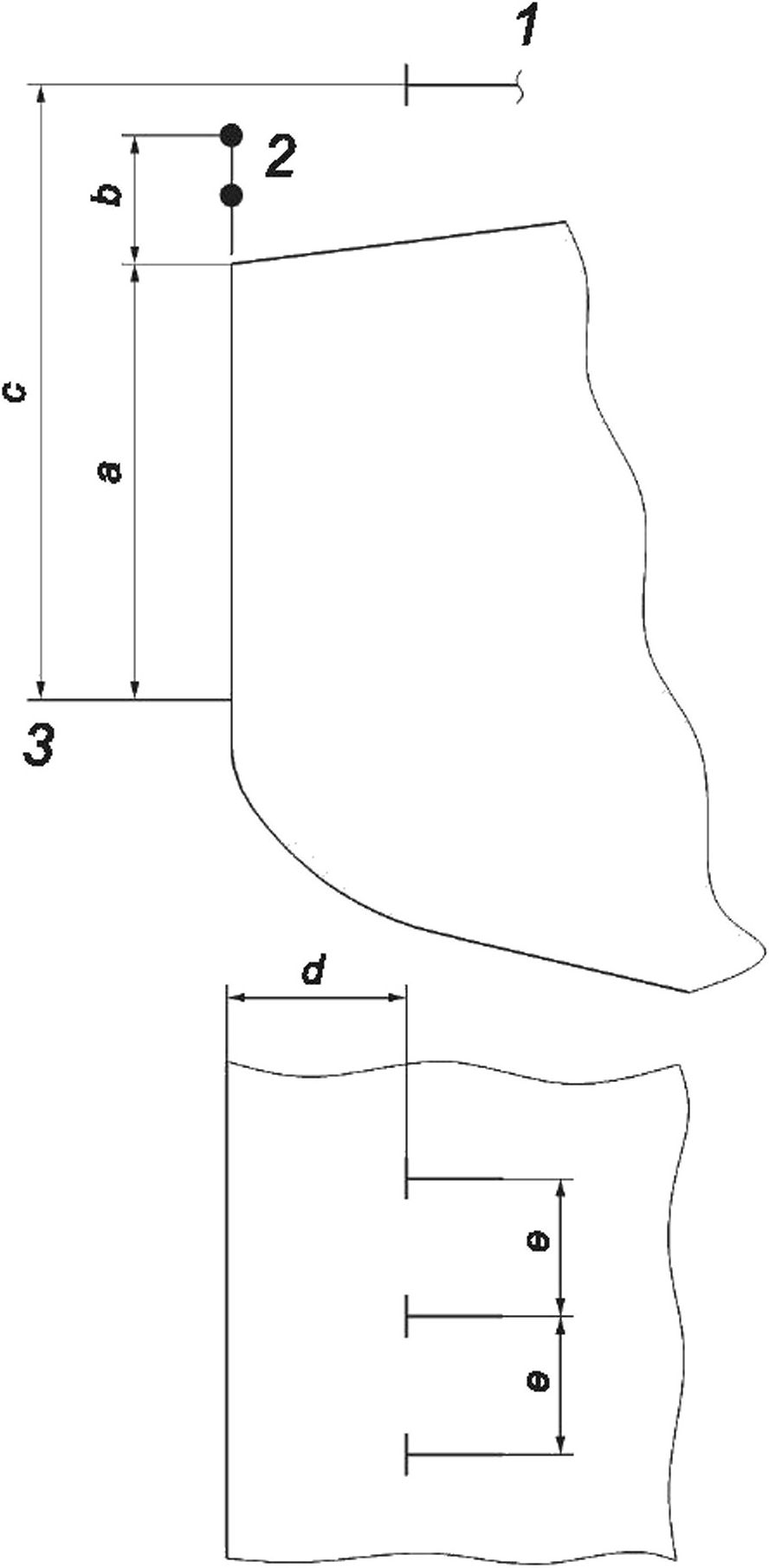
1 — грузовой коллектор; 2 — рейлинг; 3 — уровень воды; а — высота надводного борта; b — высота рейлингов; с — высота коллектора над уровнем воды (ватерлинией); d— расстояние от борта до фланца коллектора; е — расстояние между коллекторами
Рисунок А.1 — Детальная информация о судне для перевозки СПГ
Таблица А.З — Характеристики судна для перевозки СПГ
Позиция на рисунке | Наименование параметров судна | Судно 1 | Судно 2 | Судно 3 | Судно 4 | Судно 5 |
— | Тип судна (количество резервуаров, система локализации аварии) | |||||
— | Размер судна для перевозки СПГ, м3, Дедвейт | |||||
— | Категория судна-газовоза (см. OCIMF/SIGTTO [19]) | |||||
а | Надводный борт: судно загружено, м судно в балласте, м | |||||
b | Высота леерного ограждения, м | |||||
с | Высота коллектора над уровнем воды: мин., м макс., м | |||||
d | Расстояние от борта до фланца коллектора: мин., м макс., м | |||||
е | Расстояние между коллекторами: мин., м макс., м |
51
ГОСТ Р 71697—2024
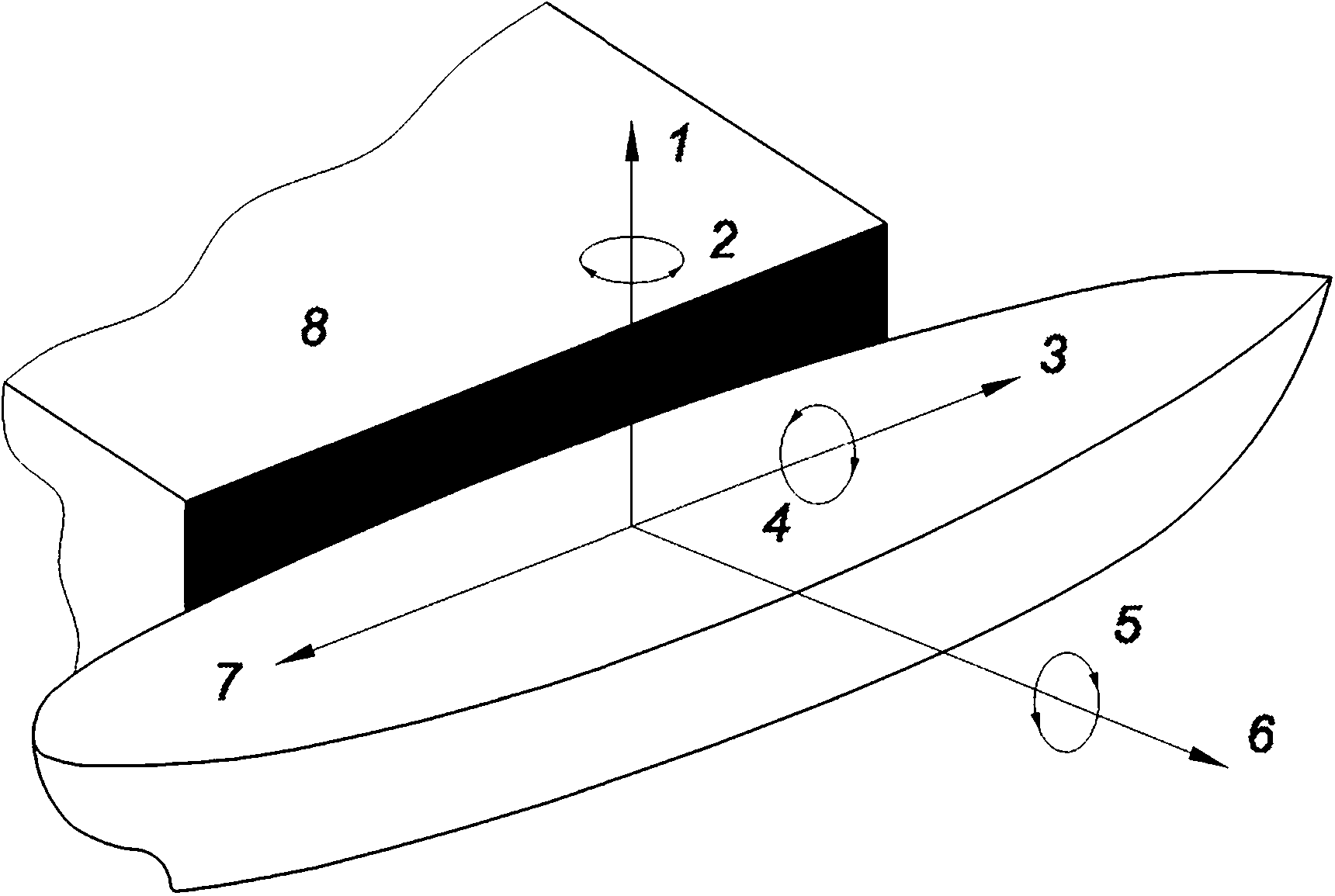
1 — вертикальная качка; 2 — рыскание; 3 — продольно-горизонтальная качка (дрейф) носовой части; 4 — бортовая качка;
5 — килевая качка; б — поперечно-горизонтальная качка (дрейф); 7 — продольно-горизонтальная качка (дрейф) кормовой части;
8— причал
Рисунок А.2 — Названия движений судна для перевозки СПГ
Таблица А.4 — Движение судна для перевозки СПГ
Наименование движений судна (на коллекторе) | Судно 1 | Судно 2 | Судно 3 | Судно 4 | Судно 5 | |
Тип судна | ||||||
Размер судна для перевозки СПГ, м3 | ||||||
Дедвейт, т | ||||||
Продольно-горизонтальная качка носовой части1), м | ||||||
Продольно-горизонтальная качка кормовой части1), м | ||||||
Поперечно-горизонтальная качка1), м | ||||||
Вертикальная качка, максимум, м | + | |||||
- | ||||||
Качка, максимум, град | + | |||||
- | ||||||
Килевая качка, максимум, град | + | |||||
- | ||||||
Рыскание, максимум, град | + | |||||
- | ||||||
1) Продольно-горизонтальная и поперечно-горизонтальная качка происходят одновременно. | ||||||
52
ГОСТ Р 71697—2024
Таблица А.5 — Характеристики грузового коллектора судна
Наименование параметров грузового коллектора1* | Судно 1 | Судно 2 | Судно 3 | Судно 4 | Судно 5 |
Тип судна | |||||
Размер судна для перевозки СПГ, м3 | |||||
Дедвейт, т | |||||
Продукт | |||||
Диаметр коллектора, мм | |||||
Толщина стенки фланца коллектора | |||||
Материал коллектора | |||||
1* Таблица заполняется для каждого грузового коллектора судна. | |||||
53
ГОСТ Р 71697—2024
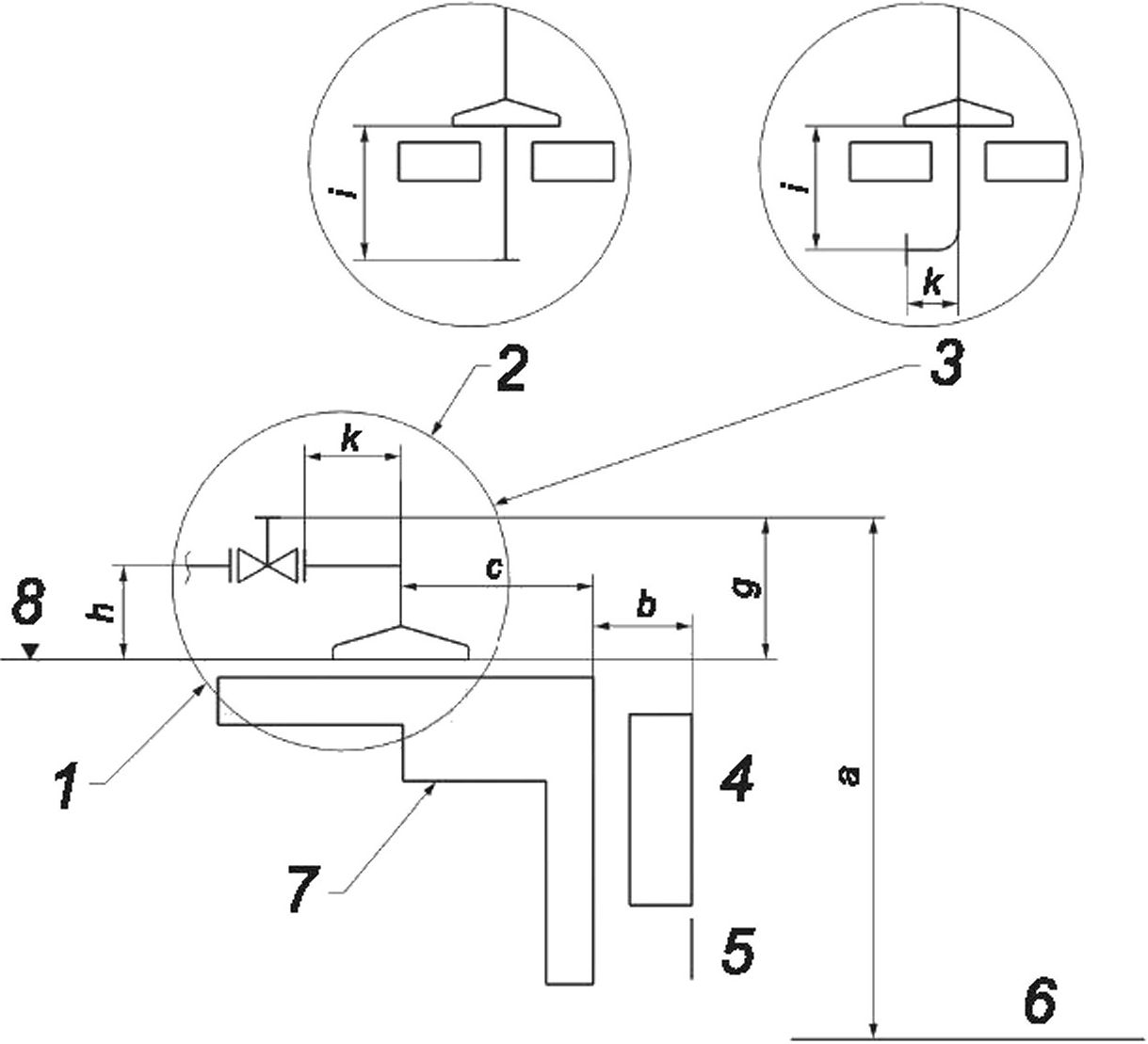
а) Причал: вид сбоку
б) Причал: вид сверху
1 — выход фланца берегового продуктопровода (тип 1); 2— выход фланца берегового продуктопровода (тип 2); 3 — выход фланца продуктопровода (тип 3); 4 — отбойник (кранцы); 5 — линия швартовки; 6 — точка отчета глубин; 7 — причал; 8 — опорная плита стендера; а — высота опорной плиты стендера над точкой отсчета глубин; b — расстояние от линии (края) причала до причальной линии (края отбойного устройства), мин./макс.; с — расстояние от линии причала до оси стояка стендера; d— расстояние между осями стояков соседних стендеров; е — рабочая длина причала; f— рабочая ширина причала; д — максимальная высота препятствий на причале над плоскостью опорной плиты стендера; h — высота оси продуктового фланца стендера над опорной плитой (тип 1); / — высота оси продуктового фланца стендера под опорной плитой (тип 2); j — высота оси продуктового фланца стендера под опорной плитой (тип 3); к — расстояние между осью стояка и плоскостью продуктового фланца
Рисунок А.З — Информация о швартовке и данные причала
54
ГОСТ Р 71697—2024
Таблица А.6 — Характеристики причала, общие (см. рисунок А.З)
В метрах
Позиция на рисунке | Характеристика причала | Единица измерения |
а | Высота опорной плиты над нулем глубин | |
b | Расстояние от линии (края) причала до причальной линии (края отбойного устройства), мин./макс. | /_______________ |
с | Расстояние от линии причала до оси стояка стендера | |
d | Расстояние между осями стояков соседних стендеров | |
е | Рабочая длина причала | |
f | Рабочая ширина причала | |
д | Максимальная высота препятствий на причале над плоскостью опорной плиты стендера в пределах зоны е—f | |
h | Высота оси продуктового фланца стендера над опорной плитой (тип 1) | |
i | Высота оси продуктового фланца стендера под опорной плитой (тип 2) | |
j | Высота оси продуктового фланца стендера под опорной плитой (тип 3) | |
к | Расстояние между осью стояка и плоскостью продуктового фланца | |
— | Минимальный зазор между любой частью рабочего стендера и плечом стендером в гаражном положении | |
— | Минимальный зазор между любой частью рабочего стендера и любой соседней конструкцией, трубой, оборудованием | |
— | Минимальный зазор между любой частью соседних рабочих стендеров. Примечание — Минимальное расстояние между центрами коллекторов на некоторых кораблях составляет менее, чем 0,3 м между соседними системами аварийного разъединения и соседним БРС | |
— | Минимальный зазор между противовесами рабочих стендеров |
Таблица А.7 — Характеристики причала, расчетные электрические характеристики и электроснабжение
Наименование показателя | Электроснабжение | |||||
Напряжение, В | Частота, Гц | Переменный ток | Постоянный ток | Нет фаз/ без проводов | Данные, предоставленные владельцем | |
Электромоторы | Да/нет | |||||
Логическая система/ система автоматического выключения | Да/нет | |||||
Электроинструменты | Да/нет | |||||
Электрогидравлические компоненты | Да/нет | |||||
Таблица А.8 — Характеристики причала, безопасность
Классификация опасной зоны |
55
ГОСТ Р 71697—2024
Таблица А.9 — Данные об окружающей среде
Характеристика окружающей среды | Значение характеристики окружающей среды |
Расчет скорости ветра1 \ в гаражном положении, м/с маневрирование/соединенный (в работе), м/с опрессовка/техобслуживание, м/с | |
Максимальная скорость ветра, м/с | |
Коэффициент землетрясения (РЗ): вертикальное направление (G) горизонтальное направление (G) Сейсмичность площадки строительства, балл (MSK-64 [3]) | |
Абсолютная минимальная температура окружающего воздуха, °C Абсолютная максимальная температура окружающего воздуха, °C Во время навигации: минимальная температура окружающей среды, °C максимальная температура окружающей среды, °C | |
Температура солнечного излучения — максимум, °C | |
Толщина образования льда для учета ледовой нагрузки и воздействия на ветровую нагрузку: на всех деталях в холодном климате, мм на деталях с продуктом, мм | |
Высота воды, от точки отсчета: максимальный уровень воды2), м минимальный уровень воды3), м | |
1) Базовая скорость порыва ветра в 3 с на высоте 10 м над уровнем воды или указанные скорости ветра должны соответствовать местным или национальным стандартам и предписаниям или кодексу, согласованному с владельцем терминала. 2) о ' Включая прилив и положительную вертикальную качку. 31 ' Включая прилив и отрицательную вертикальную качку. Положение «+» или «-» — выше или ниже нуля точки отсчета глубин. | |
Таблица А. 10 — Особые требования
Характеристика стендеров и причалов | Единица измерения | Значение характеристики стендеров и причалов |
Причал номер/стендер номер | ||
Время срабатывания САР Первая ступень (зона 1) Вторая ступень (зона 2) | с с | |
Время закрытия клапанов ПМАР | с | |
Время раскрытия механизма разъединения | с | В пределах 2 |
Отсечной клапан ПМАР: тип диаметр проход | мм | Полный/уменьшенный |
Механическая блокировка | Да/нет | |
Гидравлическая блокировка | Да/нет | |
Быстроразъемные соединения — муфта БРС | Да/нет | |
56
ГОСТ Р 71697—2024
Продолжение таблицы А. 10
Характеристика стендеров и причалов | Единица измерения | Значение характеристики стендеров и причалов |
Способ присоединения муфты БРС | Гидравлический/ механический | |
Минимальное/максимальное время работы зажима захватов муфты БРС (только при гидравлике) | с | 10—15 |
Линия отвода отпарного газа | Да/нет | |
Линия жидкого азота | Да/нет | |
Фланец берегового продуктового трубопровода (или стояка стендера): класс/производительность диаметр фланца (условный проход) | мм | |
Фланец грузового коллектора: класс/производительность диаметр(условный проход) | мм | |
Фланец коллектора отвода паров (при наличии линии отвода отпарного газа): класс/производительность диаметр(условный проход) | мм | |
Диаметры (условные проходы) переходников для подключения к грузовым коллекторам с разными диаметрами (условными проходами) (при необходимости включения в комплект поставки): переходник 1 (DN1/DN2) переходник 2 (DN1/DN2) | мм мм | / __________/____________ |
Система управления Пульт управления с причала (см. таблицу А. 12) Пульт дистанционного управления (см. таблицу А. 13) | Да/нет Да/нет | |
Дренажные подключения: производительность/диаметр (номинальный) Расположение подключения Основание стояка Основание тройного шарнирного узла Трубы причала или грузовой коллектор (манифольд) (в случае отсутствия дренажа на стендере) Внешнее плечо над верхним клапаном ПМАР | мм | /______________ Да/нет Да/нет Да/нет Да/нет |
Линия впрыска азота: производительность/диаметр (условный проход): стояк вершина трубы причала или грузовой коллектор (в случае отсутствия дренажа на стендере) | мм | /_______________ Да/нет Да/нет Да/нет |
Устройство блокировки внешнего плеча | Механическое/ гидравлическое | |
Фундаментные болты: указывается производителем стендера поставляется производителем стендера | Да/нет Да/нет | |
Шаблон опорной плиты, поставляемый производителем вместе со стендером | Да/нет | |
Резервный электрогидравлический насос | Да/нет |
57
ГОСТ Р 71697—2024
Окончание таблицы А. 10
Характеристика стендеров и причалов | Единица измерения | Значение характеристики стендеров и причалов |
Ручной гидравлический насос | Да/нет | |
Система азотной продувки шарниров | Да/нет | |
Линия улавливания утечек | Да/нет | |
Наличие теплоизоляции: | ||
внутреннее плечо | Да/нет | |
внешнее плечо | Да/нет | |
стояк | Да/нет | |
Система смазки: | ||
техническая спецификация смазки | ||
картридж | Да/нет | |
локальная | Да/нет | |
центральная | Да/нет | |
другое | Да/нет | |
Имитатор грузового коллектора судна (для технического обслуживания стендера) | Да/нет | |
Гидравлические аккумуляторы | Да/нет | |
Защита от падения льда | Да/нет | |
Расчетный срок службы | лет |
58
ГОСТ Р 71697—2024
1 — безопасная рабочая зона (определяется точками 1—4); 2 — место нормального нахождения БРС, соединенного с коллектором судна; 3 — предельные границы рабочего диапазона; 4 — зона аварийного разъединения — зона 2 (ESD-II); 5 — зона предупреждения — зона 1 (ESD-I); 6 — зона предварительного оповещения (если требуется заказчиком); 7 — а — граница зоны включения системы предварительного оповещения (перемещающаяся) (если требуется) (см. таблицу А.11); 8 — b — граница зоны 1 — зоны предупреждения (включение сигнализации зоны 1) (перемещающаяся) (см. таблицу А.11); 9 — с — граница зоны 2 — зоны аварийного разъединения (включение сигнализации зоны 2) (перемещающаяся) (см. таблицу А.11); 10 — d — граница рабочего диапазона стендера (предельная) (см. таблицу А.11); 11 — е — нижний предел рабочего диапазона по отношению к точке отсчета глубин (см. таблицу А.11); 12 — f — верхний предел рабочего диапазона по отношению к точке отсчета глубин (см. таблицу А.11); 13 — д — максимальное отклонение вправо (качка) (см. таблицу А.11); 14 — h — максимальное отклонение влево (качка) (см. таблицу А.11); 15 — i — отклонение вправо сигнализации зоны 2 (см. таблицу А.11); 16 — j — отклонение влево сигнализации зоны 2 (см. таблицу А.11); 17 — к — отклонение вправо сигнализации зоны 1 (см. таблицу А.11); 18 — I — отклонение влево сигнализации зоны 1 (см. таблицу А.11); 19 — т — отклонение вправо системы предварительного оповещения (см. таблицу А.11); 20 — п — отклонение влево системы предварительного оповещения (см. таблицу А.11); 21 —линия центрирования судна; 22 — продольно-горизонтальная качка (см. таблицу А.4); 23— поперечногоризонтальная качка (см. таблицу А.4); 24 — d — расстояние от борта до фланца коллектора (> d = dmin, < d = dmaJ (см. рисунок А.1); 25 — b — расстояние от линии (края) причала до причальной линии (края отбойного устройства), мин./макс, (см. рисунок А.З); 26 — с — расстояние от линии причала до оси стояка стендера (см. рисунок А.З); 27 — кранцы; 28 — линия швартовки
Рисунок А.4 — Схема рабочего диапазона стендера для срабатывания САР и параметры для ее проектирования
59
ГОСТ Р 71697—2024
Таблица А. 11 — Детали диапазона режимов для безопасной эксплуатации (стендеры с системой аварийного разъединения, см.рисунок А.4)
Условное обозначение | Характеристика диапазона | Единица измерения | Значение характеристики |
Стендер № | |||
Требуется система предварительного оповещения | Да/нет | ||
а1) | Граница зоны системы предварительного оповещения (перемещающаяся) (если требуется) | м | |
б1) | Граница зоны 1 —зоны предупреждения (сигнализация зоны 1) (перемещающаяся) | м | |
с1) | Граница зоны 2 — зоны аварийного разъединения (сигнализация зоны 2) (перемещающаяся) | м | |
d1) | Граница рабочего диапазона стендера (предельная) | м | |
е1) | Нижний предел рабочего диапазона по отношению к точке отсчета глубин | м | |
Н) | Верхний предел рабочего диапазона по отношению к точке отсчета глубин | м | |
91) | Максимальное отклонение вправо (качка) (см. таблицу А.4) | — | |
Л1) | Максимальное отклонение влево (качка) (см. таблицу А.4) | — | |
/1) | Отклонение вправо сигнализации зоны 2 | м | |
V | Отклонение влево сигнализации зоны 2 | м | |
к^ | Отклонение вправо сигнализации зоны 1 | м | |
/1) | Отклонение влево сигнализации зоны 1 | м | |
т^ | Отклонение вправо системы предварительного оповещения | м | |
л1) | Отклонение влево системы предварительного оповещения | м | |
— | Максимальная скорость дрейфа (продольный) при достижении сигнализации зоны 1 | м/с | |
— | Максимальная скорость дрейфа (поперечный) при достижении сигнализации зоны 1 | м/с | |
— | Максимальная скорость дрейфа (продольный) при достижении сигнализации зоны 2 | м/с | |
— | Максимальная скорость дрейфа (поперечный) при достижении сигнализации зоны 2 | м/с | |
— | Максимальная скорость дрейфа (продольный) при достижении границ рабочего диапазона стендера | м/с | |
— | Максимальная скорость дрейфа (поперечный) при достижении границ рабочего диапазона стендера | м/с | |
1) Заполняется изготовителем стендеров по результатам расчета рабочего диапазона стендера. Примечание — При наличии желательно прикрепить также кривые расстояния дрейфа и скорости дрейфа после аварийного отрыва судна по сравнению с временем, прошедшим после отрыва. | |||
60
ГОСТ Р 71697—2024
Таблица А.12 — Требования к пульту управления на пристани (см. раздел 9)
№ п/п | Характеристика пульта управления | Значение характеристики |
1 | Питание включено/выключено (клавиша заблокирована) | Да/нет |
2 | Гидравлический(ие) насос(ы) включен(ы)/выключен(ы) | Да/нет |
3 | Переключатель селектора стендера | Да/нет |
4 | Маневровое управление | Да/нет |
5 | Пульт управления на пристани/переключатель дистанционного управления | Да/нет |
6 | Селекторный переключатель двух скоростей маневрирования | Да |
7 | Кнопка аварийной сигнализации 1-го этапа, установленная под красной крышкой | Да |
8 | Кнопка аварийной сигнализации 2-го этапа, установленная под красной крышкой | Да |
9 | Кнопка сброса выключения | Да/нет |
10 | Лампы аварийной сигнализации | Да/нет |
11 | Выключатели закрытия клапана системы аварийного разъединения | Да/нет |
Таблица А.13 — Требования к дистанционному управлению (см. раздел 9)
№ п/п | Характеристика дистанционного управления | Значение характеристики |
1 | Управление маневрированием стендера | Да/нет |
2 | Выбор двух скоростей маневрирования | Да/нет |
3 | Выключатели закрытия клапана системы аварийного разъединения | Да/нет |
4 | Место расположения дистанционного управления: - причал (один/несколько стендеров) - тройной шарнирный узел (один/стендер) - радиоуправление | Да/нет Да/нет Да/нет |
61
ГОСТ Р 71697—2024
Приложение Б (обязательное)
Контроль зазоров
Руководство для точек контроля зазора приведено в таблице Б.1.
Таблица Б.1 — Руководство для точек контроля зазора
Разрешительные контрольные точки | Интервал коллектора | Угол поворота | Ориентация | ||||
подъем | план | ||||||
Верхний шарнир и смежные стендеры | Минимальный | Нулевой | |||||
Верхний шарнир и смежные стендеры | Минимальный | Минимальный | |||||
Противовесы стендеров в гаражном положении и стендеров, соединенных с судном в соответствии с указанными требованиями | Минимальный | Минимальный | ]^ | ||||
Соседние стендеры, соединенные с судном | Минимальный | Нулевой и максимальный | □ ЕН- | ч | |||
Рейлинг судна при максимальной осадке судна, полной воде для судов большого размера | — | — | С | I У | ч | — | |
Противовесы причальное оборудование | Минимальный | Максимальный по всей длине судна | ч | ||||
Рейлинг судна до тройного шарнирного соединения | — | — | Е | ]/ | ч | — | |
62
ГОСТ Р 71697—2024
В таблице Б.2 и на рисунке Б.1 приведены бесконтактные переключатели, определяющие угол раскрытия стендера (типичные).
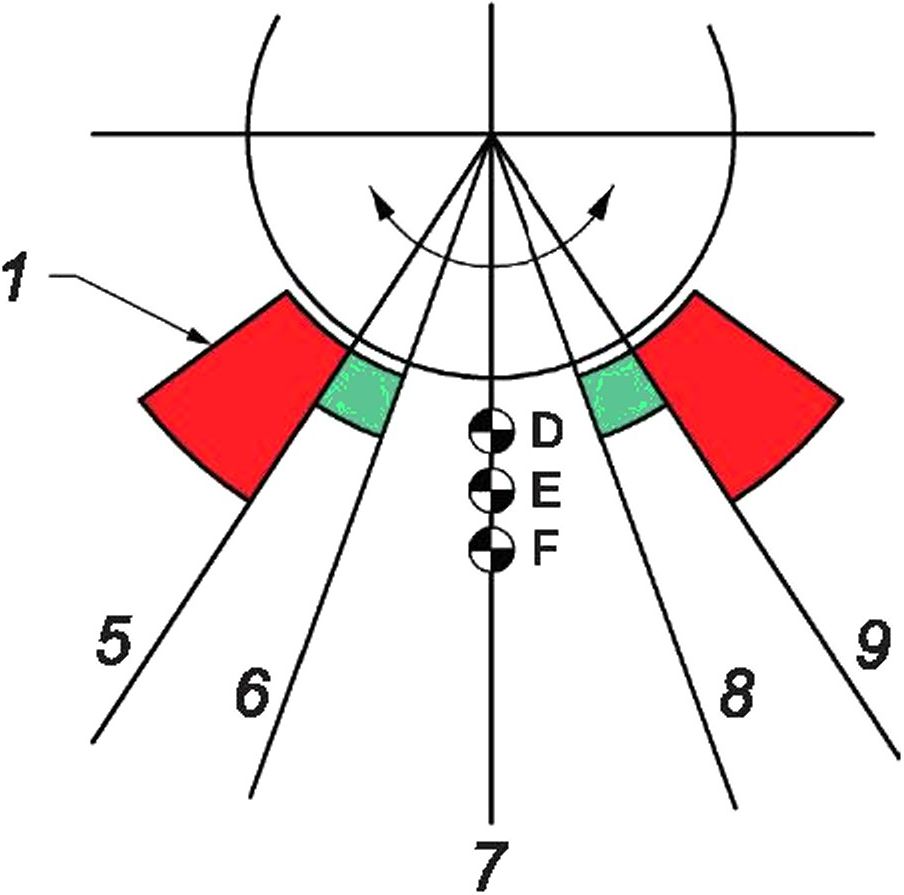
1 — пластины датчиков; 2 — диапазон датчика для зоны 2 (ESD-II); 3 — диапазон датчика для зоны 1 (ESD-I); 4 — угол разложения стендера; 5 — угол поворота влево для зоны 2; 6 — угол поворота влево для зоны 1; 7 — линия расположения грузового коллектора относительно стояка стендера; 8 — угол поворота вправо для зоны 1; 9 — угол поворота вправо для зоны 2
Рисунок Б.1— Бесконтактные переключатели, определяющие угол раскрытия стендера (типичные)
63
ГОСТ Р 71697—2024
Таблица Б.2
Бесконтактные переключатели | Статус | Результат | |||||
Углы датчика | Углы поворота | ||||||
А | В | с | D | Е | F | ||
с | с | с | с | с | с | Нормальный | Отгрузка/приемка продукта допускается |
о | с | с | О | с | с | Сигнализация 1 ступени САР | Генерация аварийного сигнала 1 ступени САР. Клапаны ПМАР закроются (если определено техническими условиями). Отгрузка/приемка продукции остановится. Контакт без напряжения на установке |
о | О | с | с | с | с | Сигнализация 2 ступени САР | Генерация аварийного сигнала 2 ступени САР. Клапаны ПМАР закроются, если еще не закрылись. ПМАР (ERC) раскроется. Контакт без напряжения на установке |
о | с | О | с | с | с | ||
с | О | О | с | с | с | ||
о | О | О | с | с | с | ||
с | с | с | О | О | с | ||
с | с | с | О | с | О | ||
с | с | с | с | О | О | ||
с | с | с | О | О | О | ||
В настоящей таблице применены следующие обозначения: с — замкнутый контакт;
о — разомкнутый контакт.
64
ГОСТ Р 71697—2024
Приложение В (справочное)
Перечень возможных отказов и критерии предельных состояний
В.1 Перечень возможных отказов:
- поломка хотя бы одного элемента изделия;
- разрушение хотя бы одного уплотнения;
- возникновение утечки смазочных материалов.
В.2 Критерии предельных состояний:
- наличие механических деформаций стендера;
- наличие механических деформаций элементов стендера.
65
Таблица Г.1
Приложение Г (справочное)
Категории критичности последствий отказов
Категория тяжести последствий отказов | Описание тяжести последствий |
1 | Отказ, который может повлечь снижение качества функционирования стендера, но не представляет опасности для окружающей среды, судна и здоровья людей |
II | Отказ, который может повлечь перебои в работе стендера, снижение готовности и эффективности стендера, но не представляет опасности для окружающей среды, самого стендера и здоровья людей |
III | Отказ, который быстро и с высокой вероятностью может повлечь за собой значительный ущерб для стендера или системы и/или окружающей среды, срыв выполняемой задачи, но создаст пренебрежимо малую угрозу жизни и здоровью людей |
IV | Отказ, который быстро и с высокой вероятностью может повлечь за собой значительный ущерб для стендера или системы и/или окружающей среды, гибель или тяжелые травмы людей, срыв выполнения поставленной задачи |
ГОСТ Р 71697—2024
Таблица Д.1
Приложение Д (справочное)
Образец матрицы «Вероятность отказа — тяжесть последствий»
Влияние | Последствия | |||
Безопасность и ОТ | Отсутствие травм и публичной огласки | Незначительные травмы персонала без публичной огласки | Серьезные травмы с возможностью публичной огласки | Смертельные или серьезные травмы с привлечением внимания общественности |
Экология | Утечка локализована и сдержана без публичной огласки | Небольшая утечка без публичной огласки | Неконтролируемый выброс опасного вещества с возможностью публичной огласки | Большой неконтролируемый выброс опасного вещества с привлечением внимания общественности |
Производственный цикл | Нет влияния на производственный цикл (восстановление <1 ч) | Небольшой простой (< 1 дня) | Длительный простой (> 1 дня < 10 дней) | Значительный простой (> 10 дней) |
Финансовые потери | Затраты < 1 млн руб. | Затраты > 1 млн руб. < 10 млн руб. | Затраты >10 млн руб. <100 млн руб. | Затраты > 100 млн руб. |
Вероятность | Незначительные | Значительные | Критические | Катастрофические |
Критичность | ||||
Поломка каждые два года или чаще | Средняя I | Высокая II | Высокая III | Высокая IV |
Более одной поломки за жизненный цикл | Низкая II | Средняя III | Высокая IV | Высокая IV |
Одна поломка в течение жизненного цикла | Низкая I | Средняя II | Средняя III | Высокая IV |
Отказы в течение жизненного цикла отсутствуют | Низкая I | Низкая I | Средняя II | Средняя III |
ГОСТ Р 71697—2024
Приложение Е (справочное)
Образец плана мероприятий по контролю рисков ПБ проекта/объекта (по результатам проведенного HAZID)
Таблица Е.1
№ п/п | Дата | Описание риска ПБ/ рекомендации/ несоответствия | Уровень риска ПБ | Мероприятия по контролю риска ПБ | Срок исполнения | Лицо, ответственное за исполнение | Статус исполнения | Примечание |
ГОСТ Р 71697—2024
Таблица Ж.1
Приложение Ж (справочное)
Образец таблицы рекомендаций для устранения/снижения влияния выявленных отклонений или потенциальных источников опасностей (HAZOP)
№ п/п | Узел, элемент | Ключевое слово | Управляющее слово | Причина | Последствие | Существующие меры защиты | Уровень риска ПБ | Рекомендации |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
1 Узел | ||||||||
1.1 Процесс | ||||||||
1.1.1 | ||||||||
1.2 Процесс | ||||||||
1.2.1 | ||||||||
1.2.2 | ||||||||
ГОСТ Р 71697—2024
Таблица И.1
Приложение И (справочное)
Форма рабочего листа анализа FMECA
Код элемента | Наименование элемента | Вид (описание) отказа | Возможные причины отказа | Последствия отказов | Способы и средства обнаружения отказа | Рекомендации по предупреждению или снижению тяжести последствий | Вероятность отказа | Критичность отказа | ||
на рассматриваемом уровне | на вышестоящем уровне | на уровне изделия | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
ГОСТ Р 71697—2024
ГОСТ Р 71697—2024
Библиография
[1] | ISO 16904:2016 | Design and testing of LNG marine transfer arms for conventional onshore terminals |
[2] | OCIMF | Design and Construction Specification for Marine Loading Arms» (4th edition 2019) |
[3] | MSK-64 | Шкала сейсмической интенсивности MSK-1964 |
[4] | Технический регламент Таможенного союза TP ТС 010/2011 | О безопасности машин и оборудования |
[5] | Технический регламент Таможенного союза ТР ТС 012/2011 | О безопасности оборудования для работы во взрывоопасных средах |
[6] | Технический регламент Таможенного союза ТР ТС 032/2013 | О безопасности оборудования, работающего под избыточным давлением |
[7] | Технический регламент Таможенного союза ТР ТС 004/2011 | О безопасности низковольтного оборудования |
[8] Правила устройства электроустановок (ПУЭ). Издание седьмое (утверждены приказом Министерства энергетики Российской Федерации от 8 июля 2002 г. № 204)
[9] Федеральные нормы и правила в области промышленной безопасности «Правила безопасности объектов сжиженного природного газа» (утверждены Федеральной службой по экологическому, технологическому и атомному надзору от 11 декабря 2020 г. № 521)
[10] Федеральный закон от 21 июля 1997 г. № 116-ФЗ «О промышленной безопасности опасных производственных объектов»
[11] Федеральный закон от 10 января 2002 г. № 7-ФЗ «Об охране окружающей среды»
[12] Федеральный закон от 4 мая 1999 г. № 96-ФЗ «Об охране атмосферного воздуха»
[13] SIGTTO, Liquefied gas handling principles on ships and in terminals
[14] ISGOTT, International Safety Guide for Oil Tankers and Terminals, 6th Edition, 2020
[15] Правила по охране труда при погрузочно-разгрузочных работах и размещении грузов (утверждены приказом Министерства труда и социальной защиты Российской Федерации от 28 октября 2020 г. № 753н)
[16] Федеральный закон от 22 июля 2008 г. № 123-ФЗ «Технический регламент о требованиях пожарной безопасности»
[17] РД 26-12-29-88 Руководящий документ «Правила проведения пневматических испытаний изделий
на прочность и герметичность»
[18] Федеральный закон от 30 ноября 1994 г. № 51-ФЗ «Гражданский кодекс Российской Федерации»
[19] OCIMF/SIGTTO, Recommendations for manifolds for refrigerated liquefied natural gas carriers
71
ГОСТ Р 71697—2024
УДК 621.643:006.354
ОКС 75.180
Ключевые слова: стендер, стендерное оборудование, сжиженный природный газ, отпарной газ, терминал, судно, общие технические условия, система аварийного разъединения
Редактор Н.В. Таланова
Технический редактор И.Е. Черепкова
Корректор С.И. Фирсова
Компьютерная верстка Е.А. Кондрашовой
Сдано в набор 15.11.2024. Подписано в печать 02.12.2024. Формат 60x84%. Гарнитура Ариал.
Усл. печ. л. 8,84. Уч.-изд. л. 7,34.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}