ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ГОСТ Р 70761— 2023
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ ОБСАДНЫЕ И НАСОСНО-КОМПРЕССОРНЫЕ
Общие технические условия
Издание официальное
Москва Российский институт стандартизации 2023
Предисловие
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны» и Акционерным обществом «Русский научно-исследовательский институт трубной промышленности» (АО «РусНИТИ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 31 июля 2023 г. № 602-ст
4 Настоящий стандарт идентичен стандарту API Spec 5СТ «Обсадные и насосно-компрессорные трубы» (API Spec 5СТ «Casing and Tubing», IDT), 10-е издание, июнь 2018 г., с включением списка опечаток 1 от декабря 2018 г., списка опечаток 2 от мая 2019 г., списка опечаток 3 от июня 2020 г., дополнения 1 от января 2021 г. В связи с тем что монограмму API не используют в Российской Федерации, из настоящего стандарта исключен текст, содержащийся в пунктах 1.5, 1.9 и приложениях A, F.
Дополнительные сноски в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «Институт стандартизации», 2023
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
1.1 Назначение
1.2 Применение. Соединения
1.3 Применение. Группы прочности
1.4 Дополнительные требования
1.5 Применение монограммы API
2 Нормативные ссылки
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
3.2 Обозначения
3.3 Сокращения
4 Соответствие
4.1 Ссылки на приложения
4.2 Дополнения к области применения
4.3 Двойная система ссылок
4.4 Единицы измерения
5 Информация, предоставляемая заказчиком
5.1 Группы прочности С90, Т95 и С110
5.2 Обсадные трубы
5.3 Насосно-компрессорные трубы
5.4 Трубные заготовки для муфт, заготовки для муфт и заготовки для соединительных деталей . . 14
6 Способ производства
6.1 Общие положения
6.2 Термическая обработка
6.3 Правка
6.4 Прослеживаемость
6.5 Валидация процессов
7 Требования к материалу
7.1 Химический состав
7.2 Свойства, определяемые при испытаниях на растяжение
7.3 Испытания на ударный изгиб образцов с V-образным надрезом по методу Шарпи. Общие требования
7.4 Образцы с V-образным надрезом для испытаний на ударный изгиб по методу Шарпи. Требования к работе удара для трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и муфт
7.5 Образцы с V-образным надрезом для испытаний на ударный изгиб по методу Шарпи. Требования к работе удара для труб
7.6 Образцы с V-образным надрезом для испытаний на ударный изгиб по методу Шарпи. Требования к работе удара для заготовок для соединительных деталей
7.7 Максимальная твердость
7.8 Разброс значений твердости. Группы прочности С90, Т95, С110 и Q125
7.9 Управляемость процесса. Группы прочности С90, Т95, С110 и Q125
7.10 Прокаливаемость. Минимальный процент мартенсита в изделиях, подвергаемых закалке и отпуску
7.11 Величина зерна. Группы прочности С90, Т95 и С110
7.12 Состояние поверхности. Группы прочности L80 (9Сг) и L80 (13Сг)
7.13 Сплющивание. Электросварные трубы
7.14 Испытания на сульфидное растрескивание под напряжением. Группы прочности С90, Т95 и С110
8 Размеры, масса, отклонения, отделка концов изделий и дефекты
8.1 Ряды и размеры
8.2 Размеры и масса
8.3 Диаметр
8.4 Толщина стенки
8.5 Масса
8.6 Длина
8.7 Стыкованные обсадные трубы
8.8 Высота грата от электросварки и его удаление
8.9 Прямолинейность
8.10 Требования к контролю проходимости труб
8.11 Отклонения размеров и массы
8.12 Отделка концов
8.13 Дефекты
8.14 Свинчивание с муфтами и защита резьбы
9 Муфты
9.1 Общие требования
9.2 Альтернативные группы прочности или режимы термической обработки
9.3 Механические свойства
9.4 Размеры и предельные отклонения
9.5 Обычные муфты
9.6 Специальные муфты. Все группы прочности, кроме Q125
9.7 Комбинированные муфты
9.8 Муфты с уплотнительными кольцами
9.9 Обычные муфты со специальной фаской для насосно-компрессорных труб. Все группы прочности, кроме С110 и Q125
9.10 Нарезание резьбы
9.11 Контроль поверхности
9.12 Измерение несовершенств
9.13 Ремонт и удаление несовершенств и дефектов
9.14 Обработка поверхности резьбы. Группа прочности Q125
9.15 Защита муфт и муфтовых заготовок. Группы прочности С90, Т95, С110 и Q125
10 Контроль и испытания
10.1 Испытательное оборудование
10.2 Определение размера партии для проведения испытаний механических свойств
10.3 Контроль химического состава
10.4 Испытания на растяжение
10.5 Испытания на сплющивание
10.6 Контроль твердости
10.7 Испытания на ударный изгиб
10.8 Определение величины зерна. Группы прочности С90, Т95 и С110
10.9 Прокаливаемость. Группы прочности С90, Т95 и С110
10.10 Испытания на сульфидное растрескивание под напряжением. Группы прочности С90, Т95 и С110
10.11 Металлографический контроль. EW группы прочности Р110 и Q125
10.12 Гидростатические испытания
10.13 Контроль размеров
10.14 Визуальный контроль
10.15 Неразрушающий контроль (NDE)
11 Маркировка
11.1 Общие положения
11.2 Требования к маркировке клеймением
11.3 Требования к маркировке по трафарету
11.4 Цветовая идентификация
11.5 Маркировка резьбы и отделки концов
11.6 Требование к маркировке, наносимой нарезчиком резьбы
12 Покрытия и защита
12.1 Покрытия
12.2 Резьбовые предохранительные детали
13 Документация
13.1 В электронном виде
13.2 Требования к сертификату
13.3 Содержание сертификата
13.4 Сохранение записей
14 Минимальные требования к различным категориям изготовителей
14.1 Завод по изготовлению труб
14.2 Обработчик
14.3 Нарезчик резьбы
14.4 Изготовитель муфт, коротких труб или соединительных деталей
Приложение А (справочное) Программа монограммы API. Применение монограммы API лицензиатами
Приложение В (обязательное) Инспекция, проводимая заказчиком
Приложение С (обязательное) Таблицы в единицах СИ
Приложение D (обязательное) Рисунки в единицах СИ (USC)
Приложение Е (обязательное) Таблицы в единицах USC
Приложение F (справочное) Дополнительная информация для лицензиатов монограммы API
Приложение G (справочное) Процедуры пересчета единиц USC в единицы СИ
Приложение Н (обязательное) Уровни требований к изделиям
Приложение I (обязательное) Требования по валидации конструкции резьбовых предохранительных деталей
Приложение J (справочное) Обобщенная информация по требованиям к изделиям уровней PSL . .230
Приложение К (обязательное) Дополнительные требования
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов и документов национальным и межгосударственным стандартам
Библиография
Введение
Настоящий стандарт разработан с целью стандартизации на национальном уровне требований API Spec 5СТ, разработанного Американским нефтяным институтом (API).
Основные положения настоящего стандарта идентичны основным положениям API Spec 5СТ.
Из основных положений API Spec 5СТ на территории Российской Федерации не применимы положения, касающиеся монограммы API, что указано в соответствующей сноске после каждого структурного элемента стандарта. При этом для удобства пользования сохранены нумерация и обозначения структурных элементов API Spec 5СТ.
К резьбовым соединениям обсадных и насосно-компрессорных труб должны быть применимы основные положения API Spec 5В, за исключением положений, касающихся монограммы API, что указано в соответствующей сноске после каждой ссылки на API Spec 5В.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ ОБСАДНЫЕ И НАСОСНО-КОМПРЕССОРНЫЕ
Общие технические условия
Casing and tubing. General specifications
Дата введения — 2023—09—01
1 Область применения
1.1 Назначение
Настоящий стандарт устанавливает требования к стальным трубам (обсадным, насосно-компрессорным и коротким трубам), трубным заготовкам для муфт, заготовкам для муфт и заготовкам для соединительных деталей, изготавливаемым по трем уровням требований к изделиям (PSL-1, PSL-2, PSL-3). Требования, установленные в настоящем стандарте, являются требованиями PSL-1. Требования PSL-2 и PSL-3 для всех групп прочности, кроме НЛО, L80 (9Сг и С110), также приведены в настоящем стандарте.
Для тех труб, на которые распространяется настоящий стандарт, приведены размеры, масса и толщина стенки, а также группы прочности и применяемая отделка концов. Трубы по настоящему стандарту могут быть заказаны в качестве обсадных труб в соответствии с API 5С6.
По согласованию между заказчиком и изготовителем настоящий стандарт может распространяться на трубы без резьбы других размеров и толщин стенки.
1.2 Применение. Соединения
Настоящий стандарт распространяется на следующие трубы с соединениями в соответствии с API 5В:
- обсадные трубы с короткой закругленной резьбой (SC);
- обсадные трубы с удлиненной закругленной резьбой (LC);
- обсадные трубы с упорной трапецеидальной резьбой (ВС);
- насосно-компрессорные трубы без высадки (NU);
- насосно-компрессорные трубы с наружной высадкой (EU);
- насосно-компрессорные трубы с интегральным соединением (IJ).
Для указанных соединений настоящий стандарт устанавливает технические требования к муфтам и требования к защите резьбы. По согласованию между заказчиком и изготовителем к соединению (LC) повышенной герметичности могут быть применимы дополнительные требования.
Настоящий стандарт может быть также применим к изделиям с другими соединениями.
Настоящий стандарт не распространяется на требования к резьбе.
Примечание — Требования к геометрическим параметрам резьбы, к резьбовым калибрам для контроля резьбы, к калиброванию, а также к средствам измерения и методам контроля резьбы приведены в API 5В.
1.3 Применение. Группы прочности
Настоящий стандарт распространяется на изделия групп прочности: Н40, J55, К55, N80 (все типы),
L80 (все типы), С90, R95, Т95, Р110, С110 и Q125.
Издание официальное
1.4 Дополнительные требования
В настоящем стандарте приведены дополнительные требования, которые могут быть указаны заказчиком или согласованы между заказчиком и изготовителем, касающиеся: неразрушающего контроля, муфтовых заготовок с механически обработанной поверхностью, обсадных труб с высадкой, электросварных обсадных труб, насосно-компрессорных и коротких труб, испытаний на ударный изгиб, испытаний на растяжение, испытаний на сульфидное растрескивание под напряжением и муфт с уплотнительными кольцами.
1.5 Применение монограммы АРГ
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения)]:
API Recommended practice 5АЗ, Thread compounds for casing, tubing, line pipe, and drill stem elements (Рекомендуемая практика, резьбовые смазки для обсадных, насосно-компрессорных и магистральных труб и элементов бурильных колонн)
API Specification 5В, Threading, Gauging and Thread Inspection of Casing, Tubing, and Line Pipe Threads (Спецификация, нарезание, калибрование и контроль резьбы обсадных, насосно-компрессорных труб и труб для трубопроводов)
API Specification Q1, Quality Management System Requirements for Manufacturing Organizations for the Petroleum and Natural Gas Industry (Спецификация, требования к системе менеджмента качества для производственных предприятий нефтяной и газовой промышленности)
API Technical Report 5СЗ, Calculating Performance Properties of Pipe Used as Casing or Tubing (Технический отчет, расчет эксплуатационных свойств труб, применяемых в качестве обсадных или насосно-компрессорных)
ASNT SNT-TC-1A, Recommended Practice No. SNT-TC-1A: Non-Destructive Testing (Рекомендуемое практическое руководство № SNT-TC-1A. Неразрушающее испытание)
ASTM А370, Standard Test Methods and Definitions for Mechanical Testing of Steel Products (Стандартные методы испытаний и термины по механическим испытаниям изделий из стали)
ASTM А751, Standard Test Methods, Practices, and Terminology for Chemical Analysis of Steel Products (Стандартные методы испытаний, практические руководства и терминология по химическому анализу изделий из стали)
ASTM В117, Standard Practice for Operating Salt Spray (Fog) Apparatus [Стандартное практическое руководство по эксплуатации оборудования солевого распыления (тумана)]
ASTM Е4, Standard Practices for Force Verification of Testing Machines (Стандартный метод силовой верификации испытательных машин)
ASTM ЕЮ, Standard Test Method for Brinell Hardness of Metallic Materials (Стандартный метод испытания на твердость по Бринеллю металлических материалов)
ASTM Е18, Standard Test Methods for Rockwell Hardness of Metallic Materials (Стандартные методы испытания на твердость по Роквеллу металлических материалов)
ASTM Е23, Standard Test Methods for Notched Bar Impact Testing of Metallic Materials (Стандартные методы испытания на ударную прочность металлического материала в виде прутка с надрезом)
ASTM Е29, Standard Practice for Using Significant Digits in Test Data to Determine Conformance with Specifications (Стандартное практическое руководство по применению значащих цифр в данных испытаний для определения соответствия спецификациям)
ASTM Е83, Standard Practice for Verification and Classification of Extensometer Systems (Стандартное практическое руководство по верификации и классификации систем экстензометров)
ASTM Е112, Standard Test Methods for Determining Average Grain Size (Стандартный метод испытания для определения среднего размера зерна)
* Монограмму API не используют в Российской Федерации. Пункт сохранен с целью обеспечения соответствия с API Spec 5СТ.
ASTM Е213, Standard Practice for Ultrasonic Testing of Metal Pipe and Tubing (Стандартное практическое руководство по ультразвуковому исследованию металлических труб и насосно-компрессорных труб)
ASTM Е273, Standard Practice for Ultrasonic Testing of the Weld Zone of Welded Pipe and Tubing (Стандартное практическое руководство по ультразвуковому исследованию зоны сварного шва сварных труб и насосно-компрессорных труб)
ASTM Е309, Standard Practice for Eddy-Current Examination of Steel Tubular Products Using Magnetic Saturation (Стандартное практическое руководство по исследованию вихревыми токами стальных трубных изделий на основе магнитного насыщения)
ASTM Е543, Standard Practice for Agencies Performing Nondestructive Testing (Стандартное практическое руководство для агентств, выполняющих неразрушающий контроль)
ASTM Е570, Standard Practice for Flux Leakage Examination of Ferromagnetic Steel Tubular Products (Стандартное практическое руководство по исследованию рассеяния магнитного потока ферромагнитных стальных трубных изделий)
ASTM Е709, Standard Guide for Magnetic Particle Testing (Стандартное руководство по магнитопорошковой дефектоскопии)
IADC/SPE 11396, В.A. Dale, М.С. Moyer, T.W. Sampson, A Test Program for the Evaluation of Oilfield Thread Protectors, IADC/SPE Drilling Conference, New Orleans, LA, 20—23 February 1983 (Программа испытаний для оценки нефтепромысловых предохранителей резьбы, IADC/SPE Международная буровая конференция, Новый Орлеан, LA, 20—23 февраля 1983)
ISO 643, Steels — Micrographic determination of the apparent grain size (Стали. Металлографическое определение наблюдаемого размера зерна)
ISO 6506-1, Metallic materials — Brinell hardness test — Part 1: Test method (Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод испытания)
ISO 6506-2, Metallic materials — Brinell hardness test — Part 2: Verification and calibration of testing machines (Материалы металлические. Определение твердости по Бринеллю. Часть 2. Верификация и калибровка испытательных машин)
ISO 6508-1, Metallic materials — Rockwell hardness test — Part 1: Test method (scales А, В, C, D, E, F, G, H, K, N, T) [Металлические материалы. Испытание на твердость по Роквеллу. Часть 1. Метод испытания (шкалы А, В, С, D, Е, F, G, Н, К, N, Т)]
ISO 6508-2, Metallic materials — Rockwell hardness test — Part 2: Verification and calibration of testing machines (scales А, В, C, D, E, F, G, H, K, N, T) [Материалы металлические. Испытание на твердость по Роквеллу. Часть 2. Верификация и калибровка испытательных машин (шкалы А, В, С, D, Е, F, G, Н, К, N, Т)]
ISO 6892-1, Metallic materials — Tensile testing — Part 1: Method of test at room temperature (Материалы металлические. Испытание на растяжение. Часть 1. Метод испытания при комнатной температуре)
ISO 7500-1, Metallic materials — Verification of static uniaxial testing machines — Part 1: Tension/ compression testing machines — Verification and calibration of the force-measuring system (Материалы металлические. Калибровка и верификация машин для статических испытаний в условиях одноосного нагружения. Часть 1. Машины для испытания на растяжение/сжатие. Калибровка и верификация силоизмерительной системы)
ISO 8501-1, Preparation of steel substrates before application of paints and related products — Visual assessment of surface cleanliness — Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings (Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий)
ISO 9513, Metallic materials — Calibration of extensometers used in uniaxial testing (Материалы металлические. Калибровка экстензометров, используемых в одноосных испытаниях)
ISO 9712, Non-destructive testing — Qualification and certification of NDT personnel (Неразрушающий контроль. Аттестация и сертификация NDT персонала)
ISO 9769, Steel and iron — Review of available methods of analysis (Сталь и чугун. Обзор существующих методов анализа)
ISO 10400, Petroleum and natural gas industries — Equations and calculations for the properties of casing, tubing, drill pipe and line pipe used as casing or tubing (Нефтяная и газовая промышленность. Формулы и расчеты для определения характеристик обсадных, насосно-компрессорных, бурильных труб и трубопроводов, применяемых в качестве обсадных или насосно-компрессорных труб)
ISO 10893-2, Steel-Non-destructive testing — Part 2: Automatic eddy current testing of seamless and welded (except submerged arc-welded) steel tubes for the detection of imperfections [Неразрушающий контроль стальных труб. Часть 2. Автоматический метод вихретокового контроля стальных бесшовных и сварных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения дефектов]
ISO 10893-3, Steel-Non-destructive testing — Part 3: Automatic full peripheral flux leakage testing of seamless and welded (except submerged arc-welded) ferromagnetic steel tubes for the detection of longitudinal and/or transversal imperfections [Неразрушающий контроль стальных труб. Часть 3. Автоматический контроль методом рассеяния магнитного потока по всей окружности бесшовных и сварных труб из ферромагнитной стали (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и/или поперечных дефектов]
ISO 10893-5, Steel-Non-destructive testing — Part 5: Magnetic particle inspection of seamless and welded ferromagnetic steel tubes for the detection of surface imperfections (Неразрушающий контроль стальных труб. Часть 5. Метод магнитопорошкового контроля бесшовных и сварных труб из ферромагнитной стали для обнаружения поверхностных дефектов)
ISO 10893-10, Steel-Non-destructive testing — Part 10: Automatic full peripheral ultrasonic testing of seamless and welded (except submerged arc-welded) steel tubes for the detection of longitudinal and/or transversal imperfections [Неразрушающий контроль стальных труб. Часть 10. Автоматический ультразвуковой контроль по всей окружности бесшовных и сварных стальных труб (кроме труб, полученных дуговой сваркой под флюсом) для обнаружения продольных и/или поперечных дефектов]
ISO 10893-11, Steel-Non-destructive testing — Part 11: Automatic ultrasonic testing of weld seam of welded steel tubes for the detection of longitudinal and/or transversal imperfections (Неразрушающий контроль стальных труб. Часть 11. Автоматический ультразвуковой контроль шва сварных стальных труб для обнаружения продольных и/или поперечных дефектов)
ISO 11484, Steel products — Employer’s qualification system for non-destructive testing (NDT) personnel [Изделия стальные. Система оценки работодателем квалификации персонала, осуществляющего неразрушающий контроль (NDT)]
ISO 13665, Seamless and welded steel tubes for pressure purposes — Magnetic particle inspection of the tube body for the detection of surface imperfections (Трубы стальные напорные бесшовные и сварные. Контроль тела трубы магнитопорошковым методом для обнаружения поверхностных несовершенств)
ISO 13678, Petroleum and natural gas industries — Evaluation and testing of thread compounds for use with casing, tubing, line pipe and drill stem elements (Нефтяная и газовая промышленность. Оценка и испытание резьбовых смазок для использования с обсадными, насосно-компрессорными трубами, трубами для трубопроводов и с элементами бурильного инструмента)
ISO 80000-1, Quantities and units — Part 1: General (Величины и единицы. Часть 1. Общие положения)
MIL-STD-810c, Military Environmental Test Methods, 10 March 1975 (Методы испытания в военных условиях, 10 марта 1975)
NACE ТМ0177—2016, Laboratory testing of metals for resistance to sulfide stress Cracking and Stress Corrosion Cracking in H2S Environments (Лабораторный контроль металлов на стойкость к сульфидному коррозионному растрескиванию под напряжением и коррозионному растрескиванию под напряжением в средах, содержащих H2S)
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 заготовка для соединительных деталей (accessory material): Бесшовная обсадная или насосно-компрессорная труба, бесшовная толстостенная труба, механически обработанная труба, катаная заготовка или горячекованая поковка, используемые для изготовления соединительной детали.
3.1.2 резьба API (API threads): Резьба, соответствующая API 5В.
3.1.3 прожог (arc burn): Локальное проплавление поверхности сварных изделий, возникающее вследствие образования дуги между электродом или заземлением и поверхностью изделия.
Примечание — К прожогам не относятся прерывистые отметки вдоль линии сплавления, возникающие на поверхности электросварных труб вследствие контакта между электродами, подающими сварочный ток, и поверхностью трубы, или отметки, образующиеся при применении спектрометра для определения химического состава стали.
3.1.4 вагонный груз (carload): Количество изделий, погруженных изготовителем в железнодорожный вагон для дальнейшей поставки.
3.1.5 обсадная труба (casing): Труба, опускаемая с поверхности для крепления стенок буровой скважины.
3.1.6 соединение (connection): Резьбовое соединение трубных компонентов.
3.1.7 контролируемое охлаждение (controlled cooling): Охлаждение от повышенной температуры предварительно установленным способом для предотвращения упрочнения, растрескивания или внутренних напряжений либо для получения необходимой микроструктуры или механических свойств.
3.1.8 муфта (coupling): Цилиндр с внутренней резьбой, предназначенный для соединения двух труб, имеющих на концах резьбу.
3.1.9 муфтовая заготовка (coupling blank): Заготовка для муфт без резьбы, предназначенная для изготовления одной муфты.
3.1.10 заготовка для муфт (coupling material): Толстостенная бесшовная труба, предназначенная для изготовления муфтовых заготовок.
Примечание — Основное различие между заготовкой для муфт и трубной заготовкой для муфт заключается в том, что к заготовке для муфт не применимы требования обязательного неразрушающего контроля NDE (см. 10.15). Требования обязательного NDE для готовых муфт в соответствии с разделом 9.
3.1.11 трубная заготовка для муфт (coupling stock): Заготовка для муфт, соответствующая требованиям к трубным заготовкам для муфт.
3.1.12 дефект (defect): Несовершенство определенного размера, являющееся основанием для забраковки изделия в соответствии с критериями, определенными в настоящем стандарте.
3.1.13 электросварная труба (electric-welded pipe): Труба, имеющая один продольный шов, образуемый электросваркой сопротивлением или индукционной сваркой, без добавления присадочного металла, при которой свариваемые кромки механически спрессовываются и нагревание, необходимое для сварки, генерируется за счет сопротивления потоку электрического тока.
3.1.14 по всему объему (full-body): По всему поперечному сечению изделия.
3.1.15 по всей длине (full-length): По всей длине изделия (от одного торца до другого).
3.1.16 свинчивание вручную (handling tight): Свинчивание с усилием, при котором муфта может быть развинчена без применения ключа.
3.1.17 плавка (heat): Металл, полученный за один цикл процесса выплавки.
3.1.18 анализ плавки (heat analysis): Результат химического анализа плавки по данным изготовителя металла.
3.1.19 несовершенство (imperfection): Несплошность стенки или поверхности изделия, которые могут быть выявлены методом NDE, приведенным в настоящем стандарте.
Примечание — Методы NDE приведены в таблице С.42 (приложение С) или таблице Е.42 (приложение Е).
3.1.20 контроль (inspection): Процесс определения соответствия изделий установленным требованиям посредством измерений, испытаний или сравнения с эталонами или стандартными образцами.
3.1.21 (контрольная) партия (inspection lot, lot): Определенное количество изделий, изготовленных в условиях, считающихся одинаковыми по определенным признакам.
3.1.22 выборка от контрольной партии (inspection lot sample): Одно или несколько изделий, отобранных от контрольной партии и представляющих контрольную партию.
3.1.23 размер контрольной партии (inspection lot size): Количество изделий в контрольной партии.
3.1.24 прерванная закалка (interrupted quenching): Закалка, при которой изделие удаляется из закалочной среды при температуре, существенно превышающей температуру закалочной среды.
3.1.25 ряд 1 (label 1): Безразмерное обозначение размера или номинального наружного диаметра, применяемое при заказе труб.
3.1.26 ряд 2 (label 2): Безразмерное обозначение массы на единицу длины, применяемое при заказе труб.
3.1.27 отдельная труба (изделие) (length): Труба, которая может быть без резьбы, с резьбой или с резьбой и муфтой, имеющая длину в соответствии с требованиями, приведенными в настоящем стандарте.
Примечание — Группы длин приведены в таблице С.27 (приложение С) или таблице Е.27 (приложение Е).
3.1.28 линейное несовершенство (linear imperfection): Несовершенства, включающие в том числе неспаи, закаты, трещины, риски от оправки, подрезы и зарезы.
Примечание — В соответствии с API 5Т1.
3.1.29 изготовитель (manufacturer): Один или несколько изготовителей, в зависимости от контекста: трубный завод, обработчик, нарезчик резьбы, а также изготовители муфт, коротких труб, соединительных деталей.
Примечание — В соответствии с разделом 14.
3.1.30 нелинейное несовершенство (non-linear imperfection): Несовершенства, включающие в том числе раковины и вмятины со скругленным дном.
Примечание — В соответствии с API 5Т1.
3.1.31 труба (pipe): Общее наименование обсадной, насосно-компрессорной и короткой труб.
3.1.32 завод по изготовлению труб (pipe mill): Фирма, компания или корпорация, эксплуатирующая оборудование для изготовления труб.
3.1.33 труба без резьбы (plain-end pipe): Готовая труба без резьбы с высадкой или без высадки.
3.1.34 обработчик (processor): Фирма, компания или корпорация, эксплуатирующая оборудование для термической обработки изделий, изготовленных заводом по изготовлению труб.
3.1.35 изделие (product): Труба, муфта, трубная заготовка для муфт, заготовка для муфт, муфтовая заготовка или заготовка для соединительных деталей по отдельности или в совокупности.
3.1.36 сегмент (product test block): Сегмент для испытания изделия, отбираемый от изделия, от образца для испытания на растяжение или от кольцевого образца для контроля твердости по толщине стенки.
3.1.37 короткая труба (pup joint): Обсадная или насосно-компрессорная труба длиной, менее указанной для группы длин 1.
Примечание — Группы длин приведены в таблице С.27 (приложение С) или таблице Е.27 (приложение Е).
3.1.38 заготовка для короткой трубы (pup joint material): Обсадные или насосно-компрессорные трубы, толстостенные трубы, или механически обработанные трубы, или катаные заготовки, используемые для изготовления короткой трубы.
3.1.39 заказчик (purchaser): Сторона, ответственная за определение требований к изделию и за оплату заказа.
3.1.40 закалочная трещина (quench crack): Трещина в стали, вызванная напряжениями, возникающими при превращении аустенита в мартенсит.
Примечание — Превращение сопровождается увеличением объема.
3.1.41 бесшовная труба (seamless pipe): Трубное изделие из деформированной стали, изготовленное без сварного шва.
Примечание — Изделия изготовляют способом горячей деформации, при необходимости с последующей холодной деформацией и/или термической обработкой, обеспечивающими получение требуемых формы, размеров и свойств.
3.1.42 рулонный прокат (skelp): Горячекатаная стальная полоса, применяемая для изготовления электросварных (EW) труб.
3.1.43 специальная отделка концов (special end-finish): Резьбы, профиль, условия изготовления, размеры, условия свинчивания и эксплуатационные свойства которых выходят за область применения настоящего стандарта, или типы резьбовых соединений отделки концов, не указанные в таблицах С.1 и С.2 (приложение С) или таблицах Е.1 и Е.2 (приложение Е).
3.1.44 стандартный образец твердости (standardized test block): Образец для испытания изделия, сертифицированный по среднему значению твердости, предназначенный для поверки/калибровки средств измерений твердости.
3.1.45 резьбовая предохранительная деталь (thread protector): Колпачок или вставка, используемые для защиты резьбы и уплотнений при погрузочно-разгрузочных операциях, транспортировании и хранении.
3.1.46 насосно-компрессорная труба (tubing): Труба, размещаемая в скважине и служащая для подъема продукции скважины или нагнетания рабочей среды.
3.1.47 верхняя критическая температура (upper critical temperature): Температура начала превращения аустенита в феррит при охлаждении аустенита.
3.2 Обозначения
В настоящем стандарте применены следующие обозначения:
Аг3 — верхняя критическая температура;
Bf — максимальный диаметр торцевой плоскости;
Cv — минимальная работа удара при испытании на ударный изгиб методом Шарпи образца с V-образным надрезом;
D — номинальный наружный диаметр трубы;
d — расчетный внутренний диаметр;
к — постоянная, применяемая при расчете относительного удлинения;
Sc — минимальный допустимый результат испытания по методу В NACE ТМ0177—2016;
t — номинальная толщина стенки;
И/ — номинальный наружный диаметр обычных муфт с резьбой API;
Wc — номинальный наружный диаметр специальных муфт с резьбой API;
YSmax — заданный максимальный предел текучести;
YSmjn — заданный минимальный предел текучести.
3.3 Сокращения
В настоящем стандарте применены следующие сокращения:
ВС — тип упорного соединения обсадных труб с трапецеидальной резьбой по API 5В;
CS — трубная заготовка для муфт;
CVN — V-образный надрез образца для испытаний на ударный изгиб методом Шарпи;
EMI — электромагнитный контроль;
EU — тип соединения насосно-компрессорных труб с наружной высадкой по API 5В;
EW — процесс изготовления электросварных изделий;
HBW —твердость, определяемая по методу Бринелля с применением шарика из карбида вольфрама;
HRC — твердость, определяемая по методу Роквелла, шкала С;
IJ — тип интегрального соединения насосно-компрессорной трубы по API 5В;
LC — тип соединения обсадных труб с удлиненной закругленной резьбой по API 5В;
N — нормализация по всему объему, по всей длине (процесс термической обработки);
N&T — нормализация и отпуск;
NDE — неразрушающий контроль;
Nil — тип соединения насосно-компрессорных труб без высадки по API 5В;
РЕ — трубы без резьбы с высадкой или без высадки;
PSL — уровень требований к изделиям;
Q — закалка и отпуск;
RC — обычная муфта;
S — процесс изготовления бесшовных изделий (кроме ссылок на химический элемент серу);
SCC — специальная муфта;
SSC — сульфидное растрескивание под напряжением;
SC — тип соединения обсадных труб с короткой закругленной резьбой по API 5В;
SR — дополнительное требование;
SF — специальная отделка концов;
Т&С — с резьбой и муфтой;
UT — ультразвуковой контроль.
4 Соответствие
4.1 Ссылки на приложения
Дополнительные требования или информация, относящиеся к изготовлению обсадных и насоснокомпрессорных труб, приведены в приложениях:
- инспекция, проводимая заказчиком (см. приложение В);
- таблицы в единицах СИ (см. приложение С);
- рисунки в единицах СИ и USC (см. приложение D);
- таблицы в единицах USC (см. приложение Е);
- информация о дополнительной маркировке для лицензиатов монограммы API (см. приложение F)1;
- процедуры пересчета единиц USC в единицы СИ (см. приложение G);
- уровни требований к изделиям (PSLs) (см. приложение Н);
- требования по валидации конструкции резьбовых предохранительных деталей (см. приложение I);
- обобщенная информация по требованиям к изделиям уровней PSLs (см. приложение J);
- дополнительные требования к изделиям (см. приложение К).
4.2 Дополнения к области применения
Дополнения к области применения:
- требования PSL-2 и PSL-3 для всех групп прочности, кроме Н40, L80 (9Сг и С110), приведены в приложении Н;
- дополнительные требования, которые могут быть согласованы, к соединению (LC) повышенной герметичности, приведены в К.10 (SR 22) (приложение К);
- обсадные трубы размером более ряда 1: 41/2, но менее ряда 1: 103/4, могут быть указаны заказчиком для применения в качестве насосно-компрессорных труб [см. таблицы С.1, С.23, С.27 и С.28 (приложение С) или таблицы Е.1, Е.23, Е.27 и Е.28 (приложение Е)].
4.3 Двойная система ссылок
Некоторые стандарты, перечисленные в разделе 2 и подготовленные техническими комитетами, взаимозаменяемые по требованиям и сопровождаются соответствующим документом, подготовленным Международной организацией по стандартизации (ИСО) или Американским обществом по испытаниям и материалам (АСТМ). Такие стандарты приведены в тексте настоящего стандарта после ссылки API и перед ними стоит слово «или», например «API ХХХХ или ИСО YYYY» либо «ИСО YYYY или АСТМ ZZZZ». Применение альтернативного стандарта, указанного таким способом, может привести к техническим результатам, отличным от использования соответствующего документа API. Однако оба результата приемлемы, а документы считаются взаимозаменяемыми с практической точки зрения.
4.4 Единицы измерения
В настоящем стандарте данные приведены в единицах международной системы (СИ)2 и в единицах стандартной системы единиц США (USC). При заказе конкретного изделия следует использовать единицы только одной системы, не допуская комбинирования единиц разных систем.
Изделия, изготовленные по требованиям в единицах любой из вышеназванных систем, должны считаться эквивалентными и полностью взаимозаменяемыми. Соответствие требованиям настоящего стандарта при использовании единиц одной системы обеспечивает соответствие требованиям при использовании единиц другой системы.
5 Информация, предоставляемая заказчиком
5.1 Группы прочности С90, Т95 и С110
При эксплуатации изделий групп прочности С90, Т95 и С110 заказчик должен руководствоваться NACE MR0175/HCO 15156-1 и ИСО 15156-2. Особое внимание следует уделять эксплуатации изделий группы прочности С110 в зонах 2 или 3 SSC, определенных в NACE MR0175/HCO 15156-1 и ИСО 15156-2, поскольку изделия этой группы прочности не предназначены для эксплуатации во всех кислых средах (средах, содержащих сероводород).
Примечание — Испытание на SSC предназначено для контроля качества изделий, а не для оценки возможности эксплуатации изделий в конкретной кислой среде. Заказчик изделия несет ответственность за определение пригодности изделия к эксплуатации по назначению.
5.2 Обсадные трубы
5.2.1 При запросе или оформлении заказа на трубы, изготовляемые в соответствии с настоящим стандартом, заказчик должен указать в заказе требования в соответствии с приведенными в таблице 1.
Таблица 1 — Информация, предоставляемая заказчиком (обсадные трубы)
Требование | Ссылка |
Стандарт | Настоящий стандарт |
Количество | |
Вид труб или муфт | |
Обсадные трубы: с резьбой или без резьбы | 8.12.1, таблица С.1 (приложение С) или таблица Е.1 (приложение Е) |
Тип соединения: SC, LC или ВС или иное соединение С муфтой или без муфты Специальные муфты ВС | 8.12.2, 8.12.6, таблица С.1 (приложение С) или таблица Е.1 (приложение Е) 8.12.2, таблица С.1 (приложение С) или таблица Е.1 (приложение Е) 9.6, Таблицы С.1, С.33 (приложение С) или таблицы Е.1, Е.ЗЗ (приложение Е) |
Специальные муфты со специальной фаской ВС | 9.6 |
Ряд 1 или номинальный наружный диаметр | Таблица С.1 (приложение С) или таблица Е.1 (приложение Е) |
Ряд 2 или номинальная масса или толщина стенки | Таблица С.1 (приложение С) или таблица Е.1 (приложение Е) |
Группа прочности и тип, если предусмотрен | Таблицы С.1, С.4 (приложение С) или таблицы Е.1, Е.4 (приложение Е) |
Длина | 8.6, таблица С.27 (приложение С) или таблица Е.27 (приложение Е) |
Бесшовная или электросварная труба | 6.1, таблица С.З (приложение С) или таблица Е.З (приложение Е) |
Критическая толщина стенки муфт со специальной отделкой концов, трубных заготовок для муфт или муфтовых заготовок | 7.6.6 |
Дата поставки и указания по отгрузке | |
Инспекция, проводимая заказчиком | Приложение В |
5.2.2 Заказчик также может указать в заказе дополнительные требования в соответствии с приведенными в таблице 2.
Таблица 2 — Дополнительные требования заказчика (обсадные трубы)
Требование | Ссылка |
Термическая обработка | 6.2, таблица С.З (приложение С) или таблица Е.З (приложение Е) |
Пониженная температура испытаний на ударный изгиб | 7.3.7 |
Испытания на ударный изгиб для групп прочности N80 (все типы), L80 (все типы), R95, С90, Т95, Р110 | 7.5.3, К.9 (SR 16) (приложение К) |
Испытания на ударный изгиб для групп прочности Н40, J55, К55 | 7.5.1, К.9 (SR 16) (приложение К) |
Метод(ы) испытаний на сульфидное растрескивание под напряжением для групп прочности С90 и Т95 | 7.14, 10.10 |
Метод(ы) испытаний на сульфидное растрескивание под напряжением и раствор(ы) для испытаний группы прочности С110 | 7.14, 10.10, К.12 (SR 39) (приложение К) |
Стыкованные обсадные трубы SC и LC | 8.7 |
Контроль альтернативной оправкой | 8.10 |
Обсадные трубы с ненавинченными муфтами | 8.14 |
Свинчивание труб с муфтами (кроме муфт, свинчиваемых на станке) | 8.14 |
Группа прочности муфты | 9.2 |
Муфты с уплотнительными кольцами | 9.8, К.8 (SR 13) (приложение К) |
Анализ плавки и дополнительные анализы | 10.3 |
Дополнительная маркировка | Раздел 11 |
Покрытия труб | 12.1 |
Уровень требований к изделиям (PSL-2 или PSL-3) | Приложение Н |
Альтернативные группы прочности или термическая обработка муфт | 9.2 |
Комбинированные муфты | 9.7 |
5.2.3 Между заказчиком и изготовителем могут быть согласованы требования в соответствии с приведенными в таблице 3.
Таблица 3 — Требования по согласованию между заказчиком и изготовителем (обсадные трубы)
Требование | Ссылка |
Высадка концов труб (группа прочности С110) | 6.1 |
Холодная правка труб (группа прочности Q125) | 6.3.6 |
Статистические испытания на растяжение | 7.2.4, К.11 (SR 38) (приложение К) |
Статистические испытания на ударный изгиб | 7.3.8, К.7 (SR 12) (приложение К) |
Испытания на ударный изгиб изделий без термической обработки | 7.5.1, К.9 (SR 16) (приложение К) |
Альтернативные требования к прокаливаемости изделий толщиной стенки 30 мм (1,181 дюйма) или более | 7.10.2 |
Требование к методу D испытаний на сульфидное растрескивание под напряжением изделий группы прочности С110 толщиной стенки более 50,8 мм (2,0 дюйма) | 7.14.5 |
Длины, отличающиеся от указанных в таблице С.27 (приложение С) или таблице Е.27 (приложение Е) | 8.6 |
Требование | Ссылка |
Резьбовая и консервационная смазка | 8.14 |
Отмена NDE для муфт групп прочности Н40, J55 и К55 | 9.11.3 |
Обработка поверхности резьбы муфт только для группы прочности Q125 | 9.14 |
Образцы уменьшенного размера для испытания на растяжение (группа прочности Q125) | 10.4.6 |
Дополнительный контроль твердости | 10.6.2 |
Гидростатические испытания при альтернативном давлении | 10.12.3 |
Гидростатические испытания обсадной трубы без резьбы для группы прочности Q125 | 10.12.2 |
Неразрушающий контроль | 10.15, К.2 (SR 1), К.З (SR 2), К.5 (SR 10), К.6 (SR 11) (приложение К) |
Требования к маркировке | Раздел 11 |
Резьбовые предохранительные детали | 12.2 |
Включение в сертификацию муфт при сертификации труб | 13.3 [перечисление s)] |
Специальная толщина стенки с отделкой концов S, L и В | Таблица С.1 (приложение С) или сноска е; допустимые диапазоны толщин стенок в соответствии с API 5В в таблице Е.1 (приложение Е) |
Муфтовые заготовки только для группы прочности Q125 | 9.4.2, К.4 (SR 9) (приложение К) |
Обсадная труба с высадкой только для группы прочности Q125 | К.5 (SR 10) (приложение К) |
Электросварные обсадные и короткие трубы групп прочности Н40, J55, К55, N80 (все типы), L80 тип 1, R95 | КПЗ (SR40) (приложение К) |
Электросварные обсадные и короткие трубы групп прочности Р110 и Q125 | 6.1, К.6 (SR 11) (приложение К) |
Альтернативный коэффициент F для статистических испытаний на ударный изгиб | К.7.2 (SR 12.2) (приложение К) |
Специальный размер и толщина стенки труб без резьбы | 8.2 |
Соединение LC повышенной герметичности | К. 10 (SR 22) (приложение К) |
Дополнительный контроль в тех случаях, когда давление гидростатического испытания ограничено до 69,0 МПа (10 000 фунтов на квадратный дюйм) | К.14.1 (SR 41.1), К.14.2 (SR 41.2) (приложение К) |
5.3 Насосно-компрессорные трубы
5.3.1 При запросе или оформлении заказа на трубы, изготавливаемые в соответствии с настоящим стандартом, заказчик должен указать в заказе требования в соответствии с приведенными в таблице 4.
Таблица 4 — Информация, предоставляемая заказчиком (насосно-компрессорные трубы)
Требование | Ссылка |
Стандарт | Настоящий стандарт |
Количество | |
Тип труб или муфт Насосно-компрессорные трубы: без высадки, с наружной высадкой или интегральным соединением | Таблица С.2 (приложение С) или таблица Е.2 (приложение Е) |
С резьбой, без резьбы или иным соединением | 8.12 |
С муфтами или без муфт | 8.12 |
Обычные муфты со специальной фаской NII, EU | 9.9, таблицы С.24, С.34 и С.35 (приложение С) или таблицы Е.24, Е.34 и Е.35 (приложение Е) |
Специальные муфты EU | 9.6, таблицы С.24, С.35 (приложение С) или таблицы Е.24 и Е.35 (приложение Е) |
Ряд 1 или номинальный наружный диаметр | Таблица С.2 (приложение С) или таблица Е.2 (приложение Е) |
Ряд 2 или номинальная масса или толщина стенки | Таблица С.2 (приложение С) или таблица Е.2 (приложение Е) |
Группа прочности и тип, если предусмотрен | Таблица С.2 (приложение С) или таблица Е.2, таблица С.4 (приложение С) или таблица Е.4 (приложение Е) |
Длина | 8.6, таблица С.27 (приложение С) или таблица Е.27 (приложение Е) |
Бесшовная или электросварная труба | 6.1, таблица С.З (приложение С) или таблица Е.З (приложение Е) |
Критическая толщина стенки муфт со специальной отделкой концов | 7.4.6 |
Дата поставки и указания по отгрузке | |
Инспекция, проводимая заказчиком | Приложение В |
5.3.2 Заказчик также может указать в заказе дополнительные требования в соответствии с приведенными в таблице 5.
Таблица 5 — Дополнительные требования заказчика (насосно-компрессорные трубы)
Требование | Ссылка |
Термическая обработка | 6.2, таблица С.З (приложение С) или таблица Е.З (приложение Е) |
Пониженная температура испытаний на ударный изгиб | 7.3.7 |
Испытания на ударный изгиб для групп прочности N80 (все типы), L80 (все типы), R95, С90, Т95, Р110 | 7.5.2, К.9 (SR 16) (приложение К) |
Испытания на ударный изгиб для групп прочности Н40, J55 | 7.5.1, К.9 (SR 16) (приложение К) |
Метод(ы) испытаний на сульфидное растрескивание под напряжением для групп прочности С90 и Т95 | 7.14, 10.10 |
Контроль альтернативной оправкой | 8.10 |
Увеличенная длина высадки | 8.11.6 |
Скругленные торцы труб для EU | 8.12.3 |
Требование | Ссылка |
Свинчивание труб с муфтами (кроме муфт, свинчиваемых на станке) | 8.14 |
Насосно-компрессорные трубы с ненавинченными муфтами | 8.14 |
Группа прочности муфты | 9.2 |
Альтернативные группы прочности или термическая обработка муфт | 9.2 |
Комбинированные муфты | 9.7 |
Муфты с уплотнительными кольцами | 9.8, К.8 (SR 13) (приложение К) |
Анализ плавки и дополнительные анализы | 10.3 |
Дополнительный контроль твердости | 10.6.2 |
Дополнительная маркировка | Раздел 11 |
Покрытия труб | 12.1 |
Уровень требований к изделиям (PSL-2 или PSL-3) | Приложение Н |
5.3.3 Между заказчиком и изготовителем могут быть согласованы требования в соответствии с приведенными в таблице 6.
Таблица 6 — Требования по согласованию между заказчиком и изготовителем (насосно-компрессорные трубы)
Требование | Ссылка |
Статистические испытания на растяжение | 7.2.4, К.11 (SR 38) (приложение К) |
Статистические испытания на ударный изгиб | 7.3.8, К.7 (SR 12) (приложение К) |
Испытания на ударный изгиб изделий без термической обработки | 7.5.1, К.9 (SR 16) (приложение К) |
Длины, отличающиеся от указанных в таблице С.27 (приложение С) или таблице Е.27 (приложение Е) | 8.6 |
Резьбовая и консервационная смазка | 8.14 |
Отмена NDE для муфт групп прочности Н40, J55 и К55 | 9.11.3 |
Дополнительный контроль твердости | 10.6.2 |
Гидростатические испытания при альтернативном давлении | 10.12.3 |
Неразрушающий контроль | 10.15, К.2 (SR 1), К.З (SR 2), К.5 (SR 10) и К.6 (SR 11) (приложение К) |
Требования к маркировке | Раздел 11 |
Резьбовые предохранительные детали | 12.2 |
Включение в сертификацию муфт при сертификации труб | 13.3 s) |
Электросварные насосно-компрессорные и короткие трубы групп прочности Н40, J55, К55, N80 (все типы), L80 (тип 1), R95 | К. 13 (SR 40) (приложение К) |
Дополнительный контроль в случаях, когда давление гидростатического испытания ограничено до 69,0 МПа (10 000 фунтов на квадратный дюйм) | К.14.1 (SR 41.1), К.14.2 (SR 41.2) (приложение К) |
Электросварные насосно-компрессорные и короткие трубы группы прочности Р110 | К.6 (SR 11) (приложение К) |
Специальный размер и толщина стенки | 8.2 |
Обсадные трубы для эксплуатации в качестве насосно-компрессорных труб | 8.2, таблица С.27 (приложение С) или таблица Е.27 (приложение Е) |
5.4 Трубные заготовки для муфт, заготовки для муфт и заготовки для соединительных деталей
5.4.1 При запросе или оформлении заказа на трубные заготовки для муфт, заготовки для муфт и соединительных деталей, изготавливаемые в соответствии с настоящим стандартом, заказчик должен указать в заказе требования в соответствии с приведенными в таблице 7.
5.4.2 Заказчик также может указать в заказе дополнительные требования в соответствии с приведенными в таблице 8.
5.4.3 Для трубных заготовок для муфт, заготовок для муфт и соединительных деталей между заказчиком и изготовителем может быть согласовано следующее:
- требование к методу D испытаний на сульфидное растрескивание под напряжением для изделий группы прочности С110 толщиной стенки более 50,8 мм (2,0 дюйма) в соответствии с 7.14.5.
Таблица 7 — Информация, предоставляемая заказчиком (трубные заготовки для муфт, заготовки для муфт и заготовки для соединительных деталей)
Требование | Ссылка |
Стандарт | Настоящий стандарт |
Количество | |
Вид изделия: трубная заготовка для муфт, заготовка для муфт или заготовка для соединительных деталей | |
Метод(ы) испытаний на сульфидное растрескивание под напряжением для групп прочности С90 и Т95 | 7.14, 10.10 |
Метод(ы) испытаний на сульфидное растрескивание под напряжением и раствор(ы) для испытаний группы прочности С110 | 7.14, 10.10, К.12 (SR 39) (приложение К) |
Наружный диаметр и предельные отклонения | 8.2 |
Толщина стенки и предельные отклонения | 8.2 |
Отклонение от прямолинейности | 8.9.2 |
Длина | 8.6 |
Группа прочности и тип, если предусмотрен | Таблицы С.3, С.4 (приложение С) или таблицы Е.З, Е.4 (приложение Е) |
Испытания на ударный изгиб или критическая толщина стенки | 7.4 |
Инспекция, проводимая заказчиком | Приложение В |
Критическая толщина стенки для заготовки для соединительных деталей со специальной отделкой концов | 7.6.6 |
Контроль толщины стенки заготовки для соединительных деталей со специальной отделкой концов | 10.13.4 |
Дата поставки и указания по отгрузке |
Таблица 8 — Дополнительные требования заказчика (трубные заготовки для муфт, заготовки для муфт и заготовки для соединительных деталей)
Требование | Ссылка |
Термическая обработка | 6.2, таблица С.З (приложение С) или таблица Е.З (приложение Е) |
Статистические испытания на растяжение | 7.2.4, К.11 (SR 38) (приложение К) |
Статистические испытания на ударный изгиб | 7.3.8, К.7 (SR 12) (приложение К) |
Испытания на ударный изгиб | 7.4, 7.6, К.9 (SR 16) (приложение К) |
Требование | Ссылка |
Альтернативные требования к прокаливаемое™ изделий толщиной стенки 30 мм (1,181 дюйма) или более | 7.10.2 |
Анализ плавки и дополнительные анализы | 10.3 |
Дополнительная маркировка | Раздел 11 |
Уровень требований к изделиям (PSL-2 или PSL-3) | Приложение Н |
6 Способ производства
6.1 Общие положения
Изделия, поставляемые по настоящему стандарту, должны быть изготовлены по технологии, обеспечивающей получение мелкого зерна. Сталь, изготовленная по такой технологии, содержит один или несколько элементов, способствующих измельчению зерна, таких как алюминий, ниобий (колумбий), ванадий или титан, в количествах, необходимых для получения стали с мелкозернистой аустенитной структурой.
Трубы, поставляемые по настоящему стандарту, должны быть изготовлены бесшовными или с применением электросварки, как указано в таблице С.З (приложение С) или в таблице Е.З (приложение Е) и в заказе. Короткие трубы должны быть изготовлены из материалов, перечисленных в 3.1.38. Исходные заготовки для муфт, трубные заготовки для муфт и заготовки для муфт должны быть бесшовными. Применение трубных изделий, изготовленных способом холодной деформации, без соответствующей термической обработки не допускается.
Заготовки для соединительных деталей для обсадных и насосно-компрессорных труб должны быть бесшовными, если иное не указано в заказе.
Электросварные трубы группы прочности Р110 и обсадные трубы группы прочности Q125 поставляют, только если в заказе согласовано дополнительное требование К.6 (SR 11) (приложение К).
Изделия группы прочности С110 поставляют без высадки, если между заказчиком и изготовителем не согласовано иное.
Обсадные трубы группы прочности Q125 поставляют с высадкой, только если в заказе согласовано дополнительное требование К.5 (SR 10) (приложение К).
6.2 Термическая обработка
6.2.1 Общие положенияИзделия должны быть подвергнуты термической обработке в соответствии с документированной процедурой [см. таблицу С.З (приложение С) или таблицу Е.З (приложение Е)] для конкретной группы прочности и типа, указанных в заказе. Изделия, требующие термической обработки, должны быть подвергнуты термической обработке по всему объему и по всей длине. Термическая обработка изделий с высадкой должна быть проведена по всему объему и по всей длине после высадки. Допускается термическая обработка муфтовых заготовок в виде отдельных изделий. Все трубы после горячей прокатки на редукционном или калибровочном стане считают нормализованными при условии, что температура изделий в конце прокатки выше верхней критической температуры Аг3 стали, а охлаждение происходит на воздухе.
Сварной шов электросварной трубы должен быть подвергнут термической обработке после сварки при температуре не менее 540 °C (1000 °F) или обработан таким образом, чтобы структура металла шва не содержала неотпущенного мартенсита.
В дополнение к терминам и определениям, приведенным в разделе 3, в настоящем стандарте применены термины и определения по термической обработке в соответствии с АСТМ А941.
6.2.2 Группы прочности J55, К55, N80 (все типы) и R95
Для изделий групп прочности J55 и К55 термическая обработка не является обязательным требованием. Термическая обработка в соответствии с таблицей С.З, сноска b (приложение С) или с таблицей Е.З, сноска b (приложение Е) должна применяться, если это указано в заказе, или может применяться на усмотрение изготовителя.
Изделия группы прочности N80 (тип 1) должны быть по выбору изготовителя подвергнуты нормализации или нормализации и отпуску. Изделия группы прочности N80Q должны быть подвергнуты закалке и отпуску.
Изделия группы прочности R95 должны быть подвергнуты закалке и отпуску.
Дополнительные требования PSL-2 или PSL-3 — в соответствии с приложением Н.
6.2.3 Группы прочности L80 (все типы), С90, Т95 и С110
По требованию заказчика изготовитель должен предоставить подтверждение того, что температура изделий при проведении отпуска не опускалась ниже минимальной допустимой температуры.
Отпуск при температуре ниже температуры 620 °C (1150 °F) может привести к охрупчиванию стали группы прочности L80 (13Сг). Однако, если изделия соответствуют всем требованиям 7.3, 7.4.4, 7.5.2 и 10.7, дополнительных мер предосторожности не требуется.
Примечание — В настоящем стандарте обозначение L80, используемое отдельно, включает группы прочности: L80 (тип 1), L80 (9Сг) и L80 (1 ЗСг).
6.3 Правка
6.3.1 Группы прочности Н40, J55, К55, N80 (все типы) и Р110Требований к правке не установлено.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
6.3.2 Группа прочности R95
После окончательной термической обработки изделия группы прочности R95 не должны быть подвергнуты холодной деформации растяжением или раздачей, кроме той, которая свойственна обычному процессу правки и холодной деформации сжатием не более 3 %.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
6.3.3 Группа прочности L80
После окончательной термической обработки изделия группы прочности L80 не должны быть подвергнуты холодной деформации, кроме той, которая свойственна обычному процессу правки. Изделия группы прочности L80, подвергаемые ротационной правке при температуре ниже 480 °C (900 °F), не должны иметь следов от валков, твердость которых превышает указанную в таблице С.5 (приложение С) или в таблице Е.5 (приложение Е), однако:
а) следы от валков, не определяемые на ощупь и не имеющие измеримой деформации поверхности, считают приемлемыми без дальнейшей оценки;
Ь) следы от валков, которые не являются более значительными, чем ранее оцененные и имеющие по результатам контроля, проведенного по документированной процедуре, твердость, не превышающую указанную в таблице С.5 (приложение С) или в таблице Е.5 (приложение Е), считают приемлемыми без дальнейшей оценки;
с) изделия со значительными следами от валков должны быть забракованы или подвергнуты нагреву для снятия напряжений при температуре не ниже 480 °C (900 °F).
6.3.4 Группы прочности С90 и Т95
Изделия групп прочности С90 и Т95 могут быть подвергнуты холодной ротационной правке при условии проведения последующего нагрева для снятия напряжений до температуры не ниже 480 °C (900 °F). При необходимости для изделий групп прочности С90 и Т95 допускается незначительная правка.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
6.3.5 Группа прочности С110
Изделия при необходимости могут быть подвергнуты холодной ротационной правке, после которой следует снятие напряжений при температуре на 30 °C — 55 °C (50 °F — 100 °F) ниже температуры окончательного отпуска или горячей ротационной правке при температуре конца правки не более чем на 165 °C (300 °F) ниже температуры окончательного отпуска. При необходимости допускается незначительная правка.
6.3.6 Группа прочности Q125
Допускается правка в правильной машине или горячая ротационная правка при температуре конца правки не менее 400 °C (750 °F) (если более высокая минимальная температура не указана в заказе). Если горячая ротационная правка невозможна, то изделия могут быть подвергнуты холодной ротационной правке при условии проведения последующего нагрева для снятия напряжений до температуры не ниже 510 °C (950 °F). Изделия могут быть подвергнуты холодной ротационной правке без последующего нагрева для снятия напряжений только по согласованию между заказчиком и изготовителем.
6.4 Прослеживаемость
6.4.1 Общие положенияИзготовитель должен разработать и соблюдать процедуры сохранения идентификации плавки и/или партии до окончания всех требуемых испытаний этой плавки и/или партии и получения результатов контроля и испытаний, соответствующих требованиям настоящего стандарта.
Для изделий групп прочности С110, Q125 и PSL-2 процедуры должны обеспечивать прослеживаемость изделий от плавки и партии и до результатов всех химических и механических испытаний.
6.4.2 Присвоение номеров группам прочности С90, Т95, С110 и Q125
Порядковые номера наносят на изделия, как указано далее. Изготовитель несет ответственность за сохранение идентификации изделий до момента получения их заказчиком.
Каждой трубе должен быть присвоен индивидуальный номер для того, чтобы результаты испытаний могли быть соотнесены с конкретными трубами. Кроме того, если указано дополнительное требование К.7 (SR 12) (приложение К), номер должен указывать последовательность, в которой проводился отпуск, чтобы можно было провести повторные испытания в соответствии с К.7.3 (SR 12.3) (приложение К).
Каждой трубной заготовке для муфт, заготовке для муфт, муфтовой заготовке, короткой трубе или заготовке для соединительных деталей должен быть присвоен индивидуальный номер для того, чтобы результаты испытаний могли быть соотнесены с конкретными изделиями. Если от заготовки, подвергнутой термической обработке по всему объему и по всей длине, отрезают отдельные длины, каждая длина должна иметь номер тот же, что и исходная заготовка. При термической обработке муфтовой заготовки или отдельных изделий каждому изделию должен быть присвоен индивидуальный номер термообработанной партии (см. 10.2.3). Кроме того, если муфтовые заготовки, или короткие трубы, или заготовки для соединительных деталей подвергают термической обработке в виде отдельных изделий в печи непрерывного действия, изделия, составляющие одну партию, должны быть пронумерованы в порядке, соответствующем последовательности, в которой они подвергались термической обработке.
6.5 Валидация процессов
Должна быть проведена валидация процессов, применяемых при изготовлении изделий, влияющих на соответствие изделий требованиям настоящего стандарта (кроме требований к химическому составу и размерам).
К процессам, требующим валидации, относят:
а) заключительный подогрев, калибровку изделий в горячем состоянии или редуцирование; если применимо, высадку и холодную обработку — для бесшовных изделий в состоянии непосредственно после прокатки;
Ь) термическую обработку — для бесшовных изделий, прошедших термическую обработку;
с) калибровку и сварку шва; если применимо, термическую обработка шва и высадку — для электросварных изделий в состоянии непосредственно после прокатки;
d) сварку шва и термическую обработку по всему объему и по всей длине — для электросварных изделий, прошедших термическую обработку.
7 Требования к материалу
7.1 Химический состав
Изделия должны соответствовать требованиям, указанным в таблице С.4 (приложение С) или в таблице Е.4 (приложение Е) для соответствующей группы прочности и типа.
При принятии заказа на изделия группы прочности С110 изготовитель должен проинформировать заказчика о максимальной и минимальной массовой долях всех элементов, намеренно добавляемых в каждую плавку стали, независимо от цели такого добавления.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
7.2 Свойства, определяемые при испытаниях на растяжение
7.2.1 Общие положенияСвойства изделий, определяемые при испытаниях на растяжение, должны соответствовать требованиям, указанным в таблице С.5 (приложение С) или таблице Е.5 (приложение Е).
Свойства высаженных концов обсадных и насосно-компрессорных труб, кроме относительного удлинения, должны соответствовать требованиям, установленным для тела трубы. При возникновении разногласий свойства высаженных концов (кроме относительного удлинения) должны быть определены на образцах для испытания на растяжение, вырезанных из высаженных концов. Записи по таким испытаниям должны быть предоставлены заказчику.
7.2.2 Относительное удлинение
Минимальное относительное удлинение е, %, вычисляют по формуле
д0,2 e=*w
(1)
где е — минимальное относительное удлинение при расчетной длине образца 50,8 мм (2,0 дюйма), %, округленное до 0,5 % при значениях менее 10 % и до 1 % при значениях 10 % и более;
к — постоянная, равная 1942,57 (625 000);
А — площадь поперечного сечения образца для испытания на растяжение, мм2 (квадратных дюймах), равная меньшему из значений: рассчитываемому по диаметру рабочей части образца или ширине рабочей части образца и толщине стенки изделия, округленная до 10 мм2 (0,01 квадратный дюйм) или 490 мм2 (0,75 квадратного дюйма);
U — минимальный заданный предел прочности, МПа (фунты на квадратный дюйм).
Минимальное относительное удлинение для цилиндрических образцов обоих типов [диаметром 8,9 мм (0,350 дюйма) с расчетной длиной 35,6 мм (1,40 дюйма) и диаметром 12,7 мм (0,500 дюйма) с расчетной длиной 50,8 мм (2,0 дюйма)] должно быть определено на площади А, равной 130 мм2 (0,20 квадратного дюйма).
Требования к минимальному относительному удлинению при испытаниях на растяжение для образцов различных типов и групп прочности приведены в таблице С.6 (приложение С) или таблице Е.6 (приложение Е).
7.2.3 Предел текучести
Предел текучести равен растягивающему напряжению, необходимому для получения удлинения под нагрузкой, указанного в таблице С.5 (приложение С) или таблице Е.5 (приложение Е) и определяемого с помощью экстензометра.
Дополнительные требования PSL-3 — в соответствии с приложением Н.
7.2.4 Статистические испытания на растяжение. Группы прочности С90, Т95 и С110
По согласованию между заказчиком и изготовителем применяют дополнительные требования, указанные в К. 11 (SR 38) (приложение К), к проведению статистических испытаний на растяжение групп прочности С90, Т95 и С110.
7.3 Испытания на ударный изгиб образцов с V-образным надрезом по методу Шарли. Общие требования
7.3.1 Оценка результатов испытания
Испытаниям на ударный изгиб подвергают комплект из трех образцов, отобранных на одном участке изделия. Среднее значение результатов испытаний трех образцов должно быть равно или превышать требование к работе удара, указанное в 7.4, 7.5 и 7.6. На одном образце допускается значение работы удара не менее двух третей минимальной работы удара.
Для группы прочности С110 одно из следующих условий:
а) содержание вязкой составляющей в изломе образцов должно быть не менее 75 % в соответствии с АСТМ Е23, или
Ь) изготовитель может применять документированную процедуру (учитывающую, как минимум, отклонение химического состава, диаметра и толщины стенки) наряду с результатами испытаний на ударный изгиб для подтверждения получения повышенных свойств изделий.
Если содержание вязкой составляющей менее 75 % или получение повышенных свойств изделий не подтверждено, как указано в перечислении Ь), то изделия должны быть: или забракованы, или должна быть построена переходная кривая для подтверждения того, что изделия имеют свойства, превышающие установленные при заданной температуре испытания (или при стандартной температуре испытания, или при пониженной температуре, указанной в заказе).
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
7.3.2 Критическая толщина стенки
Требования к работе удара рассчитывают по критической толщине стенки изделий. Критическая толщина стенки муфт с резьбой API — это толщина во впадине профиля резьбы по середине муфты, при номинальном диаметре муфты и номинальных размерах резьбы. Критическая толщина стенки всех муфт с резьбой API указана в таблице С.7 (приложение С) или в таблице Е.7 (приложение Е). Для труб критической толщиной стенки является толщина стенки. В других случаях критическую толщину стенки определяют в соответствии с 7.6.6.
Для трубных заготовок для муфт, заготовок для муфт и заготовок для соединительных деталей, для которых критическая толщина стенки не указана в заказе, критическую толщину стенки принимают равной номинальной толщине стенки.
7.3.3 Размеры и ориентация образцов для испытаний
Если не могут быть изготовлены поперечные образцы полного размера (10*10 мм), то применяют наибольший из возможных поперечных образцов меньшего размера, указанных в таблице С.8 (приложение С) или таблице Е.8 (приложение Е). Если не могут быть изготовлены поперечные образцы меньшего размера (или они не допускаются по 7.3.6), должны быть применены продольные образцы наибольшего возможного размера из указанных в таблице С.8 (приложение С) или таблице Е.8 (приложение Е).
При применении поперечных образцов для испытаний по методу Шарпи EW труб надрез на образце должен быть расположен по линии сварного шва.
Допускается не проводить испытания, если наружный диаметр или толщина стенки не позволяют изготовить продольные образцы размера 1/2 или более, однако изготовитель должен применять документированные химический состав и технологию, обеспечивающие работу удара, соответствующую минимальным заданным требованиям или превышать их.
7.3.4 Порядок выбора образцов для испытаний
Порядок выбора образцов для испытаний по ориентации и размеру приведен в таблице С.9 (приложение С) или в таблице Е.9 (приложение Е).
7.3.5 Образцы альтернативного размера для испытаний на ударный изгиб
По выбору изготовителя для испытаний на ударный изгиб могут быть применены образцы альтернативного размера, указанные в таблице С.8 (приложение С) или в таблице Е.8 (приложение Е), вместо образцов меньшего размера [см. таблицы С.10—С.15, С.20, С.21 (приложение С), таблицы Е.10—Е.15, Е.20 и Е.21 (приложение Е)]. Однако выбираемые альтернативные образцы для испытаний должны соответствовать более высокой ступени в порядке выбора образцов [см. таблицу С.9 (приложение С) или таблицу Е.9 (приложение Е)], чем номинальный размер, а требование к работе удара должно быть изменено с учетом ориентации и типа образцов.
7.3.6 Образцы для испытаний меньшего размера
Минимальная работа удара для образцов CVN меньшего размера должна быть равна значению, указанному для образцов полного размера и умноженному на коэффициент, приведенный в таблице С.8 (приложение С) или в таблице Е.8 (приложение Е); однако не допускается применять для испытаний образцы меньшего размера, если рассчитанное значение минимальной работы удара менее 11 Дж (8 фут-фунтов).
7.3.7 Температура испытаний
Температура испытаний должна быть 0 °C (32 °F) для всех групп прочности, кроме групп прочности J55 и К55. Температура испытаний групп прочности J55 и К55 должна быть 21 °C (70 °F). Для всех групп прочности может быть указана заказчиком или выбрана изготовителем альтернативная, более низкая температура испытаний. Допуск по температуре испытания должен составлять ±3 °C (±5 °F).
Снижение температуры испытания может потребоваться для групп прочности J55 и К55 при применении образцов меньшего размера. Снижение температуры испытаний зависит от критической толщины стенки соединения и размера образцов для испытаний на ударный изгиб. Если это необходимо, то температура испытаний должна быть снижена в соответствии с таблицей С. 10 (приложение С) или таблицей Е.10 (приложение Е).
7.3.8 Статистические испытания на ударный изгиб
По согласованию между заказчиком и изготовителем должны быть применены дополнительные требования по проведению статистических испытаний на ударный изгиб в соответствии с К.7 (SR 12) (приложение К).
7.3.9 Справочная информация
В API 5СЗ или ИСО 10400 включена справочная информация по механике разрушения, формулы и таблицы, применяемые для определения требований к испытаниям на ударный изгиб.
7.4 Образцы с V-образным надрезом для испытаний на ударный изгиб по методу Шарпи. Требования к работе удара для трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и муфт
7.4.1 Общие положения
Трубные заготовки для муфт, заготовки для муфт и муфтовые заготовки, пригодные для нескольких типов соединений, могут быть определены испытанием, подтверждающим их соответствие более высоким требованиям. Ориентация и размеры образца для испытания должны соответствовать наиболее высокой ступени в порядке выбора образцов, приведенной в таблице С.9 (приложение С) или в таблице Е.9 (приложение Е), а требование к работе удара должно соответствовать установленным требованиям или превышать их.
7.4.2 Группа прочности Н40
Обязательные требования к работе удара CVN не установлены.
Примечание — Дополнительные требования CVN см. в К.9 (SR 16) (приложение К).
7.4.3 Группы прочности J55 и К55 для резьб API
Работа удара Cv для поперечных образцов полного размера должна быть не менее 20 Дж (15 фут-фунтов). Работа удара Cv для продольных образцов полного размера должна быть не менее 27 Дж (20 фут-фунтов). Для муфт ориентация образцов для испытаний на ударный изгиб, минимальные размеры, минимальная работа удара (с учетом размера образца) и снижение температуры испытания (если применимо) указаны в таблице С.10 (приложение С) или в таблице Е.10 (приложение Е).
7.4.4 Группы прочности N80 (все типы), R95, L80 (все типы), С90, Т95, Р110 и Q125 для резьб API
Для муфт ориентация образцов для испытаний на ударный изгиб, минимальные размеры, минимальная работа удара Cv (с учетом размера образца) указаны в таблицах С.11—С.15 (приложение С) или в таблицах Е.11—Е.15 (приложение Е).
Минимальную работу удара Cv для образцов полного размера рассчитывают в соответствии с формулами, приведенными в таблице 9, где YSmax — заданный максимальный предел текучести для группы прочности, МПа (тысяча фунтов на квадратный дюйм);
t—критическая толщина стенки, мм (дюймы), соответствующая номинальным размерам муфты.
Таблица 9 — Минимальная работа удара для образцов полного размера (муфты групп прочности N80 [все типы], R95, L80 [все типы], С90, Т95, Р110 и Q125)
Система единиц | Работа удара Cv для поперечных образов | Работа удара Cv для продольных образцов |
Единицы СИ, Дж | YSmax • (0,00118/ + 0,01259) или 20 Дж, в зависимости от того, что более [см. таблицу С. 16 (приложение С)] | YSmax • (0,00236/ + 0,02518) или 41 Дж, в зависимости от того, что более [см. таблицу С.17 (приложение С)] |
Единицы USC, фут-фунт | YSmax ’ (0.152f + 0,064) или 15 фут-фунтов, в зависимости от того, что более [см. таблицу Е. 16 (приложение Е)] | YSmax ' (0>304/ + 0,128) или 30 фут-фунтов, в зависимости от того, что более [см. таблицу Е.17 (приложение Е)] |
Примечание — Таблицы с требованиями для муфт группы прочности С110 с резьбами API не приведены, так как для данной группы прочности данные резьбы не являются стандартными.
7.4.5 Специальная отделка концов
Критическая толщина стенки должна соответствовать 7.6.6. Требования к работе удара должны соответствовать 7.4.1—7.4.4.
7.5 Образцы с V-образным надрезом для испытаний на ударный изгиб по методу Шарпи. Требования к работе удара для труб
7.5.1 Группы прочности Н40, J55 и К55
Обязательные требования к работе удара CVN не установлены.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
Примечание —Дополнительные требования к работе удара CVN см. К.9 (SR 16) (приложение К).
7.5.2 Группы прочности N80 (все типы), R95, L80, С90, Т95 и Р110
Минимальная работа удара Cv для образцов полного размера указана в таблицах С. 18 и С. 19 (приложение С) или в таблицах Е.18 и Е.19 (приложение Е).
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
Минимальную работу удара рассчитывают в соответствии с формулами, приведенными в таблице 10, где YSmin — заданный минимальный предел текучести, МПа (тысяча фунтов на квадратный дюйм);
Т — номинальная толщина стенки, мм (дюймы).
Таблица 10 — Минимальная работа удара для образцов полного размера (трубы групп прочности N80 [все типы], R95, L80, С90, Т95 и Р110)
Система единиц и группа прочности | Работа удара Cv для поперечных образов | Работа удара Cv для продольных образцов |
Единицы СИ, Дж. Группы прочности N80 (все типы), R95, L80, С90, Т95 | YSmin • (0,00118f + 0,01259) или 14 Дж, в зависимости от того, что более [см. таблицу С. 18 (приложение С)] | YSmin • (0,00236/ + 0,02518) или 27 Дж, в зависимости от того, что более [см. таблицу С. 19 (приложение С)] |
Единицы СИ, Дж. Группа прочности Р110 | YSmin • (0,00118/+0,01259) или 20 Дж, в зависимости от того, что более [см. таблицу С. 18 (приложение С)] | YSmjn • (0,00236/ + 0,02518) или 41 Дж, в зависимости от того, что более [см. таблицу С. 19 (приложение С)] |
Единицы USC, фут-фунты. Группы прочности N80 (все типы), R95, L80, С90, Т95 | YSmin • (0,152/ + 0,064) или 10 фут-фунтов, в зависимости от того, что бо лее [см. таблицу Е.18 (приложение Е)] | YSmjn • (0,304/ + 0,128) или 20 фут-фунтов, в зависимости от того, что бо лее [см. таблицу Е.19 (приложение Е)] |
Единицы USC, фут-фунты. Группа прочности Р110 | YSmin • (0,152/ + 0,064) или 15 фут-фунтов, в зависимости от того, что бо лее [см. таблицу Е.18 (приложение Е)] | YSmin • (0,304/ + 0,128) или 30 фут-фунтов, в зависимости от того, что бо лее [см. таблицу Е.19 (приложение Е)] |
7.5.3 Группы прочности С110 и Q125
Минимальная работа удара для образцов полного размера указана в таблицах С.18 и С.19 (приложение С) или в таблицах Е.18 и Е.19 (приложение Е).
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
Минимальную работу удара рассчитывают в соответствии с формулами, приведенными в таблице 11, где YSmjn — заданный минимальный предел текучести, МПа (тысяча фунтов на квадратный дюйм);
Т — номинальная толщина стенки, мм (дюймы).
Таблица 11 — Минимальная работа удара для образцов полного размера (трубы групп прочности С110 и Q125)
Система единиц и группы прочности | Работа удара Cv для поперечных образов | Работа удара Cv для продольных образцов |
Единицы СИ, Дж. Группы прочности С110 и Q125 | YSmax • (0,00118/ + 0,01259) или 20 Дж, в зависимости от того, что более [см. таблицу С.18 (приложение С)] | YSmax • (0,00236/ + 0,02518) или 41 Дж, в зависимости от того, что более [см. таблицу С.19 (приложение С)] |
Единицы USC, фут-фунты. Группы прочности С110 и Q125 | YSmax • (0,152f + 0,064) или 15 фут-фунтов, в зависимости от того, что бо лее [см. таблицу Е.18 (приложение Е)] | YSmax • (0,304/ + 0,128) или 30 фут-фунтов, в зависимости от того, что бо лее [см. таблицу Е.19 (приложение Е)] |
7.5.4 Образцы для испытаний
Расчетная толщина стенки, необходимая для того, чтобы изготовить образцы полного размера, 3/4 размера и 1/2 размера для испытаний на ударный изгиб, приведена в таблице С.20 (приложение С) или в таблице Е.20 (приложение Е) для поперечных образцов, в таблице С.21 (приложение С) или в таблице Е.21 (приложение Е) для продольных образцов. По таблицам выбирают наибольший из возможных образцов с расчетной толщиной стенки менее толщины стенки испытуемой трубы.
7.5.5 Условия испытания
Для труб групп прочности С110 и Q125 испытания, проводимые по 10.7, являются обязательными. Для всех остальных групп прочности, кроме групп прочности Н40, J55 и К55 (для которых не установлены обязательные требования к испытаниям на ударный изгиб), соответствие требованиям 7.5.2 по выбору изготовителя может быть установлено по документированной процедуре, заменяющей эти испытания, если только в заказе не указано требование К.9 (SR 16) (приложение К), согласно которому испытания труб являются обязательными в соответствии с 10.7. Трубы, аттестованные по документированной процедуре, но оказавшиеся несоответствующими требованиям к работе удара, должны быть забракованы.
7.6 Образцы с V-образным надрезом для испытаний на ударный изгиб по методу Шарли. Требования к работе удара для заготовок для соединительных деталей
7.6.1 Заготовки для соединительных деталей. Общие положения
Если из заготовок изготовляют соединительные детали с внутренней резьбой API, требование к работе удара для таких заготовок должно соответствовать требованию, указанному для конкретного резьбового соединения.
7.6.2 Заготовки для соединительных деталей с внутренней резьбой API, кроме соединений насосно-компрессорных труб с интегральным соединением
Требования соответствуют указанным в 7.4.1—7.4.4.
7.6.3 Заготовки для соединительных деталей со специальной отделкой концов с внутренней конической резьбой (с натягом по резьбе)
Требования соответствуют указанным в 7.4.5.
7.6.4 Заготовки для соединительных деталей с наружной резьбой
Требования соответствуют указанным в 7.5.
7.6.5 Заготовки для соединительных деталей с интегральным соединением насосно-компрессорных труб или с соединением со специальной отделкой, в которых отсутствует натяг резьбы
По согласованию между заказчиком и изготовителем должны быть применены положения К.9 (SR 16) (приложение К).
7.6.6 Критическая толщина стенки заготовок для соединительных деталей со специальной отделкой концов
Если иное не согласовано в заказе, то:
а) критическая толщина стенки для определения требований к работе удара — это толщина стенки поперечного сечения соединительной детали с наименьшим отношением t/D, где D — номинальный наружный диаметр, t— расчетная толщина стенки в этом сечении;
Ь) для соединительных деталей с внутренней резьбой API критическая толщина стенки указана в таблице С.7 (приложение С) или в таблице Е.7 (приложение Е) и D — это номинальный наружный диаметр соединения согласно 9.4 и 9.6;
с) для соединений со специальной отделкой концов критическая толщина стенки для деталей с наружной резьбой — это номинальная толщина стенки тела трубы, а для деталей с внутренней резьбой — это расчетная толщина стенки элемента изделия с внутренней резьбой в плоскости торца ниппельного элемента резьбового соединения (если соединение свинчивается на станке).
7.7 Максимальная твердость
7.7.1 Группы прочности L80 (все типы), С90, Т95 и С110а) Группы прочности L80 (все типы), С90, Т95 и С110. Твердость по толщине стенки
Средние значения твердости должны соответствовать требованиям, указанным в таблице С.5 (приложение С) или в таблице Е.5 (приложение Е). Кроме того, применяют следующее:
1) для L80 (все типы) допустимо любое среднее значение твердости не более 23,0 HRC. Если какое-либо значение твердости от одного отпечатка более 24,0 HRC, отрезок или изделие должны быть забракованы;
2) для групп прочности С90 и Т95 допустимо любое среднее значение твердости не более 25,4 HRC. Если какое-либо значение твердости от одного отпечатка более 27,0 HRC, отрезок или изделие должны быть забракованы. Изделия со средним значением твердости в интервале от 25,4 до 27,0 HRC должны быть подвергнуты повторному контролю;
3) для группы прочности С110 допустимо любое среднее значение твердости не более 29,0 HRC. Если какое-либо значение твердости от одного отпечатка более 31,0 HRC, отрезок или изделие должны быть забракованы. Изделия со средним значением твердости в интервале от 29,0 до 31,0 HRC должны быть подвергнуты повторному контролю.
Ь) Группы прочности С90, Т95 и С110. Поверхностная твердость (только если требуется по 10.6)
Для групп прочности С90 и Т95 допустимы значения твердости по Бринеллю или по шкале С Роквелла не более 255 HBW или 25,4 HRC соответственно. Если какое-либо значение твердости более 255 HBW или 25,4 HRC, два дополнительных отпечатка могут быть сделаны на этом же участке. Если какое-либо из двух значений при дополнительных измерениях более 255 HBW или 25,4 HRC, отрезок или изделие должны быть забракованы.
Для группы прочности С110 допустимы значения твердости по Бринеллю или по шкале С Роквелла не более 279 HBW или 29,0 HRC соответственно. Если какое-либо значение твердости более 279 HBW или 29,0 HRC, два дополнительных отпечатка могут быть сделаны на этом же участке. Если какое-либо из двух значений при дополнительных измерениях более 279 HBW или 29,0 HRC, изделие должно быть забраковано.
с) Группы прочности С90 и Т95. Альтернативные требования к максимальной твердости
По согласованию между заказчиком и изготовителем максимальные средние значения твердости могут быть изменены по сравнению с указанными выше требованиями на основании результатов испытаний на сульфидное растрескивание под напряжением по 7.14.
7.7.2 Группа прочности Q125 (все изделия)
Для изделий не установлены пределы значений твердости, но ограничен максимальный разброс, как критерий производственного контроля в соответствии с 7.8 и 7.9.
7.8 Разброс значений твердости. Группы прочности С90, Т95, С110 и Q125
Разброс значений твердости должен соответствовать требованиям таблицы С.5 (приложение С) или таблицы Е.5 (приложение Е). Разброс значений твердости определяют как разность между любыми двумя средними значениями твердости, полученными в одном квадранте. Этот критерий не должен быть применен при сравнении образцов.
7.9 Управляемость процесса. Группы прочности С90, Т95, С110 и Q125
Для подтверждения управляемости процесса проводят контроль поверхностной твердости муфтовых заготовок, коротких труб и заготовок для соединительных деталей, подвергаемых термической обработке в виде отдельных изделий. Результаты контроля поверхностной твердости изделий групп прочности С90, Т95 и С110 применяют при отборе изделий для контроля твердости по толщине стенки. Изготовитель или обработчик может не предоставлять заказчику результаты контроля поверхностной твердости изделий, если это не указано в заказе.
7.10 Прокаливаемость. Минимальный процент мартенсита в изделиях, подвергаемых закалке и отпуску
7.10.1 Группы прочности С90 и Т95
Для каждого размера, массы, химического состава и режима аустенитизации и закалки изделий, изготовленных за один производственный цикл, в состоянии после закалки до отпуска должен быть проведен контроль твердости по толщине стенки, характеризующий их прокаливаемость. Такой контроль должен быть проведен для тела изделий или в случае изделий с высадкой или заготовок для соединительных деталей в зоне высадки или в зоне расчетной максимальной толщины стенки. Среднее значение твердости должно быть равно или превышать твердость металла (содержит в структуре не менее 90 % мартенсита), вычисленную по формуле
HRCmin = [58 • (% углерода)] + 27. (2)
Примечание — Формула (2) приведена из источника [2]. Формула (2) применима для сталей с массовой долей углерода от 0,15 % до 0,50 %.
Дополнительные требования PSL-3 в соответствии с приложением Н.
7.10.2 Группа прочности С110
Для каждого размера, массы, химического состава и режима аустенитизации и закалки изделий, изготовленных за один производственный цикл, в состоянии после закалки до отпуска должен быть проведен контроль твердости по толщине стенки. Такой контроль должен быть проведен для тела изделий или в случае заготовок для соединительных деталей в зоне расчетной максимальной толщины стенки. Среднее значение твердости должно быть равно или превышать твердость металла (содержит в структуре не менее 95 % мартенсита), вычисленную по формуле
HRCmin = [59 • (% углерода)] + 29. (3)
Примечание — Формула (3) приведена из источника [2]. Формула (3) применима для сталей с массовой долей углерода от 0,15 % до 0,50 %.
Для труб, муфтовых заготовок, заготовок для муфт и трубных заготовок для муфт с толщиной стенки 30 мм (1,181 дюйма) и более по согласованию между заказчиком и изготовителем может быть применено альтернативное требование.
7.10.3 Все группы прочности, кроме групп прочности С90, Т95 и С110
Для каждого размера, массы, химического состава и режима аустенитизации и закалки изделий в состоянии после закалки до отпуска проводят контроль твердости по толщине стенки по документированной процедуре, предназначенной для подтверждения достаточности прокаливаемости изделий. Такой контроль должен быть проведен для тела изделий или, в случае изделий с высадкой или заготовок для соединительных деталей, в зоне высадки или в зоне расчетной максимальной толщины стенки. Среднее значение твердости должно быть равно или превышать твердость металла (содержит в структуре не менее 50 % мартенсита), вычисленную по формуле
HRCmin = 52 • (% углерода)] + 21. (4)
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
7.11 Величина зерна. Группы прочности С90, Т95 и С110
Величина исходного зерна аустенита не должна превышать приведенной в АСТМ 5 для групп прочности С90 и Т95 и АСТМ 6 для группы прочности С110 (при контроле в соответствии с ИСО 643 или АСТМ Е112).
7.12 Состояние поверхности. Группы прочности L80 (9Сг) и L80 (13Сг)
После окончательной термической обработки на внутренней поверхности труб не должно быть окалины.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
7.13 Сплющивание. Электросварные трубы
Все изделия, изготовленные способом электросварки, должны соответствовать требованиям к сплющиванию, указанным в таблице С.22 (приложение С) или в таблице Е.22 (приложение Е).
7.14 Испытания на сульфидное растрескивание под напряжением. Группы прочности С90, Т95 и С110
7.14.1 Общие положения
Заказчик должен руководствоваться NACE MR0175/HCO 15156-1 и ИСО 15156-2 при эксплуатации изделий групп прочности С90, Т95 и С110. Особое внимание следует уделять эксплуатации изделий группы прочности С110 в зонах 2 или 3 SSC, определенных в NACE MR0175/HCO 15156-1 и ИСО 15156-2, поскольку изделия этой группы прочности не предназначены для эксплуатации во всех кислых средах (средах, содержащих сероводород).
Примечание — Испытание на SSC предназначено для контроля качества изделий, а не для оценки возможности эксплуатации изделий в какой-либо конкретной кислой среде. Заказчик изделия несет ответственность за определение пригодности изделия к эксплуатации по назначению.
7.14.2 Требования к испытаниям и к повторным испытаниям
а) Для каждой партии (определение см. в 10.2) изделий групп прочности С90 и Т95 изготовитель должен подтвердить соответствие изделий минимальным требованиям стойкости к SSC (или 24
превышение их), указанным в 7.14.5, применяя для этого указанный(е) заказчиком метод(ы) по NACE ТМ0177-2016. Если заказчик указывает требование к SSC, превышающее минимальное, то это должно быть согласовано между заказчиком и изготовителем.
Дополнительные требования PSL-3 — в соответствии с приложением Н.
Ь) Для каждой партии (определение см. в 10.2) изделий группы прочности С110 изготовитель должен подтвердить соответствие изделий минимальным требованиям стойкости к SSC (или превышение их), указанные в 7.14.5, применяя для этого указанный(е) заказчиком метод(ы) по NACE ТМ0177-2016. Если заказчик указывает требование к SSC, превышающее минимальное, то это должно быть согласовано между заказчиком и изготовителем.
Если для испытаний SSC указан метод А (в соответствии с NACE ТМ0177-2016), то изготовитель должен продемонстрировать для каждой партии (определение см. 10.2), что изделия соответствуют или превышают требование 85 % ySmin для трех образцов, по одному от трех разных изделий, выбранных из начала, середины и последней трети партии. Критерии отбора, указанные в 7.14.3, применяют к каждой части партии, включая случайный отбор по согласованию.
с) По методу А должны быть применены образцы полного размера для испытаний на растяжение, за исключением тех случаев, когда требуются образцы для испытаний на растяжение меньшего размера из-за недостаточного размера изделия.
d) По методу D применяют образцы полного размера DCB, за исключением тех случаев, когда требуются образцы меньшего размера DCB из-за недостаточного размера изделия. Если по методу D требуются альтернативные образцы или образцы меньшего размера, между заказчиком и изготовителем должны быть согласованы критерии приемки.
е) Если в настоящем стандарте не определены данные по аттестации изготовителя, периодичность испытаний на сульфидное растрескивание под напряжением, процедуры повторного испытания и методики проведения испытания, то следует согласовать данные вопросы между заказчиком и изготовителем перед размещением или утверждением заказа.
Для группы прочности С110 повторное испытание может быть проведено, если только один из образцов для первичных испытаний не выдерживает испытаний. Если испытание не прошли несколько (более одного) образцов, партия должна быть забракована. Повторное испытание может быть проведено на двух дополнительных образцах для испытаний, отобранных от участка изделия, примыкающего к тому участку, от которого был отобран образец для первичных испытаний, не выдержавший испытания. Если какой-либо из образцов не выдерживает повторных испытаний, партия должна быть забракована. Забракованные партии могут быть повторно подвергнуты термической обработке и испытаны как новые партии.
По согласованию между заказчиком и изготовителем количество образцов на каждую партию может быть уменьшено до одного при подтверждении управляемости процесса, достаточным для обеспечения соответствия требования У$т)П не менее 85 %.
7.14.3 Выбор образцов для испытаний и места их отбора
В тех случаях, когда это возможно, исходя из размеров изделий и типа необходимых образцов, образцы для испытаний на SSC отбирают от изделия, конца и участка [вблизи наружной поверхности, по середине стенки, вблизи внутренней поверхности, при контроле твердости по толщине стенки (см. рисунок D.10) (приложение D)] по одному из следующих критериев:
а) для всех методов испытаний: для групп прочности С90 и Т95 среднее значение твердости не менее 24,4 HRC, или для группы прочности С110 — не менее 28,0 HRC, или
Ь) для всех методов испытаний: максимальное среднее значение твердости, полученное в результате проведения предварительного контроля твердости как минимум на пяти изделиях с периодичностью не менее одного на 20 изделий, равномерно распределенных в пределах партии.
Примечание — Проведение предварительного контроля твердости предназначено для того, чтобы провести 5 % от требуемого контроля твердости и ускорить испытания на SSC. Эти изделия являются частью тех труб, которые должны испытываться в соответствии с 7.7.1;
с) или для всех методов испытаний: образцы отбирают от изделия, имеющего наибольшую среднюю твердость в пределах данной партии, или
d) для всех методов испытаний: если это согласовано с заказчиком, изготовитель может проводить испытания на произвольно отобранных образцах при условии, что результаты предыдущих контрольных испытаний или предыдущей аттестации технологии производства (в соответствии с NACE MR0175/ ИСО 15156-1 и ИСО 15156-2) подтверждают, что технология производства обеспечивает получение изделий, отвечающих требованиям SSC настоящего стандарта.
Результаты контроля твердости, полученные на образцах для испытаний на SSC, предназначены для справки.
7.14.4 Испытательный раствор
В соответствии с настоящим стандартом должен быть применен раствор А для испытаний по NACE ТМ0177—2016. В тех случаях, когда в соответствии с NACE ТМ0177—2016 необходимо документальное подтверждение насыщенности испытательного раствора, анализ должен быть проведен с применением йодометрического титрования по приложению С NACE ТМ0177—2016 или другого подтвержденного и документированного метода.
Применение альтернативных растворов для испытания — в дополнительном справочном испытании [см. К.12 (SR 39) (приложение К)].
7.14.5 Минимальные требования стойкости к SSC
а) Метод A NACE ТМ0177-2016, растяжение цилиндрического образца
Образец полного разме- 80 % YSmjn 496 МПа (72 000 фунтов на квадратный дюйм) для
ра (диаметром 6,35 мм 524 МПа (76 000 фунтов на квадратный дюйм) для
[0,250 дюйма]) 85 % YSmin 644 МПа (93 500 фунтов на квадратный дюйм) для
Образец меньшего раз- 72 % YSmjn 447 МПа (64 800 фунтов на квадратный дюйм) для
мера (диаметром 3,81 мм 472 МПа (68 400 фунтов на квадратный дюйм) для
[0,150 дюйма]) 76 % YSmjn 576 МПа (83 600 фунтов на квадратный дюйм) для С110
Ь) Метод В NACE ТМ0177-2016, изгиб балки
Sc (12,0) для С90
Sc (12,6) для Т95
Примечания
1 Требование по методу В установлено только в единицах USC в соответствии с современной промышленной практикой.
2 Для группы прочности С110 требования по методу В отсутствуют.
с) Метод D NACE ТМ0177-2016, DCB
1) Среднее значение 33,0 МПа • м1/2 (30,0 килофунтов на квадратный дюйм • дюйм1/2) при испытании не менее трех образцов для групп прочности С90 и Т95 или среднее значение 26,4 МПа • м172 (24,0 килофунтов на квадратный дюйм • дюйм172) при испытании не менее трех образцов для группы прочности С110.
Для толщины стенки более 50,8 мм (2,0 дюйма) для группы прочности С110 среднее значение при испытании не менее трех образцов составляет 26,4 МПа ■ м172 (24,0 килофунтов на квадратный дюйм • дюйм172), если между заказчиком и изготовителем не согласовано иное.
2) При расчете среднего значения должны быть учтены все удовлетворительные результаты испытания.
3) Результат испытания отдельного образца должен быть не менее:
i) 29,7 МПа ■ м172 (27,0 килофунтов на квадратный дюйм • дюйм172) для групп прочности С90 и Т95 или
ii) 23,1 МПа • м172 (21,0 килофунтов на квадратный дюйм • дюйм172) для группы прочности С110.
Для толщины стенки более 50,8 мм (2,0 дюйма) для группы прочности С110 минимальное значение при испытании отдельного образца составляет 23,1 МПа • м172 (21,0 килофунтов на квадратный дюйм-дюйм172), если между заказчиком и изготовителем не согласовано иное.
4) Следует использовать стандартный образец толщиной 9,53 мм (0,375 дюйма), кроме случаев, допускаемых в перечислении d) 7.14.2.
5) Могут быть применены образцы без или с предварительным усталостным растрескиванием. Если использован образец с предварительным усталостным растрескиванием, коэффициент интенсивности напряжений после предварительного усталостного растрескивания не должен превышать:
i) 29,7 МПа ■ м172 (27,0 килофунта на квадратный дюйм • дюйм172) для групп прочности С90 и Т95, или
ii) 20,4 МПа • м172 (18,6 килофунта на квадратный дюйм • дюйм172) для группы прочности С110.
6) Для группы прочности С90 смещение консоли должно быть 0,76^q| мм (0,030^qq2 дюйма). 7) Для группы прочности Т95 смещение консоли должно быть 0,71^’$| мм (0,028^ qq2 дюйма). 8) Для группы прочности С110 смещение консоли должно быть 0,51^q| мм (0,020^ дюйма).
7.14.6 Признание результатов испытаний неудовлетворительными
Результаты испытаний на SSC следует признать неудовлетворительными и повторное испытание провести только в том случае, если установлена обоснованная причина неудовлетворительного результата, а не на том основании, что испытание не соответствует минимальному требованию SSC. Обоснованными считают (в числе прочих) следующие причины:
а) дефекты механической обработки образцов для испытаний;
Ь) погрешности проведения испытаний.
7.14.7 Дополнительные условия проведения испытаний методом D по NACE ТМ0177—2016
Все измерения смещения консоли должны быть проведены вдоль линии приложения нагрузки. Для проведения замеров штифты вставлять не следует.
Начальное измерение смещения консоли должно быть выполнено до установки клина и может быть проведено на наружной или внутренней поверхности отверстий для приложения нагрузки или по наружной поверхности образца DCB.
Заключительное измерение смещения консоли должно быть выполнено на полностью собранном образце в том же месте, в котором выполнялось начальное измерение.
Смещение консоли должно быть равно разности между результатами начального и заключительного измерений.
Перед проведением испытаний на SSC должен быть проведен контроль твердости по шкале С Роквелла (не менее трех отпечатков), как показано на рисунке D.30 (приложение D). Данные по твердости, полученные на образцах DCB, предназначены для справки.
Как указано в NACE ТМ0177—2016, особое внимание должно быть уделено определению и оценке трещин на кромках образцов.
8 Размеры, масса, отклонения, отделка концов изделий и дефекты
8.1 Ряды и размеры
В таблицах размеров настоящего стандарта приведены ряды и размер (наружный диаметр) труб. Наружный диаметр труб с наружной высадкой равен наружному диаметру тела трубы, а не высаженного конца.
8.2 Размеры и масса
Трубы должны быть поставлены размерами, толщиной стенки и массой, указанными в таблицах С.23—С.26 (приложение С) или в таблицах Е.23—Е.26 (приложение Е), в соответствии с заказом. По согласованию между заказчиком и изготовителем трубы без резьбы могут быть поставлены с другими размерами и другой толщиной стенки. По согласованию между заказчиком и изготовителем обсадные трубы с отделкой концов S, L или В могут быть поставлены с промежуточной толщиной стенки, в пределах конкретного ряда толщин стенок S, L или В и группы прочности, применимых для ряда 1, размерами, указанными в таблице С.1 (приложение С) или таблице Е.1 (приложение Е). Допустимые диапазоны толщины стенки труб в соответствии с API 5В.
Трубная заготовка для муфт, заготовка для муфт и заготовка для соединительных деталей должны быть поставлены размерами, указанными в заказе, или размеры должны быть установлены внутренними требованиями изготовителя применительно к заготовкам для муфт. Сочетание наружного диаметра и толщины стенки трубной заготовки для муфт и заготовки для муфт не должно повторять сочетаний наружного диаметра и толщины стенки, указанных в таблицах С.1 и С.2 (приложение С) или в таблицах Е.1 и Е.2 (приложение Е). Размеры, указанные без отклонений, приведены для проектирования и не подлежат измерениям при приемке изделий или для забраковки.
Размеры обсадных труб более ряда 1: 41/2, но менее ряда 1: 103/4 могут быть указаны заказчиком для эксплуатации в качестве насосно-компрессорных труб [см. в таблицах С.1, С.23, С.27 и С.28 (приложение С) или в таблицах Е.1, Е.23, Е.27 и Е.28 (приложение Е)].
Проверку средств измерений, применяемых при контроле и забраковке изделий, кроме резьбовых калибров-пробок, калибров-колец и устройств для взвешивания, следует проводить не реже, чем один раз в рабочую смену.
Проверка средств контроля, таких как калибры-скобы и оправки, должна состоять из контроля износа и определения соответствия установленным размерам. Проверка точности линеек, рулеток и других, не регулируемых средств измерений должна состоять из визуальной проверки читаемости разметки шкалы и общего износа в фиксированных исходных точках. Назначение регулируемых и нерегулируемых средств измерений, применяемых изготовителем, должно быть задокументировано.
Процедура определения натяга (припасовки) рабочих калибров-колец и калибров-пробок должна быть задокументирована. Проверку устройств для взвешивания следует проводить не реже, чем указано в нормативной документации по эксплуатации весов.
Если средства измерений подверглись воздействию необычных или неблагоприятных условий, способных повлиять на их точность, то перед дальнейшей эксплуатацией должна быть проведена проверка их исправности.
8.3 Диаметр
8.3.1 Измерение и проектированиеа) Применение единиц СИ.
Точность измерения диаметра должна составлять один десятичный знак после запятой для размеров более ряда 1: 65/8. В настоящем стандарте два десятичных знака применены в целях проектирования и обеспечения взаимозаменяемости.
Ь) Применение единиц USC.
Диаметр округляют до трех десятичных знаков.
8.3.2 Требования
Отклонения наружного диаметра труб не должны быть более отклонений, приведенных в 8.11.1. При поставке труб без резьбы с невысаженными концами, в том числе если в заказе указано, что они предназначены для изготовления коротких труб, отклонения для труб без резьбы с невысаженными концами должны быть распространены на всю длину трубы.
Отклонения наружного диаметра трубных заготовок для муфт, заготовок для муфт и заготовок для соединительных деталей должны быть указаны в заказе, или в случае заготовок для муфт и заготовок для соединительных деталей отклонения наружного диаметра должны быть установлены внутренними требованиями изготовителя.
Для труб с резьбой наружный диаметр резьбовых концов должен быть таким, чтобы общая длина резьбы t4 (кроме ВС) и длина резьбы с полным профилем Lc были в пределах размеров и отклонений, указанных в API 5В.
8.4 Толщина стенки
Толщина стенки труб на любом участке должна быть не менее номинального значения t за вычетом допустимого минусового отклонения, как указано в 8.11.2.
Для трубных заготовок для муфт, заготовок для муфт и заготовок для соединительных деталей отклонения по толщине стенки должны быть указаны в заказе, или в случае заготовок для муфт и заготовок для соединительных деталей толщина стенки должна быть установлена внутренними требованиями изготовителя.
8.5 Масса
Масса, определяемая по 10.13.7, должна соответствовать расчетному значению, как указано в настоящем стандарте [или скорректированному расчетному значению для мартенситных хромистых сталей групп прочности L80 (тип 9Сг) или L80 (тип 13Сг)], с учетом отделки концов, указанной в заказе, в пределах отклонений, установленных в 8.11.3. Расчетную массу длиной L WL, кг (фунты), вычисляют по формуле
™L = l^pe^ef) + (ет)](кт), (5)
где согласно API 5СЗ или ИСО 10400:
wpe — масса на единицу длины трубы без резьбы, кг/м (фут-фунт);
Lef—длина трубы с учетом отделки концов, м (футы), как определено в 8.6;
кт — коэффициент коррекции массы: 1,000 для углеродистых сталей; 0,989 для мартенситных хромистых сталей;
ет — увеличение массы за счет отделки концов, кг (фунты).
8.6 Длина
Если между заказчиком и изготовителем не согласовано иное, обсадные, насосно-компрессорные и короткие трубы должны быть поставлены длиной, указанной в таблице С.27 (приложение С) или таблице Е.27 (приложение Е). Длина муфт должна соответствовать указанной в таблицах С.32 — С.35 (приложение С) или в таблицах Е.32—Е.35 (приложение Е), в зависимости от применения. Длина трубных заготовок для муфт, заготовок для муфт и заготовок для соединительных деталей должна быть указана в заказе, или, в случае заготовок для муфт и заготовок для соединительных деталей, длина должна быть установлена внутренними требованиями изготовителя. Длина каждого готового изделия должна быть измерена для определения соответствия требованиям к длине. Длина должна быть измерена в метрах с точностью до второго десятичного знака (в футах с точностью до первого десятичного знака).
Точность средств измерений должна соответствовать ±0,03 м (±0,1 фута) при измерении изделий длиной менее 30 м (100 футов).
8.7 Стыкованные обсадные трубы
Если это указано в заказе, обсадные трубы с закругленной резьбой могут быть поставлены стыкованными (из двух отрезков, соединенных для получения стандартной длины) в количестве не более 5 % труб заказа; но ни одна из стыкуемых труб не должна быть менее 1,52 м (5,0 футов).
8.8 Высота грата от электросварки и его удаление
8.8.1 Удаление грата от электросваркиНаружный грат на электросварной трубе должен быть удален до уровня прилежащей поверхности тела трубы.
Изготовитель должен обеспечить, чтобы на внутренней поверхности шва электросварных труб: а) грат был удален до уровня прилежащей поверхности тела трубы, насколько это возможно; и Ь) отсутствовали острые кромки грата.
Для соответствия этим требованиям допускается образование незначительного углубления сварного шва после удаления внутреннего грата. Удаление внутреннего грата следует выполнять в соответствии с 8.8.2 и 8.8.3.
8.8.2 Все группы прочности, кроме Р110 и Q125
Высота внутреннего грата сварного шва должна быть не более 1,14 мм (0,045 дюйма) для обсадных труб, или коротких обсадных труб, или 0,38 мм (0,015 дюйма) для насосно-компрессорных труб, или коротких насосно-компрессорных труб при измерении от прилежащей поверхности тела трубы.
Величина углубления, образующегося после удаления внутреннего грата, не должна быть более значений, указанных в таблице 12, для различных толщин стенки. Величину углубления определяют как разность между толщиной стенки, измеренной на расстоянии приблизительно 25 мм (1 дюйм) от линии сварного шва, и толщиной сварного шва в месте углубления.
Таблица 12 — Высота грата от электросварки и удаление грата (все группы прочности, кроме Р110 и Q125)
Толщина стенки | Величина углубления, не более |
От 3,84 до 7,64 мм (от 0,151 до 0,301 дюйма) | 0,38 мм (0,015 дюйма) |
> 7,64 мм (> 0,301 дюйма) | 0,05 t |
8.8.3 Группы прочности Р110 и Q125
Остатки внутреннего грата не допускаются. Величина углубления не должна быть более 0,38 мм (0,015 дюйма), и углубление не должно иметь острых кромок, препятствующих проведению ультразвукового контроля. Величину углубления определяют как разность между толщиной стенки, измеренной на расстоянии приблизительно 25 мм (1 дюйм) от линии сварного шва, и толщиной сварного шва в месте углубления.
8.8.4 Изделия, не соответствующие требованиям
Трубы с остатками сварного грата, превышающего пределы, указанные в 8.8.2 или в 8.8.3, должны быть забракованы или приведены в соответствие с требованиями с применением шлифования.
8.9 Прямолинейность
8.9.1 ТрубыОтклонение от прямолинейности или высота хорды должны быть не более следующих значений: а) 0,2 % от общей длины трубы, измеренной от одного торца трубы до другого, для труб ряда 1: 41/2 и более;
Ь) 3,18 мм (1/8 дюйма) на длине 1,5 м (5,0 футов) от каждого торца трубы.
[См. рисунки D.13 и D.14 (приложение D)]
8.9.2 Трубные заготовки для муфт, заготовки для муфт и заготовки для соединительных деталей
Требования к прямолинейности должны быть согласованы между заказчиком и изготовителем, или в случае заготовок для муфт и заготовок для соединительных деталей прямолинейность должна быть установлена внутренними требованиями изготовителя.
8.10 Требования к контролю проходимости труб
Каждая труба должна быть подвергнута контролю на проходимость оправкой по всей длине. Контроль оправкой может быть проведен на трубах с резьбой или без резьбы. Изделия с резьбой API и изделия SF с муфтами, для которых проведен контроль оправкой по всей длине перед установкой муфт, также должны быть подвергнуты контролю оправкой после механического свинчивания с муфтой на расстоянии не менее 0,6 м (24 дюйма) от муфтового конца обсадной трубы и не менее 1,1м (42 дюйма) от муфтового конца насосно-компрессорной трубы, включая любые зоны, на которые может оказывать влияние оборудование, применяемое при свинчивании. Размеры оправок (длина и диаметр) должны соответствовать указанным в таблице С.28 (приложение С) или таблице Е.28 (приложение Е).
Если в заказе указан контроль труб альтернативной оправкой:
а) трубы с размерами и массой, указанными в таблице С.29 (приложение С) или таблице Е.29 (приложение Е), проверяют альтернативными оправками, размеры которых указаны в этих таблицах, если в заказе не указан другой размер;
Ь) трубы с размерами и массой, не указанными в таблице С.29 (приложение С) или таблице Е.29 (приложение Е), проверяют альтернативными оправками в соответствии с заказом.
Трубы после контроля альтернативной оправкой маркируют таким образом, как указано в разделе 11.
8.11 Отклонения размеров и массы
8.11.1 Наружный диаметрДля наружного диаметра трубы D следует применять предельные отклонения, указанные в таблице 13.
Таблица 13 — Предельные отклонения размеров (наружный диаметр трубы)
Ряд 1 | Предельное отклонение наружного диаметра D |
< 41/2 >41/2 | ±0,79 мм (±0,031 дюйма) |
Для насосно-компрессорных труб с высадкой и интегральным соединением должны быть применены предельные отклонения, указанные в таблице 14 для наружного диаметра тела трубы непосредственно за высаженным концом, на расстоянии приблизительно 127 мм (5,0 дюймов) для труб ряда 1: 51/2 и менее, и на расстоянии, приблизительно равным наружному диаметру, для размеров более ряда 1: 51/2. Измерения должны быть проведены штангенциркулем или калибром-скобой.
Таблица 14 — Предельные отклонения размеров (насосно-компрессорные трубы с высадкой и интегральным соединением)
Ряд 1 | Предельное отклонение за теи или Lo |
<з1/2 | 1о79 ммС?/з2 дюйма) |
> 31/2 до < 5 | +2,78 мм до -0,75 % D (+7/64 дюйма до -0,75 % D) |
> 5 до < 85/8 | +3,18 мм до -0,75 % D (+1/8 дюйма до -0,75 % D) |
>8% | +3,97 мм до -0,75 % D (+5/32 Дюйма до -0,75 % D) |
Для насосно-компрессорных труб с наружной высадкой ряда 1: 23/8 и более, для наружного диаметра на расстоянии La от торца трубы [см. рисунок D.5 (приложение D)] применяют предельные отклонения, указанные в таблице 15.
Изменения диаметра между La и Lb должны быть плавными и постепенными. Отклонения наружного диаметра тела трубы не распространены на участок, находящийся на расстоянии Lb от торца трубы.
Таблица 15 — Предельные отклонения размеров (насосно-компрессорные трубы с наружной высадкой)
Ряд 1 | Предельное отклонение |
>23/8до<31/2 | 3:79ммй/з2 дюйма) |
> 31/2 до < 4 | мм сЗ/зг дюйма) |
>4 | +2,78 мм до -0,75 % D (+7/64 дюйма до -0,75 % D) |
8.11.2 Толщина стенки
Предельные отклонения для труб должны быть минус 12,5 %.
8.11.3 Масса
Стандартные отклонения массы указаны в таблице 16. Если номинальная минимальная толщина стенки равна или превышает 90 % номинальной толщины стенки, плюсовое отклонение массы отдельной трубы должно быть увеличено до +10 %.
Таблица 16 — Стандартные отклонения массы
Количество | Отклонение |
Отдельная труба | —3,0 |
Вагонный груз 18 144 кг (40 000 фунтов) или более | -1,75% |
Вагонный груз менее 18 144 кг (40 000 фунтов) | -3,5 % |
Позиции заказа 18 144 кг (40 000 фунтов) или более | -1,75% |
Позиции заказа менее 18 144 кг (40 000 фунтов) | -3,5 % |
8.11.4 Внутренний диаметр
Предельные отклонения внутреннего диаметра с/определены предельными отклонениями наружного диаметра и массы.
8.11.5 Высаженные концы
Предельные отклонения размеров высаженных концов указаны в таблицах С.25 и С.26 (приложение С) или в таблицах Е.25 и Е.26 (приложение Е).
8.11.6 Высаженные концы труб увеличенной длины
По согласованию между заказчиком и изготовителем насосно-компрессорные трубы с наружной высадкой могут быть заказаны с высаженными концами увеличенной длины Le/. Не менее 95 % труб (с обоих концов) должны соответствовать длине Le/, а остальные — длине Leu, если между заказчиком и изготовителем не согласовано иное.
8.12 Отделка концов
8.12.1 Трубы без резьбыТрубы без резьбы поставляют с высадкой или без высадки, но в соответствии со всеми требованиями настоящего стандарта для конкретной группы прочности и с маркировкой, предусмотренной в 11.5.2.
8.12.2 Изделия с резьбами API
В соответствии с заказом изделия должны быть поставлены с одним из видов отделки концов, указанным в таблицах С.1 и С.2 (приложение С) или в таблицах Е.1 и Е.2 (приложение Е).
Трубы могут быть поставлены с муфтами с уплотнительными кольцами, если в заказе указано дополнительное требование К.8 (SR 13) (приложение К).
Обсадные трубы групп прочности Н40, J55 или К55 некоторых размеров могут быть поставлены с короткой или с удлиненной резьбой [см. таблицу С.1 (приложение С) или таблицу Е.1 (приложение Е)]. Если требуется поставка обсадных труб с удлиненной резьбой, заказчик должен указать это в заказе. При отсутствии такого указания обсадные трубы должны быть поставлены с короткой резьбой в соответствии с таблицей С.23 (приложение С) или таблицей Е.23 (приложение Е).
8.12.3 Скругленные торцы
Вместо обычного притупления острых кромок на резьбовых концах насосно-компрессорных труб с наружной высадкой по выбору изготовителя или по требованию заказчика трубы могут быть поставлены со скругленными или пулевидными торцами. Скругление торцов выполняют для облегчения нанесения покрытия, при этом радиусы переходов должны быть плавными, на поверхности скругления по внутреннему и наружному диаметрам не должно быть острых кромок, заусенцев или расслоений. Вид и размеры конца трубы со скругленным торцом приведены на рисунке D.6 (приложение D). Приведенные размеры являются рекомендуемыми и не подлежат измерениям при приемке изделий.
8.12.4 Нарезание резьбы
Резьба изделий, методы контроля калибрами и контроля резьбы должны соответствовать требованиям API 5В. Для обеспечения соответствия требованиям к резьбе допускается изменение формы концов изделий, при этом скругление профиля торцов изделий ударным воздействием не допускается. Изменение формы концов изделий группы прочности С90 и выше допускается только по согласованию с заказчиком.
8.12.5 Качество отделки концов
На внутренней и наружной кромках торцов изделий не должно быть заусенцев. Резьбы изделий из мартенситных хромистых сталей склонны к заеданию или образованию задиров при свинчивании и развинчивании. Устойчивость резьб к образованию задиров может быть повышена за счет специальной обработки поверхности, которая не входит в область применения настоящего стандарта.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
Для группы прочности С110 резьбы ниппельного и муфтового концов должны быть подвергнуты абразивно-струйной очистке или другой соответствующей обработке, в том числе в процессе нарезания резьбы, которая по согласованию между заказчиком и изготовителем является достаточной для того, чтобы исключить наличие металла, склонного к отслоению или приводящего к образованию задиров при свинчивании.
8.12.6 Специальная отделка концов
Трубы могут поставляться с отделкой концов, не предусмотренной в настоящем стандарте, если это указано в заказе. Тело таких труб должно быть изготовлено в соответствии с требованиями настоящего стандарта. При нарезании резьбы на заводе по изготовлению труб или обработчиком трубу маркируют согласно 11.5.2.
Муфты и детали могут поставлять с отделкой концов, не предусмотренной в настоящем стандарте, если это указано в заказе. Такие изделия должны быть изготовлены в соответствии с требованиями настоящего стандарта, за исключением специальной отделки концов и размеров, и промаркированы согласно 11.5.2.
При нарезании резьбы, соответствующей требованиям API 5В, на изделия, не указанные в таблицах С.1 и С.2 (приложение С) и Е.1 и Е.2 (приложение Е), на данные изделия должна быть нанесена маркировка в соответствии с 11.5.2.
8.13 Дефекты
8.13.1 Трубы и детали, изготовленные из трубТрубы и детали, изготовленные из труб, не должны иметь следующих дефектов:
а) закалочных трещин;
Ь) прожогов;
с) несовершенств, нарушающих сплошность поверхности, уменьшающих фактическую толщину стенки до значения менее 87,5 % от номинального значения;
d) несовершенств, не нарушающих сплошность поверхности, выявляемых NDE (кроме визуального контроля), если это предусмотрено настоящим стандартом [см. 10.15, К.2 (SR 1) и К.З (SR 2) (приложение К)] или указано в заказе, площадь проекции которых на наружной поверхности более 260 мм2 (0,40 квадратных дюйма);
е) несовершенств, не нарушающих сплошность поверхности сварного шва, на расстоянии 1,6 мм (1/16 дюйма) в обе стороны от линии сварного шва, уменьшающих фактическую толщину стенки до значения менее 87,5 % от номинального значения;
f) линейных несовершенств наружной или внутренней поверхности, любой ориентации, с глубиной, превышающей значения, указанные в таблице С.30 (приложение С) или в таблице Е.ЗО (приложение Е);
д) несовершенств, нарушающих сплошность поверхности высаженных концов труб, любой ориентации, с глубиной, превышающей значения, указанные в таблице С.31 (приложение С) или в таблице Е.31 (приложение Е);
h) острых уступов или резких изменений профиля, которые могут вызвать зависание инструмента с крюком 90° на изделиях с высаженными внутрь концами [см. рисунок D.25 (приложение D)];
i) нелинейных несовершенств, нарушающих сплошность внутренней поверхности, расположенных на участке наружной резьбы тела трубы и имеющих глубину более 10 % номинальной толщины стенки.
8.13.2 Заготовки для соединительных деталей, изготавливаемые не из труб, трубные заготовки для муфт и заготовки для муфт
Заготовки для соединительных деталей, изготавливаемые не из труб, трубные заготовки для муфт и заготовки для муфт не должны иметь закалочных трещин и прожогов.
Трубные заготовки для муфт и заготовки для муфт не должны иметь несовершенств, нарушающих сплошность наружной поверхности (или такие несовершенства должны быть четко обозначены) глубиной более 5 % толщины стенки или выводящих наружный диаметр или толщину стенки за установленные предельные отклонения. Кроме того, не должно быть дефектов, указанных в перечислении с) 8.13.1.
8.13.3 План контроля процесса
Изготовитель на основе имеющегося опыта производства и требований раздела 10 должен применять план контроля процесса, обеспечивающий соблюдение указанных выше требований.
8.14 Свинчивание с муфтами и защита резьбы
8.14.1 Все группы прочности, кроме Q125Муфты обсадных труб и обычные муфты насосно-компрессорных труб должны быть свинчены с трубами механическим способом, кроме тех случаев, когда они должны быть свинчены вручную (см. примечание 1) или поставляются отдельно, если это указано в заказе. Специальные муфты для насосно-компрессорных труб должны быть свинчены с трубами вручную, кроме тех случаев, когда муфты поставляют отдельно, если это указано в заказе.
Перед свинчиванием трубы с муфтой на всю поверхность сопрягаемой резьбы муфты или трубы должна быть нанесена резьбовая смазка. По согласованию между заказчиком и изготовителем смазка может быть нанесена на поверхность резьбы и муфты, и трубы. Если в заказе не указаны другие требования, то резьбовая смазка должна соответствовать требованиям API 5АЗ или ИСО 13678. Если трубы поставляют с муфтами, на свободные концы труб и муфт должны быть установлены резьбовые предохранительные детали. Если трубы поставляют без муфт, резьбовые предохранительные детали должны быть установлены на оба конца труб. Резьбовые предохранительные детали должны соответствовать требованиям, указанным в 12.2. Открытые участки резьбы изделий должны быть покрыты резьбовой смазкой. На открытых участках резьбы изделий резьбовая смазка может быть заменена кон-сервационной резьбовой смазкой другого цвета. Смазка должна быть нанесена на чистую поверхность резьбы, очищенную от влаги или остатков смазочно-охлаждающей жидкости.
Примечание 1 — Цель ручного свинчивания с муфтами — облегчить развинчивание муфт для очистки и контроля резьбы и нанесения свежей смазки перед применением труб. Такое свинчивание способствует уменьшению вероятности возникновения утечек, поскольку соединения труб с муфтами, выполненные механическим свинчиванием, могут потерять герметичность при транспортировании, погрузочно-разгрузочных операциях и эксплуатации.
Примечание 2 — Мартенситно-хромистая сталь склонна к образованию задиров. Следует применять специальные меры предосторожности при обработке поверхности резьбы и/или резьбовую смазку для уменьшения образования задиров при проведении гидростатических испытаний (при установке и снятии заглушек).
8.14.2 Группа прочности Q125
Для группы прочности Q125 требования аналогичны указанным в 8.14.1, за исключением того, что муфты с резьбами API должны быть поставлены отдельно, если в заказе не указано механическое свинчивание.
9 Муфты
9.1 Общие требования
Муфты должны быть бесшовными, такой же группы прочности и типа, такого же PSL или выше, как и трубы, и должны быть подвергнуты такой же термической обработке, как и трубы, с учетом исключений, приведенных в 9.2.
Муфты должны быть изготовлены из муфтовых заготовок, изготовленных из трубных заготовок для муфт, заготовок для муфт или горячекованых поковок, за исключением муфт групп прочности С110 и Q125, которые не допускается изготавливать из горячекованых поковок.
Для муфтовых заготовок группы прочности С110, подвергаемых термической обработке в виде отдельных изделий, применяют только метод по перечислению с) 10.2.3.
Дополнительные требования к муфтовым заготовкам для группы прочности С110 и Q125 см. в К.4 (SR 9) (приложение К).
При нанесении гальванического покрытия на муфты процесс нанесения покрытия должен быть контролируемым для сведения к минимуму абсорбции водорода.
9.2 Альтернативные группы прочности или режимы термической обработки
9.2.1 Если термическая обработка не указана в заказе, трубы группы прочности Н40 должны быть поставлены с муфтами групп прочности Н40, J55 или К55 в состоянии после прокатки, нормализации, нормализации и отпуска или закалки и отпуска.
9.2.2 Если термическая обработка не указана в заказе, трубы группы прочности J55 должны быть поставлены с муфтами групп прочности J55 или К55 в состоянии после прокатки, нормализации, нормализации и отпуска или закалки и отпуска.
9.2.3 Если термическая обработка не указана в заказе, трубы группы прочности К55 должны быть поставлены с муфтами группы прочности К55 в состоянии после прокатки, нормализации, нормализации и отпуска или закалки и отпуска.
9.2.4 Насосно-компрессорные трубы EU группы прочности J55 должны быть поставлены со специальными муфтами группы прочности L80 (тип 1), если это указано в заказе.
9.2.5 Обсадные трубы с упорной трапецеидальной резьбой групп прочности J55 или К55 должны быть поставлены с муфтами группы прочности L80 (тип 1), если это указано в заказе.
9.2.6 Трубы, подвергнутые нормализации, группы прочности N80 (тип 1) должны быть поставлены с муфтами группы прочности N80 (тип 1) или группы прочности N80Q.
9.2.7 Трубы, подвергнутые нормализации и отпуску, группы прочности N80 (тип 1) должны быть поставлены с муфтами, подвергнутыми нормализации и отпуску, группы прочности N80 (тип 1) или с муфтами группы прочности N80Q.
9.2.8 Насосно-компрессорные трубы EU группы прочности N80 (тип 1) и N80Q должны быть поставлены со специальными муфтами группы прочности Р110, если это указано в заказе.
9.2.9 Обсадные трубы с упорной трапецеидальной резьбой группы прочности N80 (тип 1) и N80Q должны быть поставлены с муфтами группы прочности Р110, если это указано в заказе.
9.2.10 Обсадные трубы с упорной трапецеидальной резьбой группы прочности Р110 должны быть поставлены с муфтами группы прочности Q125, если это указано в заказе.
9.3 Механические свойства
Механические свойства муфт должны соответствовать требованиям, указанным в разделах 7 и 10, включая периодичность испытаний, условия повторных испытаний и т. п. Записи по испытаниям должны быть предоставлены инспекции, проводимой заказчиком.
9.4 Размеры и предельные отклонения
9.4.1 Все группы прочности, кроме Q125Размеры и предельные отклонения муфт должны соответствовать указанным в таблицах С.32—С.35 (приложение С) или в таблицах Е.32—Е.35 (приложение Е). Если в заказе не указано иное, то обсадные и насосно-компрессорные трубы с резьбой и муфтами должны быть поставлены с обычными муфтами.
9.4.2 Группа прочности Q125
Муфты могут быть механически обработаны по всей наружной поверхности в дополнение к обработке внутренней поверхности. Размеры муфт должны соответствовать указанным в заказе, кроме муфт со стандартной резьбой API, в этом случае размеры должны соответствовать приведенным в таблицах С.32 и С.33 (приложение С) или таблицах Е.32 и Е.ЗЗ (приложение Е).
9.5 Обычные муфты
Наружные диаметры И/ обычных муфт указаны в таблицах С.32—С.35 (приложение С) или в таблицах Е.32—Е.35 (приложение Е). Внутренняя и наружная кромки торцов муфт должны быть скруглены или притуплены, при этом ширина плоскости торцов муфт (размер Ь) не должна существенно уменьшаться и должна быть достаточной для безопасного удержания трубы на элеваторе. Торцы муфт должны быть перпендикулярны оси муфт.
9.6 Специальные муфты. Все группы прочности, кроме Q125
Если это указано в заказе, обсадные труб с упорной трапецеидальной резьбой и насосно-компрессорные трубы с наружной высадкой должны быть поставлены со специальными муфтами (с уменьшенным наружным диаметром И/с). Если в заказе не указано иное, на обоих концах специальных муфт для насосно-компрессорных труб с наружной высадкой должна быть выполнена специальная фаска, как указано в 9.9 и на рисунке D.5 (приложение D).
Если это указано в заказе, то на обоих концах специальных муфт для обсадных труб с упорной трапецеидальной резьбой должна быть выполнена специальная фаска, как показано на рисунке D.3 (приложение D). Внутренняя и наружная кромки торцов муфт должны быть скруглены или притуплены, как показано на рисунках D.3 и D.5 (приложение D).
Торцы муфт (или притупление при выполнении фаски) должны быть перпендикулярны оси муфт. Размеры (кроме размера Ь) и предельные отклонения размеров специальных муфт должны соответствовать указанным в таблицах С.33 и С.35 (приложение С) или в таблицах Е.ЗЗ и Е.35 (приложение Е) и на рисунках D.3 и D.5 (приложение D).
Требования к маркировке и цветовой идентификации — в соответствии с разделом 11.
9.7 Комбинированные муфты
Если это указано в заказе, должны быть поставлены комбинированные муфты с разными типами резьбовых соединений, но с одинаковыми размерами. Минимальная длина и минимальный наружный диаметр комбинированных муфт должны быть достаточными для номинального размера и типа резьбы.
9.8 Муфты с уплотнительными кольцами
Если это указано в заказе, то поставляют муфты с уплотнительными кольцами, соответствующие требованиям К.8 (SR 13) (приложение К). Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
9.9 Обычные муфты со специальной фаской для насосно-компрессорных труб.
Все группы прочности, кроме С110 и Q125Если это указано в заказе, для насосно-компрессорных труб без высадки и с наружной высадкой поставляют обычные муфты со специальной фаской, соответствующие требованиям, указанным в таблицах С.34 и С.35 (приложение С) или в таблицах Е.34 и Е.35 (приложение Е). Если не указано иное, обычные муфты со специальной фаской для насосно-компрессорных труб должны иметь фаски с обоих концов, как показано на рисунках D.4 и D.5 (приложение D). Внутренние и наружные кромки торцов муфт должны быть скруглены или притуплены, как показано на рисунках D.4 и D.5 (приложение D). Плоскость притупления торцов муфт должна быть перпендикулярной оси муфт.
9.10 Нарезание резьбы
9.10.1 Общие требованияРезьба муфт, методы измерения калибрами и контроля резьбы должны соответствовать требованиям API 5В. Муфты с резьбой API не допускается подвергать раздаче для обеспечения требуемой конусности резьбы.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
Примечание — Муфты с резьбой API могут не иметь такой высокой герметичности, которая бы соответствовала внутреннему давлению, при котором напряжения в трубе достигают предела текучести, вследствие недостаточного плотного сопряжения между муфтой и ниппельным концом трубы.
9.10.2 Муфты
В соответствии с заказом муфты для обсадных труб должны быть поставлены с одним из видов отделки концов, приведенных в таблицах С.1 и С.2 (приложение С) или в таблицах Е.1 и Е.2 (приложение Е).
В соответствии с заказом муфты для насосно-компрессорных труб должны быть поставлены с одним из видов отделки концов, приведенных в таблице С.2 (приложение С) или в таблице Е.2 (приложение Е).
9.11 Контроль поверхности
9.11.1 Все готовые муфты не должны иметь несовершенств, нарушающих непрерывность резьбы.
9.11.2 Все муфты должны быть проконтролированы по наружной и внутренней поверхностях после окончательной механической обработки и до нанесения гальванического покрытия на внутреннюю или наружную поверхность, с применением влажного флуоресцентного магнитопорошкового контроля согласно ИСО 13665 или АСТМ Е709, в тангенциально ориентированном магнитном поле, для выявления продольных поверхностных несовершенств или иным методом неразрушающего контроля эквивалентной чувствительности, согласованным с заказчиком. Записи по контролю должны быть сохранены в соответствии с 10.15.4.
9.11.3 По согласованию между заказчиком и изготовителем NDE муфт групп прочности Н40, J55 К55 допускается не проводить. В этом случае внутренняя и наружная поверхности муфт должны быть подвергнуты визуальному контролю после окончательной механической обработки и до нанесения гальванического покрытия, причем поверхность не должна иметь видимых плен, трещин и раковин. Требования к маркировке приведены в таблице С.48 (приложение С) или в таблице Е.48 (приложение Е).
Примечание — При визуальном контроле недопустимыми считают трещины и плены, выявляемые без проведения неразрушающего контроля магнитопорошковым, капиллярным или другим методом.
9.11.4 Поверхность резьбы муфт должна быть подвергнута визуальному контролю после нанесения гальванического или иного покрытия с целью контроля качества покрытия.
9.11.5 Несовершенства, обнаруженные во время контроля у изготовителя, за исключением допустимых согласно таблице С.36 (приложение С) или таблице Е.36 (приложение Е), должны быть удалены.
9.11.6 За исключением указанного в 9.11.7, готовые муфты, прошедшие повторный контроль за пределами изготовителя в соответствии с 9.11.2 или 9.11.3, не должны иметь несовершенств, кроме наружных несовершенств, указанных в таблице С.36 (приложение С) или таблице Е.36 (приложение Е).
9.11.7 Муфты не должны быть забракованы при наличии несовершенств менее 5 % критической толщины стенки, обнаруженных при повторном контроле вне изготовителя, на основании следующего:
а) муфты групп прочности J55 и К55, подвергаемые испытаниям на ударный изгиб при температуре 0 °C (32 °F) или менее, по результатам которых содержание вязкой составляющей в изломе образцов более 80 %, и превышающие требования к минимальной работе удара, и
Ь) муфты групп прочности N80 (все типы), R95, L80 (все типы), С90, Т95, С110, Р110, и Q125.
Критическую толщину стенки определяют в соответствии с 7.3.2.
9.11.8 Муфты не должны иметь прожогов.
9.12 Измерение несовершенств
Глубину несовершенства следует измерять от поверхности или контура муфты, продолженных поверх несовершенства. Наружный диаметр готовой муфты должен измеряться по готовой поверхности или контуру муфты (т. е. по исходной поверхности или контуру зачистки, полученному после удаления несовершенства или дефекта). Наружный диаметр измеряют от основания допустимой раковины.
9.13 Ремонт и удаление несовершенств и дефектов
Ремонт сваркой не допускается.
Шлифование или механическая зачистка трещин или прожогов не допускается.
Недопустимые несовершенства, определенные в 9.11.5, должны быть полностью удалены.
Допустимые несовершенства наружной поверхности [см. таблицу С.39 (приложение С) или таблицу Е.39 (приложение Е)] могут быть удалены, или их глубина может быть уменьшена механической обработкой или шлифованием.
Участки поверхности, подвергнутые механической обработке или шлифованию, должны плавно переходить к прилежащей поверхности муфты. Наружный диаметр готовых муфт на участках зачистки должен находиться в пределах заданных отклонений.
После удаления дефектов участок зачистки должен быть подвергнут повторному контролю таким же методом и с такой же чувствительностью, как и при первичном контроле, или другим методом с такой же или более высокой чувствительностью.
9.14 Обработка поверхности резьбы. Группа прочности Q125
Обработка поверхности резьбы должна соответствовать требованиям, указанным в заказе.
9.15 Защита муфт и муфтовых заготовок. Группы прочности С90, Т95, С110 и Q125
Муфты и муфтовые заготовки с механически обработанной наружной поверхностью, поставляемые отдельно, должны быть упакованы в ящики для предотвращения контакта друг с другом во время транспортирования. Другие муфтовые заготовки должны быть упакованы в ящики для предотвращения вмятин и задиров, которые не могут быть удалены путем последующей механической обработки. Ящики должны быть изготовлены из материалов, исключающих повреждение поверхности муфт при транспортировании и иметь конструкцию, пригодную для проведения погрузочно-разгрузочных операций автопогрузчиками.
10 Контроль и испытания
10.1 Испытательное оборудование
Изготовитель должен установить и задокументировать периодичность калибровки и проверки применяемого для испытаний и контроля оборудования, чтобы иметь возможность подтвердить соответствие изделий требованиям настоящего стандарта. Если калибровку или проверку проводят ежемесячно, то максимальный интервал должен заканчиваться в последний день месяца, в котором запланирована калибровка, включительно.
Если испытательное или измерительное оборудование, которое должно быть подвергнуто калибровке или проверке в соответствии с требованиями настоящего стандарта, подвергается воздействию необычных или неблагоприятных условий, которые могут повлиять на его точность, то перед дальнейшим применением должна быть проведена его повторная калибровка или проверка.
10.2 Определение размера партии для проведения испытаний механических свойств
10.2.1 Группы прочности Н40, J55, К55, L80 (тип 1), N80 (все типы), R95 и Р110. Трубные заготовки для муфт, заготовки для муфт, заготовки для соединительных деталей и трубы (кроме муфтовых заготовок, коротких труб или заготовок для соединительных деталей, прошедших термическую обработку после разрезания на заготовки или отдельные длины)
Под партией понимается совокупность изделий одного номинального размера и одной группы прочности, из стали одной плавки или разных плавок, в состоянии после прокатки или после термической обработки, как части непрерывного процесса (или в отдельной садке), сгруппированных согласно документированной процедуре, обеспечивающей соблюдение соответствующих требований настоящего стандарта.
При группировке различных плавок в соответствии с документированной процедурой данная процедура, как минимум, должна обеспечивать выполнение следующих требований:
а) идентификация сгруппированных плавок должна быть уникальной и отличаться от плавок, подлежащих группировке;
Ь) изделие из каждой сгруппированной плавки должно пройти предварительную обработку и продемонстрировать соответствие настоящему стандарту;
с) каждая сгруппированная плавка должна иметь такой химический состав, который соответствует ограничениям по химическому составу, задокументированным в рамках валидации ранее установленного технологического процесса;
d) прослеживаемость каждой из сгруппированных исходных плавок должна быть задокументирована;
е) не допускается группировка какого-либо сгруппированного набора плавок с другим сгруппированным набором плавок;
f) сгруппированные плавки с использованием групп прочности, которые не требуют термообработки в соответствии с таблицей С.З (приложение С) и таблицей Е.З (приложение Е) и были сгруппированы до начала производства, изготавливают с учетом таких же контрольных параметров, которые ранее применялись при производстве изделий из каждой плавки в составе группы;
д) сгруппированные плавки, которые подлежат дальнейшей термообработке, должны быть обработаны с учетом таких же утвержденных параметров термообработки, которые ранее применялись при производстве изделий из каждой плавки в составе группы.
10.2. 2 Группы прочности L80 (9Cr), L80 (1 ЗСг), С90, Т95, С110 и Q125. Трубные заготовки для муфт, заготовки для муфт, заготовки для соединительных деталей и трубы (кроме муфтовых заготовок, коротких труб или заготовок для соединительных деталей, прошедших термическую обработку после разрезания на заготовки или отдельные длины)
Под партией понимают совокупность изделий одного номинального размера и одной группы прочности, изготовленных из стали одной плавки, которые подвергались термической обработке, в части непрерывного процесса (или в отдельной садке).
10.2. 3 Муфтовые заготовки, короткие трубы или заготовки для соединительных деталей, прошедшие термическую обработку после разрезания на заготовки или отдельные длины
Под партией понимают совокупность изделий одного номинального размера и одной группы прочности, изготовленных из стали одной плавки, которая подвергалась:
а) периодической термической обработке одновременно на одной линии термической обработки или в одной печи, или
Ь) непрерывной термической обработке в последовательных садках при одинаковых параметрах непрерывного процесса на одной линии термической обработки или в одной печи с регистрирующим устройством, обеспечивающим документирование параметров термической обработки в течение процесса, или
с) термической обработке в виде отдельных изделий при одинаковых параметрах непрерывного процесса, в производственном цикле не более 8 ч, на одной линии термической обработки или в одной печи, с регистрирующим устройством, обеспечивающим документирование параметров термической обработки в течение процесса.
Кроме того, для групп прочности С90, Т95, С110 и Q125 в партии должно быть не более 30 муфтовых заготовок, коротких труб или заготовок для соединительных деталей для обсадных труб ряда 1: 95/8 и более или 50 муфтовых заготовок, коротких труб или заготовок для соединительных деталей меньшего размера, подвергаемых термической обработке в виде отдельных изделий.
10.3 Контроль химического состава
10.3.1 Анализ плавкиДля групп прочности Н40, J55, К55, N80 (все типы), R95, L80 (все типы), С90, Т95 и Р110 изготовитель должен предоставить записи по результатам анализа каждой плавки стали, применяемой при изготовлении поставляемых по заказу изделий. Кроме того, по требованию заказчика ему должны быть предоставлены результаты количественного анализа по другим элементам, использованным изготовителем для обеспечения механических свойств изделий.
Для групп прочности С110 и Q125 изготовитель должен предоставить записи по результатам анализа каждой плавки стали, использованной для изготовления поставляемых по заказу изделий. Записи должны включать результаты количественного анализа по другим элементам, применяемым изготовителем для обеспечения механических свойств изделий.
10.3.2 Анализ изделий
Для анализа отбирают два трубных изделия от каждой плавки. Анализ должен быть проведен изготовителем на готовом трубном изделии до или после термической обработки. Для электросварных изделий химический анализ может быть проведен на пробах от рулонного проката.
Анализ изделия должен включать результаты определения количественного анализа всех элементов, указанных в таблице С.4 (приложение С) или в таблице Е.4 (приложение Е), включая элементы, используемые изготовителем для обеспечения механических свойств.
Примечание — В качестве результатов анализа химического состава муфт, коротких труб и заготовок для соединительных деталей могут быть использованы результаты анализа химического состава исходной заготовки, выполненного изготовителем или обработчиком стали.
10.3.3 Методы анализа
Химический состав должен быть определен стандартными методами, применяемыми для определения химического состава, например: методом эмиссионной спектроскопии, рентгеновского эмиссионного анализа, атомно-абсорбционным методом, методом сжигания или влажными аналитическими методами. При калибровке оборудования, используемого для контроля, применяют стандартные образцы материалов. При возникновении разногласий химический анализ должен быть выполнен методами, указанными в ИСО 9769 или АСТМ А751.
10.3.4 Повторный анализ изделий. Все группы прочности
Если результаты анализа обоих отрезков трубного изделия, представляющего плавку, не соответствуют установленным требованиям, по выбору изготовителя плавка должна быть забракована или должен быть проведен анализ всех остальных изделий плавки на соответствие установленным требованиям. Если результат анализа только одного образца не соответствует установленным требованиям, по выбору изготовителя плавка должна быть забракована или должен быть проведен повторный анализ двух других изделий из такой же плавки. Если оба результата повторного анализа изделия соответствуют требованиям, плавка должна быть принята, за исключением образца, несоответствие которого обнаружено при первичном анализе. Если один или оба результата повторного анализа изделия не соответствуют требованиям, по выбору изготовителя вся плавка должна быть забракована или должен быть проведен анализ каждого изделия плавки. При анализе каждого изделия в плавке должен быть проведен анализ только тех элементов, по которым получен результат, не соответствующий требованиям. Пробы для повторного анализа изделий должны быть отобраны также, как и пробы для первичного анализа изделий. Если это указано в заказе, все результаты повторного анализа изделий должны быть предоставлены заказчику.
10.4 Испытания на растяжение
10.4.1 Температура нагрева для снятия напряжений. Все группы прочностиПри определении периодичности проведения механических испытаний на растяжение снятие напряжений для изделий, подвергаемых отпуску, не следует рассматривать как термическую обработку при условии, что температура снятия напряжений не менее чем на 55 °C (100 °F) ниже температуры окончательного отпуска.
Для групп прочности С90 и Т95, PSL-2 и PSL-3 и группы прочности С110 снятие напряжений для изделий, подвергаемых отпуску, не следует рассматривать как термическую обработку при условии, что температура снятия напряжений не менее чем на 30 °C (50 °F) ниже температуры окончательного отпуска.
10.4.2 Испытания на растяжение для контроля плавки. Все группы прочности, кроме группы прочности Q125
Для каждой плавки стали, используемой изготовителем для производства изделий по настоящему стандарту, проводят одно испытание. Для электросварных изделий испытания на растяжение проводят по выбору изготовителя на образцах от рулонного проката или от готовых изделий.
Испытания для плавки, проведенные на образцах от изделий, могут считаться испытаниями для партии изделий.
10.4.3 Периодичность испытаний и места отбора образцов. Обсадные и насосно-компрессорные трубы
Периодичность испытаний обсадных и насосно-компрессорных труб всех групп прочности приведена в таблице С.37 (приложение С) или в таблице Е.37 (приложение Е).
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
Трубы для испытаний отбирают произвольно, но если требуется проведение более одного испытания, то процедура отбора должна обеспечить отбор труб, представляющих начало и конец процесса термической обработки (если применимо), отбор образцов — представляющих передние и задние концы труб. Если требует проведение более одного испытания, то образцы отбирают от разных труб, за исключением труб с высадкой или партий единичных изделий, у которых образцы могут быть отобраны от обоих концов одной трубы.
10.4.4 Периодичность испытаний и места отбора образцов. Трубные заготовки для муфт, заготовки для муфт, муфтовые заготовки, короткие трубы и заготовки для соединительных деталей
Периодичность испытаний трубных заготовок для муфт, заготовок для муфт и муфтовых заготовок приведена в таблице С.38 (приложение С) или в таблице Е.38 (приложение Е), а для коротких труб и заготовок для соединительных деталей — в таблице С.39 (приложение С) или в таблице Е.39 (приложение Е). Если требуется проведение более одного испытания, то образцы для испытаний должны быть отобраны от разных изделий, за исключением партий единичных изделий, у которых образцы могут быть отобраны от обоих концов одного изделия.
Образцы для испытаний заготовок для соединительных деталей групп прочности Н40, J55, К55, N80 (все типы), R95, L80 (все типы) и Р110 должны быть отобраны на участках исходных заготовок, соответствующих середине стенки готовых соединительных деталей.
Для групп прочности С90, Т95, С110 и Q125 образцы для испытаний на растяжение трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок, коротких труб или заготовок для соединительных деталей, подвергаемых термической обработке в виде труб, должны быть отобраны на участках, показанных на рисунке D.9 (приложение D).
Допускается не проводить испытаний коротких труб или заготовок для соединительных деталей, изготовленных из обсадных труб, насосно-компрессорных труб, трубных заготовок для муфт, муфтовых заготовок или заготовок для муфт, при условии, что они были предварительно испытаны, соответствуют установленным требованиям и не подвергались после этого термической обработке.
Испытания для плавки, проведенные на образцах от изделий, могут считаться испытаниями для партии изделий.
10.4.5 Образцы для испытаний. Общие положения
По выбору изготовителя для испытания на растяжение тела изделия образцы должны быть полного сечения, в виде полос или цилиндрические, как показано на рисунке D.8 (приложение D). Образцы в виде полос от бесшовных изделий должны быть отобраны по выбору изготовителя на любом участке по окружности изделий. Цилиндрические образцы должны быть отобраны в середине стенки изделий. Образцы в виде полос и цилиндрические образцы сварных труб должны быть по выбору изготовителя отобраны на участках, расположенных под углом приблизительно 90° к линии сварного шва или от рулонного проката параллельно направлению прокатки на участках, расположенных приблизительно посередине между кромкой и центром. Пробы для испытаний на растяжение от изделий, подвергаемых термической обработке, должны быть отобраны после окончательной термической обработки изделий.
Все образцы в виде полос должны иметь ширину расчетной части приблизительно 38 мм (1,500 дюйма), если для их испытаний применяют соответствующие криволинейные захваты или если концы образцов для уменьшения кривизны в зоне захвата подвергают механической обработке или правке в холодном состоянии; в противном случае они должны иметь ширину приблизительно 19 мм (0,750 дюйма) для изделий менее ряда 1: 4, приблизительно 25 мм (1,000 дюйма), для изделий от ряда 1: 4 до ряда 1: 75/8 и приблизительно 38 мм (1,500 дюйма) для изделий более ряда 1: 75/8.
Все образцы для испытания на растяжение тела изделия должны представлять полную толщину стенки изделий, из которой вырезают образцы, за исключением цилиндрических образцов, и должны быть подвергнуты испытаниям без правки. Цилиндрические образцы должны иметь диаметр 12,7 мм (0,500 дюйма), если позволяют размеры изделия, и диаметр 8,9 мм (0,350 дюйма) в остальных случаях. Если размер изделий не позволяет изготовить цилиндрические образцы диаметром 8,9 мм (0,350 дюйма), то проводить испытания на цилиндрических образцах не допускается. Если должно быть зарегистрировано или задокументировано удлинение образцов, то в записях по испытаниям 40
должны быть указаны ширина образцов в виде полосы, диаметр и длина расчетной части цилиндрических образцов или должно быть указано, что применялись образцы полного сечения.
Если требуется проведение испытания на растяжение высаженных концов, заказчик и изготовитель должны согласовать наиболее представительный тип и размер образцов для испытаний.
10.4.6 Образцы для испытания. Дополнительные требования к муфтовым заготовкам, трубным заготовкам для муфт, заготовкам для муфт, коротким трубам и заготовкам для соединительных деталей. Группы прочности С110 и Q125
Дополнительно к указанному в 10.4.5 продольные образцы для испытаний на растяжение должны быть отобраны от муфтовых заготовок, трубных заготовок для муфт, заготовок для муфт, коротких труб, заготовок для соединительных деталей, а также от термически обработанных в виде отдельных изделий муфтовых заготовок, коротких труб или заготовок для соединительных деталей после окончательной термической обработки. Образцы для испытания на растяжение должны быть образцами в форме полос или, если толщина стенки трубного изделия превышает 19,1 мм (0,750 дюйма), цилиндрическими образцами диаметром 12,7 мм (0,500 дюйма), как показано на рисунке D.8 (приложение D).
Образцы для испытаний на растяжение муфтовых заготовок и коротких труб или заготовок для соединительных деталей, подвергаемых термической обработке в виде муфтовых заготовок или в виде отдельных изделий, должны быть отобраны из изделия, как показано на рисунке D.9 (приложение D). Образцы в виде полос уменьшенного сечения могут быть применены по согласованию между заказчиком и изготовителем.
10.4.7 Метод испытания
Механические свойства при растяжении должны быть определены на продольных образцах, соответствующих требованиям 10.4.5, ИСО 6892-1 или АСТМ А370 и 10.4.6 для изделий групп прочности С110 и Q125. Испытания на растяжение должны быть проведены при комнатной температуре. Скорость деформации при испытаниях на растяжение должна соответствовать требованиям ИСО 6892-1 и АСТМ А370.
Испытательные машины должны быть поверены в соответствии с требованиями ИСО 7500-1 или АСТМ Е4 не более чем за 15 мес до проведения испытаний; экстензометры — в соответствии с ИСО 9513 или АСТМ Е83, не более чем за 15 мес до проведения испытаний. Записи по поверке должны быть сохранены в соответствии с 13.4.
10.4.8 Признание испытаний недействительными
Если на образце до или после испытаний обнаружены дефекты подготовки или несовершенство материала независимо от назначения испытания и от того, были ли они обнаружены до или после проведения испытаний, образец может быть забракован и заменен другим образцом от того же изделия.
10.4.9 Повторные испытания. Все изделия (кроме муфтовых заготовок, трубных заготовок для муфт, заготовок для муфт, коротких труб или заготовок для соединительных деталей). Группы прочности С90, Т95, С110 и Q125
Если результаты испытаний на растяжение изделий, представляющих партию, не соответствуют установленным требованиям, изготовитель может провести повторные испытания трех изделий из той же партии.
Если все повторные испытания соответствуют требованиям, то партия должна быть принята, за исключением изделий, не соответствующих требованиям.
Если более одного результата первичных испытаний или хотя бы один из результатов повторных испытаний не соответствует установленным требованиям, изготовитель может провести испытания каждого изделия партии. Образцы для повторных испытаний должны быть отобраны также, как указано в 10.4.5 и 10.4.6. Образцы для повторных испытаний на растяжение изделий групп прочности L80 и R95 должны быть отобраны на тех же концах изделий, что и для первичных испытаний.
Забракованная партия изделий может быть подвергнута повторной термической обработке и испытана как новая партия.
10.4.10 Повторные испытания. Муфтовые заготовки, трубные заготовки для муфт, заготовки для муфт, короткие трубы или заготовки для соединительных деталей групп прочности С90, Т95, С110 и Q125
Если изделия подвергают термической обработке в виде труб и результат испытаний какой-либо трубы не соответствует установленным требованиям, изготовитель должен провести испытания этой трубы на образцах, отобранных от обоих концов трубы, или забраковать изделие. Другие дополнительные испытания не допускаются для трубных заготовок для муфт, заготовок для муфт, коротких труб или заготовок для соединительных деталей. Результаты испытаний обоих образцов должны соответство-
вать установленным требованиям или изделия должны быть забракованы. Забракованные изделия могут быть подвергнуты повторной термической обработке и испытаны как новая партия.
Если изделия подвергают термической обработке в виде муфтовых заготовок или отдельных изделий и образец для испытания на растяжение не соответствует установленным требованиям, изготовитель должен провести испытания трех других изделий из этой партии или забраковать партию. Если результаты повторных испытаний как минимум одного из образцов окажутся неудовлетворительными, партия должна быть забракована. Забракованная партия изделий может быть подвергнута повторной термической обработке и испытана как новая партия.
10.5 Испытания на сплющивание
10.5.1 Общие требования к проведению испытанийИспытания на сплющивание должны быть выполнены для всех сварных труб с отношениями D/t, указанным в таблице С.22 (приложение С) или в таблице Е.22 (приложение Е).
В 10.5.2—10.5.7 под положением сварного шва под углом 0° понимают положение, в котором сварной шов контактирует с одной из параллельных сплющивающих плит (положение 6 ч или 12 ч). Под положением сварного шва под углом 90° понимают положение 3 ч или 9 ч.
10.5.2 Периодичность испытаний
Периодичность испытаний должна соответствовать указанной в таблице С.41 (приложение С) или в таблице Е.41 (приложение Е).
10.5.3 Образцы для испытаний
Образцы для испытания должны быть кольцами или отрезками концов труб длиной не менее 63,5 мм (2 1/2 дюйма).
Для труб кратной длины или труб, поставляемых в бунтах, испытания на образце от конца одной трубы следует засчитывать как испытания прилегающего конца следующей трубы. Если трубы подвергают высадке, образцы для испытаний отбирают до высадки.
Образцы для испытания могут быть отобраны до термической обработки и подвергнуты такой же термической обработке, как и представляемые ими трубы. При проведении испытаний партии должна быть обеспечена идентификация образцов по отношению к тем трубам, от которых они отобраны. Если партия состоит из труб не одной плавки, испытания на сплющивание должны быть проведены для каждой плавки.
Образцы для испытаний на сплющивание от электросварных труб, подвергаемых нормализации по всему объему и по всей длине, в том числе труб, подвергаемых горячей деформации на растяжном стане в соответствии с 6.2.1, вырезают до или после такой обработки, по выбору изготовителя.
10.5.4 Метод испытаний групп прочности Н40, J55, К55, N80 (все типы), R95 и L80 (тип 1)
Образцы для испытания должны быть подвергнуты сплющиванию между двумя параллельными плитами. Из каждой пары образцов для испытания на сплющивание один должен сплющиваться при положении сварного шва под углом 90°, другой — под углом 0°. Образцы для испытания должны сплющиваться до тех пор, пока противоположные стенки труб не соприкоснутся. В образце не допускается появления трещин или разрывов, пока расстояние между сплющивающими плитами не станет менее указанного в таблице С.22 (приложение С) или в таблице Е.22 (приложение Е); в течение всего сплющивания не допускается появления признаков плохой структуры, непровара сварного шва, расслоений, прожогов или вспучивания металла.
10.5.5 Метод испытания труб группы прочности Р110 и обсадных труб группы прочности Q125
Требования, приведенные в К.6 (SR 11) (приложение К), должны быть применены, если в заказе указана EW труба с К.6 (SR 11) (приложение К) (см. 6.1).
10.5.6 Признание испытаний недействительными
Если на образце до или после испытаний обнаружены дефекты подготовки или несовершенства материала, не связанные с проведением испытаний, он может быть забракован и заменен другим образцом от такого же изделия.
10.5.7 Повторные испытания
Если какой-либо из образцов, представляющих отдельную трубу, не соответствует установленным требованиям, изготовитель может провести повторные испытания образцов, отбираемых на том же конце этой трубы, до тех пор, пока установленные требования не будут выполнены, однако оставшаяся труба не должна быть менее 80 % исходной длины. Если какой-либо образец, отобранный от отдельной трубы, представляющей партию, не соответствует установленным требованиям, то изгото-42
витель может провести повторные испытания на образцах, отрезанных от двух дополнительных труб из той же партии. Если эти образцы соответствуют установленным требованиям, то все трубы партии принимают, кроме трубы, не соответствующей требованиям при первичных испытаниях. Если при повторном испытании какой-либо из образцов не соответствует установленным требованиям, то изготовитель может провести испытания каждой из оставшихся труб партии. Образцы для повторных испытаний отбираются таким же образом, как указано в 10.5.3. По выбору изготовителя партия труб может быть подвергнута повторной термической обработке и испытана как новая партия.
10.6 Контроль твердости
10.6.1 Требования PSLДополнительные требования PSL-3 — в соответствии с приложением Н для групп прочности N80Q, R95 и Р110.
10.6.2 Периодичность контроля. Общие положения
Периодичность контроля твердости всех изделий указана в таблице С.40 (приложение С) или в таблице Е.40 (приложение Е). Если требуется проведение более одного испытания, то образцы для испытания должны быть отобраны от разных изделий, за исключением партий единичных изделий, у которых образцы могут быть отобраны от обоих концов одного изделия.
Дополнительный контроль твердости наружной поверхности и контроль твердости по толщине стенки трубы и высаженных концов может быть проведен по согласованию между заказчиком и изготовителем. Процедура проведения дополнительного контроля твердости должна быть согласована между заказчиком и изготовителем.
Допускается не подвергать контролю короткие трубы, муфтовые заготовки или заготовки для соединительных деталей групп прочности L80, С90, Т95, С110 или Q125, изготовленные из подвергаемых контролю труб, трубных заготовок для муфт, заготовок для муфт и заготовок для соединительных деталей, не подвергавшихся после контроля термической обработке.
10.6.3 Периодичность контроля. Контроль плавки. Группа прочности L80
Контроль твердости по толщине стенки для плавки на соответствие требованиям стандарта проводят на образцах, отбираемых от каждого образца для испытания на растяжение.
Контроль твердости для плавки, проведенный на образцах от изделий, может считаться контролем для партии изделий.
10.6.4 Периодичность контроля. Группа прочности L80
Контроль твердости труб, трубных заготовок для муфт, муфтовых заготовок, заготовок для муфт и заготовок для соединительных деталей проводят с той же периодичностью, что и испытания этих изделий на растяжение.
Дополнительные требования PSL-3 — в соответствии с приложением Н.
10.6.5 Периодичность контроля и места отбора образцов. Трубы без высадки групп прочности С90, Т95 и С110
а) Для групп прочности С90 и Т95 контроль твердости по толщине стенки — в одном квадранте одного кольцевого образца, отобранного от одного из концов каждой трубы. Отбирают приблизительно по 50 % образцов от передних и задних концов труб.
Ь) Для группы прочности С110 контроль твердости по толщине стенки — в одном квадранте одного кольцевого образца, отобранного от каждого из концов каждой трубы. Если изготовитель применяет план контроля процесса и может подтвердить заказчику, что этот контроль является достаточным для обеспечения равномерной твердости труб по всей длине, периодичность испытаний может быть уменьшена до периодичности, указанной в перечислении а) для групп прочности С90 и Т95.
Дополнительные требования PSL-3 — в соответствии с приложением Н.
10.6.6 Периодичность контроля и места отбора образцов. Трубы с высадкой. Группы прочности С90 и Т95
Контроль твердости по толщине стенки тела трубы, прошедшей испытание на растяжение в соответствии с 10.4.3, должен быть проведен во всех четырех квадрантах с целью подтверждения соответствия установленным требованиям. Периодичность контроля высаженных концов: одна труба из каждых 20 труб в пределах каждой партии. Должно быть проведено одно определение твердости по толщине стенки в четырех квадрантах на одном высаженном конце данной трубы, в сечении этой зоны высадки, с наибольшей толщиной стенки.
Дополнительно к контролю твердости по толщине стенки должен быть проведен контроль твердости по Бринеллю или по шкале С Роквелла наружной поверхности тела и одного из высаженных концов каждой трубы.
10.6.7 Периодичность контроля и места отбора образцов. Муфтовые заготовки, трубные заготовки для муфт, заготовки для муфт, короткие трубы и заготовки для соединительных деталей. Группы прочности С90, Т95 и С110
Контроль твердости по толщине стенки толстостенных труб, используемых для изготовления нескольких муфтовых заготовок, коротких труб или соединительных деталей, должен быть проведен на одном кольцевом образце, отобранном от каждого из концов этих толстостенных труб.
Контроль твердости по толщине стенки муфтовых заготовок, коротких труб и заготовок для соединительных деталей, термообработанных в виде отдельных изделий, должен быть проведен на изделии с наибольшей поверхностной твердостью в партии.
Контроль твердости по толщине стенки муфтовых заготовок, подвергаемых термической обработке в виде отдельных изделий, проводят на кольцевом образце, отобранном из изделия, как указано на рисунке D.9 (приложение D). Кольцевой образец для контроля твердости отбирают в середине длины муфтовых заготовок, подвергаемых термической обработке в виде отдельных изделий. Контроль твердости по толщине стенки коротких труб и заготовок для соединительных деталей, подвергаемых термической обработке в виде отдельных изделий, проводят на кольцевом образце, отобранном в середине длины изделия, как указано на рисунке D.9 (приложение D), или из его продолжения.
Контроль твердости по толщине стенки должен быть проведен в четырех квадрантах.
10.6.8 Периодичность контроля. Группа прочности Q125
Для контроля твердости по толщине стенки обсадных труб из партии труб выбирают три трубы. Трубы выбирают произвольно при условии, что процедура отбора обеспечивает получение образцов от начала и от конца цикла термической обработки и от передних и задних концов.
Контроль твердости по толщине стенки заготовок для муфт, коротких труб, трубных заготовок для муфт или заготовок для соединительных деталей, подвергаемых термической обработке в виде труб, должен быть проведен на одном из концов каждой трубы (приблизительно 50 % от каждого конца).
Контроль твердости по толщине стенки муфтовых заготовок, коротких труб или заготовок для соединительных деталей, подвергаемых термической обработке в виде муфтовых заготовок или отдельных изделий, должен быть проведен на одном изделии от каждой партии.
Контроль твердости по толщине стенки должен быть проведен в одном квадранте.
Дополнительные требования PSL-3 — в соответствии с приложением Н.
10.6.9 Образцы для контроля
Образцы для контроля твердости отбирают из изделий на участках, показанных на рисунке D.9 (приложение D), или от конца изделий или продолжения, как указано в настоящем стандарте. Для всех групп прочности изделий контроль твердости по толщине стенки должен быть проведен на кольцевых образцах или сегментах.
Контроль твердости по толщине стенки в одном квадранте должен быть проведен на кольцевом образце или на сегменте. Контроль твердости по толщине стенки в четырех квадрантах проводят на кольцевом образце или четырех сегментах, на которые разрезан этот образец. Кольцевой образец для контроля твердости по толщине стенки в одном или в четырех квадрантах следует изготавливать так, как показано на рисунке D.10 (приложение D).
Поверхности, на которых контролируют твердость, должны быть параллельными и отшлифованы таким образом, чтобы их поверхность была гладкой. На поверхностях не должно быть окалины, посторонних веществ и следов смазочных материалов.
10.6.10 Метод контроля
Контроль твердости проводят в соответствии с ИСО 6506-1 или АСТМ ЕЮ для контроля твердости по Бринеллю и ИСО 6508-1 или АСТМ Е18 для контроля твердости по Роквеллу.
В данных стандартах применены два вида контроля твердости:
- контроль твердости наружной поверхности, включающий один отпечаток, и
- контроль твердости по толщине стенки, включающий несколько отпечатков.
Контроль твердости наружной поверхности может быть выполнен с применением метода Роквелла или метода Бринелля, контроль применяют при приемке изделия и для контроля управляемости процесса, как определено в настоящем стандарте.
Контроль твердости по толщине стенки должен быть проведен методом Роквелла и использован для приемки изделий по максимальной твердости и допустимому разбросу твердости и по прокаливаемое™ в состоянии после закалки.
Контроль твердости по толщине стенки осуществляют в сечении, перпендикулярном оси изделия. Если кольцевой образец отрезают от конца изделия, контроль твердости проводят на поверхности торца образца, противоположного торцу изделия (торцу с закаленной поверхностью). Для уменьшения погрешности измерений первый отпечаток на каждом сегменте или квадранте кольцевого образца должен быть выполнен по середине стенки и не должен учитываться.
Для групп прочности L80, С90, Т95 и С110 контроль твердости по толщине стенки должен быть проведен прибором для определения твердости с цифровым считыванием (с одним или несколькими десятичными знаками).
При контроле твердости по толщине стенки изделий толщиной стенки менее 7,62 мм (0,30 дюйма) допускается выполнение трех отпечатков по середине стенки в каждом квадранте. Для всех других изделий в каждом квадранте должны быть выполнены три отпечатка в каждом из трех расположений. Значения твердости от трех отпечатков в каждом расположении: вблизи наружной поверхности, по середине стенки и вблизи внутренней поверхности, следует суммировать для получения среднего значения твердости по каждому расположению. Контроль твердости по толщине стенки включает средние значения твердости для каждого расположения в квадранте, в одном или в четырех квадрантах, как указано в настоящем стандарте.
Отпечатки вблизи наружной и внутренней поверхностей должны быть на расстоянии между 2,54 мм (0,10 дюйма) и 3,81 мм (0,15 дюйма) от соответствующей наружной или внутренней поверхности, но не менее 21/2 диаметра отпечатка от центра отпечатка до края поверхности. Расстояние между соседними отпечатками, от центра отпечатка до центра другого отпечатка, должно быть не менее 3 диаметров отпечатка. Для тонкостенных изделий допускается альтернативное расположение отпечатков.
Отклонение от параллельности сторон сегмента или кольцевого образца, контактирующих со столиком и индентором, не должно быть более 0,5°. Допускается не проводить проверку параллельности сторон при подготовке сегментов и кольцевых образцов в случае применения плоскошлифовальной машины с магнитной плитой или способа подготовки, обеспечивающего соответствие этому требованию. При применении других способов подготовки проводят проверку параллельности сторон каждого сегмента или кольцевого образца.
Поверхность сегмента или кольцевого образца, которая контактирует со столиком прибора, должна иметь качество обработки поверхности (шероховатость), соответствующее, как минимум, сухому шлифованию наждачной бумагой с зернистостью 240 (Р240).
Поверхности сегмента или кольцевого образца, контактирующие со столиком и другими элементами прибора для контроля твердости (например, индентором, держателем индентора, подставкой), должны быть подвергнуты визуальному контролю: на них не должно быть посторонних веществ, смазки, ржавчины и заусенцев.
Допускается свисание сегмента или кольцевого образца с опорной поверхности столика, не превышающее 40 % поверхности сегмента или кольцевого образца, но превышающее 40 % поверхности в том случае, если прибор предназначен для таких измерений и имеет подтвержденную способность показывать стабильные точные результаты при таком применении. Применение внешних опор не допускается.
На поверхности столика и подставки не должно быть выступов или вмятин, которые могут отрицательно повлиять на результаты измерений твердости. Если для поверки прибора применяют стандартные образцы, то поверку следует проводить на том же приборе, на котором после поверки будет выполнен приемочный контроль.
Следует использовать только инденторы, которые калиброваны (поверены) для применения с прибором конкретного типа, аналогичные инденторам, применяемым для косвенной поверки. Если используют другие инденторы, они должны быть подвергнуты косвенной поверке относительно более точного индентора (т. е. эталонного индентора с меньшей погрешностью). Полированная часть индентора HRC должна быть подвергнута периодическому визуальному контролю на предмет отсутствия повреждений (т. е. трещин, сколов, вмятин и т. д.) при соответствующем увеличении (например, 20Х и более).
Если два или более отпечатка при испытании на твердость в каком-либо расположении (вблизи наружной поверхности, по середине стенки или вблизи внутренней поверхности в квадранте) более 20 HRC и если разность между наибольшим и наименьшим значениями твердости в этом расположении превышает 2,5 HRC, должны быть сделаны три дополнительных отпечатка в том же расположении. В этом случае среднее значение твердости должно быть определено на трех дополнительных отпечатках. В записях по контролю твердости должно быть указано, что были сделаны дополнительные отпечатки, а результаты первичного контроля должны быть предоставлены по требованию заказчика. Не допускается выполнять дополнительные отпечатки в том случае, если какой-либо из отпечатков имеет твердость по Роквеллу более 27,0 HRC для групп прочности С90 или Т95 либо 31,0 HRC для группы прочности С110.
Контроль твердости по толщине стенки, как правило, проводят по шкале С Роквелла. Допускается применение шкалы С Роквелла для материалов с твердостью менее 20 HRC. Следует учитывать при оценке твердости менее 20 HRC, что такие измерения являются не очень точными, но тем не менее эти результаты можно использовать при контроле твердости. Применение шкалы В Роквелла для материалов, имеющих твердость менее 20 HRC, возможно по выбору изготовителя или если это определено в заказе. Значения твердости по Роквеллу и средние значения твердости должны быть указаны в записях по контролю в единицах по шкале С Роквелла, от фактических или пересчитанных значений с округлением до первого или второго десятичного знака.
Пересчет значений твердости из одной шкалы в другую должен быть выполнен в соответствии с таблицей пересчета, выбранной изготовителем, если иное не указано в заказе.
Значения твердости по Бринеллю должны быть указаны в записях по контролю с округлением до третьего десятичного знака, условия контроля также фиксируют в записях, если они отличаются от следующих: испытательное усилие — 29,42 кН (3000 кгс), диаметр наконечника — 10 мм (0,394 дюйма), время приложения испытательного усилия — от 10 до 15 с.
В спорных случаях должен быть проведен лабораторный контроль твердости по шкале С Роквелла.
10.6.11 Признание контроля недействительным
Если на образце до или после контроля обнаружены дефекты подготовки или несовершенства материала, не связанные с проведением контроля, он может быть забракован и заменен другим образцом от того же изделия.
10.6.12 Периодическая проверка приборов для контроля твердости
Периодические проверки приборов для контроля твердости по Бринеллю выполняют по ИСО 6506-1 или АСТМ ЕЮ, для контроля твердости по Роквеллу — по ИСО 6508-1 или АСТМ Е18.
Примечание — Соответствующие разделы в ИСО озаглавлены «Процедура периодических проверок испытательных машин, проводимых пользователем», а в АСТМ — «Ежедневная поверка».
Для проведения контроля твердости по толщине стенки изделий групп прочности L80, С90, Т95 и С110 разброс значений твердости применяемых стандартных образцов должен быть не более 0,4 HRC. Для изделий других групп прочности и контроля прокаливаемости разброс значений твердости применяемых стандартных образцов должен быть не более 1,0 HRC. Разброс значений твердости стандартного образца определяют как разность наибольшего и наименьшего значений твердости, указанных в паспорте стандартного образца.
Для уменьшения погрешности измерений на каждом стандартном образце не следует учитывать как минимум два предварительных отпечатка. После предварительных отпечатков на стандартном образце должно быть выполнено не менее трех отпечатков. Для контроля твердости по толщине стенки изделий групп прочности L80, С90, Т95 и С110 погрешность измерений не должна превышать ±0,5 HRC. Для других групп прочности и контроля прокаливаемости погрешность измерений не должна превышать ±1,0 HRC. Погрешность измерений определяют как разность между сертифицированным средним значением твердости стандартного образца и средним значением твердости, определяемым при периодической проверке прибора.
Проверка приборов должна быть проведена в начале и конце непрерывной серии испытаний, а также если изготовителю и заказчику (или его представителю) требуется подтверждение удовлетворительного состояния установки. В любом случае проверку следует проводить не реже чем через каждые 8 ч непрерывной серии испытаний. Проверку приборов проводят по стандартным образцам с твердостью:
а) 20 HRC — 27 HRC — для групп прочности L80 (все типы), С90 и Т95;
Ь) 24 HRC — 32 HRC — для группы прочности С110;
с) 24 HRC — 35 HRC — для группы прочности Q125;
d) 35 HRC — 55 HRC — для контроля прокаливаемости.
Если результаты проверки прибора неудовлетворительные, необходимо провести косвенную проверку прибора с применением стандартных образцов по ИСО 6506-2 или АСТМ ЕЮ при контроле твердости по Бринеллю либо по ИСО 6508-2 или АСТМ Е18 при контроле твердости по Роквеллу.
При возникновении разногласий для подтверждения точности и линейности характеристик прибора проводят его поверку с применением двух стандартных образцов для групп прочности С90, Т95 и С110: один стандартный образец должен быть в диапазоне 20 HRC — 26 HRC, а другой — в диапазоне 30 HRC — 46 HRC. Разброс значений твердости стандартного образца должен быть не более 0,4 HRC (разность между наибольшим и наименьшим значениями твердости, указанными в паспорте стандартного образца). Погрешность измерений не должна превышать ±0,5 HRC (определяется как разность между сертифицированным средним значением твердости стандартного образца и средним значением твердости, определяемым при периодической проверке).
Результаты контроля твердости, полученные при периодической проверке, должны быть зарегистрированы и проанализированы с применением общепринятых статистических методов контроля процесса, таких как Х-bar (гистограммы средних значений), R-диаграммы (интервалов измерений) и обычные гистограммы.
10.6.13 Поверка приборов для контроля твердости и инденторов
Косвенную поверку приборов для контроля твердости проводят после прямой поверки не реже одного раза в 12 мес по ИСО 6506-2 или АСТМ ЕЮ для контроля твердости по Бринеллю либо ИСО 6508-2 или АСТМ Е18 для контроля твердости по Роквеллу.
Твердость стандартных образцов HRC при проведении поверки с двумя образцами должна быть 20 HRC — 55 HRC, чтобы подтвердить точность и линейность характеристик прибора. Применяемые стандартные образцы должны охватывать весь интервал HRC для проведения приемочного контроля. Разброс значений твердости стандартного образца должен быть не более 0,4 HRC (разность между наибольшим и наименьшим значениями твердости, указанными в паспорте стандартного образца). Погрешность измерений не должна превышать ±0,5 HRC (определяется как разность между сертифицированным средним значением твердости стандартного образца и средним значением твердости, определяемым при косвенной поверке).
Прямую поверку индентора следует проводить не реже одного раза в 24 мес. Погрешность измерений индентора для контроля твердости HRC должна быть подтверждена изготовителем по более точному индентору (с меньшей погрешностью измерений) и по стандартным образцам с твердостью, охватывающей весь интервал измерений твердости. Погрешность измерений индентора для контроля твердости HRC должна быть не более ±0,4 HRC.
Свидетельство о поверке (сертификат калибровки) прибора для контроля твердости должен быть выдан независимым органом по сертификации. Орган, который привлекают для поверки (калибровки) приборов и инденторов, должен быть аккредитован в соответствии с требованиями ИСО 17025 (или эквивалентного стандарта), признан органом по аккредитации, который функционирует согласно требованиям ИСО/МЭК 17011. В свидетельстве о поверке (сертификате калибровки) должны быть приведены, как минимум, следующие сведения:
а) ссылка на стандарт (ИСО 6506-2, и/или АСТМ ЕЮ, или ИСО 6508-2, и/или АСТМ Е18);
Ь) метод поверки (прямой и/или косвенный);
с) средства поверки (стандартные образцы, упругие поверочные устройства и т. д.);
d) температура;
е) поверяемая(ые) шкала(ы) твердости;
f) дата поверки;
д) данные стандартных образцов (среднее значение твердости, шкала, заводской номер, изготовитель и разброс твердости);
h) результаты контроля;
i) идентификационные данные прибора для контроля твердости (изготовитель, номер модели и заводской номер);
j) заводской номер индентора;
к) орган сертификации и
I) имя представителя органа, проводившего поверку.
10.6.1 4 Повторный контроль. Группа прочности L80
Если результаты контроля твердости по толщине стенки образца, представляющего партию изделий группы прочности L80, не соответствуют установленным требованиям, изготовитель может принять решение о проведении повторного контроля образцов от двух дополнительных изделий из той же партии, отобранных на том же конце изделий, что и первичный образец. Если все результаты повторного контроля удовлетворяют установленным требованиям, партия должна быть принята, за исключением изделия, не прошедшего контроль. Если при повторном контроле как минимум один из образцов не соответствует установленным требованиям, изготовитель может подвергнуть контролю каждое изделие в партии или забраковать партию.
10.6.1 5 Повторный контроль. Изделия групп прочности С90, Т95 и С110, кроме муфтовых заготовок, коротких труб или заготовок для соединительных деталей, подвергаемые термической обработке после разрезания на отдельные длины
Если при контроле изделия групп прочности С90 и Т95 среднее значение твердости находится в интервале от 25,4 HRC до 27,0 HRC, в непосредственной близости от первичных отпечатков должны быть выполнены три дополнительных отпечатка для определения еще одного среднего значения твердости. Если новое среднее значение твердости не более 25,4 HRC, изделие должно быть принято. Если новое среднее значение твердости более 25,4 HRC, изделие должно быть забраковано.
Если при контроле изделия группы прочности С110 среднее значение твердости находится в интервале от 29,0 HRC до 31,0 HRC, в непосредственной близости от первичных отпечатков должны быть выполнены три дополнительных отпечатка для определения еще одного среднего значения твердости. Если новое среднее значение твердости не более 29,0 HRC, изделие должно быть принято. Если это значение более 29,0 HRC, изделие должно быть забраковано.
10.6.1 6 Повторный контроль. Муфтовые заготовки, короткие трубы или заготовки для соединительных деталей групп прочности С90, Т95 и С110, подвергаемые термической обработке после разрезания на отдельные длины
Если при контроле муфтовых заготовок, коротких труб или заготовок для соединительных деталей, подвергаемых термической обработке после разрезания на отдельные длины, результаты контроля твердости образца, представляющего партию изделий, не соответствуют установленным требованиям, партия должна быть забракована. Изготовитель должен провести повторную термическую обработку партии или контроль дополнительных образцов, отобранных от трех других изделий той же партии так же, как и при первичном контроле. Если результаты контроля как минимум одного из трех дополнительных образцов окажутся неудовлетворительными, партия должна быть забракована.
10.6.1 7 Повторный контроль. Группа прочности Q125. Общие положения
Если разброс значений твердости на образце не соответствует требованиям, указанным в таблице С.5 (приложение С) или в таблице Е.5 (приложение Е), поверхность в данном квадранте может быть (по выбору изготовителя) повторно отшлифована и проведен повторный контроль. Для каждого образца допускаются только одно повторное шлифование и один повторный контроль. После повторного контроля изделие, которое не соответствует установленным требованиям, должно быть забраковано.
10.6.1 8 Повторный контроль. Группа прочности Q125. Обсадные трубы, трубные заготовки для муфт и заготовки для муфт
Если забраковано более одного из трех изделий, отобранных для контроля партии обсадных труб, изготовитель может подвергнуть контролю каждое изделие партии. Повторный контроль изделий должен быть проведен по 10.6.17.
Если забраковано одно из трех изделий, отобранных для контроля партии обсадных труб, дополнительно могут быть отобраны еще три изделия из партии. Повторный контроль изделий должен быть проведен по 10.6.17. Если какое-либо из дополнительных изделий будет забраковано, изготовитель может подвергнуть контролю все остальные изделия партии или провести повторную термическую обработку партии [т. е. пять из шести испытанных изделий должны соответствовать требованиям 7.8 и таблицы С.5 (приложение С) или таблицы Е.5 (приложение Е) при контроле партии обсадных труб].
10.6.1 9 Повторный контроль. Группа прочности Q125. Муфтовые заготовки, короткие трубы и заготовки для соединительных деталей
Для муфтовых заготовок, коротких труб или заготовок для соединительных деталей, подвергаемых термической обработке в виде отдельных изделий, если разброс твердости не соответствует требованиям, указанным в 7.8 и в таблице С.5 (приложение С) или в таблице Е.5 (приложение Е), изготовитель может провести повторный контроль твердости трех других изделий из партии. Если разброс значений твердости на образце как минимум от одного из дополнительных изделий превышает допустимый разброс значений твердости, партия должна быть забракована.
10.6.2 0 Забракованные партии. Группы прочности L80 (все типы), С90, Т95, С110 и Q125
Для всех видов изделий забракованные партии могут быть подвергнуты повторной термической обработке и повторному контролю твердости как новые партии.
10.7 Испытания на ударный изгиб
10.7.1 Отбор образцов. Группы прочности J55 и К55Для заготовок для соединительных деталей, если это требуется согласно 7.6, и для трубных заготовок для муфт, заготовок для муфт и муфтовых заготовок из каждой партии отбирают один комплект образцов для испытаний.
10.7.2 Отбор образцов. Группы прочности N80 (все типы), R95, L80, С90, Т95, С110 и Р110
Если соответствие установленным требованиям не оценивают по документированной процедуре, предусмотренной в 7.5.5, то от каждой партии труб должен быть отобран один комплект образцов. Если в заказе указано требование К.9 (SR 16) (приложение К), проведение испытаний является обязательным.
Один комплект образцов должен быть отобран от каждой партии заготовок для соединительных деталей, если это требуется по 7.6, и от трубных заготовок для муфт, заготовок для муфт и муфтовых заготовок.
10.7.3 Отбор и места отбора образцов для испытания. Группа прочности Q125
Для испытаний обсадных труб отбирают три трубы от каждой партии. Трубы отбирают произвольно, при этом процедура отбора должна обеспечить отбор труб, представляющих начало и конец процесса термической обработки партии, отбор образцов — представляющих задние и передние концы труб.
При испытаниях заготовок для муфт, коротких труб, трубных заготовок для муфт и заготовок для соединительных деталей, подвергаемых термической обработке в виде труб, от одного из концов каждой трубы партии отбирают один комплект образцов. Образцы отбирают с учетом последовательности термической обработки приблизительно по 50 % от задних и передних концов изделий.
Для испытаний коротких труб, муфтовых заготовок и заготовок для соединительных деталей, подвергаемых термической обработке в виде отдельных изделий, отбирают одно изделие от каждой партии.
10.7.4 Образцы для испытания
Ориентация продольных и поперечных образцов — в соответствии с рисунком D.11 (приложение D).
Образцы для испытаний на ударный изгиб не допускается подвергать правке для выпрямления.
На поперечных образцах от EW труб надрез образца для испытания CVN должен быть расположен вдоль сварного шва.
На поверхности поперечных образцов после окончательной механической обработки допускается кривизна, обусловленная формой исходного изделия, при условии соответствия образцов требованиям, приведенным на рисунке D.12 (приложение D). Такие образцы должны быть применимы только для испытаний поперечных образцов наибольшей возможной толщины по таблице С.8 (приложение С) или таблице Е.8 (приложение Е).
10.7.5 Метод испытания
Испытания на ударный изгиб CVN проводят по АСТМ А370 и АСТМ Е23.
Содержание вязкой составляющей определяют и указывают в сертификате для изделий групп прочности С110, PSL-2 и PSL-3 (см. 13.2).
Для определения соответствия установленным требованиям результаты испытаний на ударный изгиб должны быть округлены до целого значения. Среднее значение работы удара для комплекта образцов (т. е. среднее от трех испытаний) должно быть округлено до целого значения. Округление проводят в соответствии с ИСО 80000-1 или АСТМ Е29.
10.7.6 Признание испытаний недействительными
Если на образце до или после испытаний обнаружены дефекты подготовки или несовершенства материала, не связанные с проведением испытаний, он может быть забракован и заменен другим образцом от того же изделия. Образцы не должны признаваться дефектными только потому, что результат испытаний образца не соответствует требованиям минимальной работы удара (см. 10.7.7—10.7.9).
10.7.7 Повторные испытания изделий. Все группы прочности
Если результаты испытаний более одного образца менее минимальной работы удара или результат испытаний одного образца менее двух третей минимальной работы удара, должны быть проведены повторные испытания трех дополнительных образцов от того же изделия. Результат испытаний каждого из дополнительных образцов должен быть не менее минимальной работы удара или изделие должно быть забраковано.
10.7.8 Замена забракованного изделия. Все группы прочности
Если результаты испытания не соответствуют требованиям 7.4—7.6, как применимо, и отсутствуют основания для проведения повторных испытаний, предусмотренных 10.7.7, дополнительные три образца для испытания должны быть отобраны из трех других изделий партии. Если результаты испытаний всех трех изделий соответствуют установленным требованиям, партия должна быть принята, за исключением первичного забракованного изделия. Если минимум одно из трех изделий не соответствует установленным требованиям, изготовитель может подвергнуть испытаниям каждое изделие партии или провести повторную термическую обработку партии и испытать ее как новую партию.
10.7.9 Забраковка нескольких изделий. Группа прочности Q125
Если более одного из трех изделий, отобранных для контроля партии обсадных труб, забраковано, повторные испытания для контроля партии не допускаются. Изготовитель может подвергнуть испытаниям каждое изделие партии или провести повторную термическую обработку партии и испытать ее как новую партию.
10.8 Определение величины зерна. Группы прочности С90, Т95 и С110
10.8.1 Отбор образцовВеличину зерна определяют на каждом образце для контроля прокаливаемости.
10.8.2 Метод определения
Величину зерна определяют металлографическим методом Маккуэйда-Эна или другим методом, приведенным в ИСО 643 или АСТМ Е112.
10.9 Прокаливаемость. Группы прочности С90, Т95 и С110
Прокаливаемость определяют на одном образце в каждом производственном цикле или в каждом режиме термической обработки. В начале выполнения каждого заказа необходимо провести контроль твердости по толщине стенки в четырех квадрантах, а в дальнейшем при изменении размера или существенном изменении режима аустенитизации и закалки.
10.10 Испытания на сульфидное растрескивание под напряжением. Группы прочности С90, Т95 и С110
10.10.1 Для определения стойкости к сульфидному растрескиванию под напряжением при комнатной температуре изделий групп прочности С90, Т95 и С110 применяют метод по NACE ТМ0177-2016 с учетом требований, указанных в 7.14.
10.10.2 Для групп прочности С90 и Т95 испытания на стойкость к сульфидному растрескиванию под напряжением проводят в соответствии с требованиями 7.14 с применением одного или нескольких условий, указанных заказчиком:
а) метод испытаний на растяжение цилиндрического образца (метод А);
Ь) метод испытаний — изгиб балки (метод В);
с) метод DCB (метод D).
10.10.3 Для группы прочности С110 испытания на стойкость к сульфидному растрескиванию под напряжением проводят в соответствии с требованиями 7.14 с применением одного или нескольких условий, указанных заказчиком:
а) метод испытаний на растяжение цилиндрического образца (метод А);
Ь) метод DCB (метод D).
10.10.4 По методу А применяют образцы полного размера для испытания на растяжение, за исключением случая, когда в связи с ограничениями размеров изделия используют образцы для испытаний на растяжение меньшего размера.
10.11 Металлографический контроль. EW группы прочности Р110 и Q125
Металлографический контроль зоны электросварного шва должен быть проведен в начале процесса сварки труб каждого размера, а также не реже чем через каждые 4 ч и после любого существенного перерыва процесса сварки. Пробы должны быть отобраны до проведения термической обработки. Изготовитель должен применять объективные критерии для определения соответствия сварного соединения установленным требованиям.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
10.12 Гидростатические испытания
10.12.1 Порядок проведения гидростатических испытанийКаждая труба по всей длине после высадки (если применимо) и после окончательной термической обработки (если применимо) должна быть подвергнута гидростатическим испытаниям испытательным давлением, указанным в 10.12.2 на предмет отсутствия утечек. Время выдержки при полном испытательном давлении должно быть не менее 5 с. На электросварных трубах проверяют отсутствие утечек и запотевания на сварном шве при полном испытательном давлении. Нарезчик резьбы должен провести гидростатические испытания труб по всей длине (или организовать проведение таких испытаний), если ранее трубы не подвергались испытаниям по всей длине при давлении не менее требуемого для труб с окончательной обработкой концов. Испытания должны быть выполнены при одном из следующих условий:
а) трубы без резьбы, без высадки при условии, что не будет проведена высадка или последующая термическая обработка;
Ь) трубы без резьбы, без высадки после термической обработки;
с) трубы без резьбы, после высадки при условии, что не будет выполняться последующая термическая обработка.
Примечание — Если трубы до нарезания резьбы и высадки были подвергнуты испытаниям по всей длине при давлении, указанном для труб с резьбой и муфтами, то испытания высаженных концов труб могут быть проведены после высадки с помощью испытательного устройства, создающего уплотнение за участком труб, который нагревался для высадки.
d) трубы без резьбы, после высадки и термической обработки;
е) с резьбой до свинчивания с муфтами;
f) с резьбой и муфтой, свинченными механическим способом.
Испытания труб, подвергаемых термической обработке, должны быть проведены после окончательной термической обработки. Испытательное давление для всех труб с резьбой должно быть не менее испытательного давления, указанного для труб с резьбой и муфтами.
Короткие трубы после механической обработки до готового размера без резьбы и после термической обработки должны быть испытаны без резьбы или с резьбой.
Испытательное оборудование должно быть оборудовано устройствами, обеспечивающими достижение требуемого испытательного давления и соблюдение времени выдержки. Манометр должен быть калиброван с помощью грузопоршневого манометра или эквивалентного устройства. Для манометров механического типа (например, манометр с трубкой Бурдона и устройство считывания показаний) максимальный межкалибровочный интервал составляет 6 мес. Для электронных манометров (например, датчики давления) максимальный межкалибровочный интервал составляет 12 мес. Записи по калибровкам и поверкам должны быть сохранены в соответствии с 13.4.
Гидростатическое испытание не требуется для коротких труб, изготовленных из обсадных труб или насосно-компрессорных труб, предварительно испытанных, при условии, что не было последующей термической обработки.
Примечание 1 — Мартенситно-хромистые стали склонны к образованию задиров при свинчивании. Следует принять специальные меры предосторожности по обработке поверхности резьбы и/или нанесению резьбовой смазки для того, чтобы свести к минимуму образование задиров при проведении гидростатического испытания (установке и снятии заглушек).
Примечание 2 — Гидростатические испытания допускается проводить на оборудовании различного типа. Предприятие, проводящее гидростатические испытания, несет ответственность за организацию процедуры испытаний, сводящей к минимуму вероятность повреждения тела трубы, резьбы и муфты.
10.12.2 Требования к гидростатическим испытаниям
Трубы должны соответствовать требованиям к размерам, группе прочности и отделке концов.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
Гидростатическое испытательное давление для труб с резьбой должно быть равно или по согласованию между заказчиком и нарезчиком резьбы быть выше давления, рассчитываемого по 10.12.3.
Гидростатическое испытательное давление для труб без резьбы, кроме труб группы прочности Q125, должно быть равно или по согласованию между заказчиком и изготовителем выше давления, рассчитываемого по 10.12.3. Это не исключает проведения последующих гидростатических испытаний при давлении, не превышающем 80 % заданного минимального предела текучести, в соответствии с формулой (6). Неспособность труб выдерживать такое испытательное давление без возникновения утечек является основанием для забраковки.
Испытания трубы без резьбы группы прочности Q125 проводят по согласованию между заказчиком и изготовителем.
Проведение испытаний не требуется для трубных заготовок для муфт, заготовок для муфт, заготовок для соединительных деталей или коротких труб группы прочности Q125, если иное не согласовано между заказчиком и изготовителем.
Примечание 1 — Гидростатическое испытательное давление, указанное в настоящем стандарте, является давлением, применяемым только для испытаний, оно не предназначено для проектирования и напрямую не связано с рабочим давлением.
Примечание 2 — Пользователю следует учитывать, что муфты, имеющие резьбу API, специальные или со стандартным наружным диаметром, могут давать утечку при давлении менее альтернативного испытательного давления для труб без резьбы или для труб с резьбой и муфтой из-за недостаточной плотности сопряжения резьбовых соединений трубы и муфты.
10.12.3 Расчет давления испытания
Стандартное испытательное давление гидростатического испытания вычисляют по формуле (6) с округлением до ближайших 0,5 МПа (100 фунтов на квадратный дюйм). Стандартное испытательное давление должно быть ограничено максимальным значением 69,0 МПа (10 000 фунтов на квадратный дюйм):
p = (2-f- YSmm-t)/D, (6)
где р — гидростатическое испытательное давление, МПа (фунты на квадратный дюйм);
f— коэффициент:
- 0,6 — для групп прочности Н40, J55 и К55 более чем ряд 1: 9%,
- 0,8 — для групп прочности Н40, J55 и К55 менее или равно ряду 1: 9%,
- 0,8 — для всех остальных групп прочности и размеров;
YSmjn — заданный минимальный предел текучести тела трубы, МПа (фунты на квадратный дюйм);
D — номинальный наружный диаметр, мм (дюймы);
t— номинальная толщина стенки, мм (дюймы).
Примечание — Формула (6) для гидростатического испытательного давления применима как для системы СИ, так и для системы USC.
а) По согласованию между заказчиком и изготовителем допускается применение альтернативного испытательного давления.
Альтернативные испытательные давления для изделий групп прочности Н40, J55 и К55 размерами более ряда 1: 95/8 рассчитывают с применением коэффициента f, равного 0,8.
Ь) Испытательное давление менее расчетного допускается при следующих условиях.
1) Расчетное испытательное давление выше 69,0 МПа (10 000 фунтов на квадратный дюйм).
i) В таком случае испытательное давление должно быть не менее 69,0 МПа (10 000 фунтов на квадратный дюйм).
ii) По согласованию между заказчиком и изготовителем применяют альтернативное испытательное давление выше 69,0 МПа (10 000 фунтов на квадратный дюйм) или соблюдают требования, указанные в К.14 (SR 41.1 или SR 41.2) (приложение К).
2) Испытательное оборудование, технические возможности которого ограничены.
i) Изготовитель должен иметь документированное проектное обоснование, подтверждающее ограничения технической возможности проведения гидростатических испытаний. Если испытательное давление, рассчитанное по формуле (6), превышает технические возможности испытательного оборудования, изготовитель по согласованию с заказчиком должен провести испытания при давлении, равном техническим возможностям испытательного оборудования.
ii) Технические возможности оборудования для гидростатических испытаний могут быть ниже 20,5 МПа (3000 фунтов на квадратный дюйм) только для тех изделий, для которых расчетное испытательное давление ниже 20,5 МПа (3000 фунтов на квадратный дюйм).
3) Труба с резьбой и муфтой, поэтому требуется более низкое давление для предотвращения утечки, обусловленной недостаточной прочностью муфты или плотностью сопряжения резьбы трубы и муфты.
Более низкое давление для труб с резьбой и муфтой рассчитывают в соответствии с API 5СЗ и ИСО 10400.
Примечание — Если расчетное давление гидростатического испытания превышает давление в зоне соединения, то гидростатическое испытание допускается проводить на трубах без резьбы и муфты.
10.13 Контроль размеров
10.13.1 Общие положенияДиаметр или толщину стенки указывают с точностью (числом десятичных знаков): в таблицах С (приложение С) — единицы СИ и в таблицах Е (приложение Е) — единицы USC, кроме размеров в единицах СИ, более ряда 1: 65/8 в таблице С.1 (приложение С), где диаметр должен быть указан с точностью до одного десятичного знака.
Примечание — В настоящем стандарте номинальный наружный диаметр труб в единицах СИ указан с двумя десятичными знаками в целях расчетов и проектирования, чтобы обеспечить взаимозаменяемость изделий независимо от того, было ли изделие изготовлено с использованием размеров в единицах СИ или USC.
10.13.2 Контроль диаметра
Для труб, трубных заготовок для муфт, заготовок для муфт и заготовок для соединительных деталей изготовитель должен подтвердить соответствие требованиям 8.3.2 в одном поперечном сечении с минимальной периодичностью: одна труба или заготовка от каждых 100 изделий.
Для труб без высадки, трубных заготовок для муфт, заготовок для муфт и заготовок для соединительных деталей измерения проводят измерительными лентами (рулетками), микрометрами, штангенциркулем или калибром-скобой. Измерения обсадных труб с высаженными концами и насосно-компрессорных труб с высаженными наружу концами ряда 1: 23/8 и более проводят микрометром, штангенциркулем или калибром-скобой.
Изготовитель должен подвергнуть контролю наружный диаметр обоих концов труб без резьбы, трубных заготовок для муфт или заготовок для муфт с минимальной периодичностью: одна труба или заготовка от каждых 100 изделий.
Если какое-либо изделие не соответствует установленным требованиям, должны быть применимы положения, указанные в 10.13.3.
В спорных случаях, касающихся требований в отношении минимального диаметра, измерения должны быть проведены микрометром. В спорных случаях, касающихся требований к максимальному диаметру, измерения должны быть проведены измерительной лентой (рулеткой). При применении микрометра проводят три измерения диаметра на не соответствующем требованиям участке. Соответствие диаметра установленным требованиям должно быть определено по среднему значению результатов трех измерений.
10.13.3 Повторный контроль диаметра
Если диаметр какой-либо трубы, трубной заготовки для муфт, заготовки для муфт или заготовки для соединительных деталей при проведении измерений штангенциркулем, микрометром или калибром-скобой не соответствует установленным требованиям, изготовитель может провести контроль диаметра трех дополнительных изделий из той же партии. Если диаметр какой-либо трубы, трубной заготовки для муфт, заготовки для муфт или заготовки для соединительных деталей при проведении измерений измерительной лентой не соответствует установленным требованиям и изготовитель не может доказать, что это несоответствие свойственно только этой трубе или заготовке, он должен провести контроль диаметра каждого изделия из этой партии.
Если все результаты повторного контроля соответствуют установленным требованиям, все изделия партии должны быть приняты, за исключением первичного изделия, выбранного для контроля. Если какое-либо из изделий, выбранных для повторного контроля, не соответствует установленным требованиям, изготовитель может подвергнуть контролю все остальные изделия партии. Концы изделий, не соответствующие установленным требованиям, могут быть обрезаны и снова подвергнуты контролю для определения их соответствия требованиям.
Не соответствующая требованиям партия труб, трубных заготовок для муфт, заготовок для муфт или заготовок для соединительных деталей может быть по выбору изготовителя переработана и подвергнута контролю как новая партия.
Примечание — После заключительного производственного контроля диаметра труб, трубных заготовок для муфт, заготовок для муфт или заготовок для соединительных деталей могут возникнуть некоторые отклонения по максимальному и минимальному диаметрам в процессе погрузочно-разгрузочных операций и хранения, которые не должны служить основанием для забраковки при условии, что средний диаметр, измеренный рулеткой, находится в пределах допустимых значений.
10.13.4 Контроль толщины стенки
Каждая труба, трубная заготовка для муфт, заготовка для муфт или заготовка для соединительных деталей должна быть проконтролирована для подтверждения соответствия толщины стенки установленным требованиям. Измерение толщины стенки проводят механическим толщиномером, предельным калибром или калиброванным устройством NDE, имеющим соответствующую точность измерений.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
В спорных случаях измерения должны быть проведены механическим толщиномером. Механический толщиномер должен иметь контактный наконечник диаметром сечения 6,4 мм (1/4 дюйма). Радиус скругления контактного наконечника, касающегося внутренней поверхности изделия, должен быть не более 38,1 мм (1% дюйма) для труб ряда 1: 6 5/8 и более, для труб размерами менее ряда 1: 65/8 не более d/4, с минимальным радиусом 3,2 мм (1/8 дюйма). Торец контактного наконечника, касающегося наружной поверхности изделия, должен быть плоским или скругленным, с радиусом скругления не менее 38,1 мм (11/г дюйма).
Для подтверждения соответствия установленным требованиям контроль толщины стенки бесшовных труб и заготовок для муфт, подвергаемых электромагнитному или ультразвуковому контролю, как указано в таблице С.42 (приложение С) или в таблице Е.42 (приложение Е), должен быть проведен согласно документированной процедуре по спирали или прямой по всему объему изделий, кроме концов изделий, не охватываемых автоматизированными системами контроля. Размещение оборудования для контроля толщины стенки определяет изготовитель изделий.
Толщину стенки для группы прочности С110 контролируют по всей длине с охватом 100 % площади поверхности посредством автоматизированной системы контроля. В записях по контролю должна быть указана минимальная измеренная толщина стенки каждой трубы. Прослеживаемость результатов контроля до конкретных труб при этом не требуется, если это не указано в заказе.
Контроль толщины стенки заготовок для соединительных деталей должен быть проведен только в том случае, если это указано в заказе.
10.13.5 Контроль оправкой
Контроль проходимости выполняют оправкой с цилиндрической частью, соответствующей требованиям, указанным в таблицах С.28 и С.29 (приложение С) или в таблицах Е.28 и Е.29 (приложение Е), по применимости. Требования к обсадным трубам, применяемых в качестве насосно-компрессорных труб, — в соответствии с 8.10. Концы оправки за пределами цилиндрической части должны быть выполнены таким образом, чтобы облегчить введение оправки в трубу. Оправка должна свободно проходить через всю трубу при перемещении вручную или механизированным способом. В спорных случаях контроль оправкой должен быть проведен вручную. Труба не должна быть забракована при проведении контроля оправкой, если перед контролем она не была очищена от посторонних веществ и не установлена надлежащим образом для предотвращения провисания.
10.13.6 Измерение длины
Для труб без резьбы и других изделий, если указано в заказе, длина должна быть измерена от одного конца до другого конца.
Для труб с резьбой и муфтой:
а) если измерение проведено с навинченной муфтой, длина должна быть измерена от торца свободного конца трубы до торца свободного конца муфты, и
Ь) если измерение проведено без муфты, длина должна быть измерена от торца одного до торца другого конца, соответствующий припуск на длину муфты должен быть добавлен.
Для насосно-компрессорных труб с интегральным соединением длину измеряют от торца ниппельного конца до торца муфтового конца трубы.
Для коротких труб и заготовок длину измеряют от торца одного до торца другого конца изделия.
10.13.7 Определение массы (веса)
Массу каждой обсадной трубы и насосно-компрессорной трубы ряда 1: 1,660 и более определяют отдельным взвешиванием; массу насосно-компрессорных труб размером менее ряда 1: 1,660 — отдельным взвешиванием или взвешиванием пакета труб.
Изготовитель труб, выполняющий маркировку на теле труб (см. раздел 11), несет ответственность за взвешивание труб для определения их соответствия требованиям в части отклонений массы. Трубы можно взвешивать без резьбы, с высадкой, без высадки, с резьбой или с резьбой и муфтой. Трубы с резьбой и муфтой взвешивают с навинченными муфтами или без муфт, учитывая при этом массу муфт. Трубы с резьбой и муфтой, трубы с интегральным соединением и трубы с резьбой, поставляемые без муфт, взвешивают без резьбовых предохранительных деталей или с резьбовыми предохранительными деталями, но с соответствующей поправкой на массу резьбовых предохранительных деталей. Взвешивание труб нарезчиком резьбы не является обязательным.
10.13.8 Контроль прямолинейности
Трубы, трубные заготовки для муфт, заготовки для муфт и заготовки для соединительных деталей подвергают визуальному контролю. Если прямолинейность изделий, имеющих общий изгиб или загнутые концы, вызывает вопросы, то она должна быть измерена следующим образом:
а) для ряда 1: 41/2 и более: с помощью поверочной линейки или струны (проволоки), натянутой от одного до другого конца трубы;
Ь) с помощью поверочной линейки длиной не менее 1,8 м (6 футов), при этом часть линейки длиной не менее 0,3 м (1 фут) должна опираться на поверхность изделия за пределами загнутого конца, или эквивалентным методом. В спорных случаях измерение должно быть проведено поверочной линейкой.
Струна или линейка должны быть расположены так, чтобы выявить наибольшее отклонение от прямолинейности.
Отклонение от прямой или высота хорды не должны превышать значений, указанных в 8.9 [см. рисунки D13 и D.14 (приложение D)].
Измерение отклонения не проводят в плоскости высадки, ее переходной части или муфты.
10.13.9 Контроль внутренней высадки
Контроль формы внутренней высадки должен быть выполнен с применением Г-образного инструмента, загнутого под углом 90°. Контактный наконечник должен иметь поперечное сечение диаметром 4,8 мм (3/16 дюйма) и крепится перпендикулярно к ручке инструмента (определяется визуально). Конец наконечника, соприкасающийся с внутренней поверхностью трубы, должен быть скруглен до высоты (между точкой касания окружности и вертикальной поверхностью контактного наконечника) не более 0,30 мм (0,012 дюйма). Радиус контактного наконечника должен быть не более внутреннего радиуса контролируемой трубы. Острые края контактного наконечника должны быть удалены [см. рисунок D.25 (приложение D)]. Контактный наконечник Г-образного инструмента следует установить перпендикулярно к продольной оси трубы и перемещать его по поверхности переходного участка в осевом направлении. Давление прижима контактного наконечника должно быть не выше давления, создаваемого массой Г-образного инструмента.
10.14 Визуальный контроль
10.14.1 Общие положенияВизуальный контроль должен осуществлять обученный персонал с остротой зрения, достаточной для обнаружения дефектов поверхности. Для проведения визуального контроля изготовитель должен разработать и задокументировать нормы освещенности. Уровень освещенности контролируемой поверхности должен быть не менее 500 лк (50 фут-свечей).
Визуальный контроль допускается проводить на соответствующем этапе технологического процесса, кроме визуального контроля концов изделий, который, если требуется, должен быть проведен после окончательной термической обработки изделий.
Допускается не проводить визуальный контроль, если применяется другой метод неразрушающего контроля с подтвержденной способностью выявлять дефекты, указанные в 8.13.
Если для удаления дефектов выполняется обрезка концов, то конец трубы после обрезки должен быть подвергнут повторному контролю внутренней поверхности аналогично выполненному.
10.14.2 Тело труб, трубные заготовки для муфт и заготовки для муфт (кроме концов труб)
Каждая труба, трубная заготовка для муфт и заготовка для муфт должны быть подвергнуты визуальному контролю по всей наружной поверхности для выявления несовершенств. Требования к следам от валков на поверхности изделий группы прочности L80 приведены в 6.3.3.
10.14.3 Концы труб
Концы труб должны быть подвергнуты визуальному контролю по наружной поверхности на длине не менее 450 мм (18 дюймов).
Для изделий без высадки концы труб должны быть подвергнуты визуальному контролю по внутренней поверхности на длине не менее 2,50 или 450 мм (18 дюймов) в зависимости от того, что меньше.
Для изделий с высадкой концы труб должны быть подвергнуты визуальному контролю по внутренней поверхности на длине не менее длины высадки, включая переходный участок.
10.14.4 Действия в отношении несовершенств
Поверхностные несовершенства, обнаруженные при визуальном контроле, должны быть обработаны согласно 10.15.16, 10.15.17 и 10.15.18.
10.15 Неразрушающий контроль (NDE)
10.15.1 Общие положенияВ настоящем подразделе установлены требования к NDE и уровни приемки бесшовных и электросварных труб, а также трубных заготовок для муфт. NDE муфт указан в 9.11. Перечень применяемых методов NDE для бесшовных труб, трубных заготовок для муфт и тела сварных труб приведен в таблице С.42 (приложение С) или таблиц Е.42 (приложение Е). Все трубы и трубные заготовки для муфт, для которых требуется NDE (кроме визуального контроля), должны быть проконтролированы на наличие дефектов по всему объему и по всей длине.
Стандарты NDE для тех труб, на которые приведены ссылки в настоящем разделе, основаны на традиционных и проверенных на практике методах NDE, применяемых для контроля трубных изделий во всем мире. Однако могут быть применены и другие методы и способы NDE с подтвержденной способностью выявлять дефекты, указанные в 8.13. Записи по контролю должны быть сохранены в соответствии с 10.15.4.
По выбору изготовителя надрезы могут иметь ориентацию, отличающуюся от указанной в таблице С.43 (приложение С) или в таблице Е.43 (приложение Е), для выявления дефектов, типичных для применяемого изготовителем способа производства. Изменение ориентации надрезов должно иметь документированное техническое обоснование.
Проведение контроля труб заказчиком и/или его присутствие при проведении NDE должно быть указано в заказе и осуществлено в соответствии с приложением В.
Контроль, выполняемый в соответствии с 10.15, на оборудовании, настройка которого проведена по искусственным дефектам, указанным в таблице С.44 (приложение С) или таблице Е.44 (приложение Е), не следует рассматривать как гарантию соответствия требованиям, приведенным в 8.13.
Настройку оборудования NDE выполняют в соответствии с АСТМ Е543.
При проведении NDE по всему объему и по всей длине, кроме контроля толщины стенки, оборудование должно обеспечивать охват 100 % объема. Для концов труб, не подвергаемых контролю, должны быть выполнены действия, предусмотренные 10.15.13.
При проведении контроля влажным магнитопорошковым методом концентрацию частиц следует проверять через каждые 8 ч или в начале каждой смены в зависимости от того, что происходит чаще. При проведении контроля флуоресцентным магнитопорошковым методом интенсивность ультрафиолетового излучения на исследуемой поверхности должна быть не менее 1000 мкВт • см2 (10 Вт • м2).
10.15.2 Персонал NDE
ИСО 9712, ИСО 11484, ASNT-SNT-TC-1А или эквивалентные общепризнанные стандарты должны быть основой для аттестации персонала, выполняющего неразрушающий контроль (кроме визуального контроля). Персонал должен быть повторно аттестован по тому методу, по которому он был аттестован ранее, если не проводил неразрушающий контроль по данному методу в течение более 12 мес. Изготовитель или компания, выполняющие неразрушающий контроль, должны иметь программу обучения для аттестации и/или сертификации персонала, выполняющего NDE методом, способом и на оборудовании, которые применяют для контроля, указанного в настоящем стандарте.
Неразрушающий контроль должен выполняться персоналом 1-го, 2-го или 3-го уровня с применением процедур, утвержденных персоналом 3-го уровня.
Оценку и интерпретацию результатов контроля должен проводить персонал 2-го или 3-го уровня или персонал 1-го уровня под наблюдением персонала 2-го или 3-го уровня.
10.15.3 Стандартные образцы
В системах ультразвукового и электромагнитного контроля для проверки сигналов от искусственных дефектов бесшовных труб, трубных заготовок для муфт и тела сварных труб, кроме систем, предназначенных для контроля толщины стенки изделий, применяют стандартные образцы с надрезами 56
или отверстиями, указанными в таблицах С.43 и С.44 (приложение С) или в таблицах Е.43 и Е.44 (приложение Е).
При применении для контроля сварного шва систем ультразвукового контроля их настройку проводят по стандартным образцам с надрезами или отверстиями, указанными в таблицах С.43 и С.44 (приложение С) или в таблицах Е.43 и Е.44 (приложение Е). Если для установления уровня приемки применяют отверстия, то изготовитель должен следовать документированной процедуре, подтверждающей точное совмещение датчиков с линией сварного шва.
Изготовитель может применять любые документированные процедуры для установления уровня приемки при ультразвуковом или электромагнитном контроле при условии, что искусственные дефекты, приведенные в таблицах С.43 и С.44 (приложение С) или в таблицах Е.43 и Е.44 (приложение Е), могут быть выявлены в динамическом режиме при таком же или более высоком уровне приемки в обычных условиях работы. По выбору изготовителя подтверждение возможности системы контроля выявлять дефекты в динамическом режиме может быть проведено в производственном потоке или вне производственного потока.
В таблицах С.43 и С.44 (приложение С) или в таблицах Е.43 и Е.44 (приложение Е) указаны уровни приемки и размеры искусственных дефектов, соответствующие этим уровням приемки, которые должны быть применены для выявления дефектов, указанных в 8.13. Искусственные дефекты, применяемые при автоматизированном ультразвуковом или электромагнитном контроле, не следует рассматривать как дефекты по 8.13 или применять кому-либо, кроме изготовителя, как единственное основание для забраковки.
При настройке оборудования EMI с помощью сверленого отверстия система контроля должна быть способна генерировать сигналы от надрезов на наружной и внутренней поверхностях, равные или превышающие уровень приемки, установленный с помощью сверленого отверстия. Записи по настройке должны быть сохранены в соответствии с 10.15.4.
10.15.4 Записи о характеристиках системы NDE
10.15.4.1 Изготовитель должен сохранять записи о проверке системы NDE, подтверждающие ее способность выявлять искусственные дефекты, применяемые для настройки оборудования.
10.15.4.2 Проверка должна включать, как минимум, следующие критерии:
а) расчет охвата контроля (т. е. план сканирования), включая контроль толщины стенки;
Ь) применимость для заданной толщины стенки;
с) повторяемость;
d) ориентацию преобразователей, обеспечивающую выявление дефектов, типичных для применяемого способа производства (см. 10.15.1);
е) документацию, подтверждающую, что дефекты, типичные для применяемого способа производства, выявляются с помощью методов NDE, приведенных в таблице С.42 (приложение С) или таблице Е.42 (приложение Е) и
f) параметры настройки для установления уровня приемки.
10.15.4.3 Кроме того, изготовитель должен сохранять следующую документацию:
а) рабочие процедуры системы NDE;
Ь) описание оборудования NDE;
с) информацию о квалификации персонала NDE и
d) результаты динамических испытаний, подтверждающие возможности системы NDE в процессе производства.
10.15.5 Контроль тела труб или трубных заготовок для муфт. Общие положения
Если не согласовано иное, все требуемые операции NDE (кроме визуального контроля, но включая заключительный контроль концов труб по 10.15.13) для труб и трубных заготовок для муфт должны быть проведены после окончательной термической обработки и операций ротационной правки, кроме следующих исключений:
а) некоторые типы коротких труб (см. 10.15.11) и
Ь) если применяют более одного метода NDE тела трубы, контроль одним из методов (кроме ультразвукового метода) может быть проведен до термической обработки и ротационной правки.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
10.15.6 NDE обсадных и насосно-компрессорных труб по всему объему, по всей длине. Группы прочности N80 (все типы), L80 и R95
Все трубы должны быть проконтролированы для обнаружения несовершенств на наружной и внутренней поверхностях одним или несколькими из нижеприведенных методов:
а) ультразвуковым методом с уровнем приемки, как указано в таблице С.43 (приложение С) или таблице Е.43 (приложение Е), в соответствии с ИСО 10893-10 или АСТМ Е213;
Ь) методом рассеяния магнитного потока с уровнем приемки, как указано в таблице С.43 (приложение С) или таблице Е.43 (приложение Е), в соответствии с ИСО 10893-3 или АСТМ Е570;
с) методом вихревых токов с применением концентрической катушки с уровнем приемки, как указано в таблице С.43 (приложение С) или таблице Е.43 (приложение Е), в соответствии с ИСО 10893-2 или АСТМ Е309;
d) для контроля наружной поверхности труб — магнитопорошковым методом в соответствии с ИСО 10893-5 или АСТМ Е709.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
10.15.7 NDE обсадных и насосно-компрессорных труб по всему объему, по всей длине. Группа прочности Р110 по К.9 (SR 16)
Все трубы должны быть проконтролированы для выявления продольных и поперечных несовершенств наружной и внутренней поверхностей с уровнем приемки L4 одним или несколькими методами: а) ультразвуковым методом в соответствии с ИСО 10893-10 или АСТМ Е213 (продольные) и согласно ИСО 10893-10 или АСТМ Е213 (поперечные);
Ь) методом рассеяния магнитного потока в соответствии с ИСО 10893-3 или АСТМ Е570 (продольные) и с ИСО 10893-3 или АСТМ Е570 (поперечные);
с) методом вихревых токов с применением концентрической катушки в соответствии с ИСО 10893-2 или АСТМ Е309.
Дополнительные требования PSL-3 — в соответствии с приложением Н.
10.15.8 NDE обсадных и насосно-компрессорных труб по всему объему, по всей длине. Группа прочности Р110 и группа прочности Р110 по К.9 (SR 16) и К.З (SR 2) (приложение К)
Все трубы должны быть проконтролированы для выявления продольных и поперечных несовершенств наружной и внутренней поверхностей с уровнем приемки L2 одним или несколькими методами: а) ультразвуковым методом в соответствии с ИСО 10893-10 или АСТМ Е213 (продольные) и согласно ИСО 10893-10 или АСТМ Е213 (поперечные);
Ь) методом рассеяния магнитного потока в соответствии с ИСО 10893-3 или АСТМ Е570 (продольные) и с ИСО 10893-3 или АСТМ Е570 (поперечные);
с) методом вихревых токов с применением концентрической катушки в соответствии с ИСО 10893-2 или АСТМ Е309.
Дополнительные требования PSL-3 — в соответствии с приложением Н.
10.15.9 NDE обсадных и насосно-компрессорных труб по всему объему, по всей длине. Группы прочности С90, Т95, С110 и Q125
Все трубы должны быть проконтролированы ультразвуковым методом для выявления продольных и поперечных несовершенств наружной и внутренней поверхностей с уровнем приемки L2 в соответствии с ИСО 10893-10 или АСТМ Е213 (продольные) и согласно ИСО 10893-10 или АСТМ Е213 (поперечные).
Кроме того, все трубы должны быть проконтролированы для выявления дефектов наружной поверхности одним из нижеприведенных методов:
а) методом рассеяния магнитного потока с уровнем приемки F2/L2 в соответствии с ИСО 10893-3 или АСТМ Е570 (продольные) и с ИСО 10893-3 или АСТМ Е570 (поперечные);
Ь) методом вихревых токов с применением концентрической катушки, с уровнем приемки E2/L2 в соответствии с ИСО 10893-2 или АСТМ Е309;
с) магнитопорошковым методом в соответствии с ИСО 10893-5 или АСТМ Е709.
10.15.10 NDE сварного шва труб
Если не согласовано иное, периодичность контроля сварного шва труб должна быть определена по выбору изготовителя, за исключением сварных труб, подвергаемых закалке и отпуску, контроль сварного шва которых проводят после окончательной термической обработки и ротационной правки.
NDE сварного шва электросварной трубы должен быть проведен на оборудовании, способном обеспечить полный объемный контроль зоны шириной 3 мм (1/8 дюйма) от линии сплавления.
Если NDE сварного шва труб выполняют одновременно с NDE по всему объему, по всей длине, стандартный образец должен иметь все необходимые искусственные дефекты (для тела трубы и сварного шва), указанные в таблице С.44 (приложение С) или в таблице Е.44 (приложение Е).
Примечание — Как указано в таблице С.43 (приложение С) или в таблице Е.43 (приложение Е), уровни приемки для тела трубы и сварного шва могут быть различными.
Для групп прочности Н40, J55, К55, N80 (все типы), R95 и L80 (все типы) сварной шов должен быть проконтролирован для выявления продольных дефектов одним или несколькими из нижеприведенных методов:
а) ультразвуковым методом с уровнем приемки U3/L3 в соответствии с ИСО 10893-11, или АСТМ Е273, или ИСО 10893-10, или АСТМ Е213;
Ь) методом рассеяния магнитного потока с уровнем приемки F3/L3 в соответствии с ИСО 10893-3 или АСТМ Е570;
с) методом вихревых токов с уровнем приемки E3/L3 в соответствии с ИСО 10893-2 или АСТМ Е309.
Для групп прочности Р110 и Q125 должны быть применимы требования, указанные в К.6.5 (SR 11.5) (приложение К).
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н. Если указано в заказе, то дополнительные требования К. 13 (SR 40) (приложение К) применимы для всех групп прочности, кроме Р110 и Q125.
10.15.11 NDE трубных заготовок для муфт (кроме группы прочности С110), заготовок для соединительных деталей (кроме группы прочности С110) и коротких труб (все группы прочности)
10.15.11.1 Если в таблице С.42 (приложение С) или таблице Е.42 (приложение Е) требуется NDE трубных заготовок для муфт или заготовок для соединительных деталей, кроме группы прочности С110, то его проводят для выявления несовершенств наружной поверхности одним или несколькими из нижеприведенных методов:
а) ультразвуковым методом с уровнем приемки, как указано в таблице С.43 (приложение С) или таблице Е.43 (приложение Е), в соответствии с ИСО 10893-10 или АСТМ Е213;
Ь) методом рассеяния магнитного потока с уровнем приемки, как указано в таблице С.43 (приложение С) или таблице Е.43 (приложение Е), в соответствии с ИСО 10893-3 или АСТМ Е570;
с) методом вихревых токов с применением концентрической катушки с уровнем приемки, как указано в таблице С.43 (приложение С) или таблице Е.43 (приложение Е), в соответствии с ИСО 10893-2 или АСТМ Е309;
d) магнитопорошковым методом в соответствии с ИСО 10893-5 или АСТМ Е709.
В трубных заготовках для муфт могут сохраниться искусственные дефекты, применяемые изготовителем для настройки систем ультразвукового контроля продольными и поперечными волнами. Если искусственные дефекты выполнены на таком стандартном образце, то на участке наружной поверхности рядом с искусственными дефектами должны быть нанесены по трафарету буквы «RI». Искусственные дефекты должны иметь такую же маркировку, указанную в перечислении Ь) 10.15.18, как и естественные дефекты.
10.15.11.2 Требования к контролю коротких труб должны соответствовать требованиям к контролю обсадных и насосно-компрессорных труб.
а) Короткие трубы, изготовленные из обсадных и насосно-компрессорных труб полной длины, подвергают контролю для выявления внутренних и наружных дефектов до или после разрезания на отдельные длины при условии, что не проводится последующая высадка или термическая обработка.
Ь) Короткие трубы, изготовленные из механически обработанных труб или трубных заготовок, подвергают контролю до или после окончательной механической обработки, однако их наружная поверхность должна быть подвергнута визуальному контролю непосредственно после окончательной механической обработки.
с) Короткие трубы, кроме труб с закругленной резьбой, указанных в перечислении d), подвергают контролю в соответствии с приведенным в перечислении а).
d) Короткие трубы с закругленной резьбой API с размерами, указанными в таблице С.2 (приложение С) или в таблице Е.2 (приложение Е), групп прочности Н40, J55, К55, N80 (все типы), R95, L80 (все типы) и Р110 подвергают контролю в соответствии с приведенным в перечислении е), если иное не согласовано между заказчиком и изготовителем.
е) Для наружной поверхности и концевых участков требуемый контроль должен быть проведен после высадки и окончательной термической обработки. Для коротких труб группы прочности Р110 контроль магнитопорошковым методом для выявления продольных и поперечных дефектов может быть заменен на обязательный контроль наружной поверхности.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
10.15.12 NDE трубных заготовок для муфт и заготовок для соединительных деталей. Группа прочности С110
10.15.12.1 Общие положения
Все трубные заготовки для муфт и заготовки для соединительных деталей должны быть подвергнуты контролю для выявления несовершенств наружной и внутренней поверхностей одним или несколькими из нижеприведенных методов:
а) ультразвуковым методом с уровнем приемки, как указано в таблице С.43 (приложение С) или таблице Е.43 (приложение Е), в соответствии с ИСО 10893-10 или АСТМ Е213;
Ь) методом рассеяния магнитного потока с уровнем приемки, как указано в таблице С.43 (приложение С) или таблице Е.43 (приложение Е), согласно ИСО 10893-3 или АСТМ Е570;
с) методом вихревых токов с применением концентрической катушки с уровнем приемки, как указано в таблице С.43 (приложение С) или таблице Е.43 (приложение Е), в соответствии с ИСО 10893-2 или АСТМ Е309;
d) магнитопорошковым методом согласно ИСО 10893-5 или АСТМ Е709.
10.15.12.2 Допустимые несовершенства перед механической обработкой
Трубные заготовки для тех муфт, которые будут подвергнуты полной механической обработке, могут иметь несовершенства на еще необработанных поверхностях. Однако окончательно обработанные поверхности должны соответствовать заданным размерам и критериям контроля поверхности, указанным в 9.11 [К.4.3 (SR 9.3) (приложение К)].
10.15.12.3 Дальнейшая оценка
Трубные заготовки для муфт, содержащие несовершенства, могут быть подвергнуты дальнейшей оценке в соответствии с 10.15.15, с тем исключением, что максимальный размер не нарушающих сплошность поверхности несовершенств, указанный в перечислении d) 8.13.1, должен быть не более 32 мм2 (0,05 квадратных дюймов). В отношении трубных заготовок для муфт, имеющих дефекты, должны быть выполнены действия, предусмотренные в 10.15.18; в противном случае участок трубной заготовки для муфт с дефектом должен быть отрезан с учетом требований к длине изделий, указанных в заказе.
10.15.12.4 Ультразвуковой контроль по толщине стенки
Трубные заготовки для муфт должны быть подвергнуты ультразвуковому контролю продольными волнами по всему объему, по всей длине от наружной поверхности, для обнаружения и идентификации несовершенств. На внутренней поверхности стандартного образца должно быть выполнено плоскодонное отверстие диаметром 6,4 мм (1/4 дюйма), показанное на рисунке D.16, d) (приложение D). Минимальный охват — 100 % контролируемой поверхности [см. 10.15.4.2 а)].
10.15.12.5 Ультразвуковой контроль внутренней поверхности
Трубные заготовки для муфт должны быть подвергнуты ультразвуковому контролю поперечными волнами с уровнем приемки L3 и длиной надреза не более 25 мм (1 дюйм) для выявления продольных и поперечных несовершенств. По согласованию между заказчиком и изготовителем допускается применять альтернативные методы NDE с подтвержденной способностью обнаружения указанных искусственных дефектов.
10.15.13 Неконтролируемые концы труб, трубных заготовок для муфт и заготовок для соединительных деталей
Контроль концов изделий проводят после окончательной термической обработки.
Следует отметить, что при автоматизированных операциях NDE, указанных в настоящем стандарте, небольшие участки с обоих концов изделий остаются не охваченными контролем. В таких случаях участки с неконтролируемыми концами должны быть:
а) или обрезаны,
Ь) или подвергнуты контролю наружной и внутренней поверхностей магнитопорошковым методом по всему периметру и по длине неконтролируемых концов,
с) или подвергнуты ручному/полуавтоматизированному контролю с такой же степенью точности, как и автоматизированный NDE.
Трубы группы прочности С110 с концами, обработанными согласно перечислению Ь) 10.15.13, должны быть проконтролированы после окончательной отделки (трубы с резьбой и муфтами — до свинчивания с муфтами) с применением влажного магнитопорошкового метода или другого метода, согласованного между заказчиком и изготовителем.
Записи по контролю должны быть сохранены в соответствии с 10.15.4.
Дополнительные требования PSL-3 — в соответствии с приложением Н.
10.15.14 Высаженные концы труб
Высаженные концы (включая переходную часть) всех групп прочности, кроме Н40, J55 и К55, после всех операций термической обработки должны быть подвергнуты NDE для выявления поперечных дефектов наружной и внутренней поверхностей высаженных концов с применением критериев, указанных в 8.13. Высаженные концы всех групп прочности, подвергаемых закалке и отпуску, должны быть проконтролированы для выявления продольных дефектов.
Записи по контролю должны быть сохранены в соответствии с 10.15.4.
10.15.15 Трубы, трубные заготовки для муфт и заготовки для соединительных деталей, требующие дальнейшей оценки
Во всех случаях при получении сигнала о превышении уровня приемки в результате NDE оценивают полученные показания в соответствии с 10.15.16, если не будет подтверждено, что несовершенства, вызвавшие сигналы, не являются дефектами, указанными в 8.13.
10.15.16 Оценка сигналов (подтверждение)
При получении сигналов, равных или превышающих уровень приемки, изготовитель должен провести их оценку в соответствии с требованиями настоящего стандарта (10.15.16) или отнести к дефектам в соответствии с 10.15.17. Оценка сигналов должна быть проведена инспекторами NDE, сертифицированными по уровню I, под наблюдением инспекторов NDE, сертифицированных по уровню II или III, или инспекторами NDE, сертифицированными по уровню II или III. Оценка сигналов должна быть проведена в соответствии с документированной процедурой.
Если в области полученного сигнала не будет обнаружено несовершенств и не будет установлена причина возникновения сигнала, то изделие должно быть забраковано или по выбору изготовителя повторно проверено по всему объему, всей длине в соответствии с требованиями, указанными в таблице С.42 (приложение С) или таблице Е.42 (приложение Е) и 10.15.10, и применимыми дополнительными требованиями, с тем же методом контроля или с помощью ультразвуковых методов. По выбору изготовителя чувствительность контроля должна быть такой же, как и при первичном контроле, или более низкой, но соответствующей установленным требованиям.
При контроле магнитопорошковым методом оценка индикаций на поверхности, обусловленных наличием несовершенств, должна быть проведена в соответствии с перечислением а) 10.15.16.
Для оценки обнаруженного несовершенства глубину измеряют одним из следующих методов: а) с использованием механических средств измерений (например, глубиномер, штангенциркули и т. п.). Удаление металла абразивным или другим способом для измерений глубины дефектов не должно приводить к уменьшению оставшейся толщины стенки труб до значения менее 87,5 % номинальной толщины стенки или к уменьшению наружного диаметра или толщины стенки менее допустимых минимальных значений, указанных в заказе, для трубных заготовок для муфт. Резкие изменения толщины стенки, вызванные зачисткой, при измерении должны быть устранены;
Ь) с применением ультразвукового метода (по времени и/или амплитуде) или другими сопоставимыми методами. Проверка оборудования для ультразвукового контроля должна быть документированной и подтверждать возможность оборудования обнаруживать несовершенства размером более и менее размеров, указанных в 8.13.
Если заказчик и изготовитель не согласны с результатами контроля, любая сторона может потребовать проведения разрушающего контроля изделий, после которого должны быть выполнены действия, предусмотренные в В.4 (приложение В).
К тем несовершенствам, которые были обнаружены и признаны дефектами, следует применять меры в соответствии с 10.15.17.
10.15.17 Действия в отношении труб, имеющих дефекты
Допускаются несовершенства, которые соответствуют требованиям и имеют размеры менее размеров дефектов, указанных в 8.13. Не допускается ремонт поверхности сваркой.
Конец трубы с трещинами и/или закалочными трещинами, расположенными на расстоянии от торца, равном двум диаметрам трубы, может быть обрезан для их удаления только один раз. После обрезания труба должна быть подвергнута повторному контролю по всему объему и по всей длине.
Если трещины и/или закалочные трещины обнаружены на расстоянии от торца, превышающем два диаметра трубы, труба должна быть забракована.
В отношении труб, имеющих дефекты, должно быть выполнено одно из нижеприведенных действий.
а) Шлифование или механическая зачистка
Шлифование или механическая зачистка закалочных трещин или прожогов не допускаются. Дефекты должны быть полностью устранены шлифованием или механической зачисткой при условии, что оставшаяся толщина стенки находится в заданных пределах. Зона, подвергнутая шлифованию или механической зачистке, должна плавно переходить к прилежащей поверхности трубы. Если глубина зачистки более 10 % номинальной толщины стенки, необходимо провести контроль толщины стенки, как указано в 10.13.4. Если дефект расположен на внутренней поверхности трубы на участке под наружной резьбой, глубина зачистки дефекта при измерении индикаторным глубиномером или другим соответствующим устройством не должна быть более 10 % номинальной толщины стенки, а длина зачищенного участка должна быть достаточной для точного измерения глубины зачистки. После удаления дефекта следует провести повторный контроль участка зачистки для подтверждения полноты удаления дефекта. Повторный контроль должен быть проведен:
1) на том же оборудовании, при той же чувствительности, что и первичный контроль, или
2) другим методом NDE, или комбинацией методов, с той же или более высокой чувствительностью, чем при первичном контроле NDE.
Если применяют вариант по перечислению 2), метод NDE (или комбинация методов) должен (должна) документироваться для подтверждения такой же или более высокой чувствительности, чем при первичном контроле NDE. Кроме того, следует учитывать, что вариантом по перечислению 2) на проверяемом участке могут быть обнаружены другие дефекты.
Ь) Обрезка
Участок трубы с дефектом должен быть обрезан с учетом требований к длине труб.
с) Забраковка
Труба должна быть забракована.
10.15.18 Действия в отношении трубных заготовок для муфт и заготовок для соединительных деталей, имеющих дефекты
Для трубных заготовок для муфт и заготовок для соединительных деталей допускаются несовершенства, которые удовлетворяют требованиям к материалу и имеют размеры менее размеров дефектов, указанных 8.13. Не допускается ремонт поверхности сваркой.
Конец трубной заготовки для муфт и заготовки для соединительных деталей с трещинами и/или закалочными трещинами, расположенными на расстоянии от торца, равном двум диаметрам изделия, может быть обрезан для удаления дефектов только один раз. После обрезания следует провести повторный контроль изделия по всему объему и по всей длине. Если трещины и/или закалочные трещины расположены на расстоянии от торца более двух диаметров, изделие должно быть забраковано.
В отношении трубных заготовок для муфт и заготовок для соединительных деталей, имеющих дефекты, должно быть выполнено одно из нижеприведенных действий.
а) Шлифование или механическая зачистка
Шлифование или механическая зачистка закалочных трещин или прожогов не допускается.
Дефекты должны быть полностью устранены шлифованием или механической зачисткой при условии, что оставшаяся толщина стенки находится в заданных пределах. Зона, подвергнутая шлифованию или механической зачистке, должна плавно переходить к прилежащей поверхности трубы. Если глубина зачистки более 10 % номинальной толщины стенки, необходимо провести контроль толщины стенки, как указано в 10.13.4, и контроль наружного диаметра на месте зачистки для подтверждения его соответствия установленным требованиям. После удаления дефекта следует провести повторный контроль участка зачистки для подтверждения полноты удаления дефекта. Повторный контроль должен быть проведен:
1) на том же оборудовании, с той же чувствительностью, что и первичный контроль, или
2) другим методом NDE или комбинацией методов, с той же или более высокой чувствительностью, что и первичный NDE.
Если применяют вариант по перечислению 2), метод NDE (или комбинация методов) должен (должна) документироваться для подтверждения такой же или более высокой чувствительности, чем при первичном контроле NDE. Кроме того, следует учитывать, что вариантом по перечислению 2) на проверяемом участке могут быть обнаружены другие дефекты.
b) Маркировка области расположения дефекта
Если удаление дефекта с поверхности трубной заготовки для муфт или заготовки для соединительных деталей превышает допустимые пределы, то область расположения дефекта должна быть обозначена. На изделие краской должна быть нанесена кольцевая полоса, обозначающая область расположения дефекта, если длина этой области в осевом направлении не более 50 мм (2 дюйма); если длина этой области более 50 мм (2 дюйма), то она маркируется полосами в виде перекрестной штриховки. Цвет полос должен быть согласован между заказчиком и изготовителем.
с) Обрезка
Участок трубной заготовки для муфт или заготовки для соединительных деталей с дефектом должен быть отрезан с учетом требований к длине изделия.
d) Забраковка
Трубные заготовки для муфт или заготовки для соединительных деталей должны быть забракованы.
11 Маркировка
11.1 Общие положения
11.1.1 Изделия, изготовленные по настоящему стандарту, должны маркироваться изготовителем, как указано в настоящем разделе и приложении F.
11.1.2 Указания по маркировке, приведенные в разделе 11, кроме перечисленных в 11.6, распространяются на всех изготовителей, кроме нарезчиков резьбы. Нарезчиков резьбы касаются указания по маркировке, приведенные в 11.5 и 11.6 и таблице С.48 (приложение С) или таблице Е.48 (приложение Е). После термической обработки изделий обработчик должен удалить маркировку, не соответствующую новому состоянию изделий (например, прежнее обозначение группы прочности и наименование или товарный знак изготовителя труб).
11.1.3 Изделия должны иметь цветную маркировку в соответствии с 11.4.
11.1.4 Маркировка изделий должна быть выполнена по трафарету или сочетанием маркировки по трафарету и клеймения по выбору изготовителя со следующими тремя исключениями:
а) по согласованию между заказчиком и изготовителем может потребоваться маркировка клеймением. В этом случае применяют сочетание маркировки по трафарету и клеймения;
Ь) по выбору изготовителя вместо клеймения обычным клеймом может быть применена периодическая маркировка по длине трубы и муфты горячей накаткой или горячим клеймением, и
с) могут быть использованы альтернативные маркировке по трафарету системы. Такие системы должны содержать всю необходимую информацию, которая требуется при маркировке краской по трафарету, как указано в таблице С.48 (приложение С) или таблице Е.48 (приложение Е). Если существует вероятность того, что альтернативная система при нанесении на поверхность может изменить механические или коррозионные свойства материала, то соответствующие параметры контроля технологического процесса должны быть подтверждены документированной процедурой, гарантирующей, что поверхность сохраняет стойкость к растрескиванию при эксплуатации в кислой среде и соответствует требованиям к поверхностной твердости (как указано в 7.7), а также на то, что на поверхности отсутствуют дефекты (как указано в 8.13).
11.1.5 Требования к маркировке, выполняемой клеймением, приведены в 11.2, маркировке, выполняемой по трафарету, — в 11.3. Указания по маркировке и ее последовательность приведены в таблице С.48 (приложение С) или в таблице Е.48 (приложение Е), в которые включены только те данные, которые наносят клеймением или по трафарету для идентификации изделия. Если маркировка выполнена клеймением, не требуется указывать те же данные в маркировке, выполняемой по трафарету. Примеры маркировки изделий приведены на рисунках D.15 и D.22 (приложение D). Маркировка не должна перекрываться и должна быть нанесена способом, не повреждающим изделия.
11.1.6 Дополнительная маркировка по сопоставимым стандартам должна быть нанесена после маркировки «ГОСТ Р 70761—2023».
11.1.7 В тех случаях, когда необходимо провести повторную маркировку изделия с указанием первичной маркировочной информации, за точность и прослеживаемость перенесенной маркировки ответственность несет предприятие, выполняющее повторную маркировку изделия. Перенесенная маркировка должна содержать слова «перенесено «...» (кем)», с указанием наименования предприятия, ответственного за перенос маркировки, с приведением данных в кавычках «...».
Примечание —Для лицензиатов монограммы API требуется альтернативное соглашение по маркировке (см. приложение А)3.
11.1.8 Дату изготовления в маркировке указывают следующим образом: первые две цифры, обозначающие месяц, и последние две цифры, обозначающие год, которые указаны через дефис (тире) или косую черту (например, 05—12 или 05/12 обозначает май 2012 г.).
11.1.9 3
11.1.10 По выбору изготовителя или требованию заказчика допускается нанесение на изделия дополнительной маркировки, которая должна быть нанесена после маркировки, указанной в таблице С.48 (приложение С) или в таблице Е.48 (приложение Е).
11.1.11 Маркировка заготовок для муфт и заготовок для соединительных деталей должна быть указана в заказе или применительно к заготовкам для муфт согласно внутренним требованиям по маркировке изготовителя, при этом маркировка должна обеспечивать прослеживаемость заготовок по настоящему стандарту, как минимум, до изготовителя, даты изготовления и с учетом группы прочности. Если в заказе указана маркировка цветными полосами, эти полосы должны соответствовать указанным в таблице С.46 (приложение С) или в таблице Е.46 (приложение Е).
11.2 Требования к маркировке клеймением
11.2.1 МетодыДопускаются следующие методы маркировки клеймением, указанные в таблице 17.
Таблица 17 — Маркировка клеймением
Номер | Метод |
1 | Горячая накатка или горячее клеймение |
2 | Холодное клеймение стандартными клеймами |
3 | Холодное клеймение клеймами в виде точечной матрицы |
4 | Холодное клеймение клеймами со скругленным профилем |
5 | Виброклеймение |
После маркировки клеймением изделий групп прочности R95, L80 (все типы), С90, Т95, С110 и Q125 может потребоваться последующая термическая обработка, как указано в 11.2.5. Такая термическая обработка должна быть проведена в соответствии с 6.2. Последовательность маркировки клеймением должна соответствовать указанной в таблице С.48 (приложение С) или таблице Е.48 (приложение Е).
11.2.2 Размер
Размер маркировки клеймением должен соответствовать указанному в таблице С.45 (приложение С) или в таблице Е.45 (приложение Е).
11.2.3 Расположение
На обсадных и насосно-компрессорных трубах размером ряда 1:1,660 и более маркировка должна быть нанесена на наружную поверхность каждой трубы на расстоянии приблизительно 0,3 м (1 фут) от муфты или муфтового конца либо от торца любого конца трубы без резьбы или трубы с резьбовыми ниппельными концами. Маркировка на трубах размером менее ряда 1: 1,660 может быть нанесена на металлический ярлык, прикрепляемый к каждой трубе или к пакету труб.
11.2.4 Группы прочности Н40, J55, К55, N80 (все типы) и Р110
Если это указано в заказе, то на изделия должна быть нанесена маркировка клеймением одним или несколькими способами, предусмотренными в 11.2.1, по выбору изготовителя.
11.2.5 Группы прочности R95, L80 (все типы), С90, Т95, С110 и Q125
Если это указано в заказе, то на изделия должна быть нанесена маркировка клеймением одним или несколькими способами, предусмотренными в 11.2.1, по выбору изготовителя. При этом должны быть соблюдены следующие условия:
а) изделия групп прочности R95 и L80 (все типы) после применения метода 2, предусмотренного в 11.2.1, должны быть подвергнуты термической обработке;
b) изделия групп прочности С90, Т95, С110 и Q125 после применения методов 2 и 4, предусмотренных в 11.2.1, должны быть подвергнуты термической обработке, за исключением следующих случаев:
1) маркировка клеймением будет удалена при обрезке, шлифовании, механической обработке или нарезании резьбы на глубину, превышающую глубину клеймения не менее чем в два раза, и
2) по согласованию между заказчиком и изготовителем маркировка клеймением может быть оставлена на изделии.
11.2.6 Маркировка треугольным знаком свинчивания
На наружную поверхность обоих концов каждой обсадной трубы с упорной трапецеидальной резьбой всех размеров и групп прочности и обсадных труб с закругленной резьбой размером ряда 1:16 и более, групп прочности Н40, J55 и К55 должен быть нанесен клеймением треугольный знак свинчивания. По согласованию между заказчиком и изготовителем треугольный знак свинчивания может быть заменен поперечной белой полосой шириной 10 мм (3/8 дюйма) и длиной 76 мм (3 дюйма), нанесенной краской. Для того чтобы облегчить поиск треугольного знака свинчивания или поперечной белой полосы, на обсадные трубы с упорной трапецеидальной резьбой рядом со знаком или полосой на свободном от муфты конце трубы должна быть нанесена краской продольная белая полоса шириной 25 мм (1 дюйм) и длиной 610 мм (24 дюйма), а на конце трубы с муфтой — продольная белая полоса шириной 25 мм (1 дюйм) и длиной 100 мм (4 дюйма).
Для групп прочности Н40, J55, К55, N80 (все типы) и Р110 треугольный знак свинчивания должен быть нанесен клеймением только методом 2, 3, 4 или 5.
Для групп прочности С90, Т95 и Q125 треугольный знак свинчивания должен быть нанесен клеймением только методом 3.
Для групп прочности R95 и L80 (все типы) треугольный знак свинчивания должен быть нанесен клеймением только методом 3 или 4.
11.3 Требования к маркировке по трафарету
Маркировка по трафарету должна быть нанесена на наружную поверхность каждой трубы и начинаться на расстоянии не менее 0,6 м (2 фута) от муфты, или от муфтового конца, или от любого конца трубы без резьбы, трубы с резьбовыми ниппельными концами, или от трубной заготовки для муфт. Маркировка по трафарету заготовок для соединительных деталей и коротких труб длиной менее 1,8 м (6 футов) может быть нанесена на ярлык, прикрепляемый к наружной поверхности в пределах 0,3 м (1 фут) от торца изделий. Такая маркировка должна быть отделена знаком «тире» или находиться на приемлемом расстоянии друг от друга.
Последовательность маркировки по трафарету должна соответствовать указанной в таблице С.48 (приложение С) или таблице Е.48 (приложение Е), кроме маркировки резьбы, которую наносят на участке, удобном для изготовителя.
11.4 Цветовая идентификация
11.4.1 Цветовая маркировкаКаждое изделие должно иметь цветовую маркировку, как указано в 11.4.2—11.4.6, если иное не указано в заказе.
11.4.2 Изделия длиной 1,8 м (6 футов) и более
Применяют один или несколько из нижеприведенных методов:
а) для труб с резьбой, коротких труб и заготовок для соединительных деталей: кольцевая полоса краской на расстоянии не более 0,6 м (24 дюйма) от муфты или конца с внутренней резьбой;
Ь) для изделий без резьбы или с наружной резьбой: кольцевая полоса краской на расстоянии не более 0,6 м (24 дюйма) от любого конца;
с) муфты: для всех групп прочности, кроме групп прочности L80 (тип 9Сг) и L80 (тип 13Сг), окрашивают всю наружную поверхность муфты, включая соответствующие цветовые полосы муфты;
d) муфты: для групп прочности L80 (тип 9Сг) и L80 (тип 13Сг) применяют только соответствующие цветовые полосы шириной 12,7 мм (1/2 дюйма) на наружной поверхности муфты;
е) если трубу поставляют со специальными муфтами или если труба и муфта имеют разные группы прочности (кроме групп прочности Н40, J55 и К55, применяемых согласно 9.2.1), то окрашивают как трубу, так и муфту, как указано в перечислениях а), Ь) и с).
11.4.3 Ненавинченные муфты
Для всех групп прочности, кроме групп прочности L80 (тип 9Сг) и L80 (тип 13Сг), окрашивается вся наружная поверхность муфты, включая соответствующие цветовые полосы.
Для групп прочности L80 (тип 9Сг) и L80 (тип 13Сг) применяют только соответствующие цветовые полосы шириной 12,7 мм (1/2 дюйма) на наружной поверхности муфты.
11.4.4 Специальные муфты
Для всех групп прочности, кроме групп прочности L80 (тип 9Сг) и L80 (тип 13Сг), муфту окрашивают в соответствующий цвет и наносят посередине муфты черную кольцевую полосу.
Для группы прочности L80 (тип 9Сг) и L80 (тип 13Сг) применяют только соответствующие цветовые полосы и черную кольцевую полосу посередине муфты шириной 12,7 мм (1/2 дюйма).
11.4.5 Короткие трубы длиной менее 1,8 м (6 футов)
Для всех групп прочности, кроме групп прочности L80 (тип 9Сг) и L80 (тип 13Сг), окрашивают всю наружную поверхность, кроме резьбы, включая соответствующие цветовые полосы.
Для групп прочности L80 (тип 9Сг) и L80 (тип 13Сг) применяют только соответствующие цветовые полосы шириной 12,7 мм (1/2 дюйма) на наружной поверхности.
11.4.6 Цветовая маркировка групп прочности
Цвет и число полос для каждой группы прочности должны соответствовать указанным в таблице С.46 (приложение С) или в таблице Е.46 (приложение Е).
11.5 Маркировка резьбы и отделки концов
11.5.1 Маркировка резьбы APIНа обсадных трубах с закругленной резьбой или с упорной трапецеидальной резьбой изготовитель должен наносить маркировку резьбы по трафарету. Нарезчик резьбы должен наносить идентификационную маркировку резьбы на обсадных и насосно-компрессорных трубах. Последовательность маркировки — в соответствии с таблицей С.47 (приложение С) или с таблицей Е.47 (приложение Е).
11.5.2 Маркировка труб без резьбы и труб со специальной отделкой концов
Требования к маркировке для нижеследующих изделий должны соответствовать указанным в таблице С.48 (приложение С) или в таблице Е.48 (приложение Е):
а) трубы без резьбы, поставляемые с высаженными и невысаженными концами;
Ь) трубы со специальной отделкой концов, не указанной в настоящем стандарте, но тело труб изготовлено в соответствии с требованиями, указанными в настоящем стандарте; или
с) муфты и соединительные детали со специальной отделкой концов, не указанной в настоящем стандарте, но изготовленные в соответствии с требованиями настоящего стандарта, кроме требований к размерам.
При нарезании резьбы, соответствующей требованиям API 5В, на изделия, не указанные в таблице С.1 (приложение С) или таблице Е.1 (приложение Е) и в таблице С.2 (приложение С) или таблице Е.2 (приложение Е), такие изделия должны иметь маркировку «SF» и обозначение резьбы [как указано в таблице С.47 (приложение С) или таблице Е.47 (приложение Е)] после маркировки «ГОСТ Р 70761 — 2023», указанной в таблицах С.48 или С.61 (приложение С) или в Е.48 или Е.61 (приложение Е) (см. также 11.1.10).
11.6 Требование к маркировке, наносимой нарезчиком резьбы
Если нарезание резьбы выполняет нарезчик резьбы, не являющийся изготовителем, то на каждой трубе рядом с резьбой должна быть нанесена маркировка по трафарету или клеймением в соответствии с 11.1,11.2 и 11.3, содержащая: наименование или товарный знак нарезчика резьбы, обозначение настоящего стандарта, размер и тип резьбы, как указано 11.5 и в таблице С.47 (приложение С) или в таблице Е.47 (приложение Е).
Нарезчик резьбы должен нанести на тело трубы фактическое давление гидростатического испытания, если труба не была ранее испытана давлением, которое требуется для данной резьбы, и промаркирована, как указано в таблице С.48 (приложение С) или в таблице Е.48 (приложение Е).
Пример — Муфта с удлиненной резьбой для ряда 1: 7, ряда 2: 29,00, R95.
Случай 1 — Если изготовитель изготовил трубу без резьбы, испытал ее гидростатическим давлением 34,5 МПа (5000 фунтов на квадратный дюйм) на основании документированного расчета для трубы диаметром 177,8 мм (7 дюймов) (см. 10.12.3) и указал в маркировке Р34,5 (Р5000), то нарезчик резьбы должен провести испытание трубы под давлением 60,5 МПа (8800 фунтов на квадратный дюйм) и нанести на трубу маркировку в соответствии с рисунком D.15 (приложение D).
Случай 2 — Если изготовитель изготовил трубу без резьбы, испытал ее гидростатическим давлением 61,0 МПа (8900 фунтов на квадратный дюйм) и указал в маркировке Р61,0 (Р8900), то нарезчик резьбы может не подвергать трубу испытаниям и не наносить на нее маркировку испытательного давления.
Маркировку, нанесенную на тело трубы изготовителем, не должны удалять и изменять.
Применение обозначения «ГОСТ Р 70761—2023» для идентификации или подтверждения того, что резьба на трубных изделиях соответствует API 5В, не допускается.
12 Покрытия и защита
12.1 Покрытия
12.1.1 Покрытия для защиты изделий при транспортировкеЕсли в заказе не указано иное, то на наружную поверхность труб и муфт должно быть нанесено покрытие для защиты от коррозии на период транспортирования. Покрытие должно быть по возможности гладким, плотным, с минимумом наплывов. Покрытие должно быть рассчитано на защиту труб в течение не менее 3 мес.
Если в заказе не указано иное, трубные заготовки для муфт, заготовки для муфт и заготовки для соединительных деталей должны быть поставлены без наружного покрытия, за исключением защитного покрытия, которое может быть нанесено поверх маркировки, выполненной по трафарету.
Необходимость поставки труб без покрытия или со специальным покрытием должна быть указана в заказе. При поставке труб со специальным покрытием в заказе должно быть указано, необходимо ли наносить покрытие на всю длину трубы или кроме участков на определенном расстоянии от торца трубы. Если в заказе не указано иное, то на такие участки без специального покрытия обычно наносят масляное покрытие для защиты при транспортировании.
Примечание — Трубы из стали с 13 % Сг при хранении во влажной среде склонны к местной точечной коррозии. Рекомендуется принимать специальные меры предосторожности как при нанесении покрытия, так и при транспортировании и хранении таких труб.
12.1.2 Покрытия для защиты изделий при длительном хранении
По согласованию между заказчиком и изготовителем на наружную и внутреннюю поверхности изделий может быть нанесено покрытие для защиты от коррозии при длительном хранении, особенно в районах с морским климатом.
При этом должны быть соблюдены нижеприведенные условия.
а) Покрытие должно обеспечивать защиту от коррозии в районах с морским климатом в течение длительного срока, согласованного между заказчиком и изготовителем, при этом допускается незначительное изменение цвета поверхности изделий.
Ь) Перед эксплуатацией труб не требуется удаление защитного покрытия.
с) Особое значение имеет правильное нанесение покрытия с оценкой по следующим показателям:
1) сухость трубы;
2) чистота трубы;
3) температура при нанесении покрытия и
4) толщина пленки покрытия.
12.2 Резьбовые предохранительные детали
12.2.1 Общие положенияНарезчик резьбы должен устанавливать наружные и внутренние предохранительные детали, соответствующие требованиям приложения I, если в заказе не указано иное. Предохранительные детали для наружной резьбы должны полностью закрывать длину резьбы трубы, а внутренние — длину внутренней резьбы трубы, эквивалентную общей длине резьбы трубы. Конструкция, материал и прочность резьбовых предохранительных деталей должны обеспечивать защиту резьбы и торцов труб от повреждения при погрузочно-разгрузочных операциях и транспортировании и исключать попадание на них пыли и влаги во время транспортирования в течение стандартного периода хранения. Стандартным периодом хранения следует считать период хранения, равный примерно одному году. Форма резьбы предохранительных деталей должна исключать повреждение резьбы изделия. Не требуется устанавливать предохранительные детали на концы коротких труб и соединительные детали, если они упакованы способом, обеспечивающим защиту резьбовых соединений.
Примечание — Повреждение — это порча изделия в результате ударного воздействия, которое приводит к несоответствию резьбы и/или торцов труб установленным требованиям.
12.2.2 Группа прочности L80 (тип 9Сг) и L80 (тип 13Сг)
На концы изделий групп прочности L80 (тип 9Сг) и L80 (тип 13Сг) не допускается устанавливать стальные резьбовые предохранительные детали.
12.2.3 Открытые резьбовые предохранительные детали
По согласованию между заказчиком и изготовителем допускается применять предохранительные детали с открытыми торцами. Резьбовая смазка должна покрывать всю резьбу и уплотняющие элементы соединения.
13 Документация
13.1 В электронном виде
Записи по контролю и испытаниям, сертификаты и другие подобные документы, применяемые в электронном виде в системе обмена электронными данными (EDI) или распечатанные из системы, имеют такую же силу, как и документы, напечатанные на предприятии, выдавшем их. Содержание таких документов (EDI) должно соответствовать требованиям настоящего стандарта и действующим соглашениям EDI между заказчиком и изготовителем.
13.2 Требования к сертификату
Изготовитель должен предоставить сертификат для всех поставляемых изделий. В дополнение к данным, перечисленным в 13.3, сертификат должен содержать заявление о том, что изделия изготовлены, отобраны для испытаний, подвергнуты испытаниям и контролю согласно требованиям настоящего стандарта и признаны соответствующими этим требованиям.
13.3 Содержание сертификата
Сертификат должен применительно к каждому пункту содержать, как минимум, следующую информацию:
а) ссылку на настоящий стандарт;
Ь) применимый уровень требований к изделиям;
с) применимые дополнительные требования;
d) идентификацию прослеживаемости партии или плавки в соответствии с 6.4.1;
е) диаметр, толщину стенки, группу прочности, способ изготовления, вид термической обработки;
f) минимальную температуру отпуска, допустимую по документированной процедуре для каждой партии обсадных и насосно-компрессорных труб (за исключением трубных заготовок для муфт и заготовок для муфт), подвергаемых закалке и отпуску или нормализации и отпуску;
д) химический состав стали плавки, изделия, по первичному и повторному анализу, если применимо, с указанием массовой доли, %, всех элементов, которые имеют ограничения или должны быть указаны по настоящему стандарту;
h) результаты испытаний на растяжение, включая предел текучести, предел прочности и относительное удлинение. Информация о типе, размере и ориентации образцов должна быть указана. В записях по испытаниям должны быть указаны: номинальная ширина образцов для проведения испытания, если применялись образцы в виде полосы; диаметр и расчетная длина при использовании цилиндрических образцов или должно быть отмечено, что применялись образцы полного сечения;
i) если испытания на ударный изгиб предусмотрены настоящим стандартом, то результаты таких испытаний включают:
1) критерии испытаний,
2) размер, расположение и ориентацию образцов для испытаний,
3) номинальную температуру испытаний (т. е. фактическую температуру испытания, с учетом снижения температуры при применении образцов меньшего размера, при необходимости),
4) работу удара для каждого образца для испытаний и
5) среднее значение работы удара для каждого испытания.
Содержание вязкой составляющей следует указывать для изделий группы прочности С110 (см. 7.3.1) и PSL-2 или PSL-3 [см. Н.6.1 (приложение Н)];
j) результаты контроля твердости (включая значения твердости по Роквеллу и средние значения твердости, тип и критерии контроля, а также расположение и ориентацию образца), если такой контроль предусмотрен настоящим стандартом;
к) если требуется, определение величины зерна и метод, применяемый для определения величины зерна;
I) для изделий группы прочности С110, подвергаемых испытаниям на SSC, указание о том, проводились ли испытания в растворе А, или фактическое содержание H2S, %, если испытание проведено в растворе по К.12.3 (SR 39.3) (приложение К);
т) информацию, указанную в NACE ТМ0177-2016: «Форма протокола испытания материала NACE (часть 2). Проведение испытания в соответствии с NACE ТМ0177, метод А. Стандартное испытание на растяжение NACE»;
п) информацию, указанную в NACE ТМ0177-2016: «Форма протокола испытания материала NACE (часть 2). Проведение испытание в соответствии с NACE ТМ0177, метод D. Стандартное испытание DCB NACE»;
о) минимальное гидростатическое давление и его продолжительность;
р) для сварных труб, которые в соответствии с настоящим стандартом подвергают NDE, применяемый метод NDE (UT, EMI или МТ), тип и размер используемого искусственного дефекта;
q) для бесшовных изделий, подвергаемых NDE (по основным требованиям настоящего стандарта, по дополнительным требованиям или по согласованию с заказчиком), применяемый метод NDE (UT, EMI или МТ), уровень приемки, расположение и ориентация применяемого искусственного дефекта, тип и размер применяемого стандартного образца;
г) для электросварных труб минимальную температуру термической обработки сварного шва. Если такая обработка не проводилась, в сертификате должно быть указано: «Без термической обработки швов»;
s) по согласованию между заказчиком и изготовителем сертификат на муфты (например, свинчиваемых на станке) с результатами испытаний металла, результатами контроля, с заявлением о соответствии требованиям к соединению и идентификацией прослеживаемости;
t) результаты проведения всех дополнительных испытаний, проводимых по требованию заказчика.
13.4 Сохранение записей
Испытания и контроль, требующие хранения записей, в настоящем стандарте указаны в таблице С.49 (приложение С) или в таблице Е.49 (приложение Е). Эти записи должен хранить изготовитель и предоставлять заказчику по его требованию в течение трех лет со дня поставки изделия изготовителем.
14 Минимальные требования к различным категориям изготовителей
14.1 Завод по изготовлению труб
Завод по изготовлению труб должен иметь в эксплуатации один или несколько трубопрокатных станов, обеспечивающих изготовление изделий, в соответствии с требованиями раздела 6. Такой завод должен иметь соответствующее оборудование и нести ответственность за взвешивание и маркировку труб, трубных заготовок для муфт, заготовок для муфт или заготовок для соединительных деталей.
Завод по изготовлению труб также должен иметь оборудование для проведения всех требуемых испытаний и контроля. Однако по выбору руководства такого завода любые испытания и контроль могут быть поручены субподрядчику и выполнены за пределами завода. В случае проведения контроля и испытаний субподрядчиком он должен выполнять их под управлением и контролем представителей завода по изготовлению труб в соответствии с документированной процедурой для обеспечения соответствия требованиям настоящего стандарта.
14.2 Обработчик
Обработчик должен иметь оборудование, предназначенное для термической обработки, обеспечивающее термическую обработку по всей длине труб, трубных заготовок для муфт, заготовок для муфт или заготовок для соединительных деталей. Обработчик должен нести ответственность за взвешивание и маркировку труб, трубной заготовки для муфт, заготовки для муфт или заготовки для соединительных деталей.
Обработчик должен также иметь оборудование для проведения всех требуемых испытаний и контроля. Однако по выбору руководства обработчика любые испытания и контроль могут быть поручены субподрядчику и выполнены за пределами обработчика. В случае проведения контроля и испытаний субподрядчиком он должен выполнять их под управлением и контролем представителей обработчика в соответствии с документированной процедурой для обеспечения соответствия требованиям настоящего стандарта.
14.3 Нарезчик резьбы
Нарезчик резьбы должен иметь один или несколько резьбонарезных станков для нарезания резьбы на концах труб с размерами и отклонениями, заданными в API 5В. Нарезчик резьбы должен иметь соответствующее оборудование и нести ответственность за нанесение на изделия маркировки. Нарезчик резьбы должен иметь контрольные калибры-пробки и калибры-кольца, а также необходимые рабочие калибры для каждого размера и типа резьбы.
Нарезчик резьбы должен иметь оборудование или доступ к оборудованию для выполнения следующих операций:
а) свинчивание труб с муфтами с требуемым натягом;
Ь) проведение гидростатических испытаний по всей длине при требуемом давлении;
с) контроль оправкой концов труб после нарезания резьбы и установки муфт в соответствии с установленными требованиями и
d) измерение длины изделия.
В случае проведения операций, предусмотренных перечислениями а), Ь), с) или d), субподрядчиком, он должен выполнять их под управлением и контролем нарезчика резьбы согласно документированной процедуре для обеспечения соответствия установленным требованиям настоящего стандарта.
Нарезчик резьбы (или субподрядчик) не должен дополнять или изменять маркировку на теле труб или должен подтверждать соответствие тела труб стандартам. Если какую-либо операцию вместо нарезчика резьбы выполняет субподрядчик, ответственность за соответствие этой операции требованиям настоящего стандарта несет нарезчик резьбы.
14.4 Изготовитель муфт, коротких труб или соединительных деталей
Изготовитель муфт, коротких труб или соединительных деталей должен иметь оборудование, способное выполнить механическую обработку изделий и нарезание на них резьбы с размерами и отклонениями, соответствующими установленным требованиям. Изготовитель должен также иметь контрольные и рабочие калибры-пробки и калибры-кольца для каждого размера и типа резьбы, нарезаемой изготовителем и маркируемой в соответствии с разделом 11.
Изготовитель муфт, коротких труб и соединительных деталей должен иметь доступ к оборудованию для осуществления всех других технологических операций процесса производства (например, термической обработки). В случае проведения этих операций субподрядчиком он должен выполнять их под управлением и контролем изготовителя муфт, коротких труб и соединительных деталей согласно документированным процедурам для обеспечения соответствия требованиям настоящего стандарта.
В соответствии с требованиями настоящего стандарта изготовитель коротких труб должен иметь оборудование или доступ к оборудованию для обеспечения следующего:
а) проведения гидростатического испытания и
Ь) контроля оправкой.
В случае проведения операций, предусмотренных перечислениями а) или Ь), субподрядчиком он должен выполнять их под управлением и контролем изготовителя согласно документированной процедуре для обеспечения соответствия установленным требованиям настоящего стандарта.
Изготовитель муфт должен иметь возможность проведения контроля муфт магнитопорошковым методом или другим адекватным методом неразрушающего контроля.
Приложение А (справочное)
Программа монограммы API.
Применение монограммы API лицензиатами4
Приложение В (обязательное)
Инспекция, проводимая заказчиком
В.1 Извещение об инспекции
При необходимости приемки изделий инспектором, представляющим заказчика, или его присутствия при контроле и испытаниях изделий изготовитель должен известить инспектора о времени начала изготовления изделий.
В.2 Доступ оборудованию
Любой контроль следует выполнять до отгрузки, на месте изготовления или обработки изделий, если иное не указано в заказе, и выполнять таким образом, чтобы не создавать ненужных помех в работе предприятия.
В.З Соответствие требованиям
Изготовитель отвечает за соответствие изделий всем требованиям настоящего стандарта. Заказчик имеет право проводить любые испытания изделий, необходимые для подтверждения соответствия требованиям, и может забраковать любое изделие, не соответствующее настоящему стандарту.
В.4 Забраковка
Если не указано иное, то изделия, которые при контроле, или при входном контроле у заказчика, или при последующей эксплуатации оказались дефектными, могут быть забракованы, о чем уведомляется изготовитель. При проведении разрушающего контроля любые изделия, не соответствующие требованиям настоящего стандарта, должны быть забракованы. Действия в отношении забракованных изделий должны быть согласованы между заказчиком и изготовителем.
Приложение С (обязательное)
Таблицы в единицах СИ
Таблица С.1 — Размеры, массы, толщина стенки, группы прочности и виды отделки концов обсадных труб
Рядыа | Наружный диаметр | Номинальная масса6'с на единицу длины Т&С | Толщина стенки | Вид отделки концов6, е | ||||||||
1 | 2 | D, мм | кг/м | Т, мм | Н40 | J55, К55 | L80, R95 | N80 (тип 1), Q | C90, T95 | C110 | P110 | Q125 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
4’/2 | 9,50 | 114,30 | 14,38 | 5,21 | PS | PS | — | — | — | — | — | — |
4’/2 | 10,50 | 114,30 | 15,73 | 5,69 | — | PSB | — | — | — | — | — | — |
4’/2 | 11,60 | 114,30 | 17,38 | 6,35 | — | PSLB | PLB | PLB | PLB | P | PLB | — |
4’/2 | 13,50 | 114,30 | 19,87 | 7,37 | — | — | PLB | PLB | PLB | P | PLB | — |
4’/2 | 15,10 | 114,30 | 22,69 | 8,56 | — | — | — | — | — | — | PLB | PLB |
5 | 11,50 | 127,00 | 17,19 | 5,59 | — | PS | — | — | — | — | — | — |
5 | 13,00 | 127,00 | 19,69 | 6,43 | — | PSLB | — | — | — | — | — | — |
5 | 15,00 | 127,00 | 22,69 | 7,52 | — | PSLB | PLB | PLB | PLB | P | PLB | — |
5 | 18,00 | 127,00 | 27,19 | 9,19 | — | — | PLB | PLB | PLB | P | PLB | PLB |
5 | 21,40 | 127,00 | 32,13 | 11,10 | — | — | PLB | PLB | PLB | P | PLB | PLB |
5 | 23,20 | 127,00 | 34,76 | 12,14 | — | — | PLB | PLB | PLB | P | PLB | PLB |
5 | 24,10 | 127,00 | 36,15 | 12,70 | — | — | PLB | PLB | PLB | P | PLB | PLB |
51/2 | 14,00 | 139,70 | 20,91 | 6,20 | PS | PS | — | — | — | — | — | — |
51/2 | 15,50 | 139,70 | 23,48 | 6,98 | — | PSLB | — | — | — | — | — | — |
51/2 | 17,00 | 139,70 | 25,72 | 7,72 | — | PSLB | PLB | PLB | PLB | P | PLB | — |
51/2 | 20,00 | 139,70 | 30,05 | 9,17 | — | — | PLB | PLB | PLB | P | PLB | — |
51/2 | 23,00 | 139,70 | 34,05 | 10,54 | — | — | PLB | PLB | PLB | P | PLB | PLB |
51/2 | 26,80 | 139,70 | 40,15 | 12,70 | — | — | — | — | P | P | — | — |
51/2 | 29,70 | 139,70 | 44,47 | 14,27 | — | — | — | — | P | P | — | — |
51/2 | 32,60 | 139,70 | 48,74 | 15,88 | — | — | — | — | P | P | — | — |
51/2 | 35,30 | 139,70 | 52,80 | 17,45 | — | — | — | — | P | P | — | — |
51/2 | 38,00 | 139,70 | 56,82 | 19,05 | — | — | — | — | P | P | — | — |
51/2 | 40,50 | 139,70 | 60,64 | 20,62 | — | — | — | — | P | P | — | — |
51/2 | 43,10 | 139,70 | 64,41 | 22,22 | — | — | — | — | P | P | — | — |
6% | 20,00 | 168,28 | 29,76 | 7,32 | PS | PSLB | — | — | — | — | — | — |
6% | 24,00 | 168,28 | 35,72 | 8,94 | — | PSLB | PLB | PLB | PLB | P | PLB | — |
6% | 28,00 | 168,28 | 41,67 | 10,59 | — | — | PLB | PLB | PLB | P | PLB | — |
6% | 32,00 | 168,28 | 47,62 | 12,06 | — | — | PLB | PLB | PLB | P | PLB | PLB |
Продолжение таблицы С. 1
Рядыа | Наружный диаметр | Номинальная масса6'с на единицу длины Т&С | Толщина стенки | Вид отделки концов6-е | ||||||||
1 | 2 | D, мм | кг/м | 7, мм | Н40 | J55, К55 | L80, R95 | N80 (тип 1), Q | C90, T95 | C110 | P110 | Q125 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
7 | 17,00 | 177,80 | 25,60 | 5,87 | PS | — | — | — | — | — | — | — |
7 | 20,00 | 177,80 | 29,91 | 6,91 | PS | PS | — | — | — | — | — | — |
7 | 23,00 | 177,80 | 34,67 | 8,05 | — | PSLB | PLB | PLB | PLB | P | — | — |
7 | 26,00 | 177,80 | 39,14 | 9,19 | — | PSLB | PLB | PLB | PLB | P | PLB | — |
7 | 29,00 | 177,80 | 43,60 | 10,36 | — | — | PLB | PLB | PLB | P | PLB | — |
7 | 32,00 | 177,80 | 47,92 | 11,51 | — | — | PLB | PLB | PLB | P | PLB | — |
7 | 35,00 | 177,80 | 52,09 | 12,65 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7 | 38,00 | 177,80 | 56,10 | 13,72 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7 | 42,70 | 177,80 | 63,84 | 15,88 | — | — | — | — | P | P | — | — |
7 | 46,40 | 177,80 | 69,35 | 17,45 | — | — | — | — | P | P | — | — |
7 | 50,10 | 177,80 | 74,85 | 19,05 | — | — | — | — | P | P | — | — |
7 | 53,60 | 177,80 | 80,21 | 20,62 | — | — | — | — | P | P | — | — |
7 | 57,10 | 177,80 | 85,42 | 22,22 | — | — | — | — | P | P | — | — |
7% | 24,00 | 193,68 | 35,72 | 7,62 | PS | — | — | — | — | — | — | — |
7% | 26,40 | 193,68 | 39,29 | 8,33 | — | PSLB | PLB | PLB | PLB | P | — | — |
7% | 29,70 | 193,68 | 44,20 | 9,52 | — | — | PLB | PLB | PLB | P | PLB | — |
7% | 33,70 | 193,68 | 50,15 | 10,92 | — | — | PLB | PLB | PLB | P | PLB | — |
7% | 39,00 | 193,68 | 58,04 | 12,70 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7% | 42,80 | 193,68 | 63,69 | 14,27 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7% | 45,30 | 193,68 | 67,41 | 15,11 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7% | 47,10 | 193,68 | 70,09 | 15,88 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7% | 51,20 | 193,68 | 76,19 | 17,45 | — | — | — | — | P | P | — | — |
7% | 55,30 | 193,68 | 82,30 | 19,05 | — | — | — | — | P | P | — | — |
7% | 46,10 | 196,85 | 68,60 | 15,11 | — | — | P | P | P | P | P | P |
8% | 24,00 | 219,08 | 35,72 | 6,71 | — | PS | — | — | — | — | — | — |
8% | 28,00 | 219,08 | 41,67 | 7,72 | PS | — | — | — | — | — | — | — |
8% | 32,00 | 219,08 | 47,62 | 8,94 | PS | PSLB | — | — | — | — | — | — |
8% | 36,00 | 219,08 | 53,57 | 10,16 | — | PSLB | PLB | PLB | PLB | P | — | — |
8% | 40,00 | 219,08 | 59,53 | 11,43 | — | — | PLB | PLB | PLB | P | PLB | — |
8% | 44,00 | 219,08 | 65,48 | 12,70 | — | — | PLB | PLB | PLB | P | PLB | PLB |
8% | 49,00 | 219,08 | 72,92 | 14,15 | — | — | PLB | PLB | PLB | P | PLB | PLB |
Продолжение таблицы С. 1
Рядыа | Наружный диаметр | Номинальная масса6, с на единицу длины Т&С | Толщина стенки | Вид отделки концов6, е | ||||||||
1 | 2 | D, мм | кг/м | Т, мм | Н40 | J55, К55 | L80, R95 | N80 (тип 1), Q | С90, Т95 | С110 | Р110 | Q125 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
9% | 32,30 | 244,48 | 48,07 | 7,92 | PS | — | — | — | — | — | — | — |
9% | 36,00 | 244,48 | 53,57 | 8,94 | PS | PSLB | — | — | — | — | — | — |
9% | 40,00 | 244,48 | 59,53 | 10,03 | — | PSLB | PLB | PLB | PLB | р | — | — |
9% | 43,50 | 244,48 | 64,73 | 11,05 | — | — | PLB | PLB | PLB | р | PLB | — |
9% | 47,00 | 244,48 | 69,94 | 11,99 | — | — | PLB | PLB | PLB | р | PLB | PLB |
9% | 53,50 | 244,48 | 79,62 | 13,84 | — | — | PLB | PLB | PLB | р | PLB | PLB |
9% | 58,40 | 244,48 | 86,91 | 15,11 | — | — | PLB | PLB | PLB | р | PLB | PLB |
9% | 59,40 | 244,48 | 88,40 | 15,47 | — | — | — | — | Р | р | — | — |
9% | 64,90 | 244,48 | 96,58 | 17,07 | — | — | — | — | Р | р | — | — |
9% | 70,30 | 244,48 | 104,62 | 18,64 | — | — | — | — | Р | р | — | — |
9% | 75,60 | 244,48 | 112,50 | 20,24 | — | — | — | — | Р | р | — | — |
10% | 32,75 | 273,05 | 48,74 | 7,09 | PS | — | — | — | — | — | — | — |
ю3/4 | 40,50 | 273,05 | 60,27 | 8,89 | PS | PSB | — | — | — | — | — | — |
103/4 | 45,50 | 273,05 | 67,71 | 10,16 | — | PSB | — | — | — | — | — | — |
103/4 | 51,00 | 273,05 | 75,90 | 11,43 | — | PSB | PSB | PSB | PSB | р | PSB | — |
103/4 | 55,50 | 273,05 | 82,59 | 12,57 | — | — | PSB | PSB | PSB | р | PSB | — |
103/4 | 60,70 | 273,05 | 90,33 | 13,84 | — | — | — | — | PSB | р | PSB | PSB |
103/4 | 65,70 | 273,05 | 97,77 | 15,11 | — | — | — | — | PSB | р | PSB | PSB |
103/4 | 73,20 | 273,05 | 108,93 | 17,07 | — | — | — | — | р | р | — | — |
103/4 | 79,20 | 273,05 | 117,86 | 18,64 | — | — | — | — | р | р | — | — |
103/4 | 85,30 | 273,05 | 126,94 | 20,24 | — | — | — | — | р | р | — | — |
113/4 | 42,00 | 298,45 | 62,50 | 8,46 | PS | — | — | — | — | — | — | — |
113/4 | 47,00 | 298,45 | 69,94 | 9,53 | — | PSB | — | — | — | — | — | — |
113/4 | 54,00 | 298,45 | 80,36 | 11,05 | — | PSB | — | — | — | — | — | — |
113/4 | 60,00 | 298,45 | 89,29 | 12,42 | — | PSB | PSB | PSB | PSB | р | PSB | PSB |
113/4 | 65,00 | 298,45 | 96,73 | 13,56 | — | — | р | р | р | р | р | р |
113/4 | 71,00 | 298,45 | 105,86 | 14,78 | — | — | р | р | р | р | р | р |
13% | 48,00 | 339,72 | 71,43 | 8,38 | PS | — | — | — | — | — | — | — |
13% | 54,50 | 339,72 | 81,10 | 9,65 | — | PSB | — | — | — | — | — | — |
13% | 61,00 | 339,72 | 90,78 | 10,92 | — | PSB | — | — | — | — | — | — |
13% | 68,00 | 339,72 | 101,19 | 12,19 | — | PSB | PSB | PSB | PSB | р | PSB | — |
13% | 72,00 | 339,72 | 107,15 | 13,06 | — | — | PSB | PSB | PSB | р | PSB | PSB |
Окончание таблицы С. 1
Рядыа | Наружный диаметр | Номинальная масса6'с на единицу длины Т&С | Толщина стенки | Вид отделки концов6-е | ||||||||
1 | 2 | D, мм | кг/м | Т, мм | Н40 | J55, К55 | L80, R95 | N80 (тип 1), Q | С90, Т95 | С110 | Р110 | Q125 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
16 | 65,00 | 406,40 | 96,73 | 9,53 | PS | — | — | — | — | — | — | — |
16 | 75,00 | 406,40 | 111,61 | 11,13 | — | PSB | — | — | — | — | — | — |
16 | 84,00 | 406,40 | 125,01 | 12,57 | — | PSB | — | — | — | — | — | — |
16 | 109,00 | 406,40 | 162,21 | 16,66 | — | р | Р | Р | — | — | Р | Р |
18% | 87,50 | 473,08 | 130,21 | 11,05 | PS | PSB | — | — | — | — | — | — |
20 | 94,00 | 508,00 | 139,89 | 11,13 | PSL | PSLB | — | — | — | — | — | — |
20 | 106,50 | 508,00 | 158,49 | 12,70 | — | PSLB | — | — | — | — | — | — |
20 | 133,00 | 508,00 | 197,93 | 16,13 | — | PSLB | — | — | — | — | — | — |
а Ряды указаны для информации и для удобства заказа. ь Номинальная масса на единицу длины (графа 4) приведена для справки. с Плотность мартенситных хромистых сталей [L80 (9Сг и 13Сг)] отличается от плотности углеродистых сталей. Указанные массы не являются точными значениями для мартенситных хромистых сталей. Может применяться коэффициент коррекции массы, равный 0,989. d Обсадные трубы с упорной трапецеидальной резьбой могут быть поставлены с обычными и специальными муфтами или со специальными муфтами со специальной фаской. е Для обсадных труб с соединениями S, L, В допускаются промежуточные толщины стенок в соответствии с 5.2.3 и 8.2 и API 5В. | ||||||||||||
Примечание — Р — без резьбы; S — короткая закругленная резьба; L — удлиненная закругленная резьба; В — упорная трапецеидальная резьба. | ||||||||||||
Таблица С.2 — Размеры, массы, толщина стенки, группы прочности и виды отделки концов насосно-компрессорных труб
Ряды | Наружный диаметр | Номинальная масса на единицу длины3’ ь | Толщина стенки | Вид отделки концов | |||||||||||
1 | 2 | без высадки Т&С | с наружной высадкой Т&С | Интегральное соединение | |||||||||||
NU Т&С | EU Т&С | и | D, мм | кг/м | кг/м | кг/м | t, мм | Н40 | J55 | L80, R95 | N80 (тип 1), Q | C90 | T95 | P110 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
1,050 | 1,14 | 1,20 | — | 26,67 | 1,70 | 1,79 | — | 2,87 | PNU | PNU | PNU | PNU | PNU | PNU | — |
1,050 | 1,48 | 1,54 | — | 26,67 | 2,20 | 2,29 | — | 3,91 | PU | PU | PU | PU | PU | PU | PU |
1,315 | 1,70 | 1,80 | 1,72 | 33,40 | 2,53 | 2,68 | 2,56 | 3,38 | PNUI | PNUI | PNUI | PNUI | PNUI | PNUI | — |
1,315 | 2,19 | 2,24 | — | 33,40 | 3,26 | 3,33 | — | 4,55 | PU | PU | PU | PU | PU | PU | PU |
Продолжение таблицы С. 2
Ряды | Наружный диаметр | Номинальная масса на единицу длины3, ь | Толщина стенки | Вид отделки концов | |||||||||||
1 | 2 | без высадки Т&С | с наружной высадкой Т&С | Интегральное соединение | |||||||||||
NU т&с | EU Т&С | и | D, мм | кг/м | кг/м | кг/м | /, мм | Н40 | J55 | L80, R95 | N80 (тип 1), Q | C90 | T95 | P110 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
1,660 | 2,09 | — | 2,10 | 42,16 | — | — | 3,13 | 3,18 | PI | PI | — | — | — | — | — |
1,660 | 2,30 | 2,40 | 2,33 | 42,16 | 3,42 | 3,57 | 3,47 | 3,56 | PNUI | PNUI | PNUI | PNUI | PNUI | PNUI | — |
1,660 | 3,03 | 3,07 | — | 42,16 | 4,51 | 4,57 | — | 4,85 | PU | PU | PU | PU | PU | PU | PU |
1,900 | 2,40 | — | 2,40 | 48,26 | — | — | 3,57 | 3,18 | PI | PI | — | — | — | — | — |
1,900 | 2,75 | 2,90 | 2,76 | 48,26 | 4,09 | 4,32 | 4,11 | 3,68 | PNUI | PNUI | PNUI | PNUI | PNUI | PNUI | PNUI |
1,900 | 3,65 | 3,73 | — | 48,26 | 5,43 | 5,55 | — | 5,08 | PU | PU | PU | PU | PU | PU | PU |
1,900 | 4,42 | — | — | 48,26 | 6,58 | — | — | 6,35 | — | — | P | — | P | P | — |
1,900 | 5,15 | — | — | 48,26 | 7,66 | — | — | 7,62 | — | — | P | — | P | P | — |
2,063 | 3,24 | — | 3,25 | 52,40 | — | — | 4,84 | 3,96 | PI | PI | PI | PI | PI | PI | — |
2,063 | 4,50 | — | — | 52,40 | — | — | — | 5,72 | Р | P | P | P | P | P | P |
2% | 4,00 | — | — | 60,32 | 5,95 | — | — | 4,24 | PN | PN | PN | PN | PN | PN | PN |
2% | 4,60 | 4,70 | — | 60,32 | 6,85 | 6,99 | — | 4,83 | PNU | PNU | PNU | PNU | PNU | PNU | PNU |
2% | 5,80 | 5,95 | — | 60,32 | 8,63 | 8,85 | — | 6,45 | — | — | PNU | PNU | PNU | PNU | PNU |
2% | 6,60 | — | — | 60,32 | 9,82 | — | — | 7,49 | — | — | P | — | P | P | — |
2% | 7,35 | 7,45 | — | 60,32 | 10,94 | 11,09 | — | 8,53 | — | — | PU | — | PU | PU | — |
27'з | 6,40 | 6,50 | — | 73,02 | 9,52 | 9,67 | — | 5,51 | PNU | PNU | PNU | PNU | PNU | PNU | PNU |
27/8 | 7,80 | 7,90 | — | 73,02 | 11,61 | 11,76 | — | 7,01 | — | — | PNU | PNU | PNU | PNU | PNU |
27/8 | 8,60 | 8,70 | — | 73,02 | 12,80 | 12,95 | — | 7,82 | — | — | PNU | PNU | PNU | PNU | PNU |
27/8 | 9,35 | 9,45 | — | 73,02 | 13,91 | 14,06 | — | 8,64 | — | — | PU | — | PU | PU | — |
2% | 10,50 | — | — | 73,02 | 15,63 | — | — | 9,96 | — | — | P | — | P | P | — |
27/8 | 11,50 | — | — | 73,02 | 17,11 | — | — | 11,18 | — | — | P | — | P | P | — |
31/2 | 7,70 | — | — | 88,90 | 11,46 | — | — | 5,49 | PN | PN | PN | PN | PN | PN | — |
з1/2 | 9,20 | 9,30 | — | 88,90 | 13,69 | 13,84 | — | 6,45 | PNU | PNU | PNU | PNU | PNU | PNU | PNU |
з1/2 | 10,20 | — | — | 88,90 | 15,18 | — | — | 7,34 | PN | PN | PN | PN | PN | PN | — |
з1/2 | 12,70 | 12,95 | — | 88,90 | 18,90 | 19,27 | — | 9,52 | — | — | PNU | PNU | PNU | PNU | PNU |
31/2 | 14,30 | — | — | 88,90 | 21,28 | — | — | 10,92 | — | — | P | — | P | P | — |
31/2 | 15,50 | — | — | 88,90 | 23,07 | — | — | 12,09 | — | — | P | — | P | P | — |
31/2 | 17,00 | — | — | 88,90 | 25,30 | — | — | 13,46 | — | — | P | — | P | P | — |
Окончание таблицы С. 2
Ряды | Наружный диаметр | Номинальная масса на единицу длины3, ь | Толщина стенки | Вид отделки концов | |||||||||||
1 | 2 | без высадки Т&С | с наружной высадкой Т&С | Интегральное соединение | |||||||||||
NU Т&С | EU Т&С | и | D, мм | кг/м | кг/м | кг/м | t, мм | Н40 | J55 | L80, R95 | N80 (тип 1), Q | С90 | Т95 | Р110 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
4 | 9,50 | — | — | 101,60 | 14,14 | — | — | 5,74 | PN | PN | PN | PN | PN | PN | — |
4 | 10,70 | 11,00 | — | 101,60 | — | 16,37 | — | 6,65 | PU | PU | PU | PU | PU | PU | — |
4 | 13,20 | — | — | 101,60 | 19,64 | — | — | 8,38 | — | — | Р | — | Р | Р | — |
4 | 16,10 | — | — | 101,60 | 23,96 | — | — | 10,54 | — | — | Р | — | Р | Р | — |
4 | 18,90 | — | — | 101,60 | 28,13 | — | — | 12,70 | — | — | Р | — | Р | Р | — |
4 | 22,20 | — | — | 101,60 | 33,04 | — | — | 15,49 | — | — | Р | — | Р | Р | — |
4’/2 | 12,60 | 12,75 | — | 114,30 | 18,75 | 18,97 | — | 6,88 | PNU | PNU | PNU | PNU | PNU | PNU | — |
4’/2 | 15,20 | — | — | 114,30 | 22,62 | — | — | 8,56 | — | — | Р | — | Р | Р | — |
4% | 17,00 | — | — | 114,30 | 25,30 | — | — | 9,65 | — | — | Р | — | Р | Р | — |
4’/2 | 18,90 | — | — | 114,30 | 28,13 | — | — | 10,92 | — | — | Р | — | Р | Р | — |
4’/2 | 21,50 | — | — | 114,30 | 32,00 | — | — | 12,70 | — | — | Р | — | Р | Р | — |
4’/2 | 23,70 | — | — | 114,30 | 35,27 | — | — | 14,22 | — | — | Р | — | Р | Р | — |
4’/2 | 26,10 | — | — | 114,30 | 38,84 | — | — | 16,00 | — | — | Р | — | Р | Р | — |
а Номинальная масса на единицу длины (графы 6, 7, 8) приведена для справки.
ь Плотность мартенситных хромистых сталей [L80 (9Сг и 13Сг)] отличается от плотности углеродистых сталей. Указанные массы не являются точными значениями для мартенситных хромистых сталей. Может применяться коэффициент коррекции массы, равный 0,989.
Примечание — Р — без резьбы; N — без высадки с резьбой и муфтами; U — с наружной высадкой с резьбой и муфтами; I — интегральное соединение.
Таблица С.З — Способ производства и термическая обработка
Группа прочности | Тип | Способ производства3 | Термическая обработка6 | Минимальная температура отпуска,°C |
1 | 2 | 3 | 4 | 5 |
Н40 | — | S или EW | — | — |
J55' | — | S или EW | __ь | — |
К55 | — | S или EW | __ь | — |
N80 | т | S или EW | с | — |
N80 | Q | S или EW | Qd | — |
R95' | — | S или EW | Q | 538 |
L80 | 1 | S или EW | Q | 566 |
Окончание таблицы С.З
Группа прочности | Тип | Способ производства3 | Термическая обработка® | Минимальная температура отпуска, °C |
1 | 2 | 3 | 4 | 5 |
L80 | 9Сг' | S | Qf | 593 |
L80 | 13Сг | S | Qf | 593 |
С90 | 1 | S | Q | 621 |
Т95 | 1 | S | Q | 649 |
С110 | — | S | Q | 649 |
Р110 | — | S или EW9- h | Q | — |
Q125 | 1 | S или EWh | Q | — |
а S — процесс изготовления бесшовных изделий; EW — процесс изготовления электросварных изделий. ь По выбору изготовителя или в соответствии с требованиями заказа изделия могут быть подвергнуты нормализации, нормализации и отпуску или закалке и отпуску по всему объему и по всей длине. с Термическая обработка по всему объему и по всей длине. Нормализация или нормализация и отпуск по выбору изготовителя. d Включает прерванную закалку с последующим контролируемым охлаждением. е Q — закалка и отпуск. f Тип 9Сг и тип 13Сг могут быть подвергнуты закалке на воздухе. 9 Специальные требования к химическому составу для электросварных труб группы прочности Р110 указаны в таблице С.4. h Изделия должны быть подвергнуты термической обработке по всему объему, по всей длине. Специальные требования к электросварным трубам группы прочности Р110 и группы прочности Q125 указаны в К.6 (SR 11) (приложение К). 1 При закалке и отпуске изделий в сочетании с высоким отношением D/t и в изделиях без термической обработки может проявиться пластическое разрушение ниже значений внутренней устойчивости к деформации; см. расчетные значения значений характеристики по API 5C3/ISO 10400 в графах 15 и 18 в таблице К.1 (приложение К) и таблице L.1 (приложение L). | ||||
Таблица С.4 — Химический состав, массовая доля
В процентах
Группа прочности | Тип | С | Мп | Мо | Сг | Ni | Си | Р | S | Si | ||||
Не менее | Не более | Не менее | Не более | Не менее | Не более | Не менее | Не более | Не более | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
Н40 | — | — | — | — | — | — | — | — | — | — | — | 0,030 | 0,030 | — |
J55 | — | — | — | — | — | — | — | — | — | — | — | 0,030 | 0,030 | — |
К55 | — | — | — | — | — | — | — | — | — | — | — | 0,030 | 0,030 | — |
N80 | 1 | — | — | — | — | — | — | — | — | — | — | 0,030 | 0,030 | — |
N80 | Q | — | — | — | — | — | — | — | — | — | — | 0,030 | 0,030 | — |
R95 | — | — | 0,45е | — | 1,90 | — | — | — | — | — | — | 0,030 | 0,030 | 0,45 |
L80 | 1 | — | 0,43а | — | 1,90 | — | — | — | — | 0,25 | 0,35 | 0,030 | 0,030 | 0,45 |
L80 | 9Сг | — | 0,15 | 0,30 | 0,60 | 0,90 | 1,10 | 8,00 | 10,0 | 0,50 | 0,25 | 0,020 | 0,010 | 1,00 |
L80 | 13Сг | 0,15 | 0,22 | 0,25 | 1,00 | — | — | 12,0 | 14,0 | 0,50 | 0,25 | 0,020 | 0,010 | 1,00 |
С90 | 1 | — | 0,35 | — | 1,20 | 0,25ь | 0,85 | — | 1,50 | 0,99 | — | 0,020 | 0,010 | — |
Т95 | 1 | — | 0,35 | — | 1,20 | 0,25d | 0,85 | 0,40 | 1,50 | 0,99 | — | 0,020 | 0,010 | — |
Окончание таблицы С.4 В процентах
Группа прочности | Тип | С | Мп | Мо | Сг | Ni | Си | Р | S | Si | ||||
Не менее | Не более | Не менее | Не более | Не менее | Не более | Не менее | Не более | Не более | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
С110 | — | — | 0,35 | — | 1,20 | 0,25 | 1,00 | 0,40 | 1,50 | 0,99 | — | 0,020 | 0,005 | — |
Р110 | е | — | — | — | — | — | — | — | — | — | — | 0,030е | 0,030е | — |
Q125 | 1 | — | 0,35 | 1,35 | — | 0,85 | — | 1,50 | — | — | 0,020 | 0,010 | — | |
а Максимальная массовая доля углерода для группы прочности L80 может быть увеличена до 0,50 %, если изделия подвергают закалке в масле или в полимерной среде. ь Массовая доля молибдена для группы прочности С90 (тип 1) не имеет минимального отклонения в том случае, если толщина стенки менее 17,78 мм. с Максимальная массовая доля углерода для группы прочности R95 может быть увеличена до 0,55 %, если изделия подвергают закалке в масле. d Минимальная массовая доля молибдена для группы прочности Т95 (тип 1) может быть уменьшена до 0,15 %, если толщина стенки изделий менее 17,78 мм. е Для EW группы прочности Р110 массовая доля фосфора должна быть не более 0,020 %, массовая доля серы — не более 0,010 %. Примечание — Данные элементы должны быть указаны в записях по химическому анализу изделий. | ||||||||||||||
Таблица С.5 — Требования к свойствам при растяжении и к твердости
Группа прочности | Тип | Полное удлинение под нагрузкой, % | Предел текучести, МПа | Предел прочности, не менее, МПа | Твердость310 не более | Толщина стенки изделия | Разброс твердости6 | ||
Не менее | Не более | HRC | HBW | мм | HRC | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Н40 | — | 0,5 | 276 | 552 | 414 | — | — | — | — |
J55 | — | 0,5 | 379 | 552 | 517 | — | — | — | — |
К55 | — | 0,5 | 379 | 552 | 655 | — | — | — | — |
N80 | 1 | 0,5 | 552 | 758 | 689 | — | — | — | — |
N80 | Q | 0,5 | 552 | 758 | 689 | — | — | — | — |
R95 | — | 0,5 | 655 | 758 | 724 | — | — | — | — |
L80 | 1 | 0,5 | 552 | 655 | 655 | 23,0 | 241 | — | — |
L80 | 9Сг | 0,5 | 552 | 655 | 655 | 23,0 | 241 | — | — |
L80 | 13Сг | 0,5 | 552 | 655 | 655 | 23,0 | 241 | — | — |
С90 | 1 | 0,5 | 621 | 724 | 689 | 25,4 | 255 | <12,70 12,71—19,04 19,05—25,39 >25,40 | 3,0 4,0 5,0 6,0 |
Т95 | 1 | 0,5 | 655 | 758 | 724 | 25,4 | 255 | <12,70 12,71—19,04 19,05—25,39 >25,40 | 3,0 4,0 5,0 6,0 |
Окончание таблицы С. 5
Группа прочности | Тип | Полное удлинение под нагрузкой, % | Предел текучести, МПа | Предел прочности, не менее, МПа | Твердость3'0 не более | Толщина стенки изделия | Разброс твердости6 | ||
Не менее | Не более | HRC | HBW | мм | HRC | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
С110 | 0,7 | 758 | 828 | 793 | 29,0 | 279 | <12,70 12,71—19,04 19,05—25,39 >25,40 | 3,0 4,0 5,0 6,0 | |
Р110 | — | 0,6 | 758 | 965 | 862 | — | — | — | — |
Q125 | 1 | 0,65 | 862 | 1034 | 931 | b | — | <12,70 12,71—19,04 >19,05 | 3,0 4,0 5,0 |
а В спорных случаях следует применять лабораторный контроль твердости по шкале С Роквелла. ь Требования к твердости не установлены, но разброс твердости ограничен, как элемент контроля управляемости процесса производства в соответствии с 7.8 и 7.9. с Для контроля твердости по толщине стенки групп прочности L80 (все типы), С90, Т95 и С110 требования, указанные в графе HRC, относят к максимальному среднему числу твердости. | |||||||||
Таблица С.6 — Таблица значений относительного удлинения
Образец для испытания на растяжение | Минимальное относительное удлинение на длине образца 50,8 мм, % | ||||||||||
Группа прочности | |||||||||||
Н40 | J55 | К55, L80 | N80, С90 | R95, Т95 | С110 | Р110 | Q125 | ||||
Площадь поперечного сечения образца, мм2 | Номинальная толщина стенки, мм | Заданный минимальный предел прочности, МПа | |||||||||
Ширина образца 19 мм | Ширина образца 25 мм | Ширина образца 38 мм | 414 | 517 | 655 | 689 | 724 | 793 | 862 | 931 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
490 | >25,53 | >19,41 | >12,77 | 30 | 24 | 20 | 19 | 18 | 16 | 15 | 14 |
480 | 25,00—25,52 | 19,00—19,40 | 12,51—12,76 | 29 | 24 | 19 | 19 | 18 | 16 | 15 | 14 |
470 | 24,48—24,99 | 18,61—18,99 | 12,24—12,50 | 29 | 24 | 19 | 19 | 18 | 16 | 15 | 14 |
460 | 23,95—24,47 | 18,20—18,60 | 11,98—12,23 | 29 | 24 | 19 | 18 | 18 | 16 | 15 | 14 |
450 | 23,43—23,94 | 17,81—18,19 | 11,72—11,97 | 29 | 24 | 19 | 18 | 18 | 16 | 15 | 14 |
440 | 22,90—23,42 | 17,40—17,80 | 11,45—11,71 | 29 | 24 | 19 | 18 | 18 | 16 | 15 | 14 |
430 | 22,37—22,89 | 17,01—17,39 | 11,19—11,44 | 29 | 24 | 19 | 18 | 17 | 16 | 15 | 14 |
420 | 21,85—22,36 | 16,60—17,00 | 10,93—11,18 | 29 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
410 | 21,32—21,84 | 16,21—16,59 | 10,66—10,92 | 29 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
400 | 20,79—21,31 | 15,80—16,20 | 10,40—10,65 | 28 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
390 | 20,27—20,78 | 15,41—15,79 | 10,14—10,39 | 28 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
Продолжение таблицы С. 6
Образец для испытания на растяжение | Минимальное относительное удлинение на длине образца 50,8 мм, % | ||||||||||
Группа прочности | |||||||||||
Н40 | J55 | К55, L80 | N80, С90 | R95, Т95 | С110 | Р110 | Q125 | ||||
Площадь поперечного сечения образца, мм2 | Номинальная толщина стенки, мм | Заданный минимальный предел прочности, МПа | |||||||||
Ширина образца 19 мм | Ширина образца 25 мм | Ширина образца 38 мм | 414 | 517 | 655 | 689 | 724 | 793 | 862 | 931 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
380 | 19,74—20,26 | 15,00—15,40 | 9,87—10,13 | 28 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
370 | 19,22—19,73 | 14,61—14,99 | 9,61—9,86 | 28 | 23 | 19 | 18 | 17 | 16 | 14 | 13 |
360 | 18,69—19,21 | 14,20—14,60 | 9,35—9,60 | 28 | 23 | 18 | 18 | 17 | 16 | 14 | 13 |
350 | 18,16—18,68 | 13,81—14,19 | 9,08—9,34 | 28 | 23 | 18 | 17 | 17 | 15 | 14 | 13 |
340 | 17,64—18,15 | 13,40—13,80 | 8,82—9,07 | 28 | 23 | 18 | 17 | 17 | 15 | 14 | 13 |
330 | 17,11—17,63 | 13,01—13,39 | 8,56—8,81 | 27 | 22 | 18 | 17 | 17 | 15 | 14 | 13 |
320 | 16,58—17,10 | 12,60—13,00 | 8,29—8,55 | 27 | 22 | 18 | 17 | 16 | 15 | 14 | 13 |
310 | 16,06—16,57 | 12,21—12,59 | 8,03—8,28 | 27 | 22 | 18 | 17 | 16 | 15 | 14 | 13 |
300 | 15,53—16,05 | 11,80—12,20 | 7,77—8,02 | 27 | 22 | 18 | 17 | 16 | 15 | 14 | 13 |
290 | 15,01—15,52 | 11,41—11,79 | 7,51—7,76 | 27 | 22 | 18 | 17 | 16 | 15 | 14 | 13 |
280 | 14,48—15,00 | 11,00—11,40 | 7,24—7,50 | 26 | 22 | 18 | 17 | 16 | 15 | 14 | 13 |
270 | 13,95—14,47 | 10,61—10,99 | 6,98—7,23 | 26 | 22 | 17 | 17 | 16 | 15 | 14 | 13 |
260 | 13,43—13,94 | 10,20—10,60 | 6,72—6,97 | 26 | 21 | 17 | 16 | 16 | 15 | 13 | 13 |
250 | 12,90—13,42 | 9,81—10,19 | 6,45—6,71 | 26 | 21 | 17 | 16 | 16 | 14 | 13 | 12 |
240 | 12,37—12,89 | 9,40—9,80 | 6,19—6,44 | 26 | 21 | 17 | 16 | 16 | 14 | 13 | 12 |
230 | 11,85—12,36 | 9,01—9,39 | 5,93—6,18 | 25 | 21 | 17 | 16 | 15 | 14 | 13 | 12 |
220 | 11,32—11,84 | 8,60—9,00 | 5,66—5,92 | 25 | 21 | 17 | 16 | 15 | 14 | 13 | 12 |
210 | 10,79—11,31 | 8,21—8,59 | 5,40—5,65 | 25 | 20 | 17 | 16 | 15 | 14 | 13 | 12 |
200 | 10,27—10,78 | 7,80—8,20 | 5,14—5,39 | 25 | 20 | 16 | 16 | 15 | 14 | 13 | 12 |
190 | 9,74—10,26 | 7,41—7,79 | 4,87—5,13 | 24 | 20 | 16 | 15 | 15 | 14 | 13 | 12 |
180 | 9,22—9,73 | 7,00—7,40 | 4,61—4,86 | 24 | 20 | 16 | 15 | 15 | 13 | 13 | 12 |
170 | 8,69—9,21 | 6,61—6,99 | 4,35—4,60 | 24 | 20 | 16 | 15 | 14 | 13 | 12 | 12 |
160 | 8,16—8,68 | 6,20—6,60 | 4,08-4,34 | 24 | 19 | 16 | 15 | 14 | 13 | 12 | 11 |
150 | 7,64—8,15 | 5,81—6,19 | 3,82—4,07 | 23 | 19 | 15 | 15 | 14 | 13 | 12 | 11 |
140 | 7,11—7,63 | 5,40—5,80 | 3,56—3,81 | 23 | 19 | 15 | 15 | 14 | 13 | 12 | 11 |
130 | 6,58—7,10 | 5,01—5,39 | 3,29—3,55 | 23 | 19 | 15 | 14 | 14 | 13 | 12 | 11 |
120 | 6,06—6,57 | 4,60—5,00 | 3,03—3,28 | 22 | 18 | 15 | 14 | 14 | 12 | 12 | 11 |
110 | 5,53—6,05 | 4,21—4,59 | 2,77—3,02 | 22 | 18 | 15 | 14 | 13 | 12 | 11 | 11 |
Окончание таблицы С. 6
Образец для испытания на растяжение | Минимальное относительное удлинение на длине образца 50,8 мм, % | ||||||||||
Группа прочности | |||||||||||
Н40 | J55 | К55, L80 | N80, С90 | R95, Т95 | С110 | Р110 | Q125 | ||||
Площадь поперечного сечения образца, мм2 | Номинальная толщина стенки, мм | Заданный минимальный предел прочности, МПа | |||||||||
Ширина образца 19 мм | Ширина образца 25 мм | Ширина образца 38 мм | 414 | 517 | 655 | 689 | 724 | 793 | 862 | 931 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
100 | 5,01—5,52 | 3,80—4,20 | 2,51—2,76 | 22 | 18 | 14 | 14 | 13 | 12 | 11 | 10 |
90 | 4,48—5,00 | 3,41—3,79 | 2,24—2,50 | 21 | 17 | 14 | 13 | 13 | 12 | 11 | 10 |
80 | 3,95—4,47 | 3,00—3,40 | 1,98—2,23 | 21 | 17 | 14 | 13 | 12 | 11 | 11 | 10 |
70 | 3,43—3,94 | 2,61—2,99 | 1,72—1,97 | 20 | 16 | 13 | 13 | 12 | 11 | 10 | 9,5 |
60 | 2,90—3,42 | 2,20—2,60 | 1,45—1,71 | 19 | 16 | 13 | 12 | 12 | 11 | 10 | 9,5 |
50 | 2,37—2,89 | 1,81—2,19 | 1,19—1,44 | 19 | 15 | 12 | 12 | 11 | 10 | 9,5 | 9 |
Примечание — Требования к относительному удлинению основаны на площади поперечного сечения, указанной в графе 1, которая показана в виде округленного до двух значащих цифр значения. Применимые диапазоны значений толщины стенки, указанные в графах 2, 3 и 4, рассчитаны на основании заданной ширины образца (приведена над номером граф 2, 3 и 4) с учетом правил округления для площади образца (т. е. до двух значащих цифр), но с округлением значения толщины стенки до двух значащих цифр для единиц измерения СИ. При определении данных диапазонов значений толщины стенки для единиц USC используют три значащие цифры.
Таблица С.7 — Критическая толщина стенки муфт с резьбой API
Размеры в миллиметрах
Ряд 1 | Критическая толщина стенки муфты | ||||||
NU | EU | Специальная муфта | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | 4,29 | 5,36 | — | — | — | — | — |
1,315 | 5,36 | 6,55 | — | — | — | — | — |
1,660 | 6,07 | 6,10 | — | — | — | — | — |
1,900 | 4,98 | 6,38 | — | — | — | — | — |
2% | 7,72 | 7,62 | 5,69 | — | — | — | — |
2% | 9,65 | 9,09 | 6,45 | — | — | — | — |
з1/2 | 11,46 | 11,53 | 7,47 | — | — | — | — |
4 | 11,53 | 11,63 | — | — | — | — | — |
41/2 | 11,05 | 12,52 | — | 6,58 | 11,35 | 12,04 | 11,74 |
5 | — | — | — | 6,76 | 12,17 | 12,98 | 12,47 |
51/2 | — | — | — | 6,81 | 12,28 | 13,06 | 12,57 |
6% | — | — | — | 6,96 | 11,91 | 12,90 | 12,32 |
Окончание таблицы С. 7 Размеры в миллиметрах
Ряд 1 | Критическая толщина стенки муфты | ||||||
NU | EU | Специальная муфта | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
7 | — | — | — | 7,11 | 13,46 | 14,43 | 13,72 |
7% | — | — | — | 8,84 | 13,61 | 14,55 | 13,87 |
8% | — | — | — | 8,94 | 15,29 | 16,43 | 15,54 |
9% | — | — | — | 8,94 | 15,29 | 16,69 | 15,60 |
ю3/4 | — | — | — | 8,94 | 15,29 | — | 15,70 |
11% | — | — | — | — | 15,29 | — | 15,70 |
13% | — | — | — | — | 15,29 | — | 15,70 |
16 | — | — | — | — | 16,94 | — | 16,05 |
18% | — | — | — | — | 21,69 | — | 20,80 |
20 | — | — | — | — | 16,94 | 17,09 | 16,10 |
Примечание — Толщина стенки муфтовой заготовки превышает толщину стенки муфты, указанную в таблице, на величину припуска для получения необходимой высоты профиля резьбы без образования черновин по вершинам резьбы.
Таблица С.8 — Допустимые размеры образцов для испытаний на ударный изгиб и коэффициент уменьшения работы удара
Размер образца для испытания | Размеры образца, мм | Коэффициент уменьшения |
Полный | 10,0 х 10,0 | 1,00 |
3/4 | 10,0 х 7,5 | 0,80 |
1/2 | 10,0 х 5,0 | 0,55 |
Таблица С.9 — Порядок выбора образцов для испытаний по ориентации и размеры образцов
Выбор | Ориентация | Размер |
1 | Поперечная | Полный |
2 | Поперечная | 3/4 |
3 | Поперечная | 1/2 |
4 | Продольная | Полный |
5 | Продольная | 3/4 |
6 | Продольная | 1/2 |
Таблица С. 10 — Требования к образцам для испытаний на ударный изгиб методом Шарпи для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей групп прочности J55 и К55
Ряд 1 | Тип соединения, ориентация и размер образца CVN, минимальная работа удара и снижение температуры испытаний | ||||||
NU | EU | Специальная муфтаь | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | а | L-5-15-A | — | — | — | — | — |
1,315 | L-5-15-A | L-7-22-A | — | — | — | — | — |
1,660 | L-5-15-B | L-5-15-B | — | — | — | — | — |
1,900 | L-5-15-A | L-7-22-B | — | — | — | — | — |
2% | L-7-22-A | L-7-22-A | L-7-22-A | — | — | — | — |
2% | L-10-27-A | L-10-27-A | L-10-27-A | — | — | — | — |
31/2 | Т-5-11-Е | Т-5-11-Е | Т-5-11-D | — | — | — | — |
4 | Т-7-16-В | Т-7-16-В | — | — | — | — | — |
4’/2 | Т-7-16-В | Т-7-16-В | — | L-7-22-A | Т-7-16-А | Т-7-16-А | Т-7-16-А |
5 | — | — | — | Т-5-11-С | Т-7-16-А | Т-Ю-20-А | Т-7-16-А |
51/2 | — | — | — | Т-5-11-С | Т-7-16-А | Т-Ю-20-А | Т-Ю-20-А |
6% | — | — | — | Т-Ю-20-А | Т-Ю-20-А | Т-Ю-20-А | Т-Ю-20-А |
7 | — | — | — | Т-7-16-А | Т-Ю-20-А | Т-Ю-20-А | Т-Ю-20-А |
7% | — | — | — | Т-Ю-20-А | Т-Ю-20-А | Т-Ю-20-А | Т-Ю-20-А |
8% | — | — | — | Т-Ю-20-А | Т-Ю-20-А | Т-Ю-20-А | Т-Ю-20-А |
9% | — | — | — | Т-Ю-20-А | Т-Ю-20-А | Т-Ю-20-А | Т-Ю-20-А |
ю3/4 | — | — | — | Т-Ю-20-А | Т-Ю-20-А | — | Т-Ю-20-А |
113/4 | — | — | — | — | Т-Ю-20-А | — | Т-Ю-20-А |
13% | — | — | — | — | Т-Ю-20-А | — | Т-Ю-20-А |
16 | — | — | — | — | Т-Ю-20-А | — | Т-Ю-20-А |
18% | — | — | — | — | Т-Ю-20-А | — | Т-Ю-20-А |
20 | — | — | — | — | Т-Ю-20-А | Т-Ю-20-А | Т-Ю-20-А |
а Толщина недостаточна для проведения испытания. ь Предполагается, что специальные муфты изготовлены механической обработкой из обычных муфтовых заготовок. Примечание — В таблице за ориентацией образца Т или L следует минимальный размер образца (10, 7 или 5), затем минимальная работа удара, Дж, и снижение температуры испытаний (А, В, С, D или Е). Требования к работе удара и снижению температуры испытаний приведены для указанных размеров образца. Ориентация и размер образца рассчитаны для толщины стенки заготовки для муфт/трубной заготовки для муфт, а не для критической толщины стенки муфт. Т — поперечная ориентация образца [см. рисунок D.11 (приложение D)]. L— продольная ориентация образца [см. рисунок D.11 (приложение D)]. 10 — полный размер (Юх 10 мм). 7 — размер 3/4 (Юх 7,5 мм). 5 — размер 1/2 (10x5 мм). А— без снижения температуры. В — снижение на 3 °C. С — снижение на 6 °C. D — снижение на 8 °C. Е — снижение на 11 °C. | |||||||
Таблица С. 11 — Требования к образцам для испытаний на ударный изгиб методом Шарпи для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности L80 (все типы)
Ряд 1 | Тип соединения, ориентация и размер образца CVN и минимальная работа удара | ||||||
NU | EU | Специальная муфтаь | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | а | L-5-22 | — | — | — | — | — |
1,315 | L-5-22 | L-7-32 | — | — | — | — | — |
1,660 | L-5-22 | L-5-22 | — | — | — | — | — |
1,900 | L-5-22 | L-7-32 | — | — | — | — | — |
2% | L-7-32 | L-7-32 | L-7-32 | — | — | — | — |
2% | L-10-40 | L-10-40 | L-10-40 | — | — | — | — |
31/2 | Т-5-11 | Т-5-11 | Т-5-11 | — | — | — | — |
4 | Т-7-16 | Т-7-16 | — | — | — | — | — |
4’/2 | Т-7-16 | Т-7-16 | — | L-7-32 | Т-7-16 | Т-7-16 | — |
5 | — | — | — | Т-5-11 | Т-7-16 | Т-10-20 | — |
51/2 | — | — | — | Т-5-11 | Т-7-16 | Т-10-20 | — |
6% | — | — | — | Т-10-20 | Т-10-20 | Т-10-20 | — |
7 | — | — | — | Т-7-16 | Т-10-16 | Т-10-20 | — |
7% | — | — | — | Т-10-20 | Т-10-20 | Т-10-20 | — |
8% | — | — | — | Т-10-20 | Т-10-20 | Т-10-21 | — |
9% | — | — | — | Т-10-20 | Т-10-20 | Т-10-21 | — |
ю3/4 | — | — | — | Т-10-20 | Т-10-20 | — | Т-10-20 |
113/4 | — | — | — | — | Т-10-20 | — | Т-10-20 |
133/о о | — | — | — | — | Т-10-20 | — | Т-10-20 |
16 | — | — | — | — | Т-10-21 | — | Т-10-21 |
18% | — | — | — | — | Т-10-25 | — | Т-10-24 |
20 | — | — | — | — | Т-10-21 | Т-10-21 | Т-10-21 |
а Толщина недостаточна для проведения испытания.
ь Предполагается, что специальные муфты изготовлены механической обработкой из обычных муфтовых заготовок.
Примечание — В таблице за ориентацией образца Т или L следует минимальный размер образца (10, 7 или 5), затем минимальная работа удара, Дж. Требования к работе удара и снижению температуры испытаний приведены для указанных размеров образца. Ориентация и размер образца рассчитаны для толщины стенки заготовки для муфт/трубной заготовки для муфт, а не для критической толщины стенки муфт.
Т — поперечная ориентация образца [см. рисунок D.11 (приложение D)].
L— продольная ориентация образца [см. рисунок D.11 (приложение D)].
10 — полный размер (10*10 мм).
7 — размер 3/4 (10 * 7,5 мм).
5 — размер 1/2 (10 * 5 мм).
Таблица С. 12 — Требования к образцам для испытаний на ударный изгиб методом Шарпи для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности С90
Ряд 1 | Тип соединения, ориентация и размер образца CVN и минимальная работа удара | ||||||
NU | EU | Специальная муфтаь | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | а | L-5-22 | — | — | — | — | — |
1,315 | L-5-22 | L-7-32 | — | — | — | — | — |
1,660 | L-5-22 | L-5-22 | — | — | — | — | — |
1,900 | L-5-22 | L-7-32 | — | — | — | — | — |
2% | L-7-32 | L-7-32 | L-7-32 | — | — | — | — |
2% | L-10-40 | L-10-40 | L-10-40 | — | — | — | — |
з1/2 | Т-5-11 | Т-5-11 | Т-5-11 | — | — | — | — |
4 | Т-7-16 | Т-7-16 | — | — | — | — | — |
4’/2 | Т-7-16 | Т-7-16 | — | L-7-32 | Т-7-16 | Т-7-16 | — |
5 | — | — | — | Т-5-11 | Т-7-16 | Т-Ю-20 | — |
51/2 | — | — | — | Т-5-11 | Т-7-16 | Т-Ю-20 | — |
6% | — | — | — | Т-10-20 | Т-Ю-20 | Т-Ю-20 | — |
7 | — | — | — | Т-7-16 | Т-Ю-20 | Т-Ю-20 | — |
7% | — | — | — | Т-10-20 | Т-Ю-21 | Т-10-22 | — |
8% | — | — | — | Т-10-20 | Т-10-22 | Т-Ю-23 | — |
9% | — | — | — | Т-10-20 | Т-10-22 | Т-10-23 | — |
ю3/4 | — | — | — | Т-10-20 | Т-10-22 | — | Т-Ю-23 |
113/4 | — | — | — | — | Т-10-22 | — | Т-Ю-23 |
13% | — | — | — | — | Т-10-22 | — | Т-Ю-23 |
16 | — | — | — | — | — | — | — |
18% | — | — | — | — | — | — | — |
20 | — | — | — | — | — | — | — |
а Толщина недостаточна для проведения испытания. ь Предполагается, что специальные муфты изготовлены механической обработкой из обычных муфтовых заготовок. Примечание — В таблице за ориентацией образца Т или L следует минимальный размер образца (10, 7 или 5), затем минимальная работа удара, Дж. Требования к работе удара и снижению температуры испытаний приведены для указанных размеров образца. Ориентация и размер образца рассчитаны для толщины стенки заготовки для муфт/трубной заготовки для муфт, а не для критической толщины стенки муфт. Т — поперечная ориентация образца [см. рисунок D.11 (приложение D)]. L— продольная ориентация образца [см. рисунок D.11 (приложение D)]. 10 — полный размер (Юх 10 мм). 7 — размер 3/4 (Юх 7,5 мм). 5 — размер 1/2 (10x5 мм). | |||||||
Таблица СИЗ — Требования к образцам для испытаний на ударный изгиб методом Шарпи для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей групп прочности N80 (все типы), R95 и Т95
Ряд 1 | Тип соединения, ориентация и размер образца CVN и минимальная работа удара | ||||||
NU | EU | Специальная муфтаь | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | а | L-5-22 | — | — | — | — | — |
1,315 | L-5-22 | L-7-32 | — | — | — | — | — |
1,660 | L-5-22 | L-5-22 | — | — | — | — | — |
1,900 | L-5-22 | L-7-32 | — | — | — | — | — |
2% | L-7-32 | L-7-32 | L-7-32 | — | — | — | — |
2% | L-10-40 | L-10-40 | L-10-40 | — | — | — | — |
31/2 | Т-5-11 | Т-5-11 | Т-5-11 | — | — | — | — |
4 | Т-7-16 | Т-7-16 | — | — | — | — | — |
4’/2 | Т-7-16 | Т-7-21 | — | L-7-32 | Т-7-16 | Т-7-16 | — |
5 | — | — | — | Т-5-11 | Т-10-20 | Т-10-20 | — |
51/2 | — | — | — | Т-5-11 | Т-10-20 | Т-10-20 | — |
6% | — | — | — | Т-10-20 | Т-10-20 | Т-10-21 | — |
7 | — | — | — | Т-7-16 | Т-10-21 | Т-10-21 | — |
7% | — | — | — | Т-10-20 | Т-10-22 | Т-10-23 | — |
8% | — | — | — | Т-10-20 | Т-10-23 | Т-10-24 | — |
9% | — | — | — | Т-10-20 | Т-10-23 | Т-10-24 | — |
ю3/4 | — | — | — | Т-10-20 | Т-10-23 | — | Т-10-24 |
113/4 | — | — | — | — | Т-10-23 | — | Т-10-24 |
13% | — | — | — | — | Т-10-23 | — | Т-10-24 |
16 | — | — | — | — | — | — | — |
18% | — | — | — | — | — | — | — |
20 | — | — | — | — | — | — | — |
а Толщина недостаточна для проведения испытания.
ь Предполагается, что специальные муфты изготовлены механической обработкой из обычных муфтовых заготовок.
Примечание — В таблице за ориентацией образца Т или L следует минимальный размер образца (10, 7 или 5), затем минимальная работа удара, Дж. Требования к работе удара и снижению температуры испытаний приведены для указанных размеров образца. Ориентация и размер образца рассчитаны для толщины стенки заготовки для муфт/трубной заготовки для муфт, а не для критической толщины стенки муфт.
Т — поперечная ориентация образца [см. рисунок D.11 (приложение D)].
L— продольная ориентация образца [см. рисунок D.11 (приложение D)].
10 — полный размер (Юх 10 мм).
7 — размер 3/4 (Юх 7,5 мм).
5 — размер 1/2 (10x5 мм).
Таблица С. 14 — Требования к образцам для испытаний на ударный изгиб методом Шарпи для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности Р110
Ряд 1 | Тип соединения, ориентация и размер образца CVN и минимальная работа удара | ||||||
NU | EU | Специальная муфтаь | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | а | L-5-22 | — | — | — | — | — |
1,315 | L-5-22 | L-7-32 | — | — | — | — | — |
1,660 | L-5-22 | L-5-22 | — | — | — | — | — |
1,900 | L-5-22 | L-7-32 | — | — | — | — | — |
2% | L-7-34 | L-7-33 | L-7-32 | — | — | — | — |
2% | L-10-46 | L-10-45 | L-10-40 | — | — | — | — |
з1/2 | Т-5-14 | Т-5-14 | Т-5-11 | — | — | — | — |
4 | Т-7-20 | Т-7-20 | — | — | — | — | — |
41/2 | Т-7-20 | Т-7-21 | — | L-7-32 | Т-7-19 | Т-7-20 | — |
5 | — | — | — | Т-5-11 | Т-10-25 | Т-10-26 | — |
51/2 | — | — | — | Т-5-11 | Т-10-25 | Т-10-26 | — |
6% | — | — | — | Т-Ю-20 | Т-10-26 | Т-10-26 | — |
7 | — | — | — | Т-7-16 | Т-10-26 | Т-10-28 | — |
— | — | — | Т-10-22 | Т-10-28 | Т-10-29 | — | |
8% | — | — | — | Т-10-22 | Т-10-30 | Т-10-31 | — |
9% | — | — | — | Т-10-22 | Т-10-30 | Т-10-31 | Т-10-30 |
ю3/4 | — | — | — | Т-10-22 | Т-10-30 | — | Т-10-30 |
113/4 | — | — | — | — | Т-10-30 | — | Т-10-30 |
13% | — | — | — | — | Т-10-30 | — | — |
16 | — | — | — | — | — | — | — |
18% | — | — | — | — | — | — | — |
20 | — | — | — | — | — | — | — |
а Толщина недостаточна для проведения испытания.
ь Предполагается, что специальные муфты изготовлены механической обработкой из обычных муфтовых заготовок.
Примечание — В таблице за ориентацией образца Т или L следует минимальный размер образца (10, 7 или 5), затем минимальная работа удара, Дж. Требования к работе удара и снижению температуры испытаний приведены для указанных размеров образца. Ориентация и размер образца рассчитаны для толщины стенки заготовки для муфт/трубной заготовки для муфт, а не для критической толщины стенки муфт.
Т — поперечная ориентация образца [см. рисунок D.11 (приложение D)].
L— продольная ориентация образца [см. рисунок D.11 (приложение D)].
10 — полный размер (Юх 10 мм).
7 — размер 3/4 (Юх 7,5 мм).
5 — размер 1/2 (10x5 мм).
Таблица С. 15 — Требования к образцам для испытаний на ударный изгиб методом Шарли для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности Q125
Ряд 1 | Тип соединения, ориентация и размер образца CVN и минимальная работа удара | |||
Специальная муфтаа | ВС | LC | SC | |
ВС | ||||
1 | 2 | 3 | 4 | 5 |
4’/2 | L-7-34 | Т-7-21 | Т-7-22 | — |
5 | Т-5-12 | Т-10-27 | Т-10-28 | — |
51/2 | Т-5-12 | Т-10-27 | Т-10-28 | — |
6% | Т-10-22 | Т-10-28 | Т-10-29 | — |
7 | Т-7-17 | Т-10-28 | Т-10-30 | — |
7% | Т-10-24 | Т-10-30 | Т-10-31 | — |
85'з | Т-10-24 | Т-10-32 | Т-10-33 | — |
9% | Т-10-24 | Т-10-32 | Т-10-33 | — |
ю3/4 | Т-10-24 | Т-10-32 | — | Т-10-32 |
113/4 | — | Т-10-32 | — | Т-10-32 |
13% | — | Т-10-32 | — | Т-10-32 |
16 | — | — | — | — |
18% | — | — | — | — |
20 | — | — | — | — |
а Предполагается, что специальные муфты изготовлены механической обработкой из обычных муфтовых заготовок. Примечание — В таблице за ориентацией образца Т или L следует минимальный размер образца (10, 7 или 5), затем минимальная работа удара, Дж. Требования к работе удара и снижению температуры испытаний приведены для указанных размеров образца. Ориентация и размер образца рассчитаны для толщины стенки заготовки для муфт/трубной заготовки для муфт, а не для критической толщины стенки муфт. Т — поперечная ориентация образца [см. рисунок D.11 (приложение D)]. L— продольная ориентация образца [см. рисунок D.11 (приложение D)]. 10 — полный размер (10*10 мм). 7 — размер 3/4 (10 * 7,5 мм). 5 — размер 1/2 (10 * 5 мм). | ||||
Таблица С.16 — Требования к работе удара для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей при испытаниях на ударный изгиб поперечных образцов методом Шарпи
Максимальная критическая толщина для различных групп прочности3, мм | Минимальная работа удара для поперечных образцов, Дж | |||||
L80 | С90 | N80Q, R95, Т95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
15,85 | 13,32 | 12,24 | 10,31 | 7,33 | 6,13 | 20 |
17,14 | 14,49 | 13,36 | 11,33 | 8,21 | 6,95 | 21 |
18,44 | 15,66 | 14,48 | 12,35 | 9,08 | 7,77 | 22 |
19,73 | 16,83 | 15,60 | 13,38 | 9,96 | 8,59 | 23 |
21,02 | 18,00 | 16,72 | 14,40 | 10,84 | 9,41 | 24 |
22,32 | 19,17 | 17,83 | 15,42 | 11,72 | 10,23 | 25 |
23,61 | 20,34 | 18,95 | 16,45 | 12,60 | 11,04 | 26 |
24,91 | 21,51 | 20,07 | 17,47 | 13,48 | 11,86 | 27 |
26,20 | 22,69 | 21,19 | 18,50 | 14,35 | 12,68 | 28 |
— | 23,86 | 22,31 | 19,52 | 15,23 | 13,50 | 29 |
— | 25,03 | 23,43 | 20,54 | 16,11 | 14,32 | 30 |
— | 26,20 | 24,54 | 21,57 | 16,99 | 15,14 | 31 |
— | — | 25,66 | 22,59 | 17,87 | 15,96 | 32 |
— | — | — | 23,61 | 18,75 | 16,78 | 33 |
— | — | — | 24,64 | 19,62 | 17,60 | 34 |
— | — | — | 25,66 | 20,50 | 18,42 | 35 |
— | — | — | — | 21,38 | 19,24 | 36 |
— | — | — | — | 22,96 | 20,06 | 37 |
— | — | — | — | 23,14 | 20,88 | 38 |
— | — | — | — | 24,01 | 21,70 | 39 |
— | — | — | — | 24,89 | 22,52 | 40 |
— | — | — | — | 25,77 | 23,34 | 41 |
— | — | — | — | — | 24,16 | 42 |
— | — | — | — | — | 24,98 | 43 |
— | — | — | — | — | 25,80 | 44 |
а Если критическая толщина стенки превышает указанную в таблице, требования к работе удара для этой критической толщины стенки должны соответствовать рассчитанным по формуле для соответствующей группы прочности.
Примечание — Критические толщины стенок, превышающие значения, указанные в таблице С.7, не применимы для муфт с резьбами API и приведены для справки в целях использования в специальных условиях.
Таблица С. 17 — Требования к работе удара для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей при испытаниях на ударный изгиб продольных образцов методом Шарли
Максимальная критическая толщина3, мм | Минимальная работа удара для продольных образцов, Дж | |||||
L80 | С90 | N80Q, R95, Т95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
16,17 | 13,61 | 12,52 | 10,56 | 7,55 | 6,33 | 41 |
16,82 | 14,20 | 13,08 | 11,07 | 7,99 | 6,74 | 42 |
17,47 | 14,78 | 13,64 | 11,59 | 8,43 | 7,15 | 43 |
18,11 | 15,37 | 14,20 | 12,10 | 8,87 | 7,56 | 44 |
18,76 | 15,95 | 14,76 | 12,61 | 9,30 | 7,97 | 45 |
19,41 | 16,54 | 15,32 | 13,12 | 9,74 | 8,38 | 46 |
20,05 | 17,13 | 15,88 | 13,63 | 10,18 | 8,79 | 47 |
20,70 | 17,71 | 16,44 | 14,15 | 10,62 | 9,20 | 48 |
21,35 | 18,30 | 17,00 | 14,66 | 11,06 | 9,61 | 49 |
21,99 | 18,88 | 17,56 | 15,17 | 11,50 | 10,02 | 50 |
22,64 | 19,47 | 18,11 | 15,68 | 11,94 | 10,43 | 51 |
23,29 | 20,05 | 18,67 | 16,19 | 12,38 | 10,84 | 52 |
23,94 | 20,64 | 19,23 | 16,70 | 12,82 | 11,25 | 53 |
24,58 | 21,22 | 19,79 | 17,22 | 13,26 | 11,66 | 54 |
25,23 | 21,81 | 20,35 | 17,73 | 13,70 | 12,07 | 55 |
25,88 | 22,31 | 20,91 | 18,24 | 14,13 | 12,48 | 56 |
— | 22,98 | 21,47 | 18,75 | 14,57 | 12,89 | 57 |
— | 23,56 | 22,03 | 19,26 | 15,01 | 13,30 | 58 |
— | 24,15 | 22,59 | 19,77 | 15,45 | 13,71 | 59 |
— | 24,73 | 23,15 | 20,29 | 15,89 | 14,12 | 60 |
— | 25,32 | 23,70 | 20,80 | 16,33 | 14,53 | 61 |
— | 25,90 | 24,26 | 21,31 | 16,77 | 14,94 | 62 |
— | — | 24,82 | 21,82 | 17,21 | 15,35 | 63 |
— | — | 25,38 | 22,33 | 17,65 | 15,76 | 64 |
— | — | 25,94 | 22,85 | 18,09 | 16,17 | 65 |
— | — | — | 23,36 | 18,53 | 16,58 | 66 |
— | — | — | 23,87 | 18,96 | 16,99 | 67 |
— | — | — | 24,38 | 19,40 | 17,40 | 68 |
— | — | — | 24,89 | 19,84 | 17,81 | 69 |
— | — | — | 25,40 | 20,28 | 18,22 | 70 |
а Если критическая толщина стенки превышает указанную в таблице, требования к работе удара для этой критической толщины стенки должны соответствовать рассчитанным по формуле для соответствующей группы прочности.
Примечание — Критические толщины стенок, превышающие значения, указанные в таблице С.7, не применимы для муфт с резьбами API и приведены для справки в целях использования в специальных условиях.
Таблица С. 18 — Требования к работе удара для труб при испытаниях на ударный изгиб поперечных образцов методом Шарпи
Максимальная толщина стенкиа, мм | Минимальная работа удара для поперечных образцов, Дж | |||||
N80, L80 | С90 | R95, Т95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
11,59 | 9,11 | 8,09 | — | — | — | 14 |
13,12 | 10,48 | 9,38 | — | — | — | 15 |
14,66 | 11,84 | 10,67 | — | — | — | 16 |
16,19 | 13,21 | 11,97 | — | — | — | 17 |
17,73 | 14,57 | 13,26 | — | — | — | 18 |
19,26 | 15,94 | 14,56 | — | — | — | 19 |
20,80 | 17,30 | 15,85 | 10,31 | 12,24 | 6,13 | 20 |
22,33 | 18,67 | 17,14 | 11,33 | 13,36 | 6,95 | 21 |
23,87 | 20,03 | 18,44 | 12,35 | 14,48 | 7,77 | 22 |
25,40 | 21,40 | 19,73 | 13,38 | 15,60 | 8,59 | 23 |
— | 22,76 | 21,02 | 14,40 | 16,72 | 9,41 | 24 |
— | — | — | 15,42 | 17,83 | 10,23 | 25 |
— | — | — | 16,45 | 18,95 | 11,04 | 26 |
— | — | — | 17,47 | 20,07 | 11,86 | 27 |
— | — | — | 18,50 | 21,19 | 12,68 | 28 |
— | — | — | 19,52 | 22,31 | 13,50 | 29 |
— | — | — | 20,54 | 23,43 | 14,32 | 30 |
— | — | — | 21,57 | 24,54 | 15,14 | 31 |
— | — | — | 22,59 | 25,66 | 15,96 | 32 |
— | — | — | 23,61 | — | 16,78 | 33 |
— | — | — | 24,64 | — | 17,60 | 34 |
— | — | — | 25,66 | — | 18,42 | 35 |
— | — | — | — | — | 19,24 | 36 |
— | — | — | — | — | 20,06 | 37 |
— | — | — | — | — | 20,88 | 38 |
— | — | — | — | — | 21,70 | 39 |
— | — | — | — | — | 22,52 | 40 |
— | — | — | — | — | 23,34 | 41 |
— | — | — | — | — | 24,16 | 42 |
— | — | — | — | — | 24,98 | 43 |
— | — | — | — | — | 25,80 | 44 |
а Если толщина стенки превышает указанную в таблице, требования к работе удара для этой критической толщины стенки должны соответствовать рассчитанным по формуле для соответствующей группы прочности.
Примечание — Толщины стенок, превышающие стандартные для труб, приведены для справки в целях использования в специальных условиях.
Таблица С. 19 — Требования к работе удара для труб при испытаниях на ударный изгиб продольных образцов методом Шарпи
Максимальная толщина стенкиа, мм | Минимальная работа удара для продольных образцов, Дж | |||||
N80, L80 | С90 | R95, Т95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
10,44 | 8,09 | 7,12 | — | — | — | 27 |
11,20 | 8,77 | 7,76 | — | — | — | 28 |
11,97 | 9,45 | 8,41 | — | — | — | 29 |
12,74 | 10,14 | 9,06 | — | — | — | 30 |
13,51 | 10,82 | 9,70 | — | — | — | 31 |
14,27 | 11,50 | 10,35 | — | — | — | 32 |
15,04 | 12,18 | 11,00 | — | — | — | 33 |
15,81 | 12,87 | 11,64 | — | — | — | 34 |
16,58 | 13,55 | 12,29 | — | — | — | 35 |
17,34 | 14,23 | 12,94 | — | — | — | 36 |
18,11 | 14,91 | 13,58 | — | — | — | 37 |
18,88 | 15,60 | 14,23 | — | — | — | 38 |
19,65 | 16,28 | 14,88 | — | — | — | 39 |
20,41 | 16,96 | 15,53 | — | — | — | 40 |
21,18 | 17,64 | 16,17 | 10,56 | 12,52 | 6,33 | 41 |
21,95 | 18,32 | 16,82 | 11,07 | 13,08 | 6,74 | 42 |
22,72 | 19,01 | 17,47 | 11,59 | 13,64 | 7,15 | 43 |
23,48 | 19,69 | 18,11 | 12,10 | 14,20 | 7,56 | 44 |
24,25 | 20,37 | 18,76 | 12,61 | 14,76 | 7,97 | 45 |
25,02 | 21,05 | 19,41 | 13,12 | 15,32 | 8,38 | 46 |
25,79 | 21,74 | 20,05 | 13,63 | 15,88 | 8,79 | 47 |
— | 22,42 | 20,70 | 14,15 | 16,44 | 9,20 | 48 |
— | — | — | 14,66 | 17,00 | 9,61 | 49 |
— | — | — | 15,17 | 17,56 | 10,02 | 50 |
— | — | — | 15,68 | 18,11 | 10,43 | 51 |
— | — | — | 16,19 | 18,67 | 10,84 | 52 |
— | — | — | 16,70 | 19,23 | 11,25 | 53 |
— | — | — | 17,22 | 19,79 | 11,66 | 54 |
— | — | — | 17,73 | 20,35 | 12,07 | 55 |
— | — | — | 18,24 | 20,91 | 12,48 | 56 |
— | — | — | 18,75 | 21,47 | 12,89 | 57 |
— | — | — | 19,26 | 22,03 | 13,30 | 58 |
— | — | — | 19,77 | 22,59 | 13,71 | 59 |
Окончание таблицы С. 19
Максимальная толщина стенкиа, мм | Минимальная работа удара для продольных образцов, Дж | |||||
N80, L80 | С90 | R95, Т95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
— | — | — | 20,29 | 23,15 | 14,12 | 60 |
— | — | — | 20,80 | 23,70 | 14,53 | 61 |
— | — | — | 21,31 | 24,26 | 14,94 | 62 |
— | — | — | 21,82 | 24,82 | 15,35 | 63 |
— | — | — | 22,33 | 25,38 | 15,76 | 64 |
— | — | — | 22,85 | 25,94 | 16,17 | 65 |
— | — | — | 23,36 | — | 16,58 | 66 |
— | — | — | 23,87 | — | 16,99 | 67 |
— | — | — | 24,38 | — | 17,40 | 68 |
— | — | — | 24,89 | — | 17,81 | 69 |
— | — | — | 25,40 | — | 18,22 | 70 |
— | — | — | — | — | 18,63 | 71 |
— | — | — | — | — | 19,04 | 72 |
а Если толщина стенки превышает указанную в таблице, требования к работе удара для этой критической толщины стенки должны соответствовать рассчитанным по формуле для соответствующей группы прочности.
Примечание — Толщины стенок, превышающие стандартные для труб, приведены для справки в целях использования в специальных условиях.
Таблица С.20 — Размеры поперечных образцов при испытаниях на ударный изгиб для изделий, подвергаемых закалке и отпуску
Ряд 1 | Расчетная толщина стенки, необходимая для изготовления механически обработанных поперечных образцов для испытания на ударный изгиб методом Шарли, мм | ||
Полный размер | Размер 3/4 | Размер 1/2 | |
1 | 2 | 3 | 4 |
з1/2 | 20,53 | 18,03 | 15,53 |
4 | 19,09 | 16,59 | 14,09 |
41/2 | 18,05 | 15,55 | 13,05 |
5 | 17,26 | 14,76 | 12,26 |
51/2 | 16,64 | 14,14 | 11,64 |
6% | 15,62 | 13,12 | 10,62 |
7 | 15,36 | 12,86 | 10,36 |
7% | 14,99 | 12,49 | 9,99 |
7% | 14,92 | 12,42 | 9,92 |
8% | 14,51 | 12,01 | 9,5 |
9% | 14,13 | 11,63 | 9,13 |
103/4 | 13,80 | 11,30 | 8,80 |
Окончание таблицы С. 20
Ряд 1 | Расчетная толщина стенки, необходимая для изготовления механически обработанных поперечных образцов для испытания на ударный изгиб методом Шарли, мм | ||
Полный размер | Размер 3/4 | Размер 1/2 | |
1 | 2 | 3 | 4 |
113/4 | 13,56 | 11,06 | 8,56 |
13% | 13,24 | 10,74 | 8,24 |
16 | 12,87 | 10,37 | 7,87 |
18% | 12,60 | 10,10 | 7,60 |
20 | 12,49 | 9,99 | 7,49 |
Примечание — Толщина стенки в графах 2, 3 и 4, превышающая наибольшую толщину стенки для труб, указана для справки. Толщина стенки труб рассчитана с учетом припусков на механическую обработку образцов: 0,50 мм — по внутреннему диаметру и 0,50 мм — по наружному диаметру.
Таблица С.21 — Размеры продольных образцов при испытаниях на ударный изгиб для изделий, подвергаемых закалке и отпуску
Ряд 1 | Расчетная толщина стенки, необходимая для изготовления механически обработанных продольных образцов для испытания на ударный изгиб методом Шарли, мм | ||
Полный размер | Размер 3/4 | Размер 1/2 | |
1 | 2 | 3 | 4 |
1,050 | 11,97 | 9,47 | 6,97 |
1,315 | 11,77 | 9,27 | 6,77 |
1,660 | 11,60 | 9,10 | 6,60 |
1,900 | 11,52 | 9,02 | 6,52 |
2,063 | 11,48 | 8,98 | 6,48 |
2% | 11,42 | 8,92 | 6,42 |
2% | 11,34 | 8,84 | 6,34 |
з1/2 | 11,28 | 8,78 | 6,28 |
4 | 11,25 | 8,75 | 6,25 |
4% | 11,22 | 8,72 | 6,22 |
5 | 11,20 | 8,70 | 6,20 |
51/2 | 11,18 | 8,68 | 6,18 |
6% | 11,15 | 8,65 | 6,15 |
7 | 11,14 | 8,64 | 6,14 |
7% | 11,13 | 8,63 | 6,13 |
7% | 11,13 | 8,63 | 6,13 |
8% | 11,11 | 8,61 | 6,11 |
9% | 11,10 | 8,60 | 6,10 |
ю3/4 | 11,09 | 8,59 | 6,09 |
113/4 | 11,08 | 8,58 | 6,08 |
Окончание таблицы С. 21
Ряд 1 | Расчетная толщина стенки, необходимая для изготовления механически обработанных продольных образцов для испытания на ударный изгиб методом Шарпи, мм | ||
Полный размер | Размер 3/4 | Размер 1/2 | |
1 | 2 | 3 | 4 |
13% | 11,07 | 8,57 | 6,07 |
16 | 11,06 | 8,56 | 6,06 |
18% | 11,05 | 8,55 | 6,05 |
20 | 11,05 | 8,55 | 6,05 |
Примечание — Толщина стенки в графах 2, 3 и 4, превышающая наибольшую толщину стенки для труб, указана для справки. Толщина стенки труб рассчитана с учетом припусков на механическую обработку образцов: 0,50 мм — по внутреннему диаметру и 0,50 мм — по наружному диаметру.
Таблица С.22 — Расстояние между плитами при испытаниях на сплющивание для электросварных труб
Группа прочности | Отношение D/t | Расстояние между плитами, мм | |
Н40 | >16 <16 | 0,50 О • (0,830—0,0206 D/t) | |
>16 | 0,650 | ||
J55 и К55 | 3,93—16 | О • (0,980 - 0,0206 D/t) | |
<3,93 | D- (1,104-0,0518 0/f) | ||
N80 (все типы)а | 9—28 | D • (1,074 - 0,0194 D/f) | |
L80 (тип 1) | 9—28 | О • (1,074 - 0,0194 D/f) | |
R95a | 9—28 | D • (1,080 - 0,0178 D/f) | |
Р110ь | Любое | О - (1,086 -0,0163 D/t) | |
Q125b | Любое | D- (1,092-0,0140 0/0 | |
а Если результаты испытаний на сплющивание в положении 12 ч или 6 ч являются неудовлетворительными, испытания должны быть продолжены, пока не будут получены результаты испытаний на сплющивание в положении 3 ч или 9 ч. Предварительные неудовлетворительные результаты испытаний в положении 12 ч или 6 ч не являются основанием для забраковки изделий. ь Сплющивание без образования трещин должно быть проведено до указанного расстояния или до расстояния, равного 0,850, в зависимости от того, что менее; см. К.6 (SR 11) (приложение К). | |||
Примечание — D-t- |
| ||
Таблица С.23 — Размеры и массы стандартных обсадных труб и обсадных труб с резьбами API с закругленной резьбой и упорной трапецеидальной резьбой
Рядыа | Наружный диаметр | Номинальная масса на единицу длины т&сь-с | Толщина стенки | Внутренний диаметр | Диаметр оправки | Расчетная масса0 | |||||
без резьбы | Увеличение или уменьшение массы при отделке концов6 ет, кг | ||||||||||
Закругленная резьба | Упорная трапецеидальная резьба | ||||||||||
D, мм | кг/м | t, мм | d, мм | мм | ^'ре. кг/м | Короткая | Удлиненная | RC | SCC | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
41/2 | 9,50 | 114,30 | 14,38 | 5,21 | 103,88 | 100,70 | 14,02 | 3,64 | — | — | — |
41/2 | 10,50 | 114,30 | 15,73 | 5,69 | 102,92 | 99,74 | 15,24 | 3,33 | — | 4,53 | 1,12 |
41/2 | 11,60 | 114,30 | 17,38 | 6,35 | 101,60 | 98,42 | 16,91 | 3,18 | 3,61 | 4,32 | 0,91 |
4’/2 | 13,50 | 114,30 | 19,87 | 7,37 | 99,56 | 96,38 | 19,44 | — | 3,35 | 4,07 | 0,60 |
4’/2 | 15,10 | 114,30 | 22,69 | 8,56 | 97,18 | 94,00 | 22,32 | — | 3,53 | 3,64 | 0,24 |
5 | 11,50 | 127,00 | 17,19 | 5,59 | 115,82 | 112,64 | 16,74 | 4,32 | — | — | — |
5 | 13,00 | 127,00 | 19,69 | 6,43 | 114,14 | 110,96 | 19,12 | 4,00 | 4,85 | 5,38 | 1,24 |
5 | 15,00 | 127,00 | 22,69 | 7,52 | 111,96 | 108,78 | 22,16 | 3,71 | 4,51 | 4,99 | 0,61 |
5 | 18,00 | 127,00 | 27,19 | 9,19 | 108,62 | 105,44 | 26,70 | — | 4,52 | 4,40 | 0,22 |
5 | 21,40 | 127,00 | 32,13 | 11,10 | 104,80 | 101,62 | 31,73 | — | 3,45 | 3,76 | -0,62 |
5 | 23,20 | 127,00 | 34,76 | 12,14 | 102,72 | 99,54 | 34,39 | — | 3,15 | 3,42 | -0,96 |
5 | 24,10 | 127,00 | 36,15 | 12,70 | 101,60 | 98,42 | 35,80 | — | 2,99 | 3,23 | -1,14 |
5^2 | 14,00 | 139,70 | 20,91 | 6,20 | 127,30 | 124,12 | 20,41 | 4,60 | — | — | — |
5^2 | 15,50 | 139,70 | 23,48 | 6,98 | 125,74 | 122,56 | 22,85 | 4,36 | 5,26 | 5,71 | 0,87 |
51Л | 17,00 | 139,70 | 25,72 | 7,72 | 124,26 | 121,08 | 25,13 | 4,14 | 5,31 | 5,41 | 0,58 |
51Л | 20,00 | 139,70 | 30,05 | 9,17 | 121,36 | 118,18 | 29,52 | — | 4,50 | 4,84 | 0,45 |
51Л | 23,00 | 139,70 | 34,05 | 10,54 | 118,62 | 115,44 | 33,57 | — | 4,37 | 4,31 | -0,52 |
51Л | 26,80 | 139,70 | 40,15 | 12,70 | 114,30 | 111,12 | 39,78 | — | — | — | — |
51Л | 29,70 | 139,70 | 44,47 | 14,27 | 111,16 | 107,98 | 44,14 | — | — | — | — |
51Л | 32,60 | 139,70 | 48,74 | 15,88 | 107,94 | 104,76 | 48,49 | — | — | — | — |
51Л | 35,30 | 139,70 | 52,80 | 17,45 | 104,80 | 101,62 | 52,61 | — | — | — | — |
51Л | 38,00 | 139,70 | 56,82 | 19,05 | 101,60 | 98,42 | 56,68 | — | — | — | — |
51Л | 40,50 | 139,70 | 60,64 | 20,62 | 98,46 | 95,28 | 60,55 | — | — | — | — |
51/2 | 43,10 | 139,70 | 64,41 | 22,22 | 95,26 | 92,08 | 64,38 | — | — | — | — |
6% | 20,00 | 168,28 | 29,76 | 7,32 | 153,64 | 150,46 | 29,06 | 5,58 | 6,23 | 6,35 | 0,89 |
6% | 24,00 | 168,28 | 35,72 | 8,94 | 150,40 | 147,22 | 35,13 | 4,42 | 5,48 | 5,52 | 0,68 |
6% | 28,00 | 168,28 | 41,67 | 10,59 | 147,10 | 143,92 | 41,18 | — | 4,73 | 4,71 | -0,75 |
6% | 32,00 | 168,28 | 47,62 | 12,06 | 144,16 | 140,98 | 46,46 | — | 4,73 | 4,00 | -1,46 |
7 | 17,00 | 177,80 | 25,60 | 5,87 | 166,06 | 162,88 | 24,89 | 7,61 | — | — | — |
7 | 20,00 | 177,80 | 29,91 | 6,91 | 163,98 | 160,80 | 29,12 | 6,74 | — | — | — |
7 | 23,00 | 177,80 | 34,67 | 8,05 | 161,70 | 158,75е | 33,70 | 6,26 | 7,94 | 8,28 | 0,58 |
7 | 23,00 | 177,80 | 34,67 | 8,05 | 161,70 | 158,52 | 33,70 | 6,26 | 7,94 | 8,28 | 0,58 |
7 | 26,00 | 177,80 | 39,14 | 9,19 | 159,42 | 156,24 | 38,21 | 5,79 | 7,37 | 7,65 | -0,54 |
7 | 29,00 | 177,80 | 43,60 | 10,36 | 157,08 | 153,90 | 42,78 | — | 6,79 | 7,13 | -0,69 |
7 | 32,00 | 177,80 | 47,92 | 11,51 | 154,78 | 152,40е | 47,20 | — | 6,23 | 6,40 | -1,31 |
7 | 32,00 | 177,80 | 47,92 | 11,51 | 154,78 | 151,60 | 47,20 | — | 6,23 | 6,40 | -1,31 |
7 | 35,00 | 177,80 | 52,09 | 12,65 | 152,50 | 149,32 | 51,52 | — | 5,68 | 5,79 | -1,91 |
7 | 38,00 | 177,80 | 56,10 | 13,72 | 150,36 | 147,18 | 55,52 | — | 5,18 | 5,24 | -2,47 |
7 | 42,70 | 177,80 | 63,84 | 15,88 | 146,04 | 142,86 | 63,41 | — | — | — | — |
7 | 46,40 | 177,80 | 69,35 | 17,45 | 142,90 | 139,72 | 69,01 | — | — | — | — |
7 | 50,10 | 177,80 | 74,85 | 19,05 | 139,70 | 136,52 | 74,58 | — | — | — | — |
7 | 53,60 | 177,80 | 80,21 | 20,62 | 136,56 | 133,38 | 79,93 | — | — | — | — |
7 | 57,10 | 177,80 | 85,42 | 22,22 | 133,36 | 130,18 | 85,25 | — | — | — | — |
Продолжение таблицы С. 23
Ряды3 | Наружный диаметр | Номинальная масса на единицу длины Т&СЬ’с | Толщина стенки | Внутренний диаметр | Диаметр оправки | Расчетная масса0 | |||||
без резьбы | Увеличение или уменьшение массы при отделке концов6 ет, кг | ||||||||||
Закругленная резьба | Упорная трапецеидальная резьба | ||||||||||
D, мм | кг/м | t, мм | d, мм | мм | w'pe, кг/м | Короткая | Удлиненная | RC | see | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
7% | 24,00 | 193,68 | 35,72 | 7,62 | 178,44 | 175,26 | 34,96 | 7,11 | — | — | — |
7% | 26,40 | 193,68 | 39,29 | 8,33 | 177,02 | 173,84 | 38,08 | 6,78 | 8,58 | 9,12 | 2,59 |
7% | 29,70 | 193,68 | 44,20 | 9,52 | 174,64 | 171,46 | 43,24 | — | 7,91 | 8,38 | 1,84 |
7% | 33,70 | 193,68 | 50,15 | 10,92 | 171,84 | 168,66 | 49,22 | — | 7,13 | 7,51 | 0,98 |
7% | 39,00 | 193,68 | 58,04 | 12,70 | 168,28 | 165,10 | 56,68 | — | 6,16 | 6,44 | -0,10 |
7% | 42,80 | 193,68 | 63,69 | 14,27 | 165,14 | 161,96 | 63,14 | — | 5,32 | 5,50 | -1,03 |
7% | 45,30 | 193,68 | 67,41 | 15,11 | 163,46 | 160,28 | 66,54 | — | 4,87 | 5,01 | -1,52 |
7% | 47,10 | 193,68 | 70,09 | 15,88 | 161,92 | 158,74 | 69,63 | — | 4,48 | 4,57 | -1,96 |
7% | 51,20 | 193,68 | 76,19 | 17,45 | 158,78 | 155,60 | 75,84 | — | — | — | — |
75'8 | 55,30 | 193,68 | 82,30 | 19,05 | 155,58 | 152,40 | 82,04 | — | — | — | — |
7% | 46,10 | 196,85 | 68,60 | 15,11 | 166,63 | 165,10е | 67,72 | — | — | — | — |
7% | 46,10 | 196,85 | 68,60 | 15,11 | 166,63 | 163,45 | 67,72 | — | — | — | — |
8% | 24,00 | 219,08 | 35,72 | 6,71 | 205,66 | 202,48 | 35,14 | 10,93 | — | — | — |
8% | 28,00 | 219,08 | 41,67 | 7,72 | 203,64 | 200,46 | 40,24 | 10,07 | — | — | — |
8% | 32,00 | 219,08 | 47,62 | 8,94 | 201,20 | 200,02е | 46,33 | 9,39 | 12,44 | 12,57 | 2,51 |
8% | 32,00 | 219,08 | 47,62 | 8,94 | 201,20 | 198,02 | 46,33 | 9,39 | 12,44 | 12,57 | 2,51 |
8% | 36,00 | 219,08 | 53,57 | 10,16 | 198,76 | 195,58 | 52,35 | 8,72 | 11,60 | 11,68 | 1,62 |
8% | 40,00 | 219,08 | 59,53 | 11,43 | 196,22 | 193,68е | 58,53 | — | 10,73 | 10,77 | 0,71 |
8% | 40,00 | 219,08 | 59,53 | 11,43 | 196,22 | 193,04 | 58,53 | — | 10,73 | 10,77 | 0,71 |
8% | 44,00 | 219,08 | 65,48 | 12,70 | 193,68 | 190,50 | 64,64 | — | 9,88 | 9,87 | 0,20 |
85'8 | 49,00 | 219,08 | 72,92 | 14,15 | 190,78 | 187,60 | 71,51 | — | 8,88 | 8,85 | -1,21 |
9% | 32,30 | 244,48 | 48,07 | 7,92 | 228,60 | 224,66 | 46,20 | 11,00 | — | — | — |
9% | 36,00 | 244,48 | 53,57 | 8,94 | 226,60 | 222,63 | 51,93 | 10,36 | 14,48 | 13,87 | 2,74 |
9% | 40,00 | 244,48 | 59,53 | 10,03 | 224,40 | 222,25е | 57,99 | 9,69 | 13,59 | 12,97 | 1,84 |
9% | 40,00 | 244,48 | 59,53 | 10,03 | 224,40 | 220,45 | 57,99 | 9,69 | 13,59 | 12,97 | 1,84 |
9% | 43,50 | 244,48 | 64,74 | 11,05 | 222,40 | 218,41 | 63,61 | — | 12,78 | 12,15 | 1,01 |
9% | 43,50 | 244,48 | 64,74 | 11,05 | 222,40 | 218,41 | 63,61 | — | 12,84f | 12,15 | 1,01 |
9% | 47,00 | 244,48 | 69,94 | 11,99 | 220,50 | 216,54 | 68,75 | — | 12,03 | 11,39 | 0,25 |
9% | 47,00 | 244,48 | 69,94 | 11,99 | 222,50 | 216,54 | 68,75 | — | 12,09f | 11,39 | 0,25 |
95'8 | 53,50 | 244,48 | 79,62 | 13,84 | 216,80 | 215,90е | 78,72 | — | 10,57 | 9,92 | -1,22 |
95'8 | 53,50 | 244,48 | 79,62 | 13,84 | 216,80 | 215,90е | 78,72 | — | 10,63f | 9,92 | -1,22 |
95'8 | 53,50 | 244,48 | 79,62 | 13,84 | 216,80 | 212,83 | 78,72 | — | 10,57 | 9,92 | -1,22 |
96'8 | 53,50 | 244,48 | 79,62 | 13,84 | 216,80 | 212,83 | 78,72 | — | 10,63f | 9,92 | -1,22 |
95'8 | 58,40 | 244,48 | 86,91 | 15,11 | 214,25 | 212,72е | 85,47 | — | 9,58 | 8,92 | -2,22 |
95'8 | 58,40 | 244,48 | 86,91 | 15,11 | 214,25 | 212,72е | 85,47 | — | 9,65f | 8,92 | -2,22 |
95'8 | 58,40 | 244,48 | 86,91 | 15,11 | 214,25 | 210,29 | 85,47 | — | 9,58 | 8,92 | -2,22 |
95'8 | 58,40 | 244,48 | 86,91 | 15,11 | 214,25 | 210,29 | 85,47 | — | 9,65f | 8,92 | -2,22 |
95'8 | 59,40 | 244,48 | 88,40 | 15,47 | 213,50 | 209,58 | 87,37 | — | — | — | — |
95'8 | 64,90 | 244,48 | 96,58 | 17,07 | 210,30 | 206,38 | 95,73 | — | — | — | — |
95'8 | 70,30 | 244,48 | 104,62 | 18,64 | 207,20 | 203,23 | 103,82 | — | — | — | — |
95'8 | 75,60 | 244,48 | 112,51 | 20,24 | 204,00 | 200,02 | 111,93 | — | — | — | — |
ю3/4 | 32,75 | 273,05 | 48,74 | 7,09 | 258,90 | 254,91 | 46,50 | 13,94 | — | — | — |
103/4 | 40,50 | 273,05 | 60,27 | 8,89 | 255,30 | 251,31 | 57,91 | 11,91 | — | 15,38 | 3,03 |
ю3/4 | 45,50 | 273,05 | 67,71 | 10,16 | 252,70 | 250,82е | 65,87 | 11,00 | — | 14,21 | 1,86 |
103/4 | 45,50 | 273,05 | 67,71 | 10,16 | 252,70 | 248,77 | 65,87 | 11,00 | — | 14,21 | 1,86 |
ю3/4 | 51,00 | 273,05 | 75,90 | 11,43 | 250,20 | 246,23 | 73,75 | 10,11 | — | 13,05 | 0,70 |
Продолжение таблицы С.23
Рядыа | Наружный диаметр | Номинальная масса на единицу длины Т&СЬ-с | Толщина стенки | Внутренний диаметр | Диаметр оправки | Расчетная масса0 | |||||
без резьбы | Увеличение или уменьшение массы при отделке концов6 ет, кг | ||||||||||
Закругленная резьба | Упорная трапецеидальная резьба | ||||||||||
D, мм | кг/м | t, мм | d, мм | мм | w'pe. кг/м | Короткая | Удлиненная | RC | see | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
ю3/4 | 51,00 | 273,05 | 75,90 | 11,43 | 250,20 | 246,33 | 73,75 | 10,16f | — | 13,05 | 0,70 |
ЮЗ/4 | 55,50 | 273,05 | 82,59 | 12,57 | 247,90 | 244,48е | 80,75 | 9,30 | — | 12,25 | -0,09 |
Ю3/4 | 55,50 | 273,05 | 82,59 | 12,57 | 247,90 | 244,48е | 80,75 | 9,35f | — | 12,01 | -0,34 |
ю3/4 | 55,50 | 273,05 | 82,59 | 12,57 | 247,90 | 243,94 | 80,75 | 9,30 | — | 12,25 | -0,09 |
103/4 | 55,50 | 273,05 | 82,59 | 12,57 | 247,90 | 243,94 | 80,75 | 9,35f | — | 12,01 | -0,34 |
103/4 | 60,70 | 273,05 | 90,33 | 13,84 | 245,40 | 241,40 | 88,47 | 8,42 | — | 11,07 | — |
10% | 60,70 | 273,05 | 90,33 | 13,84 | 245,40 | 241,40 | 88,47 | 8,47f | — | 10,87 | — |
Ю3/4 | 65,70 | 273,05 | 97,77 | 15,11 | 242,80 | 238,86 | 96,12 | 7,54 | — | 9,98 | — |
ю3/4 | 65,70 | 273,05 | 97,77 | 15,11 | 242,80 | 238,86 | 96,12 | 7,60f | — | 9,74 | — |
103/4 | 73,20 | 273,05 | 108,93 | 17,07 | 238,90 | 234,95 | 107,76 | — | — | — | — |
103/4 | 79,20 | 273,05 | 117,86 | 18,64 | 235,80 | 231,80 | 116,95 | — | — | — | — |
103/4 | 85,30 | 273,05 | 126,94 | 20,24 | 232,60 | 228,60 | 126,19 | — | — | — | — |
113/4 | 42,00 | 298,45 | 62,50 | 8,46 | 281,50 | 279,40е | 62,56 | 13,27 | — | — | — |
113/4 | 42,00 | 298,45 | 62,50 | 8,46 | 281,50 | 277,50 | 62,56 | 13,27 | — | — | — |
11% | 47,00 | 298,45 | 69,94 | 9,52 | 279,41 | 275,44 | 67,83 | 12,42 | — | 16,04 | — |
113/4 | 54,00 | 298,45 | 80,36 | 11,05 | 276,40 | 272,39 | 78,32 | 11,23 | — | 14,50 | — |
113/4 | 60,00 | 298,45 | 89,29 | 12,42 | 273,60 | 269,88е | 87,61 | 10,17 | — | 13,12 | — |
113/4 | 60,00 | 298,45 | 89,29 | 12,42 | 273,60 | 269,88е | 87,61 | 9,77f | — | 13,12 | — |
113/4 | 60,00 | 298,45 | 89,29 | 12,42 | 273,60 | 269,65 | 87,61 | 10,17 | — | 13,12 | — |
113/4 | 60,00 | 298,45 | 89,29 | 12,42 | 273,60 | 269,65е | 87,61 | 9,77f | — | 13,12 | — |
113/4 | 65,00 | 298,45 | 96,73 | 13,56 | 271,30 | 269,88е | 95,27 | — | — | — | — |
113/4 | 65,00 | 298,45 | 96,73 | 13,56 | 271,30 | 267,36 | 95,27 | — | — | — | — |
113/4 | 71,00 | 298,45 | 105,66 | 14,78 | 268,90 | 264,92 | 103,40 | — | — | — | — |
13% | 48,00 | 339,72 | 71,43 | 8,38 | 322,96 | 318,99 | 68,48 | 15,04 | — | — | — |
13% | 54,50 | 339,72 | 81,10 | 9,65 | 320,42 | 316,45 | 78,55 | 13,88 | — | 17,91 | — |
13% | 61,00 | 339,72 | 90,78 | 10,92 | 317,88 | 313,91 | 88,55 | 12,74 | — | 16,44 | — |
13% | 68,00 | 339,72 | 101,19 | 12,19 | 315,34 | 311,37 | 98,46 | 11,61 | — | 14,97 | — |
13% | 68,00 | 339,72 | 101,19 | 12,19 | 315,34 | 311,37 | 98,46 | 10,67f | — | 14,97 | — |
13% | 72,00 | 339,72 | 107,15 | 13,06 | 313,60 | 311,15е | 105,21 | 10,98 | — | 14,33 | — |
13% | 72,00 | 339,72 | 107,15 | 13,06 | 313,60 | 311,15е | 105,21 | 10,91f | — | 13,98 | — |
13% | 72,00 | 339,72 | 107,15 | 13,06 | 313,60 | 309,63 | 105,21 | 10,98 | — | 14,33 | — |
13% | 72,00 | 339,72 | 107,15 | 13,06 | 313,60 | 309,63 | 105,21 | 10,91е | — | 13,98 | — |
16 | 65,00 | 406,40 | 96,73 | 9,53 | 387,40 | 382,57 | 96,73 | 18,59 | — | — | — |
16 | 75,00 | 406,40 | 111,61 | 11,13 | 384,10 | 379,37 | 108,49 | 16,66 | — | 20,13 | — |
16 | 84,00 | 406,40 | 125,01 | 12,57 | 381,30 | 376,48 | 122,09 | 14,92 | — | 18,11 | — |
16 | 109,00 | 406,40 | 162,21 | 16,66 | 373,10 | 368,30 | 160,13 | — | — | — | — |
185/„ О | 87,50 | 473,08 | 130,21 | 11,05 | 450,98 | 446,22 | 125,91 | 33,60 | — | 39,25 | — |
20 | 94,00 | 508,00 | 139,89 | 11,13 | 485,70 | 480,97 | 136,38 | 20,50 | 27,11 | 24,78 | — |
20 | 94,00 | 508,00 | 139,89 | 11,13 | 485,70 | 480,97 | 136,38 | 20,61 | 27,269 | 24,78 | — |
20 | 106,50 | 508,00 | 158,49 | 12,70 | 482,60 | 477,82 | 155,13 | 18,22 | 24,27 | 22,00 | — |
20 | 133,00 | 508,00 | 197,93 | 16,13 | 475,70 | 470,97 | 195,66 | 13,03 | 17,84 | 16,02 | — |
Окончание таблицы С. 23
а Ряды указаны для справки и для удобства заказа.
ь Номинальная масса на единицу длины с резьбой и муфтами (графа 4) указана для справки.
с Плотность мартенситных хромистых сталей [L80 (9Сг и 13Сг)] отличается от плотности углеродистых сталей. Указанные массы не являются точными значениями для мартенситных хромистых сталей. Может применяться коэффициент коррекции массы, равный 0,989.
d Увеличение или уменьшение массы вследствие отделки концов см. в 8.5.
е Диаметр оправки для буровых коронок наиболее распространенного размера. Такой диаметр оправки должен быть указан в заказе и маркировке на трубе. Требования к оправкам приведены в 8.10.
f Для минимального предела текучести 758 МПа или более.
g Для минимального предела текучести 379 МПа.
Примечание — См. также рисунки D.1, D.2 и D.3 (приложение D).
Таблица С.24 — Размеры и массы стандартных насосно-компрессорных труб, насосно-компрессорных труб с резьбами API без высадки, с наружной высадкой и насосно-компрессорных труб с интегральными соединениями
Наруж- | Толщина стенки | Внут- | Расчетная масса0 | |||||||||||
Ряды3 | ный диаметр | Номинальная масса на единицу длиныь’с | ренний диаметр | без резьбы | Увеличение или уменьшение массы при отделке концов6 ет, кг | |||||||||
2 | без | с наружной | Интегральное | без | с наружной высадкой6 | Интег- | ||||||||
1 | NU Т&С | EU Т&С | и | D, мм | вы сад-ки Т&С, кг/м | высадкой Т&С, кг/м | соединение, Т&С, кг/м | t, мм | d, мм | WPE’ кг/м | высадки | Обычная | Специальная | ральное соединение |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
1,050 | 1,14 | 1,20 | — | 26,67 | 1,70 | 1,79 | — | 2,87 | 20,93 | 1,68 | 0,09 | 0,64 | — | — |
1,050 | 1,48 | 1,54 | — | 26,67 | 2,20 | 2,29 | — | 3,91 | 18,85 | 2,19 | — | 0,60 | — | — |
1,315 | 1,70 | 1,80 | 1,72 | 33,40 | 2,53 | 2,68 | 2,56 | 3,38 | 26,64 | 2,50 | 0,18 | 0,64 | 0,09 | 0,09 |
1,315 | 2,19 | 2,24 | — | 33,40 | 3,26 | 3,33 | — | 4,55 | 24,30 | 3,24 | — | 0,61 | — | — |
1,660 | 2,09 | — | 2,10 | 42,16 | — | — | 3,13 | 3,18 | 35,80 | 3,06 | — | — | — | 0,09 |
1,660 | 2,30 | 2,40 | 2,33 | 42,16 | 3,42 | 3,57 | 3,47 | 3,56 | 35,04 | 3,39 | 0,36 | 0,73 | — | 0,09 |
1,660 | 3,03 | 3,07 | — | 42,16 | 4,51 | 4,57 | — | 4,85 | 32,46 | 4,46 | — | 0,68 | — | — |
1,900 | 2,40 | — | 2,40 | 48,26 | — | — | 3,57 | 3,18 | 41,90 | 3,54 | — | — | — | 0,09 |
1,900 | 2,75 | 2,90 | 2,76 | 48,26 | 4,09 | 4,32 | 4,11 | 3,68 | 40,90 | 4,05 | 0,27 | 0,91 | — | 0,09 |
1,900 | 3,65 | 3,73 | — | 48,26 | 5,43 | 5,55 | — | 5,08 | 38,10 | 5,41 | — | 0,92 | — | — |
1,900 | 4,42 | — | — | 48,26 | 6,58 | — | — | 6,35 | 35,56 | 6,56 | — | — | — | — |
1,900 | 5,15 | — | — | 48,26 | 7,66 | — | — | 7,62 | 33,02 | 7,64 | — | — | — | — |
2,063 | 3,24 | — | 3,25 | 52,40 | — | — | 4,84 | 3,96 | 44,48 | 4,73 | — | — | — | 0,09 |
2,063 | 4,50 | — | — | 52,40 | — | — | — | 5,72 | 40,96 | 6,58 | — | — | — | — |
2% | 4,00 | — | — | 60,32 | 5,95 | — | — | 4,24 | 51,84 | 5,86 | 0,73 | — | — | — |
2% | 4,60 | 4,70 | — | 60,32 | 6,85 | 6,99 | — | 4,83 | 50,66 | 6,61 | 0,73 | 1,81 | 1,34 | — |
2% | 5,80 | 5,95 | — | 60,32 | 8,63 | 8,85 | — | 6,45 | 47,42 | 8,57 | 0,64 | 1,63 | 1,16 | — |
2% | 6,60 | — | — | 60,32 | 9,82 | — | — | 7,49 | 45,34 | 9,76 | — | — | — | — |
2% | 7,35 | 7,45 | — | 60,32 | 10,94 | 11,09 | — | 8,53 | 43,26 | 10,89 | — | — | — | — |
27'6 | 6,40 | 6,50 | — | 73,02 | 9,52 | 9,67 | — | 5,51 | 62,00 | 9,17 | 1,45 | 2,54 | 1,71 | — |
27'8 | 7,80 | 7,90 | — | 73,02 | 11,61 | 11,76 | — | 7,01 | 59,00 | 11,41 | 1,27 | 2,63 | 1,78 | — |
2% | 8,60 | 8,70 | — | 73,02 | 12,80 | 12,95 | — | 7,82 | 57,78 | 12,57 | 1,18 | 2,27 | 1,43 | — |
2% | 9,35 | 9,45 | — | 73,02 | 13,91 | 14,06 | — | 8,64 | 54,74 | 13,72 | — | — | — | — |
2% | 10,50 | — | — | 73,02 | 15,67 | — | — | 9,96 | 53,10 | 15,49 | — | — | — | — |
2% | 11,50 | — | — | 73,02 | 17,11 | — | — | 11,18 | 50,66 | 17,05 | — | — | — | — |
Окончание таблицы С. 24
Наруж- | Толщина стенки | Внут- | Расчетная массас | |||||||||||
Рядыа | ный диаметр | Номинальная масса на единицу длиныЬ’с | ренний диаметр | без резьбы | Увеличение или уменьшение массы при отделке концов6 ет, кг | |||||||||
2 | без | с наружной | Интегральное | без | с наружной высадкой6 | Интег- | ||||||||
1 | NU Т&С | EU Т&С | и | D, мм | высад-ки Т&С, кг/м | высадкой Т&С, кг/м | соединение, Т&С, кг/м | t, мм | d, мм | WPE' кг/м | высадки | Обычная | Специальная | paj 1ьное соединение |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
31/2 | 7,70 | — | — | 88,90 | 11,46 | — | — | 5,49 | 77,92 | 11,29 | 2,45 | — | — | — |
31/2 | 9,20 | 9,30 | — | 88,90 | 13,69 | 13,84 | — | 6,45 | 76,00 | 13,12 | 2,27 | 4,17 | 2,45 | — |
31/2 | 10,20 | — | — | 88,90 | 15,18 | — | — | 7,34 | 74,22 | 14,76 | 2,18 | — | — | — |
31/2 | 12,70 | 12,95 | — | 88,90 | 18,90 | 19,27 | — | 9,52 | 69,86 | 18,64 | 1,81 | 3,72 | 2,00 | — |
31/2 | 14,30 | — | — | 88,90 | 21,28 | — | — | 10,92 | 67,06 | 21,00 | — | — | — | — |
31/2 | 15,50 | — | — | 88,90 | 27,07 | — | — | 12,09 | 64,72 | 22,90 | — | — | — | — |
з1/2 | 17,00 | — | — | 88,90 | 25,70 | — | — | 13,46 | 61,98 | 25,04 | — | — | — | — |
4 | 9,50 | — | — | 101,60 | 14,14 | — | — | 5,74 | 90,12 | 13,57 | 2,81 | — | — | — |
4 | 10,70 | 11,00 | — | 101,60 | — | 16,37 | — | 6,65 | 88,30 | 15,57 | — | 4,81 | — | — |
4 | 13,20 | — | — | 101,60 | 19,64 | — | — | 8,38 | 84,84 | 19,27 | — | — | — | — |
4 | 16,10 | — | — | 101,60 | 23,96 | — | — | 10,54 | 80,52 | 23,67 | — | — | — | — |
4 | 18,90 | — | — | 101,60 | 28,13 | — | — | 12,70 | 76,20 | 27,84 | — | — | — | — |
4 | 22,20 | — | — | 101,60 | 33,04 | — | — | 15,49 | 70,62 | 32,89 | — | — | — | — |
4’/2 | 12,60 | 12,75 | — | 114,30 | 18,75 | 18,97 | — | 6,88 | 100,54 | 18,23 | 2,72 | 5,99 | — | — |
4’/2 | 15,20 | — | — | 114,30 | 22,62 | — | — | 8,56 | 97,18 | 22,32 | — | — | — | — |
4’/2 | 17,00 | — | — | 114,30 | 25,30 | — | — | 9,65 | 95,00 | 24,90 | — | — | — | — |
4’/2 | 18,90 | — | — | 114,30 | 28,13 | — | — | 10,92 | 92,46 | 27,84 | — | — | — | — |
4’/2 | 21,50 | — | — | 114,30 | 32,00 | — | — | 12,70 | 88,90 | 31,82 | — | — | — | — |
4’/2 | 23,70 | — | — | 114,30 | 35,27 | — | — | 14,22 | 85,86 | 35,10 | — | — | — | — |
4’/2 | 26,10 | — | — | 114,30 | 38,84 | — | — | 16,00 | 82,30 | 38,79 | — | — | — | — |
а Ряды указаны для справки и для удобства заказа.
ь Номинальная масса на единицу длины (графы 6, 7 и 8) приведена для справки.
с Плотность мартенситных хромистых сталей [L80 (9Сг и тип 13Сг)] отличается от плотности углеродистых сталей. Указанные массы не являются точными значениями для мартенситных хромистых сталей. Может применяться коэффициент коррекции массы, равный 0,989.
d Увеличение или уменьшение массы при отделке концов см. в 8.5.
е Длина высаженного конца трубы может изменять массу в сторону увеличения или уменьшения из-за отделки концов.
Примечание — См. также рисунки D.4, D.5 и D.7 (приложение D).
Таблица С.25 — Размеры насосно-компрессорных труб с наружной высадкой групп прочности Н40, J55, L80 (все типы), R95, N80 (все типы), С90, Т95 и Р110
Рядыа | Наружный диаметр D, мм | Номинальная масса на единицу длины с резьбой и муфтамиь, кг/м | Высаженный конец | ||||
1 | 2 | Наружный диаметр0 О4, мм +1,590 | Длина от торца трубы до начала переходного участка6’6 Leu, мм +0 -25,4 | Длина от торца трубы до конца переходного участка6 La, мм | Длина от торца трубы до начала тела трубы6 Lb, мм, не более | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | 1,20 | 26,67 | 1,79 | 33,40 | 60,32 | — | — |
1,050 | 1,54 | 26,67 | 2,29 | 33,40 | 60,32 | — | — |
1,315 | 1,80 | 33,40 | 2,68 | 37,31 | 63,50 | — | — |
1,315 | 2,24 | 33,40 | 3,33 | 37,31 | 63,50 | — | — |
1,660 | 2,40 | 42,16 | 3,57 | 46,02 | 66,68 | — | — |
1,660 | 3,07 | 42,16 | 4,57 | 46,02 | 66,68 | — | — |
1,900 | 2,90 | 48,26 | 4,32 | 53,19 | 68,26 | — | — |
1,900 | 3,73 | 48,26 | 5,55 | 53,19 | 68,26 | — | — |
2% | 4,70 | 60,32 | 6,99 | 65,89 | 101,60 | 152,40 | 254,00 |
2% | 5,95 | 60,32 | 8,85 | 65,89 | 101,60 | 152,40 | 254,00 |
2% | 7,45 | 60,32 | 11,09 | 65,89 | 101,60 | 152,40 | 254,00 |
2% | 6,50 | 73,02 | 9,67 | 78,59 | 107,95 | 158,75 | 260,35 |
2% | 7,90 | 73,02 | 11,76 | 78,59 | 107,95 | 158,75 | 260,35 |
2% | 8,70 | 73,02 | 12,95 | 78,59 | 107,95 | 158,75 | 260,35 |
2% | 9,45 | 73,02 | 14,06 | 78,59 | 107,95 | 158,75 | 260,35 |
З1^ | 9,30 | 88,90 | 13,84 | 95,25 | 114,30 | 165,10 | 266,70 |
31/2 | 12,95 | 88,90 | 19,27 | 95,25 | 114,30 | 165,10 | 266,70 |
4 | 11,00 | 101,60 | 16,37 | 107,95 | 114,30 | 165,10 | 266,70 |
41/2 | 12,75 | 114,30 | 18,97 | 120,65 | 120,65 | 171,45 | 273,05 |
а Ряды указаны для справки и для удобства заказа.
ь Плотность мартенситных хромистых сталей [L80 (9Сг и тип 13Сг)] отличается от плотности углеродистых сталей. Указанные массы не являются точными значениями для мартенситных хромистых сталей. Может применяться коэффициент коррекции массы, равный 0,989.
с Минимальный наружный диаметр высаженного конца О4 ограничен минимальной длиной витков резьбы с полным профилем. См. API 5В.
d Только для коротких труб отклонения Leu не должны быть более плюс 101,6 мм, минус 25,4 мм. Длина Lb может быть на 101,6 мм более указанной.
е Для высаженных концов увеличенной длины на насосно-компрессорных трубах с наружной высадкой размеры, указанные в графах 6, 7 и 8, следует увеличить на 25,4 мм.
Примечание 1 — См. также рисунки D.5 и D.6 (приложение D).
Примечание 2 — Номинальная масса на единицу длины приведена для справки.
Таблица С.26 — Размеры насосно-компрессорных труб с интегральными соединениями, групп прочности Н40, J55, L80 (все типы), R95, N80 (все типы), С90 и Т95
Ряды | Наруж-ный диаметр D | Номинальная масса на единицу длиныа | Размеры высаженных концов | |||||||||
Ниппельный конец | Муфтовый конец | |||||||||||
1 | 2 | Наружный диаметр6 D4, мм | Внут-рений диаметр0 dju, мм | Длина 1-,и | Длина конусности miu | Наружный диаметр6 IV, мм | Длина 1~еи | Длина конусности теи | Диаметр расточки Q | Ширина торца6 | ||
1 | 2 | мм | кг/м | +1,590 | +0,380 | мм, не менее | мм, не менее | +0,13 -0,64 | мм, не менее | мм | мм | мм, не менее |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
1,315 | 1,72 | 33,40 | 2,56 | — | 24,64 | 34,92 | 6,35 | 39,37 | 44,45 | 25,40 | 35,00 | 0,79 |
1,660 | 2,10 | 42,16 | 3,13 | — | 33,05 | 38,10 | 6,35 | 47,75 | 47,62 | 25,40 | 43,76 | 0,79 |
1,660 | 2,33 | 42,16 | 3,47 | — | 33,05 | 38,10 | 6,35 | 47,75 | 47,62 | 25,40 | 43,76 | 0,79 |
1,900 | 2,40 | 48,26 | 3,57 | — | 38,89 | 38,89 | 6,35 | 53,59 | 50,80 | 25,40 | 49,86 | 0,79 |
1,900 | 2,76 | 48,26 | 4,11 | — | 38,89 | 38,89 | 6,35 | 53,59 | 50,80 | 25,40 | 49,86 | 0,79 |
2,063 | 3,25 | 52,40 | 4,84 | 53,19 | 42,47 | 42,47 | 6,35 | 59,06 | 53,98 | 25,40 | 54,76 | 0,79 |
а Номинальная масса на единицу длины с высадкой и резьбой приведена для справки.
ь Минимальный наружный диаметр О4 ограничен минимальной длиной витков резьбы с полным профилем. См. API 5В.
с Минимальный диаметр djU ограничен контролем внутренним калибром.
Примечание — См. также рисунок D.7 (приложение D).
Таблица С.27 — Группы длин
Размеры в миллиметрах
Группа длин 16 | Группа длин 26 | Группа длин З6 | |
Обсадные трубы (РЕ/Т и C/SF) Общий интервал длин, включ. Допустимое отклонение, не болееа | 4,88—7,62 1,83 | 7,62—10,36 1,52 | 10,36—14,63 1,83 |
Насосно-компрессорные и обсадные трубы, эксплуатируемые в качестве насосно-компрессорных (РЕ/Т и C/SF) Общий интервал длин, включ. Допустимое отклонение, не болееа | 6,10—7,32 0,61 | 8,53—9,75 0,61 | 11,58—12,80 0,61 |
Насосно-компрессорные трубы с интегральными соединениями (включая IJ/PE и IJ/SF) Общий интервал длин, включ. Допустимое отклонение, не болееа | 6,10—7,92 0,61 | 8,53—10,36 0,61 | 11,58—13,72 0,61 |
Короткие трубыь | Длины 0,61; 0,91; 1,22; 1,83; 2,44; 3,05 и 3,66. Отклонение — ±0,076 | ||
а Отклонения длины применимы для заказа с отправкой железнодорожными вагонами и не применимы для заказа труб массой менее 18 144 кг. ь Длины, отличающиеся от указанных, могут быть поставлены по согласованию между заказчиком и изготовителем. | |||
Таблица С.28 — Размеры стандартных оправок
Размеры в миллиметрах
Изделия и ряд 1 | Размер стандартной оправки, не менее | |
Длина | Диаметр | |
Обсадные трубы <9% >95/я —<133/о О о >13% | 152 305 305 | d — 3,18 d — 3,97 d — 4,76 |
Насосно-компрессорные трубы3, ь <2% >2%-<8% >8%—<10% | 1067 1067 1067 | d — 2,38 d— 3,18 d— 3,97 |
а Насосно-компрессорные трубы с интегральными соединениями должны быть проконтролированы оправкой до высадки, также должен быть проведен контроль проходимости с ниппельного конца после высадки цилиндрической оправкой длиной 1067 мм и внутренним диаметром diu — 0,38 мм (см. таблицу С.26, графа 6 Для diu). ь Обсадные трубы размерами более ряда 1: 41/2, но менее ряда 1: 103/4, указанные заказчиком для эксплуатации в качестве насосно-компрессорных труб, должны быть промаркированы (см. раздел 11). | ||
Таблица С.29 — Размеры альтернативных оправок
Ряды | Наружный диаметр трубы D, мм | Номинальная масса на единицу длины Т&С, кг/м | Размер альтернативной оправки, мм, не менее | ||
1 | 2 | Длина | Диаметр | ||
1 | 2 | 3 | 4 | 5 | 6 |
7 | 23,00 | 177,80 | 34,67 | 152 | 158,75 |
7 | 32,00 | 177,80 | 47,92 | 152 | 152,40 |
7% | 46,10 | 196,85 | 68,60 | 152 | 165,10 |
8% | 32,00 | 219,08 | 47,62 | 152 | 200,02 |
8% | 40,00 | 219,08 | 59,53 | 152 | 193,68 |
9% | 40,00 | 244,48 | 59,53 | 305 | 222,25 |
9% | 53,50 | 244,48 | 79,62 | 305 | 215,90 |
9% | 58,40 | 244,48 | 86,91 | 305 | 212,72 |
ю3/4 | 45,50 | 273,05 | 67,71 | 305 | 250,82 |
10% | 55,50 | 273,05 | 82,59 | 305 | 244,48 |
113/4 | 42,00 | 298,45 | 62,50 | 305 | 279,40 |
11% | 60,00 | 298,45 | 89,29 | 305 | 269,88 |
113/4 | 65,00 | 298,45 | 96,73 | 305 | 269,88 |
13% | 72,00 | 339,72 | 107,15 | 305 | 311,15 |
Таблица С.30 — Максимальная допустимая глубина линейных несовершенств
Группа прочности | Глубина, % толщины стенки | |
наружного несовершенства | внутреннего несовершенства | |
Н40 — J55 — К55 N80Q — L80 — R95 Р110 по К.9 (SR 16) (приложение К) | 12,5 | 12,5 |
N80 (тип 1) | 10 | 10 |
С90 —Т95 —С110 —Р110 —Q125 | 5 | 5 |
Р110 по К.9 (SR 16) (приложение К) и К.З (SR 2) (приложение К) | 5 | 5 |
Таблица С.31 — Изделия с высадкой. Максимальная допустимая глубина несовершенств
Поверхность | Глубина | Примечания к измерению | |
А Интегральные соединения и насосно-компрессорные трубы с наружной высадкой (см. рисунок D.5 и рисунок D.7 (приложение D) | |||
А.1 | Все поверхности высаженного и переходного участка, кроме перечисленных ниже | 12,5 % t 12,5 % t 5% Т | Процент от номинальной толщины стенки тела трубы t для нелинейных несовершенств; для всех групп прочности труб. Процент от номинальной толщины стенки тела трубы t для линейных несовершенств; для групп прочности Н40, J55, К55, L80 (все типы), N80 (все типы) и R95. Процент от номинальной толщины стенки тела трубы t для линейных несовершенств; для групп прочности трубы С90, Т95 и Р110 |
А.2 Минимальная толщина стенки на переходном участке и максимальная суммарная глубина совпадающих несовершенств на внутренней и наружной поверхностях не должны приводить к уменьшению толщины стенки менее 87,5 % от номинальной толщины стенки | |||
В Насосно-компрессорные трубы с интегральными соединениями [см. рисунок D.7 (приложение D)] | |||
В.1 | Наружная поверхность муфтового конца | 0,25 мм | От торца трубы на расстоянии, равном заданному минимальному размеру Leu [см. рисунок D.7 (приложение D)] |
В.2 | Внутренняя поверхность ниппельного конца | 0,38 мм | От торца трубы до плоскости на расстоянии, равном заданному минимальному размеру Lu [см. рисунок D.7 (приложение D)] Для групп прочности С90 и Т95 максимальная допустимая глубина линейных несовершенств должна быть не более 5 % от номинальной толщины стенки тела трубы |
В.З Неполную высадку в переходном участке не следует считать дефектом, за исключением тех случаев, когда оставшаяся толщина стенки (на этом участке неполной высадки) менее 87,5 % от номинальной толщины стенки тела трубы | |||
Таблица С.32 — Муфты для обсадных труб с закругленной резьбой API. Размеры, масса и предельные отклонения размеров
Ряд 1 | Размер3 | Наружный диаметр IVb> с, мм | Минимальная длина, мм | Диаметр расточки Qd, мм | Ширина плоскости торца Ь, мм | Масса, кг | ||
Наружный диаметр D, мм | Короткая Л/£ | Удлиненная nl | Короткая | Удлиненная | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
41/2 | 114,30 | 133,35 | 158,75 | 177,80 | 116,68 | 7,14 | 5,24 | 5,96 |
5 | 127,00 | 147,32 | 165,10 | 196,85 | 129,38 | 7,14 | 6,43 | 7,86 |
51/2 | 139,70 | 160,02 | 171,45 | 203,20 | 142,08 | 6,35 | 7,34 | 8,92 |
6% | 168,28 | 187,71 | 184,15 | 222,25 | 170,66 | 6,35 | 9,12 | 11,34 |
7 | 177,80 | 200,03 | 184,15 | 228,60 | 180,18 | 7,94 | 10,88 | 13,92 |
7% | 193,70 | 215,90 | 190,50 | 234,95 | 197,64 | 5,56 | 12,16 | 15,63 |
8% | 219,08 | 244,48 | 196,85 | 254,00 | 223,04 | 6,35 | 15,62 | 21,67 |
9% | 244,48 | 269,88 | 196,85 | 266,70 | 248,44 | 6,35 | 17,85 | 25,45 |
ю3/4 | 273,05 | 298,45 | 203,20 | — | 277,02 | 6,35 | 20,58 | — |
113/4 | 298,45 | 323,85 | 203,20 | — | 302,42 | 6,35 | 22,43 | — |
13% | 339,72 | 365,12 | 203,20 | — | 343,69 | 5,56 | 25,42 | — |
16 | 406,40 | 431,80 | 228,60 | — | 411,96 | 5,56 | 34,33 | — |
18% | 473,08 | 508,00 | 228,60 | — | 478,63 | 5,56 | 53,33 | — |
20 | 508,00 | 533,40 | 228,60 | 292,10 | 513,56 | 5,56 | 42,81 | 56,98 |
а Обозначение размера муфты аналогично обозначению размера трубы, для которой предназначена муфта.
ь Все группы прочности, кроме Q125: отклонения наружного диаметра IV: ±1 %, но не более ±3,18 мм.
с Группа прочности Q125: отклонения наружного диаметра IV: ±1 %, но не более мм.
d Отклонения диаметра расточки О для всех групп прочности — +0,79 мм.
Примечание — См. также рисунок D.1 и рисунок D.2 (приложение D).
Таблица С.33 — Муфты для обсадных труб с упорной трапецеидальной резьбой API. Размеры, масса и предельные отклонения размеров
Ряд 1 | Размер3 | Наружный диаметр | Мини-мальная длина, мм | Диаметр фаски в плоскости торца Q, мм | Ширина плоскости торцаь, мм | Масса кг | ||
Наружный диаметр D, мм | ОбычнаяЬ'с, мм | Специальная6 Wc, мм | Обычная | Специальная | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
4% | 114,30 | 133,35 | 123,82 | 225,42 | 117,86 | 6,35 | 6,89 | 3,48 |
5 | 127,00 | 147,32 | 136,52 | 231,78 | 130,56 | 7,14 | 8,38 | 4,00 |
51/2 | 139,70 | 160,02 | 149,22 | 234,95 | 143,26 | 7,14 | 9,30 | 4,47 |
6% | 168,28 | 187,71 | 177,80 | 244,48 | 171,83 | 6,35 | 11,01 | 5,65 |
7 | 177,80 | 200,03 | 187,32 | 254,00 | 181,36 | 7,94 | 13,98 | 6,28 |
7% | 193,70 | 215,90 | 206,38 | 263,52 | 197,23 | 7,94 | 15,82 | 9,29 |
8% | 219,08 | 244,48 | 231,78 | 269,88 | 222,63 | 9,52 | 20,86 | 10,80 |
9% | 244,48 | 269,88 | 257,18 | 269,88 | 248,03 | 9,52 | 23,16 | 12,02 |
Окончание таблицы С. 33
Ряд 1 | Размер3 | Наружный диаметр | Мини-мальная длина, мм | Диаметр фаски в плоскости торца Q, мм | Ширина плоскости торцаь, мм | Масса кг | ||
Наружный диаметр D, мм | Обычнаяь>с, мм | Специ-альнаяс* Wc, мм | Обычная | Специальная | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
ю3/4 | 273,05 | 298,45 | 285,75 | 269,88 | 276,61 | 9,52 | 25,74 | 13,39 |
11% | 298,45 | 323,85 | — | 269,88 | 302,01 | 9,52 | 28,03 | — |
13% | 339,72 | 365,12 | — | 269,88 | 343,28 | 9,52 | 31,77 | — |
16 | 406,40 | 431,80 | — | 269,88 | 410,31 | 9,52 | 40,28 | — |
18% | 473,08 | 508,00 | — | 269,88 | 476,99 | 9,52 | 62,68 | — |
20 | 508,00 | 533,40 | — | 268,88 | 511,91 | 9,52 | 50,10 | — |
а Обозначение размера муфты аналогично обозначению размера трубы, для которой предназначена муфта.
ь Все группы прочности, кроме Q125: отклонения наружного диаметра И/: ±1 %, но не более ±3,18 мм.
с Группа прочности Q125: отклонения наружного диаметра W\ ±1 %, но не более tf’59 мм.
d Все группы прочности, кроме Q125: отклонения наружного диаметра Wc ^40 мм.
Примечание — См. также рисунок D.3 (приложение D).
Таблица С.34 — Муфты для насосно-компрессорных труб без высадки. Размеры, масса и предельные отклонения размеров
Ряд 1 | Размер3 Наружный диаметр D, мм | Наружный диаметр lVb, мм | Минимальная длина Nl, мм | Диаметр расточки Q, мм | Ширина плоскости торцаь, мм | Диаметр специальной фаски в плоскости торца Bj, мм | Масса, кг |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | 26,67 | 33,35 | 80,96 | 28,27 | 1,59 | 30,00 | 0,23 |
1,315 | 33,40 | 42,16 | 82,55 | 35,00 | 2,38 | 37,80 | 0,38 |
1,660 | 42,16 | 52,17 | 88,90 | 43,76 | 3,18 | 47,17 | 0,59 |
1,900 | 48,26 | 55,88 | 95,25 | 49,86 | 1,59 | 52,07 | 0,56 |
2% | 60,32 | 73,02 | 107,95 | 61,93 | 4,76 | 66,68 | 1,28 |
2% | 73,02 | 88,90 | 130,18 | 74,63 | 4,76 | 80,98 | 2,34 |
31/2 | 88,90 | 107,95 | 142,88 | 90,50 | 4,76 | 98,42 | 3,71 |
4 | 101,60 | 120,65 | 146,05 | 103,20 | 4,76 | 111,12 | 4,35 |
4% | 114,30 | 132,08 | 155,58 | 115,90 | 4,76 | 123,19 | 4,89 |
а Обозначение размера муфты аналогично обозначению размера трубы, для которой предназначена муфта.
ь Отклонения наружного диаметра И/±1 %.
Примечание — См. также рисунок D.4 (приложение D).
Таблица С.35 — Муфты для насосно-компрессорных труб с наружной высадкой. Размеры, масса и предельные отклонения размеров
Ряд 1 | Размер3 | Наружный диаметр | Минимальная длина Nl, мм | Диаметр расточки Q, мм | Ширина плоскости торца обычная В, мм | Максимальный диаметр специальной фаски в плоскости торца Bj | Масса, кг | |||
Наружный диаметр D, мм | Обычная Wb, мм | Специальная Wcc, мм | Обычная, со специальной фаской, мм | Специальная, мм | Обычная | Специальная | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
1,050 | 26,67 | 42,16 | — | 82,55 | 35,00 | 2,38 | 37,80 | — | 0,38 | — |
1,315 | 33,40 | 48,26 | — | 88,90 | 38,89 | 2,38 | 42,77 | — | 0,57 | — |
1,660 | 42,16 | 55,88 | — | 95,25 | 47,63 | 3,18 | 50,95 | — | 0,68 | — |
1,900 | 48,26 | 63,50 | — | 98,42 | 54,76 | 3,18 | 58,34 | — | 0,84 | — |
2% | 60,32 | 77,80 | 73,91 | 123,82 | 67,46 | 3,97 | 71,83 | 69,90 | 1,55 | 1,07 |
27'з | 73,02 | 93,17 | 87,88 | 133,35 | 80,16 | 5,56 | 85,88 | 83,24 | 2,40 | 1,55 |
31/2 | 88,90 | 114,30 | 106,17 | 146,05 | 96,85 | 6,35 | 104,78 | 100,71 | 4,10 | 2,38 |
4 | 101,60 | 127,00 | — | 152,40 | 109,55 | 6,35 | 117,48 | — | 4,82 | — |
41/2 | 114,30 | 141,30 | — | 158,75 | 122,25 | 6,35 | 130,96 | — | 6,05 | — |
а Обозначение размера муфты аналогично обозначению размера трубы, для которой предназначена муфта.
ь Отклонения наружного диаметра W\ ±1 %.
с Отклонения наружного диаметра Wc: ±0,38 мм.
Примечание — См. также рисунок D.5 (приложение D).
Таблица С.36 — Допустимая глубина несовершенств наружной поверхности муфт
Муфты для ряда 1 | Группы прочности Н40, J55, К55, N80 (все типы), R95, L80 (все типы) и Р110 | Группы прочности С90, Т95, С110 и Q125 | ||
Раковины и вмятины с пологим дном, мм | Следы захватов и вмятины с острым дном, мм | Раковины, вмятины с пологим дном, следы захватов и вмятины с острым дном, мм | ||
1 | 2 | 3 | 4 | 5 |
Насосно-компрес-сорные трубы | <31/2 | 0,76 | 0,64 | 0,76 |
>31/2—<41/2 | 1,14 | 0,76 | 0,89 | |
Обсадные трубыа | <6% | 0,89 | 0,76 | 0,76 |
>6%-<7% | 1,14 | 1,02 | 0,89 | |
>7% | 1,52 | 1,02 | 0,89 | |
а Включая обсадные трубы, применяемые в качестве насосно-компрессорных труб.
Таблица С.37 — Периодичность испытаний на растяжение. Обсадные и насосно-компрессорные трубы
Группа прочности® | Ряд 1 | Максимальное количество изделий в партии | Количество испытаний | |
для партии | для плавки | |||
1 | 2 | 3 | 4 | 5 |
Н40, J55, К55, N80 (все типы) | <6% >6% | 400а-ь 200а-ь | 1 1 | 1 1 |
R95 | <41/2 >41/2 | 200а-ь 100а’Ь | 2е 2е | 1 1 |
L80 (тип 1) | <41/2 | 200а’Ь | 2е | 1 |
L80 (9Cr), L80 (13Сг) | <41/2 | 200b-d | 2е | — |
С90, Т95 | <41/2 | 2Q0b-d | 1 | — |
L80 (тип 1) | >41/2 | 100a-b | 2е | 1 |
L80 (9Cr), L80(13Cr) | >41/2 | 100b’d | 2е | — |
С90, Т95 | >41/2 | 100b-d | 1 | — |
С110 | Все размеры | 100b-d | 1 | — |
Р110 | СО со ю in” СО СО V Л1 | 2Q0a-b 100a’b | 1 1 | 1 1 |
Q125 | Все размеры | __d | 3е | — |
а См. 10.2.1. ь См. 10.4.2. с См. 10.4.3. Когда требуется проведение более одного испытания, образцы для испытаний должны быть отобраны от разных труб, за исключением партий единичных изделий, у которых образцы могут быть отобраны от обоих концов одной трубы. d См. 10.2.2. е Для бесшовных труб кратной длины всех групп прочности, кроме группы прочности Q125, отдельными длинами считаются те отрезки, на которые разрезаны трубы кратной длины, при условии, что эти отрезки не подвергались термической обработке. Примечание — В таблицу включены обсадные трубы, применяемые в качестве насосно-компрессорных. | ||||
Таблица С.38 — Периодичность испытаний на растяжение. Трубные заготовки для муфт, заготовки для муфт и муфтовые заготовки
Группа прочности | Вид заготовки | Состояние после термической обработки | Максимальное количество изделий в партии | Количество испытаний | |
на партию | на плавку | ||||
1 | 2 | 3 | 4 | 5 | 6 |
Н40, J55, К55, N80 (все типы) и Р110 | Трубная заготовка для муфт и заготовка для муфт | Трубная заготовка для муфт и заготовка для муфт для труб ряда 1: <41/2 | 200а | 1 | 1ь |
Трубная заготовка для муфт и заготовка для муфт для труб ряда 1: >41/2 | 100а | 1 | 1ь | ||
Муфтовая заготовка | 400е | 1 | — | ||
Горячекованая поковка | Муфтовая заготовка | 400е | 1 | — | |
Окончание таблицы С. 38
Группа прочности | Вид заготовки | Состояние после термической обработки | Максимальное количество изделий в партии | Количество испытаний | |
на партию | на плавку | ||||
1 | 2 | 3 | 4 | 5 | 6 |
R95, L80 (тип 1) | Трубная заготовка для муфт и заготовка для муфт | Трубная заготовка для муфт и заготовка для муфт для труб ряда 1: <41/2 | 200а | 2d,e | 2d,e |
Трубная заготовка для муфт и заготовка для муфт для труб ряда 1: >41/2 | 100а | 2d,e | 2d,e | ||
Муфтовая заготовка | 400е | 2е | — | ||
Горячекованая поковка | Муфтовая заготовка | 400е | 2е | — | |
L80 (9Сг) и L80 (13Сг) | Трубная заготовка для муфт и заготовка для муфт | Трубная заготовка для муфт и заготовка для муфт для труб ряда 1: <41/2 | 200d | 2d,e | — |
Трубная заготовка для муфт и заготовка для муфт для труб ряда 1: >41/2 | 100d | 2d,e | — | ||
Муфтовая заготовка | 400е | 2е | — | ||
Горячекованая поковка | Муфтовая заготовка | 400е | 2е | — | |
С90 и Т95 | Трубная заготовка для муфт и заготовка для муфт | Трубная заготовка для муфт и заготовка для муфт для труб ряда 1: все размеры | 1ь | 1 | — |
Муфтовая заготовка | Ряд 1: <95/8: 50е Ряд 1: >95/8: 30е | 1 | — | ||
Горячекованая поковка | Муфтовая заготовка | Ряд 1: <95/8: 50е Ряд 1: >95/8: 30е | 1 | — | |
С110 и Q125 | Трубная заготовка для муфт и заготовка для муфт | Трубная заготовка для муфт и заготовка для муфт для труб ряда 1: все размеры | 1ь | 1 | — |
Муфтовая заготовка | Ряд 1: <9 5/8: 50е Ряд 1: >9 5/8: 30е | 1 | — | ||
а См. 10.2.1.
ь Приблизительно 50 % от каждого конца.
с См. 10.2.3.
d См. 10.2.2.
е Когда требуется проведение более одного испытания, образцы для испытаний должны быть отобраны от разных изделий, за исключением тех партий единичных изделий, у которых образцы могут быть отобраны от обоих концов одного изделия.
Таблица С.39 — Периодичность испытаний на растяжение. Короткие трубы и заготовки для соединительных деталей
Группа прочности | Вид изделий, подвергаемых термической обработке3 | Максимальное количество изделий в партии | Количество испытаний | ||
на партию | на плавку | ||||
1 | 2 | 3 | 4 | 5 | 6 |
Н40, J55, К55, N80 (все типы) | Стандартные насосно-компрессорные трубы полной длины или обсадные трубы из одной или нескольких плавок | Ряд 1: <65/8: 400 Ряд 1: >65/8: 200 | 1 | 1 | |
Р110 | Стандартные насосно-компрессорные трубы полной длины или обсадные трубы из одной или нескольких плавок | Ряд 1: <6%: 200 Ряд 1: >65/8: 100 | 1 | 1 | |
Н40, J55, К55, N80 (все типы), Р110 | Толстостенные механически обработанные трубы или катаная заготовка из одной плавки | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | 1 | 1 | |
Подвергнутые термической обработке отдельные изделия или горячекованые поков-ки | Обработанные в печи периодического действия | 100 коротких труб или 400 заготовок для соединительных деталей | 1 | — | |
Обработанные в последовательных садках или в печи непрерывного действия | В соответствии с 10.2.3 | 1 | — | ||
R95, L80 (тип 1) | Стандартные насосно-компрессорные трубы полной длины или обсадные трубы из одной или нескольких плавок | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | 2а>ь | 2а>ь | |
Толстостенные механически обработанные трубы или катаная заготовка, прокат из одной плавки | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | 2а-Ь | 2а-Ь | ||
Подвергнутые термической обработке отдельные изделия или горячекованые поков-ки | Обработанные в печи периодического действия | 100 коротких труб или 400 заготовок для соединительных деталей | 2ь | — | |
Обработанные в последовательных садках или в печи непрерывного действия | В соответствии с 10.2.3 | 2ь | — | ||
L80 (9Сг), L80 (13Сг) | Стандартные насосно-компрессорные трубы полной длины или обсадные трубы из одной или нескольких плавок | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | 2а>ь | — | |
Толстостенные механически обработанные трубы или катаная заготовка, прокат из одной плавки | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | 2а,Ь | — | ||
L80 (9Сг), L80 (13Сг) | Подвергнутые термической обработке отдельные изделия или горячекованые поков-ки | Обработанные в печи периодического действия | 100 коротких труб или 400 заготовок для соединительных деталей | 2Ь | — |
Обработанные в последовательных садках или в печи непрерывного действия | В соответствии с 10.2.3 | 2ь | — | ||
Окончание таблицы С. 39
Группа прочности | Вид изделий, подвергаемых термической обработке3 | Максимальное количество изделий в партии | Количество испытаний | ||
на партию | на плавку | ||||
1 | 2 | 3 | 4 | 5 | 6 |
С90 и Т95 | Стандартные насосно-компрессорные трубы полной длины или обсадные трубы из одной или нескольких плавок | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | 1 | — | |
Толстостенные механически обработанные трубы или катаная заготовка, прокат из одной плавки | 1 | 1а | — | ||
Подвергнутые термической обработке от-дельные изделия или горячекованые поковки | Обработанные в печи периодического действия | Ряд 1: <9%: 50е Ряд 1: >9%: 30е | 1 | — | |
Обработанные в последовательных садках или в печи непрерывного действия | Ряд 1: <9%: 50 с Ряд 1: >95/8: 30е | 1 | — | ||
С110 и Q125 | Стандартные насосно-компрессорные трубы полной длины или обсадные трубы из одной или нескольких плавок | В соответствии с 10.2.3 | За’ь | — | |
Толстостенные механически обработанные трубы или катаная заготовка, прокат из одной плавки | 1 | 1а | — | ||
Подвергнутые термической обработке от-дельные изделия или горячекованые поковки | Обработанные в печи периодического действия | Ряд 1: <95/8: 50е Ряд 1: >95/8: 30е | 1 | — | |
Обработанные в последовательных садках или в печи непрерывного действия | Ряд 1: <9%: 50е Ряд 1: >9%: 30е | 1 | |||
а Приблизительно 50 % от каждого конца.
ь Когда требуется проведение более одного испытания, образцы для испытаний должны быть отобраны от разных изделий, за исключением тех партий единичных изделий, у которых образцы могут быть отобраны от обоих концов одного изделия.
с Каждая партия изделий для групп прочности L80 (9Cr), L80 (1 ЗСг), С90, Т95, С110 и Q125 должна состоять из стали одной плавки (см. 10.2.3).
Таблица С.40 — Периодичность контроля твердости
Группа прочности | Вид изделий | Количество испытаний для партии | Максимальное количество изделий в партии | Тип контроля | Участок отбора образцов | |
1 | 2 | 3 | 4 | 5 | 6 | |
L80 | Трубы, трубные заготовки для муфт, заготовки для муфт | Ряд 1: <41/2 | 2а | 200ь>с | По толщине стенки, в одном квадранте | Испытание на растяжение тела трубы |
Ряд 1: >41/2 | 2а | ioob,c | По толщине стенки, в одном квадранте | Испытание на растяжение тела трубы | ||
Муфтовые заготовки или горячекованые поковки | 2а | Партия, подвергнутая термической обработке, или 400 муфтовых заготовок*3’с | По толщине стенки, в одном квадранте | Испытание на растяжение муфтовых заготовок | ||
Продолжение таблицы С.40
Группа прочности | Вид изделий | Количество испытаний для партии | Максимальное количество изделий в партии | Тип контроля | Участок отбора образцов | ||
1 | 2 | 3 | 4 | 5 | 6 | ||
L80 | Короткие трубы и заготовки для соединительных деталей (термообработанные в виде отдельных изделий) | Обработанные в печи периодического действия [см. перечисление а) 10.2.3] | 2а | 100 коротких труб или 400 заготовок для соединительных де-талейь,с | По толщине стенки, в одном квадранте | Испытание на растяжение короткой трубы или заготовки для соединительных деталей | |
Обработанные в последовательных садках [см. перечисление Ь) 10.2.3] | 2а | Партия (см. 10.2)ь-с | По толщине стенки, в одном квадранте | Испытание на растяжение короткой трубы или заготовки для соединительных деталей | |||
Обработанные в печи непрерывного действия [см. перечисление с) 10.2.3] | 2а | Партия (см. 10.2)ь-с | По толщине стенки, в одном квадранте | Испытание на растяжение короткой трубы или заготовки для соединительных деталей | |||
С90, Т95 | Изделия после закалки | 1 | Каждый технологический цикл или режим термической обработки | По толщине стенки, в четырех квадрантах | От расчетного участка с наибольшей толщиной стенки | ||
Трубы без высадки | 1 | Каждая труба | По толщине стенки, в одном квадранте | Приблизительно 50 % от каждого конца | |||
Трубы с высадкой | 1 | Каждая труба | На поверхности, HRC или HBW | От тела трубы и одного из высаженных концовй | |||
1 | 20е | По толщине стенки, в четырех квадрантах | От одного из высаженных концов | ||||
1 | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | По толщине стенки, в четырех квадрантах | Испытание на растяжение тела трубы | ||||
Муфтовые заготовки, трубные заготовки для муфт, заготовки для муфт, короткие трубы и заготовки для соединительных деталей | Термообработка в виде труб полной длины | 2а | Каждая труба | По толщине стенки, в четырех квадрантах | По одному от каждого конца | ||
Термообработка в виде отдельных изделий | 1 | Каждое изделие | На поверхности, HRC или HBW | От каждого изделия | |||
1 | Ряд 1: <95/8:50с Ряд 1: >95/8:30с | По толщине стенки, в четырех квадрантах | От изделия с максимальной по верхностной твердостью в партии | ||||
Окончание таблицы С.40
Группа прочности | Вид изделий | Количество испытаний для партии | Максимальное количество изделий в партии | Тип контроля | Участок отбора образцов | |
1 | 2 | 3 | 4 | 5 | 6 | |
С110 | Изделия после закалки | 1 | Каждый технологический цикл или режим термической обработки | По толщине стенки,в четырех квадрантах | От расчетного участка с наибольшей толщиной стенки | |
Трубы без высадки | 2 | По одному с каждого конца | По толщине стенки, в одном квадранте | От каждого конца каждой трубы | ||
Муфтовые заготовки, трубные заготовки для муфт, заготовки для муфт, короткие трубы и заготовки для соединительных деталей | Термообработка в виде труб полной длины | 2а | Каждая труба | По толщине стенки,в четырех квадрантах | По одному с каждого конца | |
Термообработка в виде отдельных изде-ЛИЙ | 1 | Каждое изделие | На поверхности, HRC или HBW | От каждого изделия | ||
1 | Ряд 1: <9%: 50е Ряд 1: >9%: 30е | По толщине стенки,в четырех квадрантах | От изделия с наибольшим значением поверхностной твердости в партии | |||
Q125 | Обсадные трубы | За | Партия (см. 10.2)Ь|С | По толщине стенки, в одном квадранте | От тела трубы | |
Муфтовые заготовки, трубные заготовки для муфт, заготовки для муфт, короткие трубы и заготовки для соединительных деталей | Термообработка в виде труб полной длины | 1 | Каждая труба | По толщине стенки, в одном квадранте | Приблизительно 50 % от каждого конца | |
Термообработка в виде отдельных изде-ЛИЙ | 1 | Каждое изделие | На поверхности, HRC или HBW | От каждого изделия | ||
1 | Ряд 1: <9%: 50е Ряд 1: >9%: 30е | По толщине стенки, в одном квадранте | От случайно выбранного изделия | |||
а Когда требуется проведение более одного испытания, образцы для испытаний должны быть отобраны от разных изделий, за исключением партий единичных изделий, у которых образцы могут быть отобраны от обоих концов одного изделия.
ь Изделия для испытаний должны быть отобраны случайным образом и представлять начало и конец процесса термической обработки.
с Каждая партия изделий групп прочности L80 (9Cr), L80 (1 ЗСг), С90, Т95 и Q125 должна быть изготовлена из стали одной плавки.
d Если высажены оба конца, то одна высадка приблизительно по 50 % от каждого конца.
Таблица С.41 — Периодичность испытаний на сплющивание
Обсадные и насосно-компрессорные трубы | |||||
Группа прочности | Вид термической обработки | Количество испытаний | |||
1 | 2 | 3 | 4 | ||
Н40, J55, К55, N80 (все типы), L80 (тип 1), R95, Р110 | Не по всему объему | Как указано в сноске3 | |||
По всему объему, по всей длине | Ряд 1: <4 1/2 | Такое же, как для труб, обработанных не по всему объему, или одно на партию из 100 труб или менее | |||
Ряд 1: >41/2ь | Такое же, как для труб, обработанных не по всему объему, или одно на партию из 20 труб или менее | ||||
Q125 | Все | Одно для каждого конца каждой трубы [см. К.6 (SR 11) (приложение К)] | |||
Короткие трубы | |||||
Группа прочности | Вид термической обработки | Максимальное количество изделий в партии | Количество испытаний | ||
для партии | для плавки | ||||
1 | 2 | 3 | 4 | 5 | 6 |
Н40, J55, К55, N80 (все типы), L80 (тип 1), R95, Р110 | Обработка после раз-резания на отдельные длины | В печи периодического действия | 100 коротких труб | 1 | 1 |
В печи непрерывного действия | — | ||||
Обработка до разре-зания на отдельные длины | Ряд 1: <41/2 | 200 отрезков | |||
Ряд 1: >41/2ь | 100 отрезков | ||||
Q125 | Все | Одно для каждого конца каждой короткой трубы | |||
а От переднего конца первой трубы каждого рулона испытаниям на сплющивание должны быть подвергнуты два образца: один в положении 90°, другой — в положении 0°. От промежуточной трубы каждого рулона испытаниям на сплющивание должны быть подвергнуты два образца: один — в положении 90°, другой — в положении 0°. От заднего конца последней трубы каждого рулона испытаниям на сплющивание должны быть подвергнуты два образца: один в положении 90°, другой — в положении 0°. Если в процессе изготовления трубы кратной длины процесс сварки прерывается, то должны быть проведены испытания на сплющивание со сварным швом в положении 90° и 0° образцов, отобранных с каждой из сторон участка прерывания сварного шва, эти испытания могут считаться заменой испытаний на сплющивание промежуточной трубы. Положение 90°: сварной шов расположен в положении 3 или 9 ч. Положение 0°: сварной шов расположен в положении 6 или на 12 ч. ь Включая обсадные трубы, применяемые в качестве насосно-компрессорных труб. | |||||
Таблица С.42 — Перечень методов NDE для бесшовных труб, трубных заготовок для муфт, тела сварных труб и заготовок для соединительных деталей (в соответствии с 10.15.11)
Изделие | Группа прочности | Визуальный контроль (см. 10.14) | Контроль толщины стенки | Контроль ультразвуковым методом | Контроль методом рассеяния магнитного потока | Контроль методом вихревых токов | Контроль магнитопорошковым методом3 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Труба и за гото в-ка для соединительных деталей | Н40, J55, К55 | R | N | N | N | N | N |
N80 (все типы), L80, R95 | R | R | А | А | А | А | |
Р110 | R | R | А | А | А | NA | |
С90, Т95, С110, Q125 | R | R | С | В | В | В | |
Трубная заготов-ка для муфт | Н40, J55, К55 | R | NA | N | N | N | N |
N80 (все типы), L80, R95, Р110, С90, Т95, С110, Q125 | R | R | А | А | А | А | |
а Магнитопорошковый метод допускается для контроля концов труб; магнитопорошковый метод допускается для контроля наружной поверхности тела трубы в сочетании с другими методами контроля тела трубы; магнитопорошковый метод допускается для контроля наружной поверхности трубных заготовок для муфт. Для трубных заготовок для муфт, подвергаемых контролю магнитопорошковым методом по всей длине, контроль толщины стенки по всей длине не требуется, однако контроль толщины стенки каждого конца заготовки механическим способом является обязательным. N — не требуется. R — требуется. А — должен быть применен один метод или любая комбинация методов. В — в дополнение к ультразвуковому контролю наружной поверхности должен применяться как минимум еще один метод. С — для контроля наружной и внутренней поверхностей применяют ультразвуковой контроль. NA— не применимо. | |||||||
Таблица С.43 — Уровни приемки (контроля)
Изделие | Группа прочности | Несовершенство наружной поверхности | Несовершенство внутренней поверхности | |||
Продольное | Поперечное | Продольное | Поперечное | |||
1 | 2 | 3 | 4 | 5 | 6 | |
Тело трубыа | N80 (тип 1) | L3 | — | L3 | — | |
N80Q, L80, R95 | L4 | — | L4 | — | ||
Р110 до К.9 (SR 16) (приложение К) | L4 | L4 | L4 | L4 | ||
Р110 | L2 | L2 | L2 | L2 | ||
Р110 до К.9 (SR 16) и К.З (SR 2) (приложение К) | L2 | L2 | L2 | L2 | ||
С90, Т95, С110, Q125 | UT | L2 | L2 | L2 | L2 | |
Второй метод | L2 | L2 | — | — | ||
Трубная заготовка для муфт | Все группы прочности, кроме С110 | L2 | L2 | N | N | |
С110 | L2 | L2 | L3 | L3 | ||
Окончание таблицы САЗ
Изделие | Группа прочности | Несовершенство наружной поверхности | Несовершенство внутренней поверхности | ||
Продольное | Поперечное | Продольное | Поперечное | ||
1 | 2 | 3 | 4 | 5 | 6 |
Сварной шов | Р110, Q125 | L2 | N | L2 | N |
Все другие группы прочности | L3 | N | L3 | N | |
Все другие группы прочности до К.З (SR 2) (приложение К) | L2 | N | L2 | N | |
а Заготовку для соединительных деталей подвергают обработке так же, как тело трубы.
Примечание — N — не требуется; Lx — уровень приемки (контроля).
Таблица С.44 — Размеры искусственных дефектов
Уровень приемки (контроля) | Максимальная глубина3 надреза, % | Максимальная длина надреза полной глубины, мм | Максимальная ширина надреза, мм | Диаметрь сквозного сверленого отверстия, мм |
1 | 2 | 3 | 4 | 5 |
L2 | 5 | 50 | 1 | 1,6 |
L3 | 10 | 50 | 1 | 3,2 |
L4 | 12,5 | 50 | 1 | 3,2 |
а Глубина указана в процентах от номинальной толщины стенки. Предельные отклонения глубины надреза должны быть ±15 % от расчетной глубины надреза, минимальная глубина надреза — (0,30 ± 0,05) мм. ь Диаметр отверстия (в стенке трубы) должен быть равным размеру сверла. Примечание — См. рисунок D.16 (приложение D). | ||||
Таблица С.45 — Размер маркировки клеймением
Изделие | Ряд 1 | Высота маркировки, мм |
Труба | < 41/2 | 4,8 |
>41/2 | 6,4 | |
Муфта | Для труб размерами < 41/2 | 6,4 |
Для труб размерами > 41/2 — < 75/8 | 9,5 | |
Для труб размерами > 75/8 | 12,7 |
Таблица С.46 — Цветовая маркировка групп прочности
Группа прочности | Тип | Количество и цвет кольцевых полос для изделий3 длиной > 1,8 м | Цвет(а) для муфт | |
Вся муфта | Кольцевая(ые) полоса(ы)ь’с | |||
1 | 2 | 3 | 4 | 5 |
Н40 | — | Нет или черная кольцевая полоса по выбору изготовителя | Нет | Как указано для труб |
J55 (насоснокомпрессорные трубы) | — | Одна светло-зеленого цвета | Светло-зеленый | Нет |
Окончание таблицы С.46
Группа прочности | Тип | Количество и цвет кольцевых полос для изделий3 длиной > 1,8 м | Цвет(а) для муфт | |
Вся муфта | Кольцевая(ые) полоса(ы)Ь’с | |||
1 | 2 | 3 | 4 | 5 |
J55 (обсадные трубы) | — | Одна светло-зеленого цвета | Светло-зеленый | Одна белого цвета |
К55 | — | Две светло-зеленого цвета | Светло-зеленый | Нет |
N80 | 1 | Одна красного цвета | Красный | Нет |
N80 | Q | Одна красного, одна светло-зеленого цвета | Красный | Зеленый |
R95 | — | Одна коричневого цвета | Коричневый | Нет |
L80 | 1 | Одна красного, одна коричневого цвета | Красный | Одна коричневого цвета |
L80 | 9Сг | Одна красного, одна коричневого, две желтого цвета | Нет | Две желтого цвета |
L80 | 13Сг | Одна красного, одна коричневого, одна желтого цвета | Нет | Одна желтого цвета |
С90 | 1 | Одна фиолетового цвета | Фиолетовый | Нет |
Т95 | 1 | Одна серебристого цвета | Серебристый | Нет |
С110 | — | Одна белого, две коричневого цвета | Белый | Две коричневого цвета |
Р110 | — | Одна белого цвета | Белый | Нет |
Q125 | 1 | Одна оранжевого цвета | Оранжевый | Нет |
а Если в заказе заготовок для муфт не указано иное, то необходимо следовать внутренним требованиям изготовителя.
ь На специальные муфты дополнительно должна быть нанесена черная кольцевая полоса.
с На муфты с уплотнительными кольцами дополнительно должна быть нанесена голубая кольцевая полоса.
Таблица С.47 — Маркировка типа резьбового соединения
Тип резьбового соединения | Обозначение в маркировке |
Короткая закругленная | SC |
Удлиненная закругленная | LC |
Упорная трапецеидальная | ВС |
Без высадки | NU |
С наружной высадкой | EU |
Интегральное соединение | и |
Таблица С.48 — Требования к маркировке и ее последовательность
Последовательность маркировки | Обозначение или сим воль | Требования к маркировке по трафарету и/или клеймением3 | |||||
Группы прочности Н40, J55, К55, N80 (все типы),Р95 и Р110 | Группы прочности L80 (все типы), С90, Т95, С110 и Q125 | Все группы прочности | |||||
Трубы | Муфты и соединительные детали | Трубы | Муфты и соединительные детали | Трубная заготовка для муфт и заготовка для соединительных деталей | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1 | Наименование или товарный знак изготовителя | «...» | D или Р | D или Р | Р | Р | Р |
2 | Стандарт | Настоящий стандарт0 | D или Р | D или Р | Р | Р | Р |
Дата изготовления, как указано в 11.1.8 или 11.1.9 | «...» | D или Р | D или Р | Р | Р | Р | |
Выбор изготовителя (применяется в отношении лицензиатов монограммы API)5: - номер лицензии API;
| |||||||
3 | Трубы без резьбы или со специальной отделкой концов, если применимо (символ размещают после маркировки стандарта): | ||||||
- трубы без резьбы с высаженными или невысаженными концами | РЕ | D или Р | Р | ||||
- труба со специальной отделкой концов, выполненной на заводе по изготовлению труб или у обработчика | SF | D или Р | Р | ||||
- муфты со специальной отделкой концов | SF | D или Р | Р | ||||
- трубная заготовка для муфт | CS | Р | |||||
4 | Обозначение размера (указано в обозначении ряда 1, графа 1, таблицы С.1 или С.2) | «...» | Р | Р | |||
Номинальный диаметр трубной заготовки для муфт или других изделий без указания массы | Р | ||||||
Продолжение таблицы С. 48
Последовательность маркировки | Обозначение или символ6 | Требования к маркировке по трафарету и/или клеймением3 | |||||
Группы прочности Н40, J55, К55, N80 (все типы),Р95 и Р110 | Группы прочности L80 (все типы), С90, Т95, С110 и Q125 | Все группы прочности | |||||
Трубы | Муфты и соединительные детали | Трубы | Муфты и соединительные детали | Трубная заготовка для муфт и заготовка для соединительных деталей | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
5 | Обозначение массы (указано в обозначении ряда 2 в таблице С.1 или С.2). Номинальная толщина стенки для трубной заготовки для муфт или других изделий без указания массы | «...» | D или Р | Р | Р | ||
6 | Группа прочности изделия:
Обозначения для всех групп прочности | Н J К N1 NQ R L L9 L13 С90-1 Т95-1 С110 Р Q1 | D или Р | D или Р | Р | Р | Р |
7 | Испытание на сульфидное растрескивание под напряжением^
Обозначение всех методов испытаний | А, В или D А, В или D A, D или DA9 | Р | Р | Р | ||
8 | Альтернативная пониженная температура испытаний на ударный изгиб, если применима. Указать температуру испытаний для образцов полного размера, включая знак «±» и °C | «...»С | Р | Р | Р | Р | |
Продолжение таблицы С.48
Последовательность маркировки | Обозначение или символь | Требования к маркировке по трафарету и/или клеймением3 | |||||
Группы прочности Н40, J55, К55, N80 (все типы),К95 и Р110 | Группы прочности L80 (все типы), С90, Т95, С110 и Q125 | Все группы прочности | |||||
Трубы | Муфты и соединительные детали | Трубы | Муфты и соединительные детали | Трубная заготовка для муфт и заготовка для соединительных деталей | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
9 | Вид термической обработки, если приме- | ||||||
нимо: | |||||||
- J55 или К55 норма- | Z | Р | Р | Р | |||
лизация - J55 или К55 нормализация и отпуск | N&T | Р | Р | Р | |||
10 | Способ производства: | ||||||
- бесшовные | S | ||||||
- электросварные Все обозначения | Е | D или Р | Р | ||||
11 | Дополнительные требования, если приме- | ||||||
нимо: | |||||||
- К.2 (SR 1) (приложение К) | S1 | Р | Р | ||||
- К.З (SR 2) (приложение К) | S2 | Р | Р | ||||
- К.4 (SR 9) (приложение К) (указывать тип) | S9Q«...» | Р | |||||
- К.8 (SR 13) (приложение К) | S13 | D или Р | Р | ||||
- К.9 (SR 16) (приложение К) (указать минимальную работу удара для образцов полного размера, Дж, и температуру испытаний, включая знак «±» и °C) | S16«...»C | Р | Р | ||||
- К.10 (SR 22) (приложение К) | S22 | Р | D | Р | D | ||
- К.14 (SR 41) (прило- | S41.1 | Р | Р | ||||
жение К) | S41.2 | Р | Р | ||||
L2 или L3 | Р | Р | Р | Р | |||
- приложение Н (PSL) | Р | ||||||
12 | Испытательное гидростатическое давление6 (указать фактическое испытательное давление, МПа) Все обозначения | Р«...» | Р | Р | |||
Продолжение таблицы С. 48
Последовательность маркировки | Обозначение или символ6 | Требования к маркировке по трафарету и/или клеймением3 | |||||
Группы прочности Н40, J55, К55, N80 (все типы),Р95 и Р110 | Группы прочности L80 (все типы), С90, Т95, С110 и Q125 | Все группы прочности | |||||
Трубы | Муфты и соединительные детали | Трубы | Муфты и соединительные детали | Трубная заготовка для муфт и заготовка для соединительных деталей | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
13 | Тип резьбы, если применимо | «...»h | Р | Р | Р | Р | |
14 | Контроль труб оправкой по всей длине, если применимо: - стандартной оправкой (обсадные или насосно-компрессорные трубы)
| D DA«...» DT42 | Р | Р | |||
15 | Присвоение порядковых номеров для групп прочности С90, Т95, С110 и Q125 | Dd или Р | Dd или Р | Р | |||
16 | Оловянное покрытие муфт, если применимо | Т | Р | Р | |||
17 | Проведение только визуального контроля муфт группы прочности Н40, J55 и К55 | V | Р | ||||
а D — необязательная маркировка клеймением (расположение см. в 11.2.3); Р — обязательная маркировка (краской) по трафарету (расположение см. в 11.3); дополнительная маркировка допускается, как указано в 11.1.10.
ь «...» означает, что должны быть указаны значения.
с Маркировка по API 5СТ не применяется на территории Российской Федерации. Сноска сохранена с целью обеспечения соответствия с API 5СТ.
d Маркировка клеймением должна соответствовать требованиям 11.2.
е Труба может быть идентифицирована как изготовленная с использованием единиц СИ, путем указания в маркировке испытательного давления, которое будет менее 100 МПа, тогда как давление, указанное для труб, изготовленных с использованием единиц USC, будет более 1000 фунтов на квадратный дюйм. Данную информацию применяют для четкого определения единиц измерения, используемых для маркировки CVN, которая должна быть в таких же единицах системы измерений, как и указанное давление.
Окончание таблицы С. 48
f «А» указано, когда испытание проводят по методу А (растяжение цилиндрического образца), «В» — по методу В (испытание балки на изгиб), «D» — по методу D (DCB).
9 Только для группы прочности С110 «DA» указано, когда испытание проводят с использованием испытательного раствора, отличного от испытательного раствора A NACE ТМ0177-2016.
h Маркировку типа резьбы см. в таблице С.47.
Примечание — См. 11.4, где приведены обязательные требования к цветовой маркировке.
Таблица С.49 — Сохранение записей
Требование | Ссылка на подраздел |
Химический состав Анализ плавки Анализ изделия | 10.3.1 10.3.2 |
Механические свойства Испытания на растяжение для контроля плавки Испытания изделий на растяжение Испытания изделий на ударный изгиб Контроль твердости Контроль прокаливаемости Величина зерна (группы прочности С90, Т95 и С110) Испытания муфт | 10.4.2 7.2, 10.4.7 7.4, 7.5, 7.6, 10.7 7.7, 7.8, 7.9, 10.6 7.10, 10.9 7.11, 10.8 9.3 |
Гидростатические испытания Диаграмма регистрации испытательного давления Проведение испытания Дополнительный контроль в случаях, когда давление гидростатического испытания ограничено, если применимо | 10.12.1 10.12.1 К.14.1 (SR41.1), К.14.2 (SR41.2) |
Сертификация изготовителя Результаты всех требуемых испытаний Испытание на сульфидное растрескивание под напряжением (группы прочности С90, Т95 и С110) Калибровка | 13.3 7.14, 10.10 Различные |
Таблица С.50 — SR 11.1. Расстояние между плитами при испытании на сплющивание
Группа прочности | Отношение Dlt | Расстояние между плитами, не более, мм |
Р110 Q125 | Любое Любое | D- (1,086-0,0163 0/0 D • (1,092 - 0,0140 D/f) |
Примечание — D — номинальный наружный диаметр труб, мм; t— номинальная толщина стенки труб, мм. | ||
Таблица С.51 — SR 12.1. Коэффициент Рдля выборки труб при контроле партии
Объем выборки | F | Объем выборки | F |
1 | 2 | 1 | 2 |
3 | 13,857 | 16 | 4,534 |
4 | 9,215 | 18 | 4,415 |
5 | 7,501 | 20 | 4,319 |
6 | 6,612 | 25 | 4,143 |
7 | 6,061 | 30 | 4,022 |
8 | 5,686 | 35 | 3,937 |
9 | 5,414 | 40 | 3,866 |
10 | 5,203 | 45 | 3,811 |
12 | 4,900 | 50 | 3,766 |
14 | 4,690 | ОО | 3,090 |
Таблица С.52 — SR 12.2. Вероятность наличия дефектных изделий
Вероятность наличия одной дефектной трубы | Вероятность того, что в колонне из 100 изделий будет одно или более дефектных изделий |
1/10 | 0,99997 (или 100 %) |
1/100 | 0,634 (или 63 %) |
1/1000 | 0,095 (или 10%) |
1/10000 | 0,00995 (или 1 %) |
Таблица С.53 — SR 16.1. Размеры поперечных образцов для испытаний на ударный изгиб
Ряд 1 | Расчетная толщина стенки, необходимая для изготовления поперечных образцов для испытаний на ударный изгиб методом Шарли, мм | ||
Полный размер | Размер 3/4 | Размер 1/2 | |
1 | 2 | 3 | 4 |
31/2 | 20,53 | 18,03 | 15,53 |
4 | 19,09 | 16,59 | 14,09 |
41/2 | 18,05 | 15,55 | 13,05 |
5 | 17,26 | 14,76 | 12,26 |
51/2 | 16,64 | 14,14 | 11,64 |
6% | 15,62 | 13,12 | 10,62 |
7 | 15,36 | 12,86 | 10,36 |
7% | 14,99 | 12,49 | 9,99 |
7% | 14,92 | 12,42 | 9,92 |
8% | 14,51 | 12,01 | 9,51 |
9% | 14,13 | 11,63 | 9,13 |
ю3/4 | 13,80 | 11,30 | 8,80 |
113/4 | 13,56 | 11,06 | 8,56 |
13% | 13,24 | 10,74 | 8,24 |
16 | 12,87 | 10,37 | 7,87 |
18% | 12,60 | 10,10 | 7,60 |
20 | 12,49 | 9,99 | 7,49 |
Примечание — Толщина стенки в графах 2, 3 и 4, превышающая максимальную толщину стенки для труб, приведена для справки.
Толщина стенки труб рассчитана с учетом припусков на механическую обработку образцов: 0,50 мм — по внутреннему диаметру и 0,50 мм — по наружному диаметру.
Таблица С.54 — SR 16.2. Размеры продольных образцов для испытаний на ударный изгиб
Ряд 1 | Расчетная толщина стенки, необходимая для изготовления продольных образцов для испытаний на ударный изгиб методом Шарпи, мм | ||
Полный размер | Размер 3/4 | Размер 1/2 | |
1 | 2 | 3 | 4 |
1,050 | 11,97 | 9,47 | 6,97 |
1,315 | 11,77 | 9,27 | 6,77 |
1,6660 | 11,60 | 9,10 | 6,60 |
1,900 | 11,52 | 9,02 | 6,52 |
2,063 | 11,48 | 8,98 | 6,48 |
2% | 11,42 | 8,92 | 6,42 |
2% | 11,34 | 8,84 | 6,34 |
з1/2 | 11,28 | 8,78 | 6,28 |
4 | 11,25 | 8,75 | 6,25 |
41/2 | 11,22 | 8,72 | 6,22 |
5 | 11,20 | 8,70 | 6,20 |
5 1/2 | 11,18 | 8,68 | 6,18 |
6% | 11,15 | 8,65 | 6,15 |
7 | 11,14 | 8,64 | 6,14 |
7% | 11,13 | 8,63 | 6,13 |
7% | 11,13 | 8,63 | 6,13 |
8% | 11,11 | 8,61 | 6,11 |
9% | 11,10 | 8,60 | 6,10 |
ю3/4 | 11,09 | 8,59 | 6,09 |
113/4 | 11,08 | 8,58 | 6,08 |
13% | 11,07 | 8,57 | 6,07 |
16 | 11,06 | 8,56 | 6,06 |
18% | 11,05 | 8,55 | 6,05 |
20 | 11,05 | 8,55 | 6,05 |
Примечание — Толщина стенки в графах 2, 3 и 4, превышающая максимальную толщину стенки для труб, приведена для справки. Толщина стенки труб рассчитана с учетом припусков на механическую обработку образцов: 0,50 мм — по внутреннему диаметру и 0,50 мм — по наружному диаметру.
Таблица С.55 — SR 16.3. Размеры образцов для испытаний на ударный изгиб и коэффициент уменьшения работы удара
Размер образца для испытания | Размеры образца, мм | Коэффициент уменьшения |
Полный | 10,0 х 10,0 | 1,00 |
3/4 | 10,0 х 7,5 | 0,80 |
1/2 | 10,0 х 5,0 | 0,55 |
Таблица С.56 — SR 16.4. Порядок выбора образцов для испытаний на ударный изгиб по ориентации и типу образца
Выбор | Ориентация | Размер |
1 | Поперечная | Полный |
2 | Поперечная | 3/4 |
3 | Поперечная | 1/2 |
4 | Продольная | Полный |
5 | Продольная | 3/4 |
6 | Продольная | 1/2 |
Таблица С.57 — SR 16.7. Снижение температуры испытания для образцов меньшего размера. Только для групп прочности Н40, J55 и К55
Размеры образца | Номинальная толщина стенки трубы | Снижение температуры |
мм | мм | °C |
10,0 х 7,5 | >10,0 | 3 |
10,0 х 5,0 | >10,0 | 11 |
10,0 х 5,0 | 7,5—10,0 | 8 |
10,0 х 5,0 | 6,7—7,4 | 6 |
10,0 х 5,0 | 6,0—6,6 | 3 |
Таблица С.58 — Повышенная герметичность SR 22.1
Ряд 1 | Ряд 2 | Группа прочности3 | Наружный диаметр D, мм | Диаметр оправки, мм | Наружный диаметр обычной муфты W, мм | Минимальное число оборотов при свинчивании, N | Длина6 Lg, мм | Расчетный начальный момент свинчивания | Рекомендуемая масса резьбовой смазкис | |
Олово, Н • м | Фосфат, Н • м | г | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
41/2 | 11,60 | J55, К55 | 114,30 | 98,42 | 133,35 | 3 | 82,55 | 176 | 294 | 15 |
41/2 | 11,60 | L80, N80 | 114,30 | 98,42 | 133,35 | 3 | 82,55 | 168 | 279 | 15 |
41/2 | 13,50 | L80, N80 | 114,30 | 96,38 | 133,35 | 3 | 82,55 | 184 | 308 | 15 |
41/2 | 11,60 | С90 | 114,30 | 98,42 | 133,35 | 3 | 82,55 | 172 | — | 15 |
41/2 | 13,50 | С90 | 114,30 | 96,38 | 133,35 | 3 | 82,55 | 194 | — | 15 |
41/2 | 11,60 | R95, Т95 | 114,30 | 98,42 | 133,35 | 3 | 82,55 | 176 | — | 15 |
А | 13,50 | R95, Т95 | 114,30 | 96,38 | 133,35 | 3 | 82,55 | 198 | — | 15 |
41/2 | 11,60 | Р110 | 114,30 | 98,42 | 133,35 | 3 | 82,55 | 176 | — | 15 |
41/2 | 13,50 | Р110 | 114,30 | 96,38 | 133,35 | 3 | 82,55 | 201 | — | 15 |
5 | 13,00 | J55, К55 | 127,00 | 110,96 | 147,32 | 3 | 92,08 | 157 | 262 | 20 |
5 | 15,00 | J55, К55 | 127,00 | 108,78 | 147,32 | 3 | 92,08 | 169 | 282 | 20 |
5 | 15,00 | L80, N80 | 127,00 | 108,78 | 147,32 | 3,5 | 92,08 | 222 | 370 | 20 |
Продолжение таблицы С. 58
Ряд 1 | Ряд 2 | Группа прочности3 | Наружный диаметр D, мм | Диаметр оправки, мм | Наружный диаметр обычной муфты IV, мм | Минимальное число оборотов при свинчивании, N | Длина6 Lg, мм | Расчетный начальный момент свинчивания | Рекомендуемая масса резьбовой смазкис | |
Олово, Н ■ м | Фосфат, Н • м | г | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 1 | 8 | 9 | 10 | 11 |
5 | 18,00 | L80, N80 | 127,00 | 105,44 | 147,32 | 3,5 | 92,08 | 298 | 498 | 20 |
5 | 15,00 | С90 | 127,00 | 108,78 | 147,32 | 3 | 92,08 | 268 | — | 20 |
5 | 18,00 | С90 | 127,00 | 105,44 | 147,32 | 3 | 92,08 | 323 | — | 20 |
5 | 15,00 | R95, Т95 | 127,00 | 108,78 | 147,32 | 3,5 | 92,08 | 274 | — | 20 |
5 | 18,00 | R95, Т95 | 127,00 | 105,44 | 147,32 | 3,5 | 92,08 | 329 | — | 20 |
5 | 15,00 | Р110 | 127,00 | 108,78 | 147,32 | 3,5 | 92,08 | 282 | — | 20 |
5 | 18,00 | Р110 | 127,00 | 105,44 | 147,32 | 3,5 | 92,08 | 336 | — | 20 |
51/2 | 15,50 | J55, К55 | 139,70 | 122,56 | 160,02 | 3 | 95,25 | 220 | 366 | 25 |
51/2 | 17,00 | J55, К55 | 139,70 | 121,08 | 160,02 | 3 | 95,25 | 260 | 434 | 25 |
51/2 | 17,00 | L80, N80 | 139,70 | 121,08 | 160,02 | 4 | 95,25 | 325 | 542 | 25 |
51/2 | 20,00 | L80, N80 | 139,70 | 118,18 | 160,02 | 4 | 95,25 | 370 | 618 | 25 |
51/2 | 17,00 | С90 | 139,70 | 121,08 | 160,02 | 3 | 95,25 | 244 | — | 25 |
51/2 | 20,00 | С90 | 139,70 | 118,18 | 160,02 | 3 | 95,25 | 278 | — | 25 |
51/2 | 17,00 | R95, Т95 | 139,70 | 121,08 | 160,02 | 3,5 | 95,25 | 301 | — | 25 |
51/2 | 20,00 | R95, Т95 | 139,70 | 118,18 | 160,02 | 3,5 | 95,25 | 340 | — | 25 |
51/2 | 17,00 | Р110 | 139,70 | 121,08 | 160,02 | 4 | 95,25 | 366 | — | 25 |
51/2 | 20,00 | Р110 | 139,70 | 118,18 | 160,02 | 4 | 95,25 | 408 | — | 25 |
6% | 20,00 | J55, К55 | 168,28 | 150,46 | 187,71 | 3 | 104,78 | 220 | 365 | 30 |
6% | 24,00 | J55, К55 | 168,28 | 147,22 | 187,71 | 3 | 104,78 | 274 | 457 | 30 |
6% | 24,00 | L80, N80 | 168,28 | 147,22 | 187,71 | 4 | 104,78 | 450 | 751 | 30 |
6% | 28,00 | L80, N80 | 168,28 | 143,92 | 187,71 | 4 | 104,78 | 525 | 876 | 30 |
6% | 32,00 | L80, N80 | 168,28 | 140,98 | 187,71 | 4 | 104,78 | 579 | 965 | 30 |
6% | 24,00 | С90 | 168,28 | 147,22 | 187,71 | 4 | 104,78 | 476 | — | 30 |
6% | 28,00 | С90 | 168,28 | 143,92 | 187,71 | 4 | 104,78 | 553 | — | 30 |
6% | 32,00 | С90 | 168,28 | 140,98 | 187,71 | 4 | 104,78 | 611 | — | 30 |
6% | 24,00 | R95, Т95 | 168,28 | 147,22 | 187,71 | 4 | 104,78 | 483 | — | 30 |
6% | 28,00 | R95, Т95 | 168,28 | 143,92 | 187,71 | 4 | 104,78 | 557 | — | 30 |
6% | 32,00 | R95, Т95 | 168,28 | 140,98 | 187,71 | 4 | 104,78 | 614 | — | 30 |
6% | 24,00 | Р110 | 168,28 | 147,22 | 187,71 | 4,5 | 104,78 | 565 | — | 30 |
6% | 28,00 | Р110 | 168,28 | 143,92 | 187,71 | 4,5 | 104,78 | 655 | — | 30 |
6% | 32,00 | Р110 | 168,28 | 140,98 | 187,71 | 4,5 | 104,78 | 721 | — | 30 |
Продолжение таблицы С. 58
Ряд 1 | Ряд 2 | Группа прочности3 | Наружный диаметр D, мм | Диаметр оправки, мм | Наружный диаметр обычной муфты IV, мм | Минимальное число оборотов при свинчивании, N | Длина6 /_9, мм | Расчетный начальный момент свинчивания | Рекомендуемая масса резьбовой смазкис | |
Олово, Н • м | Фосфат, Н ■ м | г | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
7 | 23,00 | J55, К55 | 177,80 | 158,52 | 200,03 | 4 | 107,95 | 321 | 536 | 35 |
7 | 26,00 | J55, К55 | 177,80 | 156,24 | 200,03 | 4 | 107,95 | 370 | 617 | 35 |
7 | 23,00 | L80, N80 | 177,80 | 158,52 | 200,03 | 5,5 | 107,95 | 561 | 936 | 35 |
7 | 26,00 | L80, N80 | 177,80 | 156,24 | 200,03 | 5,5 | 107,95 | 659 | 1098 | 35 |
7 | 29,00 | L80, N80 | 177,80 | 153,90 | 200,03 | 5,5 | 107,95 | 736 | 1226 | 35 |
7 | 32,00 | L80, N80 | 177,80 | 151,61 | 200,03 | 5,5 | 107,95 | 793 | 1322 | 35 |
7 | 23,00 | С90 | 177,80 | 158,52 | 200,03 | 4,5 | 107,95 | 480 | — | 35 |
7 | 26,00 | С90 | 177,80 | 156,24 | 200,03 | 4,5 | 107,95 | 548 | — | 35 |
7 | 29,00 | С90 | 177,80 | 153,90 | 200,03 | 4,5 | 107,95 | 609 | — | 35 |
7 | 32,00 | С90 | 177,80 | 151,61 | 200,03 | 4,5 | 107,95 | 663 | — | 35 |
7 | 23,00 | R95, Т95 | 177,80 | 158,52 | 200,03 | 4,5 | 107,95 | 489 | — | 35 |
7 | 26,00 | R95, Т95 | 177,80 | 156,24 | 200,03 | 4,5 | 107,95 | 556 | — | 35 |
7 | 29,00 | R95, Т95 | 177,80 | 153,90 | 200,03 | 4,5 | 107,95 | 617 | — | 35 |
7 | 32,00 | R95, Т95 | 177,80 | 151,61 | 200,03 | 4,5 | 107,95 | 670 | — | 35 |
7 | 26,00 | Р110 | 177,80 | 156,24 | 200,03 | 5 | 107,95 | 643 | — | 35 |
7 | 29,00 | Р110 | 177,80 | 153,90 | 200,03 | 5 | 107,95 | 712 | — | 35 |
7 | 32,00 | Р110 | 177,80 | 151,61 | 200,03 | 5 | 107,95 | 769 | — | 35 |
7% | 26,40 | J55, К55 | 193,68 | 173,84 | 215,90 | 3,5 | 111,12 | 331 | 550 | 40 |
7% | 26,40 | L80, N80 | 193,68 | 173,84 | 215,90 | 5 | 111,12 | 654 | 1090 | 40 |
7% | 29,70 | L80, N80 | 193,68 | 171,46 | 215,90 | 5 | 111,12 | 767 | 1279 | 40 |
7% | 33,70 | L80, N80 | 193,68 | 168,66 | 215,90 | 5 | 111,12 | 880 | 1466 | 40 |
7% | 39,00 | L80, N80 | 193,68 | 165,10 | 215,90 | 5 | 111,12 | 999 | 1665 | 40 |
7% | 26,40 | С90 | 193,68 | 173,84 | 215,90 | 4,5 | 111,12 | 555 | — | 40 |
7% | 29,70 | С90 | 193,68 | 171,46 | 215,90 | 4,5 | 111,12 | 637 | — | 40 |
7% | 33,70 | С90 | 193,68 | 168,66 | 215,90 | 4,5 | 111,12 | 721 | — | 40 |
7% | 39,00 | С90 | 193,68 | 165,10 | 215,90 | 4,5 | 111,12 | 813 | — | 40 |
7% | 26,40 | R95, Т95 | 193,68 | 173,84 | 215,90 | 4,5 | 111,12 | 565 | — | 40 |
7% | 29,70 | R95, Т95 | 193,68 | 171,46 | 215,90 | 4,5 | 111,12 | 645 | — | 40 |
7% | 33,70 | R95, Т95 | 193,68 | 168,66 | 215,90 | 4,5 | 111,12 | 728 | — | 40 |
7% | 39,00 | R95, Т95 | 193,68 | 165,10 | 215,90 | 4,5 | 111,12 | 818 | — | 40 |
7% | 29,70 | Р110 | 193,68 | 171,46 | 215,90 | 5 | 111,12 | 747 | — | 40 |
Продолжение таблицы С. 58
Ряд 1 | Ряд 2 | Группа прочности3 | Наружный диаметр D, мм | Диаметр оправки, мм | Наружный диаметр обычной муфты IV, мм | Минимальное число оборотов при свинчивании, N | Длина6 Lg, мм | Расчетный начальный момент свинчивания | Рекомендуемая масса резьбовой смазкис | |
Олово, Н ■ м | Фосфат, Н • м | г | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 1 | 8 | 9 | 10 | 11 |
7% | 33,70 | Р110 | 193,68 | 168,66 | 215,90 | 5 | 111,12 | 841 | — | 40 |
7% | 29,70 | Р110 | 193,68 | 165,10 | 215,90 | 5 | 111,12 | 942 | — | 40 |
8% | 32,00 | J55, К55 | 219,08 | 198,02 | 244,48 | 3,5 | 120,65 | 415 | 691 | 50 |
8% | 36,00 | J55, К55 | 219,08 | 195,58 | 244,48 | 3,5 | 120,65 | 483 | 804 | 50 |
8% | 36,00 | L80, N80 | 219,08 | 195,58 | 244,48 | 5,5 | 120,65 | 832 | 1388 | 50 |
8% | 40,00 | L80, N80 | 219,08 | 193,04 | 244,48 | 5,5 | 120,65 | 891 | 1485 | 50 |
8% | 44,00 | L80, N80 | 219,08 | 190,50 | 244,48 | 5,5 | 120,65 | 999 | 1666 | 50 |
8% | 49,00 | L80, N80 | 219,08 | 187,60 | 244,48 | 5,5 | 120,65 | 1079 | 1798 | 50 |
8% | 36,00 | С90 | 219,08 | 195,58 | 244,48 | 4,5 | 120,65 | 881 | — | 50 |
8% | 40,00 | С90 | 219,08 | 193,04 | 244,48 | 4,5 | 120,65 | 980 | — | 50 |
8% | 44,00 | С90 | 219,08 | 190,50 | 244,48 | 4,5 | 120,65 | 1070 | — | 50 |
8% | 49,00 | С90 | 219,08 | 187,60 | 244,48 | 4,5 | 120,65 | 1162 | — | 50 |
8% | 36,00 | R95, Т95 | 219,08 | 195,58 | 244,48 | 5 | 120,65 | 936 | — | 50 |
8% | 40,00 | R95, Т95 | 219,08 | 193,04 | 244,48 | 5 | 120,65 | 1047 | — | 50 |
8% | 44,00 | R95, Т95 | 219,08 | 190,50 | 244,48 | 5 | 120,65 | 1143 | — | 50 |
8% | 49,00 | R95, Т95 | 219,08 | 187,60 | 244,48 | 5 | 120,65 | 1239 | — | 50 |
8% | 40,00 | Р110 | 219,08 | 193,04 | 244,48 | 5,5 | 120,65 | 1083 | — | 50 |
8% | 44,00 | Р110 | 219,08 | 190,50 | 244,48 | 5,5 | 120,65 | 1222 | — | 50 |
8% | 49,00 | Р110 | 219,08 | 187,60 | 244,48 | 5,5 | 120,65 | 1322 | — | 50 |
9% | 36,00 | J55, К55 | 244,48 | 220,45 | 269,88 | 3,5 | 127,00 | 533 | 687 | 55 |
9% | 40,00 | J55, К55 | 244,48 | 220,45 | 269,88 | 3,5 | 127,00 | 595 | 776 | 55 |
9% | 40,00 | L80, N80 | 244,48 | 220,45 | 269,88 | 5,5 | 127,00 | 912 | 1520 | 55 |
9% | 43,50 | L80, N80 | 244,48 | 218,41 | 269,88 | 5,5 | 127,00 | 1040 | 1733 | 55 |
9% | 47,00 | L80, N80 | 244,48 | 216,54 | 269,88 | 5,5 | 127,00 | 1116 | 1859 | 55 |
9% | 53,50 | L80, N80 | 244,48 | 215,90d | 269,88 | 5,5 | 127,00 | 1251 | 2087 | 55 |
9% | 40,00 | С90 | 244,48 | 220,45 | 269,88 | 5 | 127,00 | 915 | — | 55 |
9% | 43,50 | С90 | 244,48 | 218,41 | 269,88 | 5 | 127,00 | 999 | — | 55 |
9% | 47,00 | С90 | 244,48 | 216,54 | 269,88 | 5 | 127,00 | 1071 | — | 55 |
9% | 53,50 | С90 | 244,48 | 215,90d | 269,88 | 5 | 127,00 | 1340 | — | 55 |
9% | 40,00 | R95, Т95 | 244,48 | 220,45 | 269,88 | 5,5 | 127,00 | 1033 | — | 55 |
Окончание таблицы С. 58
Ряд 1 | Ряд 2 | Группа прочности3 | Наружный диаметр D, мм | Диаметр оправки, мм | Наружный диаметр обычной муфты IV, мм | Минимальное число оборотов при свинчивании, N | Длина6 /_9, мм | Расчетный начальный момент свинчивания | Рекомендуемая масса резьбовой смазкис | |
Олово, Н • м | Фосфат, Н ■ м | г | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
9% | 43,50 | R95, Т95 | 244,48 | 218,41 | 269,88 | 5,5 | 127,00 | 1129 | — | 55 |
9% | 47,00 | R95, Т95 | 244,48 | 216,54 | 269,88 | 5,5 | 127,00 | 1211 | — | 55 |
9% | 53,50 | R95, Т95 | 244,48 | 215,90d | 269,88 | 5,5 | 127,00 | 1318 | — | 55 |
9% | 43,50 | Р110 | 244,48 | 218,41 | 269,88 | 6 | 127,00 | 1239 | — | 55 |
9% | 47,00 | Р110 | 244,48 | 216,54 | 269,88 | 6 | 127,00 | 1326 | — | 55 |
9% | 53,50 | Р110 | 244,48 | 215,90d | 269,88 | 6 | 127,00 | 1481 | — | 55 |
а Обозначения L80, N80 включают группы прочности L80 (тип 1), N80 (тип 1) и N80Q.
ь Расстояние от торца трубы до вершины треугольного клейма.
с Рекомендуемая масса резьбовой смазки, приведенная в таблице, указана для смазок, содержащих металлы, в том числе свинец (по API Bull 5А2), плотность которых составляет приблизительно 2. При применении смазок, соответствующих API 5АЗ или ИСО 13678, требуется меньшее количество (масса) смазки для получения эквивалентного объема смазки. Чрезмерное употребление резьбовой смазки может ухудшить стойкость резьбового соединения к утечкам.
d Указана альтернативная оправка (см. таблицу С.29).
Приложение D (обязательное)
Рисунки в единицах СИ (USC)
Треугольное клеймо3
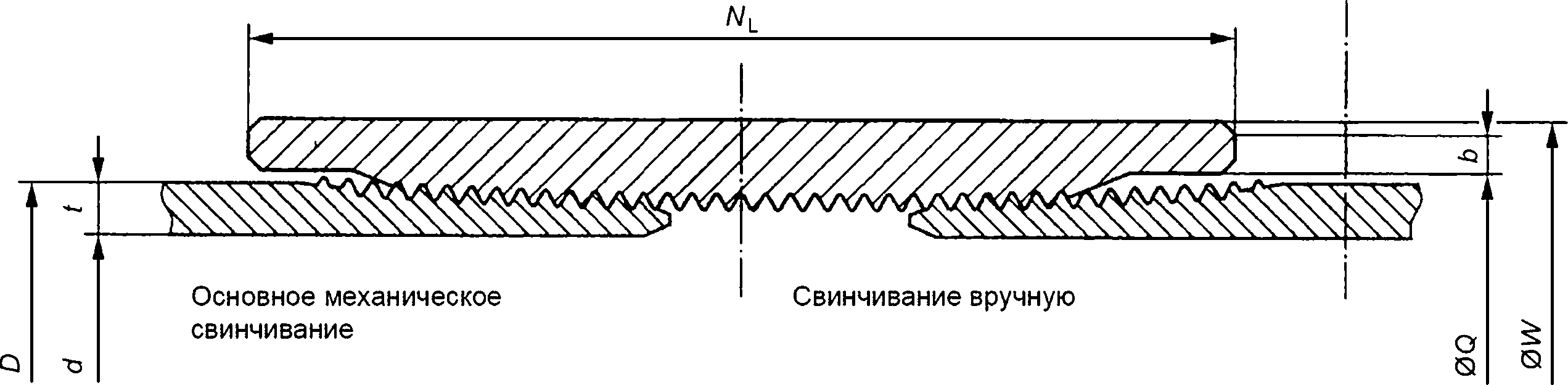
а На расстоянии /_4 +1,59 мм (+1 /16 дюйма) от каждого торца обсадных труб ряда 1:16,185/8 и 20, групп прочности Н40, J55 и К55 с короткой закругленной резьбой должен быть нанесен клеймением знак свинчивания в виде равностороннего треугольника высотой 9,52 мм (3/8 дюйма). Размеры труб см. в таблице С.23 (приложение С) или Е.23 (приложение Е); размеры муфт см. в таблице С.32 (приложение С) или Е.32 (приложение Е); размер /_4 — в API 5В.
Рисунок D.1 — Обсадные трубы и муфты с короткой закругленной резьбой
Треугольное клеймо3
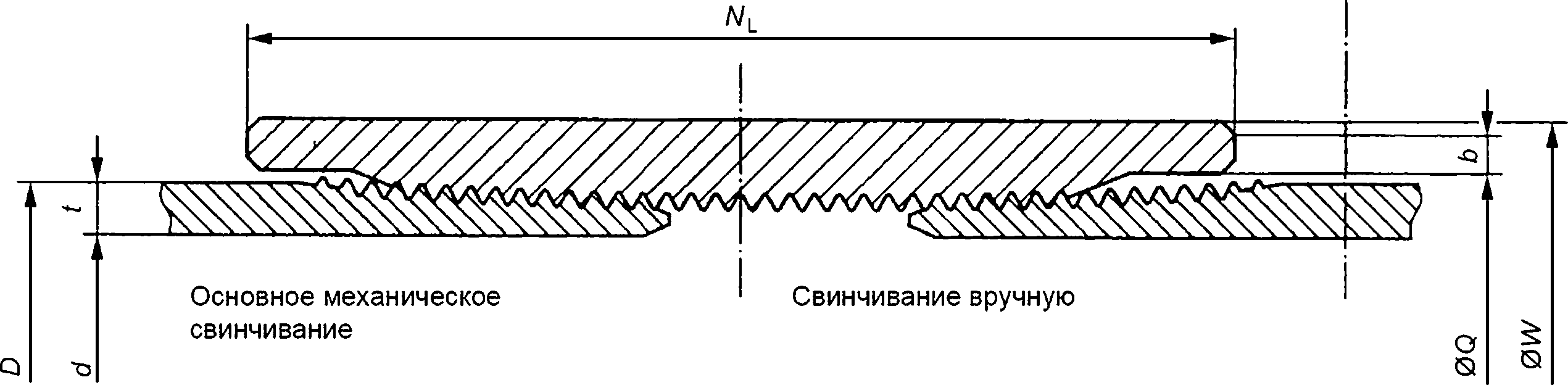
а На расстоянии L4 +1,59 мм (+1/16 дюйма) от каждого торца обсадных труб ряда 1: 20, групп прочности Н40, J55 и К55 с короткой закругленной резьбой должен быть нанесен клеймением знак свинчивания в виде равностороннего треугольника высотой 9,52 мм (3/8 дюйма). Размеры труб см. в таблице С.23 (приложение С) или Е.23 (приложение Е); размеры муфт см. в таблице С.32 (приложение С) или Е.32 (приложение Е); размер Z_4 — в API 5В.
Рисунок D.2 — Обсадные трубы и муфты с удлиненной закругленной резьбой
Размеры в миллиметрах (дюймах), если не указано иное
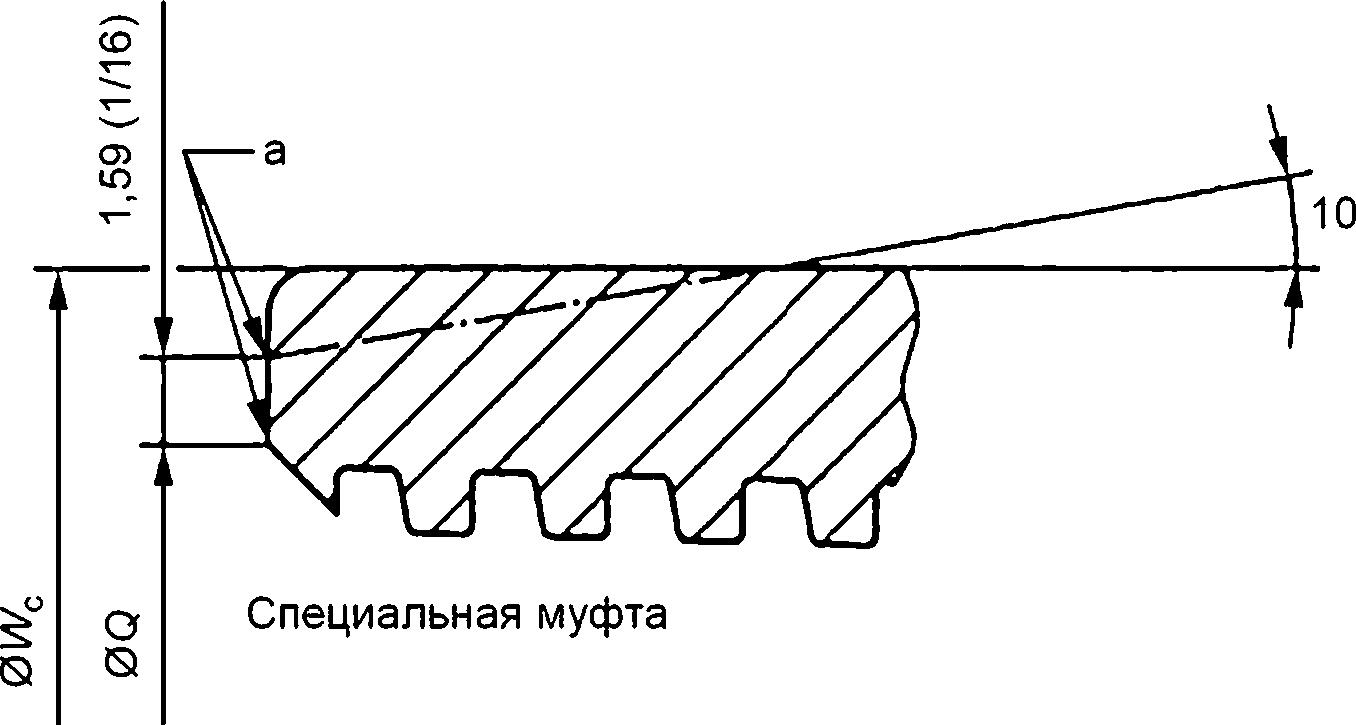
Основание треугольного клейма6
Основание треугольного клейма6
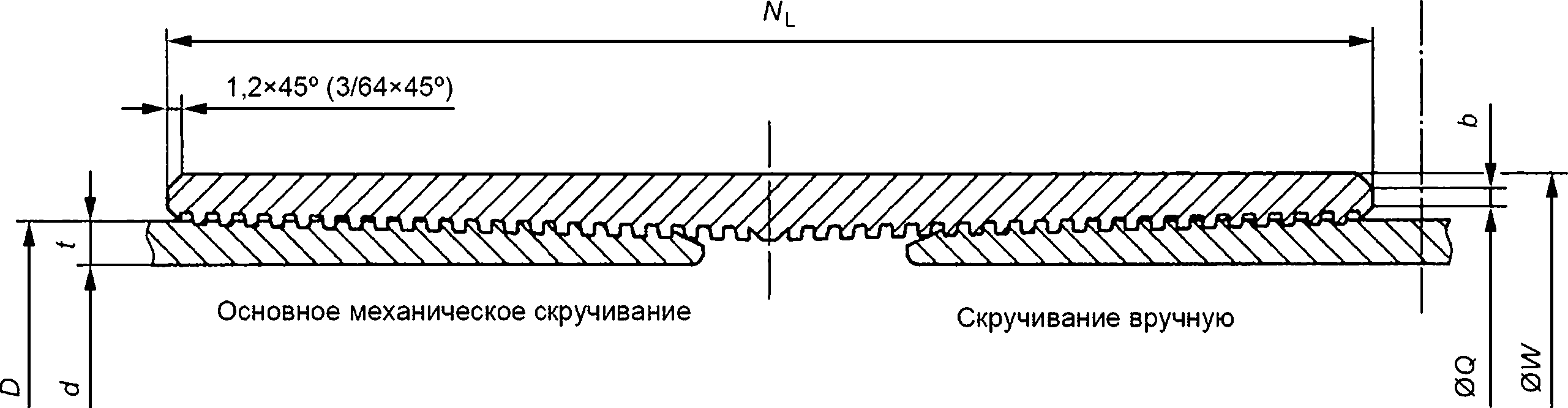
а На специальных муфтах внутренние и наружные кромки торцов должны быть скруглены. Если это указано в заказе, то на обоих концах должна быть выполнена специальная фаска под углом 10°.
ь На расстоянии А1 от каждого торца обсадных труб с упорной трапецеидальной резьбой должен быть нанесен клеймением или краской знак свинчивания в виде равностороннего треугольника высотой 9,52 мм (3/8 дюйма). Размеры труб см. в таблице С.23 (приложение С) или Е.23 (приложение Е); размеры муфт см. в таблице С.33 или Е.ЗЗ; размер А1 — в API 5В.
Рисунок D.3 — Обсадные трубы и муфты с упорной трапецеидальной резьбой
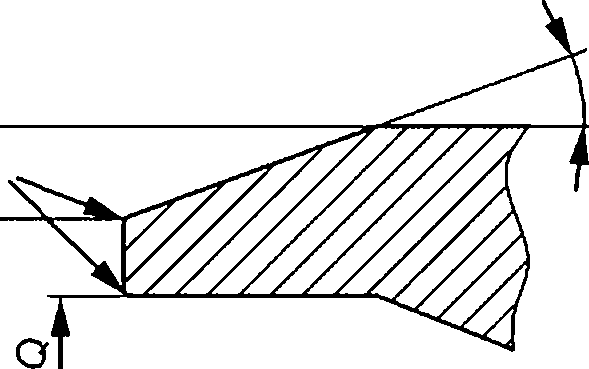
13 Муфта со специальной фаской
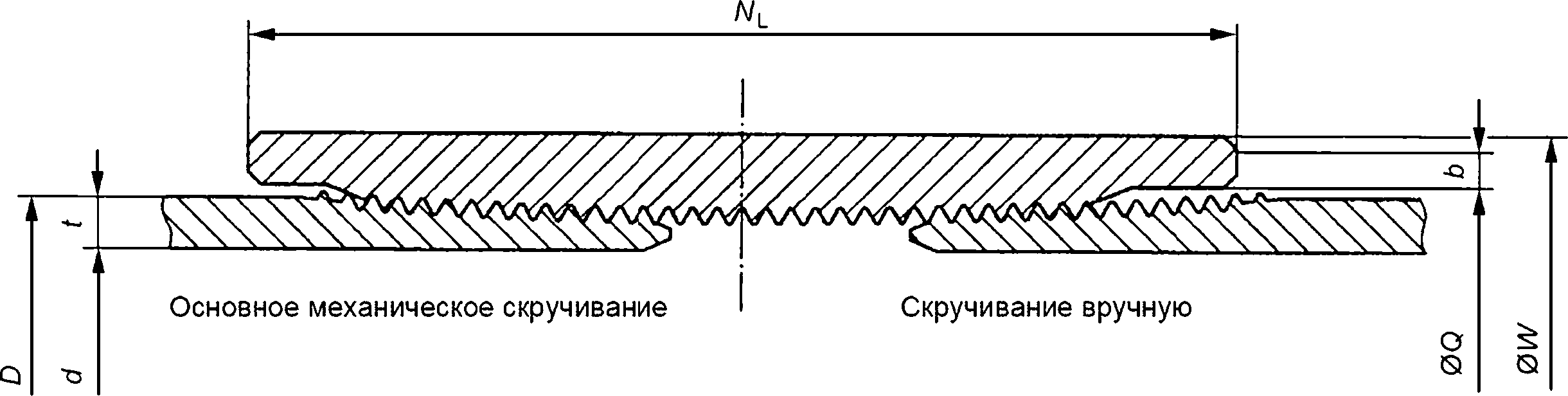
а Наружная и внутренняя кромки торцов плоскостей муфты со специальной фаской должны быть притуплены или скруглены.
Примечание — Размеры труб см. в таблице С.24 (приложение С) или Е.24 (приложение Е); размеры муфт см. в таблице С.34 (приложение С) или в таблице Е.34 (приложение Е); размеры резьбового соединения — в API 5В.
Рисунок D.4 — Насосно-компрессорные трубы без высадки и муфты
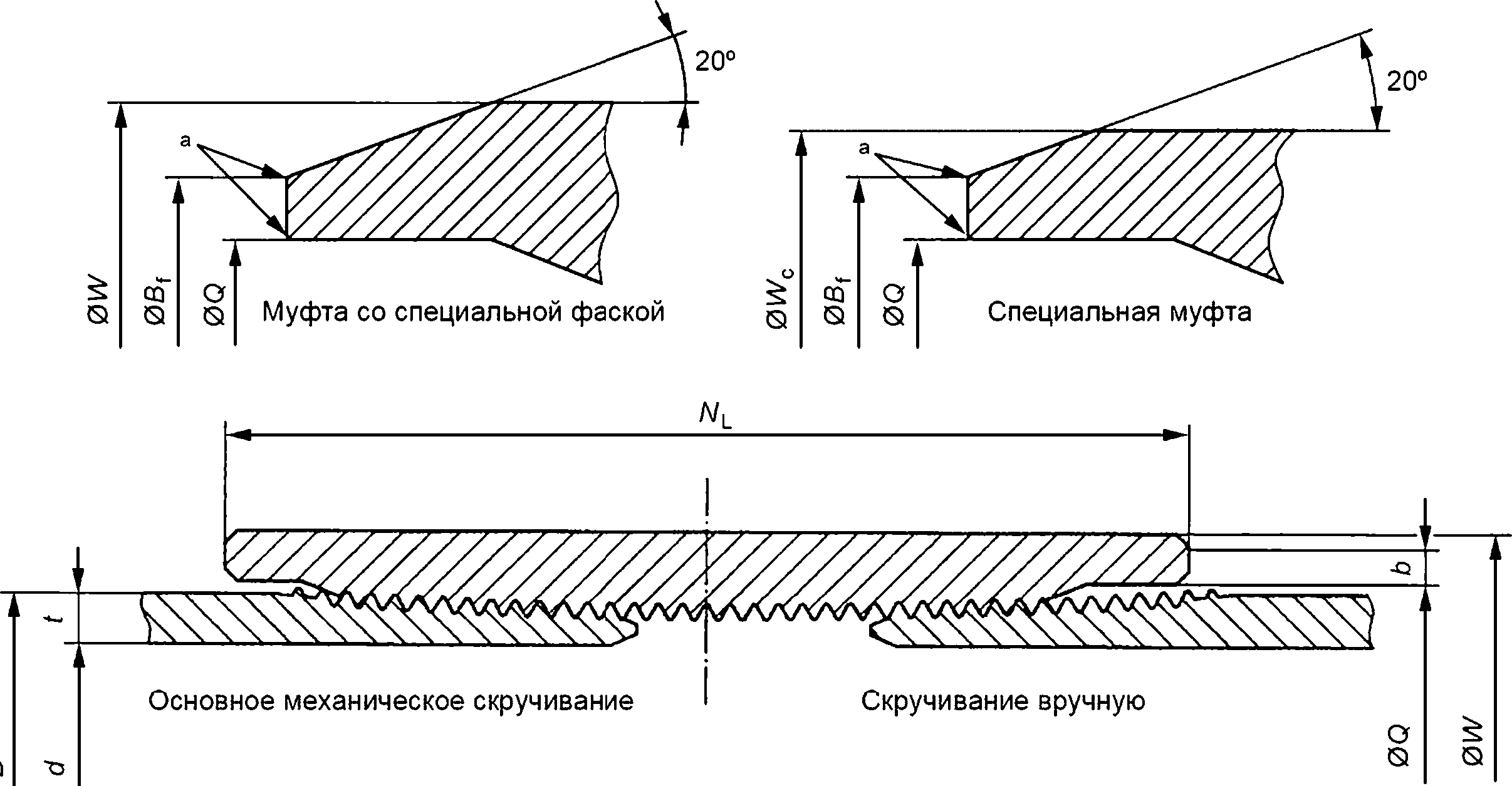
а Наружная и внутренняя кромки торцов муфты со специальной фаской и специальной муфтой должны быть скруглены или притуплены.
ь Длину переходного участка высадки не следует путать с обозначением b на правой стороне рисунка, который приведен для обозначения ширины плоскости торца муфты.
с Отклонения наружного диаметра на расстояния La от торца трубы см. в 8.11.1.
Примечание — Размеры труб см. в таблицах С.24 и С.25 (приложение С) или в таблицах Е.24 и Е.25 (приложение Е); размеры муфт см. в таблице С.35 (приложение С) или Е.35 (приложение Е); размеры резьбового соединения — в API 5В.
Рисунок D.5 — Насосно-компрессорные трубы с наружной высадкой и муфты
Ряд 1 | Радиус скругления торцаа г |
1 | 2 |
2% | 2.4 (3/32) |
27/8 | 2,4 (3/32) |
з1/2 | 3,2 (1/8) |
4’/2 | 3,2 <1/8) |
а Размеры приведены для справки и не подлежат измерению при приемке изделий. | |
Примечание — Приемка изделий по API 5В. | |
Рисунок D.6 — Скругленный торец насосно-компрессорных труб с наружной высадкой
Примечание 1 — Пунктиром показано механическое свинчивание.
Примечание 2 — Размеры труб см. в таблицах С.24 и С.26 (приложение С) или в таблицах Е.24 и Е.26 (приложение Е); размеры резьбового соединения — в API 5В.
Рисунок D.7 — Насосно-компрессорные трубы с интегральным соединением
а) Образец полного сечения
Ь) Образец в виде полосы8
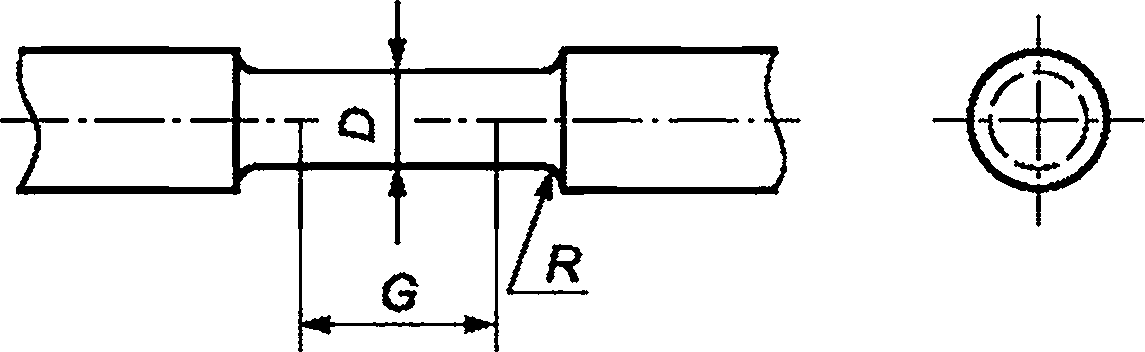
с) Цилиндрический образец
Размер | Образец в виде полосы, мм (дюйм) | Цилиндрический образец | |
мм (дюйм) | |||
О = 12,7 (0,500) | D = 8,9 (0,350) | ||
Расчетная длина G | 50,8 ±0,13 (2,000 ± 0,005) | 50,8 ±0,13 (2,000 ± 0,005) | 35,6 ±0,13 (1,400 ±0,005) |
Диаметр или ширина D | 38,1 (1,500) Приблизительно | 12,7 ±0,25 (0,500 ±0,010) | 8,9 ±0,18 (0,350 ± 0,007) |
Радиус галтели R, не менее | 25,4 (1,000) | 9,5 (0,375) | 6,4 (0,250) |
Рабочая длина А, не менее | 57,2 (2,250) | 57,2 (2,250) | 44,5 (1,750) |
а При испытаниях без применения криволинейных захватов см. 10.4.5.
Рисунок D.8 — Образцы для испытания на растяжение
1 — кольцевая проба для контроля твердости [см. рисунок D.10 (приложение D), толщина не менее 6,4 мм (0,25 дюйма)]; 2 — проба для испытания на растяжение; 3 — проба для испытания на ударный изгиб [см. рисунок D.11 (приложение D)]; 4 — проба для контроля твердости [толщина не менее 6,4 мм (0,25 дюйма)], отбираемая от пробы для испытания на растяжение перед подготовкой образцов для испытаний
Рисунок D.9 — Пример расположения проб для испытаний, отбираемых от изделия
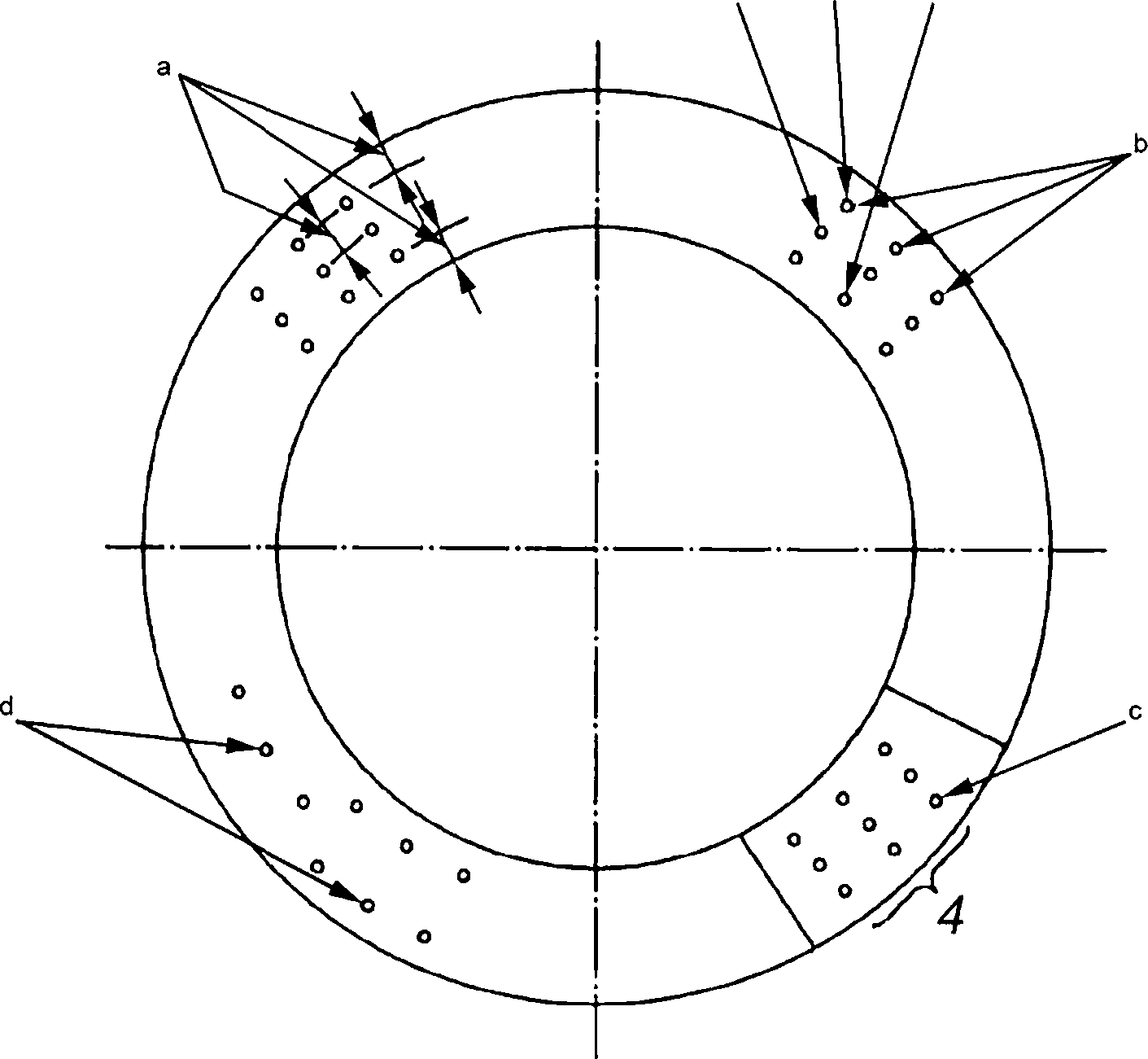
а Отпечатки вблизи наружной и внутренней поверхностей должны быть выполнены на расстоянии от 2,54 мм (0,10 дюйма) до 3,81 мм (0,15 дюйма) от соответствующей поверхности. Может возникнуть погрешность, если расстояние от центра отпечатка до поверхности образца менее 26 7/2 диаметров отпечатка, а расстояние от центра отпечатка до центра другого отпечатка — менее трех диаметров отпечатка.
ь Средним значением твердости является среднее значение трех измерений твердости по Роквеллу в одном ряду.
с Результаты измерений твердости по Роквеллу называют числами твердости по Роквеллу.
d При контроле твердости тонкостенных труб допускается альтернативное расположение рядов.
1 — отпечаток посередине стенки; 2 — отпечаток вблизи наружной поверхности; 3 — отпечаток вблизи внутренней поверхности;
4 — контрольный сегмент
Рисунок D.10 — Контроль твердости по толщине стенки
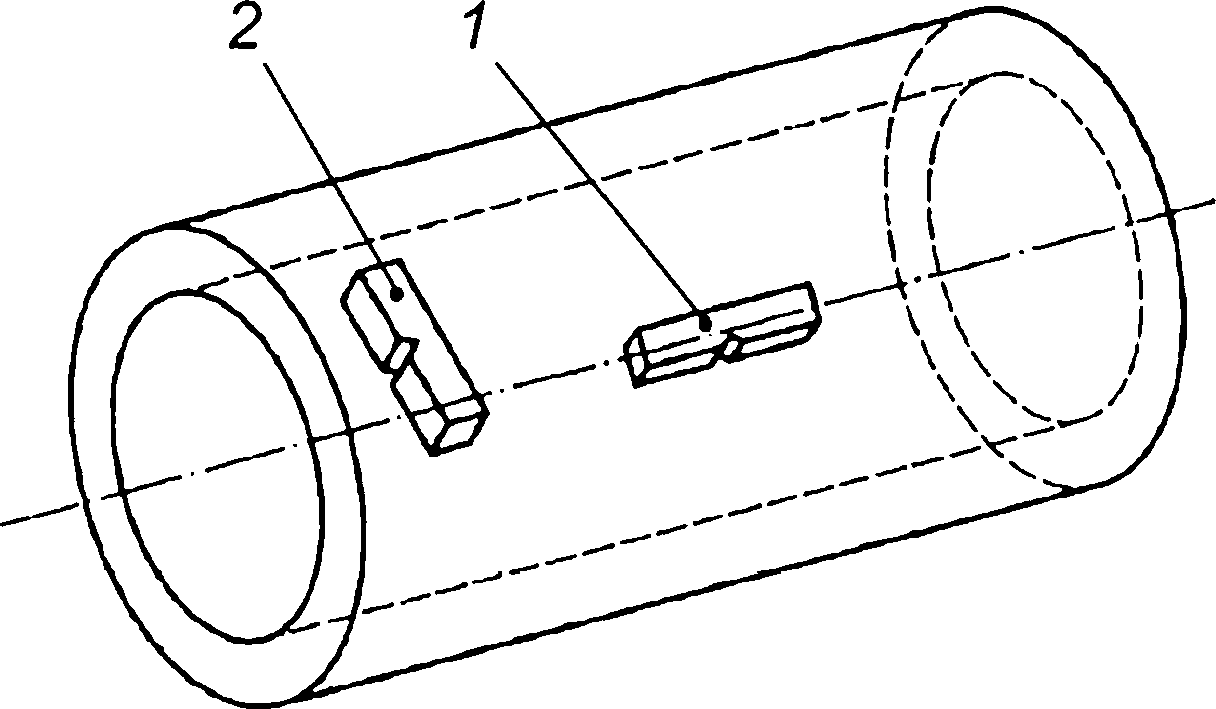
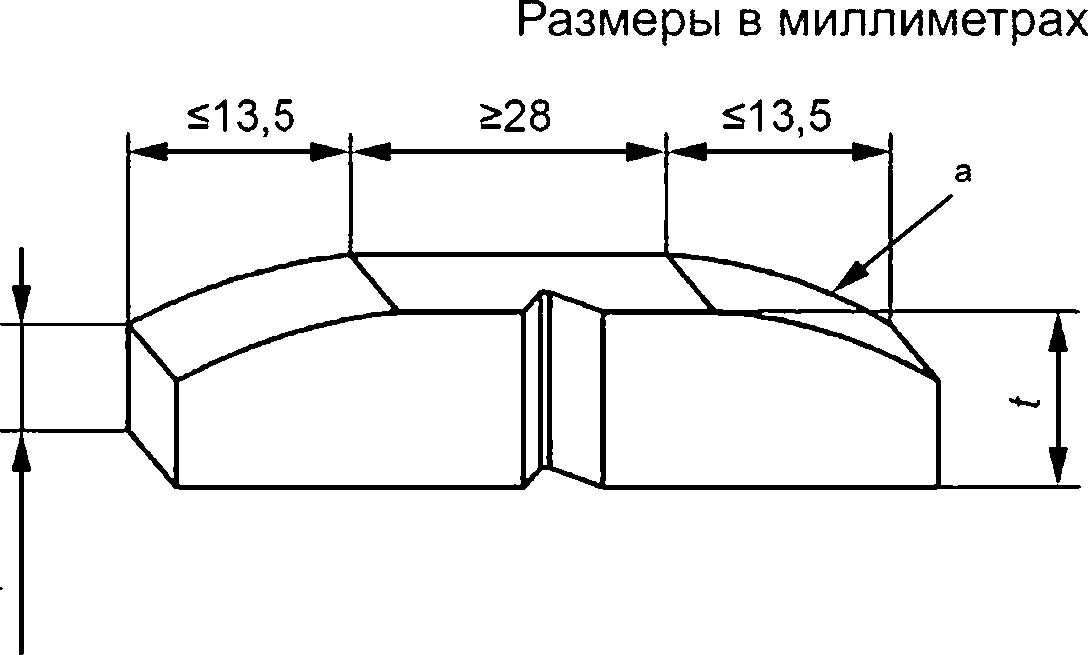
а Кривизна поверхности, обусловленная наружным диаметром изделия.
Рисунок D.12 — Размеры образца для испытания методом Шарпи
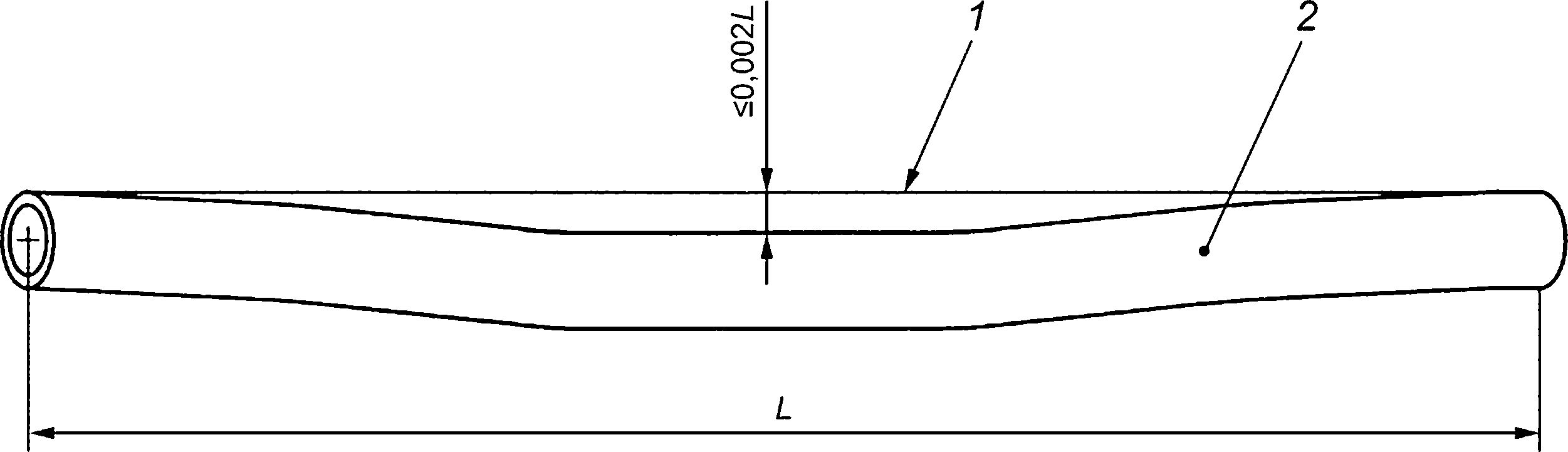
1 — струна или проволока; 2 — труба
Рисунок D.13 — Измерение прямолинейности по всей длине
Размеры в миллиметрах (дюймах), если не указано иное
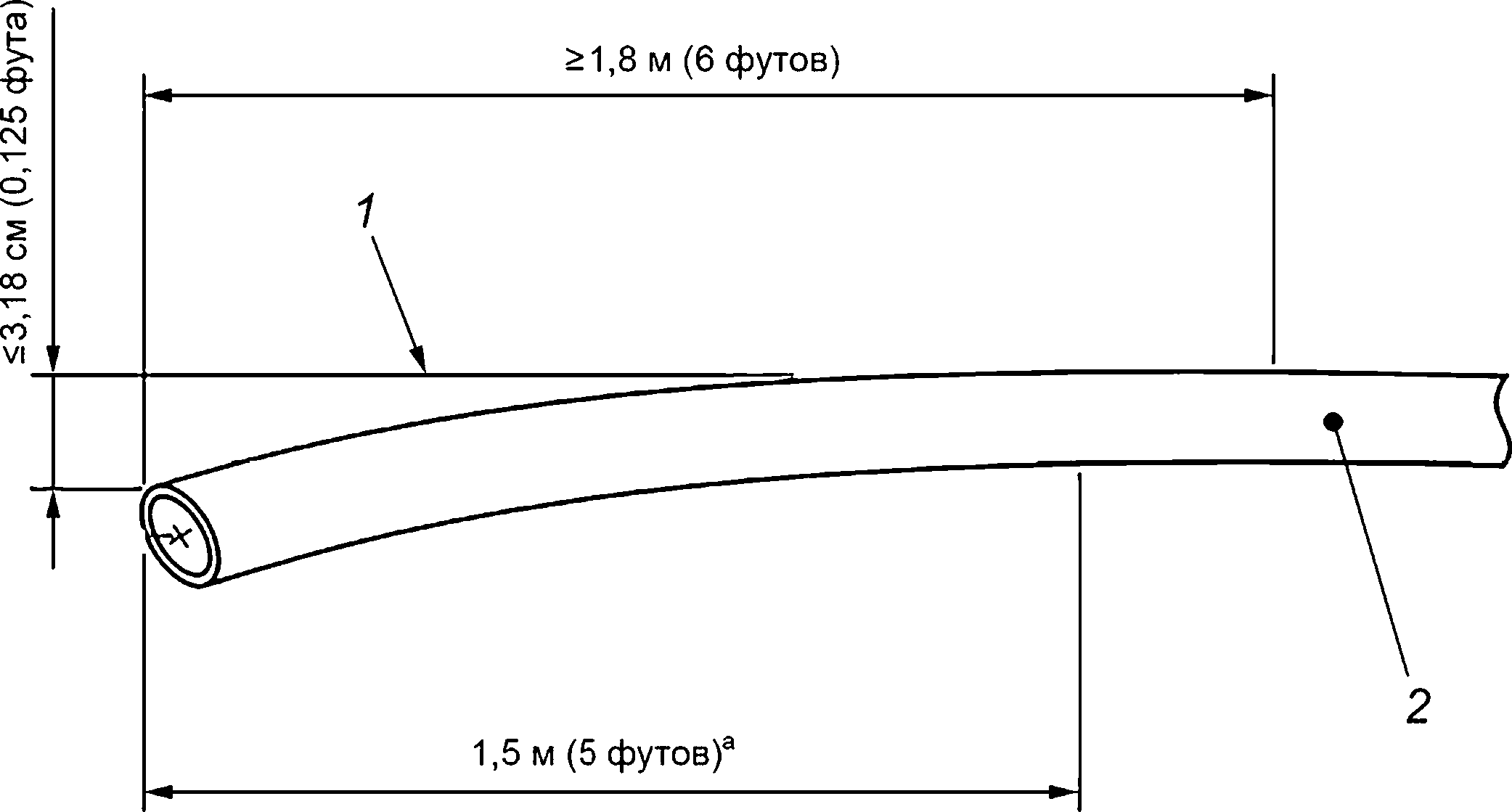
а Искривленный конец.
1 — поверочная линейка; 2 — труба
Рисунок D.14 — Измерение концевой прямолинейности
Наименование или товарный знак изготовителя
ПОСТ Р 70761—2023 Х0° 2-7/8 (или 2,875) 6,5 N1 Е Ра D
Маркировка по трафарету [на расстоянии не менее 0,6 м (2 фута) от любого торца трубы с наружной резьбой]
Наименование или товарный
ГОСТ Р 70761—2023 Х0с 6,5 N1 Е
знак изготовителя
Маркировка клеймением — необязательная [в пределах 0,3 м (1 фута) на любом конце трубы с наружной резьбой]
а) Пример 1 — Насосно-компрессорная труба размером: ряд 1: 27/8; ряд 2: 6,5, группы прочности N80 (тип 1), электросварная, с наружной высадкой, с резьбой, выполненной изготовителем, без муфт, с обоими ниппельными концами.
Наименование или товарный знак изготовителя
ГОСТ Р 70761—2023 Х0с РЕ 2-7/8 (или 2,875) 8.7L S S2 Ра D
Маркировка по трафарету [на расстоянии не менее 0,6 мм (2 футов) от любого торца трубы]
Ь) Пример 2 — Насосно-компрессорная труба размером: ряд 1: 27/8; ряд 2: 8,7, группы прочности L80 (тип 1), бесшовная, с высаженными наружу концами, без резьбы. Дополнительное требование включает проведение гидростатического испытания давлением не выше 94,5 МПа (13 700 фунтов на квадратный дюйм) и контроль по SR 2.
Наименование
или товарный ГОСТ Р 70761—2023 Х0с РЕ 7 35 С90-1A S S16b Ра D 201 знак изготовителя
Маркировка по трафарету [на расстоянии не менее 0,6 мм (2 футов) от любого торца трубы]
Маркировка клеймением — необязательная [в пределах 0,3 м (1 фута) на любом конце]
с) Пример 3 — Обсадная труба размером: ряд 1: 7; ряд 2: 35, группы прочности С90 (тип 1), бесшовная, без резьбы, серийный номер 201. Дополнительное требование 16 (SR 16) для испытания при температуре минус 10 °C (+14 °F). Труба испытана давлением 69 МПа (10 000 фунтов на квадратный дюйм).
Наименование или
товарный знак
изготовителя ГОСТ Р 70761—2023 Х0с J Z V
Наименование или товарный знак изготовителя
ГОСТ Р 70761—2023 Х0с J
Маркировка по трафарету
Маркировка клеймением — необязательная
d) Пример 4е — Муфта для насосно-компрессорных труб размером: ряд 1: 27/8, группы прочности J55, нормализованная, для насосно-компрессорных труб с высадкой (или без высадки), требуется только визуальный контроль.
Рисунок D.15 — Примеры и последовательность маркировки изделий для изготовителей и нарезчиков резьбы в соответствии с разделом 11 и таблицей С.48 (приложение С) или Е.48 (приложение Е)
Наименование или товарный знак изготовителя
ГОСТ Р 70761—2023
ХОСР
Наименование или товарный __ __ г. __ _ _а _
ПОСТ Р 70761—2023X0 53,5 Р Е знак изготовителя
Маркировка клеймением — необязательная [в пределах 0,3 м (1 фута) от торца муфты]
Наименование < или товарный знак изготовителя
ГОСТ Р 70761—2023 Х0 PT
Наименование * *
анакишгтвителя r’0CT р 70781-2023 Х0с 9-5/8 (или 9,825) 53.5Р Е 816Ь Ра ВС DA
Маркировка по трафарету [на расстоянии не менее 0,6 мм (2 футов) от торца муфты]
е) Пример 5е — Обсадная труба с упорной трапецеидальной резьбой с муфтой размером: ряд 1: 9 5/8; ряд 2: 53,5, группы прочности Р110, электросварная; дополнительные требования SR 11 и SR 16, испытания при температуре —18 °C (0 °F) и контроль оправкой 215,9 мм (8,500 дюйма). Муфта с оловянным покрытием.
Наименование
или товарный знак гост р 707б1_2023 Х0° 2-3/8 (или 2,375) NU Ра изготовителя
Маркировка по трафарету (рядом с резьбой)
f) Пример 6f— Нарезчик резьбы: ряд 1: 23/8; ряд 2: 4, группа прочности J55, с резьбой, без высадки, с гидростатическим испытанием альтернативным давлением 43,5 МПа (6300 фунтов на квадратный дюйм).
а Давление указывают в мегапаскалях для труб, изготовленных с применением единиц СИ, и в футах на квадратный дюйм для труб, изготовленных с применением единиц USC.
ь Требования к CVN указывают в джоулях, а температуру — в градусах Цельсия для труб, изготовленных с применением единиц СИ, и в фут-фунтах и градусах Фаренгейта — для труб, изготовленных с применением единиц USC.
с Дата изготовления: в качестве последней цифры года применяется символ «X»; таким образом, данный пример приведен в общем случае. Примеры других дат изготовления см. на рисунке D.22.
Пример приведен для изделия, изготовленного в соответствии с API 5СТ. Маркировка по стандарту API 5СТ не применяется на территории Российской Федерации. Пример сохранен с целью обеспечения соответствия с API 5СТ.
d Указывают диаметр альтернативной оправки в миллиметрах для труб, изготовленных с применением единиц СИ, и в дюймах — для труб, изготовленных с применением единиц USC.
е Маркировка в центре муфты может быть как в продольном, так и в поперечном направлении.
f Маркировка по трафарету нарезчика резьбы должна быть нанесена в непосредственной близости с резьбой дополнительно к маркировке, наносимой изготовителем труб.
1 — муфта; 2 — труба
Рисунок D.15, лист 2
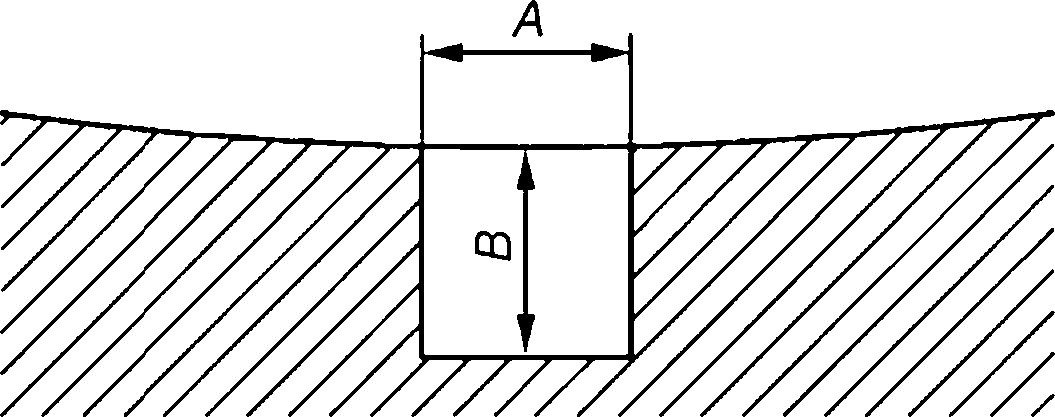
а) Надрез на внутренней поверхности3
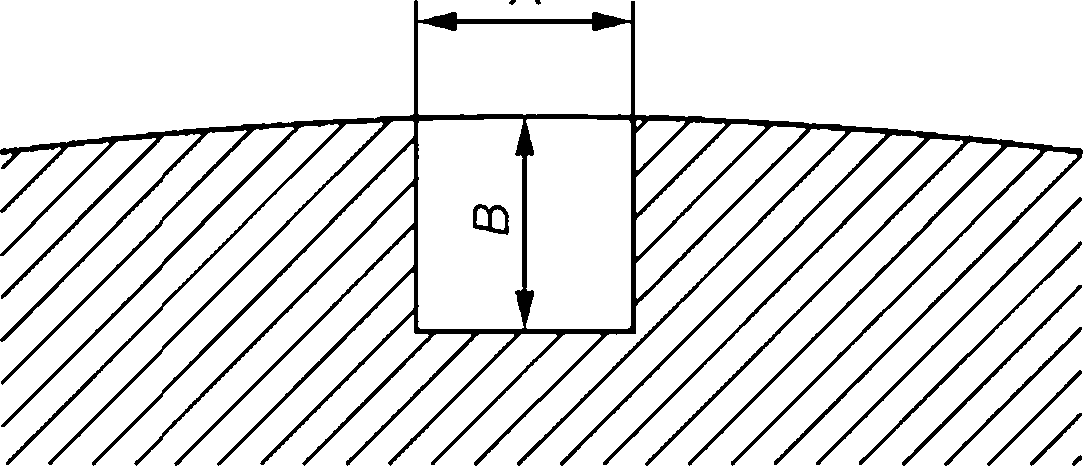
Ь) Надрез на наружной поверхности8
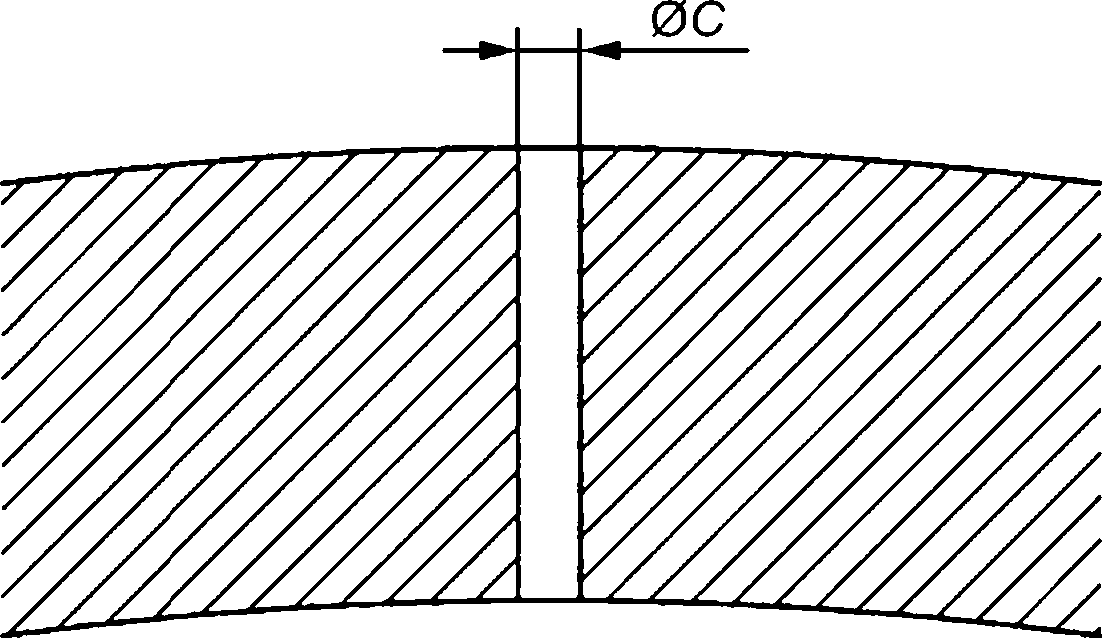
с) Сквозное сверленое отверстие
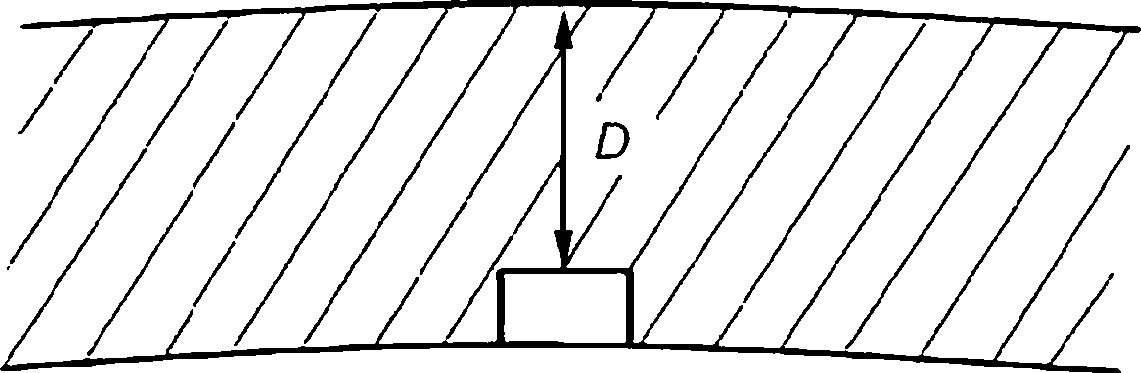
d) Плоскодонное отверстие
Размеры в миллиметрах (дюймах)
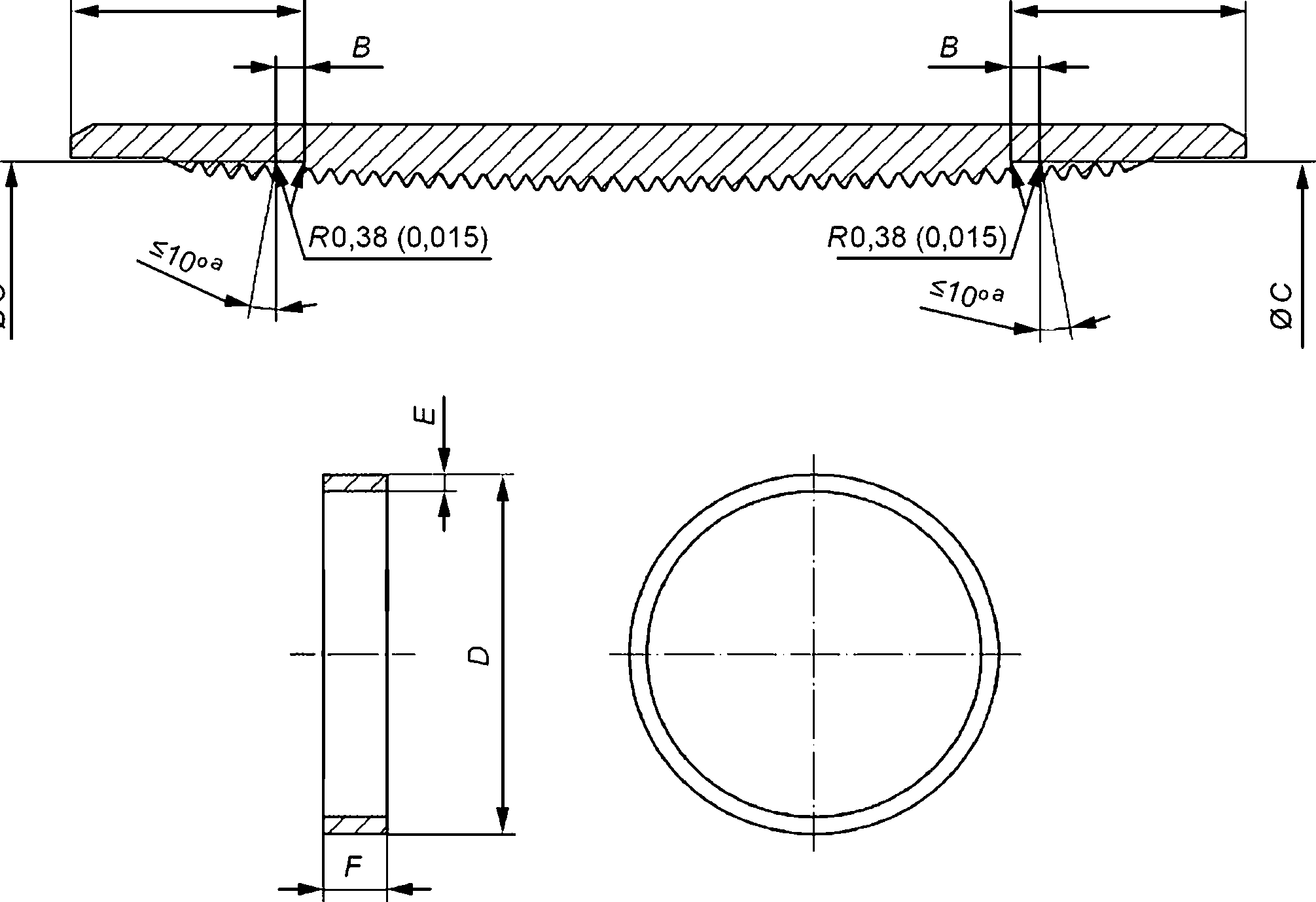
а Угол наклона по выбору. Несоосность диаметра проточки под уплотнительное кольцо и диаметра резьбы должна быть не более 0,51 мм (0,020 дюйма).
Обсадная труба с резьбой 8 витков. Ряд 1 | Наружный диаметр | Размеры муфты, мм (дюймы) | Размеры кольца, мм (дюймы) | ||||
А ±3,2 (±0,125) | В ±0,13 (±0,005) | С ±0,25 (±0,010) | D ±0,38 (±0,015) | Е +0,25 (+0,010) | F +0,38 (+0,015) | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
4’/2 | 114,30 | 34,9 (1,375) | 4,78 (0,188) | 114,63 (4,513) | 115,27 (4,538) | 2,54 (0,100) | 3,96 (0,156) |
5 | 127,00 | 38,1 (1,500) | 4,78 (0,188) | 127,13 (5,005) | 127,76 (5,030) | 2,54 (0,100) | 3,96 (0,156) |
51/2 | 139,70 | 38,1 (1,500) | 4,78 (0,188) | 139,83 (5,505) | 140,46 (5,530) | 2,54 (0,100) | 3,96 (0,156) |
6% | 168,28 | 44,5 (1,750) | 4,78 (0,188) | 168,00 (6,614) | 168,63 (6,639) | 2,54 (0,100) | 3,96 (0,156) |
7 | 177,80 | 44,5 (1,750) | 4,78 (0,188) | 177,52 (6,989) | 178,16 (7,014) | 2,54 (0,100) | 3,96 (0,156) |
7% | 193,68 | 44,5 (1,750) | 4,78 (0,188) | 193,29 (7,610) | 193,93 (7,635) | 2,54 (0,100) | 3,96 (0,156) |
8% | 219,09 | 47,6 (1,875) | 4,78 (0,188) | 218,52 (8,603) | 219,15(8,628) | 2,54 (0,100) | 3,96 (0,156) |
9% | 244,48 | 47,6 (1,875) | 4,78 (0,188) | 243,92 (9,603) | 244,55 (9,628) | 2,54 (0,100) | 3,96 (0,156) |
103/4 | 273,05 | 44,5 (1,750) | 4,78 (0,188) | 272,67(10,735) | 273,30(10,760) | 2,54 (0,100) | 3,96 (0,156) |
113/4 | 298,45 | 47,6 (1,875) | 4,78 (0,188) | 297,89 (11,728) | 298,53(11,753) | 2,54 (0,100) | 3,96 (0,156) |
13% | 339,72 | 57,2 (2,250) | 4,78 (0,188) | 338,56(13,329) | 339,19(13,354) | 2,54 (0,100) | 3,96 (0,156) |
16 | 406,40 | 69,9 (2,750) | 4,78 (0,188) | 404,44(15,923) | 405,08(15,948) | 2,54 (0,100) | 3,96 (0,156) |
18% | 473,08 | 69,9 (2,750) | 4,78 (0,188) | 471,12(18,548) | 471,75(18,573) | 2,54 (0,100) | 3,96 (0,156) |
20 | 508,00 | 69,9 (2,750) | 4,78 (0,188) | 506,04 (19,923) | 506,68(19,948) | 2,54 (0,100) | 3,96 (0,156) |
Рисунок D.17 — SR 13.1. Муфта с проточками под уплотнительные кольца для обсадных труб с закругленной резьбой
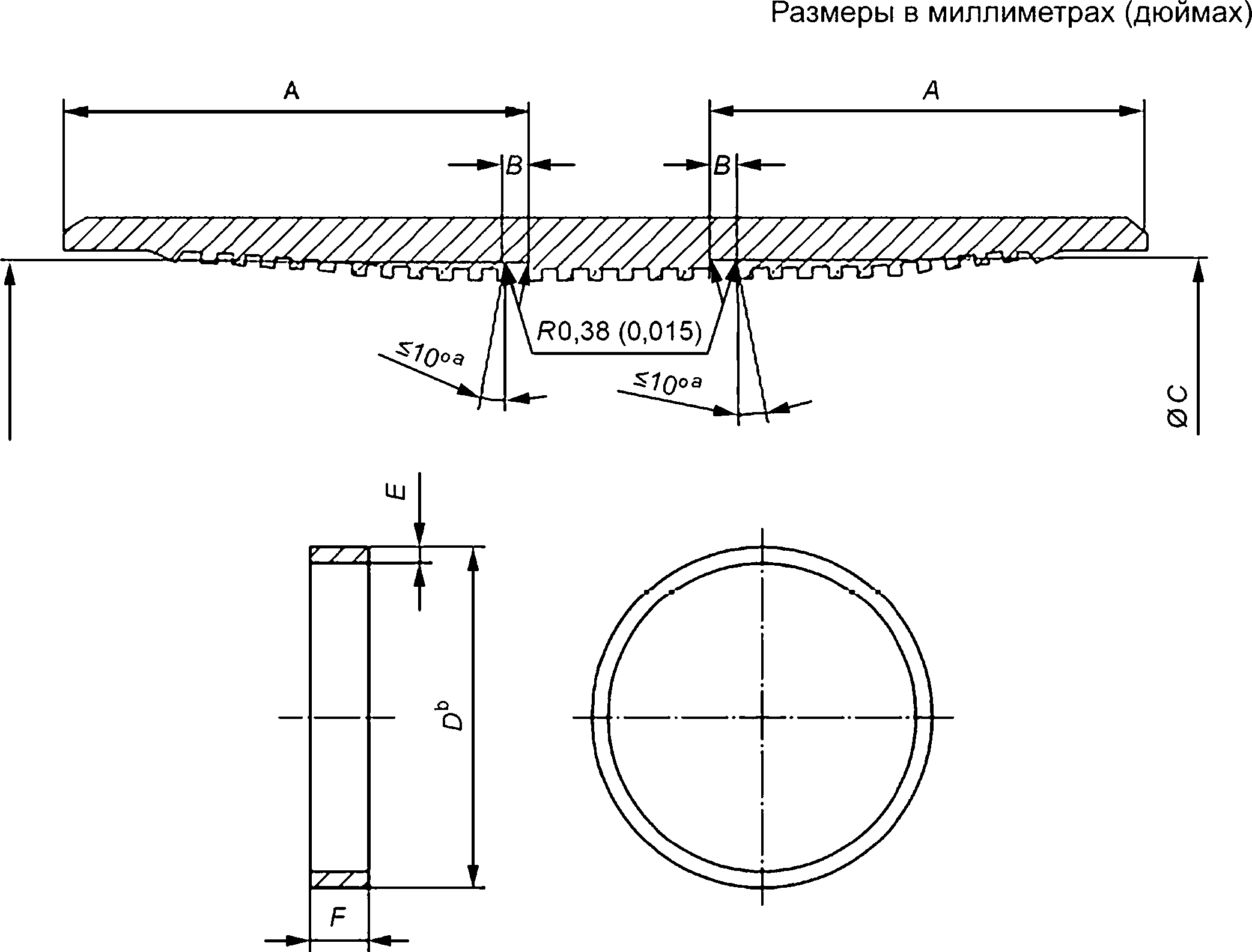
а Угол наклона по выбору.
ь Несоосность диаметра проточки под уплотнительное кольцо и диаметра резьбы должна быть не более 0,51 мм (0,020 дюйма).
Обсадная труба с упорной трапецеидальной резьбой. Ряд 1 | Наружный диаметр | Размеры муфтыь, мм (дюймы) | Размеры кольца, мм (дюймы) | ||||
А ±3,2 (±0,125) | В ±0,13 (±0,005) | С ±0,25 (±0,010) | D ±0,38 (±0,015) | Е +0,25 (+0,010) | F +0,38 (+0,015) | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
4’/2 | 114,30 | 76,2 (3,000) | 4,78 (0,188) | 115,21 (4,536) | 115,85 (4,561) | 2,54 (0,100) | 3,96 (0,156) |
5 | 127,00 | 81,0 (3,188) | 4,78 (0,188) | 127,46 (5,018) | 128,09 (5,043) | 2,54 (0,100) | 3,96 (0,156) |
51/2 | 139,70 | 81,0 (3,188) | 4,78 (0,188) | 140,16 (5,018) | 140,79 (5,543) | 2,54 (0,100) | 3,96 (0,156) |
6% | 168,28 | 81,0 (3,188) | 4,78 (0,188) | 168,73 (6,643) | 169,37 (6,668) | 2,54 (0,100) | 3,96 (0,156) |
7 | 177,80 | 82,6 (3,250) | 4,78 (0,188) | 178,16 (7,014) | 178,79 (7,039) | 2,54 (0,100) | 3,96 (0,156) |
7% | 193,68 | 85,7 (3,375) | 4,78 (0,188) | 193,85 (7,632) | 194,49 (7,657) | 2,54 (0,100) | 3,96 (0,156) |
8% | 219,09 | 85,7 (3,375) | 4,78 (0,188) | 219,25 (8,632) | 219,89 (8,657) | 2,54 (0,100) | 3,96 (0,156) |
9% | 244,48 | 85,7 (3,375) | 4,78 (0,188) | 244,65 (9,632) | 245,29 (9,657) | 2,54 (0,100) | 3,96 (0,156) |
ю3/4 | 273,05 | 85,7 (3,375) | 4,78 (0,188) | 273,23 (10,757) | 273,86 (10,782) | 2,54 (0,100) | 3,96 (0,156) |
113/4 | 298,45 | 88,9 (3,500) | 4,78 (0,188) | 298,42 (11,749) | 299,06 (11,774) | 2,54 (0,100) | 3,96 (0,156) |
133/я о | 339,72 | 95,3 (3,750) | 4,78 (0,188) | 339,29 (13,358) | 339,93 (13,383) | 2,54 (0,100) | 3,96 (0,156) |
Рисунок D.18 — SR 13.2. Муфта с проточками под уплотнительные кольца для обсадных труб с упорной трапецеидальной резьбой
Размеры в миллиметрах (дюймах)
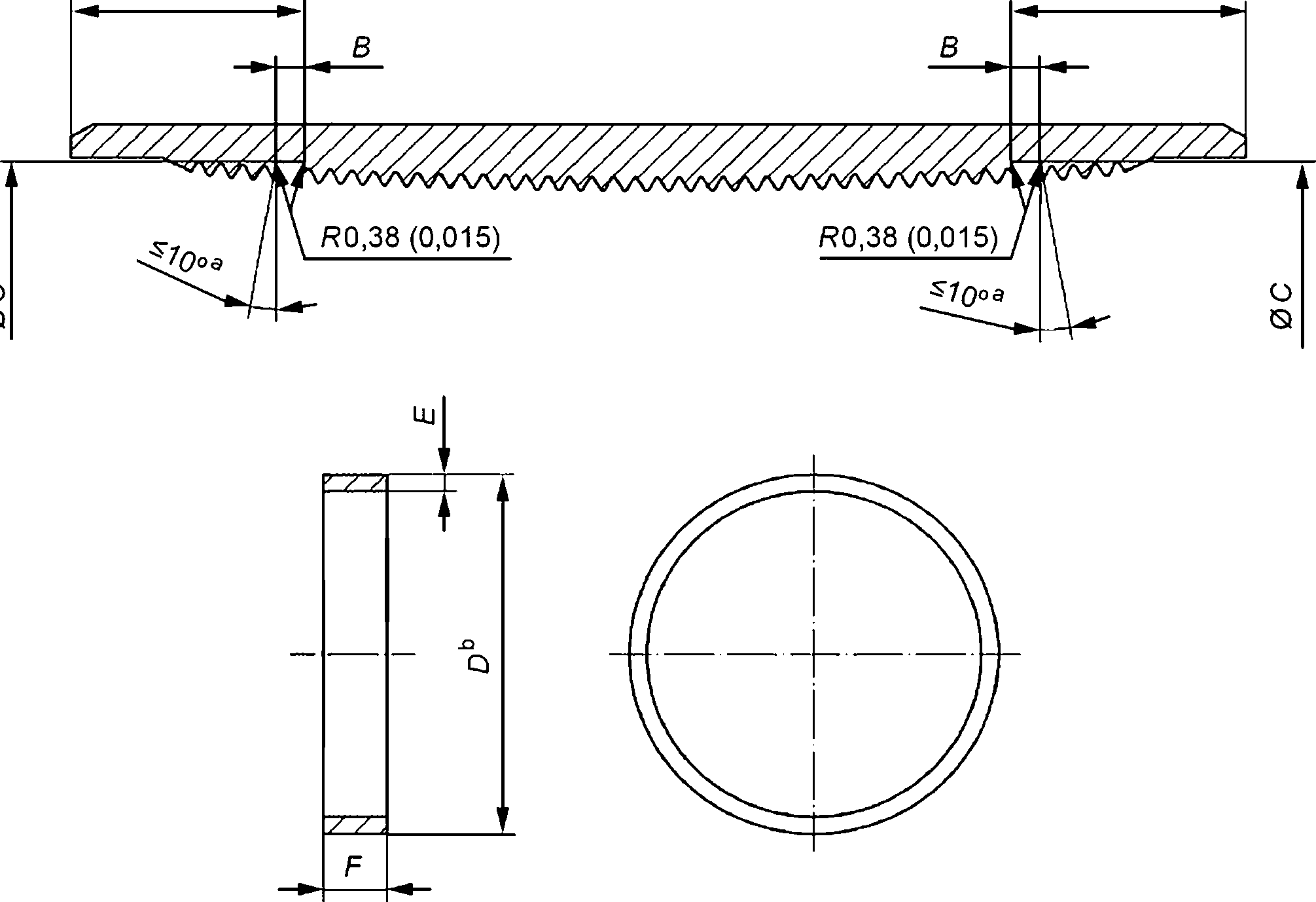
а Угол наклона по выбору.
ь Несоосность диаметра проточки под уплотнительное кольцо и диаметра резьбы должна быть не более 0,51 мм (0,020 дюйма).
Насосно компрессорная труба без высадки. Ряд 1 | Наружный диаметр | Размеры муфтыь, мм (дюймы) | Размеры кольца, мм (дюймы) | ||||
А ±3,2 (±0,125) | В ±0,13 (±0,005) | С ±0,25 (±0,010) | D ±0,19 (±0,008) | Е +0,13 (+0,005) | F +0,38 (+0,015) | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | 26,67 | 20,7 (0,813) | 3,96 (0,156) | 27,46(1,081) | 27,89(1,098) | 2,03 (0,080) | 3,18(0,125) |
1,315 | 33,40 | 20,7 (0,813) | 3,96 (0,156) | 34,19(1,346) | 34,62 (1,363) | 2,03 (0,080) | 3,18 (0,125) |
1,660 | 42,16 | 20,7 (0,813) | 3,96 (0,156) | 42,95 (1,691) | 43,38(1,708) | 2,03 (0,080) | 3,18 (0,125) |
1,900 | 48,26 | 25,4 (1,000) | 4,78 (0,188) | 48,74 (1,919) | 49,20 (1,937) | 2,03 (0,080) | 3,96 (0,156) |
2% | 60,32 | 25,4 (1,000) | 4,78 (0,188) | 60,81 (2,394) | 61,26 (2,412) | 2,03 (0,080) | 3,96 (0,156) |
2% | 73,02 | 25,4 (1,000) | 4,78 (0,188) | 73,51 (2,894) | 73,96 (2,912) | 2,03 (0,080) | 3,96 (0,156) |
31/2 | 88,90 | 25,4 (1,000) | 4,78 (0,188) | 89,38 (3,519) | 89,84 (3,537) | 2,03 (0,080) | 3,96 (0,156) |
4 | 101,60 | 28,6 (1,125) | 4,78 (0,188) | 102,31 (4,028) | 102,77 (4,046) | 2,54 (0,100) | 3,96 (0,156) |
41/2 | 114,30 | 28,6 (1,125) | 4,78 (0,188) | 115,01 (4,528) | 115,47 (4,546) | 2,54 (0,100) | 3,96 (0,156) |
Рисунок D.19 — SR 13.3. Муфта с проточками под уплотнительные кольца для насосно-компрессорных труб без высадки
Размеры в миллиметрах (дюймах)
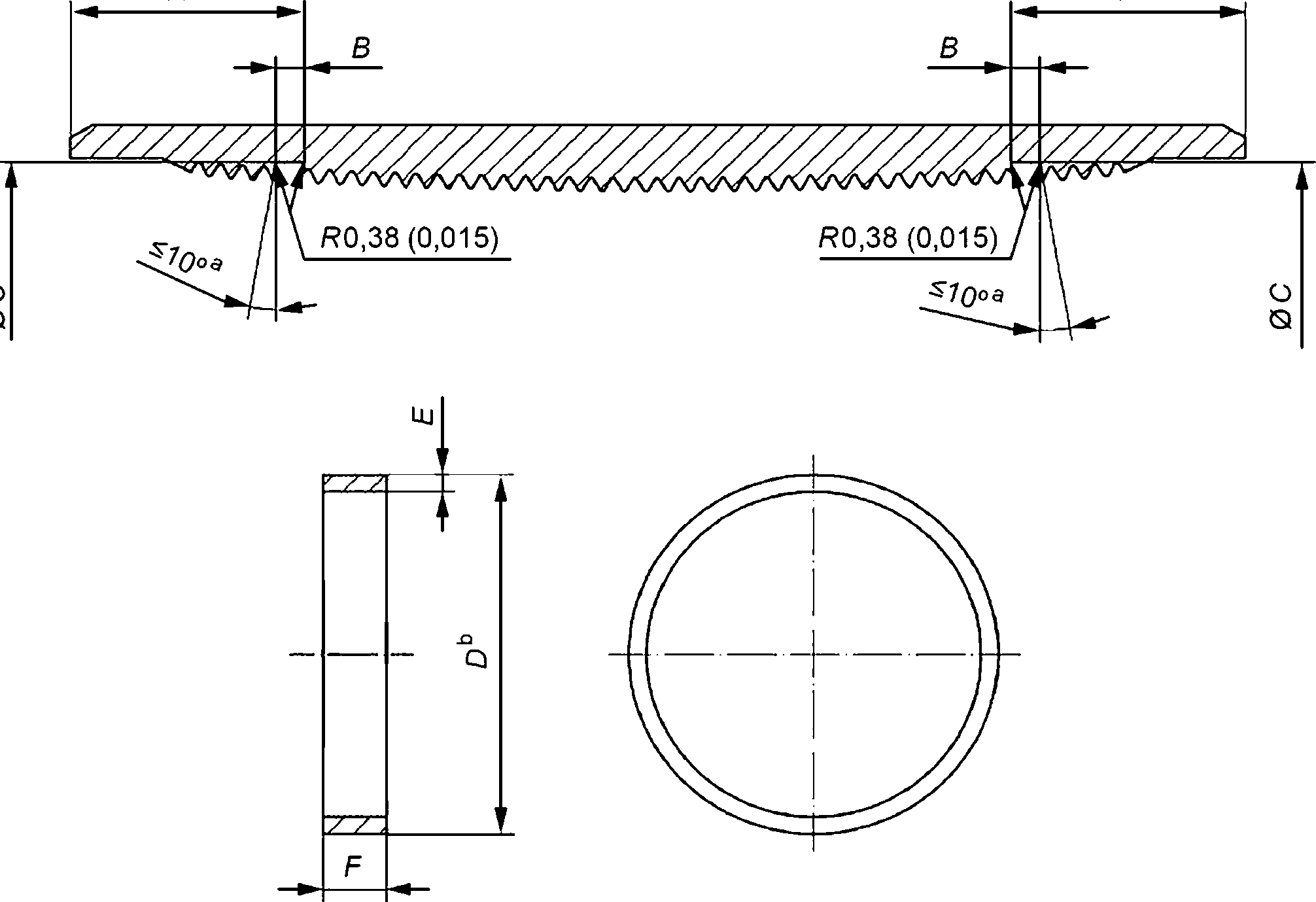
а Угол наклона по выбору.
ь Несоосность диаметра проточки под уплотнительное кольцо и диаметра резьбы должна быть не более 0,51 мм (0,020 дюйма).
Насоснокомпрессорная труба EU. Ряд 1 | Наружный диаметр | Размеры муфтыь, мм (дюймы) | Размеры кольца, мм (дюймы) | ||||
А ±3,2 (±0,125) | В ±0,13 (±0,005) | С ±0,25 (±0,010) | D ±0,19 (±0,008) | Е +0,13 (+0,005) | F +0,38 (+0,015) | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | 26,67 | 22,2 (0,875) | 3,96 (0,156) | 34,09 (1,342) | 34,54 (1,360) | 2,03 (0,080) | 3,18 (0,125) |
1,315 | 33,40 | 22,2 (0,875) | 3,96 (0,156) | 38,00 (1,496) | 38,43 (1,513) | 2,03 (0,080) | 3,18 (0,125) |
1,660 | 42,16 | 22,2 (0,875) | 4,78 (0,188) | 46,74 (1,840) | 47,17 (1,857) | 2,03 (0,080) | 3,96 (0,156) |
1,900 | 48,26 | 22,2 (0,875) | 4,78 (0,188) | 53,87 (2,121) | 54,31 (2,138) | 2,03 (0,080) | 3,96 (0,156) |
2% | 60,32 | 28,6 (1,125) | 4,78 (0,188) | 66,60 (2,622) | 67,06 (2,640) | 2,54 (0,100) | 3,96 (0,156) |
2% | 73,02 | 28,6 (1,125) | 4,78 (0,188) | 79,30 (3,122) | 79,76 (3,140) | 2,54 (0,100) | 3,96 (0,156) |
31/2 | 88,90 | 28,6 (1,125) | 4,78 (0,188) | 95,96 (3,778) | 96,42 (3,796) | 2,54 (0,100) | 3,96 (0,156) |
4 | 101,60 | 28,6 (1,125) | 4,78 (0,188) | 108,66 (4,278) | 109,12 (4,296) | 2,54 (0,100) | 3,96 (0,156) |
41/2 | 114,30 | 28,6 (1,125) | 4,78 (0,188) | 121,36 (4,778) | 121,82 (4,796) | 2,54 (0,100) | 3,96 (0,156) |
Рисунок D.20 — SR13.4. Муфта с проточками под уплотнительные кольца для насосно-компрессорных труб с высадкой
Размеры в миллиметрах
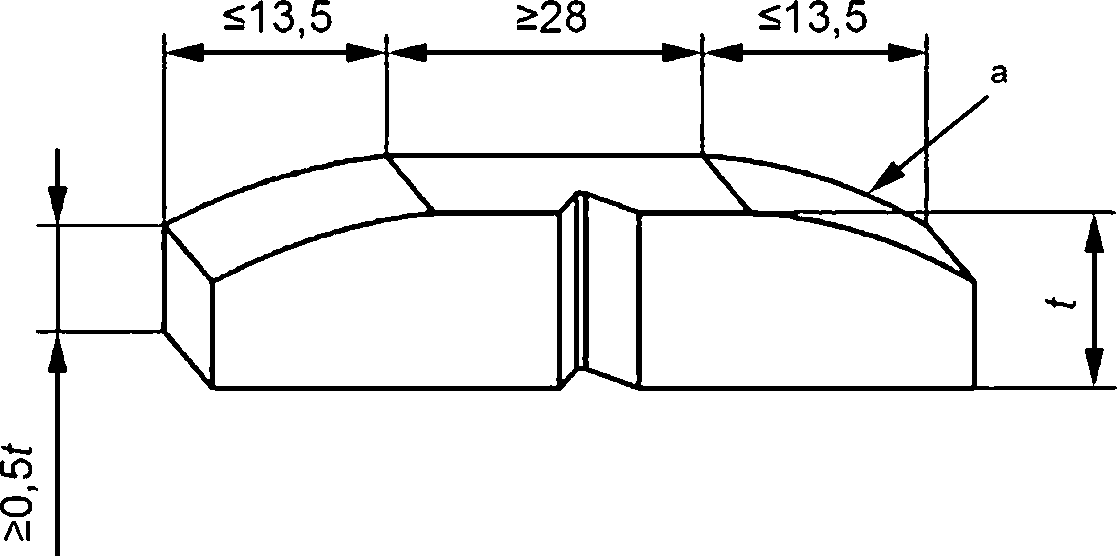
а Кривизна поверхности, обусловленная наружным диаметром изделия.
Рисунок D.21 — SR 16.1
Рисунок D.22 — Примеры и последовательность маркировки изделий для изготовителей и нарезчиков резьбы с применением монограммы API (см. приложения А и F)*, раздел 11 и таблицы С.48 (приложение С) или Е.48 (приложение Е)
Размеры в миллиметрах (дюймах)
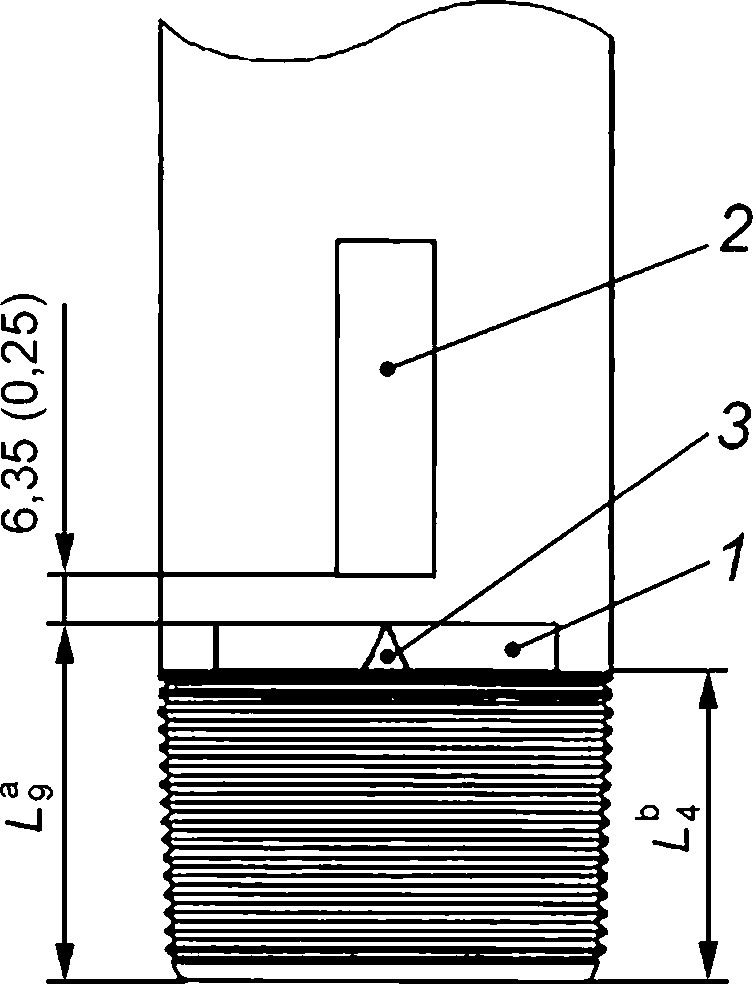
а Максимальная длина свинчивания (от торца трубы до вершины треугольного клейма).
ь Общая длина резьбы.
1 — отчетливая маркировка, полоса краской зеленого цвета; 2 — полоса краской приблизительно: шириной 25 мм (1 дюйм), шириной и длиной 0,6 м (2 фута) на ниппельном конце и не менее 100 мм (4 дюйма), если муфта установлена изготовителем;
3 — треугольное клеймо
Расположение треугольного клейма | ||
Ряд 1 | /-9 _1 59 ММ (-1/16 ДЮЙМ) | |
1 | 2 | 3 |
4% | 76,20 (3,000) | 82,55 (3,250) |
5 | 85,73 (3,375) | 92,11 (3,625) |
51/2 | 88,90 (3,500) | 95,25 (3,750) |
6% | 98,43 (3,875) | 104,78 (4,125) |
7 | 101,60 (4,000) | 107,95 (4,250) |
7% | 104,78 (4,125) | 111,13 (4,375) |
8% | 114,30 (4,500) | 120,65 (4,750) |
9% | 120,65 (4,750) | 127,00 (5,000) |
Рисунок D.23 — SR 22.1. Маркировка краской на промысловом конце и треугольный знак свинчивания на заводском и промысловом концах
Монограмму API не используют в Российской Федерации.
Размеры в миллиметрах (дюймах)
а) Вариант 1
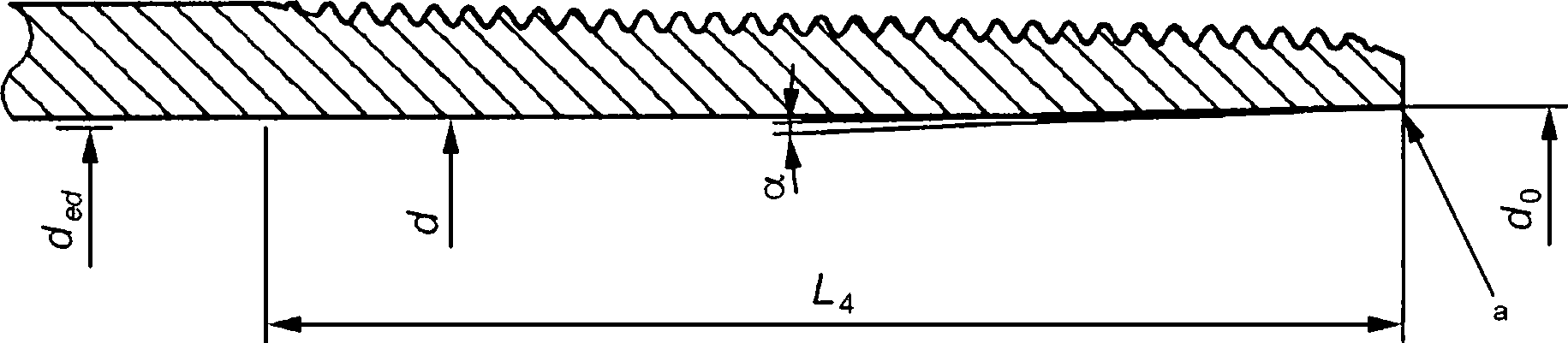
Ь) Вариант 2
а Притупить острую кромку.
Вариант 1 — Без расточки | |||
Ряд 1 | Ряд 2 | Диаметр специальной концевой оправки ded ±0,13 (±0,005) | Внутренний диаметр d |
1 | 2 | 3 | 4 |
7 | 23,00 | 160,68 (6,326) | 161,70 (6,366) |
7 | 32,00 | 154,18 (6,070) | 154,79 (6,094) |
8% | 32,00 | 201,96 (7,951) | 201,19 (7,921) |
8% | 40,00 | 195,61 (7,701) | 196,22 (7,725) |
9% | 40,00 | 224,18 (8,826) | 224,41 (8,835) |
9% | 47,00 | 221,01 (8,701) | 220,50 (8,681) |
9% | 53,50 | 217,83 (8,576) | 216,79 (8,535) |
Вариант 2 — С расточкой | ||||||
Ряд 1 | Ряд 2 | Диаметр специальной концевой оправки ded ±0,13 (±0,005) | Внутренний диаметр d | Длина расточки /-4 не более | Диаметр расточки d0 ±0,38 (±0,015) | Угол расточки а |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
7 | 23,00 | 158,75 (6,250) | 161,70 (6,366) | 101,60 (4,000) | 162,56 (6,400) | 2° — 15° |
7 | 32,00 | 152,40 (6,000) | 154,79 (6,094) | 101,60 (4,000) | 157,48 (6,200) | 2° — 15° |
8% | 32,00 | 200,02 (7,875) | 201,19 (7,921) | 114,30 (4,500) | 204,47 (8,050) | 2° — 15° |
8% | 40,00 | 193,68 (7,625) | 196,22 (7,725) | 114,30 (4,500) | 198,12 (7,800) | 2° — 15° |
9% | 40,00 | 222,25 (8,750) | 224,41 (8,835) | 120,65 (4,750) | 227,33 (8,950) | 2° — 15° |
9% | 47,00 | 219,08 (8,625) | 220,50 (8,681) | 120,65 (4,750) | 223,52 (8,800) | 2° — 15° |
9% | 53,50 | 215,90 (8,500) | 216,79 (8,535) | 120,65 (4,750) | 220,98 (8,700) | 2° — 15° |
Рисунок D.24 — SR 22.2. Дополнительные требования к конической расточке концов по внутреннему диаметру
Размеры в миллиметрах (дюймах)
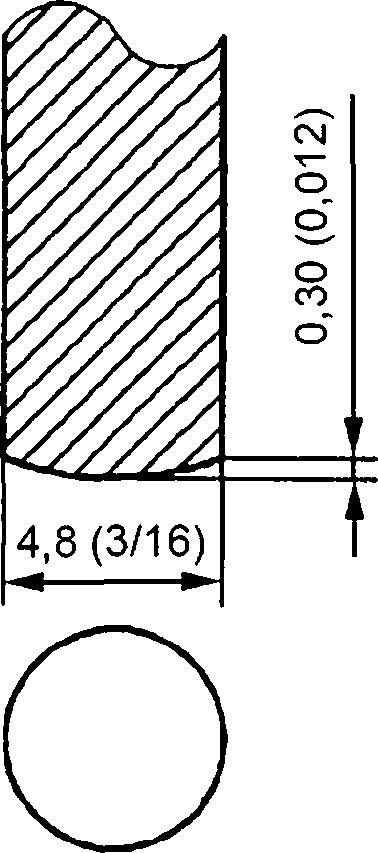
а) Скругленная точка контакта
[о
Ь) Вид сверху
с) Вид сбоку
Рисунок D.25 — Пример типичного Г-образного инструмента
Размеры в миллиметрах (дюймах)
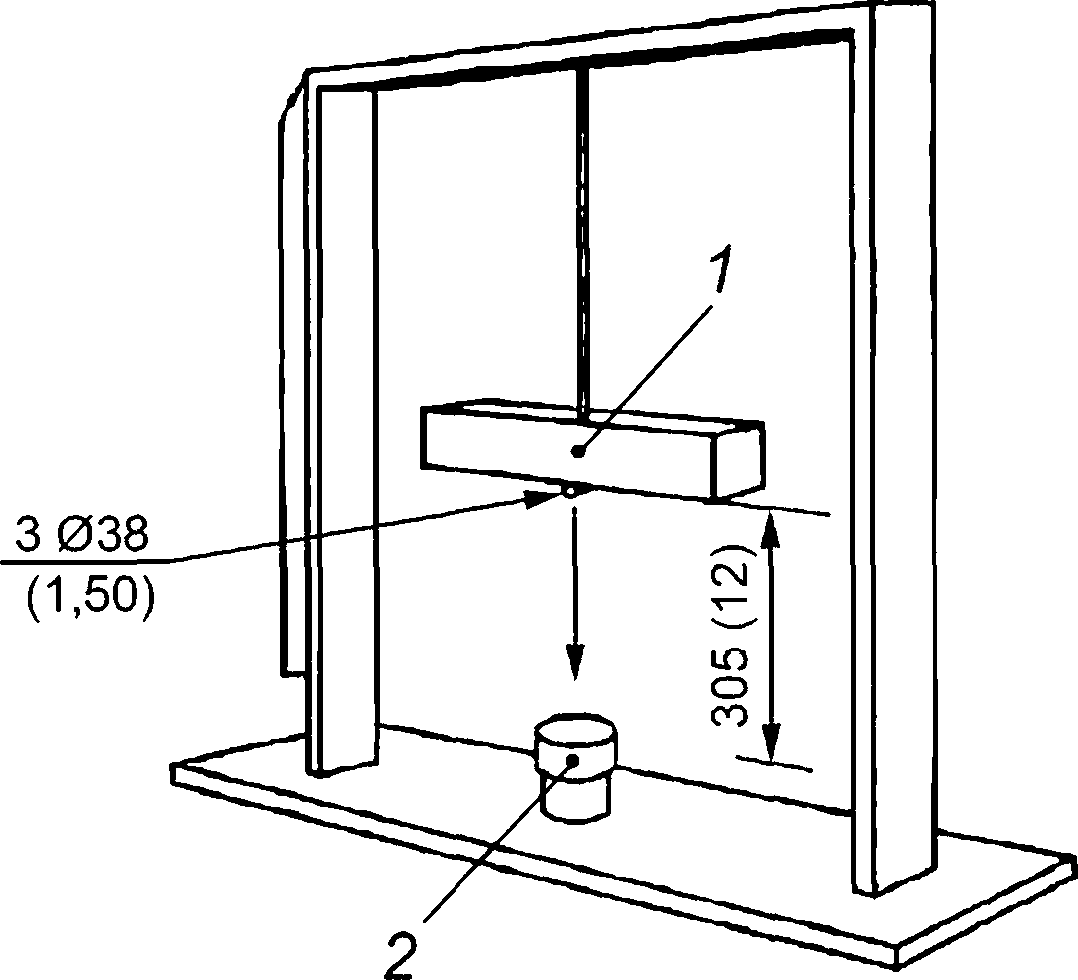
1 — стальная плита; 2 — образец; 3 — стальной пруток Рисунок D.26 — Оборудование для испытаний на осевой удар
Размеры в миллиметрах (дюймах)
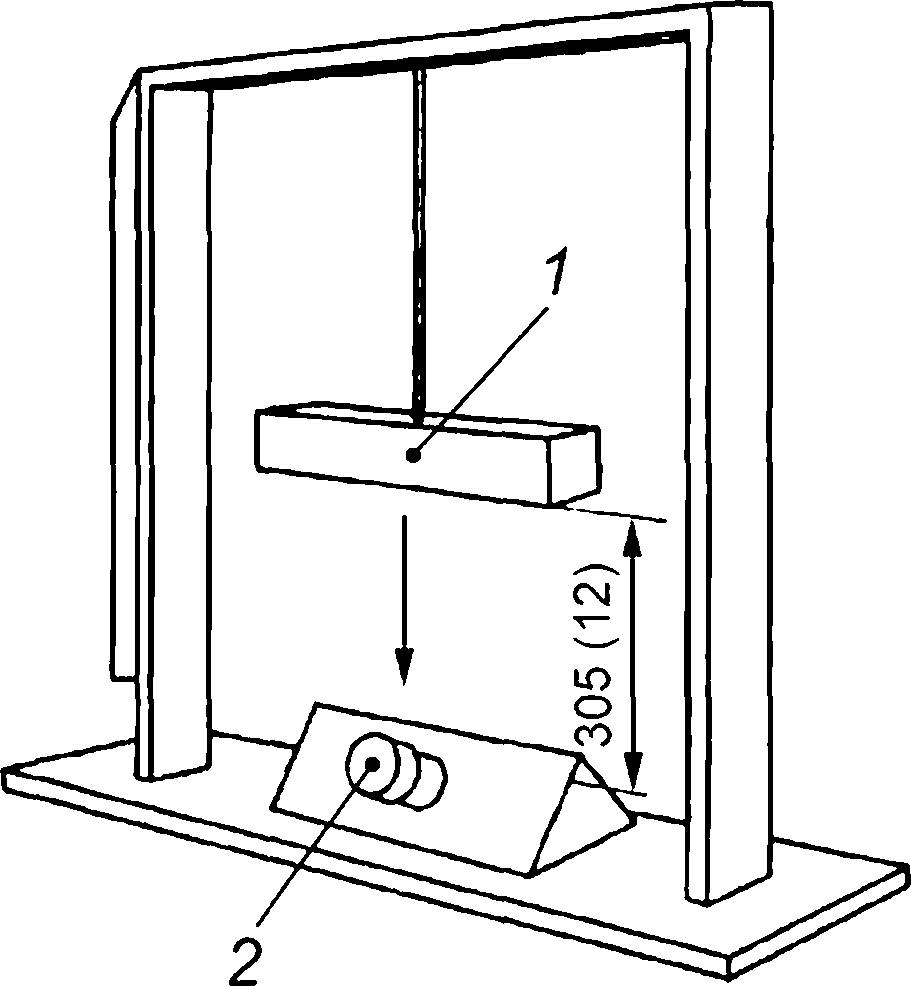
1 — стальная плита; 2 — образец
Рисунок D.27 — Оборудование для испытаний на удар под углом 45°
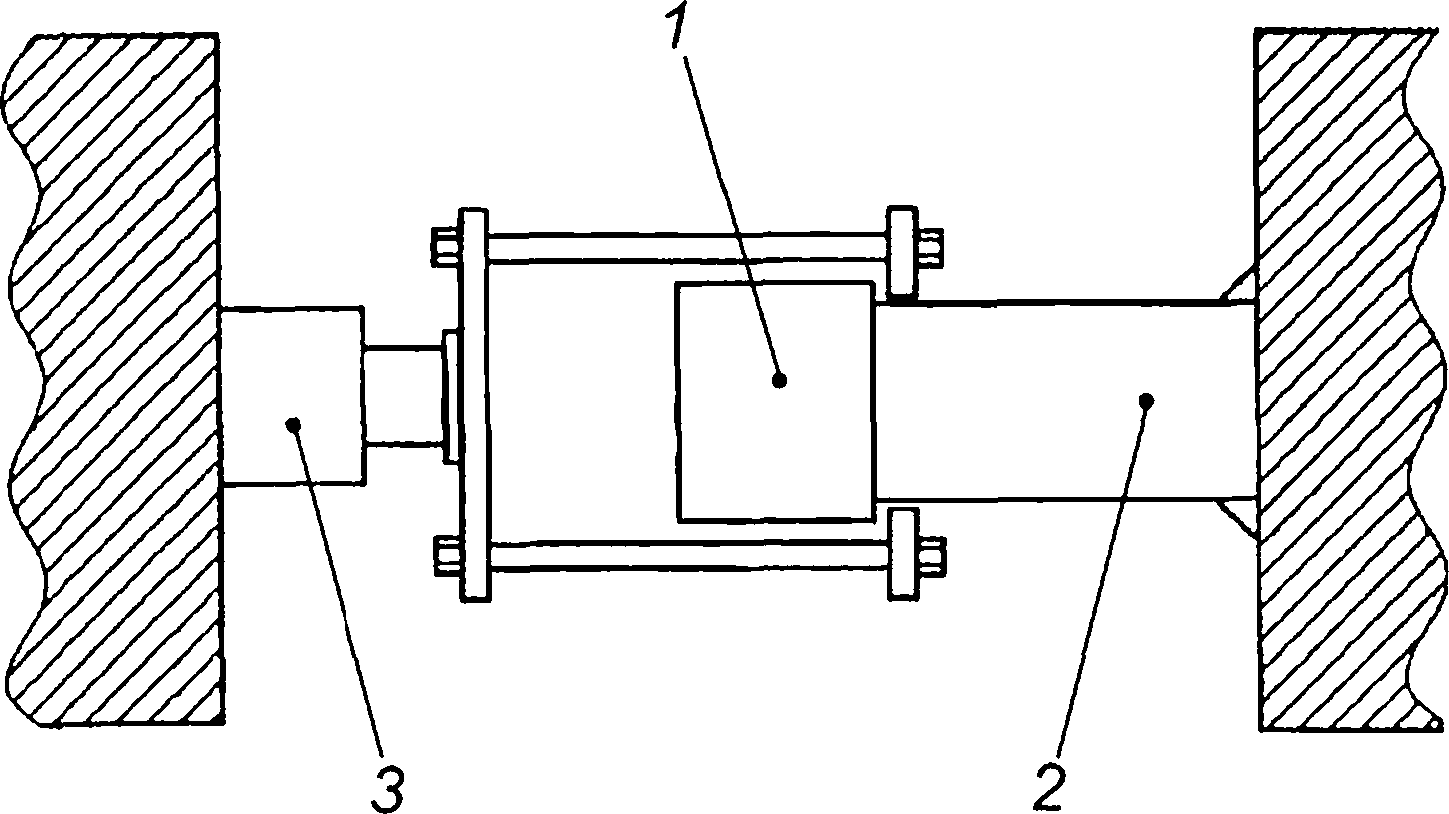
1 — резьбовая предохранительная деталь; 2 — участок трубы; 3 — гидравлический цилиндр Рисунок D.28 — Оборудование для испытаний резьбы на срыв
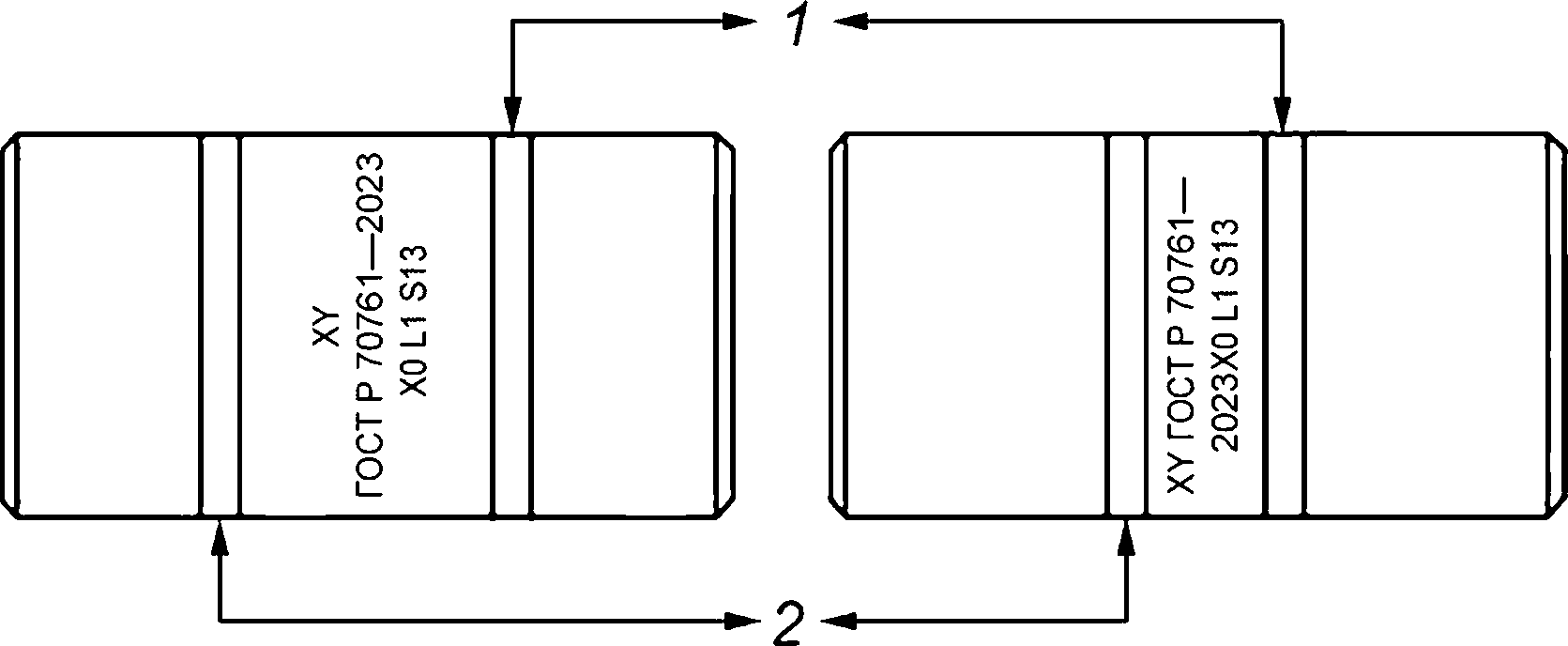
1 — полоса голубой краской на муфте с уплотнительными кольцами; 2— полоса(ы) для групп прочности или другие полосы Рисунок D.29 — Пример расположения полос в цветовой маркировке муфты с уплотнительными кольцами
Рисунок D.30 — Расположение отпечатков при контроле твердости на образце DCB
Приложение Е (обязательное)
Таблицы в единицах LISC
Таблица Е.1 — Размеры, массы, толщина стенки, группы прочности и виды отделки концов обсадных труб
Ряды3 | Наружный диаметр | Номинальная массаЬ’с на единицу длины Т&С | Толщина стенки | Вид отделки концов6’6 | ||||||||
1 | 2 | D, дюйм | фунт/фут | t, дюйм | Н40 | J55, К55 | L80, R95 | N80 (тип 1), Q | C90, T95 | C110 | P110 | Q125 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
4’/2 | 9,50 | 4,500 | 9,70 | 0,205 | PS | PS | — | — | — | — | — | — |
4’/2 | 10,50 | 4,500 | 10,60 | 0,224 | — | PSB | — | — | — | — | — | — |
41/2 | 11,60 | 4,500 | 11,70 | 0,250 | — | PSLB | PLB | PLB | PLB | P | PLB | — |
41/2 | 13,50 | 4,500 | 13,30 | 0,290 | — | — | PLB | PLB | PLB | P | PLB | — |
41/2 | 15,10 | 4,500 | 15,30 | 0,337 | — | — | — | — | — | — | PLB | PLB |
5 | 11,50 | 5,000 | 11,60 | 0,220 | — | PS | — | — | — | — | — | — |
5 | 13,00 | 5,000 | 13,20 | 0,253 | — | PSLB | — | — | — | — | — | — |
5 | 15,00 | 5,000 | 15,30 | 0,296 | — | PSLB | PLB | PLB | PLB | P | PLB | — |
5 | 18,00 | 5,000 | 18,30 | 0,362 | — | — | PLB | PLB | PLB | P | PLB | PLB |
5 | 21,40 | 5,000 | 21,60 | 0,437 | — | — | PLB | PLB | PLB | P | PLB | PLB |
5 | 23,20 | 5,000 | 23,40 | 0,478 | — | — | PLB | PLB | PLB | P | PLB | PLB |
5 | 24,10 | 5,000 | 24,30 | 0,500 | — | — | PLB | PLB | PLB | P | PLB | PLB |
5 1/2 | 14,00 | 5,500 | 14,00 | 0,244 | PS | PS | — | — | — | — | — | — |
51/2 | 15,50 | 5,500 | 15,80 | 0,275 | — | PSLB | — | — | — | — | — | — |
51/2 | 17,00 | 5,500 | 17,30 | 0,304 | — | PSLB | PLB | PLB | PLB | P | PLB | — |
51/2 | 20,00 | 5,500 | 20,20 | 0,361 | — | — | PLB | PLB | PLB | P | PLB | — |
51/2 | 23,00 | 5,500 | 22,90 | 0,415 | — | — | PLB | PLB | PLB | P | PLB | PLB |
51/2 | 26,80 | 5,500 | 27,00 | 0,500 | — | — | — | — | P | P | — | — |
51/2 | 29,70 | 5,500 | 29,90 | 0,562 | — | — | — | — | P | P | — | — |
51/2 | 32,60 | 5,500 | 32,70 | 0,625 | — | — | — | — | P | P | — | — |
51/2 | 35,30 | 5,500 | 35,50 | 0,687 | — | — | — | — | P | P | — | — |
51/2 | 38,00 | 5,500 | 38,20 | 0,750 | — | — | — | — | P | P | — | — |
51/2 | 40,50 | 5,500 | 40,80 | 0,812 | — | — | — | — | P | P | — | — |
51/2 | 43,10 | 5,500 | 43,30 | 0,875 | — | — | — | — | P | P | — | — |
6% | 20,00 | 6,625 | 20,00 | 0,288 | PS | PSLB | — | — | — | — | — | — |
6% | 24,00 | 6,625 | 24,00 | 0,352 | — | PSLB | PLB | PLB | PLB | P | PLB | — |
6% | 28,00 | 6,625 | 28,00 | 0,417 | — | — | PLB | PLB | PLB | P | PLB | — |
Продолжение таблицы Е. 1
Рядыа | Наружный диаметр | Номинальная массаЬ'с на единицу длины Т&С | Толщина стенки | Вид отделки концов6,6 | ||||||||
1 | 2 | D, дюйм | фунт/фут | t, дюйм | Н40 | J55, К55 | L80, R95 | N80 (тип 1), Q | C90, T95 | C110 | P110 | Q125 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
6% | 32,00 | 6,625 | 32,00 | 0,475 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7 | 17,00 | 7,000 | 17,20 | 0,231 | PS | — | — | — | — | — | — | — |
7 | 20,00 | 7,000 | 20,10 | 0,272 | PS | PS | — | — | — | — | — | — |
7 | 23,00 | 7,000 | 23,30 | 0,317 | — | PSLB | PLB | PLB | PLB | P | — | — |
7 | 26,00 | 7,000 | 26,30 | 0,362 | — | PSLB | PLB | PLB | PLB | P | PLB | — |
7 | 29,00 | 7,000 | 29,30 | 0,408 | — | — | PLB | PLB | PLB | P | PLB | — |
7 | 32,00 | 7,000 | 32,20 | 0,453 | — | — | PLB | PLB | PLB | P | PLB | — |
7 | 35,00 | 7,000 | 35,00 | 0,498 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7 | 38,00 | 7,000 | 37,70 | 0,540 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7 | 42,70 | 7,000 | 42,90 | 0,625 | — | — | — | — | P | P | — | — |
7 | 46,40 | 7,000 | 46,60 | 0,687 | — | — | — | — | P | P | — | — |
7 | 50,10 | 7,000 | 50,30 | 0,750 | — | — | — | — | P | P | — | — |
7 | 53,60 | 7,000 | 53,90 | 0,812 | — | — | — | — | P | P | — | — |
7 | 57,10 | 7,000 | 57,40 | 0,875 | — | — | — | — | P | P | — | — |
7% | 24,00 | 7,625 | 24,00 | 0,300 | PS | — | — | — | — | — | — | — |
7% | 26,40 | 7,625 | 26,40 | 0,328 | — | PSLB | PLB | PLB | PLB | P | — | — |
7% | 29,70 | 7,625 | 29,70 | 0,375 | — | — | PLB | PLB | PLB | P | PLB | — |
7% | 33,70 | 7,625 | 33,70 | 0,430 | — | — | PLB | PLB | PLB | P | PLB | — |
7% | 39,00 | 7,625 | 39,00 | 0,500 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7% | 42,80 | 7,625 | 42,80 | 0,562 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7% | 45,30 | 7,625 | 45,30 | 0,595 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7% | 47,10 | 7,625 | 47,10 | 0,625 | — | — | PLB | PLB | PLB | P | PLB | PLB |
7% | 51,20 | 7,625 | 51,20 | 0,687 | — | — | — | — | P | P | — | — |
7% | 55,30 | 7,625 | 55,30 | 0,750 | — | — | — | — | P | P | — | — |
7% | 46,10 | 7,750 | 46,10 | 0,595 | — | — | P | P | P | P | P | P |
8% | 24,00 | 8,625 | 24,00 | 0,264 | — | PS | — | — | — | — | — | — |
8% | 28,00 | 8,625 | 28,00 | 0,304 | PS | — | — | — | — | — | — | — |
8% | 32,00 | 8,625 | 32,00 | 0,352 | PS | PSLB | — | — | — | — | — | — |
8% | 36,00 | 8,625 | 36,00 | 0,400 | — | PSLB | PLB | PLB | PLB | P | — | — |
8% | 40,00 | 8,625 | 40,00 | 0,450 | — | — | PLB | PLB | PLB | P | PLB | — |
Продолжение таблицы Е. 1
Рядыа | Наружный диаметр | Номинальная массаЬ'с на единицу длины Т&С | Толщина стенки | Вид отделки концов6’6 | ||||||||
1 | 2 | D, дюйм | фунт/фут | t, дюйм | Н40 | J55, К55 | L80, R95 | N80 (тип 1), Q | C90, T95 | C110 | P110 | Q125 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
8% | 44,00 | 8,625 | 44,00 | 0,500 | — | — | PLB | PLB | PLB | p | PLB | |
8% | 49,00 | 8,625 | 49,00 | 0,557 | — | — | PLB | PLB | PLB | p | PLB | PLB |
9% | 32,30 | 9,625 | 32,30 | 0,312 | PS | — | — | — | — | — | — | |
9% | 36,00 | 9,625 | 36,00 | 0,352 | PS | PSLB | — | — | — | — | — | — |
9% | 40,00 | 9,625 | 40,00 | 0,395 | — | PSLB | PLB | PLB | PLB | p | — | — |
9% | 43,50 | 9,625 | 43,50 | 0,435 | — | — | PLB | PLB | PLB | p | PLB | — |
9% | 47,00 | 9,625 | 47,00 | 0,472 | — | — | PLB | PLB | PLB | p | PLB | PLB |
9% | 53,50 | 9,625 | 53,50 | 0,545 | — | — | PLB | PLB | PLB | p | PLB | PLB |
9% | 58,40 | 9,625 | 58,40 | 0,595 | — | — | PLB | PLB | PLB | p | PLB | PLB |
9% | 59,40 | 9,625 | 59,40 | 0,609 | — | — | — | — | P | p | — | — |
9% | 64,90 | 9,625 | 64,90 | 0,672 | — | — | — | — | P | p | — | — |
9% | 70,30 | 9,625 | 70,30 | 0,734 | — | — | — | — | P | p | — | — |
9% | 75,60 | 9,625 | 75,60 | 0,797 | — | — | — | — | P | p | — | — |
ю3/4 | 32,75 | 10,750 | 32,75 | 0,279 | PS | — | — | — | — | — | — | — |
103/4 | 40,50 | 10,750 | 40,50 | 0,350 | PS | PSB | — | — | — | — | — | — |
103/4 | 45,50 | 10,750 | 45,50 | 0,400 | — | PSB | — | — | — | — | — | — |
103/4 | 51,00 | 10,750 | 51,00 | 0,450 | — | PSB | PSB | PSB | PSB | p | PSB | — |
103/4 | 55,50 | 10,750 | 55,50 | 0,495 | — | — | PSB | PSB | PSB | p | PSB | — |
103/4 | 60,70 | 10,750 | 60,70 | 0,545 | — | — | — | — | PSB | p | PSB | PSB |
ю3/4 | 65,70 | 10,750 | 65,70 | 0,595 | — | — | — | — | PSB | p | PSB | PSB |
103/4 | 73,20 | 10,750 | 73,20 | 0,672 | — | — | — | — | p | p | — | — |
103/4 | 79,20 | 10,750 | 79,20 | 0,734 | — | — | — | — | p | p | — | — |
103/4 | 85,30 | 10,750 | 85,30 | 0,797 | — | — | — | — | p | p | — | — |
113/4 | 42,00 | 11,750 | 42,00 | 0,333 | PS | — | — | — | — | — | — | — |
113/4 | 47,00 | 11,750 | 47,00 | 0,375 | — | PSB | — | — | — | — | — | — |
113/4 | 54,00 | 11,750 | 54,00 | 0,435 | — | PSB | — | — | — | — | — | — |
113/4 | 60,00 | 11,750 | 60,00 | 0,489 | — | PSB | PSB | PSB | PSB | p | PSB | PSB |
11% | 65,00 | 11,750 | 65,00 | 0,534 | — | — | p | p | p | p | p | p |
113/4 | 71,00 | 11,750 | 71,00 | 0,582 | — | — | p | p | p | p | p | p |
13% | 48,00 | 13,375 | 48,00 | 0,330 | PS | — | — | — | — | — | — | — |
Окончание таблицы Е. 1
Рядыа | Наружный диаметр | Номинальная массаЬ'с на единицу длины Т&С | Толщина стенки | Вид отделки концов6,6 | ||||||||
1 | 2 | D, дюйм | фунт/фут | t, дюйм | Н40 | J55, К55 | L80, R95 | N80 (тип 1), Q | C90, T95 | C110 | P110 | Q125 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
13% | 54,50 | 13,375 | 54,50 | 0,380 | — | PSB | — | — | — | — | — | — |
13% | 61,00 | 13,375 | 61,00 | 0,430 | — | PSB | — | — | — | — | — | — |
13% | 68,00 | 13,375 | 68,00 | 0,480 | — | PSB | PSB | PSB | PSB | p | PSB | — |
13% | 72,00 | 13,375 | 72,00 | 0,514 | — | — | PSB | PSB | PSB | p | PSB | PSB |
16 | 65,00 | 16,000 | 65,00 | 0,375 | PS | — | — | — | — | — | — | — |
16 | 75,00 | 16,000 | 75,00 | 0,438 | — | PSB | — | — | — | — | — | — |
16 | 84,00 | 16,000 | 84,00 | 0,495 | — | PSB | — | — | — | — | — | — |
16 | 109,00 | 16,000 | 109,00 | 0,656 | — | р | p | p | — | — | p | p |
18% | 87,50 | 18,625 | 87,50 | 0,435 | PS | PSB | — | — | — | — | — | — |
20 | 94,00 | 20,000 | 94,00 | 0,438 | PSL | PSLB | — | — | — | — | — | — |
20 | 106,50 | 20,000 | 106,50 | 0,500 | — | PSLB | — | — | — | — | — | — |
20 | 133,00 | 20,000 | 133,00 | 0,635 | — | PSLB | — | — | — | — | — | — |
а Ряды указаны для информации и для удобства заказа. ь Номинальная масса на единицу длины (графа 4) приведена для справки. с Плотность мартенситных хромистых сталей [L80 (9Сг) и (1 ЗСг)] отличается от плотности углеродистых сталей. Указанные массы не являются точными значениями для мартенситных хромистых сталей. Может быть применен коэффициент коррекции массы, равный 0,989. d Обсадные трубы с упорной трапецеидальной резьбой могут быть поставлены с обычными и специальными муфтами или со специальными муфтами со специальной фаской. е Для обсадных труб с соединениями S, L, В допускаются промежуточные толщины стенок в соответствии 5.2.3 и 8.2 и API 5В. | ||||||||||||
Примечание — Р — без резьбы; S — короткая закругленная резьба; L — удлиненная закругленная резьба; В — упорная трапецеидальная резьба. | ||||||||||||
Таблица Е.2 — Размеры, массы, толщина стенки, группы прочности и виды отделки концов для насосно-компрессорных труб
Ряды | Наружный диаметр | Номинальная масса на единицу длины3’ ь | Толщина стенки | Вид отделки концов | |||||||||||
1 | 2 | без высадки Т&С | с наружной высадкой Т&С | Интегральное соединение | |||||||||||
NU Т&С | EU Т&С | и | D, дюйм | фунт/ Фут | фунт/ Фут | фунт/ Фут | t, дюйм | Н40 | J55 | L80 R95 | N80 (тип 1), Q | C90 | T95 | P110 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
1,050 | 1,14 | 1,20 | — | 1,050 | 1,14 | 1,20 | — | 0,113 | PNU | PNU | PNU | PNU | PNU | PNU | — |
1,050 | 1,48 | 1,54 | — | 1,050 | 1,48 | 1,54 | — | 0,154 | PU | PU | PU | PU | PU | PU | PU |
1,315 | 1,70 | 1,80 | 1,72 | 1,315 | 1,70 | 1,80 | 1,72 | 0,133 | PNUI | PNUI | PNUI | PNUI | PNUI | PNUI | — |
1,315 | 2,19 | 2,24 | — | 1,315 | 2,19 | 2,24 | — | 0,179 | PU | PU | PU | PU | PU | PU | PU |
1,660 | 2,09 | — | 2,10 | 1,660 | — | — | 2,10 | 0,125 | PI | PI | — | — | — | — | — |
1,660 | 2,30 | 2,40 | 2,33 | 1,660 | 2,30 | 2,40 | 2,33 | 0,140 | PNUI | PNUI | PNUI | PNUI | PNUI | PNUI | — |
1,660 | 3,03 | 3,07 | — | 1,660 | 3,03 | 3,07 | — | 0,191 | PU | PU | PU | PU | PU | PU | PU |
1,900 | 2,40 | — | 2,40 | 1,900 | — | — | 2,40 | 0,125 | PI | PI | — | — | — | — | — |
1,900 | 2,75 | 2,90 | 2,76 | 1,900 | 2,75 | 2,90 | 2,76 | 0,145 | PNUI | PNUI | PNUI | PNUI | PNUI | PNUI | — |
1,900 | 3,65 | 3,73 | — | 1,900 | 3,65 | 3,73 | — | 0,200 | PU | PU | PU | PU | PU | PU | PU |
1,900 | 4,42 | — | — | 1,900 | 4,42 | — | — | 0,250 | — | — | P | — | P | P | — |
1,900 | 5,15 | — | — | 1,900 | 5,15 | — | — | 0,300 | — | — | P | — | P | P | — |
2,063 | 3,24 | — | 3,25 | 2,063 | — | — | 3,25 | 0,156 | PI | PI | PI | PI | PI | PI | — |
2,063 | 4,50 | — | — | 2,063 | 4,50 | — | — | 0,225 | P | P | P | P | P | P | p |
2% | 4,00 | — | — | 2,375 | 4,00 | — | — | 0,167 | PN | PN | PN | PN | PN | PN | — |
2% | 4,60 | 4,70 | — | 2,375 | 4,60 | 4,70 | — | 0,190 | PNU | PNU | PNU | PNU | PNU | PNU | PNU |
2% | 5,80 | 5,95 | — | 2,375 | 5,80 | 5,95 | — | 0,254 | — | — | PNU | PNU | PNU | PNU | PNU |
2% | 6,60 | — | — | 2,375 | 6,60 | — | — | 0,295 | — | — | P | — | P | P | — |
2% | 7,35 | 7,45 | — | 2,375 | 7,35 | 7,45 | — | 0,336 | — | — | PU | — | PU | PU | — |
27'8 | 6,40 | 6,50 | — | 2,875 | 6,40 | 6,50 | — | 0,217 | PNU | PNU | PNU | PNU | PNU | PNU | PNU |
27'8 | 7,80 | 7,90 | — | 2,875 | 7,80 | 7,90 | — | 0,276 | — | — | PNU | PNU | PNU | PNU | PNU |
27'8 | 8,60 | 8,70 | — | 2,875 | 8,60 | 8,70 | — | 0,308 | — | — | PNU | PNU | PNU | PNU | PNU |
27/8 | 9,35 | 9,45 | — | 2,875 | 9,35 | 9,45 | — | 0,340 | — | — | PU | — | PU | PU | — |
2?'8 | 10,50 | — | — | 2,875 | 10,50 | — | — | 0,392 | — | — | P | — | P | P | — |
27/8 | 11,50 | — | — | 2,875 | 11,50 | — | — | 0,440 | — | — | P | — | P | P | — |
31/2 | 7,70 | — | — | 3,500 | 7,70 | — | — | 0,216 | PN | PN | PN | PN | PN | PN | — |
з1/2 | 9,20 | 9,30 | — | 3,500 | 9,20 | 9,30 | — | 0,254 | PNU | PNU | PNU | PNU | PNU | PNU | PNU |
31/2 | 10,20 | — | — | 3,500 | 10,20 | — | — | 0,289 | PN | PN | PN | PN | PN | PN | — |
Окончание таблицы Е.2
Ряды | Наружный диаметр | Номинальная масса на единицу длины3'ь | Толщина стенки | Вид отделки концов | |||||||||||
1 | 2 | без высадки Т&С | с наружной высадкой Т&С | Интегральное соединение | |||||||||||
NU Т&С | EU Т&С | и | D, дюйм | фунт/ Фут | фунт/ Фут | фунт/ Фут | t, дюйм | Н40 | J55 | L80 R95 | N80 (тип 1), Q | С90 | Т95 | Р110 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
з1/2 | 12,70 | 12,95 | — | 3,500 | 12,70 | 12,95 | — | 0,375 | — | — | PNU | PNU | PNU | PNU | PNU |
з1/2 | 14,30 | — | — | 3,500 | 14,30 | — | — | 0,430 | — | — | Р | — | Р | Р | — |
з1/2 | 15,50 | — | — | 3,500 | 15,50 | — | — | 0,476 | — | — | Р | — | Р | Р | — |
з1/2 | 17,00 | — | — | 3,500 | 17,00 | — | — | 0,530 | — | — | Р | — | Р | Р | — |
4 | 9,50 | — | — | 4,000 | 9,50 | — | — | 0,226 | PN | PN | PN | PN | PN | PN | — |
4 | 10,70 | 11,00 | — | 4,000 | — | 11,00 | — | 0,262 | PU | PU | PU | PU | PU | PU | — |
4 | 13,20 | — | — | 4,000 | 13,20 | — | — | 0,330 | — | — | Р | — | Р | Р | — |
4 | 16,10 | — | — | 4,000 | 16,10 | — | — | 0,415 | — | — | Р | — | Р | Р | — |
4 | 18,90 | — | — | 4,000 | 18,90 | — | — | 0,500 | — | — | Р | — | Р | Р | — |
4 | 22,20 | — | — | 4,000 | 22,20 | — | — | 0,610 | — | — | Р | — | Р | Р | — |
4’/2 | 12,60 | 12,75 | — | 4,500 | 12,60 | 12,75 | — | 0,271 | PNU | PNU | PNU | PNU | PNU | PNU | — |
4’/2 | 15,20 | — | — | 4,500 | 15,20 | — | — | 0,337 | — | — | Р | — | Р | Р | — |
4’/2 | 17,00 | — | — | 4,500 | 17,00 | — | — | 0,380 | — | — | Р | — | Р | Р | — |
4’/2 | 18,90 | — | — | 4,500 | 18,90 | — | — | 0,430 | — | — | Р | — | Р | Р | — |
4’/2 | 21,50 | — | — | 4,500 | 21,50 | — | — | 0,500 | — | — | Р | — | Р | Р | — |
4’/2 | 23,70 | — | — | 4,500 | 23,70 | — | — | 0,560 | — | — | Р | — | Р | Р | — |
4’/2 | 26,10 | — | — | 4,500 | 26,10 | — | — | 0,630 | — | — | Р | — | Р | Р | — |
а Номинальная масса на единицу длины (графы 6, 7, 8) приведена для справки.
ь Плотность мартенситных хромистых сталей [L80 (9Сг) и (1 ЗСг)] отличается от плотности углеродистых сталей. Указанные массы не являются точными значениями для мартенситных хромистых сталей. Может быть применен коэффициент коррекции массы, равный 0,989.
Примечание — Р — без резьбы; N — без высадки с резьбой и муфтами; U — с наружной высадкой с резьбой и муфтами; I — интегральное соединение.
Таблица Е.З — Способ производства и термическая обработка
Группа прочности | Тип | Способ производства3 | Термическая обработка6 | Минимальная температура отпуска, °F |
1 | 2 | 3 | 4 | 5 |
Н40 | — | S или EW | — | — |
J55' | — | S или EW | __ь | — |
К55 | — | S или EW | __ь | — |
N80 | 1' | S или EW | с | — |
N80 | Q | S или EW | Qd | — |
R95' | — | S или EW | Q | 1000 |
L80 | 1 | S или EW | Q | 1050 |
L80 | 9Сг' | S | Qf | 1100 |
L80 | 13Сг | S | Qf | 1100 |
С90 | 1 | S | Q | 1150 |
Т95 | 1 | S | Q | 1200 |
С110 | — | S | Q | 1200 |
Р110 | — | S или EW9’h | Q | — |
Q125 | 1 | S или EWh | Q | — |
а S — процесс изготовления бесшовных изделий; EW — процесс изготовления электросварных изделий. ь По выбору изготовителя или в соответствии с требованиями заказа изделия могут быть подвергнуты нормализации, нормализации и отпуску или закалке и отпуску по всему объему и по всей длине. с Термическая обработка по всему объему и по всей длине. Нормализация или нормализация и отпуск по выбору изготовителя. d Включает прерванную закалку с последующим контролируемым охлаждением. е Q — закалка и отпуск. f Тип 9Сг и тип 13Сг могут быть подвергнуты закалке на воздухе. 9 Специальные требования к химическому составу для электросварных труб группы прочности Р110 указаны в таблице Е.4. h Изделия должны быть подвергнуты термической обработке по всему объему, по всей длине. Специальные требования к электросварным трубам группы прочности Р110 и группы прочности Q125 указаны в К.6 (SR 11) (приложение К). ' При закалке и отпуске изделий в сочетании с высоким отношением D/t и в изделиях без термической обработки может проявиться пластическое разрушение ниже значений внутренней устойчивости к деформации. См. расчетные значения значений характеристики по API 5СЗ/ИСО 10400 в графах 15 и 18 в таблице К.1 (приложение К) и таблице L.1 (приложение L). | ||||
Таблица Е.4 — Химический состав, массовая доля
В процентах
Группа прочности | Тип | С | Мп | Мо | Сг | Ni | Си | Р | S | Si | ||||
Не менее | Не более | Не менее | Не более | Не менее | Не более | Не менее | Не более | Не более | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
Н40 | — | — | — | — | — | — | — | — | — | — | — | 0,030 | 0,030 | — |
J55 | — | — | — | — | — | — | — | — | — | — | — | 0,030 | 0,030 | — |
К55 | — | — | — | — | — | — | — | — | — | — | — | 0,030 | 0,030 | — |
N80 | 1 | — | — | — | — | — | — | — | — | — | — | 0,030 | 0,030 | — |
N80 | Q | — | — | — | — | — | — | — | — | — | — | 0,030 | 0,030 | — |
R95 | — | — | 0,45е | — | 1,90 | — | — | — | — | — | — | 0,030 | 0,030 | 0,45 |
L80 | 1 | — | 0,43а | — | 1,90 | — | — | — | — | 0,25 | 0,35 | 0,030 | 0,030 | 0,45 |
L80 | 9Сг | — | 0,15 | 0,30 | 0,60 | 0,90 | 1,10 | 8,00 | 10,0 | 0,50 | 0,25 | 0,020 | 0,010 | 1,00 |
L80 | 13Сг | 0,15 | 0,22 | 0,25 | 1,00 | — | — | 12,0 | 14,0 | 0,50 | 0,25 | 0,020 | 0,010 | 1,00 |
С90 | 1 | — | 0,35 | — | 1,20 | 0,25ь | 0,85 | — | 1,50 | 0,99 | — | 0,020 | 0,010 | — |
Т95 | 1 | — | 0,35 | — | 1,20 | 0,25d | 0,85 | 0,40 | 1,50 | 0,99 | — | 0,020 | 0,010 | — |
С110 | — | — | 0,35 | — | 1,20 | 0,25 | 1,00 | 0,40 | 1,50 | 0,99 | — | 0,020 | 0,005 | — |
Р110 | е | — | — | — | — | — | — | — | — | — | — | 0,030е | 0,030е | — |
Q125 | 1 | — | 0,35 | 1,35 | — | 0,85 | — | 1,50 | — | — | 0,020 | 0,010 | — | |
а Максимальная массовая доля углерода для группы прочности L80 может быть увеличена до 0,50 %, если изделия подвергают закалке в масле или в полимерной среде. ь Массовая доля молибдена для группы прочности С90 (тип 1) не имеет минимального отклонения в том случае, если толщина стенки менее 0,700 дюйма. с Максимальная массовая доля углерода для группы прочности R95 может быть увеличена до 0,55 %, если изделия подвергают закалке в масле. d Минимальная массовая доля молибдена для группы прочности Т95 (тип 1) может быть уменьшена до 0,15 %, если толщина стенки изделий менее 0,700 дюйма. е Для EW группы прочности Р110 массовая доля фосфора должна быть не более 0,020 %, массовая доля серы — не более 0,010 %. Примечание — Данные элементы должны быть указаны в записях по химическому анализу изделий. | ||||||||||||||
Таблица Е.5 — Требования к свойствам при растяжении и к твердости
Группа прочности | Тип | Полное удлинение под нагрузкой, % | Предел текучести (килофунтов на квадратный дюйм) | Предел прочности не менее (кило-фунтов на квадратный дюйм) | Твердость3’0, не более | Толщина стенки изделия | Разброс твердостиь | ||
Не менее | Не более | HRC | HBW | дюйм | HRC | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Н40 | — | 0,5 | 40 | 80 | 60 | — | — | — | — |
J55 | — | 0,5 | 55 | 80 | 75 | — | — | — | — |
К55 | — | 0,5 | 55 | 80 | 95 | — | — | — | — |
N80 | 1 | 0,5 | 80 | 110 | 100 | — | — | — | — |
N80 | Q | 0,5 | 80 | 110 | 100 | — | — | — | — |
Окончание таблицы Е. 5
Группа прочности | Тип | Полное удлинение под нагрузкой, % | Предел текучести (килофунтов на квадратный дюйм) | Предел прочности не менее (кило-фунтов на квадратный дюйм) | Твердость310, не более | Толщина стенки изделия | Разброс твердости6 | ||
Не менее | Не более | HRC | HBW | дюйм | HRC | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
R95 | — | 0,5 | 95 | 110 | 105 | — | — | — | — |
L80 | 1 | 0,5 | 80 | 95 | 95 | 23,0 | 241 | — | — |
L80 | 9Сг | 0,5 | 80 | 95 | 95 | 23,0 | 241 | — | — |
L80 | 13Сг | 0,5 | 80 | 95 | 95 | 23,0 | 241 | — | — |
С90 | 1 | 0,5 | 90 | 105 | 100 | 25,4 | 255 | <0,500 | 3,0 |
0,501—0,749 | 4,0 | ||||||||
0,750—0,999 | 5,0 | ||||||||
>1,000 | 6,0 | ||||||||
Т95 | 1 | 0,5 | 95 | 110 | 105 | 25,4 | 255 | <0,500 | 3,0 |
0,501—0,749 | 4,0 | ||||||||
0,750—0,999 | 5,0 | ||||||||
>1,000 | 6,0 | ||||||||
С110 | — | 0,7 | 110 | 120 | 115 | 29,0 | 279 | <0,500 | 3,0 |
0,501—0,749 | 4,0 | ||||||||
0,750—0,999 | 5,0 | ||||||||
>1,000 | 6,0 | ||||||||
Р110 | — | 0,6 | 110 | 140 | 125 | — | — | — | — |
Q125 | 1 | 0,65 | 125 | 150 | 135 | ь | — | <0,500 | 3,0 |
0,501—0,749 | 4,0 | ||||||||
>0,750 | 5,0 | ||||||||
а В спорных случаях следует применять лабораторный контроль твердости по шкале С Роквелла.
ь Требования к твердости не установлены, но разброс твердости ограничен как элемент контроля управляемости процесса производства (см. 7.8 и 7.9).
с Для контроля твердости по толщине стенки групп прочности L80 (все типы), С90, Т95 и С110 требования, указанные в столбце HRC, относятся к максимальному среднему числу твердости.
Таблица Е.6 — Таблица значений относительного удлинения
Образец для испытания на растяжение | Минимальное относительное удлинение на длине образца 2,0 дюйма, % | ||||||||||
Группа прочности | |||||||||||
Н40 | J55 | К55, L80 | N80, С90 | R95, Т95 | С110 | Р110 | Q125 | ||||
Площадь поперечного сечения образца, квадратный дюйм | Номинальная толщина стенки, мм | Заданный минимальный предел прочности (килофунтов на квадратный дюйм) | |||||||||
Ширина образца 3/4 дюйма | Ширина образца 1 дюйм | Ширина образца 1!4 дюйма | 60 | 75 | 95 | 100 | 105 | 115 | 125 | 135 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
0,750 | >0,994 | >0,746 | >0,497 | 30 | 24 | 20 | 19 | 18 | 16 | 15 | 14 |
0,740 | 0,980—0,993 | 0,735—0,745 | 0,490—0,496 | 29 | 24 | 19 | 19 | 18 | 16 | 15 | 14 |
0,730 | 0,967—0,979 | 0,726—0,734 | 0,484—0,489 | 29 | 24 | 19 | 19 | 18 | 16 | 15 | 14 |
0,720 | 0,954—0,966 | 0,715—0,725 | 0,477—0,483 | 29 | 24 | 19 | 19 | 18 | 16 | 15 | 14 |
0,710 | 0,941—0,953 | 0,706—0,714 | 0,471—0,476 | 29 | 24 | 19 | 18 | 18 | 16 | 15 | 14 |
0,700 | 0,927—0,940 | 0,695—0,705 | 0,464—0,470 | 29 | 24 | 19 | 18 | 18 | 16 | 15 | 14 |
0,690 | 0,914—0,926 | 0,686—0,694 | 0,457—0,463 | 29 | 24 | 19 | 18 | 18 | 16 | 15 | 14 |
0,680 | 0,900—0,913 | 0,675—0,685 | 0,450—0,456 | 29 | 24 | 19 | 18 | 18 | 16 | 15 | 14 |
0,670 | 0,887—0,899 | 0,666—0,674 | 0,444—0,449 | 29 | 24 | 19 | 18 | 17 | 16 | 15 | 14 |
0,660 | 0,861—0,873 | 0,646—0,654 | 0,431—0,436 | 29 | 24 | 19 | 18 | 17 | 16 | 15 | 14 |
0,650 | 0,847—0,860 | 0,635—0,645 | 0,424—0,430 | 29 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
0,640 | 0,847—0,860 | 0,635—0,645 | 0,424—0,430 | 29 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
0,630 | 0,834—0,846 | 0,626—0,634 | 0,417—0,423 | 29 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
0,620 | 0,820—0,833 | 0,615—0,625 | 0,410—0,416 | 28 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
0,610 | 0,807—0,819 | 0,606—0,614 | 0,404—0,409 | 28 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
0,600 | 0,794—0,806 | 0,595—0,605 | 0,397—0,403 | 28 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
0,590 | 0,781—0,793 | 0,586—0,594 | 0,391—0,396 | 28 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
0,580 | 0,767 —0,780 | 0,575—0,585 | 0,384—0,390 | 28 | 23 | 19 | 18 | 17 | 16 | 15 | 14 |
0,570 | 0,754—0,766 | 0,566—0,574 | 0,377—0,383 | 28 | 23 | 18 | 18 | 17 | 16 | 14 | 13 |
0,560 | 0,740— 0,753 | 0,555—0,565 | 0,370—0,376 | 28 | 23 | 18 | 18 | 17 | 16 | 14 | 13 |
0,550 | 0,727— 0,739 | 0,546—0,554 | 0,364—0,369 | 28 | 23 | 18 | 18 | 17 | 15 | 14 | 13 |
0,540 | 0,714—0,726 | 0,535—0,545 | 0,357—0,363 | 28 | 23 | 18 | 17 | 17 | 15 | 14 | 13 |
0,530 | 0,701—0,713 | 0,526—0,534 | 0,351—0,356 | 28 | 23 | 18 | 17 | 17 | 15 | 14 | 13 |
0,520 | 0,687—0,700 | 0,515—0,525 | 0,344—0,350 | 27 | 22 | 18 | 17 | 17 | 15 | 14 | 13 |
0,510 | 0,674—0,686 | 0,506—0,514 | 0,337—0,343 | 27 | 22 | 18 | 17 | 17 | 15 | 14 | 13 |
0,500 | 0,660—0,673 | 0,495—0,505 | 0,330—0,336 | 27 | 22 | 18 | 17 | 16 | 15 | 14 | 13 |
0,490 | 0,647—0,659 | 0,486—0,494 | 0,324— 0,329 | 27 | 22 | 18 | 17 | 16 | 15 | 14 | 13 |
0,480 | 0,634—0,646 | 0,475—0,485 | 0,317—0,323 | 27 | 22 | 18 | 17 | 16 | 15 | 14 | 13 |
Продолжение таблицы Е. 6
Образец для испытания на растяжение | Минимальное относительное удлинение на длине образца 2,0 дюйма, % | ||||||||||
Группа прочности | |||||||||||
Н40 | J55 | К55, L80 | N80, С90 | R95, Т95 | С110 | Р110 | Q125 | ||||
Площадь поперечного сечения образца, квадратный дюйм | Номинальная толщина стенки, мм | Заданный минимальный предел прочности (килофунтов на квадратный дюйм) | |||||||||
Ширина образца 3/4 дюйма | Ширина образца 1 дюйм | Ширина образца 11/2 дюйма | 60 | 75 | 95 | 100 | 105 | 115 | 125 | 135 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
0,470 | 0,621—0,633 | 0,466—0,474 | 0,311—0,316 | 27 | 22 | 18 | 17 | 16 | 15 | 14 | 13 |
0,460 | 0,607—0,620 | 0,455—0,465 | 0,304—0,310 | 27 | 22 | 18 | 17 | 16 | 15 | 14 | 13 |
0,450 | 0,594—0,606 | 0,446—0,454 | 0,297—0,303 | 27 | 22 | 18 | 17 | 16 | 15 | 14 | 13 |
0,440 | 0,580—0,593 | 0,435—0,445 | 0,290—0,296 | 27 | 22 | 18 | 17 | 16 | 15 | 14 | 13 |
0,430 | 0,567—0,579 | 0,426—0,434 | 0,284—0,289 | 26 | 22 | 17 | 17 | 16 | 15 | 14 | 13 |
0,420 | 0,554—0,566 | 0,415—0,425 | 0,277—0,283 | 26 | 22 | 17 | 17 | 16 | 15 | 14 | 13 |
0,410 | 0,541—0,553 | 0,406—0,414 | 0,271—0,276 | 26 | 21 | 17 | 17 | 16 | 15 | 14 | 13 |
0,400 | 0,527—0,540 | 0,395—0,405 | 0,264—0,270 | 26 | 21 | 17 | 16 | 16 | 15 | 13 | 13 |
0,390 | 0,514—0,526 | 0,386—0,394 | 0,257—0,263 | 26 | 21 | 17 | 16 | 16 | 14 | 13 | 12 |
0,380 | 0,500—0,513 | 0,375—0,385 | 0,250—0,256 | 26 | 21 | 17 | 16 | 16 | 14 | 13 | 12 |
0,370 | 0,487—0,499 | 0,366—0,374 | 0,244—0,249 | 26 | 21 | 17 | 16 | 16 | 14 | 13 | 12 |
0,360 | 0,474—0,486 | 0,355—0,365 | 0,237—0,243 | 26 | 21 | 17 | 16 | 15 | 14 | 13 | 12 |
0,350 | 0,461—0,473 | 0,346—0,354 | 0,231—0,236 | 25 | 21 | 17 | 16 | 15 | 14 | 13 | 12 |
0,340 | 0,447—0,460 | 0,335—0,345 | 0,224—0,230 | 25 | 21 | 17 | 16 | 15 | 14 | 13 | 12 |
0,330 | 0,420—0,433 | 0,315—0,325 | 0,210—0,216 | 25 | 21 | 17 | 16 | 15 | 14 | 13 | 12 |
0,320 | 0,420—0,433 | 0,315—0,325 | 0,210—0,216 | 25 | 20 | 16 | 16 | 15 | 14 | 13 | 12 |
0,310 | 0,407—0,419 | 0,306—0,314 | 0,204—0,209 | 25 | 20 | 16 | 16 | 15 | 14 | 13 | 12 |
0,300 | 0,394—0,406 | 0,295—0,305 | 0,197—0,203 | 25 | 20 | 16 | 16 | 15 | 14 | 13 | 12 |
0,290 | 0,381—0,393 | 0,286—0,294 | 0,191—0,196 | 24 | 20 | 16 | 15 | 15 | 14 | 13 | 12 |
0,280 | 0,367—0,380 | 0,275—0,285 | 0,184—0,190 | 24 | 20 | 16 | 15 | 15 | 14 | 13 | 12 |
0,270 | 0,354—0,366 | 0,266—0,274 | 0,177—0,183 | 24 | 20 | 16 | 15 | 15 | 13 | 12 | 12 |
0,260 | 0,340 — 0,353 | 0,255—0,265 | 0,170 — 0,176 | 24 | 20 | 16 | 15 | 14 | 13 | 12 | 12 |
0,250 | 0,327—0,339 | 0,246—0,254 | 0,164—0,169 | 24 | 19 | 16 | 15 | 14 | 13 | 12 | 11 |
0,240 | 0,314—0,326 | 0,235—0,245 | 0,157—0,163 | 24 | 19 | 16 | 15 | 14 | 13 | 12 | 11 |
0,230 | 0,301—0,313 | 0,226—0,234 | 0,151—0,156 | 23 | 19 | 15 | 15 | 14 | 13 | 12 | 11 |
0,220 | 0,287—0,300 | 0,215—0,225 | 0,144—0,150 | 23 | 19 | 15 | 15 | 14 | 13 | 12 | 11 |
0,210 | 0,274—0,286 | 0,206—0,214 | 0,137—0,143 | 23 | 19 | 15 | 14 | 14 | 13 | 12 | 11 |
0,200 | 0,260—0,273 | 0,195—0,205 | 0,130—0,136 | 23 | 19 | 15 | 14 | 14 | 13 | 12 | 11 |
Окончание таблицы Е. 6
Образец для испытания на растяжение | Минимальное относительное удлинение на длине образца 2,0 дюйма, % | ||||||||||
Группа прочности | |||||||||||
Н40 | J55 | К55, L80 | N80, С90 | R95, Т95 | С110 | Р110 | Q125 | ||||
Площадь поперечного сечения образца, квадратный дюйм | Номинальная толщина стенки, мм | Заданный минимальный предел прочности (килофунтов на квадратный дюйм) | |||||||||
Ширина образца 3/4 дюйма | Ширина образца 1 дюйм | Ширина образца 1 Уг дюйма | 60 | 75 | 95 | 100 | 105 | 115 | 125 | 135 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
0,190 | 0,247—0,259 | 0,186—0,194 | 0,124—0,129 | 22 | 18 | 15 | 14 | 14 | 13 | 12 | 11 |
0,180 | 0,234—0,246 | 0,175—0,185 | 0,117—0,123 | 22 | 18 | 15 | 14 | 13 | 12 | 11 | 11 |
0,170 | 0,221—0,233 | 0,166—0,174 | 0,111—0,116 | 22 | 18 | 15 | 14 | 13 | 12 | 11 | 11 |
0,160 | 0,207—0,220 | 0,155—0,165 | 0,104—0,110 | 22 | 18 | 14 | 14 | 13 | 12 | 11 | 10 |
0,150 | 0,194—0,206 | 0,146—0,154 | 0,097—0,103 | 21 | 18 | 14 | 14 | 13 | 12 | 11 | 10 |
0,140 | 0,180—0,193 | 0,135—0,145 | 0,090—0,096 | 21 | 17 | 14 | 13 | 13 | 12 | 11 | 10 |
0,130 | 0,167—0,179 | 0,126—0,134 | 0,084—0,089 | 21 | 17 | 14 | 13 | 13 | 12 | 11 | 10 |
0,120 | 0,154—0,166 | 0,115—0,125 | 0,077—0,083 | 20 | 17 | 14 | 13 | 12 | 11 | 11 | 10 |
0,110 | 0,141—0,153 | 0,106—0,114 | 0,071—0,076 | 20 | 16 | 13 | 13 | 12 | 11 | 10 | 9,5 |
0,100 | 0,127—0,140 | 0,095—0,105 | 0,064—0,070 | 20 | 16 | 13 | 12 | 12 | 11 | 10 | 9,5 |
0,090 | 0,114—0,126 | 0,086—0,094 | 0,057—0,063 | 19 | 16 | 13 | 12 | 12 | 11 | 10 | 9,5 |
0,080 | 0,100—0,113 | 0,075—0,085 | 0,050—0,056 | 19 | 15 | 12 | 12 | 11 | 11 | 10 | 9 |
Примечание — Расчеты требований к относительному удлинению основаны на площади поперечного сечения, указанной в графе 1, которая показана в виде округленного до двух значащих цифр значения. Применимые диапазоны значений толщины стенки, указанные в графах 2, 3 и 4, рассчитаны на основании заданной ширины образца (указана над номером граф 2, 3 и 4), с учетом правил округления для площади образца (т. е. до двух значащих цифр), но с округлением значения толщины стенки до двух значащих цифр для единиц измерения СИ. При определении данных диапазонов значений толщины стенки для единиц USC использованы три значащие цифры.
Таблица Е.7 — Критическая толщина стенки муфт с резьбой API
Размеры в дюймах
Ряд 1 | Критическая толщина стенки муфты | ||||||
NU | EU | Специальная муфта | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | 0,169 | 0,211 | — | — | — | — | — |
1,315 | 0,211 | 0,258 | — | — | — | — | — |
1,660 | 0,239 | 0,240 | — | — | — | — | — |
1,900 | 0,196 | 0,251 | — | — | — | — | — |
2% | 0,304 | 0,300 | 0,224 | — | — | — | — |
Окончание таблицы Е. 7
Ряд 1 | Критическая толщина стенки муфты | ||||||
NU | EU | Специальная муфта | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
2% | 0,380 | 0,358 | 0,254 | — | — | — | — |
з1/2 | 0,451 | 0,454 | 0,294 | — | — | — | — |
4 | 0,454 | 0,458 | — | — | — | — | — |
4’/2 | 0,435 | 0,493 | — | 0,259 | 0,447 | 0,474 | 0,462 |
5 | — | — | — | 0,266 | 0,479 | 0,511 | 0,491 |
51/2 | — | — | — | 0,268 | 0,481 | 0,514 | 0,495 |
6% | — | — | — | 0,274 | 0,469 | 0,508 | 0,485 |
7 | — | — | — | 0,280 | 0,530 | 0,568 | 0,540 |
7% | — | — | — | 0,348 | 0,536 | 0,573 | 0,546 |
8% | — | — | — | 0,352 | 0,602 | 0,647 | 0,612 |
9% | — | — | — | 0,352 | 0,602 | 0,657 | 0,614 |
10% | — | — | — | 0,352 | 0,602 | — | 0,618 |
113/4 | — | — | — | — | 0,602 | — | 0,618 |
13% | — | — | — | — | 0,602 | — | 0,618 |
16 | — | — | — | — | 0,667 | — | 0,632 |
18% | — | — | — | — | 0,854 | — | 0,819 |
20 | — | — | — | — | 0,667 | 0,673 | 0,634 |
Примечание — Толщина стенки муфтовой заготовки превышает толщину стенки муфты, указанную в таблице, на величину припуска для получения необходимой высоты профиля резьбы без образования черновин по вершинам резьбы.
Таблица Е.8 — Допустимые размеры образцов для испытаний на ударный изгиб и коэффициент уменьшения работы удара
Размер образца для испытания | Размер образца, мм | Коэффициент уменьшения |
Полный | 10,0 х Ю,0 | 1,00 |
3/4 | 10,0 х 7,5 | 0,80 |
1/2 | 10,0 х 5,0 | 0,55 |
Таблица Е.9 — Порядок выбора образцов для испытаний по ориентации и размеры образцов
Выбор | Ориентация | Размер |
1 | Поперечная | Полный |
2 | Поперечная | 3/4 |
3 | Поперечная | 1/2 |
4 | Продольная | Полный |
5 | Продольная | 3/4 |
6 | Продольная | 1/2 |
Таблица Е.10 — Требования к образцам для испытаний на ударный изгиб методом Шарпи для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей групп прочности J55 и К55
Ряд 1 | Тип соединения, ориентация и размер образца CVN, минимальная работа удара и снижение температуры испытаний | ||||||
NU | EU | Специальная муфтаь | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | а | L-5-11-A | — | — | — | — | — |
1,315 | L-5-11-A | L-7-16-A | — | — | — | — | — |
1,660 | L-5-11-B | L-5-11-B | — | — | — | — | — |
1,900 | L-5-11-A | L-7-16-B | — | — | — | — | — |
2% | L-7-16-A | L-7-16-A | L-7-16-A | — | — | — | — |
2% | L-10-20-A | L-10-20-A | L-10-20-A | — | — | — | — |
31/2 | Т-5-8-Е | Т-5-8-Е | T-5-8-D | — | — | — | — |
4 | Т-7-12-В | Т-7-12-В | — | — | — | — | — |
41/2 | Т-7-12-В | Т-7-12-В | — | L-7-16-A | Т-7-12-А | Т-7-12-А | Т-7-12-А |
5 | — | — | — | Т-5-8-С | Т-7-12-D | T-10-15-D | Т-7-12-D |
51/2 | — | — | — | Т-5-8-С | Т-7-12-D | T-10-15-D | T-10-15-D |
6% | — | — | — | Т-10-15-А | Т-10-15-А | Т-10-15-А | Т-10-15-А |
7 | — | — | — | Т-7-12-А | Т-10-15-А | Т-10-15-А | Т-10-15-В |
7% | — | — | — | Т-10-15-А | Т-10-15-А | Т-10-15-А | Т-10-15-А |
8% | — | — | — | Т-10-15-А | Т-10-15-А | Т-10-15-А | Т-10-15-А |
9% | — | — | — | Т-10-15-А | Т-10-15-А | Т-10-15-А | Т-10-15-А |
ю3/4 | — | — | — | Т-10-15-А | Т-10-15-А | — | Т-10-15-А |
113/4 | — | — | — | — | Т-10-15-А | — | Т-10-15-А |
13% | — | — | — | — | Т-10-15-А | — | Т-10-15-А |
16 | — | — | — | — | Т-10-15-А | — | Т-10-15-А |
18% | — | — | — | — | Т-10-15-А | — | Т-10-15-А |
20 | — | — | — | — | Т-10-15-А | Т-10-15-А | Т-10-15-А |
а Толщина недостаточна для проведения испытания. ь Предполагается, что специальные муфты изготовлены механической обработкой из обычных муфтовых заготовок. Примечание — В таблице за ориентацией образца (Т или L) следует минимальный размер образца (10, 7 или 5), затем минимальная работа удара, фут-фунт, и снижение температуры испытаний (А, В, С, D или Е). Требование к работе удара и снижению температуры испытаний приведены для указанных размеров образца. Ориентация и размер образца рассчитаны для толщины стенки заготовки для муфт/трубной заготовки для муфт, а не для критической толщины стенки муфт. Т — поперечная ориентация образца [см. рисунок D.11 (приложение D)]. L— продольная ориентация образца [см. рисунок D.11 (приложение D)].
5 — размер 1/2 (10x5 мм). А— без снижения температуры.
С — снижение на 10 °F. D — снижение на 15 °F. Е — снижение на 20 °F. | |||||||
Таблица Е.11 — Требования к образцам для испытаний на ударный изгиб методом Шарпи для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности L80 (все типы)
Ряд 1 | Тип соединения, ориентация и размер образца CVN и минимальная работа удара | ||||||
NU | EU | Специальная муфтаь | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | а | L-5-16 | — | — | — | — | — |
1,315 | L-5-16 | L-7-24 | — | — | — | — | — |
1,660 | L-5-16 | L-5-16 | — | — | — | — | — |
1,900 | L-5-16 | L-7-24 | — | — | — | — | — |
2% | L-7-24 | L-7-24 | L-7-24 | — | — | — | — |
2% | L-10-30 | L-10-30 | L-10-30 | — | — | — | — |
з1/2 | Т-5-8 | Т-5-8 | Т-5-8 | — | — | — | — |
4 | Т-7-12 | Т-7-12 | — | — | — | — | — |
41/2 | Т-7-12 | Т-7-12 | — | L-7-24 | Т-7-12 | Т-7-12 | — |
5 | — | — | — | Т-5-8 | Т-7-12 | Т-Ю-15 | — |
51/2 | — | — | — | Т-5-8 | Т-7-12 | Т-10-15 | — |
6% | — | — | — | Т-10-15 | Т-10-15 | Т-Ю-15 | — |
7 | — | — | — | Т-7-12 | Т-10-15 | Т-Ю-15 | — |
7% | — | — | — | Т-10-15 | Т-10-15 | Т-Ю-15 | — |
8% | — | — | — | Т-10-15 | Т-10-15 | Т-Ю-15 | — |
9% | — | — | — | Т-10-15 | Т-10-15 | Т-10-16 | — |
ю3/4 | — | — | — | Т-10-15 | Т-10-15 | — | Т-Ю-15 |
113/4 | — | — | — | — | Т-10-15 | — | Т-Ю-15 |
13% | — | — | — | — | Т-10-15 | — | Т-Ю-15 |
16 | — | — | — | — | Т-10-16 | — | Т-Ю-15 |
18% | — | — | — | — | Т-10-18 | — | Т-Ю-18 |
20 | — | — | — | — | Т-10-16 | Т-10-16 | Т-Ю-15 |
а Толщина недостаточна для проведения испытания.
ь Предполагается, что специальные муфты изготовлены механической обработкой из обычных муфтовых заготовок.
Примечание — В таблице за ориентацией образца (Т или L) следует минимальный размер образца (10, 7 или 5), затем минимальная работа удара, фут-фунт. Требование к работе удара и снижению температуры испытаний приведены для указанных размеров образца. Ориентация и размер образца рассчитаны для толщины стенки заготовки для муфт/трубной заготовки для муфт, а не для критической толщины стенки муфт.
Т — поперечная ориентация образца [см. рисунок D.11 (приложение D)].
L— продольная ориентация образца [см. рисунок D.11 (приложение D)].
10 — полный размер (Юх 10 мм).
7 — размер 3/4 (Юх 7,5 мм).
5 — размер 1/2 (10x5 мм).
Таблица Е.12 — Требования к образцам для испытаний на ударный изгиб методом Шарпи для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности С90
Ряд 1 | Тип соединения, ориентация и размер образца CVN и минимальная работа удара | ||||||
NU | EU | Специальная муфтаь | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | а | L-5-16 | — | — | — | — | — |
1,315 | L-5-16 | L-7-24 | — | — | — | — | — |
1,660 | L-5-16 | L-5-16 | — | — | — | — | — |
1,900 | L-5-16 | L-7-24 | — | — | — | — | — |
2% | L-7-24 | L-7-24 | L-7-24 | — | — | — | — |
2% | L-10-30 | L-10-30 | L-10-30 | — | — | — | — |
31/2 | Т-5-8 | Т-5-8 | Т-5-8 | — | — | — | — |
4 | Т-7-12 | Т-7-12 | — | — | — | — | — |
4’/2 | Т-7-12 | Т-7-12 | — | L-7-24 | Т-7-12 | Т-7-12 | — |
5 | — | — | — | Т-5-8 | Т-7-12 | Т-Ю-15 | — |
51/2 | — | — | — | Т-5-8 | Т-7-12 | Т-Ю-15 | — |
6% | — | — | — | Т-Ю-15 | Т-Ю-15 | Т-Ю-15 | — |
7 | — | — | — | Т-7-12 | Т-Ю-15 | Т-Ю-15 | — |
7% | — | — | — | Т-Ю-15 | Т-Ю-15 | Т-10-16 | — |
8% | — | — | — | Т-Ю-15 | Т-10-16 | Т-10-17 | — |
9% | — | — | — | Т-Ю-15 | Т-10-16 | Т-10-17 | — |
ю3/4 | — | — | — | Т-Ю-15 | Т-10-16 | — | Т-Ю-17 |
113/4 | — | — | — | — | Т-10-16 | — | Т-Ю-17 |
13% | — | — | — | — | Т-10-16 | — | Т-Ю-17 |
16 | — | — | — | — | — | — | — |
18% | — | — | — | — | — | — | — |
20 | — | — | — | — | — | — | — |
а Толщина недостаточна для проведения испытания.
ь Предполагается, что специальные муфты изготовлены механической обработкой из обычных муфтовых заготовок.
Примечание — В таблице за ориентацией образца (Т или L) следует минимальный размер образца (10, 7 или 5), затем минимальная работа удара, фут-фунт. Требование к работе удара и снижению температуры испытаний приведены для указанных размеров образца. Ориентация и размер образца рассчитаны для толщины стенки заготовки для муфт/трубной заготовки для муфт, а не для критической толщины стенки муфт.
Т — поперечная ориентация образца [см. рисунок D.11 (приложение D)].
L— продольная ориентация образца [см. рисунок D.11 (приложение D)].
10 — полный размер (Юх 10 мм).
7 — размер 3/4 (Юх 7,5 мм).
5 — размер 1/2 (10x5 мм).
Таблица Е.13 — Требования к образцам для испытаний на ударный изгиб методом Шарпи для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей групп прочности N80 (тип 1), N80Q, R95 и Т95
Ряд 1 | Тип соединения, ориентация и размер образца CVN и минимальная работа удара | ||||||
NU | EU | Специальная муфтаь | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | а | L-5-16 | — | — | — | — | — |
1,315 | L-5-16 | L-7-24 | — | — | — | — | — |
1,660 | L-5-16 | L-5-16 | — | — | — | — | — |
1,900 | L-5-16 | L-7-24 | — | — | — | — | — |
2% | L-7-24 | L-7-24 | L-7-24 | — | — | — | — |
2% | L-10-30 | L-10-30 | L-10-30 | — | — | — | — |
з«2 | Т-5-8 | Т-5-8 | Т-5-8 | — | — | — | — |
4 | Т-7-12 | Т-7-12 | — | — | — | — | — |
4’/2 | Т-7-12 | Т-Ю-15 | — | L-7-24 | Т-7-12 | Т-7-12 | — |
5 | — | — | — | Т-5-8 | Т-7-12 | Т-Ю-15 | — |
51/2 | — | — | — | Т-5-8 | Т-7-12 | Т-Ю-15 | — |
6% | — | — | — | Т-Ю-15 | Т-Ю-15 | Т-Ю-16 | — |
7 | — | — | — | Т-7-12 | Т-Ю-15 | Т-Ю-16 | — |
75/ | — | — | — | Т-Ю-15 | Т-Ю-16 | Т-Ю-17 | — |
8% | — | — | — | Т-Ю-15 | Т-Ю-17 | Т-Ю-18 | — |
9% | — | — | — | Т-Ю-15 | Т-Ю-17 | Т-10-18 | — |
ю3/4 | — | — | — | Т-Ю-15 | Т-Ю-17 | — | Т-Ю-17 |
113/4 | — | — | — | — | Т-Ю-17 | — | Т-Ю-17 |
13% | — | — | — | — | Т-Ю-17 | — | Т-Ю-17 |
16 | — | — | — | — | — | — | — |
18% | — | — | — | — | — | — | — |
20 | — | — | — | — | — | — | — |
а Толщина недостаточна для проведения испытания. ь Предполагается, что специальные муфты изготовлены механической обработкой из обычных муфтовых заготовок. Примечание — В таблице за ориентацией образца (Т или L) следует минимальный размер образца (10, 7 или 5), затем минимальная работа удара, фут-фунт. Требование к работе удара и снижению температуры испытаний приведены для указанных размеров образца. Ориентация и размер образца рассчитаны для толщины стенки заготовки для муфт/трубной заготовки для муфт, а не для критической толщины стенки муфт. Т — поперечная ориентация образца [см. рисунок D.11 (приложение D)]. L— продольная ориентация образца [см. рисунок D.11 (приложение D)]. 10 — полный размер (Юх 10 мм). 7 — размер 3/4 (Юх 7,5 мм). 5 — размер 1/2 (10x5 мм). | |||||||
Таблица Е.14 — Требования к образцам для испытаний на ударный изгиб методом Шарпи для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности Р110
Ряд 1 | Тип соединения, ориентация и размер образца CVN и минимальная работа удара | ||||||
NU | EU | Специальная муфтаь | ВС | LC | SC | ||
EU | ВС | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | а | L-5-16 | — | — | — | — | — |
1,315 | L-5-16 | L-7-24 | — | — | — | — | — |
1,660 | L-5-16 | L-5-16 | — | — | — | — | — |
1,900 | L-5-16 | L-7-24 | — | — | — | — | — |
2% | L-7-25 | L-7-25 | L-7-24 | — | — | — | — |
2% | L-10-34 | L-10-33 | L-10-30 | — | — | — | — |
з1/2 | Т-5-10 | Т-5-10 | Т-5-8 | — | — | — | — |
4 | Т-7-15 | Т-7-15 | — | — | — | — | — |
4’/2 | Т-7-14 | Т-7-15 | — | L-7-24 | Т-7-14 | Т-7-18 | — |
5 | — | — | — | Т-5-8 | Т-7-14 | Т-10-19 | — |
51/2 | — | — | — | Т-5-8 | Т-7-14 | Т-10-19 | — |
6% | — | — | — | Т-10-15 | Т-10-19 | Т-10-20 | — |
7 | — | — | — | Т-7-12 | Т-10-19 | Т-10-20 | — |
7% | — | — | — | Т-10-16 | Т-10-20 | Т-10-21 | — |
8% | — | — | — | Т-10-16 | Т-10-22 | Т-10-23 | — |
9% | — | — | — | Т-10-16 | Т-10-22 | Т-10-23 | Т-10-22 |
10% | — | — | — | Т-10-16 | Т-10-22 | — | Т-10-22 |
113/4 | — | — | — | — | Т-10-22 | — | Т-10-22 |
13% | — | — | — | — | Т-10-22 | — | — |
16 | — | — | — | — | — | — | — |
18% | — | — | — | — | — | — | — |
20 | — | — | — | — | — | — | — |
а Толщина недостаточна для проведения испытания. ь Предполагается, что специальные муфты изготовлены механической обработкой из обычных муфтовых заготовок. Примечание — В таблице за ориентацией образца (Т или L) следует минимальный размер образца (10, 7 или 5), затем минимальная работа удара, фут-фунт. Требование к работе удара и снижению температуры испытаний приведены для указанных размеров образца. Ориентация и размер образца рассчитаны для толщины стенки заготовки для муфт/трубной заготовки для муфт, а не для критической толщины стенки муфт. Т — поперечная ориентация образца [см. рисунок D.11 (приложение D)]. L— продольная ориентация образца [см. рисунок D.11 (приложение D)]. 10 — полный размер (10*10 мм). 7 — размер 3/4 (10 * 7,5 мм). 5 — размер 1/2 (10*5 мм). | |||||||
Таблица Е.15 — Требования к образцам для испытаний на ударный изгиб методом Шарпи для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей группы прочности Q125
Ряд 1 | Тип соединения, ориентация и размер образца CVN и минимальная работа удара | |||
Специальная муфта3 | ВС | LC | SC | |
ВС | ||||
1 | 2 | 3 | 4 | 5 |
41'2 | L-7-25 | Т-7-15 | Т-7-15 | — |
5 | Т-5-9 | Т-7-16 | Т-10-20 | — |
51/2 | Т-5-9 | Т-7-16 | Т-10-20 | — |
6% | Т-10-16 | Т-10-20 | Т-10-21 | — |
7 | Т-7-13 | Т-10-21 | Т-10-22 | — |
7% | Т-10-18 | Т-10-22 | Т-10-23 | — |
8% | Т-10-18 | Т-10-23 | Т-10-24 | — |
9% | Т-10-18 | Т-10-23 | Т-10-25 | — |
ю3/4 | Т-10-18 | Т-10-23 | — | Т-10-24 |
113/4 | — | Т-10-23 | — | Т-10-24 |
13% | — | Т-10-23 | — | Т-10-24 |
16 | — | — | — | — |
18% | — | — | — | — |
20 | — | — | — | — |
а Предполагается, что специальные муфты изготовлены механической обработкой из обычных муфтовых заготовок. Примечание — В таблице за ориентацией образца (Т или L) следует минимальный размер образца (10, 7 или 5), затем минимальная работа удара, фут-фунт. Требование к работе удара и снижению температуры испытаний приведены для указанных размеров образца. Ориентация и размер образца рассчитаны для толщины стенки заготовки для муфт/трубной заготовки для муфт, а не для критической толщины стенки муфт. Т — поперечная ориентация образца [см. рисунок D.11 (приложение D)]. L— продольная ориентация образца [см. рисунок D.11 (приложение D)]. 10 — полный размер (10*10 мм). 7 — размер 3/4 (10 * 7,5 мм). 5 — размер 1/2 (10*5 мм). | ||||
Таблица Е.16 — Требования к работе удара для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей при испытаниях на ударный изгиб поперечных образцов методом Шарпи
Максимальная критическая толщина для различных групп прочности3, дюйм | Минимальная работа удара для поперечных образцов, фут-фунт | |||||
L80 | С90 | N80Q, R95, Т95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
0,652 | 0,550 | 0,505 | 0,428 | 0,307 | 0,258 | 15 |
0,721 | 0,612 | 0,565 | 0,483 | 0,354 | 0,302 | 16 |
0,790 | 0,675 | 0,625 | 0,538 | 0,401 | 0,346 | 17 |
Окончание таблицы Е.16
Максимальная критическая толщина для различных групп прочности3, дюйм | Минимальная работа удара для поперечных образцов, фут-фунт | |||||
L80 | С90 | N80Q, R95, Т95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
0,860 | 0,738 | 0,685 | 0,593 | 0,448 | 0,390 | 18 |
0,929 | 0,800 | 0,745 | 0,648 | 0,495 | 0,434 | 19 |
0,998 | 0,863 | 0,805 | 0,702 | 0,542 | 0,478 | 20 |
1,067 | 0,926 | 0,864 | 0,757 | 0,589 | 0,521 | 21 |
— | 0,988 | 0,924 | 0,812 | 0,636 | 0,565 | 22 |
— | 1,051 | 0,984 | 0,867 | 0,683 | 0,609 | 23 |
— | — | 1,044 | 0,922 | 0,730 | 0,653 | 24 |
— | — | — | 0,976 | 0,777 | 0,697 | 25 |
— | — | — | 1,031 | 0,824 | 0,741 | 26 |
— | — | — | — | 0,871 | 0,785 | 27 |
— | — | — | — | 0,918 | 0,828 | 28 |
— | — | — | — | 0,965 | 0,872 | 29 |
— | — | — | — | 1,012 | 0,916 | 30 |
— | — | — | — | — | 0,960 | 31 |
— | — | — | — | — | 1,004 | 32 |
а Если критическая толщина стенки превышает указанную в таблице, требования к работе удара для этой критической толщины стенки рассчитывают по формуле для соответствующей группы прочности.
Примечание — Критические толщины стенок, превышающие значения, указанные в таблице Е.7, не применимы для муфт с резьбами API и приведены для справки при применении в специальных условиях.
Таблица Е.17 — Требования к работе удара для муфт, трубных заготовок для муфт, заготовок для муфт, муфтовых заготовок и заготовок для соединительных деталей при испытаниях на ударный изгиб продольных образцов методом Шарпи
Максимальная критическая толщина3, дюйм | Минимальная работа удара для продольных образцов, фут-фунт | |||||
L80 | С90 | N80Q, R95, Т95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
0,635 | 0,534 | 0,491 | 0,415 | 0,295 | 0,247 | 30 |
0,669 | 0,565 | 0,520 | 0,442 | 0,319 | 0,269 | 31 |
0,704 | 0,597 | 0,550 | 0,469 | 0,342 | 0,291 | 32 |
0,738 | 0,628 | 0,580 | 0,497 | 0,366 | 0,313 | 33 |
0,773 | 0,659 | 0,610 | 0,524 | 0,389 | 0,335 | 34 |
0,808 | 0,691 | 0,640 | 0,552 | 0,413 | 0,357 | 35 |
0,842 | 0,722 | 0,670 | 0,579 | 0,436 | 0,379 | 36 |
Окончание таблицы Е.17
Максимальная критическая толщина3, дюйм | Минимальная работа удара для продольных образцов, фут-фунт | |||||
L80 | С90 | N80Q, R95, T95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
0,877 | 0,753 | 0,700 | 0,606 | 0,460 | 0,401 | 37 |
0,912 | 0,785 | 0,730 | 0,634 | 0,483 | 0,423 | 38 |
0,946 | 0,816 | 0,760 | 0,661 | 0,507 | 0,445 | 39 |
0,981 | 0,847 | 0,790 | 0,689 | 0,530 | 0,467 | 40 |
1,015 | 0,879 | 0,819 | 0,716 | 0,554 | 0,489 | 41 |
— | 0,910 | 0,849 | 0,743 | 0,577 | 0,510 | 42 |
— | 0,941 | 0,879 | 0,771 | 0,601 | 0,532 | 43 |
— | 0,973 | 0,909 | 0,798 | 0,624 | 0,554 | 44 |
— | 1,004 | 0,939 | 0,826 | 0,648 | 0,576 | 45 |
— | — | 0,969 | 0,853 | 0,671 | 0,598 | 46 |
— | — | 0,999 | 0,881 | 0,695 | 0,620 | 47 |
— | — | 1,029 | 0,908 | 0,718 | 0,642 | 48 |
— | — | — | 0,935 | 0,742 | 0,664 | 49 |
— | — | — | 0,963 | 0,765 | 0,686 | 50 |
а Если критическая толщина стенки превышает указанную в таблице, требования к работе удара для этой критической толщины стенки рассчитывают по формуле для соответствующей группы прочности.
Примечание — Критические толщины стенок, превышающие значения, указанные в таблице Е.7, не применимы для муфт с резьбами API и приведены для справки при применении в специальных условиях.
Таблица Е.18 — Требования к работе удара для труб при испытаниях на ударный изгиб поперечных образцов методом Шарли
Максимальная толщина стенки3, дюйм | Минимальная работа удара для поперечных образцов, фут-фунт | |||||
N80, L80 | С90 | R95, Т95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
0,442 | 0,346 | 0,306 | — | — | — | 10 |
0,524 | 0,419 | 0,375 | — | — | — | 11 |
0,606 | 0,492 | 0,444 | — | — | — | 12 |
0,689 | 0,565 | 0,513 | — | — | — | 13 |
0,771 | 0,638 | 0,583 | — | — | — | 14 |
0,853 | 0,711 | 0,652 | 0,428 | 0,505 | 0,258 | 15 |
0,935 | 0,785 | 0,721 | 0,483 | 0,565 | 0,302 | 16 |
1,018 | 0,858 | 0,790 | 0,538 | 0,625 | 0,346 | 17 |
— | 0,931 | 0,860 | 0,593 | 0,685 | 0,390 | 18 |
— | 1,004 | 0,929 | 0,648 | 0,745 | 0,434 | 19 |
— | — | 0,998 | 0,702 | 0,805 | 0,478 | 20 |
Окончание таблицы Е.18
Максимальная толщина стенкиа, дюйм | Минимальная работа удара для поперечных образцов, фут-фунт | |||||
N80, L80 | С90 | R95, Т95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
— | — | — | 0,757 | 0,864 | 0,521 | 21 |
— | — | — | 0,812 | 0,924 | 0,565 | 22 |
— | — | — | 0,867 | 0,984 | 0,609 | 23 |
— | — | — | 0,922 | 1,044 | 0,653 | 24 |
— | — | — | 0,976 | — | 0,697 | 25 |
— | — | — | 1,031 | — | 0,741 | 26 |
— | — | — | — | — | 0,785 | 27 |
— | — | — | — | — | 0,828 | 28 |
— | — | — | — | — | 0,872 | 29 |
— | — | — | — | — | 0,916 | 30 |
— | — | — | — | — | 0,960 | 31 |
— | — | — | — | — | 1,004 | 32 |
а Если толщина стенки превышает указанную в таблице, требования к работе удара для этой критической толщины стенки рассчитывают по формуле для соответствующей группы прочности.
Примечание — Толщины стенок, превышающие стандартные для труб, приведены для справки при применении в специальных условиях.
Таблица Е.19 — Требования к работе удара для труб при испытаниях на ударный изгиб продольных образцов методом Шарпи
Максимальная толщина стенки3, дюйм | Минимальная работа удара для продольных образцов, фут-фунт | |||||
N80, L80 | С90 | R95, Т95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
0,421 | 0,328 | 0,288 | — | — | — | 20 |
0,462 | 0,364 | 0,323 | — | — | — | 21 |
0,504 | 0,401 | 0,358 | — | — | — | 22 |
0,545 | 0,437 | 0,392 | — | — | — | 23 |
0,586 | 0,474 | 0,427 | — | — | — | 24 |
0,627 | 0,510 | 0,461 | — | — | — | 25 |
0,668 | 0,547 | 0,496 | — | — | — | 26 |
0,709 | 0,584 | 0,531 | — | — | — | 27 |
0,750 | 0,620 | 0,565 | — | — | — | 28 |
0,791 | 0,657 | 0,600 | — | — | — | 29 |
0,833 | 0,693 | 0,635 | 0,415 | 0,491 | 0,247 | 30 |
0,874 | 0,730 | 0,669 | 0,442 | 0,520 | 0,269 | 31 |
0,915 | 0,766 | 0,704 | 0,469 | 0,550 | 0,291 | 32 |
Окончание таблицы Е.19
Максимальная толщина стенкиа, дюйм | Минимальная работа удара для продольных образцов, фут-фунт | |||||
N80, L80 | С90 | R95, Т95 | С110 | Р110 | Q125 | |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
0,956 | 0,803 | 0,738 | 0,497 | 0,580 | 0,313 | 33 |
0,997 | 0,839 | 0,773 | 0,524 | 0,610 | 0,335 | 34 |
1,038 | 0,876 | 0,808 | 0,552 | 0,640 | 0,357 | 35 |
— | 0,913 | 0,842 | 0,579 | 0,670 | 0,379 | 36 |
— | 0,949 | 0,877 | 0,606 | 0,700 | 0,401 | 37 |
— | 0,986 | 0,912 | 0,634 | 0,730 | 0,423 | 38 |
— | 1,022 | 0,946 | 0,661 | 0,760 | 0,445 | 39 |
— | — | 0,981 | 0,689 | 0,790 | 0,467 | 40 |
— | — | 1,015 | 0,716 | 0,819 | 0,489 | 41 |
— | — | — | 0,743 | 0,849 | 0,510 | 42 |
— | — | — | 0,771 | 0,879 | 0,532 | 43 |
— | — | — | 0,798 | 0,909 | 0,554 | 44 |
— | — | — | 0,826 | 0,939 | 0,576 | 45 |
— | — | — | 0,853 | 0,969 | 0,598 | 46 |
— | — | — | 0,881 | 0,999 | 0,620 | 47 |
— | — | — | 0,908 | 1,029 | 0,642 | 48 |
— | — | — | 0,935 | — | 0,664 | 49 |
— | — | — | 0,963 | — | 0,686 | 50 |
а Если толщина стенки превышает указанную в таблице, требования к работе удара для этой критической толщины стенки рассчитывают по формуле для соответствующей группы прочности.
Примечание — Толщины стенок, превышающие стандартные для труб, приведены для справки при применении в специальных условиях.
Таблица Е.20 — Размеры поперечных образцов для испытаний на ударный изгиб, для изделий, подвергаемых закалке и отпуску
Ряд 1 | Расчетная толщина стенки, необходимая для изготовления механически обработанных поперечных образцов для испытания на ударный изгиб методом Шарпи, дюйм | ||
Полный размер | Размер 3/4 | Размер 1/2 | |
1 | 2 | 3 | 4 |
з’'2 | 0,809 | 0,711 | 0,612 |
4 | 0,752 | 0,654 | 0,555 |
41/2 | 0,712 | 0,614 | 0,515 |
5 | 0,681 | 0,583 | 0,484 |
51/2 | 0,656 | 0,558 | 0,459 |
6% | 0,616 | 0,518 | 0,419 |
Окончание таблицы Е.20
Ряд 1 | Расчетная толщина стенки, необходимая для изготовления механически обработанных поперечных образцов для испытания на ударный изгиб методом Шарли, дюйм | ||
Полный размер | Размер 3/4 | Размер 1/2 | |
1 | 2 | 3 | 4 |
7 | 0,606 | 0,508 | 0,409 |
7% | 0,591 | 0,493 | 0,394 |
73'4 | 0,588 | 0,490 | 0,391 |
8% | 0,572 | 0,474 | 0,375 |
9% | 0,557 | 0,459 | 0,360 |
ю3/4 | 0,544 | 0,446 | 0,347 |
113/4 | 0,535 | 0,437 | 0,338 |
13% | 0,522 | 0,424 | 0,325 |
16 | 0,508 | 0,410 | 0,311 |
18% | 0,497 | 0,399 | 0,300 |
20 | 0,493 | 0,395 | 0,296 |
Примечание — Значения толщины стенки в графах 2, 3 и 4, превышающие наибольшие толщины стенки для труб, указаны для справки. Толщина стенки труб рассчитана с учетом припусков на механическую обработку образцов: 0,020 дюйма — по внутреннему диаметру и 0,020 дюйма — по наружному диаметру.
Таблица Е.21 — Размеры продольных образцов при испытаниях на ударный изгиб для изделий, подвергаемых закалке и отпуску
Ряд 1 | Расчетная толщина стенки, необходимая для изготовления механически обработанных продольных образцов для испытания на ударный изгиб методом Шарли, дюйм | ||
Полный размер | Размер 3/4 | Размер 1/2 | |
1 | 2 | 3 | 4 |
1,050 | 0,472 | 0,374 | 0,275 |
1,315 | 0,464 | 0,366 | 0,267 |
1,660 | 0,458 | 0,360 | 0,261 |
1,900 | 0,455 | 0,357 | 0,258 |
2,063 | 0,453 | 0,355 | 0,256 |
2% | 0,450 | 0,352 | 0,253 |
27'з | 0,448 | 0,350 | 0,251 |
31/2 | 0,445 | 0,347 | 0,248 |
4 | 0,444 | 0,346 | 0,247 |
4% | 0,443 | 0,345 | 0,246 |
5 | 0,442 | 0,344 | 0,245 |
51/2 | 0,441 | 0,343 | 0,244 |
6% | 0,440 | 0,342 | 0,243 |
Окончание таблицы Е.21
Ряд 1 | Расчетная толщина стенки, необходимая для изготовления механически обработанных продольных образцов для испытания на ударный изгиб методом Шарли, дюйм | ||
Полный размер | Размер 3/4 | Размер 1/2 | |
1 | 2 | 3 | 4 |
7 | 0,440 | 0,342 | 0,243 |
7% | 0,439 | 0,341 | 0,242 |
7% | 0,439 | 0,341 | 0,242 |
8% | 0,439 | 0,341 | 0,242 |
9% | 0,438 | 0,340 | 0,241 |
ю3/4 | 0,438 | 0,340 | 0,241 |
113/4 | 0,437 | 0,339 | 0,240 |
13% | 0,437 | 0,339 | 0,240 |
16 | 0,436 | 0,338 | 0,239 |
18% | 0,436 | 0,338 | 0,239 |
20 | 0,436 | 0,338 | 0,239 |
Примечание — Значения толщины стенки в графах 2, 3 и 4, превышающие наибольшие толщины стенки для труб, указаны для справки. Толщина стенки труб рассчитана с учетом припусков на механическую обработку образцов: 0,020 дюйма — по внутреннему диаметру и 0,020 дюйма — по наружному диаметру.
Таблица Е.22 — Расстояние между плитами при испытаниях на сплющивание для электросварных труб
Группа прочности | Отношение D/t | Расстояние между плитами, дюйм |
Н40 | >16 | 0,50 |
<16 | О • (0,830—0,0206 D/t) | |
J55 и К55 | >16 3,93—16 <3,93 | 0,650 О • (0,980—0,0206 D/t) D ■ (1,104—0,0518 D/t) |
N80 (все типы)а L80 (тип 1) R95a Р110ь Q125b | 9—28 9—28 9—28 Любое Любое | D ■ (1,074—0,0194 D/t) D ■ (1,074—0,0194 D/t) D ■ (1,080—0,0178 D/t) D ■ (1,086—0,0163 D/t) D ■ (1,092—0,0140 D/t) |
а Если результаты испытаний на сплющивание в положении 12 ч или 6 ч являются неудовлетворительными, испытания должны быть продолжены, пока не будут получены результаты испытаний на сплющивание в положении 3 ч или 9 ч. Предварительные неудовлетворительные результаты испытаний в положении 12 ч или 6 ч не являются основанием для забраковки изделий. ь Сплющивание без образования трещин должно быть проведено до указанного расстояния или до расстояния, равного 0,850, в зависимости от того, что менее; см. К.6 (SR 11) (приложение К). Примечание — D — номинальный наружный диаметр труб, дюймы; t — номинальная толщина стенки труб, дюймы. | ||
Таблица Е.23 — Размеры и массы стандартных обсадных труб и обсадных труб с резьбами API с закругленной резьбой и упорной трапецеидальной резьбой
Ряды3 | Наружный диаметр | Номинальная масса на единицу длины Т&СЬ-С, | Толщина стенки | Внутренний диаметр | Диаметр оправки | Расчетная масса0 | |||||
без резьбы | Увеличение или уменьшение массы при отделке концов6 ет | ||||||||||
Закругленная резьба | Упорная трапецеидальная резьба | ||||||||||
D, дюйм | фунт/фут | t, дюйм | d, дюйм | дюйм | фунт/фут | Короткая | Удлиненная | RC | SCC | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
41/2 | 9,50 | 4,500 | 9,70 | 0,205 | 4,090 | 3,965 | 9,41 | 8,02 | — | — | — |
4’/2 | 10,50 | 4,500 | 10,60 | 0,224 | 4,052 | 3,927 | 10,24 | 7,34 | — | 9,98 | 2,47 |
4V2 | 11,60 | 4,500 | 11,70 | 0,250 | 4,000 | 3,875 | 11,36 | 7,00 | 7,95 | 9,52 | 2,01 |
41/2 | 13,50 | 4,500 | 13,30 | 0,290 | 3,920 | 3,795 | 13,05 | — | 7,38 | 8,82 | 1,32 |
4’/2 | 15,10 | 4,500 | 15,30 | 0,337 | 3,826 | 3,701 | 15,00 | — | 6,73 | 8,02 | 1,52 |
5 | 11,50 | 5,000 | 11,30 | 0,220 | 4,560 | 4,435 | 11,24 | 9,52 | — | — | — |
5 | 13,00 | 5,000 | 13,20 | 0,253 | 4,494 | 4,369 | 12,84 | 8,81 | 10,69 | 11,86 | 2,21 |
5 | 15,00 | 5,000 | 15,30 | 0,296 | 4,408 | 4,283 | 14,88 | 8,17 | 9,95 | 11,00 | 1,35 |
5 | 18,00 | 5,000 | 18,30 | 0,362 | 4,276 | 4,151 | 17,95 | — | 8,83 | 9,71 | 0,05 |
5 | 21,40 | 5,000 | 21,60 | 0,437 | 4,126 | 4,001 | 21,32 | — | 7,60 | 8,28 | -1,37 |
5 | 23,20 | 5,000 | 23,40 | 0,478 | 4,044 | 3,919 | 23,11 | — | 6,95 | 7,53 | -2,12 |
5 | 24,10 | 5,000 | 24,30 | 0,500 | 4,000 | 3,875 | 24,05 | — | 6,60 | 7,13 | -2,52 |
51/2 | 14,00 | 5,500 | 14,00 | 0,244 | 5,012 | 4,887 | 13,71 | 10,14 | — | — | — |
51/2 | 15,50 | 5,500 | 15,80 | 0,275 | 4,950 | 4,825 | 15,36 | 9,61 | 11,60 | 12,58 | 1,92 |
51/2 | 17,00 | 5,500 | 17,30 | 0,304 | 4,892 | 4,767 | 16,89 | 9,12 | 11,03 | 11,93 | 1,27 |
51/2 | 20,00 | 5,500 | 20,20 | 0,361 | 4,778 | 4,653 | 19,83 | — | 9,92 | 10,67 | 0,01 |
51/2 | 23,00 | 5,500 | 22,90 | 0,415 | 4,670 | 4,545 | 22,56 | — | 8,90 | 9,51 | -1,15 |
51/2 | 26,80 | 5,500 | 27,00 | 0,500 | 4,500 | 4,375 | 26,72 | — | — | — | — |
51/2 | 29,70 | 5,500 | 29,90 | 0,562 | 4,376 | 4,251 | 29,67 | — | — | — | — |
51/2 | 32,60 | 5,500 | 32,70 | 0,625 | 4,250 | 4,125 | 32,57 | — | — | — | — |
51/2 | 35,30 | 5,500 | 35,50 | 0,687 | 4,126 | 4,001 | 35,35 | — | — | — | — |
51/2 | 38,00 | 5,500 | 38,20 | 0,750 | 4,000 | 3,875 | 38,08 | — | — | — | — |
51/2 | 40,50 | 5,500 | 40,80 | 0,812 | 3,876 | 3,751 | 40,69 | — | — | — | — |
51/2 | 43,10 | 5,500 | 43,30 | 0,875 | 3,750 | 3,625 | 43,26 | — | — | — | — |
6% | 20,00 | 6,625 | 20,00 | 0,288 | 6,049 | 5,924 | 19,51 | 11,15 | 13,74 | 14,00 | 1,97 |
6% | 24,00 | 6,625 | 24,00 | 0,352 | 5,921 | 5,796 | 23,60 | 9,74 | 12,08 | 12,18 | 0,15 |
6% | 28,00 | 6,625 | 28,00 | 0,417 | 5,791 | 5,666 | 27,67 | — | 10,42 | 10,38 | -1,65 |
6% | 32,00 | 6,625 | 32,00 | 0,475 | 5,675 | 5,550 | 31,23 | — | 8,98 | 8,81 | -3,22 |
Продолжение таблицы Е.23
Рядыа | Наружный диаметр | Номинальная масса на единицу длины Т&СЬЛ | Толщина стенки | Внутренний диаметр | Диаметр оправки | Расчетная массас | |||||
без резьбы | Увеличение или уменьшение массы при отделке концов6 ет | ||||||||||
Закругленная резьба | Упорная трапецеидальная резьба | ||||||||||
D, дюйм | фунт/фут | t, дюйм | d, дюйм | дюйм | wpe, фунт/фут | Короткая | Удлиненная | RC | SCC | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
7 | 17,00 | 7,00 | 17,20 | 0,231 | 6,538 | 6,413 | 16,72 | 16,77 | — | — | — |
7 | 20,00 | 7,00 | 20,10 | 0,272 | 6,456 | 6,331 | 19,56 | 14,68 | — | — | — |
7 | 23,00 | 7,00 | 23,30 | 0,317 | 6,366 | 6,250е | 22,65 | 13,80 | 17,51 | 18,26 | 1,27 |
7 | 23,00 | 7,00 | 23,30 | 0,317 | 6,366 | 6,241 | 22,65 | 13,80 | 17,51 | 18,26 | 1,27 |
7 | 26,00 | 7,00 | 26,30 | 0,362 | 6,276 | 6,151 | 25,69 | 12,76 | 16,25 | 16,86 | -0,12 |
7 | 29,00 | 7,00 | 29,30 | 0,408 | 6,184 | 6,059 | 28,75 | — | 14,97 | 15,46 | -1,52 |
7 | 32,00 | 7,00 | 32,20 | 0,453 | 6,094 | 6,000е | 31,70 | — | 13,74 | 14,11 | -2,88 |
7 | 32,00 | 7,00 | 32,20 | 0,453 | 6,094 | 5,969 | 31,70 | — | 13,74 | 14,11 | -2,88 |
7 | 35,00 | 7,00 | 35,00 | 0,498 | 6,004 | 5,879 | 34,61 | — | 12,53 | 12,77 | -4,21 |
7 | 38,00 | 7,00 | 37,70 | 0,540 | 5,920 | 5,795 | 37,29 | — | 11,41 | 11,55 | -5,44 |
7 | 42,70 | 7,00 | 42,90 | 0,625 | 5,750 | 5,625 | 42,59 | — | — | — | — |
7 | 46,40 | 7,00 | 46,60 | 0,687 | 5,626 | 5,501 | 46,36 | — | — | — | — |
7 | 50,10 | 7,00 | 50,30 | 0,750 | 5,500 | 5,375 | 50,11 | — | — | — | — |
7 | 53,60 | 7,00 | 53,90 | 0,812 | 5,376 | 5,251 | 53,71 | — | — | — | — |
7 | 57,10 | 7,00 | 57,40 | 0,875 | 5,250 | 5,125 | 57,29 | — | — | — | — |
7% | 24,00 | 7,625 | 24,00 | 0,300 | 7,025 | 6,900 | 23,49 | 15,68 | — | — | — |
7% | 26,40 | 7,625 | 26,40 | 0,328 | 6,969 | 6,844 | 25,59 | 14,94 | 18,91 | 20,11 | 5,71 |
7% | 29,70 | 7,625 | 29,70 | 0,375 | 6,875 | 6,750 | 29,06 | — | 17,43 | 18,47 | 4,06 |
7% | 33,70 | 7,625 | 33,70 | 0,430 | 6,765 | 6,640 | 33,07 | — | 15,71 | 16,56 | 2,16 |
7% | 39,00 | 7,625 | 39,00 | 0,500 | 6,625 | 6,500 | 38,08 | — | 13,57 | 14,19 | -0,22 |
7% | 42,80 | 7,625 | 42,80 | 0,562 | 6,501 | 6,376 | 42,43 | — | 11,72 | 12,13 | -2,28 |
7% | 45,30 | 7,625 | 45,30 | 0,595 | 6,435 | 6,310 | 44,71 | — | 10,74 | 11,05 | -3,36 |
75/ ' '8 | 47,10 | 7,625 | 47,10 | 0,625 | 6,375 | 6,250 | 46,77 | — | 9,87 | 10,07 | -4,33 |
7% | 51,20 | 7,625 | 51,20 | 0,687 | 6,251 | 6,126 | 50,95 | — | — | — | — |
7% | 55,30 | 7,625 | 55,30 | 0,750 | 6,125 | 6,000 | 55,12 | — | — | — | — |
7% | 46,10 | 7,750 | 46,10 | 0,595 | 6,560 | 6,500 е | 45,51 | — | — | — | — |
7% | 46,10 | 7,750 | 46,10 | 0,595 | 6,560 | 6,435 | 45,51 | — | — | — | — |
8% | 24,00 | 8,625 | 24,00 | 0,264 | 8,097 | 7,972 | 23,60 | 24,10 | — | — | — |
8% | 28,00 | 8,625 | 28,00 | 0,304 | 8,017 | 7,892 | 27,04 | 22,20 | — | — | — |
8% | 32,00 | 8,625 | 32,00 | 0,352 | 7,921 | 7,875е | 31,13 | 20,70 | 27,42 | 27,71 | 5,53 |
Продолжение таблицы Е.23
Ряды3 | Наружный диаметр | Номинальная масса на единицу длины Т&СЬ’С, | Толщина стенки | Внутренний диаметр | Диаметр оправки | Расчетная масса0 | |||||
без резьбы | Увеличение или уменьшение массы при отделке концов6 ет | ||||||||||
Закругленная резьба | Упорная трапецеидальная резьба | ||||||||||
D, дюйм | фунт/фут | t, дюйм | d, дюйм | дюйм | wpe, фунт/фут | Короткая | Удлиненная | RC | see | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
8% | 32,00 | 8,625 | 32,00 | 0,352 | 7,921 | 7,796 | 31,13 | 20,70 | 27,42 | 27,71 | 5,53 |
8% | 36,00 | 8,625 | 36,00 | 0,400 | 7,825 | 7,700 | 35,17 | 19,23 | 25,57 | 25,76 | 3,57 |
8% | 40,00 | 8,625 | 40,00 | 0,450 | 7,725 | 7,625е | 39,33 | — | 23,66 | 23,74 | 1,56 |
8% | 40,00 | 8,625 | 40,00 | 0,450 | 7,725 | 7,600 | 39,33 | — | 23,66 | 23,74 | 1,56 |
8% | 44,00 | 8,625 | 44,00 | 0,500 | 7,625 | 7,500 | 43,43 | — | 21,78 | 21,76 | -0,43 |
8% | 49,00 | 8,625 | 49,00 | 0,557 | 7,511 | 7,386 | 48,04 | — | 19,67 | 19,52 | -2,66 |
9% | 32,30 | 9,625 | 32,30 | 0,312 | 9,001 | 8,845 | 31,06 | 24,25 | — | — | — |
9% | 36,00 | 9,625 | 36,00 | 0,352 | 8,921 | 8,765 | 34,89 | 22,85 | 31,93 | 30,58 | 6,03 |
9% | 40,00 | 9,625 | 40,00 | 0,395 | 8,835 | 8,750е | 38,97 | 21,37 | 29,97 | 28,60 | 4,05 |
9% | 40,00 | 9,625 | 40,00 | 0,395 | 8,835 | 8,679 | 38,97 | 21,37 | 29,97 | 28,60 | 4,05 |
9% | 43,50 | 9,625 | 43,50 | 0,435 | 8,755 | 8,599 | 42,73 | — | 28,17 | 26,78 | 2,23 |
9% | 43,50 | 9,625 | 43,50 | 0,435 | 8,755 | 8,599 | 42,73 | — | 28,31f | 26,78 | 2,23 |
9% | 47,00 | 9,625 | 47,00 | 0,472 | 8,681 | 8,525 | 46,18 | — | 26,52 | 25,11 | 0,56 |
9% | 47,00 | 9,625 | 47,00 | 0,472 | 8,681 | 8,525 | 46,18 | — | 26,66f | 25,11 | 0,56 |
9% | 53,50 | 9,625 | 53,50 | 0,545 | 8,535 | 8,500е | 52,90 | — | 23,30 | 21,86 | -2,70 |
9% | 53,50 | 9,625 | 53,50 | 0,545 | 8,535 | 8,500е | 52,90 | — | 23,44f | 21,86 | -2,70 |
9% | 53,50 | 9,625 | 53,50 | 0,545 | 8,535 | 8,379 | 52,90 | — | 23,30 | 21,86 | -2,70 |
9% | 53,50 | 9,625 | 53,50 | 0,545 | 8,535 | 8,379 | 52,90 | — | 23,44f | 21,86 | -2,70 |
9% | 58,40 | 9,625 | 58,40 | 0,595 | 8,435 | 8,375е | 57,44 | — | 21,13 | 19,66 | -4,89 |
9% | 58,40 | 9,625 | 58,40 | 0,595 | 8,435 | 8,375е | 57,44 | — | 21,27f | 19,66 | -4,89 |
9% | 58,40 | 9,625 | 58,40 | 0,595 | 8,435 | 8,279 | 57,44 | — | 21,13 | 19,66 | -4,89 |
9% | 58,40 | 9,625 | 58,40 | 0,595 | 8,435 | 8,279 | 57,44 | — | 21,27f | 19,66 | -4,89 |
9% | 59,40 | 9,625 | 59,40 | 0,609 | 8,407 | 8,251 | 58,70 | — | — | — | — |
9% | 64,90 | 9,625 | 64,90 | 0,672 | 8,281 | 8,125 | 64,32 | — | — | — | — |
9% | 70,30 | 9,625 | 70,30 | 0,734 | 8,157 | 8,001 | 69,76 | — | — | — | — |
9% | 75,60 | 9,625 | 75,60 | 0,797 | 8,031 | 7,875 | 75,21 | — | — | — | — |
ю3/4 | 32,75 | 10,750 | 32,75 | 0,279 | 10,192 | 10,036 | 31,23 | 30,74 | — | — | — |
ю3/4 | 40,50 | 10,750 | 40,50 | 0,350 | 10,050 | 9,894 | 38,91 | 26,26 | — | 33,91 | 6,69 |
103/4 | 45,50 | 10,750 | 45,50 | 0,400 | 9,950 | 9,875е | 44,26 | 24,26 | — | 31,32 | 4,10 |
103/4 | 45,50 | 10,750 | 45,50 | 0,400 | 9,950 | 9,794 | 44,26 | 24,26 | — | 31,32 | 4,10 |
Продолжение таблицы Е.23
Рядыа | Наружный диаметр | Номинальная масса на единицу длины Т&СЬЛ | Толщина стенки | Внутренний диаметр | Диаметр оправки | Расчетная массас | |||||
без резьбы | Увеличение или уменьшение массы при отделке концов6 ет | ||||||||||
Закругленная резьба | Упорная трапецеидальная резьба | ||||||||||
D, дюйм | фунт/фут | t, дюйм | d, дюйм | дюйм | wpe, фунт/фут | Короткая | Удлиненная | RC | see | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
ю3/4 | 51,00 | 10,750 | 51,00 | 0,450 | 9,850 | 9,694 | 49,55 | 22,28 | — | 28,76 | 1,54 |
ю3/4 | 51,00 | 10,750 | 51,00 | 0,450 | 9,850 | 9,684 | 49,55 | 22,39f | — | 28,76 | 1,54 |
ю3/4 | 55,50 | 10,750 | 55,50 | 0,495 | 9,760 | 9,625е | 54,26 | 20,51 | — | 26,47 | -0,74 |
ю3/4 | 55,50 | 10,750 | 55,50 | 0,495 | 9,760 | 9,625е | 54,26 | 20,62f | — | 26,47 | -0,74 |
ю3/4 | 55,50 | 10,750 | 55,50 | 0,495 | 9,760 | 9,604 | 54,26 | 20,51 | — | 26,47 | -0,74 |
ю3/4 | 55,50 | 10,750 | 55,50 | 0,495 | 9,760 | 9,604 | 54,26 | 20,62f | — | 26,47 | -0,74 |
ю3/4 | 60,70 | 10,750 | 60,70 | 0,545 | 9,660 | 9,504 | 59,45 | 18,56 | — | 23,96 | — |
ю3/4 | 60,70 | 10,750 | 60,70 | 0,545 | 9,660 | 9,504 | 59,45 | 18,67f | — | 23,96 | — |
ю3/4 | 65,70 | 10,750 | 65,70 | 0,595 | 9,560 | 9,404 | 64,59 | 16,63 | — | 21,47 | — |
ю3/4 | 65,70 | 10,750 | 65,70 | 0,595 | 9,560 | 9,404 | 64,59 | 16,75f | — | 21,47 | — |
ю3/4 | 73,20 | 10,750 | 73,20 | 0,672 | 9,406 | 9,250 | 72,40 | — | — | — | — |
ю3/4 | 79,20 | 10,750 | 79,20 | 0,734 | 9,282 | 9,126 | 78,59 | — | — | — | — |
ю3/4 | 85,30 | 10,750 | 85,30 | 0,797 | 9,156 | 9,000 | 84,80 | — | — | — | — |
113/4 | 42,00 | 11,750 | 42,00 | 0,333 | 11,084 | 11,000е | 40,64 | 29,25 | — | — | — |
113/4 | 42,00 | 11,750 | 42,00 | 0,333 | 11,084 | 10,928 | 40,64 | 29,25 | — | — | — |
113/4 | 47,00 | 11,750 | 47,00 | 0,375 | 11,000 | 10,844 | 45,60 | 27,39 | — | 35,36 | — |
113/4 | 54,00 | 11,750 | 54,00 | 0,435 | 10,880 | 10,724 | 52,62 | 24,76 | — | 31,96 | — |
113/4 | 60,00 | 11,750 | 60,00 | 0,489 | 10,772 | 10,625е | 58,87 | 22,42 | — | 28,93 | — |
113/4 | 60,00 | 11,750 | 60,00 | 0,489 | 10,772 | 10,625е | 58,87 | 21,54f | — | 28,93 | — |
113/4 | 60,00 | 11,750 | 60,00 | 0,489 | 10,772 | 10,616 | 58,87 | 22,42 | — | 28,93 | — |
113/4 | 60,00 | 11,750 | 60,00 | 0,489 | 10,772 | 10,616 | 58,87 | 21,54f | — | 28,93 | — |
113/4 | 65,00 | 11,750 | 65,00 | 0,534 | 10,682 | 10,625е | 64,03 | — | — | — | — |
113/4 | 65,00 | 11,750 | 65,00 | 0,534 | 10,682 | 10,526 | 64,03 | — | — | — | — |
113/4 | 71,00 | 11,750 | 71,00 | 0,582 | 10,586 | 10,430 | 69,48 | — | — | — | — |
13% | 48,00 | 13,375 | 48,00 | 0,330 | 12,715 | 12,559 | 46,02 | 33,15 | — | — | — |
13% | 54,50 | 13,375 | 54,50 | 0,380 | 12,615 | 12,459 | 52,79 | 30,61 | — | 39,49 | — |
13% | 61,00 | 13,375 | 61,00 | 0,430 | 12,515 | 12,359 | 59,50 | 28,09 | — | 36,24 | — |
13% | 68,00 | 13,375 | 68,00 | 0,480 | 12,415 | 12,259 | 66,17 | 25,59 | — | 33,01 | — |
13% | 68,00 | 13,375 | 68,00 | 0,480 | 12,415 | 12,259 | 66,17 | 25,73f | — | 33,01 | — |
13% | 72,00 | 13,375 | 72,00 | 0,514 | 12,347 | 12,250е | 70,67 | 23,91 | — | 30,83 | — |
Окончание таблицы Е.23
Ряды3 | Наружный диаметр | Номинальная масса на единицу длины Т&СЬ’С, | Толщина стенки | Внутренний диаметр | Диаметр оправки | Расчетная масса0 | |||||
без резьбы | Увеличение или уменьшение массы при отделке концов6 ет | ||||||||||
Закругленная резьба | Упорная трапецеидальная резьба | ||||||||||
D, дюйм | фунт/фут | t, дюйм | d, дюйм | дюйм | wpe, фунт/фут | Короткая | Удлиненная | RC | SCC | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
13% | 72,00 | 13,375 | 72,00 | 0,514 | 12,347 | 12,250е | 70,67 | 24,05f | — | 30,83 | — |
13% | 72,00 | 13,375 | 72,00 | 0,514 | 12,347 | 12,191 | 70,67 | 23,91 | — | 30,83 | — |
13% | 72,00 | 13,375 | 72,00 | 0,514 | 12,347 | 12,191 | 70,67 | 24,05f | — | 30,83 | — |
16 | 65,00 | 16,000 | 65,00 | 0,375 | 15,250 | 15,062 | 62,64 | 40,98 | — | — | — |
16 | 75,00 | 16,000 | 75,00 | 0,438 | 15,124 | 14,936 | 72,86 | 36,72 | — | 44,37 | — |
16 | 84,00 | 16,000 | 84,00 | 0,495 | 15,010 | 14,822 | 82,05 | 32,89 | — | 39,92 | — |
16 | 109,00 | 16,000 | 109,00 | 0,656 | 14,688 | 14,500 | 107,60 | — | — | — | — |
18% | 87,50 | 18,625 | 87,50 | 0,435 | 17,755 | 17,567 | 84,59 | 72,31 | — | 86,54 | — |
20 | 94,00 | 20,000 | 94,00 | 0,438 | 19,124 | 18,936 | 91,59 | 45,20 | 59,77 | 54,62 | — |
20 | 94,00 | 20,000 | 94,00 | 0,438 | 19,124 | 18,936 | 91,59 | 45,44 | 60,099 | 54,62 | — |
20 | 106,50 | 20,000 | 106,50 | 0,500 | 19,000 | 18,812 | 104,23 | 40,17 | 53,51 | 48,50 | — |
20 | 133,00 | 20,000 | 133,00 | 0,635 | 18,730 | 18,542 | 131,45 | 28,83 | 39,33 | 35,32 | — |
а Ряды указаны для справки и для удобства заказа.
ь Номинальная масса на единицу длины с резьбой и муфтами (графа 4) указаны для справки.
с Плотность мартенситных хромистых сталей [L80 (9Сг и 13Сг)] отличается от плотности углеродистых сталей. Указанные массы не являются точными значениями для мартенситных хромистых сталей. Может быть применен коэффициент коррекции массы, равный 0,989.
d Увеличение или уменьшение массы вследствие отделки концов. См. 8.5.
е Диаметр оправки для буровых коронок наиболее распространенного размера. Такой диаметр оправки должен быть указан в заказе и маркировке на трубе. Требования к оправкам приведены в 8.10.
f Для минимального предела текучести 110 000 фунтов на квадратный дюйм или более.
9 Для минимального предела текучести 55 000 фунтов на квадратный дюйм.
Примечание — См. также рисунки D.1, D.2 и D.3 (приложение D).
Таблица Е.24 — Размеры и массы стандартных насосно-компрессорных труб, насосно-компрессорных труб с резьбами API без высадки, с наружной вы-° садкой и насосно-компрессорных труб с интегральными соединениями
Рядыа | Наружный диаметр | Номинальная масса на единицу ДЛИНЫЬ’С | Толщина стенки | Внутренний диаметр | Расчетная масса0 | |||||||||
без резьбы | Увеличение или уменьшение массы при отделке концов6 ет, фунт | |||||||||||||
2 | D, дюйм | без | с наружной высадкой Т&С, фунт/фут | Интеграль- | без высадки | С наружной высадкой6 | Интег- | |||||||
1 | NU Т&С | EU Т&С | и | ВЫСИДКИ Т&С, фунт/фут | ное соединение, фунт/фут | t, дюйм | d, дюйм | ^РЕ’ фунт/фут | Обычная | Специальная | ральное соединение | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
1,050 | 1,14 | 1,20 | — | 1,050 | 1,14 | 1,20 | — | 0,113 | 0,824 | 1,13 | 0,20 | 1,40 | — | — |
1,050 | 1,48 | 1,54 | — | 1,050 | 1,48 | 1,54 | — | 0,154 | 0,742 | 1,48 | — | 1,32 | — | — |
1,315 | 1,70 | 1,80 | 1,72 | 1,315 | 1,70 | 1,80 | 1,72 | 0,133 | 1,049 | 1,68 | 0,40 | 1,40 | — | 0,20 |
1,315 | 2,19 | 2,24 | — | 1,315 | 2,19 | 2,24 | — | 0,179 | 0,957 | 2,17 | — | 1,35 | — | — |
1,660 | 2,09 | — | 2,10 | 1,660 | — | — | 2,10 | 0,125 | 1,410 | 2,05 | — | — | — | 0,20 |
1,660 | 2,30 | 2,40 | 2,33 | 1,660 | 2,30 | 2,40 | 2,33 | 0,140 | 1,380 | 2,27 | 0,80 | 1,60 | — | 0,20 |
1,660 | 3,03 | 3,07 | — | 1,660 | 3,03 | 3,07 | — | 0,191 | 1,278 | 3,00 | — | 1,50 | 0,20 | — |
1,900 | 2,40 | — | 2,40 | 1,900 | — | — | 2,40 | 0,125 | 1,650 | 2,37 | — | — | — | 0,20 |
1,900 | 2,75 | 2,90 | 2,76 | 1,900 | 2,75 | 2,90 | 2,76 | 0,145 | 1,610 | 2,72 | 0,60 | 2,00 | — | 0,20 |
1,900 | 3,65 | 3,73 | — | 1,900 | 3,65 | 3,73 | — | 0,200 | 1,500 | 3,63 | — | 2,03 | — | — |
1,900 | 4,42 | — | — | 1,900 | 4,42 | — | — | 0,250 | 1,400 | 4,41 | — | — | — | — |
1,900 | 5,15 | — | — | 1,900 | 5,15 | — | — | 0,300 | 1,300 | 5,13 | — | — | — | — |
2,063 | 3,24 | — | 3,25 | 2,063 | — | — | 3,25 | 0,156 | 1,751 | 3,18 | — | — | — | 0,20 |
2,063 | 4,50 | — | — | 2,063 | — | — | — | 0,225 | 1,613 | 4,42 | — | — | — | — |
2% | 4,00 | — | — | 2,375 | 4,00 | — | — | 0,167 | 2,041 | 3,94 | 1,60 | — | — | — |
2% | 4,60 | 4,70 | — | 2,375 | 4,60 | 4,70 | — | 0,190 | 1,995 | 4,44 | 1,60 | 4,00 | 2,96 | — |
2% | 5,80 | 5,95 | — | 2,375 | 5,80 | 5,95 | — | 0,254 | 1,867 | 5,76 | 1,40 | 3,60 | 2,56 | — |
2% | 6,60 | — | — | 2,375 | 6,60 | — | — | 0,295 | 1,785 | 6,56 | — | — | — | — |
2% | 7,35 | 7,45 | — | 2,375 | 7,35 | 7,45 | — | 0,336 | 1,703 | 7,32 | — | — | — | — |
ГОСТ Р 70761—2023
Рядыа | Наружный диаметр | Номинальная масса на единицу ДЛИНЫЬ’С | Толщина стенки | Внутренний диаметр | Расчетная масса0 | |||||||||
без резьбы | Увеличение или уменьшение массы при отделке концов6 ет, фунт | |||||||||||||
2 | D, дюйм | без | с наружной высадкой Т&С, фунт/фут | Интеграль- | без высадки | С наружной высадкой6 | Интег- | |||||||
1 | NU Т&С | EU Т&С | и | ВЫСИДКИ т&с, фунт/фут | ное соединение, фунт/фут | t, дюйм | d, дюйм | ^РЕ’ фунт/фут | Обычная | Специальная | paj 1ьное соединение | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
2% | 6,40 | 6,50 | — | 2,875 | 6,40 | 6,50 | — | 0,217 | 2,441 | 6,17 | 3,20 | 5,60 | 3,76 | — |
2% | 7,80 | 7,90 | — | 2,875 | 7,80 | 7,90 | — | 0,276 | 2,323 | 7,67 | 2,80 | 5,80 | 3,92 | — |
2% | 8,60 | 8,70 | — | 2,875 | 8,60 | 8,70 | — | 0,308 | 2,259 | 8,45 | 2,60 | 5,00 | 3,16 | — |
2% | 9,35 | 9,45 | — | 2,875 | 9,35 | 9,45 | — | 0,340 | 2,195 | 9,21 | — | — | — | — |
2% | 10,50 | — | — | 2,875 | 10,50 | — | — | 0,392 | 2,091 | 10,40 | — | — | — | — |
2% | 11,50 | — | — | 2,875 | 11,50 | — | — | 0,440 | 1,995 | 11,45 | — | — | — | — |
з1/2 | 7,70 | — | — | 3,500 | 7,70 | — | — | 0,216 | 3,068 | 7,58 | 5,40 | — | — | — |
31/2 | 9,20 | 9,30 | — | 3,500 | 9,20 | 9,30 | — | 0,254 | 2,992 | 8,81 | 5,00 | 9,20 | 5,40 | — |
31/2 | 10,20 | — | — | 3,500 | 10,20 | — | — | 0,289 | 2,922 | 9,92 | 4,80 | — | — | — |
з1/2 | 12,70 | 12,95 | — | 3,500 | 12,70 | 12,95 | — | 0,375 | 2,750 | 12,53 | 4,00 | 8,20 | 4,40 | — |
31/2 | 14,30 | — | — | 3,500 | 14,30 | — | — | 0,430 | 2,640 | 14,11 | — | — | — | — |
31/2 | 15,50 | — | — | 3,500 | 15,50 | — | — | 0,476 | 2,548 | 15,39 | — | — | — | — |
31/2 | 17,00 | — | — | 3,500 | 17,00 | — | — | 0,530 | 2,440 | 16,83 | — | — | — | — |
4 | 9,50 | — | — | 4,000 | 9,50 | — | — | 0,226 | 3,548 | 9,12 | 6,20 | — | — | — |
4 | 10,70 | 11,00 | — | 4,000 | — | 11,00 | — | 0,262 | 3,476 | 10,47 | — | 10,60 | — | — |
4 | 13,20 | — | — | 4,000 | 13,20 | — | — | 0,330 | 3,340 | 12,95 | — | — | — | — |
4 | 16,10 | — | — | 4,000 | 16,10 | — | — | 0,415 | 3,170 | 15,90 | — | — | — | — |
4 | 18,90 | — | — | 4,000 | 18,90 | — | — | 0,500 | 3,000 | 18,71 | — | — | — | — |
4 | 22,20 | — | — | 4,000 | 22,20 | — | — | 0,610 | 2,780 | 22,11 | — | — | — | — |
ГОСТ Р 70761—2023
182
Окончание таблицы Е.24
Рядыа | Наружный диаметр | Номинальная масса на единицу ДЛИНЫЬ’С | Толщина стенки | Внутренний диаметр | Расчетная массас | |||||||||
без резьбы | Увеличение или уменьшение массы при отделке концов6 ет, фунт | |||||||||||||
1 | 2 | D, дюйм | без высадки Т&С, фунт/фут | с наружной высадкой Т&С, фунт/фут | Интегральное соединение, фунт/фут | t, дюйм | d, дюйм | фунт/фут | без высадки | С наружной высадкой® | Интег-ральное соединение | |||
NU Т&С | EU Т&С | и | Обычная | Специальная | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
41/2 | 12,60 | 12,75 | — | 4,500 | 12,60 | 12,75 | — | 0,271 | 3,958 | 12,25 | 6,00 | 13,20 | — | — |
41/2 | 15,20 | — | — | 4,500 | 15,20 | — | — | 0,337 | 3,826 | 15,00 | — | — | — | — |
41/2 | 17,00 | — | — | 4,500 | 17,00 | — | — | 0,380 | 3,740 | 16,77 | — | — | — | — |
41/2 | 18,90 | — | — | 4,500 | 18,90 | — | — | 0,430 | 3,640 | 18,71 | — | — | — | — |
41/2 | 21,50 | — | — | 4,500 | 21,50 | — | — | 0,500 | 3,500 | 21,38 | — | — | — | — |
41/2 | 23,70 | — | — | 4,500 | 23,70 | — | — | 0,560 | 3,380 | 23,59 | — | — | — | — |
41/2 | 26,10 | — | — | 4,500 | 26,10 | — | — | 0,630 | 3,240 | 26,06 | — | — | — | — |
а Ряды указаны для справки и для удобства заказа.
ь Номинальная масса на единицу длины (графы 6, 7 и 8) приведена для справки.
с Плотность мартенситных хромистых сталей [L80 (9Сг и 13Сг)] отличается от плотности углеродистых сталей. Указанные массы не являются точными значениями для мартенситных хромистых сталей. Может быть применен коэффициент коррекции массы, равный 0,989.
d Увеличение или уменьшение массы вследствие отделки концов. См. 8.5.
е Длина высаженного конца трубы может изменять массу в сторону увеличения или уменьшения из-за отделки концов.
Примечание — См. также рисунки D.4, D.5 и D.7 (приложение D).
ГОСТ Р 70761—2023
Таблица Е.25 — Размеры насосно-компрессорных труб с наружной высадкой групп прочности Н40, Л 55, L80 (все типы), R95, N80 (все типы), С90, Т95 и Р110
Рядыа | Наружный диаметр D, дюйм | Номинальная масса на единицу длины с резьбой и муфтамиь, фунт/фут | Высаженный конец | ||||
1 | 2 | Наружный диаметр0 О4, дюйм +0,0625 | Длина от торца трубы до начала переходного участкаи’е Leu, дюйм -1 | Длина от торца трубы до конца переходного участка® La, дюйм | Длина от торца трубы до начала тела трубы® Lb, дюйм, не более | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | 1,20 | 1,050 | 1,20 | 1,315 | 2% | — | — |
1,050 | 1,54 | 1,050 | 1,54 | 1,315 | 2% | — | — |
1,315 | 1,80 | 1,315 | 1,80 | 1,469 | 21/2 | — | — |
1,315 | 2,24 | 1,315 | 2,24 | 1,469 | 21/2 | — | — |
1,660 | 2,40 | 1,660 | 2,40 | 1,812 | 2% | — | — |
1,660 | 3,07 | 1,660 | 3,07 | 1,812 | 2% | — | — |
1,900 | 2,90 | 1,900 | 2,90 | 2,094 | 2116б | — | — |
1,900 | 3,73 | 1,900 | 3,73 | 2,094 | 2”/16 | — | — |
2% | 4,70 | 2,375 | 4,70 | 2,594 | 4,00 | 6,00 | 10,00 |
2% | 5,95 | 2,375 | 5,95 | 2,594 | 4,00 | 6,00 | 10,00 |
2% | 7,45 | 2,375 | 7,45 | 2,594 | 4,00 | 6,00 | 10,00 |
2% | 6,50 | 2,875 | 6,50 | 3,094 | 4\ | 6’/4 | 101/4 |
2% | 7,90 | 2,875 | 7,90 | 3,094 | 41/4 | 61/4 | 101/4 |
2% | 8,70 | 2,875 | 8,70 | 3,094 | 41/4 | 61/4 | 101/4 |
2% | 9,45 | 2,875 | 9,45 | 3,094 | 41/4 | 61/4 | 101/4 |
3 1/2 | 9,30 | 3,500 | 9,30 | 3,750 | 4’/2 | 61/2 | ю1/2 |
3 1/2 | 12,95 | 3,500 | 12,95 | 3,750 | 41/2 | 61/2 | 101/2 |
4 | 11,00 | 4,000 | 11,00 | 4,250 | 41/2 | 61/2 | ю1/2 |
4’/2 | 12,75 | 4,500 | 12,75 | 4,750 | 43/4 | 63/4 | 103/4 |
а Ряды указаны для справки и для удобства заказа.
ь Плотность мартенситных хромистых сталей [L80 (9Сг и 13Сг)] отличается от плотности углеродистых сталей. Указанные массы не являются точными значениями для мартенситных хромистых сталей. Может быть применен коэффициент коррекции массы, равный 0,989.
с Минимальный наружный диаметр высаженного конца О4 ограничен минимальной длиной витков резьбы с полным профилем. См. API 5В.
d Только для коротких труб отклонения Leu не должны быть более дюйма. Длина Lb может быть на 4 дюйма более указанной.
е Для высаженных концов увеличенной длины на трубах с наружной высадкой размеры, указанные в графах 6, 7 и 8, следует увеличить на 1 дюйм.
Примечание 1 — См. также рисунки D.5 и D.6 (приложение D).
Примечание 2 — Номинальная масса на единицу длины приведена для справки.
Таблица Е.26 — Размеры насосно-компрессорных труб с интегральными соединениями групп прочности Н40, J55, L80 (все типы), R95, N80 (все типы), С90 и Т95
Ряды | Наружный диаметр D | Номи-нальная масса на единицу длиныа | Размеры высаженных концов | |||||||||
Ниппельный конец | Муфтовый конец | |||||||||||
Наружный диаметр6 °4 | Внутренний диаметр0 ^iu | Длина Liu | Длина конусности miu | Наружный диаметр % | Длина 1~еи | Длина конусности теи | Диаметр расточки Q | Ширина торца b | ||||
1 | 2 | дюйм | фунт/ Фут | + 0,0625 | +0,015 | Не менее | Не менее | +0,005 -0,025 | Не менее | Не менее | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
1,315 | 1,72 | 1,315 | 1,72 | — | 0,970 | 1% | 1'4 | 1,550 | 1,750 | 1 | 1,378 | 1/32 |
1,660 1,660 | 2,10 2,33 | 1,660 1,660 | 2,10 2,33 | — | 1,301 1,301 | 1’/2 1’/2 | \ 1'4 | 1,880 1,880 | 1,875 1,875 | 1 | 1,723 1,723 | 1/32 1/32 |
1,900 1,900 | 2,40 2,76 | 1,900 1,900 | 2,40 2,76 | — | 1,531 1,531 | 1% 1% | 1'4 1'4 | 2,110 2,110 | 2,000 2,000 | 1 | 1,963 1,963 | 1/32 1/ 32 |
2,063 | 3,25 | 2,063 | 3,25 | 2,094 | 1,672 | 111/ 1 '16 | Ч | 2,325 | 2,125 | 1 | 2,156 | 1/ 32 |
а Номинальная масса на единицу длины с высадкой и резьбой приведена для справки.
ь Минимальный наружный диаметр D4 ограничен минимальной длиной витков резьбы с полным профилем. См. API 5В.
с Минимальный диаметр djU ограничен контролем внутренним калибром.
Примечание — См. также рисунок D.7 (приложение D).
Таблица Е.27 — Группы длин
Размеры в футах
Группа длинь | Группа длин 2Ь | Группа длин Зь | |
Обсадные трубы (РЕ/Т и C/SF) Общий интервал длин, включ. Допустимое отклонение, не болееа | 16,0—25,0 6,0 | 25,0—34,0 5,0 | 34,0—48,0 6,0 |
Насосно-компрессорные и обсадные трубы, эксплуатируемые в качестве насосно-компрессорных (РЕ/Т и C/SF) Общий интервал длин, включ. Допустимое отклонение, не болееа | 20,0—24,0 2,0 | 28,0—32,0 2,0 | 38,0—42,0 2,0 |
Насосно-компрессорные трубы с интегральными соединениями (включая IJ/PE и IJ/SF) Общий интервал длин, включ. Допустимое отклонение, не болееа | 20,0—26,0 2,0 | 28,0—34,0 2,0 | 38,0—45,0 2,0 |
Короткие трубыь | Длины 2; 3; 4; 6; 8; 10 и 12 Отклонение: ±3 дюйма | ||
а Отклонение длины применимо для заказа с отправкой железнодорожными вагонами и не применимо для заказа менее 40 000 фунтов трубы. ь Длины, отличающиеся от указанных, могут быть поставлены по согласованию между заказчиком и изготовителем. | |||
Таблица Е.28 — Размеры стандартных оправок
Размеры в дюймах
Изделия и ряд 1 | Размер стандартной оправки, не менее | |
Длина | Диаметр | |
Обсадные трубы <9% >9% —<133/„ О о >13% | 6 12 12 | d — 1/8 d— 5/32 d— 3/16 |
Насосно-компрессорные трубы а-ь <2% >2%-<8% >8%— <103/4 | 42 42 42 | d — 3/32 d — 1/8 d— 5/32 |
а Насосно-компрессорные трубы с интегральными соединениями должны быть проконтролированы оправкой до высадки, также должен быть проведен контроль проходимости с ниппельного конца после высадки цилиндрической оправкой длиной 42 дюйма и внутренним диаметром dju -0,015 дюйма (см. таблицу Е.26, графу 6 Для diu). ь Обсадные трубы размерами более ряда 1: 41/2, но менее ряда 1: 103/4, указанные заказчиком для эксплуатации в качестве насосно-компрессорных труб, должны быть промаркированы согласно разделу 11. | ||
Таблица Е.29 — Размеры альтернативных оправок
Ряды | Наружный диаметр трубы D, дюйм | Номинальная масса на единицу длины Т&С, фунт/фут | Размер альтернативной оправки, дюйм, не менее | ||
1 | 2 | Длина | Диаметр | ||
1 | 2 | 3 | 4 | 5 | 6 |
7 | 23,00 | 7,000 | 23,3 | 6 | 6,250 |
7 | 32,00 | 7,000 | 32,2 | 6 | 6,000 |
?3/4 | 46,10 | 7,750 | 46,1 | 6 | 6,500 |
8% | 32,00 | 8,625 | 32,0 | 6 | 7,875 |
8% | 40,00 | 8,625 | 40,0 | 6 | 7,625 |
9% | 40,00 | 9,625 | 40,0 | 12 | 8,750 |
9% | 53,50 | 9,625 | 53,5 | 12 | 8,500 |
9% | 58,40 | 9,625 | 58,4 | 12 | 8,375 |
103/4 | 45,50 | 10,750 | 45,5 | 12 | 9,875 |
103/4 | 55,50 | 10,750 | 55,5 | 12 | 9,625 |
113/4 | 42,00 | 11,750 | 42,0 | 12 | 11,000 |
113/4 | 60,00 | 11,750 | 60,0 | 12 | 10,625 |
113/4 | 65,00 | 11,750 | 65,0 | 12 | 10,625 |
13% | 72,00 | 13,375 | 72,0 | 12 | 12,250 |
Таблица Е.ЗО — Максимальная допустимая глубина линейных несовершенств
Группа прочности | Глубина, % толщины стенки | |
наружного несовершенства | внутреннего несовершенства | |
H40-J55-K55-N80Q-L80-R95 Р110 по К.9 (SR 16) (приложение К) | 12,5 % | 12,5% |
N80 (тип 1) | 10% | 10 % |
С9-Т95-С110-Р110-Q125 | 5% | 5% |
Р110 по К.9 (SR 16) и К.З (SR 2) (приложение К) | 5% | 5% |
Таблица Е.31 — Изделия с высадкой. Максимальная допустимая глубина несовершенств
Поверхность | Глубина | Примечания к измерению | |
А Интегральные соединения и насосно-компрессорные трубы с наружной высадкой [см. рисунок D.5 и рисунок D.7 (приложение D)] | |||
А.1 | Все поверхности высаженного и переходного участка, кроме перечисленных ниже | 12,5 % t 12,5 % t 5%t | Процент от номинальной толщины стенки тела трубы f; для нелинейных несовершенств; для всех групп прочности труб. Процент от номинальной толщины стенки тела трубы t, для линейных несовершенств; для групп прочности Н40, J55, К55, L80 (все типы), N80 (все типы) и R95. Процент от номинальной толщины стенки тела трубы f; для линейных несовершенств; для групп прочности труб С90, Т95, и Р110 |
А.2 Минимальная толщина стенки на переходном участке и максимальная суммарная глубина совпадающих | |||
несовершенств на внутренней и наружной поверхностях не должны приводить к уменьшению толщины стенки менее 87,5 % от номинальной толщины стенки | |||
В Насосно-компрессорные трубы с интегральными соединениями [см. рисунок D.7 (приложение D)] | |||
В.1 | Наружная поверхность муфтового конца | 0,010 дюйма | От торца трубы на расстоянии, равном заданному минимальному размеру Leu [см. рисунок D.7 (приложение D)] |
В.2 | Внутренняя поверхность ниппельного конца | 0,015 дюйма | От торца трубы до плоскости на расстоянии, равном заданному минимальному размеру Lju [см. рисунок D.7 (приложение D)]. Для групп прочности С90 и Т95 максимальная допустимая глубина линейных несовершенств должна быть не более 5 % от номинальной толщины стенки тела трубы. |
В.З Неполную высадку в переходном участке не следует считать дефектом, за исключением тех случаев, когда | |||
оставшаяся толщина стенки (на этом участке неполной высадки) менее 87,5 % от номинальной толщины стенки тела трубы | |||
Таблица Е.32 — Муфты для обсадных труб с закругленной резьбой API. Размеры, масса и предельные отклонения размеров
Ряд 1 | Размер3 | Наружный диаметр ИА0, дюйм | Минимальная длина дюйм | Диаметр расточки Qd, дюйм | Ширина плоскости торца Ь, дюйм | Масса фунт | ||
Наружный диаметр D, дюйм | Короткая nl | Удлиненная nl | Короткая | Удлиненная | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
41/2 | 4,500 | 5,250 | 61/4 | 7 | 41%2 | 9/32 | 11,55 | 13,15 |
5 | 5,000 | 5,800 | 61/2 | 7% | сЗ/ ° 32 | 9/32 | 14,17 | 17,32 |
51/2 | 5,500 | 6,300 | 63/4 | 8 | 519/32 | 1/4 | 16,18 | 19,66 |
6% | 6,625 | 7,390 | 71/4 | 83/4 | 623/32 | 1/4 | 20,11 | 25,00 |
7 | 7,000 | 7,875 | 9 | 5/16 | 23,98 | 30,69 | ||
7% | 7,625 | 8,500 | 7’/2 | 91/4 | 725/32 | 7/32 | 26,80 | 34,15 |
8% | 8,625 | 9,625 | 7% | 10 | 825/32 | 1/4 | 34,44 | 47,42 |
9% | 9,625 | 10,625 | 7% | ю1/2 | 925/32 | 1/4 | 39,36 | 55,72 |
10 3/4 | 10,750 | 11,750 | 8 | — | ю25/32 | 1/4 | 45,38 | — |
113/4 | 11,750 | 12,750 | 8 | — | 112%2 | 1/4 | 49,44 | — |
13% | 13,375 | 14,375 | 8 | — | 1317/32 | 7/32 | 56,04 | — |
16 | 16,000 | 17,000 | 9 | — | 167/32 | 7/32 | 75,69 | — |
18% | 18,625 | 20,000 | 9 | — | 1827/32 | 7/32 | 117,58 | — |
20 | 20,000 | 21,000 | 9 | 11 1/2 | 20%2 | 7/32 | 94,38 | 125,61 |
а Обозначение размера муфты аналогично обозначению размера трубы, для которой предназначена муфта.
ь Все группы прочности, кроме Q125: отклонения наружного диаметра W: ±1 %, но не более ±1/8 дюйма.
с Группа прочности Q125: отклонения наружного диаметра W: ±1 %, но не более дюйма.
d Отклонения диаметра расточки Q для всех групп прочности — +0,31 дюйма.
Примечание — См. также рисунок D.1 и рисунок D.2 (приложение D).
Таблица Е.ЗЗ — Муфты для обсадных труб с упорной трапецеидальной резьбой API. Размеры, масса и предельные отклонения размеров
Ряд 1 | Размер3 | Наружный диаметр | Минимальная длина, дюйм | Диаметр фаски в плоскости торца Q, дюйм | Ширина плоскости торца Ь, дюйм | Масса фунт | ||
Наружный диаметр D, дюйм | ОбычнаяЬ'с, дюйм | Специ-альная6' Wc, дюйм | Обычная | Специальная | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 |
4% | 4,500 | 5,250 | 4,875 | 8% | 4,640 | 1/4 | 15,19 | 7,68 |
5 | 5,000 | 5,800 | 5,375 | 9% | 5,140 | 9/32 | 18,46 | 8,82 |
51/2 | 5,500 | 6,300 | 5,875 | 9% | 5,640 | 9/32 | 20,50 | 9,85 |
6% | 6,625 | 7,390 | 7,000 | 9% | 6,765 | 1/4 | 24,49 | 12,46 |
7 | 7,000 | 7,875 | 7,375 | 10 | 7,140 | 5/16 | 30,82 | 13,84 |
7% | 7,625 | 8,500 | 8,125 | 10% | 7,765 | 5/16 | 34,88 | 20,47 |
8% | 8,625 | 9,625 | 9,125 | 10% | 8,765 | 3/8 | 45,99 | 23,80 |
Окончание таблицы Е.ЗЗ
Ряд 1 | Размер3 | Наружный диаметр | Минимальная длина, дюйм | Диаметр фаски в плоскости торца Q, дюйм | Ширина плоскости торца Ь, дюйм | Масса фунт | ||
Наружный диаметр D, дюйм | ОбычнаяЬ’с, дюйм | Специальная6' И/с, дюйм | Обычная | Специальная | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 |
9% | 9,625 | 10,625 | 10,125 | 10% | 9,765 | 3/8 | 51,05 | 26,49 |
ю3/4 | 10,750 | 11,750 | 11,250 | 10% | 10,890 | 3/8 | 56,74 | 29,52 |
113/4 | 11,750 | 12,750 | — | 10% | 11,890 | 3/8 | 61,80 | — |
13% | 13,375 | 14,375 | — | 10% | 13,515 | 3/8 | 70,03 | — |
16 | 16,000 | 17,000 | — | 10% | 16,154 | 3/8 | 88,81 | — |
18% | 18,625 | 20,000 | — | 10% | 18,779 | 3/8 | 138,18 | — |
20 | 20,000 | 21,000 | — | 10% | 20,154 | 3/8 | 110,45 | — |
а Обозначение размера муфты аналогично обозначению размера трубы, для которой предназначена муфта.
ь Все группы прочности, кроме Q125: отклонения наружного диаметра И/: ±1 %, но не более ±1/8 дюйма.
с Группа прочности Q125: отклонения наружного диаметра W\ ±1 %, но не более Дюйма.
d Все группы прочности, кроме Q125: отклонения наружного диаметра Wc— дюйма.
Примечание — См. также рисунок D.3 (приложение D).
Таблица Е.34 — Муфты для насосно-компрессорных труб без высадки. Размеры, масса и предельные отклонения размеров
Ряд 1 | Размер3 Наружный диаметр D, дюйм | Наружный диаметр IV ь, дюйм | Минимальная длина Nl, дюйм | Диаметр расточки Q, дюйм | Ширина плоскости торца Ь, дюйм | Диаметр специальной фаски в плоскости торца Bj, дюйм | Масса, фунт |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1,050 | 1,050 | 1,313 | З3/16 | 1,113 | 1/16 | 1,181 | 0,51 |
1,315 | 1,315 | 1,660 | 3% | 1,378 | 3/32 | 1,488 | 0,84 |
1,660 | 1,660 | 2,054 | 31/2 | 1,723 | 1/8 | 1,857 | 1,29 |
1,900 | 1,900 | 2,200 | 3% | 1,963 | 1/16 | 2,050 | 1,23 |
2% | 2,375 | 2,875 | 4% | 2,438 | 3/16 | 2,625 | 2,82 |
2% | 2,875 | 3,500 | 51/8 | 2,938 | 3/16 | 3,188 | 5,15 |
з1/2 | 3,500 | 4,250 | 5% | 3,563 | 3/16 | 3,875 | 8,17 |
4 | 4,000 | 4,750 | 5% | 4,063 | 3/16 | 4,375 | 9,58 |
4% | 4,500 | 5,200 | 6% | 4,563 | 3/16 | 4,850 | 10,77 |
а Обозначение размера муфты аналогично обозначению размера трубы, для которой предназначена муфта.
ь Отклонения наружного диаметра W—±1 %.
Примечание — См. также рисунок D.4 (приложение D).
Таблица Е.35 — Муфты для насосно-компрессорных труб с наружной высадкой. Размеры, масса и предельные отклонения размеров
Ряд 1 | Размер3 | Наружный диаметр | Мини-мальная длина Nl, дюйм | Диаметр расточки Q, дюйм | Ширина плос-кости торца обычная В, дюйм | Максимальный диаметр специальной фаски в плоскости торца By | Масса, фунт | |||
Наружный диаметр D, дюйм | Обычная iV5, дюйм | Специальная И/Сс, дюйм | Обычная, со специальной фаской, дюйм | Специальная, дюйм | Обычная | Специальная | ||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
1,050 | 1,050 | 1,660 | — | з’/4 | 1,378 | 3/32 | 1,488 | — | 0,84 | — |
1,315 | 1,315 | 1,900 | — | 31/2 | 1,531 | 3/32 | 1,684 | — | 1,26 | — |
1,660 | 1,660 | 2,200 | — | 3% | 1,875 | 1/8 | 2,006 | — | 1,49 | — |
1,900 | 1,900 | 2,500 | — | 3% | 2,156 | 1/8 | 2,297 | — | 1,85 | — |
2% | 2,375 | 3,063 | 2,910 | 4% | 2,656 | 5/32 | 2,828 | 2,752 | 3,43 | 2,35 |
2% | 2,875 | 3,668 | 3,460 | 5'/4 | 3,156 | 7/32 | 3,381 | 3,277 | 5,30 | 3,42 |
31/2 | 3,500 | 4,500 | 4,180 | 53/4 | 3,813 | 1/4 | 4,125 | 3,965 | 9,03 | 5,24 |
4 | 4,000 | 5,000 | — | 6 | 4,313 | 1/4 | 4,625 | — | 10,63 | — |
41/2 | 4,500 | 5,563 | — | 6’/4 | 4,813 | 1/4 | 5,156 | — | 13,33 | — |
а Обозначение размера муфты аналогично обозначению размера трубы, для которой предназначена муфта.
ь Отклонения наружного диаметра IV—±1 %.
с Отклонения наружного диаметра Wc—±0,015 дюйма.
Примечание — См. также рисунок D.5 (приложение D).
Таблица Е.36 — Допустимая глубина несовершенств наружной поверхности муфт
Размеры в дюймах
Муфты для ряда 1 | Группы прочности Н40, J55, К55, N80 (все типы), R95, L80 (все типы) и Р110 | Группы прочности С90, Т95, С110 и Q125 | ||
Раковины и вмятины с пологим дном | Следы захватов и вмятины с острым дном | Раковины, вмятины с пологим дном, следы захватов и вмятины с острым дном | ||
1 | 2 | 3 | 4 | 5 |
Насосно-компрессорные трубы | <31/2 | 0,030 | 0,025 | 0,030 |
>31/2 —<41/2 | 0,045 | 0,030 | 0,035 | |
Обсадные трубыа | <6% | 0,035 | 0,030 | 0,030 |
>6%- <7% | 0,045 | 0,040 | 0,035 | |
>7% | 0,060 | 0,040 | 0,035 | |
а Включая обсадные трубы, применяемые в качестве насосно-компрессорных труб.
Таблица Е.37 — Периодичность испытаний на растяжение. Обсадные и насосно-компрессорные трубы
Группа прочности6 | Ряд 1 | Максимальное количество изделий в партии | Количество испытаний | |
для партии | для плавки | |||
1 | 2 | 3 | 4 | 5 |
Н40, J55, К55, N80 (все типы) | <6% >6% | 400а’Ь 200а’Ь | 1 1 | 1 1 |
R95 | <41/2 >41/2 | 200а-ь Ю0а’Ь | 2е 2е | 1 1 |
L80 (тип 1) | <41/2 | 200а’Ь | 2е | 1 |
L80 (9Cr), L80 (13Сг) | <41/2 | 200b’d | 2е | — |
С90, Т95 | <41/2 | 200b,d | 1 | — |
L80 (тип 1) | >41/2 | 100a’b | 2е | 1 |
L80 (9Cr), L80 (13Сг) | >41/2 | 100b’d | 2е | — |
С90, Т95 | >41/2 | 100b’d | 1 | — |
С110 | Все размеры | 100b’d | 1 | — |
Р110 | <6% >6% | 200a,b 100a-b | 1 1 | 1 1 |
Q125 | Все размеры | __d | 3е | — |
а См. 10.2.1. ь См. 10.4.2. с См. 10.4.3. Когда требуется проведение более одного испытания, образцы для испытаний должны быть отобраны от разных труб, за исключением партий единичных изделий, у которых образцы могут быть отобраны от обоих концов одной трубы. d См. 10.2.2. е Для бесшовных труб кратной длины всех групп прочности, кроме группы прочности Q125, отдельными длинами считают отрезки, на которые разрезаны трубы кратной длины, при условии, что эти отрезки не подвергались термической обработке. Примечание — В таблицу включены обсадные трубы, применяемые в качестве насосно-компрессорных. | ||||
Таблица Е.38 — Периодичность испытаний на растяжение. Трубные заготовки для муфт, заготовки для муфт и муфтовые заготовки
Группа прочности | Вид заготовки | Состояние после термической обработки | Максимальное количество изделий в партии | Количество испытаний | |
на партию | на плавку | ||||
1 | 2 | 3 | 4 | 5 | 6 |
Н40, J55, К55, N80 (все типы) и Р110 | Трубная заготовка для муфт и заготовка для муфт | Трубная заготовка для муфт и заготовка для муфт труб ряда 1: <41/2 | 200а | 1 | 1ь |
Трубная заготовка для муфт и заготовка для муфт труб ряда 1: >4 1/2 | 100а | 1 | 1ь | ||
Муфтовая заготовка | 400е | 1 | — | ||
Горячекованая поковка | Муфтовая заготовка | 400е | 1 | — | |
Окончание таблицы Е.38
Группа прочности | Вид заготовки | Состояние после термической обработки | Максимальное количество изделий в партии | Количество испытаний | |
на партию | на плавку | ||||
1 | 2 | 3 | 4 | 5 | 6 |
R95, L80 (тип 1) | Трубная заготовка для муфт и заготовка для муфт | Трубная заготовка для муфт и заготовка для муфт труб ряда 1: <4 1/2 | 200а | 2d, е | 2d, е |
Трубная заготовка для муфт и заготовка для муфт труб ряда 1: >4 1/2 | 100а | 2d, е | 2d, е | ||
Муфтовая заготовка | 400е | 2е | — | ||
Горячекованая поковка | Муфтовая заготовка | 400е | 2е | — | |
L80 (9Сг) и L80 (13Сг) | Трубная заготовка для муфт и заготовка для муфт | Трубная заготовка для муфт и заготовка для муфт труб ряда 1: <41/2 | 200d | 2d, е | — |
Трубная заготовка для муфт и заготовка для муфт труб ряд 1: >4 1/2 | 100d | 2d, е | — | ||
Муфтовая заготовка | 400е | 2е | — | ||
Горячекованая поковка | Муфтовая заготовка | 400е | 2е | — | |
С90 и Т95 | Трубная заготовка для муфт и заготовка для муфт | Трубная заготовка для муфт и заготовка для муфт труб ряда 1: все размеры | 1ь | 1 | — |
Муфтовая заготовка | Ряд 1: <9%: 50е Ряд 1: >95/8: 30е | 1 | — | ||
Горячекованая поковка | Муфтовая заготовка | Ряд 1: <9%: 50е Ряд 1: >95/8: 30е | 1 | — | |
С110 и Q125 | Трубная заготовка для муфт и заготовка для муфт | Трубная заготовка для муфт и материал для муфт труб ряда 1: все размеры | 1ь | 1 | — |
Муфтовая заготовка | Ряд 1: <9%: 50е Ряд 1: >95/8: 30е | 1 | — | ||
а См. 10.2.1.
ь Приблизительно 50 % от каждого конца.
с См. 10.2.3.
d См. 10.2.2.
е Когда требуется проведение более одного испытания, образцы для испытаний должны быть отобраны от разных изделий, за исключением партий единичных изделий, у которых образцы могут быть отобраны от обоих концов одного изделия.
Таблица Е.39 — Периодичность испытаний на растяжение. Короткие трубы и заготовки для соединительных деталей
Группа прочности | Вид изделий, подвергаемых термической обработке3 | Максимальное количество изделий в партии | Количество испытаний | ||
на партию | на плавку | ||||
1 | 2 | 3 | 4 | 5 | 6 |
Н40, J55, К55, N80 (все типы) | Стандартные насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Ряд 1: <6%: 400 Ряд 1: >6%: 200 | 1 | 1 | |
Р110 | Стандартные насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Ряд 1: <65/8: 200 Ряд 1: >65/8: 100 | 1 | 1 | |
Н40, J55, К55, N80 (все типы) Р110 | Толстостенные механические обработанные трубы или катаная заготовка из одной плавки | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | 1 | 1 | |
Подвергнутые термической обработке отдельные изделия или горячекованые поковки | Обработанные в печи периодического действия | 100 коротких труб или 400 заготовок для соединительных деталей | 1 | — | |
Обработанные в последовательных садках или в печи непрерывного действия | В соответствии с 10.2.3 | 1 | — | ||
R95, L80 (тип 1) | Стандартные насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | 2а> ь | 2а, ь | |
Толстостенные механические обработанные трубы или катаная заготовка из одной плавки | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | 2а- b | 2а, ь | ||
Подвергнутые термической обработке отдельные изделия или горячекованые поковки | Обработанные в печи периодического действия | 100 коротких труб или 400 заготовок для соединительных деталей | 2Ь | — | |
Обработанные в последовательных садках или в печи непрерывного действия | В соответствии с 10.2.3 | 2Ь | — | ||
L80 (9Сг), L80 (13Сг) | Стандартные насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | 2а-Ь | — | |
Толстостенные механические обработанные трубы или катаная заготовка из одной плавки | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | 2а,ь | — | ||
Подвергнутые термической обработке отдельные изделия или горячекованые поковки | Обработанные в печи периодического действия | 100 коротких труб или 400 заготовок для соединительных деталей | 2Ь | — | |
Обработанные в последовательных садках или в печи непрерывного действия | В соответствии с 10.2.3 | 2Ь | — | ||
С90 и Т95 | Стандартные насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | 1 | — | |
Толстостенные механические обработанные трубы или катаная заготовка из одной плавки | 1 | 1а | — | ||
Окончание таблицы Е.39
Группа прочности | Вид изделий, подвергаемых термической обработке3 | Максимальное количество изделий в партии | Количество испытаний | ||
на партию | на плавку | ||||
1 | 2 | 3 | 4 | 5 | 6 |
С90 и Т95 | Подвергнутые термической обработке отдель-ные изделия или горячекованые поковки | Обработанные в печи периодического действия | Ряд 1: <9%: 50е Ряд 1: >9%: 30е | 1 | — |
Обработанные в последовательных садках или в печи непрерывного действия | Ряд 1: <9%: 50е Ряд 1: >9 5/8: 30е | 1 | — | ||
С110 и Q125 | Стандартные насосно-компрессорные или обсадные трубы полной длины из одной или нескольких плавок | В соответствии с 10.2.3 | За, Ь | — | |
Толстостенные механические обработанные трубы или катаная заготовка из одной плавки | 1 | 1а | — | ||
Подвергнутые термической обработке отдель-ные изделия или горячекованые поковки | Обработанные в печи периодического действия | Ряд 1: <95/8: 50е Ряд 1: >9%: 30е | 1 | — | |
Обработанные в последовательных садках или в печи непрерывного действия | Ряд 1: <9%: 50е Ряд 1: >9%: 30е | 1 | — | ||
а Приблизительно 50 % от каждого конца.
ь Когда требуется проведение более одного испытания, образцы для испытаний должны быть отобраны от разных изделий, за исключением партий единичных изделий, у которых образцы могут быть отобраны от обоих концов одного изделия.
с Каждая партия изделий для групп прочности L80 (9Cr), L80 (1 ЗСг), С90, Т95, С110 и Q125 должна состоять из стали одной плавки. См. 10.2.3.
Таблица Е.40 — Периодичность контроля твердости
Группа прочности | Вид изделий | Количество испытаний для партии | Максимальное количество изделий в партии | Тип контроля | Участок отбора образцов | |
1 | 2 | 3 | 4 | 5 | 6 | |
L80 | Труба, трубная заготовка для муфт, заготовка для муфт | Ряд 1: <41/2 | 2а | 200ь,с | По толщине стенки, в одном квадранте | Испытание на растяжение тела изделий |
Ряд 1: >41/2 | 2а | 100ь,с | По толщине стенки, в одном квадранте | Испытание на растяжение тела изделий | ||
Муфтовые заготовки или горячекованые поковки | 2а | Партия, подвергнутая термической обработке или 400 муфтовых заготовок13’с | По толщине стенки, в одном квадранте | Испытание на растяжение муфтовых заготовок | ||
Короткие трубы и заготовки для соединительных деталей (термообработанные в виде отдельных изделий) | Обработанные в печи периодического действия [см. 10.2.3, перечисление а)] | 2а | 100 коротких труб или 400 заготовок для соединительных деталей13, с | По толщине стенки, в одном квадранте | Испытание на растяжение короткой трубы или заготовок | |
Продолжение таблицы Е.40
Группа прочности | Вид изделий | Количество испытаний для партии | Максимальное количество изделий в партии | Тип контроля | Участок отбора образцов | |
1 | 2 | 3 | 4 | 5 | 6 | |
L80 | Обработанные в последовательных садках [см. 10.2.3, перечисление Ь)] | 2а | Партия (см. 10.2)Ь'с | По толщине стенки, в одном квадранте | Испытание на растяжение короткой трубы или заготовок | |
Обработанные в печи непрерывного действия [см. 10.2.3, перечисление с)] | 2а | Партия (см. 10.2)ь- | По толщине стенки, в одном квадранте | Испытание на растяжение короткой трубы или заготовок | ||
С90, Т95 | Изделия после закалки | 1 | Каждый технологический цикл или режим термической обработки | По толщине стенки, в четырех квадрантах | От расчетного участка с наибольшей толщиной стенки | |
Трубы без высадки | 1 | Каждая труба | По толщине стенки, в одном квадранте | Приблизительно 50 % от каждого конца | ||
Трубы с высадкой | 1 | Каждая труба | На поверхности, HRC или HBW | От тела трубы и одного из высаженных концов6 | ||
1 | 20е | По толщине стенки, в четырех квадрантах | От одного из высаженных концов | |||
1 | Ряд 1: <41/2: 200 Ряд 1: >41/2: 100 | По толщине стенки, в четырех квадрантах | Испытание на растяжение тела трубы | |||
Муфтовые заготовки, трубные заготовки для муфт, заготовки для муфт, короткие трубы и заготовки для соединительных деталей | Термообработка в виде труб полной длины | 2а | Каждая труба | По толщине стенки, в четырех квадрантах | По одному от каждого конца | |
Термообработка в виде отдельных из-делий | 1 | Каждое изделие | На поверхности, HRC или HBW | От каждого изделия | ||
1 | Ряд 1: <9%: 50е Ряд 1: >95/8: 30е | По толщине стенки, в четырех квадрантах | От изделия с максимальной поверхностной твердостью в партии | |||
С110 | Изделия после закалки | 1 | Каждый технологический цикл или режим термической обработки | По толщине стенки, в четырех квадрантах | От расчетного участка с наибольшей толщиной стенки | |
Трубы без высадки | 2 | По одному с каждого конца | По толщине стенки, в одном квадранте | От каждого конца каждой трубы | ||
Окончание таблицы Е.40
Группа прочности | Вид изделий | Количество испытаний ДЛЯ партии | Максимальное количество изделий в партии | Тип контроля | Участок отбора образцов | |
1 | 2 | 3 | 4 | 5 | 6 | |
С110 | Муфтовые заготовки, трубные заготовки для муфт, заготовки для муфт, короткие трубы и заготовки для соединительных деталей | Термообработка в виде труб полной длины | 2а | Каждая труба | По толщине стенки, в четырех квадрантах | По одному с каждого конца |
Термообработка в виде отдельных из-делий | 1 | Каждое изделие | На поверхности, HRC или HBW | От каждого изделия | ||
1 | Ряд 1: <95/8: 50е Ряд 1: >9%: 30е | По толщине стенки, в четырех квадрантах | От изделия с наибольшим значением поверхностной твердости в партии | |||
Q125 | Обсадные трубы | За | Партия (см. 10.2)ь-с | По толщине стенки, в одном квадранте | От тела трубы | |
Муфтовые заготовки, трубные заготовки для муфт, заготовки для муфт, короткие трубы и заготовки для соединительных деталей | Термообработка в виде труб полной длины | 1 | Каждая труба | По толщине стенки, в одном квадранте | Приблизительно 50% от каждого конца | |
Термообработка в виде отдельных из-делий | 1 | Каждое изделие | На поверхности, HRC или HBW | От каждого изделия | ||
1 | Ряд 1: <95/8: 50е Ряд 1: >9%: 30е | По толщине стенки, в одном квадранте | От случайно выбранного изделия | |||
а Когда требуется проведение более одного испытания, образцы для испытаний должны быть отобраны от разных изделий, за исключением партий единичных изделий, у которых образцы могут быть отобраны от обоих концов одного изделия.
ь Изделия для испытаний должны быть отобраны случайным образом и представлять начало и конец процесса термической обработки.
с Каждая партия изделий групп прочности L80 (9Cr), L80 (1 ЗСг), С90, Т95 и Q125 должна быть изготовлена из стали одной плавки.
d Если высажены оба конца, то одна высадка приблизительно по 50 % от каждого конца.
Таблица Е.41 — Периодичность испытаний на сплющивание
Обсадные и насосно-компрессорные трубы | |||
Группа прочности | Вид термической обработки | Количество испытаний | |
1 | 2 | 3 | 4 |
Н40, J55, К55, N80 (все типы), L80 (тип 1), R95, Р110 | Не по всему объему | Как указано в сноске3 | |
По всему объему, по всей длине | Ряд 1: <41/2 | Такое же, как для труб, обработанных не по всему объему, или одно на партию из 100 труб или менее | |
Ряд 1: >41/2ь | Такое же, как для труб, обработанных не по всему объему, или одно на партию из 20 труб или менее | ||
Окончание таблицы Е.41
Обсадные и насосно-компрессорные трубы | |||||
Группа прочности | Вид термической обработки | Количество испытаний | |||
1 | 2 | 3 | 4 | ||
Q125 | Все | Одно для каждого конца каждой трубы [см. К.6 (SR 11) (приложение К)] | |||
Короткие трубы | |||||
Группа прочности | Вид термической обработки | Максимальное количество изделий в партии | Количество испытаний | ||
для партии | для плавки | ||||
1 | 2 | 3 | 4 | 5 | 6 |
Н40, J55, К55, N80 (все типы), L80 (тип 1), R95, Р110 | Обработка после разрезания на от-дельные длины | В печи периодического действия | 100 коротких труб | 1 | 1 |
В печи непрерывного действия | — | ||||
Обработка до разре-зания на отдельные длины | Ряд 1: <41/2 | 200 отрезков | |||
Ряд 1: >41/2ь | 100 отрезков | ||||
Q125 | Все | Одно для каждого конца каждой короткой трубы | |||
а От переднего конца первой трубы каждого рулона испытаниям на сплющивание должны быть подвергнуты два образца: один в положении 90°, другой — в положении 0°. От промежуточной трубы каждого рулона испытаниям на сплющивание должны быть подвергнуты два образца: один — в положении 90°, другой — в положении 0°. От заднего конца последней трубы каждого рулона испытаниям на сплющивание должны быть подвергнуты два образца: один в положении 90°, другой — в положении 0°. Если в процессе изготовления трубы кратной длины процесс сварки прерывается, то должны быть проведены испытания на сплющивание со сварным швом в положении 90° и 0° образцов, отобранных с каждой из сторон участка прерывания сварного шва, эти испытания могут считаться заменой испытаний на сплющивание промежуточной трубы. Положение 90°: сварной шов расположен в положении 3 или 9 ч. Положение 0°: сварной шов расположен в положении 6 или на 12 ч. ь Включая обсадные трубы, применяемые в качестве насосно-компрессорных труб. | |||||
Таблица Е.42 — Перечень методов NDE для бесшовных труб, трубных заготовок для муфт, тела сварных труб и заготовок для соединительных деталей (в соответствии с 10.15.11)
Изделие | Группа прочности | Визуальный контроль (см. 10.14) | Контроль толщины стенки | Контроль ультразвуковым методом | Контроль методом рассеяния магнитного потока | Контроль методом вихревых токов | Контроль магнитопорошковым методом3 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Труба и заготов-ка для соединительных деталей | Н40, J55, К55 | R | N | N | N | N | N |
N80 (все типы), L80, R95 | R | R | А | А | А | А | |
Р110 | R | R | А | А | А | NA | |
С90, Т95, С110, Q125 | R | R | С | В | В | В |
Окончание таблицы Е.42
Изделие | Группа прочности | Визуальный контроль (см. 10.14) | Контроль толщины стенки | Контроль ультразвуковым методом | Контроль методом рассеяния магнитного потока | Контроль методом вихревых токов | Контроль магнитопорошковым методом3 |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Трубная заготов-ка для муфт | Н40, J55, К55 | R | NA | N | N | N | N |
N80 (все типы), L80, R95, Р110, С90, Т95, С110, Q125 | R | R | А | А | А | А | |
а Допускается применение магнитопорошкового метода для контроля концов труб, наружной и внутренней поверхностей тела трубы в сочетании с другими методами контроля тела трубы. Допускается применение магнитопорошкового метода для контроля наружной поверхности трубных заготовок для муфт. Для трубных заготовок для муфт, подвергаемых контролю магнитопорошковым методом по всей длине, контроль толщины стенки по всей длине не требуется, однако контроль толщины стенки каждого конца заготовки механическим способом является обязательным. N — не требуется. R — требуется. А — должны быть применимы один метод или любая комбинация методов. В — в дополнение к ультразвуковому контролю наружной поверхности следует применять как минимум еще один метод. С — для контроля наружной и внутренней поверхностей применяют ультразвуковой контроль. NA— не применимо. | |||||||
Таблица Е.43 — Уровни приемки (контроля)
Изделие | Группа прочности | Несовершенство наружной поверхности | Несовершенство внутренней поверхности | |||
Продольное | Поперечное | Продольное | Поперечное | |||
1 | 2 | 3 | 4 | 5 | 6 | |
Тело трубыа | N80 (тип 1) | L3 | — | L3 | — | |
N80Q, L80, R95 | L4 | — | L4 | — | ||
Р110 до К.9 (SR 16) (приложение К) | L4 | L4 | L4 | L4 | ||
Р110 | L2 | L2 | L2 | L2 | ||
Р110 до К.9 (SR 16) и К.З (SR 2) (приложение К) | L2 | L2 | L2 | L2 | ||
С90, Т95, С110, Q125 | UT | L2 | L2 | L2 | L2 | |
Второй метод | L2 | L2 | — | — | ||
Трубная заготовка для муфт | Все группы прочности, кроме С110 | L2 | L2 | N | N | |
С110 | L2 | L2 | L3 | L3 | ||
Сварной шов | Р110, Q125 | L2 | N | L2 | N | |
Все другие группы прочности | L3 | N | L3 | N | ||
Все другие группы прочности до К.З (SR 2) (приложение К) | L2 | N | L2 | N | ||
а Заготовку для соединительных деталей подвергают обработке так же, как тело трубы. Примечание — N — не требуется; Lx — уровень приемки (контроля).
Таблица Е.44 — Размеры искусственных дефектов
Уровень приемки (контроля) | Максимальная глубина3 надреза, % | Максимальная длина надреза полной глубины, дюйм | Максимальная ширина надреза, дюйм | Диаметр6 сквозного сверленого отверстия, дюйм |
1 | 2 | 3 | 4 | 5 |
L2 | 5 | 2,0 | 0,040 | 1/16 |
L3 | 10 | 2,0 | 0,040 | % |
L4 | 12,5 | 2,0 | 0,040 | 1'8 |
а Глубина указана в процентах от номинальной толщины стенки. Предельные отклонения глубины надреза должны быть ± 15 % от расчетной глубины надреза, минимальная глубина надреза (0,012 ± 0,002) дюйма. ь Диаметр отверстия (в стенке трубы) должен быть равным размеру сверла. Примечание — См. рисунок D.16 (приложение D). | ||||
Таблица Е.45 — Размер маркировки клеймением
Изделие | Ряд 1 | Высота маркировки мм |
Труба | <41/2 >41/2 | 3/16 1/4 |
Для труб размерами <41/2 | 1/4 | |
Муфта | Для труб размерами >41/2 — <7 5/8 | 3/8 |
Для труб размерами >75/8 | 1/2 |
Таблица Е.46 — Цветовая маркировка групп прочности
Группа прочности | Тип | Количество и цвет кольцевых полос для изделий3 длиной >6,0 футов | Цвет(а) для муфт | |
Вся муфта | Кольцевая(ые) полоса(ы)ь,с | |||
1 | 2 | 3 | 4 | 5 |
Н40 | — | Нет или черная кольцевая полоса по выбору изготовителя | Нет | Как указано для труб |
J55. Насосно-компрессорные трубы | — | Одна светло-зеленого цвета | Светло-зеленый | Нет |
J55. Обсадные трубы | — | Одна светло-зеленого цвета | Светло-зеленый | Одна белого цвета |
К55 | — | Две светло-зеленого цвета | Светло-зеленый | Нет |
N80 | 1 | Одна красного цвета | Красный | Нет |
N80 | Q | Одна красного, одна светло-зеленого цвета | Красный | Зеленого цвета |
R95 | — | Одна коричневого цвета | Коричневый | Нет |
L80 | 1 | Одна красного, одна коричневого цвета | Красный | Одна коричневого цвета |
L80 | 9Сг | Одна красного, одна коричневого, две желтого цвета | Нет | Две желтого цвета |
Окончание таблицы Е.46
Группа прочности | Тип | Количество и цвет кольцевых полос для изделий3 длиной >6,0 футов | Цвет(а) для муфт | |
Вся муфта | Кольцевая(ые) полоса(ы)Ь’с | |||
1 | 2 | 3 | 4 | 5 |
L80 | 13Сг | Одна красного, одна коричневого, одна желтого цвета | Нет | Одна желтого цвета |
С90 | 1 | Одна фиолетового цвета | Фиолетовый | Нет |
Т95 | 1 | Одна серебристого цвета | Серебристый | Нет |
С110 | — | Одна белого, две коричневого цвета | Белый | Две коричневого цвета |
Р110 | — | Одна белого цвета | Белый | Нет |
Q125 | 1 | Одна оранжевого цвета | Оранжевый | Нет |
а Если в заказе заготовок для муфт не указано иное, то необходимо следовать внутренним требованиям изготовителя.
ь На специальные муфты дополнительно должна быть нанесена черная кольцевая полоса.
с На муфты с уплотнительными кольцами дополнительно должна быть нанесена голубая кольцевая полоса.
Таблица Е.47 — Маркировка типа резьбового соединения
Тип резьбового соединения | Обозначение в маркировке |
Короткая закругленная | SC |
Удлиненная закругленная | LC |
Упорная трапецеидальная | ВС |
Без высадки | NU |
С наружной высадкой | EU |
Интегральное соединение | и |
Таблица Е.48 — Требования к маркировке и ее последовательность
Последовательность маркировки | Обозна-чение или символь | Требования к маркировке по трафарету и/или клеймением3 | |||||
Группы прочности Н40, J55, К55, N80 (все типы), R95 и Р110 | Группы прочности L80 (все типы), С90, Т95, С110 и Q125 | Все группы прочности | |||||
Трубы | Муфты и соединительные детали | Трубы | Муфты и соединительные детали | Трубная заготовка для муфт и заготовка для соединительных деталей | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1 | Наименование или товарный знак изготовителя | «...» | D или Р | D или Р | Р | Р | Р |
2 | Стандарт | Настоящий стандарт0 | D или Р | D или Р | Р | Р | Р |
Дата изготовления, как указано в 11.1.8 или 11.1.9 | «...» | D или Р | D или Р | Р | Р | Р | |
По выбору изготовителя (применительно к лицензиатам монограммы API)9: - номер лицензии API;
| |||||||
3 | Трубы без резьбы или со специальной отделкой концов, если применимо (символ размещают после маркировки стандарта): | ||||||
- трубы без резьбы с высаженными или невысаженными концами | РЕ | D или Р | Р | ||||
- труба со специальной отделкой концов, выполненной на трубном заводе или у обработчика | SF | D или Р | Р | ||||
- муфты со специальной отделкой концов | SF | D или Р | Р | ||||
- трубная заготовка для муфт | CS | Р | |||||
4 | Обозначение размера (указано в обозначении ряда 1 графы 1 таблицы Е.1 или Е.2) | «...» | Р | Р | |||
Номинальный диаметр трубной заготовки для муфт или других изделий без указания массы | Р | ||||||
5 | Обозначение массы (указано в обозначении ряда 2 в таблице Е.1 или Е.2) | «...» | D или Р | Р | |||
Номинальная толщина стенки для трубной заготовки для муфт или других изделий без указания массы | Р | ||||||
Последовательность маркировки | Обозна-чение или символь | Требования к маркировке по трафарету и/или клеймением3 | |||||
Группы прочности Н40, J55, К55, N80 (все типы), R95 и Р110 | Группы прочности L80 (все типы), С90, Т95, С110 и Q125 | Все группы прочности | |||||
Трубы | Муфты и соединительные детали | Трубы | Муфты и соединительные детали | Трубная заготовка для муфт и заготовка для соединительных деталей | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
6 | Группа прочности изделия:
Обозначения для всех групп прочности | Н J К N1 NQ R L L9 L13 С90-1 Т95-1 С110 Р Q1 | D или Р | D или Р | Р | Р | Р |
7 | Испытание на сульфидное растрескивание под напряжением^
Обозначение всех методов испытаний | А, В или D А, В или D A, D или DAg | Р | Р | Р | ||
8 | Альтернативная пониженная температура испытаний на ударный изгиб, если применима. Указать температуру испытаний для образцов полного размера, включая знак «±» и °F | «...»°F | Р | Р | Р | Р | |
9 | Вид термической обработки, если применимо:
| Z N&T | Р Р | Р Р | Р Р | ||
Продолжение таблицы Е.48
Последовательность маркировки | Обозна-чение или символь | Требования к маркировке по трафарету и/или клеймением3 | |||||
Группы прочности Н40, J55, К55, N80 (все типы), R95 и Р110 | Группы прочности L80 (все типы), С90, Т95, С110 и Q125 | Все группы прочности | |||||
Трубы | Муфты и соединительные детали | Трубы | Муфты и соединительные детали | Трубная заготовка для муфт и заготовка для соединительных деталей | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
10 | Способ производства: | ||||||
- бесшовные | S | ||||||
- электросварные | Е | ||||||
Все обозначения | D или Р | Р | |||||
11 | Дополнительные требования, если применимо: | ||||||
- К.2 (SR 1) (приложение К) | S1 | Р | Р | ||||
- К.З (SR 2) (приложение К) | S2 | Р | Р | ||||
- К.4 (SR 9) (приложение К) (указать тип) | S9Q«...» | Р | |||||
- К.8 (SR 13) (приложение К) | S13 | D или Р | Р | ||||
- К.9 (SR 16) (приложение К) (указать минимальную работу удара для образцов полного размера, фут-фунт, и температуру испытаний, включая знак «±» и °F) | S16«...»°F | Р | Р | ||||
- К. 10 (SR 22) (приложение К) | S22 | Р | D | Р | D | ||
- К.14 (SR 41) (приложение К) | S41.1 S41.2 | Р Р | Р Р | ||||
- приложение Н (PSL) | L2 или L3 | Р | Р | Р | Р | Р | |
12 | Испытательное гидростатическое давление6 (указать фактическое испытательное давление в фунтах на квадратный дюйм) | ||||||
Все обозначения | Р«...» | Р | Р | ||||
13 | Тип резьбы, если применимо | «...»h | Р | Р | Р | Р | |
14 | Контроль труб оправкой по всей длине, если применимо: - стандартной оправкой (обсадные или насосно-компрессорные трубы) | D | |||||
- альтернативной оправкой (обсадные или насосно-компрессорные трубы), когда в «...» указан размер альтернативной оправки | DA«...» | ||||||
Окончание таблицы Е.48
Последовательность маркировки | Обозна-чение или символь | Требования к маркировке по трафарету и/или клеймением3 | |||||
Группы прочности Н40, J55, К55, N80 (все типы), R95 и Р110 | Группы прочности L80 (все типы), С90, Т95, С110 и Q125 | Все группы прочности | |||||
Трубы | Муфты и соединительные детали | Трубы | Муфты и соединительные детали | Трубная заготовка для муфт и заготовка для соединительных деталей | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
14 | - для обсадных труб, предназначенных для применения в качестве насосно-компрессорных труб и испытанных оправкой в соответствии с 8.10 Все обозначения | DT42 | Р | Р | |||
15 | Присвоение порядковых номеров для групп прочности С90, Т95, С110 и Q125 | Dd или Р | Dd или Р | Р | |||
16 | Оловянное покрытие муфт, если применимо | Т | Р | Р | |||
17 | Проведение только визуального контроля муфт группы прочности Н40, J55 и К55 | V | Р | ||||
а D — необязательная маркировка клеймением; Р — обязательная маркировка (краской) по трафарету; необязательная маркировка допускается, как указано в 11.2. ь «...» —должны быть указаны значения. с Маркировка по API 5СТ не применяется на территории Российской Федерации. Сноска сохранена с целью обеспечения соответствия с API 5СТ. d Маркировка клеймением должна соответствовать требованиям 11.2. е Труба может быть идентифицирована как изготовленная с использованием единиц СИ путем указания в маркировке испытательного давления, которое будет менее 100 МПа, тогда как давление, указанное для труб, изготовленных с использованием единиц USC, будет более 1000 фунтов на квадратный дюйм. Данная информация применяется для четкого определения единиц измерения, используемых для маркировки CVN, которая должна быть в таких же единицах системы измерений, как и указанное давление. f «А» указано, когда испытание проводят по методу А (растяжение цилиндрического образца); «В» — когда испытание проводят по методу В (испытание балки на изгиб); «D» — когда испытание проводят по методу D (DCB). 9 Только для группы прочности С110. «DA» — испытание проводят с использованием испытательного раствора, отличного от испытательного раствора A NACE ТМ0177-2016. h Маркировку типа резьбы см. в таблице Е.47. Примечание — См. 11.4, где указаны обязательные требования к цветовой маркировке. | |||||||
Таблица Е.49 — Сохранение записей
Требование | Ссылка на подраздел |
Химический состав Анализ плавки Анализ изделия | 10.3.1 10.3.2 |
Механические свойства Испытания на растяжение для контроля плавки Испытания изделий на растяжение Испытания изделий на ударный изгиб Контроль твердости Контроль прокаливаемости Величина зерна (группы прочности С90, Т95 и С110) Испытания муфт | 10.4.2 7.2, 10.4.7 7.4, 7.5, 7.6, 10.7 7.7, 7.8, 7.9, 10.6 7.10, 10.9 7.11, 10.8 9.3 |
Гидростатические испытания Диаграмма регистрации испытательного давления Проведение испытания Дополнительный контроль в тех случаях, когда давление гидростатического испытания ограничено, если применимо | 10.12.1 10.12.1 К.14.1 (SR41.1), К.14.2 (SR 41.2) (приложение К) |
Сертификация изготовителя Результаты всех требуемых испытаний Испытание на сульфидное растрескивание под напряжением (группы прочности С90, Т95 и С110) Калибровка | 13.3 7.14, 10.10 Различные |
Таблица Е.50 — SR 11.1. Расстояние между плитами при испытании на сплющивание
Группа прочности | Отношение D/t | Расстояние между плитами, не более, дюйм |
Р110 | Любое | D • (1,086-0,0163D/f) |
Q125 | Любое | D ■ (1,092-0,0140 D/t) |
Примечание — D — номинальный наружный диаметр труб, дюймы; t— номинальная толщина стенки труб, дюймы. | ||
Таблица Е.51 — SR12.1. Коэффициент F для выборки труб при контроле партии
Объем выборки | F | Объем выборки | F |
1 | 2 | 1 | 2 |
3 | 13,857 | 16 | 4,534 |
4 | 9,215 | 18 | 4,415 |
5 | 7,501 | 20 | 4,319 |
6 | 6,612 | 25 | 4,143 |
7 | 6,061 | 30 | 4,022 |
8 | 5,686 | 35 | 3,937 |
9 | 5,414 | 40 | 3,866 |
10 | 5,203 | 45 | 3,811 |
12 | 4,900 | 50 | 3,766 |
14 | 4,690 | ОО | 3,090 |
Таблица Е.52 — SR 12.2. Вероятность наличия дефектных изделий
Вероятность наличия одной дефектной трубы | Вероятность того, что в колонне из 100 изделий будет одно или более дефектных изделий |
1/10 | 0,99997 (или 100 %) |
1/100 | 0,634 (или 63 %) |
1/1000 | 0,095 (или 10%) |
1/10 000 | 0,00995 (или 1 %) |
Таблица Е.53 — SR 16.1. Размеры поперечных образцов для испытания на ударный изгиб
Ряд 1 | Расчетная толщина стенки, необходимая для изготовления поперечных образцов для испытаний на ударный изгиб методом Шарли, дюйм | ||
Полный размер | Размер 3/4 | Размер 1/2 | |
1 | 2 | 3 | 4 |
31/2 | 0,809 | 0,711 | 0,612 |
4 | 0,752 | 0,654 | 0,555 |
41/2 | 0,712 | 0,614 | 0,515 |
5 | 0,681 | 0,583 | 0,484 |
51/2 | 0,656 | 0,558 | 0,459 |
6% | 0,616 | 0,518 | 0,419 |
7 | 0,606 | 0,508 | 0,409 |
7% | 0,591 | 0,493 | 0,394 |
7% | 0,588 | 0,490 | 0,391 |
8% | 0,572 | 0,474 | 0,375 |
9% | 0,557 | 0,459 | 0,360 |
ю3/4 | 0,544 | 0,446 | 0,347 |
11% | 0,535 | 0,437 | 0,338 |
13% | 0,522 | 0,424 | 0,325 |
16 | 0,508 | 0,410 | 0,311 |
18% | 0,497 | 0,399 | 0,300 |
20 | 0,493 | 0,395 | 0,296 |
Примечание — Толщина стенки в графах 2, 3 и 4, превышающая максимальную толщину стенки для труб, приведена для справки. Толщины стенки труб рассчитаны с учетом припусков на механическую обработку образцов: 0,020 дюйма — по внутреннему диаметру и 0,020 дюйма — по наружному диаметру.
Таблица Е.54 — SR 16.2. Размеры продольных образцов для испытания на ударный изгиб
Ряд 1 | Расчетная толщина стенки, необходимая для изготовления продольных образцов для испытаний на ударный изгиб методом Шарли, дюйм | ||
Полный размер | Размер 3/4 | Размер 1/2 | |
1 | 2 | 3 | 4 |
1,050 | 0,472 | 0,374 | 0,275 |
1,315 | 0,464 | 0,366 | 0,267 |
1,6660 | 0,458 | 0,360 | 0,261 |
1,900 | 0,455 | 0,357 | 0,258 |
2,063 | 0,453 | 0,355 | 0,256 |
2% | 0,450 | 0,352 | 0,253 |
27'8 | 0,448 | 0,350 | 0,251 |
з1/2 | 0,445 | 0,347 | 0,248 |
4 | 0,444 | 0,346 | 0,247 |
41/2 | 0,443 | 0,345 | 0,246 |
5 | 0,442 | 0,344 | 0,245 |
с1/ О 2 | 0,441 | 0,343 | 0,244 |
6% | 0,440 | 0,342 | 0,243 |
7 | 0,440 | 0,342 | 0,243 |
75'б | 0,439 | 0,341 | 0,242 |
7% | 0,439 | 0,341 | 0,242 |
8% | 0,439 | 0,341 | 0,242 |
9% | 0,438 | 0,340 | 0,241 |
ю3/4 | 0,438 | 0,340 | 0,241 |
113/4 | 0,437 | 0,339 | 0,240 |
133'8 | 0,437 | 0,339 | 0,240 |
16 | 0,436 | 0,338 | 0,239 |
18%, | 0,436 | 0,338 | 0,239 |
20 | 0,436 | 0,338 | 0,239 |
Примечание — Толщина стенки в графах 2, 3 и 4, превышающая максимальную толщину стенки для труб, приведена для справки. Толщины стенки труб рассчитаны с учетом припусков на механическую обработку образцов: 0,020 дюйма — по внутреннему диаметру и 0,020 дюйма — по наружному диаметру.
Таблица Е.55 — SR 16.3. Размеры образцов для испытаний на ударный изгиб коэффициент уменьшения работы удара
Размер образца для испытания | Размер образца, мм | Коэффициент уменьшения |
Полный | 10,0 х Ю,0 | 1,00 |
3/4 | 10,0 х 7,5 | 0,80 |
1/2 | 10,0 х 5,0 | 0,55 |
Таблица Е.56 — SR 16.4. Порядок выбора образцов для испытаний на ударный изгиб по ориентации и типу образца
Выбор | Ориентация | Размер |
1 | Поперечная | Полный |
2 | Поперечная | 3/4 |
3 | Поперечная | 1/2 |
4 | Продольная | Полный |
5 | Продольная | 3/4 |
6 | Продольная | 1/2 |
Таблица Е.57 — SR 16.7. Снижение температуры испытания для образцов меньшего размера (только для групп прочности Н40, J55 и К55)
Размеры образца | Номинальная толщина стенки трубы | Снижение температуры |
мм | дюйм | °F |
10,0 х 7,5 | >0,394 | 5 |
10,0 х 5,0 | >0,394 | 20 |
10,0 х 5,0 | 0,295—0,394 | 15 |
10,0 х 5,0 | 0,264—0,291 | 10 |
10,0 х 5,0 | 0,236—0,260 | 5 |
Таблица Е.58 — Повышенная герметичность SR 22.1
Ряд 1 | Ряд 2 | Группа прочности3 | Наружный диаметр D, дюйм | Диаметр оправки, дюйм | Наружный диаметр обычной муфты IV, дюйм | Минимальное число оборотов при свинчивании N | Длина6 Ц, дюйм | Расчетный начальный момент свинчивания | Рекомендуемая масса резьбовой смазкис | |
Олово, фут-фунт | Фосфат, фут-фунт | г | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
4'/2 | 11,60 | J55, К55 | 4,500 | 3,875 | 5,250 | 3 | 3,250 | 130 | 217 | 15 |
4’/2 | 11,60 | L80, N80 | 4,500 | 3,875 | 5,250 | 3 | 3,250 | 124 | 206 | 15 |
4’/2 | 13,50 | L80, N80 | 4,500 | 3,795 | 5,250 | 3 | 3,250 | 136 | 227 | 15 |
4’/2 | 11,60 | С90 | 4,500 | 3,875 | 5,250 | 3 | 3,250 | 127 | — | 15 |
4% | 13,50 | С90 | 4,500 | 3,795 | 5,250 | 3 | 3,250 | 143 | — | 15 |
4'/2 | 11,60 | R95, Т95 | 4,500 | 3,875 | 5,250 | 3 | 3,250 | 130 | — | 15 |
4’/2 | 13,50 | R95, Т95 | 4,500 | 3,795 | 5,250 | 3 | 3,250 | 146 | — | 15 |
4% | 11,60 | Р110 | 4,500 | 3,875 | 5,250 | 3 | 3,250 | 130 | — | 15 |
4’/2 | 13,50 | Р110 | 4,500 | 3,795 | 5,250 | 3 | 3,250 | 148 | — | 15 |
5 | 13,00 | J55, К55 | 5,000 | 4,369 | 5,800 | 3 | 3,625 | 116 | 193 | 20 |
5 | 15,00 | J55, К55 | 5,000 | 4,283 | 5,800 | 3 | 3,625 | 125 | 208 | 20 |
5 | 15,00 | L80, N80 | 5,000 | 4,283 | 5,800 | 3,5 | 3,625 | 164 | 273 | 20 |
Продолжение таблицы Е.58
Ряд 1 | Ряд 2 | Группа прочности3 | Наружный диаметр D, дюйм | Диаметр оправки, дюйм | Наружный диаметр обычной муфты W, дюйм | Минимальное число оборотов при свинчивании N | Длина6 /_9, дюйм | Расчетный начальный момент свинчивания | Рекомендуемая масса резьбовой смазкис | |
Олово, фут-фунт | Фосфат, фут-фунт | г | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 1 | 8 | 9 | 10 | 11 |
5 | 18,00 | L80, N80 | 5,000 | 4,151 | 5,800 | 3,5 | 3,625 | 220 | 367 | 20 |
5 | 15,00 | С90 | 5,000 | 4,283 | 5,800 | 3 | 3,625 | 198 | — | 20 |
5 | 18,00 | С90 | 5,000 | 4,151 | 5,800 | 3 | 3,625 | 238 | — | 20 |
5 | 15,00 | R95, Т95 | 5,000 | 4,283 | 5,800 | 3,5 | 3,625 | 202 | — | 20 |
5 | 18,00 | R95, Т95 | 5,000 | 4,151 | 5,800 | 3,5 | 3,625 | 243 | — | 20 |
5 | 15,00 | Р110 | 5,000 | 4,283 | 5,800 | 3,5 | 3,625 | 208 | — | 20 |
5 | 18,00 | Р110 | 5,000 | 4,151 | 5,800 | 3,5 | 3,625 | 248 | — | 20 |
51/2 | 15,50 | J55, К55 | 5,000 | 4,825 | 6,300 | 3 | 3,750 | 162 | 270 | 25 |
51/2 | 17,00 | J55, К55 | 5,000 | 4,767 | 6,300 | 3 | 3,750 | 192 | 320 | 25 |
51/2 | 17,00 | L80, N80 | 5,000 | 4,767 | 6,300 | 4 | 3,750 | 240 | 400 | 25 |
51/2 | 20,00 | L80, N80 | 5,000 | 4,653 | 6,300 | 4 | 3,750 | 273 | 456 | 25 |
51/2 | 17,00 | С90 | 5,000 | 4,767 | 6,300 | 3 | 3,750 | 180 | — | 25 |
51/2 | 20,00 | С90 | 5,000 | 4,653 | 6,300 | 3 | 3,750 | 205 | — | 25 |
51/2 | 17,00 | R95, Т95 | 5,000 | 4,767 | 6,300 | 3,5 | 3,750 | 222 | — | 25 |
51/2 | 20,00 | R95, Т95 | 5,000 | 4,653 | 6,300 | 3,5 | 3,750 | 251 | — | 25 |
51/2 | 17,00 | Р110 | 5,000 | 4,767 | 6,300 | 4 | 3,750 | 270 | — | 25 |
51/2 | 20,00 | Р110 | 5,000 | 4,653 | 6,300 | 4 | 3,750 | 301 | — | 25 |
6% | 20,00 | J55, К55 | 6,625 | 5,924 | 7,390 | 3 | 4,125 | 162 | 269 | 30 |
6% | 24,00 | J55, К55 | 6,625 | 5,796 | 7,390 | 3 | 4,125 | 202 | 337 | 30 |
6% | 24,00 | L80, N80 | 6,625 | 5,796 | 7,390 | 4 | 4,125 | 332 | 554 | 30 |
6% | 28,00 | L80, N80 | 6,625 | 5,666 | 7,390 | 4 | 4,125 | 387 | 646 | 30 |
6% | 32,00 | L80, N80 | 6,625 | 5,550 | 7,390 | 4 | 4,125 | 427 | 712 | 30 |
6% | 24,00 | С90 | 6,625 | 5,796 | 7,390 | 4 | 4,125 | 351 | — | 30 |
6% | 28,00 | С90 | 6,625 | 5,666 | 7,390 | 4 | 4,125 | 408 | — | 30 |
6% | 32,00 | С90 | 6,625 | 5,550 | 7,390 | 4 | 4,125 | 451 | — | 30 |
6% | 24,00 | R95, Т95 | 6,625 | 5,796 | 7,390 | 4 | 4,125 | 356 | — | 30 |
6% | 28,00 | R95, Т95 | 6,625 | 5,666 | 7,390 | 4 | 4,125 | 411 | — | 30 |
6% | 32,00 | R95, Т95 | 6,625 | 5,550 | 7,390 | 4 | 4,125 | 453 | — | 30 |
6% | 24,00 | Р110 | 6,625 | 5,796 | 7,390 | 4,5 | 4,125 | 417 | — | 30 |
6% | 28,00 | Р110 | 6,625 | 5,666 | 7,390 | 4,5 | 4,125 | 483 | — | 30 |
6% | 32,00 | Р110 | 6,625 | 5,550 | 7,390 | 4,5 | 4,125 | 532 | — | 30 |
Продолжение таблицы Е.58
Ряд 1 | Ряд 2 | Группа прочности3 | Наружный диаметр D, дюйм | Диаметр оправки, дюйм | Наружный диаметр обычной муфты И/, дюйм | Минимальное число оборотов при свинчивании N | Длина6 /_9, дюйм | Расчетный начальный момент свинчивания | Рекомендуемая масса резьбовой смазкис | |
Олово, фут-фунт | Фосфат, фут-фунт | г | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
7 | 23,00 | J55, К55 | 7,000 | 6,241 | 7,875 | 4 | 4,250 | 237 | 395 | 35 |
7 | 26,00 | J55, К55 | 7,000 | 6,151 | 7,875 | 4 | 4,250 | 273 | 455 | 35 |
7 | 23,00 | L80, N80 | 7,000 | 6,241 | 7,875 | 5,5 | 4,250 | 414 | 690 | 35 |
7 | 26,00 | L80, N80 | 7,000 | 6,151 | 7,875 | 5,5 | 4,250 | 486 | 810 | 35 |
7 | 29,00 | L80, N80 | 7,000 | 6,059 | 7,875 | 5,5 | 4,250 | 543 | 904 | 35 |
7 | 32,00 | L80, N80 | 7,000 | 5,969 | 7,875 | 5,5 | 4,250 | 585 | 975 | 35 |
7 | 23,00 | С90 | 7,000 | 6,241 | 7,875 | 4,5 | 4,250 | 354 | — | 35 |
7 | 26,00 | С90 | 7,000 | 6,151 | 7,875 | 4,5 | 4,250 | 404 | — | 35 |
7 | 29,00 | С90 | 7,000 | 6,059 | 7,875 | 4,5 | 4,250 | 449 | — | 35 |
7 | 32,00 | С90 | 7,000 | 5,969 | 7,875 | 4,5 | 4,250 | 489 | — | 35 |
7 | 23,00 | R95, Т95 | 7,000 | 6,241 | 7,875 | 4,5 | 4,250 | 361 | — | 35 |
7 | 26,00 | R95, Т95 | 7,000 | 6,151 | 7,875 | 4,5 | 4,250 | 410 | — | 35 |
7 | 29,00 | R95, Т95 | 7,000 | 6,059 | 7,875 | 4,5 | 4,250 | 455 | — | 35 |
7 | 32,00 | R95, Т95 | 7,000 | 5,969 | 7,875 | 4,5 | 4,250 | 494 | — | 35 |
7 | 26,00 | Р110 | 7,000 | 6,151 | 7,875 | 5 | 4,250 | 474 | — | 35 |
7 | 29,00 | Р110 | 7,000 | 6,059 | 7,875 | 5 | 4,250 | 525 | — | 35 |
7 | 32,00 | Р110 | 7,000 | 5,969 | 7,875 | 5 | 4,250 | 567 | — | 35 |
7% | 26,40 | J55, К55 | 7,625 | 6,844 | 8,500 | 3,5 | 4,375 | 244 | 406 | 40 |
7% | 26,40 | L80, N80 | 7,625 | 6,844 | 8,500 | 5 | 4,375 | 482 | 804 | 40 |
7% | 29,70 | L80, N80 | 7,625 | 6,750 | 8,500 | 5 | 4,375 | 566 | 943 | 40 |
7% | 33,70 | L80, N80 | 7,625 | 6,640 | 8,500 | 5 | 4,375 | 649 | 1081 | 40 |
7% | 39,00 | L80, N80 | 7,625 | 6,500 | 8,500 | 5 | 4,375 | 737 | 1228 | 40 |
7% | 26,40 | С90 | 7,625 | 6,844 | 8,500 | 4,5 | 4,375 | 409 | — | 40 |
7% | 29,70 | С90 | 7,625 | 6,750 | 8,500 | 4,5 | 4,375 | 470 | — | 40 |
7% | 33,70 | С90 | 7,625 | 6,640 | 8,500 | 4,5 | 4,375 | 532 | — | 40 |
7% | 39,00 | С90 | 7,625 | 6,500 | 8,500 | 4,5 | 4,375 | 600 | — | 40 |
7% | 26,40 | R95, Т95 | 7,625 | 6,844 | 8,500 | 4,5 | 4,375 | 417 | — | 40 |
7% | 29,70 | R95, Т95 | 7,625 | 6,750 | 8,500 | 4,5 | 4,375 | 476 | — | 40 |
7% | 33,70 | R95, Т95 | 7,625 | 6,640 | 8,500 | 4,5 | 4,375 | 537 | — | 40 |
7% | 39,00 | R95, Т95 | 7,625 | 6,500 | 8,500 | 4,5 | 4,375 | 603 | — | 40 |
7% | 29,70 | Р110 | 7,625 | 6,750 | 8,500 | 5 | 4,375 | 551 | — | 40 |
Продолжение таблицы Е.58
Ряд 1 | Ряд 2 | Группа прочности3 | Наружный диаметр D, дюйм | Диаметр оправки, дюйм | Наружный диаметр обычной муфты W, дюйм | Минимальное число оборотов при свинчивании N | Длина6 /_9, дюйм | Расчетный начальный момент свинчивания | Рекомендуемая масса резьбовой смазкис | |
Олово, фут-фунт | Фосфат, фут-фунт | г | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 1 | 8 | 9 | 10 | 11 |
7% | 33,70 | Р110 | 7,625 | 6,640 | 8,500 | 5 | 4,375 | 620 | — | 40 |
7% | 29,70 | Р110 | 7,625 | 6,500 | 8,500 | 5 | 4,375 | 695 | — | 40 |
8% | 32,00 | J55, К55 | 8,625 | 7,796 | 9,625 | 3,5 | 4,750 | 306 | 510 | 50 |
8% | 36,00 | J55, К55 | 8,625 | 7,700 | 9,625 | 3,5 | 4,750 | 356 | 593 | 50 |
8% | 36,00 | L80, N80 | 8,625 | 7,700 | 9,625 | 5,5 | 4,750 | 614 | 1024 | 50 |
8% | 40,00 | L80, N80 | 8,625 | 7,600 | 9,625 | 5,5 | 4,750 | 657 | 1095 | 50 |
8% | 44,00 | L80, N80 | 8,625 | 7,500 | 9,625 | 5,5 | 4,750 | 737 | 1229 | 50 |
8% | 49,00 | L80, N80 | 8,625 | 7,386 | 9,625 | 5,5 | 4,750 | 796 | 1326 | 50 |
8% | 36,00 | С90 | 8,625 | 7,700 | 9,625 | 4,5 | 4,750 | 650 | — | 50 |
8% | 40,00 | С90 | 8,625 | 7,600 | 9,625 | 4,5 | 4,750 | 723 | — | 50 |
8% | 44,00 | С90 | 8,625 | 7,500 | 9,625 | 4,5 | 4,750 | 789 | — | 50 |
8% | 49,00 | С90 | 8,625 | 7,386 | 9,625 | 4,5 | 4,750 | 857 | — | 50 |
8% | 36,00 | R95, Т95 | 8,625 | 7,700 | 9,625 | 5 | 4,750 | 690 | — | 50 |
8% | 40,00 | R95, Т95 | 8,625 | 7,600 | 9,625 | 5 | 4,750 | 772 | — | 50 |
8% | 44,00 | R95, Т95 | 8,625 | 7,500 | 9,625 | 5 | 4,750 | 843 | — | 50 |
8% | 49,00 | R95, Т95 | 8,625 | 7,386 | 9,625 | 5 | 4,750 | 914 | — | 50 |
8% | 40,00 | Р110 | 8,625 | 7,600 | 9,625 | 5,5 | 4,750 | 799 | — | 50 |
8% | 44,00 | Р110 | 8,625 | 7,500 | 9,625 | 5,5 | 4,750 | 901 | — | 50 |
8% | 49,00 | Р110 | 8,625 | 7,386 | 9,625 | 5,5 | 4,750 | 975 | — | 50 |
8% | 36,00 | J55, К55 | 9,625 | 8,679 | 10,625 | 3,5 | 5,000 | 393 | 507 | 55 |
8% | 40,00 | J55, К55 | 9,625 | 8,679 | 10,625 | 3,5 | 5,000 | 439 | 572 | 55 |
8% | 40,00 | L80, N80 | 9,625 | 8,679 | 10,625 | 5,5 | 5,000 | 673 | 1121 | 55 |
8% | 43,50 | L80, N80 | 9,625 | 8,599 | 10,625 | 5,5 | 5,000 | 767 | 1278 | 55 |
8% | 47,00 | L80, N80 | 9,625 | 8,525 | 10,625 | 5,5 | 5,000 | 823 | 1371 | 55 |
8% | 53,50 | L80, N80 | 9,625 | 8,500 d | 10,625 | 5,5 | 5,000 | 923 | 1539 | 55 |
8% | 40,00 | С90 | 9,625 | 8,679 | 10,625 | 5 | 5,000 | 675 | — | 55 |
8% | 43,50 | С90 | 9,625 | 8,599 | 10,625 | 5 | 5,000 | 737 | — | 55 |
8% | 47,00 | С90 | 9,625 | 8,525 | 10,625 | 5 | 5,000 | 790 | — | 55 |
8% | 53,50 | С90 | 9,625 | 8,500 d | 10,625 | 5 | 5,000 | 988 | — | 55 |
8% | 40,00 | R95, Т95 | 9,625 | 8,679 | 10,625 | 5,5 | 5,000 | 762 | — | 55 |
8% | 43,50 | R95, Т95 | 9,625 | 8,599 | 10,625 | 5,5 | 5,000 | 833 | — | 55 |
Окончание таблицы Е.58
Ряд 1 | Ряд 2 | Группа прочности3 | Наружный диаметр D, дюйм | Диаметр оправки, дюйм | Наружный диаметр обычной муфты IV, дюйм | Минимальное число оборотов при свинчивании N | Длина6 /_9, дюйм | Расчетный начальный момент свинчивания | Рекомендуемая масса резьбовой смазкис | |
Олово, фут-фунт | Фосфат, фут-фунт | г | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
8% | 47,00 | R95, Т95 | 9,625 | 8,525 | 10,625 | 5,5 | 5,000 | 893 | — | 55 |
8% | 53,50 | R95, Т95 | 9,625 | 8,500 d | 10,625 | 5,5 | 5,000 | 972 | — | 55 |
8% | 43,50 | Р110 | 9,625 | 8,599 | 10,625 | 6 | 5,000 | 914 | — | 55 |
8% | 47,00 | Р110 | 9,625 | 8,525 | 10,625 | 6 | 5,000 | 978 | — | 55 |
8% | 53,50 | Р110 | 9,625 | 8,500 d | 10,625 | 6 | 5,000 | 1092 | — | 55 |
а Обозначение L80, N80 охватывает группы прочности L80 (тип 1), N80 (тип 1) и N80Q.
ь Расстояние от торца трубы до вершины треугольного клейма.
с Рекомендуемая масса резьбовой смазки, приведенная в таблице, указана для смазок, содержащих металлы, в том числе свинец (по API Bull 5А2), плотность которых составляет приблизительно 2. При применении смазок, соответствующих API 5АЗ или ИСО 13678, требуется меньшее количество (масса) смазки для получения эквивалентного объема смазки. Чрезмерное употребление резьбовой смазки может ухудшить стойкость резьбового соединения к утечкам.
d Указана альтернативная оправка (см. таблицу Е.29).
Приложение F (справочное)
Дополнительная информация для лицензиатов монограммы API10
Приложение G (справочное)
Процедуры пересчета единиц USC в единицы СИ
G.1 Введение
В настоящем стандарте приняты следующие процедуры пересчета единиц системы США (USC) в единицы Международной системы (СИ).
G.2 Общие положения
G.2.1 Округление
Последний сохраняемый разряд числа не изменяют, если следующая за ним цифра менее 5, или округляют в сторону увеличения, если цифра более 5.
Если цифра, следующая за последним сохраняемым разрядом, равна 5 с последующими нулями, то последнюю сохраняемую цифру не изменяют, если она четная, или округляют в сторону увеличения, если она нечетная.
G.2.2 Дроби
Дроби или числа с дробями в единицах USC пересчитывают в полные десятичные эквиваленты в единицах USC без округления. Далее полные десятичные эквиваленты в единицах USC пересчитывают в значения единиц СИ по формуле
Nm = 25,4 Л/, (G.1)
где Nm — эквивалент в единицах СИ, мм, дроби или числа с дробью в единицах USC (дюймы);
Л/ — полный неокругленный десятичный эквивалент, в дюймах, дроби или числа с дробью в единицах USC.
Полученные значения в единицах СИ, мм, для эквивалентных дробных или целых чисел с дробью в единицах USC округляют до соответствующего числа десятичных знаков.
G.2.3 Отклонения
Применяют формулу (G.1). Значения отклонений в единицах USC, кроме углового смещения, пересчитывают в значения отклонений в единицах СИ с применением соответствующего переводного коэффициента.
Полученные значения отклонений в единицах СИ, кроме углового смещения, округляют до такого же числа десятичных знаков, как и величина в единицах СИ, к которой они относятся.
G.3 Размеры труб
G.3.1 Наружный диаметр
Значения наружных диаметров труб и муфт в единицах USC пересчитывают в значения в единицах СИ по формуле
Dm = 25,4 ■ D, (G.2)
где Dm — наружный диаметр, мм;
D — наружный диаметр, дюймы.
Полученные значения наружного диаметра труб и муфт в единицах СИ округляют с точностью до 0,01 мм.
G.3.2 Толщина стенки
Значения толщины стенки в единицах USC пересчитывают в значения в единицах СИ по формуле
= 25,4 • f, (G.3)
где tm — толщина стенки, мм; t — толщина стенки, дюймы.
Полученные значения толщины стенки в единицах СИ округляют с точностью до 0,01 мм.
G.3.3 Внутренний диаметр
Внутренний диаметр труб в единицах СИ рассчитывают (не пересчитывают) по формуле = (G.4)
где dm — внутренний диаметр, мм;
Dm — наружный диаметр, мм; tm — толщина стенки, мм.
Расчетные значения внутреннего диаметра труб в единицах СИ округляют с точностью до 0,01 мм.
G.3.4 Диаметр и длина высаженного конца
Значения диаметра и длины высаженного конца и в единицах USC пересчитывают в значения в единицы СИ по формуле
Um = 25,4-U, (G.5)
где Um — размер высаженного конца, мм; U — размер высаженного конца, дюймы.
Полученные значения диаметра и длины высаженного конца в единицах СИ округляют с точностью до 0,01 мм.
G.4 Диаметр оправки
G.4.1 Диаметр оправки, размеры стандартных оправок, [таблица С.28 (приложение С)]
Диаметр стандартной оправки для труб в единицах СИ рассчитывают (не пересчитывают) по формуле
Mm = dm-dcm, (G.6)
где ddm — диаметр оправки, мм; dm — внутренний диаметр, мм; dcm — постоянная оправки, мм.
Постоянные оправки приведены в таблице G.1.
Таблица G.1—Постоянные оправки
Изделия | Ряд 1 | dcm мм |
Обсадные трубы | <9% | 3,18 |
9%-13% | 3,97 | |
>13% | 4,76 | |
Насосно-компрессорные трубы | <2% | 2,38 |
>2% | 3,18 | |
Обсадные трубы, заказанные потребителем для эксплуатации в ка-честве насосно-компрессорных труб, размером более ряда 1: 41/2, но менее ряда 1: 103/4 | >41/2—8% | 3,18 |
>85/8—103/4 | 3,97 |
Расчетные значения диаметра стандартной оправки в единицах СИ округляют с точностью до 0,01 мм.
G.4.2 Диаметр оправки, размеры альтернативных оправок [таблица С.29 (приложение С)]
Значения диаметра альтернативных оправок и в единицах USC пересчитывают в значения в единицы СИ по формуле
dda m = 25,4 • dda, (G.7)
где ddam — диаметр альтернативной оправки, мм;
dda — диаметр альтернативной оправки, дюймы.
Полученные значения диаметров альтернативных оправок в единицах СИ округляют с точностью до 0,01 мм.
G.5 Размеры муфт
G.5.1 Длина муфт
Значения в единицах USC длины муфт в дюймах и в числах с дробями в дюймах пересчитывают в десятичные эквиваленты в единицах USC без округления. Далее полные десятичные эквиваленты в единицах USC пересчитывают в значения единиц СИ по формуле
NLm = 25,4 Nl, (G.8)
где NLm — длина муфты, мм;
Nl — длина муфты, дюймы, без округления.
Полученные значения длины муфт в единицах СИ округляют с точностью до 0,01 мм.
G.5.2 Диаметр расточки муфты
Значения диаметра расточки муфты в единицах USC пересчитывают в значения в единицах СИ по формуле Qm = 25,4 • Q, (G.9)
где Qm — диаметр расточки муфты, мм;
Q — диаметр расточки муфты, дюймы.
Полученные значения диаметра расточки муфты в единицах СИ округляют с точностью до 0,01 мм.
G.5.3 Ширина плоскости торца муфты
Значения ширины плоскости торца муфты в единицах USC пересчитывают в значения в единицах СИ по формуле
Ьт = 25,4 Ь, (G.10)
где Ьт — ширина плоскости торца муфты, мм; b — ширина плоскости торца муфты, дюймы.
Полученные значения ширины плоскости торца муфты в единицах СИ округляют с точностью до 0,01 мм.
G.5.4 Диаметр по впадине профиля резьбы муфты в плоскости торца трубы при механическом свинчивании
Значения диаметров по впадине профиля резьбы муфты в плоскости торца трубы при механическом свинчивании в единицах USC рассчитывают без округления и пересчитывают в значения в единицах СИ по формуле
D1m=25,4-dv (G.11)
где D1m — диаметр по впадине профиля резьбы муфты в плоскости торца трубы при механическом свинчивании, мм; сУ1 — неокругленный диаметр по впадине профиля резьбы муфты в плоскости торца трубы при механическом свинчивании, в дюймах.
Полученные значения диаметра по впадине профиля резьбы муфты в плоскости торца трубы при механическом свинчивании в единицах СИ округляют с точностью до 0,01 мм.
G.6 Масса на единицу длины
G.6.1 Номинальная масса на единицу длины труб с резьбой и муфтами
Значения номинальной массы на единицу длины труб с резьбой и муфтами в единицах USC пересчитывают в значения в единицах СИ по формуле
wm = 1,48816 • w, (G.12)
где wm — масса на единицу длины, кг/м; w — масса на единицу длины, фунт на фут.
Полученные значения номинальной массы на единицу длины труб с резьбой и муфтами в единицах СИ округляют с точностью до 0,01 кг/м.
G.6.2 Масса на единицу длины труб без резьбы
Массу на единицу длины труб без резьбы в единицах СИ рассчитывают (не пересчитывают) по формуле wpe,m = 0,0246615 (G.13)
где wpem — масса на единицу длины труб без резьбы, кг/м; 214
Dm — наружный диаметр, мм;
tm — толщина стенки, мм.
Расчетные значения массы на единицу длины труб без резьбы в единицах СИ округляют с точностью до 0,01 кг/м.
G.6.3 Масса муфт
Значения массы муфт в единицах USC пересчитывают в значения в единицах СИ по формуле
ил. =0,453592-ис, (G.14)
где wcm — масса муфты, кг;
wc — масса муфты, фунты.
Полученные значения массы муфт в единицах СИ округляют с точностью до 0,01 кг/м.
G.6.4 Увеличение или уменьшение массы при отделке концов
Значения увеличения или уменьшения массы при отделке концов в единицах USC пересчитывают в значения в единицах СИ по формуле
ее т = 0,453592 • ее, (G.15)
где еет — увеличение или уменьшение массы при отделке концов, кг;
ее — увеличение или уменьшение массы при отделке концов, фунты.
Полученные значения увеличения или уменьшения массы при отделке концов в единицах СИ округляют с точностью до 0,01 кг/м.
G.7 Испытания на растяжение и сплющивание
G.7.1 Предел текучести
Значения предела текучести в единицах USC пересчитывают в значения в единицах СИ по формуле
YSm = 0,00689476 • YS, (G.16)
где YSm — предел текучести, МПа;
YS — предел текучести, фунты на квадратный дюйм.
Полученные значения предела текучести в единицах СИ округляют с точностью до 1 МПа.
G.7.2 Предел прочности
Значения предела прочности в единицах USC пересчитывают в значения в единицах СИ по формуле
TSm = 0,00689476 • TS, (G.17)
где TSm — предел прочности, МПа;
TS — предел прочности, фунты на квадратный дюйм.
Полученные значения предела прочности в единицах СИ округляют с точностью до 1 МПа.
G.7.3 Относительное удлинение
Относительное удлинение в единицах СИ рассчитывают (не пересчитывают) по формуле
ет= 1944 х [AmQ2IUmW], (G.18)
где ет — минимальное относительное удлинение, %;
Ат — площадь поперечного сечения образца для испытания на растяжение, мм2;
Um — заданный минимальный предел прочности, МПа.
Расчетные значения относительного удлинения в единицах СИ округляют с точностью до 1,0 % для значений 10,0 % и более и с точностью до 0,5 % для значений менее 10,0 %.
G.7.4 Формула испытания на сплющивание
Максимальное расстояние между сплющивающими плитами при испытании на сплющивание рассчитывают по формуле
Df = D • [Zi - fZ2 • D/t)], (G.19)
где Df — максимальное расстояние между сплющивающими плитами при испытании на сплющивание, дюймы или мм, в зависимости от единиц измерения D и t;
Z1 — постоянная;
Z2 — постоянная;
D — номинальный наружный диаметр трубы, дюймы или мм;
t — номинальная толщина стенки трубы, дюймы или мм.
Постоянные Z1 и Z2 применяют одни и те же, независимо от единиц измерения D и t, дюймы или мм, при условии, что и D и t выражены в одних и тех же единицах измерения.
G.8 Требования к работе удара при испытании методом Шарпи
G.8.1 Критическая толщина стенки муфт с резьбой API [таблица С.7 (приложение С)]
Значения критической толщины стенки муфт с резьбой API в единицах USC пересчитывают в значения в единицах СИ по формуле
tc т = 25,4-tc, (G.20)
где tcm — критическая толщина стенки, мм;
tc — критическая толщина стенки, дюймы.
Полученные значения в единицах СИ округляют с точностью до 0,01 мм.
G.8.2 Работа удара при испытании методом Шарпи
Значения в единицах USC работы удара при испытании стандартных CVN методом Шарпи [например, указанных в таблице С.10 (приложение С) и соответствующих другим минимальным требованиям], не определяемые по какой-либо формуле, пересчитывают в значения в единицах СИ по формуле
Ст = 1,35582 • С, (G.21)
где Ст — работа удара при испытании стандартных CVN методом Шарпи, Дж;
С — работа удара при испытании стандартных CVN методом Шарпи, фут-фунты (например, 8, 15, 20, 30 футов-фунтов).
Полученные значения работы удара при испытании стандартных CVN методом Шарпи в единицах СИ округляют с точностью до 1 Дж.
G.8.3 Требования к минимальной работе удара для муфт [таблицы С.11—С.17 (приложение С)]
Минимальную работу удара для муфт с резьбами API в единицах СИ рассчитывают по формулам:
для групп прочности N80 (все типы), L80, С90, R95, Т95, Р110 и Q125 требования к работе удара для муфт при испытании на ударный изгиб методом Шарпи поперечных образцов:
Сс, t, т = fc • ysmax ' [(0,00118 • fc) + 0,01259], (G.22)
требования к работе удара для муфт при испытании на ударный изгиб методом Шарпи продольных образцов:
Сс, l,m = fc- ysmax • [(0,00236 • tc) + 0,02518], (G.23)
где Сс t т — минимальная работа удара для муфт при испытании на ударный изгиб методом Шарпи поперечных образцов, Дж;
Сс I т — минимальная работа удара для муфт при испытании на ударный изгиб методом Шарпи продольных образцов, Дж;
YSmax — заданный максимальный предел текучести муфты, МПа;
tc — критическая толщина стенки муфт с резьбами API, указанная в таблице С.7 (приложение С), мм;
fc — коэффициент уменьшения минимальной работы удара. Выбирают в зависимости от размера образца для испытаний на ударный изгиб методом Шарпи:
- 1,00 для образцов полного размера (10*10 мм);
- 0,80 для образцов 3/4 размера (10 * 7,5 мм);
- 0,55 для образцов 1/2 размера (10 * 5 мм).
Расчетные значения в единицах СИ округляют с точностью до 1 Дж.
Примечание 1 — Максимальный полный размер механически обработанных поперечных и продольных образцов для испытаний на ударный изгиб методом Шарпи муфт с резьбами API указан в API TR 5СЗ. Данные размеры включены в таблицы С.11—С.15 (приложение С) и применялись для расчетов требований к испытаниям на ударный изгиб методом Шарпи.
Примечание 2 — Требования к работе удара, указанные в таблицах С.16 и С.17 (приложение С), установлены для образцов полного размера, для которых коэффициент уменьшения минимальной работы удара f = 1,00.
G.8.4 Требования к работе удара для труб
Максимальную заданную толщину в единицах СИ для труб различных групп прочности рассчитывают по минимальной работе удара на образцах полного размера по формулам (G.24)—(G.27).
Следует соблюдать процедуры округления в соответствии с ИСО 80000-1 или АСТМ Е29. Например, при расчете требований к работе удара 27 Дж для Cptm или С 1т необходимо применять значение 27,499 999 99 (по-216
скольку оно округляется до 27). Аналогично при расчете требований к энергии 28 Дж для Cpt т или Ср1 т — значение 28,500 000 00 (поскольку оно округляется до 28). Толщина стенки, полученная в результате расчета, должна быть округлена с точностью до двух десятичных знаков.
а) Для групп прочности N80Q, L-80, С90, R95, Т95 и Р110
Требования к работе удара для труб при испытании на ударный изгиб методом Шарпи поперечных образцов [см. таблицу С. 18 (приложение С)]:
t = KCpt^YS^) - 0,01259]/0,00118. (G.24)
Требования к работе удара для труб при испытании на ударный изгиб методом Шарпи продольных образцов [см. таблицу С.19 (приложение С)]:
f = [(Cplm/YSmm) - 0,01258]/0,00236. (G.25)
b) Для групп прочности С110 и Q125
Требования к работе удара для труб при испытании на ударный изгиб методом Шарпи поперечных образцов [см. таблицу С. 18 (приложение С)]:
t = [(Wysmax) - 0,01259]/0,00118. (G.26)
Требования к работе удара для труб при испытании на ударный изгиб методом Шарпи продольных образцов [см. таблицу С.19 (приложение С)]:
t = KCpi,mIYSmaJ ~ 0,01258]/0,00236, (G.27)
где Cptm — минимальная работа удара для труб при испытании на ударный изгиб методом Шарпи поперечных образцов, Дж;
Ср/т — минимальная работа удара для труб при испытании на ударный изгиб методом Шарпи продольных образцов, Дж;
YSmax — заданный максимальный предел текучести труб, МПа;
YSmin — заданный минимальный предел текучести труб, МПа.
G.8.5 Расчетные значения толщины стенки, необходимые для изготовления механически обработанных поперечных и продольных образцов из труб и муфт для испытания на ударный изгиб методом Шарпи [таблицы С.20 и С.21 (приложение С)]
Значения в единицах СИ толщины стенки, необходимые для изготовления механически обработанных поперечных и продольных образцов из труб и муфт при проведении испытания на ударный изгиб методом Шарпи, рассчитывают по формулам (G.28) и (G.29).
Поперечные образцы для испытания на ударный изгиб методом Шарпи [см. таблицу С.20 (приложение С)]:
t = (0^2) - [(О„/2)2 - 756,25J° 5 + 1,00+ wCs. (G.28)
Продольные образцы для испытания на ударный изгиб методом Шарпи [см. таблицу С.21 (приложение С)]:
t = (0^2) - [(£>„/2)2 - 25]0’5 +1,00 + wCs, (G.29)
где Dm — номинальный наружный диаметр трубы или муфты, мм;
wCs — ширина образца для испытаний на ударный изгиб методом Шарпи, мм.
- 10,0 мм —для образцов полного размера;
- 7,5 мм — для образцов 3/4 размера;
- 5,0 мм — для образцов 1/2 размера.
В формулы включен припуск на механическую обработку 1,00 мм (формула для расчета в единицах USC включает припуск на механическую обработку: 0,020 дюйма — по внутренней поверхности и 0,020 дюйма — по наружной поверхности или 1,00 мм общий припуск для данного расчета).
Расчетные значения в единицах СИ толщины стенки, необходимые для изготовления механически обработанных поперечных и продольных образцов из труб и муфт при проведении испытания на ударный изгиб методом Шарпи округляют до 0,01 мм.
G.9 Гидростатическое испытание
G.9.1 Гидростатическое испытательное давление для труб без резьбы
Значения в единицах СИ гидростатического испытательного давления для труб без резьбы рассчитывают (не пересчитывают) по наружному диаметру, толщине стенки и пределу текучести в единицах СИ по формуле
Рт = 2- f- ™т- (G.30)
где рт — гидростатическое испытательное давление, МПа;
Dm — номинальный наружный диаметр, мм;
YSm — предел текучести, МПа;
tm — толщина стенки, мм;
/ — коэффициент, основанный на размере и группе прочности труб, указанный в таблице G.2.
Таблица G.2 — Коэффициенты, учитывающие группу прочности и размер, для проведения гидростатических испытаний труб без резьбы
Группа прочности | Ряд 1 | Стандартное испытание | Альтернативное испытание | ||
f | Максимальное давление, МПа | f | Максимальное давление, МПа | ||
1 | 2 | 3 | 4 | 5 | 6 |
Н40, J55, К55 | <103/4 | 0,8 | 69,0 | — | — |
^ю3/4 | 0,6 | 69,0 | 0,8 | 69,0 | |
N80 (все типы), R95, L80, Т95 | Все размеры | 0,8 | 69,0 | — | — |
С110, Р110, Q125 | Все размеры | 0,8 | 69,0 | 0,8 | Нет максимального |
Расчетные значения в единицах СИ гидростатического испытательного давления для труб без резьбы округляют до 0,5 МПа, но не более 69,0 МПа.
G.9.2 Гидростатическое испытательное давление для муфт
Максимальное гидростатическое испытательное давление в единицах СИ для муфт рассчитывают (не пересчитывают) по формуле (см. API 5СЗ)
Pm = ^YSm-(Wm-d.m)-Wm, (G.31)
где рт — гидростатическое испытательное давление, МПа;
Wm — наружный диаметр муфты, мм;
YSm — предел текучести, МПа;
с/1т — диаметр по впадине профиля резьбы муфты в плоскости торца трубы при механическом свинчивании, мм.
Расчетные значения в единицах СИ максимального гидростатического испытательного давления для муфт округляют до 0,5 МПа.
G.9.3 Герметичность при внутреннем давлении в плоскостях Е1 или Е7
Значения в единицах СИ герметичности при внутреннем давлении в плоскости Е1 резьбовых соединений с закругленной резьбой и в плоскости Е7 резьбовых соединений с упорной трапецеидальной резьбой обсадных труб рассчитывают (не пересчитывают) по (см. API 5СЗ):
PLRm = Е ■ Т • W ' Р ■ [Wm2 - Е/]/[2 ■ Es Wm2], (G.32)
где PLRm — герметичность при внутреннем давлении в плоскостях Е1 или Е7, МПа;
Wm — наружный диаметр муфты, мм;
Е — модуль упругости, 207 000 МПа;
Es — диаметр уплотнения, мм;
Е1 — для закругленной резьбы;
Е7 — для упорной трапецеидальной резьбы;
N — число оборотов при свинчивании;
Р — шаг резьбы, выраженный в дюймах на резьбу;
Т — конусность резьбы, дюймы на дюйм.
Расчетные предельные значения герметичности при внутреннем давлении в единицах СИ округляют до 0,5 МПа.
G.9.4 Гидростатическое испытательное давление для труб с резьбой и муфтой
Гидростатическое испытательное давление для труб с резьбой и муфтой — это меньшая величина из следующих:
- гидростатическое испытательное давление для труб без резьбы;
- максимальное гидростатическое испытательное давление для муфт;
- герметичности при внутреннем давлении.
G.10 Прочее
G.10.1 Температура
Значения температуры в градусах Фаренгейта в единицах USC пересчитывают в значения температуры в градусах Цельсия в единицах СИ по формуле
°C = (°F-32) ■ 5/9, (G.33)
где °C — температура, в градусах Цельсия;
°F — температура, в градусах Фаренгейта.
Полученные значения температуры в единицах СИ округляют с точностью до 1 С.
Если пересчитываемая температура превышает 600 °F, значение округляют с точностью до 5 °C. Например, 750 °F пересчитывают в 399 °C, при округлении значение равно 400 °C.
G.10.2 Крутящий момент
Значения крутящего момента свинчивания в единицах USC пересчитывают в значения в единицах СИ по формуле
Тт = 1,35582 • Т, (G.34)
где Тт — крутящий момент, Н • м;
Т — крутящий момент, фут-фунты.
Полученные значения в единицах СИ крутящего момента свинчивания округляют с точностью до 1 Н • м.
Примечание — Настоящий стандарт не содержит требований к крутящему моменту. Процедура пересчета крутящего момента в другие единицы приведена в стандарте для удобства пользователей, так как настоящий стандарт является стандартом на обсадные и насосно-компрессорные трубы.
G.10.3 Требования к критическому коэффициенту интенсивности напряжений K(SSC при испытании на SSC
Значения критического коэффициента интенсивности напряжений Klssc в единицах USC могут быть пересчитаны в значения в единицах СИ по формуле
KISscm= 1-099 -Klssc, (G.35)
где Klsscm — критический коэффициент интенсивности напряжений при испытании на SSC, выраженный в мегапаскалях на квадратный корень из метра, МПа • л/м;
K/ssc — критический коэффициент интенсивности напряжений при испытании на SSC, выраженный в кило-фунтах на квадратный корень из дюйма [1000 фунтов на квадратный корень из дюйма • (7дюйм)].
Расчетные значения в единицах СИ для критического коэффициента интенсивности напряжений Kisscm при испытании на SSC могут быть округлены до 0,1 МПа ■ -7м.
Расчетные значения в единицах USC для критического коэффициента интенсивности напряжений Ktssc при испытании на SSC могут быть округлены до 0,1 килофунта на квадратный корень из дюйма [1000 фунтов на квадратный корень из дюйма (7дюйм)].
Приложение Н (обязательное)
Уровни требований к изделиям
Н.1 Общие положения
В настоящем приложении описывается уровень требований к изделиям (PSL) для уровней PSL-2 и PSL-3, для всех групп прочности, кроме Н40, L-80 (9Сг) и (С110), которые могут быть установлены заказчиком. Изготовитель может, по своему усмотрению, обеспечить выполнение требований более высокого уровня PSL. Требования PSL-2 и PSL-3 дополняют требования, установленные PSL-1, которые являются основой настоящего стандарта. Все требования PSL-3 дополняют требования PSL-2, кроме случаев, непосредственно указанных как PSL-3. Соответственно, в тексте настоящего стандарта пункты и подпункты, в которых указаны дополнительные требования PSL-3, обозначены только как PSL-3. Пункты и подпункты, в которых указаны требования PSL-2, обозначены как PSL-2 и как PSL-3.
Таблица Н.1 в конце настоящего приложения является справочной таблицей, в которой приведены требования по уровням PSL-2 и PSL-3.
Примечание — В круглых скобках после заголовков разделов и подразделов настоящего приложения указаны номера подразделов и пунктов настоящего стандарта, в которых приведены ссылки на дополнительные требования PSL.
Н.2 Термическая обработка
Н.2.1 Группы прочности J55 и К55, PSL-2 (6.2.2)
Изделия должны быть подвергнуты нормализации, нормализации и отпуску или закалке с отпуском по всему объему и по всей длине. Если проводится высадка, то такие изделия должны быть подвергнуты нормализации, нормализации и отпуску или закалке с отпуском по всему объему и по всей длине после высадки.
Изделия после горячей прокатки на редукционном или калибровочном стане считают нормализованными при следующем условии:
1 ) температура изделий в конце прокатки выше верхней критической температуры Аг3 стали;
2 ) охлаждение происходит на воздухе.
Н.2.2 Группа прочности N80Q, PSL-3 (6.2.2)
В соответствии с требованиями PSL-3 изготавливают только изделия группы прочности N80Q.
Н.З Правка, PSL-2
Н.3.1 Группы прочности С90 и Т95 (6.3.4)
Изделия, в случае необходимости, должны быть подвергнуты холодной ротационной правке, с последующим нагревом для снятия напряжений при температуре на 30 °C—55 °C (50 °F—100 °F) ниже температуры окончательного отпуска, или горячей ротационной правке при температуре конца правки не более чем на 165 °C (300 °F) ниже температуры окончательного отпуска. При необходимости допускается подвергать изделия легкой правке под прессом.
Н.3.2 Группы прочности R95 и Р110 (6.3.1, 6.3.3)
Допускается правка на правильном прессе или горячая правка на ротационной машине при температуре конца правки не ниже [400 °C (750 °F)], если в заказе не указана другая, более высокая температура конца правки. Если горячая правка на ротационной машине невозможна, трубы допускается подвергать холодной ротационной правке при условии проведения последующего нагрева для снятия напряжений при температуре не ниже 510 °C (950 °F).
Н.4 Химический состав групп прочности С90 и Т95, PSL-3 (7.1)
При запросе изготовитель должен проинформировать заказчика о минимальных и максимальных массовых долях всех элементов, намеренно добавляемых в каждую плавку, независимо от цели такого добавления.
Н.5 Предел текучести. Группа прочности Q125, PSL-3 (7.2.3)
Максимальный предел текучести должен составлять 965 МПа (140 килофунтов на квадратный дюйм).
Н.6 Испытания на ударный изгиб образцов с V-образным надрезом по методу Шарпи
Н.6.1 Свойства, определяемые при испытании на ударный изгиб образцов с V-образным надрезом по методу Шарпи. Общие требования, группы прочности N80 (все типы), L80 (тип 1), С90, R95, Т95, Р110 и Q125, PSL-2 (7.3.1)
Или:
а) содержание вязкой составляющей в изломе образцов должно быть не менее 75 % в соответствии с АСТМ Е23, или
b) изготовитель может использовать документированную процедуру (с учетом, как минимум, сочетания химического состава, диаметра и толщины стенки) наряду с результатами испытания на ударный изгиб для подтверждения того, что обеспечивается содержание вязкой составляющей.
Если содержание вязкой составляющей менее 75 % или соответствие свойств изделий не подтверждено, как указано в перечислении Ь), то изделия должны быть забракованы или для них должна быть построена переходная кривая, доказывающая, что изделия при указанной в настоящем стандарте температуре испытаний (или при стандартной температуре испытания, или при пониженной температуре, указанной в заказе) имеют свойства, превышающие установленные.
Н.6.2 Испытания на ударный изгиб образцов с V-образным надрезом по методу Шарпи. Требования к работе удара для труб, PSL-2
Н.6.2.1 Все группы прочности, кроме Q125 (7.5.1 и 7.5.3)
Испытания на ударный изгиб должны проводиться в соответствии с К.9 (SR 16) (приложение К). Температура испытания должна составлять 21 °C (70 °F) для групп прочности J55 и К55 и 0 °C (32 °F) для других групп прочности или быть более низкой по согласованию между заказчиком и изготовителем.
Н.6.2.2 Группа прочности Q125 (7.5.4)
В соответствии с К.7 (SR 12) (приложение К) требуются статистические испытания на ударный изгиб.
Н.7 Прокаливаемость. Минимальный процент мартенсита для изделий после закалки и отпуска
Н.7.1 Группа прочности L80 (тип 1), PSL-2 (7.10.3)
Для каждого размера, массы, химического состава и режима аустенитизации и закалки изделий отбирают согласно документированной процедуре полноразмерный образец в состоянии после закалки с целью подтверждения достаточности прокаливаемости. Для обеспечения соответствия требованиям настоящего стандарта среднее значение твердости (см. 10.6.10), полученное согласно документированной процедуре, должно быть равно или превышать твердость содержащего в структуре не менее 90 % мартенсита металла, рассчитанную по формуле
HRCmin = [58 • (% углерода)] + 27. (Н.1)
Н.7.2 Группы прочности С90 и Т95, PSL-3 (7.10.1)
Среднее значение твердости, определяемое по 7.10.1, должно быть равно или превышать твердость металла, содержащего в структуре не менее 95 % мартенсита, рассчитанную по формуле
HRCmjn = [59 ■ (% углерода)] + 29. (Н.2)
Для изделий толщиной стенки 30 мм (1,181 дюйм) и более между заказчиком и изготовителем могут быть согласованы альтернативные требования.
Н.8 Подготовка внутренней поверхности. Группа прочности L80 (13Cr), PSL-2 (7.12)
Все трубы должны быть поставлены с пескоструйной обработанной или протравленной внутренней поверхностью до уровня Sa 21/2 дюйма по ИСО 8501-1. Пескоструйная обработка должна проводиться с использованием крошки из нержавеющей стали, оксида алюминия или других материалов для струйной очистки, не вызывающих загрязнения обрабатываемой поверхности.
Н.9 Испытание на сульфидное растрескивание под напряжением (SSC), PSL-3
Н.9.1 Группы прочности С90 и Т95 (7.14)
При испытаниях на SSC (в соответствии с NACE ТМ0177-2016) методом А изготовитель должен подтвердить для каждой партии, определяемой по 10.2, что изделие удовлетворяет требованию не менее 90 % YSmjn при испытаниях трех образцов, отобранных от трех изделий: по одному образцу от каждого изделия, выбранного из первой трети, средней трети и конечной трети партии. Критерии отбора, приведенные в 7.14.3, следует применять к каждой из частичных партий, включая случайный выбор по согласованию.
Если результаты испытаний одного из образцов будут неудовлетворительными, допускается проведение повторных испытаний. Если результаты испытаний двух образцов будут неудовлетворительными, партия должна быть забракована. Повторные испытания могут быть проведены на двух дополнительных образцах, отобранных на участке изделия, расположенного рядом с участком отбора образцов для первичных испытаний. Если результаты повторных испытаний минимум одного из образцов будут неудовлетворительными, партия должна быть забракована. Забракованная партия может быть подвергнута повторной термической обработке и испытана как новая партия.
По согласованию между заказчиком и изготовителем количество образцов от партии может быть уменьшено до одного при условии контроля процесса производства, обеспечивающего соответствие требованию не менее 90% YSmin.
Н.9.2 Группа прочности L80 (13Сг)
При испытаниях по NACE ТМ0177-2016 методом А изготовитель должен подтвердить для каждой плавки, что изделие соответствует не менее 80 % SMYS. Испытательный раствор должен иметь pH 3,5, а парциальное давление H2S должно быть равно 10 кПа (1,5 фунта на квадратный дюйм).
Н.10 Обработка концов с наружной резьбой. Все группы прочности, PSL-2 (8.12.5)
Наружная резьба должна быть подвергнута абразивно-струйной обработке, если не было проведено очистки иным способом, включая процесс нарезания резьбы, согласованный между заказчиком и изготовителем, чтобы удалить металл, склонный к отслоению или приводящий к образованию задиров при свинчивании.
Н.11 Муфты с уплотнительными кольцами. Все группы прочности, PSL-2 (9.8)
Проточки под уплотнительные кольца на муфтах должны быть выполнены при тех же параметрах, при которых проводилась механическая обработка резьбы муфты. Эксцентриситет проточек под уплотнительные кольца должен быть не более 0,13 мм (0,005 дюйма) и подвергаться проверке при каждой настройке станка. Эксцентриситет проточки под уплотнительное кольцо определяют по наибольшему расстоянию от дна проточки до образующей внутреннего диаметра резьбы в одном поперечном сечении муфты.
Н.12 Обработка концов с внутренней резьбой. Все группы прочности, PSL-2 (9.10.1)
Внутренняя резьба должна быть подвергнута абразивно-струйной обработке, если не было проведено очистки иным способом, включая процесс нарезания резьбы, согласованный между заказчиком и изготовителем, чтобы удалить металл, склонный к отслоению или приводящий к образованию задиров при свинчивании.
Н.13 Периодичность испытаний на растяжение. Обсадные и насосно-компрессорные трубы, группы прочности N80 (все типы), PSL-2 (10.4.3)
Периодичность испытаний должна соответствовать периодичности, установленной для группы прочности L80 (тип 1).
Н.14 Контроль твердости, PSL-3
Н.14.1 Контроль твердости. Группы прочности N80Q, L80 (тип 1), R95, Р110 и Q125 (10.6.1, 10.6.4 и 10.6.8)
Изготовитель должен применять план контроля процесса, в котором в интересах заказчика должно быть подтверждено соответствие механических свойств тела каждой трубы, каждого высаженного конца труб и каждой муфты требованиям настоящего стандарта. Если изготовитель не применяет план контроля, то он должен подвергнуть контролю поверхностной твердости тело каждой трубы, каждый высаженный конец труб и каждую муфту. Если в настоящем стандарте не установлены минимальные и максимальные значения твердости изделий, то они должны быть указаны изготовителем или согласованы между заказчиком и изготовителем.
Н.14.2 Отбор образцов для испытаний и место отбора. Трубы без резьбы, групп прочности С90 и Т95 (10.6.5)
От обоих концов каждой трубы должно быть отрезано по одному кольцевому образцу.
Н.15 Металлографический контроль EW труб. Группы прочности J55, К55, N80 (все типы), L80 (тип 1) и R95, PSL-2 (10.11)
Металлографический контроль зоны электросварного шва должен быть проведен в начале процесса сварки для труб каждого размера, затем повторно, через каждые 4 ч процесса сварки, и после существенного перерыва процесса сварки. Пробы должны быть отобраны до проведения термической обработки.
Н.16 Гидростатические испытания. Группы прочности J55 и К55, PSL-2 (10.12.2)
Трубы размером ряда 1: более 95/8 должны быть подвергнуты гидростатическим испытаниям при альтернативном давлении.
Н.17 Толщина стенки (10.13.4)
Н.17.1 Все группы прочности, PSL-2
Трубы должны быть подвергнуты контролю толщины стенки по всей длине с сохранением записей по результатам контроля. Автоматизированная система контроля должна обеспечивать охват контроля не менее 25 % объема труб.
Н.17.2 Все группы прочности, PSL-3
Трубы должны быть подвергнуты контролю толщины стенки по всей длине с сохранением записей по результатам контроля. Автоматизированная система контроля должна обеспечивать охват контроля 100 % объема труб. В записях по контролю должна быть указана минимальная толщина стенки каждой трубы. Прослеживаемость каждой трубы до результатов контроля требуется, только если это указано в заказе.
Н.18 Неразрушающий контроль (NDE)
Н.18.1 NDE по всему объему, по всей длине. Обсадные и насосно-компрессорные трубы
Н.18.1.1 Группы прочности J55 и К55, PSL-2 (10.15.5)
Все трубы должны быть подвергнуты контролю для выявления продольных несовершенств наружной и внутренней поверхностей с уровнем приемки L4 одним или несколькими методами, указанными в 10.15.5.
Н.18.1.2 Группа прочности N80 (все типы), PSL-2 (10.15.5 и 10.15.6)
Все трубы должны быть подвергнуты контролю для выявления продольных и поперечных несовершенств наружной и внутренней поверхностей с уровнем приемки L3 ультразвуковым или EMI методом в соответствии с К.2 (SR 1) (приложение К).
Н.18.1.3 Группы прочности L80 (тип 1), L80 (1 ЗСг) и R95, PSL-2 (10.15.6)
Все трубы должны быть подвергнуты контролю для выявления как продольных, так и поперечных несовершенств наружной и внутренней поверхностей с уровнем приемки L2 одним или несколькими методами, указанными в 10.15.8. Магнитопорошковый метод допускается применять только как второй метод контроля труб по всей длине.
Н.18.1.4 Группы прочности J55 и К55, PSL-3 (10.15.5 и 10.15.6)
Все трубы должны быть подвергнуты контролю для выявления как продольных, так и поперечных несовершенств наружной и внутренней поверхностей с уровнем приемки L2 одним или несколькими методами, указанными в перечислениях а), Ь) или с) 10.15.6. Магнитопорошковый метод допускается применять только как второй метод контроля труб по всей длине.
Н.18.1.5 Группы прочности N80Q, R95, L80 (тип 1), L80 (13Сг), и (Р110), и (Р110) К.9 (SR 16), PSL-3 (10.15.6, 10.15.7 и 10.15.8)
Все трубы должны быть подвергнуты контролю для выявления как продольных, так и поперечных несовершенств наружной и внутренней поверхности с уровнем приемки L2, в соответствии с ИСО 10893-10 или АСТМ Е213 (продольные несовершенства) и ИСО 10893-10 или АСТМ Е213 (поперечные несовершенства).
Кроме того, все трубы должны быть подвергнуты контролю для выявления несовершенств наружной поверхности одним из методов, указанных в 10.15.9.
Н.18.2 NDE сварного шва труб. Группа прочности К55, PSL-2 (10.15.10)
Контроль сварного шва, предусмотренный настоящим стандартом, должен быть проведен ультразвуковым методом после гидростатических испытаний.
Н.18.3 NDE концов труб. Все группы прочности, PSL-3 (10.15.13)
В отношении концов труб должны быть выполнены действия, указанные в перечислениях а) или с) 10.15.13, или концы труб должны быть подвергнуты контролю после окончательной отделки концов (до свинчивания с муфтами) влажным магнитопорошковым методом или методом, согласованным между заказчиком и изготовителем.
Н.18.4 NDE трубных заготовок для муфт. Группы прочности R95, L80 (все типы), С90, Т95, Р110 и Q125, PSL-2 (10.15.11)
Н.18.4.1 Несовершенства, допустимые до механической обработки
Трубные заготовки для муфт, которые должны подвергаться полной механической обработке, могут иметь несовершенства на поверхностях до механической обработки, однако после окончательной механической обработки поверхности должны соответствовать установленным требованиям к размерам и критериям контроля поверхности, указанным в 9.11.
Н.18.4.2 Последующая оценка
Трубные заготовки для муфт, имеющие несовершенства, могут быть подвергнуты дальнейшей оценке в соответствии с требованиями 10.15.15, но максимальный размер несовершенства, не выходящего на поверхность, согласно перечислению d) 8.13.1, должен быть уменьшен до 32 мм2 (0,05 квадратных дюймов). Действия в отношении трубных заготовок для муфт, имеющих дефекты, должны быть осуществлены в соответствии с 10.15.18, или участок заготовки, содержащий дефект, должен быть отрезан с учетом требований к длине изделий, указанных в заказе.
Н.18.4.3 Ультразвуковой контроль по толщине стенки
Трубные заготовки для муфт по всему объему, по всей длине должны быть подвергнуты контролю ультразвуковым методом продольными волнами при сканировании наружной поверхности для выявления несовершенств по толщине стенки. На внутренней поверхности стандартного образца должно быть выполнено плоскодонное отверстие диаметром 6,4 мм (1/4 дюйма), показанное на рисунке D.16, d). Контроль должен охватывать не менее 25 % объема труб [см. перечисление а) 10.15.4.2].
Н.18.4.4 Ультразвуковой контроль внутренней поверхности
Трубные заготовки для муфт должны быть подвергнуты контролю ультразвуковым методом поперечными волнами с уровнем приемки L4 для выявления продольных и поперечных несовершенств внутренней поверхности. По согласованию между заказчиком и изготовителем могут быть применимы альтернативные методы NDE с подтвержденной способностью выявлять искусственные дефекты.
Н.18.5 NDE трубных заготовок для муфт. Группы прочности R95, L80 (все типы), С90, Т95, Р110 и Q125, PSL-3 (10.15.11)
Н.18.5.1 Минимальный охват
Трубные заготовки для муфт должны быть подвергнуты контролю в соответствии с Н.18.4.3, но с охватом контроля 100 % объема.
Н.18.5.2 Уровень приемки
Трубные заготовки для муфт должны быть подвергнуты контролю в соответствии с Н.18.4.4, но с уровнем приемки L3 и максимальной длиной надреза 25 мм (1 дюйм).
Н.19 Неметаллические уплотнительные кольца. Все группы прочности, PSL-2 [К.8.2 (SR 13.2) (приложение К)]
Если в заказе не указано иное, то уплотнительные кольца для концов с внутренней резьбой должны быть поставлены отдельно в плотно закрытой упаковке с маркировкой на упаковке, на которой должно быть указано: количество колец, наименования (тип) соединения, нарезчик резьбы, дата приемки и даты упаковки.
Таблица Н.1 — Справочная таблица требований PSL-2 и PSL-3
Приложение Н | Настоя-щий стандарт | Группа прочности | ||||||||||
J55 | К55 | N80 (тип 1) | N80 Q | R95 | L80 (тип 1) | L80 (13Сг) | С90 | Т95 | Р110 | Q125 | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
Н.2.1 | 6.2.2 | 2 | 2 | |||||||||
Н.2.2 | 6.2.2 | 3 | ||||||||||
Н.3.1 | 6.3.4 | 2 | 2 | |||||||||
Н.3.2 | 6.3.1 6.3.2 | 2 | 2 | |||||||||
Н.4 | 7.1 | 3 | 3 | |||||||||
Н.5 | 7.2.3 | 3 | ||||||||||
Н.6.1 | 7.3.1 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |||
Н.6.2.1 | 7.5.1 7.5.3 К.9 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
Н.6.2.2 | 7.5.4 К.7 | 2 | ||||||||||
Н.7.1 | 7.10.3 | 2 | ||||||||||
Н.7.2 | 7.10.1 | 3 | 3 | |||||||||
Н.8 | 7.12 | 2 | ||||||||||
Н.9.1 | 7.14.2 | 3 | 3 | |||||||||
Н.9.2 | 7.14.2 | 3 | ||||||||||
Н.10 | 8.12.5 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Н.11 | 9.8 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Н.12 | 9.10.1 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Н.13 | 10.4.3 | 2 | 2 | |||||||||
Н.14.1 | 10.6.1 10.6.4 10.6.8 | 3 | 3 | 3 | 3 | 3 | ||||||
Н.14.2 | 10.6.5 | 3 | 3 | |||||||||
Окончание таблицы Н. 1
Приложение Н | Настоя-щий стандарт | Группа прочности | ||||||||||
J55 | К55 | N80 (тип 1) | N80 Q | R95 | L80 (тип 1) | L80 (13Сг) | С90 | Т95 | Р110 | Q125 | ||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
Н.15 | 10.11 | 2 | 2 | 2 | 2 | 2 | 2 | |||||
Н.16 | 10.12.2 | 2 | 2 | |||||||||
Н.17.1 | 10.13.4 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Н.17.2 | 10.13.4 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
Н.18.1.1 | 10.15.5 | 2 | 2 | |||||||||
Н.18.1.2 | 10.15.5 10.15.6 | 2 | 2 | |||||||||
Н.18.1.3 | 10.15.6 | 2 | 2 | 2 | ||||||||
Н.18.1.4 | 10.15.5 10.15.6 | 3 | 3 | |||||||||
Н.18.1.5 | 10.15.6 10.15.7 10.15.8 | 3 | 3 | 3 | 3 | 3 | ||||||
Н.18.2 | 10.15.10 | 2 | ||||||||||
Н.18.3 | 10.15.13 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | |
Н.18.4 | 10.15.11 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | ||||
Н.18.5 | 10.15.11 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | ||||
Н.19 | К.8.2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
Приложение I (обязательное)
Требования по валидации конструкции резьбовых предохранительных деталей
1.1 Общие положения
1.1.1 Требования к валидации конструкции, приведенные в настоящем приложении, относятся к резьбовым предохранительным деталям, которые необходимы согласно 12.2 для изделий с резьбовыми соединениями API или SF. Предохранительные детали обычно изготовляют в виде комбинированных металло-полимерных деталей (из полимерных материалов одного или разных видов), участок с резьбой которых выполнен из полимерного материала для защиты резьбы изделий от задиров, с армированным наружным корпусом для защиты от ударных нагрузок. Конструкция резьбовых предохранительных деталей должна быть разработана и испытана в соответствии с требованиями, установленными в 12.2 и настоящем приложении.
1.1.2 Для подтверждения соответствия резьбовых предохранительных деталей установленным требованиям изготовитель должен задокументировать конструктивные критерии, критерии оценки свойств и правила установки резьбовых предохранительных деталей. Информация об этом должна быть предоставлена по требованию заказчику предохранительных деталей и/или заказчику изделий с резьбой.
1.1.3 Изготовитель резьбовых предохранительных деталей должен спроектировать предохранительные детали, предназначенные для применения с резьбовыми профилями API и/или SF. Конструкция деталей должна способствовать уменьшению коррозии, вызываемой просачивающейся изнутри или конденсирующейся влагой. Конструкция предохранительных деталей должна обеспечивать плотную посадку (без зазора) на концы труб или в концы муфт. По согласованию между заказчиком и изготовителем допускается установка прокладки (вставки) в предохранительные детали, устанавливаемые на концы труб.
1.1.4 Резьбовые предохранительные детали должны быть рассчитаны на эксплуатацию в интервале температур от-46 °C (-50 °F) до 66 °C (150 °F). Отклонения температуры испытаний не должны быть более ±6 °C (±10 °F).
1.1.5 Профиль резьбы должен быть выполнен из материала, предотвращающего заедание как внутренней, так и наружной резьбы. Контакт между резьбой детали и резьбой изделия должен быть достаточным для обеспечения надлежащей защиты резьбы изделия. Должен быть исключен контакт металла с металлом в профиле резьбы соединения и любой контакт металла с металлом или пластмассы с металлом по радиальным стальным уплотнительным поверхностям.
1.1.6 Для обеспечения защиты резьбовых предохранительных деталей от ультрафиолетового излучения в течение не менее одного года полимерные элементы резьбовых предохранительных деталей должны быть покрыты смазкой или защищены от такого воздействия другим способом. Такая защита может быть обеспечена путем введения в состав полимера химических добавок или применения механических способов защиты, ограничивающих воздействие ультрафиолетового излучения.
1.1.7 Резьбовые предохранительные детали должны обладать стойкостью к растворителям (таким как дизельное топливо, ацетон, варсол, трихлорэтилен), консервационным и уплотнительным резьбовым смазкам.
1.1.8 Проникновение воздуха в пластический материал при плавлении должно быть минимизировано. Это должно контролироваться в технологическом процессе. Не менее чем на 90 % поверхности резьбы не должно наблюдаться воздушных пустот, причем на уплотнительной поверхности или участке резьбы полного профиля не должно наблюдаться нарушений резьбы, образующих сплошную линию, пересекающую весь участок уплотнения или участок резьбы с полным профилем.
1.1.9 В тех случаях, когда предъявляется требование об использовании резьбовых предохранительных деталей, за которые можно крепить крюки или которые можно поднимать, они должны быть изготовлены таким образом, чтобы не допустить контакта между подъемными крюками и концами трубы или резьбовой частью конца с внутренней резьбой.
I.2 Процедура валидации
Следующая процедура валидации позволяет установить пригодность резьбовых предохранительных деталей для применения. Изготовитель должен провести испытания резьбовых предохранительных деталей для насосно-компрессорных и обсадных труб не менее чем двух размеров, представляющих сортамент изготавливаемых резьбовых предохранительных деталей каждой конструкции. Изготовитель должен иметь задокументированное подтверждение того, что размеры испытуемых деталей являются наихудшими представителями данной конструкции. Должно быть задокументировано подтверждение экстраполяции результатов испытаний на размеры деталей, не подвергаемых испытаниям.
I.3 Идентификация образца
Далее комплекты резьбовых предохранительных деталей/соединительных элементов называются «комплекты испытуемых образцов». Каждый комплект должен быть обозначен индивидуальным обозначением (ниппельный и муфтовый).
I.4 Проверка стабильности размеров
1.4.1 Диаметры резьбы и уплотнительных элементов (если применимо) комплектов испытуемых образцов измеряют и регистрируют при температуре 21 °C (70 °F). Комплекты испытуемых образцов, не соответствующие конструктивным критериям, должны быть забракованы.
Комплекты испытуемых образцов выдерживают в соответствующих ваннах при температуре -46 °C (-50 °F), 66 °C (150 °F) и 21 °C (70 °F). Образцы извлекают из ванны и незамедлительно регистрируют диаметры резьбы комплектов испытуемых образцов.
I.4.2 Температуру комплектов образцов стабилизируют при 21 °C (70 °F). Измеряют и регистрируют диаметры резьбы и уплотнительных элементов (если применимо) резьбовых предохранительных деталей и соединительных элементов. Изменение диаметров резьбы, приводящее к уменьшению высоты перекрытия резьбы деталей и образцов изделий до расстояния менее половины высоты профиля резьбы изделий, не допускается для всего интервала температур эксплуатации.
I.5 Крутящий момент и испытания на виброустойчивость
1.5.1 Предохранительные детали с наружной и внутренней резьбой должны быть самоблокирующимися и выдерживать вибрацию, действующую на них в процессе транспортирования. Требования к крутящему моменту при установке и снятии предохранителей приведены в инструкциях изготовителя.
I.5.2 Комплекты образцов свинчивают (с использованием соответствующей консервационной и/или уплотнительной резьбовой смазки, наносимой на механически обработанные поверхности изделий) согласно рекомендациям изготовителя предохранительных деталей и регистрируют крутящий момент свинчивания.
I.5.3 Температуру комплектов испытуемых образцов стабилизируют при минус 46 °C (минус 50 °F), 66 °C (150 °F) и 21 °C (70 °F). Развинчивают предохранительные детали от соединения и регистрируют величину крутящего момента. Величину крутящего момента при развинчивании регистрируют только для справки.
I.5.4 Предохранительные детали, не соответствующие рекомендациям изготовителя по крутящему моменту или с сорванной резьбой, спадающие, неплотно установленные, не допускаются для применения.
I.5.5 Испытания на виброустойчивость проводят в соответствии с MIL-STD-810C, свинчивая комплекты испытуемых образцов согласно рекомендациям изготовителя.
I.5.6 Предохранительные детали не должны развинчиваться или спадать в течение 1 млн циклов приложения нагрузки. Испытание должно быть проведено в следующих условиях: частота вращения — не менее 900 об/мин, вертикальное смещение — не менее 8,4 мм (0,33 дюйма) и ускорение — не менее четырехкратного ускорения свободного падения.
I.6 Испытания на осевой удар
1.6.1 Комплекты испытуемых образцов свинчивают (с использованием соответствующей консервационной и/или резьбовой уплотнительной смазки) согласно рекомендациям изготовителя и регистрируют крутящий момент свинчивания.
I.6.2 Температуру комплектов испытуемых образцов стабилизируют при минус 46 °C (минус 50 °F), 66 °C (150 °F) и 21 °C (70 °F).
I.6.3 Комплекты испытуемых образцов при стабилизированной температуре подвергают испытаниям на осевой удар [см. рисунок D.26 (приложение D)], с применением стального прутка диаметром 38 мм (1,5 дюйма), при высоте падения прутка не менее 0,3 м (12 дюйма). Предохранительные детали (ниппельные и муфтовые) должны выдерживать осевые ударные нагрузки, указанные в таблице 1.1, без повреждения механически обработанной наружной и внутренней поверхностей образцов изделий.
Таблица 1.1 — Испытания на осевой удар с применением стального прутка диаметром 38 мм (1,5 дюйма)
Температура испытания, °C (°F) | Минимальная энергия удара, Дж (фут-фунты) | ||
Ряд 1: <31/2 | Ряд 1: >31/2 —83/4 | Ряд 1: >83/4 | |
1 | 2 | 3 | 4 |
66(150) | 407 (300) | 1627(1200) | 2034 (1500) |
21 (70) | 407 (300) | 1627(1200) | 2034 (1500) |
-46 (-50) | 230 (170) | 814 (600) | 1085 (800) |
1.7 Испытание на угловой удар
1.7.1 Комплекты испытуемых образцов свинчивают (с использованием соответствующей резьбовой консервационной и/или уплотнительной смазки) согласно рекомендациям изготовителя и регистрируют крутящий момент свинчивания.
I.7.2 Температуру комплектов испытуемых образцов стабилизируют при минус 46 °C ( минус 50 °F), 66 °C (150 °F) и 21 °C (70 °F).
I.7.3 Комплекты испытуемых образцов при стабилизированной температуре подвергают испытаниям на удар под углом 45° при падении стальной плиты с высоты не менее 0,3 м (12 дюймов) [см. рисунок D.27 (приложение D)]. Резьбовые предохранительные детали (ниппельные и муфтовые) должны выдерживать угловые ударные нагрузки, указанные в таблице I.2, без повреждения механически обработанной поверхности образцов изделий.
Таблица I.2 — Испытания на угловой удар (45°) с применением стальной плиты
Температура испытания, °C (°F) | Минимальная энергия удара, Дж (фут-фунты) | ||
Ряд 1: <31/2 | Ряд 1: >31/2 —83/4 | Ряд 1:>83/4 | |
1 | 2 | 3 | 4 |
66 (150) | 203(150) | 814 (600) | 1017 (750) |
21 (70) | 203(150) | 814 (600) | 1017(750) |
-46 (-50) | 115(85) | 407 (300) | 542 (400) |
I.8 Испытания на коррозионную стойкость
1.8.1 Предохранительные детали должны обеспечивать защиту поверхности резьбы и уплотнительных элементов изделий от коррозии. Для повышения защитной способности деталей применяют соответствующие уплотнения, вентиляцию и замедляющие коррозию смазки. В соответствии с 12.2.1 стандартный период хранения должен составлять один год.
I.8.2 Испытания предохранительных деталей в солевом тумане, проведенные по АСТМ Б117, подтвердили эффективность при определении стойкости к коррозии в сравнительных целях. Однако испытания в солевом тумане не воспроизводят реальных условий эксплуатации деталей, которые зависят не только от характеристик деталей, но и от других факторов.
I.8.3 Комплекты испытуемых образцов свинчивают (с использованием соответствующей резьбовой консер-вационной и/или уплотнительной смазки) согласно рекомендациям изготовителя и регистрируют крутящий момент свинчивания.
I.8.4 Отрезанный конец соединения должен быть герметизирован с обеспечением вентиляции через отверстие, способствующее циркуляции атмосферы в камере.
I.8.5 Испытания в солевом тумане проводят по АСТМ Б117 в течение не менее 1000 ч при температуре 35 °C (95 °F).
I.8.6 Ориентация комплектов испытуемых образцов в камере для испытаний должна имитировать их расположение на стеллаже для хранения труб.
I.8.7 Предохранительные детали считают выдержавшими испытания:
а) при отсутствии или незначительной коррозии поверхности резьбы с полным профилем и уплотнительных элементов образцов изделий;
Ь) при коррозии менее 10 % всей поверхности резьбового соединения образцов изделий.
I.9 Испытания резьбы на срыв (только для ниппельных предохранительных деталей)
1.9.1 Комплекты образцов свинчивают (с использованием соответствующей резьбовой консервационной и/или уплотнительной смазки) согласно рекомендациям изготовителя и регистрируют крутящий момент свинчивания.
I.9.2 Температуру комплектов испытуемых образцов стабилизируют при минус 46 °C (минус 50 °F), 66 °C (150 °F) и 21 °C (70 °F).
I.9.3 Испытание резьбы ниппельного предохранителя на срыв проводят в соответствии с IADC/SPE 11396, как показано на рисунке D.28 (приложение D) при стабилизированной температуре и осевой нагрузке, равной или превышающей Fax, рассчитанной по формуле 1.1 (единицы СИ) или по формуле I.2 (единицы USC):
Fax = 0,18-iv, (1.1)
где Fax — усилие, кН;
и/— масса на единицу длины трубы, кг/м,
или
Fax = 60 • w, (I.2)
где Fax — усилие, кН;
w— масса на единицу длины трубы, кг/м.
I.9.4 Предохранительные детали развинчивают и проверяют отсутствие сорванной резьбы. На поверхности резьбы предохранительных деталей допускаются следы напряжений, но она не должна быть сорвана.
1.10 Испытания на пригодность для зацепления (подъема)
Пригодность конструкции резьбовых предохранительных деталей, обеспечивающих возможность зацепления и подъема труб, изготовитель должен подтвердить испытаниями при нагрузке, равной 150 % массы трубы без резьбы с наибольшей возможной толщиной стенки для труб данного наружного диаметра. Пригодность конструкции деталей для зацепления (подъема) определяют по отсутствию повреждений резьбы образцов изделий после испытаний. В записях по испытаниям должен быть указан тип приспособления, применяемого для зацепления и подъема.
Приложение J (справочное)
Обобщенная информация по требованиям к изделиям уровней PSL
J.1 Общие положения
Настоящее приложение включено для удобства пользователей настоящего стандарта, и в нем указаны пункты, в которых приведены дополнительные требования к изделиям, заказываемым по уровню PSL-2 или PSL-3.
Подробные требования приведены в пунктах, указанных в квадратных скобках ([ ]) после каждой позиции. Требования PSL-3 являются дополнением к требованиям PSL-2.
Для группы прочности Н40 требований PSL-2 или PSL-3 не предусмотрено.
J.2 Группы прочности J55 и К55
J.2.1 PSL-2
Должны быть выполнены следующие требования:
а) термическая обработка по всему объему, по всей длине (после высадки, если применимо) [Н.2.1] (приложение Н);
Ь) обязательное испытание на ударный изгиб образцов с V-образным надрезом по методу Шарли и требования (согласно К.9 (SR16) (приложение К) [Н.6.2.1] (приложение Н);
с) изделия не должны быть подвержены отслоению материала во время свинчивания (при соответствующей обработке или абразивно-струйной очистке) [Н.10 и Н.12] (приложение Н);
d) проточки под уплотнительные кольца, выполненные механической обработкой, и предельные отклонения [Н.11] (приложение Н);
е) металлографический контроль сварного соединения [Н.15] (приложение Н);
f) гидростатические испытания труб размером ряда 1 более 95/8 при альтернативном испытательном давлении [Н.16] (приложение Н);
д) контроль толщины стенки труб с охватом контроля 25 % [Н.17.1] (приложение Н);
h) NDE для выявления продольных дефектов наружной и внутренней поверхностей с уровнем приемки L4 [Н.18.1.1] (приложение Н);
i) только для группы прочности К55: ультразвуковой контроль сварного шва после гидростатических испытаний [Н.18.2] (приложение Н);
j) поставка уплотнительных колец в отдельной упаковке [Н.19] (приложение Н).
J.2.2 PSL-3
Должны быть выполнены следующие требования:
а) контроль толщины стенки труб с охватом контроля 100 % и сохранением записей по минимальной толщине стенки [Н.17.2] (приложение Н);
b) NDE для выявления продольных и поперечных дефектов наружной и внутренней поверхностей с уровнем приемки L2 (без MPI) [Н.18.1.4] (приложение Н);
с) NDE концов труб после отделки [Н.18.3] (приложение Н).
J.3 Группа прочности N80 (все типы)
J.3.1 PSL-2
Должны быть выполнены следующие требования:
а) содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб образца с V-образным надрезом по методу Шарли не менее 75 % [Н.6.1] (приложение Н);
Ь) обязательное испытание на ударный изгиб образцов с V-образным надрезом по методу Шарли и требования согласно К.9 (SR 16) (приложение К) [Н.6.2.1] (приложение Н);
с) изделия не должны быть подвержены отслоению материала во время свинчивания (при соответствующей обработке или абразивно-струйной очистке) [Н.10 и Н.12] (приложение Н);
d) проточки под уплотнительные кольца, выполненные механической обработкой, и предельные отклонения [Н.11] (приложение Н);
е) периодичность испытаний на растяжение, равная периодичности испытаний, указанной для группы прочности L80 [Н.13] (приложение Н);
f) металлографический контроль сварного соединения [Н.15] (приложение Н);
д) контроль толщины стенки труб с охватом контроля 25 % [Н.17.1] (приложение Н);
h) NDE для выявления продольных и поперечных дефектов наружной и внутренней поверхностей с уровнем приемки L3 (без MPI) [Н.18.1.2] (приложение Н);
i) поставка уплотнительных колец в отдельной упаковке [Н.19] (приложение Н).
J.3.2 PSL-3
Должны быть выполнены следующие требования:
а) по уровню PSL-3 должны быть поставлены только изделия группы прочности N80Q [Н.2.2] (приложение Н);
Ь) план контроля процесса или контроль поверхностной твердости тела каждой трубы, каждого высаженного конца каждой трубы и каждой муфты [Н.14.1] (приложение Н);
с) контроль толщины стенки труб с охватом контроля 100 % и сохранением записей по минимальной толщине стенки [Н.17.2] (приложение Н);
d) NDE: обязательный контроль ультразвуковым методом плюс один из других методов [Н.18.1.5] (приложение Н);
е) NDE концов труб после отделки [Н.18.3] (приложение Н).
J.4 Группа прочности L80 (тип 1)
J.4.1 PSL-2
Должны быть выполнены следующие требования:
а) содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб образца с V-образным надрезом по методу Шарпи не менее 75 % [Н.6.1] (приложение Н);
Ь) обязательное испытание на ударный изгиб образцов с V-образным надрезом по методу Шарпи и требования согласно К.9 (SR 16) (приложение К) [Н.6.2.1] (приложение Н);
с) содержание мартенсита в структуре не менее 90 % (определяемое по минимальной твердости изделий после закалки по шкале С Роквелла) [Н.7.1] (приложение Н);
d) изделия не должны быть подвержены отслоению материала во время свинчивания (при соответствующей обработке или абразивно-струйной очистке) [Н.10 и Н.12] (приложение Н);
е) проточки под уплотнительные кольца, выполненные механической обработкой, и предельные отклонения [Н.11] (приложение Н);
f) металлографический контроль сварного соединения [Н.15] (приложение Н);
д) контроль толщины стенки труб с охватом контроля 25 % [Н.17.1] (приложение Н);
h) NDE для выявления продольных и поперечных дефектов наружной и внутренней поверхностей с уровнем приемки L2 [Н.18.1.3] (приложение Н);
i) NDE трубной заготовки для муфт, поставляемой отдельно [Н.18.4] (приложение Н);
j) поставка уплотнительных колец в отдельной упаковке [Н.19] (приложение Н).
J.4.2 PSL-3
Должны быть выполнены следующие требования:
а) контроль поверхностной твердости тела каждой трубы, каждого высаженного конца каждой трубы и каждой муфты [Н.14.1] (приложение Н);
Ь) контроль толщины стенки труб с охватом контроля 100 % и сохранением записей по минимальной толщине стенки [Н.17.2] (приложение Н);
с) NDE: обязательный контроль ультразвуковым методом плюс один из других методов [Н.18.1.5] (приложение Н);
d) NDE концов труб после отделки [Н.18.3] (приложение Н);
е) NDE трубных заготовок для муфт [Н.18.5] (приложение Н).
J.5 Группа прочности L80 (1 ЗСг)
J.5.1 PSL-2
Должны быть выполнены следующие требования:
а) обязательное испытание на ударный изгиб образцов с V-образным надрезом по методу Шарпи и требования согласно К.9 (SR 16) (приложение К) [Н.6.2.1] (приложение Н);
Ь) подготовка внутренней поверхности [Н.8] (приложение Н);
с) изделия не должны быть подвержены отслоению материала во время свинчивания (при соответствующей обработке или абразивно-струйной очистке) [Н.10 и Н.12] (приложение Н);
d) проточки под уплотнительные кольца, выполненные механической обработкой, и предельные отклонения [Н.11] (приложение Н);
е) NDE для выявления продольных и поперечных дефектов наружной и внутренней поверхностей с уровнем приемки L2 [Н.18.1.3] (приложение Н);
f) NDE трубной заготовки для муфт, поставляемой отдельно [Н.18.4] (приложение Н);
д) контроль толщины стенки труб с охватом контроля 25 % [Н.17.1] (приложение Н);
h) поставка уплотнительных колец в отдельной упаковке [Н.19] (приложение Н).
J.5.2 PSL-3
Должны быть выполнены следующие требования:
а) испытания на SSC по NACE ТМ0177-2016, методом А в растворе с Рн 3,5 и парциальным давлением сероводорода 0,1 бар (1,5 фунта на квадратный дюйм) для подтверждения стойкости при напряжении не менее 80 % минимального предела текучести [Н.9.2] (приложение Н);
b) контроль толщины стенки труб с охватом контроля 100 % и сохранением записей по минимальной толщине стенки [Н.17.2] (приложение Н);
с) NDE: обязательный контроль ультразвуковым методом плюс EMI наружной поверхности [Н.18.1.5] (приложение Н);
d) NDE концов труб после отделки [Н.18.3] (приложение Н);
е) NDE трубной заготовки для муфт [Н.18.5] (приложение Н).
J.6 Группы прочности С90 и Т95
J.6.1 PSL-2
Должны быть выполнены следующие требования:
а) горячая правка при минимальной температуре или холодная правка с последующим снятием напряжений [Н.3.1] (приложение Н);
Ь) содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб образца с V-образным надрезом по методу Шарпи не менее 75 % [Н.6.1] (приложение Н);
с) обязательное испытание на ударный изгиб образцов с V-образным надрезом по методу Шарпи и требования согласно К.9 (SR 16) (приложение К) [Н.6.2.1] (приложение Н);
d) изделия не должны быть подвержены отслоению материала во время свинчивания (при соответствующей обработке или абразивно-струйной очистке) [Н.10 и Н.12] (приложение Н);
е) проточки под уплотнительные кольца, выполненные механической обработкой, и предельные отклонения [Н.11] (приложение Н);
f) контроль толщины стенки труб с охватом контроля 25 % [Н.17.1] (приложение Н);
g) NDE трубной заготовки для муфт, поставляемой отдельно [Н.18.4] (приложение Н);
h) поставка уплотнительных колец в отдельной упаковке [Н.19] (приложение Н).
J.6.2 PSL-3
Должны быть выполнены следующие требования:
а) информация по химическому составу [Н.4.2] (приложение Н);
Ь) содержание мартенсита в структуре не менее 95 % (определяемое по минимальной твердости изделий после закалки по шкале С Роквелла) [Н.7.2] (приложение Н);
с) испытание на SSC по NACE ТМ0177-2016, методом А, для трех труб от плавки при напряжении не менее 90 % минимального предела текучести [Н.9.1] (приложение Н);
d) контроль твердости по толщине стенки с обоих концов каждой трубы [Н.14.2] (приложение Н);
е) контроль толщины стенки труб с охватом контроля 100 % и сохранением записей по минимальной толщине стенки [Н.17.2] (приложение Н);
f) NDE концов труб после отделки [Н.18.3] (приложение Н);
g) NDE трубной заготовки для муфт [Н.18.5] (приложение Н).
J. 7 Группа прочности R95
J.7.1 PSL-2
Должны быть выполнены следующие требования:
а) горячая правка при минимальной температуре или холодная правка с последующим снятием напряжений [Н.3.2] (приложение Н);
Ь) содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб образца с V-образным надрезом по методу Шарпи не менее 75 % [Н.6.1] (приложение Н);
с) обязательное испытание на ударный изгиб образцов с V-образным надрезом по методу Шарпи и требования согласно К.9 (SR 16) (приложение К) [Н.6.2.1] (приложение Н);
d) изделия не должны быть подвержены отслоению материала во время свинчивания (при соответствующей обработке или абразивно-струйной очистке) [Н.10 и Н.12] (приложение Н);
е) проточки под уплотнительные кольца, выполненные механической обработкой, и предельные отклонения [Н.11] (приложение Н);
f) металлографический контроль сварного соединения [Н.15] (приложение Н);
д) контроль толщины стенки труб с охватом контроля 25 % [Н.17.1] (приложение Н);
h) NDE для выявления продольных и поперечных дефектов наружной и внутренней поверхностей с уровнем приемки L2 [Н.18.1.3] (приложение Н);
i) NDE трубной заготовки для муфт, поставляемой отдельно [Н.18.4] (приложение Н);
j) поставка уплотнительных колец в отдельной упаковке [Н.19] (приложение Н).
J.7.2 PSL-3
Должны быть выполнены следующие требования:
а) контроль поверхностной твердости тела каждой трубы, каждого высаженного конца каждой трубы и каждой муфты [Н.14.1] (приложение Н);
b) контроль толщины стенки труб с охватом контроля 100 % и сохранением записей по минимальной толщине стенки [Н.17.2] (приложение Н);
с) NDE: обязательный контроль ультразвуковым методом плюс один из других методов [Н.18.1.5] (приложение Н);
d) NDE концов труб после отделки [Н.18.3] (приложение Н);
е) NDE трубной заготовки для муфт [Н.18.5] (приложение Н).
J.8 Группа прочности Р110
J.8.1 PSL-2
Должны быть выполнены следующие требования:
а) горячая правка при минимальной температуре или холодная правка с последующим снятием напряжений [Н.3.2] (приложение Н);
Ь) содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб образца с V-образным надрезом по методу Шарли не менее 75 % [Н.6.1] (приложение Н);
с) обязательное испытание на ударный изгиб образцов с V-образным надрезом по методу Шарли и требования согласно К.9 (SR 16) (приложение К) [Н.6.2.1] (приложение Н);
d) отсутствие отслоений материала изделий во время свинчивания (при соответствующей обработке или абразивно-струйной очистке) [Н.10 и Н.12] (приложение Н);
е) проточки под уплотнительные кольца, выполненные механической обработкой, и предельные отклонения [Н.11] (приложение Н);
f) контроль толщины стенки труб с охватом контроля 25 % [Н.17.1] (приложение Н);
g) NDE трубной заготовки для муфт, поставляемой отдельно [Н.18.4] (приложение Н);
h) поставка уплотнительных колец в отдельной упаковке [Н.19] (приложение Н).
J.8.2 PSL-3
Должны быть выполнены следующие требования:
а) контроль поверхностной твердости тела каждой трубы, каждого высаженного конца каждой трубы и каждой муфты [Н. 14.1] (приложение Н);
Ь) контроль толщины стенки труб с охватом контроля 100 % и сохранением записей по минимальной толщине стенки [Н.17.2] (приложение Н);
с) NDE: обязательный контроль ультразвуковым методом плюс один из других методов [Н.18.1.5] (приложение Н);
d) NDE концов труб после отделки [Н.18.3] (приложение Н);
е) NDE трубной заготовки для муфт [Н.18.5] (приложение Н).
J.9 Группа прочности Q125
J.9.1 PSL-2
Должны быть выполнены следующие требования:
а) содержание вязкой составляющей в изломе образцов после испытаний на ударный изгиб образца с V-образным надрезом по методу Шарли не менее 75 % [Н.6.1] (приложение Н);
Ь) статистические испытания на ударный изгиб в соответствии с К.7 (SR 12) 12 [Н.6.2.2] (приложение Н);
с) отсутствие отслоений материала изделий во время свинчивания (при соответствующей обработке или абразивно-струйной очистке) [Н.10 и Н.12] (приложение Н);
d) проточки под уплотнительные кольца, выполненные механической обработкой, и предельные отклонения [Н.11] (приложение Н);
е) контроль толщины стенки труб с охватом контроля 25 % [Н.17.1] (приложение Н);
f) NDE трубной заготовки для муфт, поставляемой отдельно [Н.18.4] (приложение Н);
д) поставка уплотнительных колец в отдельной упаковке [Н.19] (приложение Н).
J.9.2 PSL-3
Должны быть выполнены следующие требования:
а) заданный предел текучести не более 965 МПа (140 килофунтов на квадратный дюйм) [Н.5] (приложение Н);
Ь) контроль поверхностной твердости тела каждой трубы, каждого высаженного конца каждой трубы и каждой муфты [Н.14.1] (приложение Н);
с) контроль толщины стенки труб с охватом контроля 100 % и сохранением записей по минимальной толщине стенки [Н.17.2] (приложение Н);
d) NDE концов труб после отделки [Н.18.3] (приложение Н);
е) NDE трубной заготовки для муфт [Н.18.5] (приложение Н).
Приложение К (обязательное)
Дополнительные требования
К.1 Общие положения
В настоящем приложении приведены дополнительные требования, которые могут быть указаны заказчиком или согласованы между заказчиком и изготовителем. Эти требования применимы только в том случае, если они указаны в заказе.
К.2 SR 1. Дополнительный неразрушающий контроль изделий групп прочности Н40, J55 и К55
Указанные обсадные и насосно-компрессорные трубы должны быть подвергнуты контролю для выявления несовершенств или глубиной более 12,5 % толщины стенки, или уменьшающих оставшуюся толщину стенки до значения менее 87,5 % толщины стенки.
Такие несовершенства должны рассматриваться как дефекты, и должны быть выполнены действия, предусмотренные в 10.15.17. Контроль, включая контроль высаженных концов, проводят в соответствии с минимальными требованиями, указанными в 10.15 для групп прочности N80Q, L80 и R95, включая контроль толщины стенки по всему объему, по всей длине в соответствии с 10.13.4.
К.З SR 2. Дополнительный неразрушающий контроль изделий групп прочности Н40, J55, К55 и N80 (все типы), L80, R95 и Р110 согласно К.9 (SR 16)
Указанные обсадные и насосно-компрессорные трубы должны быть подвергнуты контролю для выявления несовершенств или глубиной более 5 % толщины стенки, или уменьшающих оставшуюся толщину стенки до значения менее 87,5 % толщины стенки. Такие несовершенства должны рассматриваться как дефекты, и должны быть выполнены действия, предусмотренные в 10.15.17. Контроль, включая контроль высаженных концов труб, проводят в соответствии с минимальными требованиями, указанными в 10.15, для группы прочности Р110, включая контроль толщины стенки труб по всему объему, по всей длине в соответствии с 10.13.4.
К.4 SR 9. Муфтовые заготовки. Группы прочности С110 и Q125
К.4.1 SR9.1. Размеры муфтовых заготовок
Размеры муфтовых заготовок должны быть достаточными для получения полностью механически обработанного цилиндра с равномерной толщиной стенки, с длиной, наружным и внутренним диаметрами, указанными в заказе. Муфтовые заготовки поставляются с полной механической обработкой, выполняемой изготовителем, только если это указано в заказе.
К.4.2 SR 9.2. Предельные отклонения
Для полностью механически обработанных муфтовых заготовок предельное отклонение наружного диаметра должно быть +2,38 мм (+3/32 дюйма), а предельное отклонение внутреннего диаметра — 2,38 мм (-3/32 дюйма), если между заказчиком и изготовителем не согласовано иное.
Предельное отклонение наружного диаметра муфтовых заготовок, заказанных с поверхностью в состоянии после прокатки, должно быть ±1%, но не более мм Дюйма).
К.4.3 SR 9.3. Несовершенства
Муфтовые заготовки, которые не будут полностью обработаны ни изготовителем, ни заказчиком, должны проверяться и соответствовать таким же требованиям, как и готовые муфты. Муфтовые заготовки, которые будут полностью обработаны изготовителем или заказчиком, могут иметь несовершенства на поверхности после проката, однако обработанная поверхность должна соответствовать критериям контроля, указанным в 9.11, и иметь заданные размеры.
К.4.4 SR 9.4. Маркировка
Все муфтовые заготовки, соответствующие требованиям К.4 (SR 9), должны быть маркированы в соответствии с таблицей С.48 (приложение С) или таблицей Е.48 (приложение Е).
К.5 SR 10. Обсадные трубы с высадкой. Группа прочности Q125
К.5.1 SR10.1. Размеры
Обсадные трубы группы прочности Q125 должны быть поставлены с высаженным(и) концом(ами). Размеры высадки должны быть указаны в заказе.
К.5.2 SR10.2. Свойства материала
Механические свойства при испытаниях на растяжение, на ударный изгиб и при контроле твердости труб и высадки должны соответствовать требованиям раздела 7. Допустимый разброс твердости высадки должен быть основан на номинальной толщине стенки высадки, указанной в заказе. Испытания на растяжение высадки прово-234
дят на цилиндрических образцах наибольшего возможного размера. Размер образцов должен быть согласован между заказчиком и изготовителем до проведения испытаний.
К.5.3 SR10.3. Термическая обработка
Трубы с высадкой должны быть подвергнуты термической обработке по всему объему, по всей длине после высадки.
К.5.4 SR 10.4. Другие требования к испытаниям
Периодичность испытаний, условия повторных испытаний, идентификация и т. д. для тела трубы и высадки должны соответствовать указанным в разделе 10.
К.5.5 SR10.5. Контроль концевых участков
Высаженные концы труб должны быть подвергнуты неразрушающему контролю магнитопорошковым методом для выявления поперечных и продольных дефектов наружной и внутренней поверхностей после окончательной термической обработки и до нарезания резьбы.
К.6 SR 11. Электросварные трубы группы прочности Р110 и Q125
К.6.1 SR11.1. Общие положения
Обсадные трубы (групп прочности Р110 и Q125) и насосно-компрессорные трубы (группы прочности Р110) могут быть изготовлены с применением электросварки только при наличии подробных процедур контроля качества, согласованных между заказчиком и изготовителем до начала производства труб. Испытания таких труб на растяжение, ударный изгиб и контроль твердости должны быть проведены с периодичностью, установленной для бесшовных труб этих групп прочности.
К.6.2 SR11.2. Периодичность испытаний на сплющивание
К.6.2.1 SR 11.2.1. Группа прочности Р110
Периодичность испытаний должна соответствовать указанной в 10.5.2.
К.6.2.2 SR 11.2.2. Группа прочности Q125
Испытания на сплющивание должны быть проведены на образцах, отобранных от обоих концов каждой трубы. Испытания образца от одного конца трубы проводят при расположении сварного шва в положении 6 ч, образца от другого конца — в положении «3 ч». Весь необходимый контроль должен быть выполнен, а несовершенства удалены (обрезаны) до отбора образцов для испытаний на сплющивание.
К.6.3 SR11.3. Процедуры испытания на сплющивание
К.6.3.1 SR 11.3.1. Группа прочности Р110
Образцы должны быть подвергнуты сплющиванию, как указано в 10.5.3, 10.5.5 и 10.5.7.
К.6.3.2 SR 11.3.2. Группа прочности Q125
Образцы для испытаний должны быть в виде колец или отрезками длиной не менее 63,5 мм (2 1/г дюйма), отрезанными от каждого конца каждой трубы. Должна быть обеспечена идентификация образцов по отношению к трубам, от которых они отрезаны. Испытания на сплющивание проводят при расположении сварного шва в положении 6 ч или 3 ч. Минимальное допустимое сплющивание без образования трещин на любом из участков образцов должно соответствовать указанному в таблице С.50 (SR11.1) (приложение С) или таблице Е.50 (SR11.1) (приложение Е) или 0,850 в зависимости от того, что приводит к большему сплющиванию.
В образце не должно быть трещин и разрывов, пока расстояние между пластинами будет не менее указанного выше; также не должно быть признаков неудовлетворительной структуры, несплавления шва или расслоений в течение всего процесса сплющивания.
К.6.4 SR11.4. Другие свойства материалов
Электросварные трубы должны соответствовать таким же требованиям к механическим свойствам при растяжении, ударе и твердости, как и бесшовные трубы. Образец для испытания на ударный изгиб должен быть выполнен с надрезом по линии сварного шва. Требования раздела 10, относящиеся к бесшовным трубам, должны быть распространены также на электросварные трубы.
К.6.5 SR11.5. Контроль и забраковка
К.6.5.1 SR 11.5.1. Контроль вне зоны сварного шва
Контроль тела трубы осуществляют так же, как контроль бесшовных изделий, в соответствии с разделом 10.
К.6.5.2 SR 11.5.2. Неразрушающий контроль сварного шва
Неразрушающий контроль сварного соединения труб по всей длине (100 %) (кроме высаженных концов), изготовленных в соответствии с настоящим стандартом, должен быть проведен ультразвуковым методом. Контроль проводят после термической обработки и последующей ротационной правки. Высаженные концы труб контролируют, как указано в 10.15.14.
К.6.5.3 SR 11.5.3. Оборудование
Может быть применено любое оборудование, функционирующее на основе принципов ультразвукового измерения, обеспечивающее полный и непрерывный контроль сварного шва. Настройку оборудования проводят с использованием стандартных образцов, как указано в К.6.5.4 (SR 11.5.4), не реже одного раза за рабочую смену для подтверждения эффективности работы оборудования и применяемых процедур контроля. Оборудование должно быть настроено на получение четких сигналов при сканировании стандартного образца искательной головкой способом, имитирующим контроль изделия, а также должно обеспечивать контроль зоны шириной 1,6 мм (1/16 дюйма) по обе стороны от линии сплавления по всей толщине стенки.
К.6.5.4 SR 11.5.4. Стандартные образцы
Для подтверждения эффективности работы оборудования и процедуры контроля, как минимум, каждую рабочую смену необходимо применять стандартный образец такого же диаметра и такой же толщины стенки, как и у контролируемого изделия. Длина стандартного образца может быть любой по выбору изготовителя. Сканирование стандартного образца должно имитировать контроль изделия. Стандартный образец для контроля ультразвуковым методом с акустическими свойствами, схожими с акустическими свойствами контролируемого изделия, должен иметь два надреза: один на наружной, другой на внутренней поверхности, как показано на рисунке D.16 (приложение D). В стандартном образце также должно быть выполнено сквозное сверленое отверстие диаметром 1,6 мм (1/16 дюйма). Оборудование должно быть настроено на получение четкого сигнала от каждого искусственного дефекта при сканировании стандартного образца. Сигналы от надрезов и отверстия должны соответствовать требуемой чувствительности контроля. Между заказчиком и изготовителем может быть согласовано применение стандартных образцов с надрезами на внутренней и наружной поверхностях уменьшенной длины.
К.6.5.5 SR 11.5.5. Критерии приемки
Любое несовершенство, вызывающее сигнал, равный или превышающий сигнал от искусственных дефектов, выполненных на стандартном образце, следует считать дефектом, если изготовителем не будет доказано, что его размер не превышает допустимый по К.6.5.6 (SR 11.5.6).
К.6.5.6 SR 11.5.6. Дальнейшие действия по обнаруженным несовершенствам
Несовершенства, обнаруженные при магнитопорошковом контроле, глубиной, превышающей 5 %, но не превышающей 12,5 % толщины стенки, должны быть удалены шлифованием или механической зачисткой, или труба должна быть забракована. Все несовершенства, классифицируемые как дефекты, обнаруженные при ультразвуковом и электромагнитном контроле, глубиной, не превышающей 12,5 % толщины стенки, должны быть удалены шлифованием или механической обработкой, или труба должна быть забракована.
В отношении труб с дефектами, глубина зачистки которых превышает 12,5 % толщины стенки, должны быть выполнены действия, предусмотренные в 10.15.17. Участок зачистки должен иметь плавный переход к прилежащей поверхности трубы и подвергнут повторному неразрушающему контролю для проверки полноты удаления дефектов одним из методов, указанных в настоящем стандарте.
К.7 SR 12. Статистические испытания на ударный изгиб
К.7.1 SR12.1. Общие положения
Данное дополнительное требование устанавливает статистический подход к испытаниям. Требование применимо только к тем изделиям, которые принимают или бракуют партиями. Периодичность испытаний основана на стандартном статистическом методе для свойств с нормальным распределением, если не установлено среднеквадратичного отклонения для конкретного предприятия размеров, химического состава и т. п. Статистические процедуры приемки и забраковки изделий применяют только в отношении работы удара, при этом для тех изделий, от которых отбирают образцы для испытаний на ударный изгиб, должны быть определены свойства при растяжении и твердость. Требования к свойствам изделий при растяжении, работе удара и твердости установлены в разделе 7. Основная часть процедуры испытаний приведена в примечании к К.7.5 (SR 12.5).
К.7.2 SR12.2. Периодичность испытаний
Каждое изделие должно иметь индивидуальный номер. Этот номер должен быть применим при всей последующей идентификации изделий. Пробы для испытаний на растяжение, ударный изгиб и для контроля твердости должны быть отобраны с одинаковой периодичностью из участков, показанных на рисунке D.9 (приложение D). Объем выборки от каждой партии изделий должен быть определен изготовителем по таблице С.51 (SR 12.1) (приложение С) или таблице Е.51 (SR 12.1) (приложение Е).
Коэффициент F для выбранного объема выборки применяют в соответствии с К.7.4 (SR 12.4) для определения возможности приемки партии на основе требований к продольным и поперечным образцам для испытаний на ударный изгиб. Объем выборки не зависит от размера партии. Изделия для испытаний отбирают произвольно, но процедура отбора должна обеспечивать наличие изделий, представляющих начало и конец процесса термической обработки партии, и при этом должны быть представлены оба конца изделия (приблизительно по 50 % с каждого конца).
Между заказчиком и изготовителем может быть согласовано применение коэффициента F, равного 3,090, вместо значений, приведенных в таблице С.51 (SR 12.1) (приложение С) или в таблице Е.51 (SR 12.1) (приложение Е), при условии, что среднеквадратичное отклонение для новой партии изделий совпадает со среднеквадратичным отклонением для предыдущих партий.
К.7.3 SR12.3. Повторные испытания
Если результат испытания на растяжение не соответствует установленным требованиям, то изготовитель должен провести дополнительные испытания для каждого конца данного изделия. Если результаты испытания на удар не соответствуют установленным требованиям, то изготовитель должен следовать положениям о повторных испытаниях в соответствии с 10.7.8, 10.7.9 и 10.7.10 (в зависимости от того, что применимо). Если результаты контроля твердости не соответствуют установленным требованиям, то повторный контроль проводят в соответствии с 10.6.14—10.6.19 (что наиболее применимо).
Если забраковано какое-либо изделие партии из-за несоответствия требованиям к свойствам при растяжении, ударной вязкости или твердости, то изделия, подвергнутые отпуску непосредственно до и после забракованного изделия, должны быть подвергнуты испытаниям на образцах, отобранных на таком же конце изделий, как и на забракованном. Если результаты испытаний одного или обоих дополнительно испытанных изделий не соответствуют установленным требованиям, то изготовитель может подвергнуть испытаниям все остальные изделия партии на соответствие тем требованиям, по которым образцы не выдержали предыдущих испытаний (т. е. партия, соответствующая требованиям к твердости и ударной вязкости, но забракованная по относительному удлинению, должна быть подвергнута повторным испытаниям свойств при растяжении). Отбор образцов для повторных испытаний проводят таким же способом, как и для первичных испытаний. Изделия, не соответствующие требованиям раздела 7, должны быть забракованы.
К.7.4 SR 12.4. Допустимая минимальная работа удара для партии изделий
После проведения испытаний на ударный изгиб рассчитывают среднее значение и среднеквадратичное отклонение работы удара. Расчет проводят с учетом результатов испытаний всех изделий, в том числе забракованных по работе удара. Минимальную работу удара Smjn для партии изделий (объема выборки) рассчитывают по формуле
Smin = S-(F-o/of), (К.1)
где Smin — минимальная работа удара, Дж (фут-фунты);
S — среднее значение работы удара для партии, Дж (фут-фунты);
F— коэффициент, определяемый по таблице С.51 (SR 12.1) (приложение С) или таблице Е.51 (SR 12.1) (приложение Е);
Gtot — среднеквадратичное отклонение работы удара для партии.
К.7.5 SR12.5. Приемка/забраковка партии
Партия должна быть принята, если Smjn не менее Cv, определяемого в соответствии с 7.4, 7.5 или 7.6 (что наиболее применимо). Если Smjn менее Cv, то для испытания могут быть выбраны случайным образом дополнительные изделия. Среднее значение S, o/of и Smin определяют, как указано выше, с учетом всех данных и нового значения F. Новое значение Smin должно превышать Cv, определенное в 7.4, 7.5 или 7.6, в противном случае партия должна быть забракована. Дополнительные случайно отбираемые образцы могут быть отобраны от дополнительных изделий столько раз, сколько это требуется. Если изделия бракуют партией, то может быть подвергнуто испытаниям каждое изделие для подтверждения его соответствия требованиям к минимальной работе удара в соответствии с 7.4, 7.5 или 7.6 (в зависимости от того, что применимо).
Пояснение по периодичности проведения испытаний [см. К.7.2 (SR 12.2)]:
- поскольку обсадная колонна состоит более чем из одной трубы, анализ должен учитывать вероятность того, что в колонне будет как минимум одна труба с работой удара, не соответствующей требованиям;
- в таблице С.52 (SR 12.2) (приложение С) или в таблице Е.52 (SR12.2) (приложение Е) приведена вероятность того, что обсадная колонна из 100 труб содержит хотя бы одну несоответствующую трубу. Если вероятность наличия несоответствующей трубы составляет 1 к 1000, то вероятность того, что в обсадной колонне будет как минимум одна несоответствующая труба, будет равен 10 %. Если вероятность наличия несоответствующей трубы составляет 1 к 10 000, то вероятность того, что в обсадной колонне будет хотя бы одна несоответствующая труба, будет равен 1 %. Статистическая модель, применяемая для определения периодичности контроля, должна обеспечивать соответствие труб на уровне 99,9 %. Применяют уровень доверия, равный 95 %, и метод толерантных интервалов, поскольку среднеквадратичное отклонение не является точно установленной величиной и отсутствуют основания предполагать, что оно будет одинаковым для всех изготовителей, размеров изделий, режимов термической обработки, химического состава стали и т. д.
Применяемый метод толерантных интервалов предполагает, что среднеквадратичное отклонение не является точно указанной величиной. Коэффициент F имеет большое значение, так как учитывает разброс среднеквадратичного отклонения. Например, если к минимальной работе удара установлено требование 27 Дж (20 фут-фунты), от партии отобрано пять труб и среднеквадратичное отклонение равно 4,1, то коэффициент F равен 7,501. Для того чтобы партия была принята, среднее значение работы удара, определяемое на поперечных образцах, должно быть более 27 + (7,501 • 4,1) или 58 Дж [20 + (7,501 • 3,0) или 43 фут-фунта]. Если от партии отобрано 10 труб и среднеквадратичное отклонение равно 4,1, то среднее значение работы удара должна быть более 27 + (5,203 х 4,1) или 48 Дж [20 + (5,203 х 3,0) или 36 фут-фунтов]. Если точно известно среднеквадратичное отклонение для предприятия, то коэффициент F принимают равным коэффициенту для бесконечно большой выборки F= 3,090. Принимая среднеквадратичное отклонение для бесконечно большой выборки труб данного размера равным 4,1, получают, что среднее значение работы удара должно быть более 27 + (3,090 - 4,1) или 40 Дж [20 + (3,090 • 3,0) или 29 фут-фунтов]. Метод может быть применен с единицами системы СИ и USC.
Примечание — Процедура в К.7 (SR 12) приведена в [5]. Таблица С.51 (SR 12.1) (приложение С) или таблица Е.51 (SR 12.1) (приложение Е) приведены из таблицы А.7 (приложение А) источника [5]. С процедурой расчета среднего значения и среднеквадратичного отклонения работы удара для партии, определяемой на поперечных образцах, можно ознакомиться в источнике [5] (глава 1, раздел 1—6).
К.8 SR 13. Муфты с уплотнительными кольцами
К.8.1 SR 13.1. Проточки под уплотнительные кольца
Муфты с уплотнительными кольцами должны иметь проточки в соответствии с размерами и отклонениями, указанными на рисунках D.17 (SR 13.1)—D.20 (SR 13.4) (приложение D). Проточки могут быть выполнены до или после нарезания резьбы по выбору изготовителя. Проточки и резьба должны быть очищены от заусенцев, рванины и черновины, как открытых, так и скрывающихся во впадинах резьбы. Контроль муфт проводят после окончательной обработки проточки. Контроль должен проводиться влажным магнитно-люминесцентным методом в круговом магнитном поле или иным методом неразрушающего контроля эквивалентной чувствительности, что должно быть продемонстрировано заказчику. Такой контроль должен охватывать как наружную, так и внутреннюю поверхность. Применение сухого магнитопорошкового метода не допускается.
Примечание — Размеры проточек под уплотнительные кольца не совпадают с ранее применявшимися и могут быть не взаимозаменяемыми с ними.
К.8.2 SR13.2. Неметаллическое кольцо
Размеры и предельные отклонения для неметаллических уплотнительных колец для муфт должны соответствовать рисункам D.17 (SR 13.1)—D.20 (SR 13.4) (приложение D). Кольца должны быть изготовлены из первичного политетрафторэтилена (ПТФЭ) с содержанием стекловолокна 25 %. Исходный ПТФЭ не должен содержать наполнителей.
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
Примечание — Размеры уплотнительных колец не совпадают с ранее применявшимися и могут быть не взаимозаменяемыми с ними.
К.8.3 SR13.3. Маркировка
На все муфты, соответствующие требованиям К.8 (SR 13), должна быть нанесена полоса краской голубого цвета и маркировка «S13», как показано на рисунке D.29 (приложение D). Если размер муфты не позволяет нанести отдельную маркировку, как показано на рисунке D.29 (приложение D), маркировка по трафарету может быть нанесена поверх полосы. Если такая маркировка применяется, она должна быть нанесена по трафарету в верхней части полосы контрастным цветом.
К.9 SR 16. Испытания на ударный изгиб (методом Шарпи на образцах с V-образным надрезом)
К.9.1 SR16.1. Требования к испытаниям
Если в заказе на изделия групп прочности N80 (все типы), R95, L80, С90, Т95 и Р110 указано дополнительное требование К.9 (SR 16), то положения об испытании согласно 10.7, которые необязательны для изготовителя в соответствии с 7.5.5, становятся обязательными. Если в заказе на изделия групп Н40, J55 и К55 указано дополнительное требование К.9 (SR 16), то обязательными являются требования К.9.2.
К.9.2 SR 16.2. Испытания на ударный изгиб методом Шарпи на образцах с V-образным надрезом. Общие требования
К.9.2.1 Общие положения
Испытание проводят на трех образцах, вырезанных из труб, отобранных от каждой партии в соответствии с 10.2. Среднее значение результатов испытаний трех образцов должно быть равно или превышать значения, указанные в К.9.3 (SR 16.3). Кроме того, только для одного образца значение работы удара может быть менее требуемого значения, но работа удара любого из образцов не должна быть менее двух третей от требуемого значения.
К.9.2.2 SR 16.2.1. Размер образца
В таблице С.53 (SR 16.1) (приложение С) или в таблице Е.53 (SR 16.1) (приложение Е) приведены расчетные значения толщины стенки, необходимые для изготовления механически обработанных поперечных образцов полного размера, размера 3/4 и размера 1/2. В таблице С.54 (SR 16.2) (приложение С) или в таблице Е.54 (SR 16.2) (приложение Е) приведены такие же расчетные значения для продольных образцов для испытания на ударный изгиб. Размер испытуемого образца, который должен быть выбран по данным из таблицы С.53 (SR 16.1), или таблицы С.54 (SR 16.1) (приложение С), или таблицы Е.53 (SR 16.2), или таблицы Е.54 (SR 16.2) (приложение Е),— это наибольший размер образца, имеющий расчетную толщину стенки менее чем номинальная толщина стенки испытуемой трубы.
Если не могут быть изготовлены поперечные образцы полного размера [10 х 10 мм (0,394 х 0,394 дюйма)], для испытаний следует применять наибольшие из возможных поперечных образцов меньшего размера, указанные в таблице С.55 (SR 16.3) (приложение С) или в таблице Е.55 (SR 16.3) (приложение Е). Если не могут быть изготовлены и такие образцы [или это не допускается по К.9.2.4 (SR 16.2.4)], то для испытаний вместо поперечных образцов следует применять наибольшие из возможных продольных образцов, указанных в таблице С.55 (SR 16.3) (приложение С) или в таблице Е.55 (SR 16.3) (приложение Е).
Если наружный диаметр или толщина стенки исключает изготовление с помощью механической обработки продольных образцов размером 1/2 или более, то допускается не проводить испытание труб; однако изготовитель должен использовать химический состав и применять такую обработку, которые задокументированы и в отношении которых подтверждается, что они обеспечат получение работы удара, равной или превышающей установленные требования.
К.9.2.3 SR 16.2.2. Допустимая кривизна образца по наружной поверхности
Поверхность окончательно обработанного поперечного образца может содержать участки наружной поверхности с кривизной исходного трубного изделия при условии соблюдения требований согласно рисунку D.21 (SR 16.1) (приложение D). Применение таких образцов допускается для того, чтобы провести испытания поперечных образцов наибольшего возможного размера.
К.9.2.4 SR 16.2.3. Порядок выбора образцов для испытаний
Порядок выбора образцов для испытаний по ориентации и размерам приведен в таблице С.56 (SR 16.4) (приложение С) или в таблице Е.56 (SR 16.4) (приложение Е).
К.9.2.5 SR 16.2.4. Образцы для испытаний альтернативного размера
По выбору изготовителя вместо образцов меньшего размера, указанных в К.9.2.2 (SR 16.2.2), допускается применять образцы альтернативного размера, указанные в таблице С.55 (SR 16.3) (приложение С) или в таблице Е.55 (SR 16.3) (приложение Е).
При этом образцы альтернативного размера [таблица С.56 (SR16.4) (приложение С) или таблица Е.56 (SR16.4) (приложение Е)] должны быть указаны выше в порядке выбора упомянутых образцов, а требование к работе удара должно быть скорректировано в соответствии с ориентацией и размером выбранных образцов.
К.9.2.6 SR 16.2.6. Требования к работе удара для образцов меньшего размера
Значение минимальной работы удара для образцов CVN меньшего размера должно быть равно значению минимальной работы удара для образцов полного размера, умноженному на коэффициент, указанный в таблице С.55 (SR 16.3) (приложение С) ил и в таблице Е.55 (SR1 6.3) (приложение Е), при этом не допускается подвергать испытаниям образцы меньшего размера, если рассчитанное значение минимальной работы удара менее 11 Дж (8 фут-фунтов).
К.9.3 SR 16.3. Требования к ударной вязкости для труб и заготовок для соединительных деталей с наружной резьбой при испытаниях на ударный изгиб методом Шарпи образцов с V-образным надрезом
К.9.3.1 SR 16.3.1. Только группа прочности Н40
Работа удара Cv для поперечных образцов полного размера CVN независимо от толщины стенки должна быть не менее 16 Дж (12 фут-фунтов).
Работа удара Cv для продольных образцов полного размера CVN независимо от толщины стенки должна быть не менее 20 Дж (15 фут-фунтов).
К.9.3.2 SR 16.3.2. Только группы прочности J55 и К55
Работа удара Cv для поперечных образцов полного размера CVN независимо от толщины стенки должна быть 20 Дж (15 фут-фунтов).
Работа удара Cv для продольных образцов полного размера CVN независимо от толщины стенки должна быть 27 Дж (20 фут-фунтов).
К.9.4 SR 16.4. Заготовки для соединительных деталей с интегральными соединениями для насоснокомпрессорных труб
Должны быть выполнены требования 7.4. Критическая толщина должна соответствовать 7.3.2 и 7.6.6.
К.9.5 SR 16.5. Заготовки для соединительных деталей с внутренними соединениями со специальной отделкой концов, с резьбой без натяга
Должны быть выполнены требования К9.3 (SR 16.3). Критическая толщина должна соответствовать 7.3.2 и 7.6.6.
К.9.6 SR 16.6. Процедуры испытаний на ударный изгиб
К.9.6.1 SR 16.6.1. Общие процедуры
Испытания на ударный изгиб проводят по АСТМ А370 и АСТМ Е23 на образцах CVN типа А. При испытаниях поперечных образцов EW труб надрез на образце должен быть расположен по линии сварного шва. Для испытаний продольных образцов от EW труб проба для изготовления образцов должна быть отобрана на участке, расположенном под углом приблизительно 90° к линии сварного шва. При изготовлении образцов для испытаний на ударный изгиб не допускается выпрямления отобранной пробы.
К.9.6.2 SR 16.6.2. Ориентация образцов
Ориентация образцов должна соответствовать указанной на рисунке D.11 (приложение D).
К.9.6.3 SR 16.6.3. Температура испытания
В заказе должна быть указана одна из следующих температур испытаний образцов полного размера:
а) +21 °C (+70 °F);
Ь) 0 °C (+32 °F);
с) минус 10 °C (+14 °F), или
d) другая температура, указанная в заказе.
Отклонения температуры испытаний образцов полного размера должны быть ±3 °C (±5 °F).
Для групп прочности Н40, J55 и К55 температура испытаний образцов меньшего размера должна быть снижена, как указано в К.9.6.5 (SR 16.6.5).
Дополнительные требования PSL-2 и PSL-3 — в соответствии с приложением Н.
Примечание — Для изготовления изделий групп прочности Н40, J55 и К55 используют стали с более низкой прочностью, считающиеся чувствительными к скорости нагружения. Повышение скорости нагружения при испытаниях на ударный изгиб методом Шарпи по сравнению со скоростью нагружения изделий при эксплуатации приводит к сдвигу температуры перехода к хрупкому разрушению до более высоких температур. Следует ожидать, что хрупкое разрушение изделий при эксплуатации будет происходить при более низких температурах, чем при испытаниях методом Шарпи. В большинстве случаев проведение испытаний групп прочности Н40, J55 и К55 при температуре +21 °C (+70 °F) и более и для групп прочности с более высокой прочностью при температуре 0 °C (+32 °F) является достаточным. Если эксплуатация изделий будет происходить при температуре ниже минус 18 °C (0 °F), рекомендуется проведение испытаний при более низких температурах.
К.9.6.4 SR 16.6.4. Дефектные образцы
Если на образце до или после испытаний обнаружены дефекты подготовки или несовершенства материала, не связанные с проведением испытаний, он может быть забракован и заменен другим образцом того же изделия. Образцы не должны считаться дефектными только потому, что они не соответствуют требованию минимальной работы удара.
К.9.6.5 SR 16.6.5. Снижение температуры испытаний при применении образцов меньшего размера. Только группы прочности Н40, J55 и К55
Снижение температуры испытания может потребоваться при испытании образцов меньшего размера. Снижение температуры испытаний зависит от толщины стенки трубы и размера образцов для испытания на ударный изгиб.
По применимости необходимо пользоваться указаниями, которые приведены в таблице С.57 (SR 16.7) (приложение С) или в таблице Е.57 (SR 16.7) (приложение Е), относительно снижения температуры испытания.
К.9.6.6 SR 16.6.6. Периодичность испытаний
Следует проводить одно испытание на одной трубе от каждой партии.
К.9.6.7 SR 16.6.7. Повторные испытания труб и заготовок для соединительных деталей
Если результаты испытаний более одного образца менее минимальной работы удара или результат испытаний одного образца менее 2/3 минимальной работы удара, должны быть проведены повторные испытания трех дополнительных образцов от того же изделия. Результат испытаний каждого из дополнительных образцов должен быть не менее минимальной работы удара или изделие должно быть забраковано.
К.9.6.8 SR 16.6.8. Замена забракованных труб и заготовок для соединительных деталей
Если результаты испытаний не соответствуют требованиям К.9.3 (SR 16.3), К.9.4 (SR 16.4) или К.9.5 (SR 16.5), что применимо, и не соответствуют условиям повторных испытаний, указанным в К.9.6.7 (SR 16.6.7), то от трех дополнительных изделий из партии должно быть отобрано по три дополнительных образца. Если результаты испытаний всех отобранных образцов соответствуют требованиям, партия должна быть принята, за исключением забракованного по результатам первичных испытаний изделия. Если образцы от одного из дополнительно отобранных изделий не соответствуют установленным требованиям, изготовитель может подвергнуть испытаниям все остальные изделия партии или провести повторную термическую обработку и испытание партии в качестве новой.
К.9.6.9 SR 16.6.9. Процедуры округления
При определении соответствия установленным требованиям результаты испытаний должны быть округлены до целого значения в соответствии ИСО 80000-1 или АСТМ Е29. Помимо этого, предельные значения, заданные или расчетные, должны быть также выражены в целых числах, при необходимости с округлением.
К.9.7 SR 16.7. Записи по испытаниям
Заказчику должны быть предоставлены записи по испытаниям, в которых должно быть указано следующее: ориентация и размер образца (полный размер, размер 3/4 или размер 1/2), фактическая температура испытания (заданная температура минус возможное снижение температуры испытания для групп прочности Н40, J55 и К55), результаты испытаний отдельных образцов (работа удара, Дж, и содержание вязкой составляющей в изломе образцов) и среднее значение работы удара.
К.9.8 SR16.8. Маркировка
Изделия, подвергаемые испытаниям в соответствии с настоящим дополнительным требованием, маркируют обозначением К.9 (SR 16), минимальной требуемой работой удара и заданной температурой испытаний для образцов полного размера (без учета снижения температуры для групп прочности Н40, J55 и К55) со знаком «плюс» или «минус». Маркировку следует наносить краской по трафарету после обозначения группы прочности.
Пример маркировки при применении единиц СИ— S16-20-1 ОС.
Пример маркировки при применении единиц USC — S16-15+14F.
К.10 SR 22. Соединение с повышенной герметичностью LC
К.10.1 Общие положения
По согласованию между заказчиком и изготовителем должны быть применены дополнительные требования к соединениям LC, обладающим повышенной герметичностью. При этом изделия полностью взаимозаменяемы с изделиями со стандартными соединениями LC. Однако конструкционные критерии герметичности не распространены на такие комбинированные соединения.
Примечание 1 — Другие положения по дополнительным требованиям SR 22 приведены в API 5В, API 5В1 и API 5С1.
Применение резьбовой смазки, содержащей свинец, для свинчивания труб с муфтами, имеющими оловянное покрытие резьбы, при повышенных температурах эксплуатации может привести к жидкому охрупчиванию металла. Следует с осторожностью применять резьбовую смазку, содержащую свинец, при температурах эксплуатации выше 135 °C (275 °F).
Примечание 2 — В область применения настоящего стандарта не входит эксплуатация соединений или труб при повышенной температуре или в кислых средах.
К.10.2 SR22. Повышенная герметичность
К.10.2.1 SR22.1. Общие требования к резьбе обсадных труб и муфт
Обсадные трубы и муфты с соединением LC повышенной герметичности должны быть поставлены в соответствии с требованиями к размерам, контролю и покрытию резьбы муфт, указанными в API 5В SR 22.
К. 10.2.2 SR 22.2а. Маркировка концов труб клеймением
Маркировка должна быть нанесена клеймом в форме равностороннего треугольника высотой 6,35 мм (1/4 дюйма) на расстоянии L9 от каждого конца каждой трубы с использованием применимого метода, указанного в 11.2.6. См. рисунок D.23 для SR 22.1 (приложение D).
К. 10.2.3 SR 22.2b. Маркировка концов труб краской
На промысловом конце каждой трубы должна быть нанесена четко видимая маркировка краской зеленого цвета. См. рисунок D.23 для SR 22.1 (приложение D).
К. 10.2.4 SR 22.2с — Маркировка муфт клеймением
Все муфты должны иметь маркировку «S22» с применением метода 3 или 5, указанного в 11.2.1.
К.10.2.5 SR22.2d. Цветовые кольцевые полосы на муфтах
На муфту следует наносить кольцевую полосу соответствующего цвета, установленного для той группы прочности стали, из которой изготовлена муфта; также на ее наружную поверхность — отчетливую кольцевую полосу зеленого цвета вблизи от одного из концов муфты.
К. 10.2.6 SR 22.3. Дополнительные требования по контролю обсадных труб специальной оправкой
Обсадные трубы, заказываемые с контролем оправкой диаметром, превышающим стандартный, указанный в 8.10, могут быть подвергнуты изготовителем такому контролю, или может быть выполнена расточка концов труб по внутреннему диаметру. Для каждого из концов труб должно быть выполнено одно из следующих действий:
а) контроль с помощью специальной концевой оправки, имеющей минимальный диаметр, указанный как «диаметр специальной концевой оправки» в варианте 1 на рисунке D.24 (SR 22.2) (приложение D).
Оправку вводят на расстояние, равное или более L9. Если диаметр концов труб менее диаметра специальной оправки, они должны быть расточены по внутреннему диаметру в соответствии с приведенными в перечислении Ь) (см. ниже), или
Ь) выполнение конической расточки концов труб по внутреннему диаметру с конусностью от 2° до 15°, максимальный диаметр обработанной поверхности на конце трубы (диаметр расточки с/0) и угол конической расточки должны соответствовать варианту 2 на рисунке D.24 для SR 22.2 (приложение D).
Обработанная поверхность конической расточки не обязательно должна быть непрерывной по всему внутреннему периметру. Расточка должна иметь плавный переход к внутреннему диаметру трубы. Если выполнена расточка, то внутренний диаметр каждого конца должен соответствовать требованиям варианта 2 на рисунке D.24 к значению d0 (приложение D).
К.10.2.7 SR 22.4.1. Нанесение резьбовой смазки
Резьбовая смазка, соответствующая требованиям API 5АЗ или ИСО 13678, должна быть нанесена по одному из следующих вариантов:
а) только на ниппельный конец;
Ь) только на резьбу муфты;
с) на ниппельный конец в виде полосы шириной приблизительно 25 мм (1 дюйм) на резьбу с полным профилем и на всю резьбу муфты.
После равномерного нанесения резьбовой смазки на поверхность должен быть четко различим весь контур резьбы.
Заказчик должен учитывать, что соответствие API 5АЗ или ИСО 13678 не гарантирует адекватных эксплуатационных характеристик резьбовой смазки в промысловых условиях. Ответственность за оценку полученных результатов испытаний смазки, записей по проведенным испытаниям и определение соответствия резьбовой смазки конкретным условиям эксплуатации несет заказчик.
К.10.2.8 SR 22.4.2. Свинчивание с муфтами
Требования относятся к положению торца муфты и числу оборотов при механическом свинчивании, а не к моменту свинчивания. Момент свинчивания является не критерием приемки свинчивания, а показателем контроля процесса. Свинчивание должно быть забраковано, если торец муфты не доходит до требуемого положения при минимальном числе оборотов, установленном для механического свинчивания.
К.10.2.9 SR 22.4.3. Скорость свинчивания с муфтами
Скорость свинчивания должна быть не более 10 об/мин.
К.10.2.10 SR 22.4.4. Критерии приемки свинчивания с муфтами
Приемка свинчивания резьбового соединения может быть проведена по разным критериям. Свинчивание должно быть забраковано, если при минимальном числе оборотов торец муфты не доходит до требуемого положения. Свинчивание также должно быть забраковано, если торец муфты заходит за вершину треугольного клейма. Проверку свинчивания с муфтами проводят одним из следующих способов:
а) по числу оборотов: число оборотов должно быть равно или превышать минимальное число оборотов, указанное в таблице С.58 (SR 22.1) (приложение С) или в таблице Е.58 (SR 22.1) (приложение Е). Свинчивание начинают с крутящим моментом, указанным в таблице С.58 (SR 22.1) (приложение С) или в таблице Е.58 (SR 22.1) (приложение Е). При свинчивании должны быть обеспечены надлежащая соосность применяемого оборудования, одинаковые показатели свинчивания разных труб и минимизированы факторы, вызывающие колебания момента свинчивания;
Ь) по положению: свинчивание должно быть выполнено так, чтобы торец муфты находился в пределах треугольного клейма. Число оборотов при механическом свинчивании должно быть равно или превышать минимальное число оборотов, указанное в таблице С.58 (SR 22.1) (приложение С) или в таблице Е.58 (SR 22.1) (приложение Е).
К.10.2.11 SR 22.4.5. Развинчивание и свинчивание с муфтами
Если соединение развинчено, то последующее свинчивание должно быть выполнено в соответствии с К.10.2.10 (SR 22.4.4).
К.11 SR 38. Статистические испытания на растяжение. Группы прочности С90, Т95 и С110
К.11.1 SR38.1. Общие положения
Статистические испытания проводят, если указано в заказе, а также по выбору изготовителя с целью:
а) испытания всех труб в партии, или
Ь) определения допустимого минимального предела текучести для партии статистическим методом, как указано в 10.2.
Примечание — Требование К. 11 (SR 38) применяют в тех случаях, когда диапазон предела текучести менее 103 МПа (15 фунтов на квадратный дюйм).
К.11.2 SR 38.2. Периодичность испытаний
Периодичность испытаний на растяжение должна быть не менее одной трубы от каждых 20 труб партии. Если в партии менее 20 труб, испытаниям подвергают каждую трубу. Выбор труб для испытаний должен быть случайным, но выбранные трубы должны представлять всю партию. Партия может состоять из любого количества труб при условии ее соответствия требованиям 10.2.2.
К.11.3 SR 38.3. Определение предела текучести
Предел текучести каждой трубы определяют, как указано в 10.4. Приемку или забраковку партии проводят по среднему значению и среднеквадратичному отклонению предела текучести. Среднее значение и среднеквадратичное отклонение определяют с помощью стандартных статистических методов.
При определении среднего значения и среднеквадратичного отклонения учитывают все удовлетворительные (см. 10.4.8) результаты испытаний труб от партии. К ним относят результаты испытаний, проводимых для контроля процесса, и результаты испытаний труб, которые признаны не соответствующими требованиям к пределу текучести. Партия должна быть принята, если среднее значение предела текучести для партии за вычетом средне-242
квадратичного отклонения, умноженного на 1,74, равно или превышает минимальный предел текучести, указанный таблице С.5 (приложение С) или в таблице Е.5 (приложение Е).
Примечание — Коэффициент 1,74 определен по коэффициентам предельного допустимого качества (AQL), равного 0,01, предельного бракуемого качества (RQL), равного 0,10, коэффициента а, равного 0,05, и коэффициента р, равного 0,10.
К.11.4 SR 38.4. Дополнительные испытания для аттестации партии
Изготовитель может принять решение о проведении испытания на растяжение на дополнительных трубах [кроме минимальных 20 труб на каждую партию согласно К.11.2 (SR 38.2)]. Выбор дополнительных труб должен быть произвольным. Результаты первичных и дополнительных испытаний учитывают при приемке партии, как указано в К.11.3 (SR 38.3).
Изготовитель может принять решение о проведении испытаний дополнительных труб в таком количестве, какое необходимо для того, чтобы попытаться улучшить среднее значение предела текучести или снизить среднеквадратичное отклонение для того, чтобы соответствовать критериям приемки, указанным в К.11.3 (SR 38.3).
К.11.5 SR 38.5. Повторные испытания для аттестации труб
Если образец для первичных испытаний на растяжение, отобранный от трубы, не соответствует установленным требованиям, то изготовитель должен забраковать эту трубу или провести дополнительные испытания на растяжение (как указано в 10.4) от обоих концов этой трубы. Результаты обоих повторных испытаний должны соответствовать требованиям таблицы С.5 (приложение С) или таблицы Е.5 (приложение Е). Кроме того, средние значения по результатам первичных испытаний и двух повторных испытаний должны соответствовать требованиям таблицы С.5 (приложение С) или таблицы Е.5 (приложение Е); или данная труба должна быть забракована. Среднее значение предела текучести трубы (основанное на результатах первичного испытания и двух повторных испытаний) следует учитывать вместо результатов первичных испытаний как среднее значение и среднеквадратичное отклонение предела текучести для партии, как указано в К. 11.3 (SR 38.3).
Другие дополнительные испытания для аттестации труб не допускаются.
Забракованная партия может быть подвергнута повторной термической обработке и испытана как новая партия.
К.12 SR 39. Альтернативные испытания на сульфидное растрескивание под напряжением (SSC) методом D по NACE ТМ0177—2016. Группа прочности С110
К.12.1 SR39.1. Требования к испытаниям
Изготовитель должен провести испытания каждой партии, определяемой по 10.2, методом D по NACE ТМ0177—2016 в испытательном растворе, указанном в К.12.3 (SR 39.3). Результаты этих испытаний не учитывают при принятии решения о соответствии изделий требованиям настоящего стандарта.
К.12.2 SR 39.2. Расположение и отбор образцов для испытаний
Расположение и отбор образцов для испытаний должны соответствовать 7.14.3.
К.12.3 SR 39.3. Альтернативный испытательный раствор
Испытательный раствор D должен соответствовать требованиям NACE ТМ0177—2016.
Газовая смесь должна быть приготовлена и сертифицирована поставщиком.
Требование раздела 11.5.6 NACE ТМ0177—2016 к документированной проверке насыщенности раствора для испытаний должно включать анализ с применением процедуры йодометрического титрования в соответствии с приложением С NACE ТМ0177—2016 или с другим утвержденным и документированным методом.
К.12.4 SR39.4. Условия испытания
При определении среднего значения должны быть учтены все результаты испытаний.
Должен быть использован стандартный образец толщиной 9,53 мм (0,375 дюйма), кроме случаев, допускаемых в перечислении d) 7.14.2.
Могут быть применены образцы без предварительного усталостного растрескивания или с предварительным усталостным растрескиванием. Если использованы образцы с предварительным растрескиванием, коэффициент интенсивности напряжений должен быть не более 20,4 МПа ■ 7м [18,6 килофунтов на квадратный корень из дюйма (7дюйм)].
Смещение консолей должно быть 0,89^’q| мм (0,03^’qq2 дюйма).
К.12.5 SR 39.5. Признание испытаний недействительными
Испытания должны быть признаны недействительными в случаях, указанных в 7.14.6.
К.12.6 SR39.6. Дополнительные требования к испытаниям
Дополнительные требования к испытаниям должны соответствовать 7.14.7.
Длина сухих трещин, при наличии, должна быть указана в записях по испытаниям только для справки.
К.13 SR 40. Электросварные обсадные, насосно-компрессорные трубы и короткие трубы. Группы прочности Н40, J55, К55, N80 (все типы), L80 (тип 1) и R95
К.13.1 SR40.1. Высота грата от электросварки и его удаление
Грат любой высоты на внутренней поверхности не допускается. Глубина углубления на внутренней поверхности сварного шва должна быть не более 0,38 мм (0,015 дюйма); углубление не должно содержать участки такой геометрии, которая могла бы создать помехи для ультразвукового контроля
Трубы с остатками грата от электросварки, не соответствующие указанным требованиям, должны быть забракованы или подвергнуты ремонту шлифованием.
К.13.2 SR 40.2. Неразрушающий контроль сварного шва
Проверку оборудования для ультразвукового контроля сварных швов, кроме контроля толщины стенки, проводят по стандартным образцам с искусственными дефектами, указанными в таблицах С.43 и С.44 (приложение С) или в таблицах Е.43 и Е.44 (приложение Е).
Оборудование должно быть настроено на получение четких сигналов от каждого искусственного дефекта, выполненного на стандартном образце. Сигналы от искусственных дефектов должны соответствовать требуемой чувствительности контроля. По согласованию между заказчиком и изготовителем допускается применение стандартных образцов с надрезами на наружной и внутренней поверхностях меньшей длины.
К.14 SR 41. Дополнительный контроль в тех случаях, когда давление гидростатического испытания ограничено до 69,0 МПа (10 000 фунтов на квадратный дюйм)
К.14.1 SR 41.1. Измерение толщины стенки труб, регистрация и записи по измерениям
Толщина стенки каждой трубы должна быть проконтролирована по всей длине с охватом 100 % площади поверхности посредством автоматизированной системы контроля и зарегистрирована. Минимальная измеренная толщина стенки каждой трубы должна быть зарегистрирована. Прослеживаемость и/или записи по минимальной толщине стенки каждой конкретной трубы требуются только в том случае, если это указано в заказе.
К.14.2 SR41.2. Неразрушающий контроль труб
Дополнительно по согласованию между заказчиком и изготовителем для каждой трубы должен быть проведен NDE по всему объему для обнаружения несовершенств с применением искусственных дефектов OD/ID, которые указывают на дефекты, типичные для применяемого способа производства изготовителя, согласно требованиям, приведенным в перечислении е) 10.15.4.2.
Приложение ДА (справочное)
Сведения о соответствии ссылочных международных стандартов и документов национальным и межгосударственным стандартам
Таблица ДА. 1
Обозначение международного стандарта, документа | Степень соответствия | Обозначение и наименование национального и межгосударственного стандарта |
API RP 5АЗ | — | * |
API Spec 5В | — | * |
API Spec Q1 | * | |
API TR 5C3 | — | * |
ASNTSNT-TC-1A | — | * |
ASTM A370 | — | * |
ASTM A751 | — | * |
ASTM B117 | — | * |
ASTM E4 | — | * |
ASTM ЕЮ | — | * |
ASTM E18 | — | * |
ASTM E23 | — | * |
ASTM E29 | — | * |
ASTM E83 | — | * |
ASTM E112 | — | * |
ASTM E213 | — | * |
ASTM E273 | — | * |
ASTM E309 | — | * |
ASTM E543 | — | * |
ASTM E570 | — | * |
ASTM E709 | — | * |
IADC/SPE 11396 | — | * |
ISO 643 | — | * |
ISO 6506-1 | MOD | ГОСТ 9012—59 (ISO 410—82, ISO 6506:81) «Металлы. Метод измерения твердости по Бринеллю» |
ISO 6506-2 | — | * |
ISO 6508-1 | — | * |
ISO 6508-2 | — | * |
ISO 6892-1 | — | * |
ISO 7500-1 | — | * |
Окончание таблицы ДА. 1
Обозначение международного стандарта, документа | Степень соответствия | Обозначение и наименование национального и межгосударственного стандарта |
ISO 8501-1 | IDT | ГОСТ Р ИСО 8501-1—2014 «Подготовка стальной поверхности перед нанесением лакокрасочных материалов и относящихся к ним продуктов. Визуальная оценка чистоты поверхности. Часть 1. Степень окисления и степени подготовки непокрытой стальной поверхности и стальной поверхности после полного удаления прежних покрытий» |
ISO 9513 | — | * |
ISO 9712 | IDT | ГОСТ Р ИСО 9712—2019 «Контроль неразрушающий. Квалификация и сертификация персонала» |
ISO 9769 | — | * |
ISO 10400 | MOD | ГОСТ Р 54918—2012 (ISO/TR 10400:2007) «Трубы обсадные, насосно-компрессорные, бурильные и трубы для трубопроводов нефтяной и газовой промышленности. Формулы и расчет свойств» |
ISO 10893-2 | IDT | ГОСТ Р ИСО 10893-2—2016 «Трубы стальные бесшовные и сварные. Часть 2. Автоматизированный контроль вихретоковым методом для обнаружения дефектов» |
ISO 10893-3 | IDT | ГОСТ Р ИСО 10893-3—2016 «Трубы стальные бесшовные и сварные. Часть 3. Автоматизированный контроль методом рассеяния магнитного потока по всей поверхности труб из ферромагнитной стали для обнаружения продольных и (или) поперечных дефектов» |
ISO 10893-5 | IDT | ГОСТ Р ИСО 10893-5—2016 «Трубы стальные бесшовные и сварные. Часть 5. Магнитопорошковый контроль труб из ферромагнитной стали для обнаружения поверхностных дефектов» |
ISO 10893-10 | IDT | ГОСТ ISO 10893-10—2017 «Трубы стальные бесшовные и сварные. Часть 10. Ультразвуковой метод автоматизированного контроля для обнаружения продольных и (или) поперечных дефектов по всей поверхности» |
ISO 10893-11 | IDT | ГОСТ Р ИСО 10893-11—2016 «Трубы стальные бесшовные и сварные. Часть 11. Ультразвуковой метод автоматизированного контроля сварных швов для обнаружения продольных и (или) поперечных дефектов» |
ISO 11484 | IDT | ГОСТ Р ИСО 11484—2014 «Изделия стальные. Система оценки работодателем квалификации персонала, осуществляющего неразрушающий контроль» |
ISO 13665 | — | * |
ISO 13678 | IDT | ГОСТ ISO 13678—2022 «Трубы обсадные, насосно-компрессорные, трубопроводные и элементы бурильных колонн для нефтяной и газовой промышленности. Оценка и испытание резьбовых смазок» |
ISO 80000-1 | — | * |
MIL-ST-810c | — | * |
NACE TM0177-2016 | — | * |
Примечание — В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов:
| ||
Библиография
[1] API Bulletin 5А2, Thread Compounds for Casing, Tubing, and Line Pipe (Резьбовая смазка для обсадных, насосно-компрессорных труб и труб для трубопроводов)
[2] API Bulletin 5Т1, Imperfection Terminology (Терминология, относящаяся к несовершенствам труб)
[3] API Recommended Practice 5В1, Gauging and Inspection of Casing, Tubing and Line Pipe Threads (Калибровка и
контроль резьбы обсадных, насосно-компрессорных труб и труб для трубопроводов)
[4] API Recommended Practice 5С1, Care and Use of Casing and Tubing (Обслуживание и эксплуатация обсадных и насосно-компрессорных труб)
[5] API Recommended Practice 5С6, Pipe with Welded Connectors (Трубы co сварными соединениями)
[6] Failure Analysis and Prevention, ASM Metals Handbook, Volume 11, Ninth Edition, 1986 (Анализ и предотвращение неисправностей. Справочник по металлам ASM, том 11,9 издание, 1986)
[7] Hodge, J. М. and Orehoski, М. A., Relationship between hardenability and percentage martensite in some low alloy steels, Trans. AIME, 167, pp. 627—642, 1946 (Взаимосвязь между прокаливаемостью и процентным содержанием мартенсита в некоторых низколегированных сталях, в соответствии с AIME, 167, с. 627—642, 1946)
[8] ASTM А941, Standard Terminology Relating to Steel, Stainless Steel, Related Alloys and Ferroalloys (Терминология по сталям, нержавеющим сталям, родственным сплавам и ферросплавам)
[9] ISO/IEC 17011, Conformity assessment—General requirements for accreditation bodies accrediting conformity assessment bodies (Оценка соответствия. Требования к органам по аккредитации, аккредитующим органы по оценке соответствия)
[10] ISO/IEC 17025, General requirements for the competence of testing and calibration laboratories (Общие требования к компетентности испытательных и калибровочных лабораторий)
[11] NACE MR0175/ISO 15156-1, Petroleum and natural gas industries — Materials for use in H2S-containing environments in oil and gas production — Part 1: General principles for selection of cracking-resistant materials (Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 1. Общие принципы выбора трещиностойких материалов)
[12] NACE MR0175/ISO 15156-2, Petroleum and natural gas industries — Materials for use in H2S-containing environments in oil and gas production — Part 2: Cracking-resistant carbon and low-alloy steels, and the use of cast irons (Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 2. Трещиностойкие углеродистые и низколегированные стали и применение чугуна)
[13] National Bureau of Standards, Handbook 91, U.S. Department of Commerce, Experimental Statistics (Национальное бюро стандартов. Справочник 91. Министерство торговли США. Экспериментальная статистика)
УДК 621.64:006.354
ОКС 75.180.10, 77.140.75
Ключевые слова: стальные трубы, обсадные трубы, насосно-компрессорные трубы, короткие трубы, трубные заготовки для муфт, заготовки для муфт, заготовки для соединительных деталей, трубы без резьбы, группа прочности, размер, химический состав, испытания, контроль, маркировка, условия поставки, резьбовые предохранительные детали
Редактор Л.С. Зимилова Технический редактор В.Н. Прусакова Корректор И.А. Королева Компьютерная верстка И.А. Налейкиной
Сдано в набор 02.08.2023. Подписано в печать 25.08.2023. Формат 60х841/8. Гарнитура Ариал. Усл. печ. л. 29,30. Уч.-изд. л. 26,50.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
1
Положения не применимы в Российской Федерации.
2
В настоящем стандарте после данных в единицах системы СИ в скобках приведены данные в единицах системы USC.
3
Монограмму API не используют в Российской Федерации. Пункт сохранен с целью обеспечения соответствия с API Spec 5СТ
4
Монограмму API не используют в Российской Федерации. Нумерация приложений сохранена с целью обеспечения соответствия с API Spec 5СТ
5
Монограмму API не используют в Российской Федерации.
6
а Образцы для испытания на ударный изгиб по возможности должны иметь размеры 10 х ю мм (0,394 х 0,394 дюйма).
ь Надрез на образце должен быть расположен перпендикулярно оси трубы (перпендикулярно поверхности трубы).
7
— продольный образец; 2 — поперечный образец
Рисунок D.11 — Ориентация образцов для испытания на ударный изгиба>ь
8
Длина надреза для контроля:
■ методом вихревых токов — общая длина не более 38,10 мм (1,5 дюйма);
■ ультразвуковым методом —длина надреза полной глубины не более 50,80 мм (2 дюйма);
‘ методом рассеяния магнитного потока — длина должна быть выбрана в зависимости от оборудования так, чтобы обеспечить воспроизводимый сигнал при прохождении стандартного образца через оборудование со скоростью прохождения контролируемой трубы. Для обеспечения воспроизводимости результатов контроля стандартный образец должен пройти через оборудование не менее трех раз.
А — ширина надреза; В — глубина надреза; С — диаметр сквозного сверленого отверстия; D — расстояние, равное (90 ± 1,5) % минимальной толщины стенки
Рисунок D.16 — Искусственные дефекты
9
Монограмму API не используют в Российской Федерации.
10
Монограмму API не используют в Российской Федерации. Нумерация приложений сохранена с целью обеспечения соответствия с API Spec 5СТ.
{kind=link}