ГОСТ Р 70926-2023
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ НАСОСНО-КОМПРЕССОРНЫЕ С ВНУТРЕННИМ ЛЕЙНЕРОМ
Технические условия
Tubings with internal liner. Specifications
ОКС 75.180.10
Дата введения 2023-12-30
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Научно-производственный центр "Самара" (ООО "НПЦ "Самара")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 23 "Нефтяная и газовая промышленность"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 19 сентября 2023 г. N 876-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
Настоящий стандарт содержит общие нормы и правила, которые необходимо соблюдать при производстве, испытаниях, хранении, транспортировании стальных насосно-компрессорных труб с внутренней защитой лейнером из коррозионно-стойкой стали, применяемых для эксплуатации нефтяных и газовых скважин.
1 Область применения
Настоящий стандарт распространяется на насосно-компрессорные трубы с внутренней защитой металлическим лейнером, изготовленным из коррозионно-стойкой стали (далее - НКТЛ), применяемые для эксплуатации нефтяных и газовых скважин.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 633 Трубы насосно-компрессорные и муфты к ним. Технические условия
ГОСТ 3845 Трубы металлические. Метод испытания внутренним гидростатическим давлением
ГОСТ 5632 Нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6032 (ISO 3651-1:1998, ISO 3651-2:1998) Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость против межкристаллитной коррозии
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 9940 Трубы бесшовные горячедеформированные из коррозионно-стойких высоколегированных сталей. Технические условия
ГОСТ 9941 Трубы бесшовные холоднодеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 10692 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11068 Трубы электросварные из коррозионно-стойкой стали. Технические условия
ГОСТ 31446 (ISO 11960:2014) Трубы стальные обсадные и насосно-компрессорные для нефтяной и газовой промышленности. Общие технические условия
ГОСТ 31825-2012 Штанги насосные, штоки устьевые и муфты к ним. Технические условия
ГОСТ ISO 13678 Трубы обсадные, насосно-компрессорные, трубопроводные и элементы бурильных колонн для нефтяной и газовой промышленности. Оценка и испытание резьбовых смазок
ГОСТ Р 52203 Трубы насосно-компрессорные и муфты к ним. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется принять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 завод-изготовитель: Предприятие, имеющее оборудование, предназначенное для изготовления изделий.
3.2 лейнирование: Процесс установки лейнера.
3.3 лейнер: Внутренняя вставка в насосно-компрессорную трубу из коррозионно-стойкой стали.
3.4 насосно-компрессорная труба; НКТ: Труба, размещаемая в скважине и служащая для подъема продукции из скважины или нагнетания рабочей среды.
4 Конструкция
4.1 НКТЛ представляет собой биметаллическую трубу, у которой в качестве основы (наружной оболочки) выступают НКТ, выполненные из углеродистой низколегированной стали по нормативно-технической документации (далее - НТД) завода - изготовителя НКТ, выполняя функцию обеспечения прочности (несущей способности) биметаллической трубы, а в качестве внутренней используются тонкостенные вставки (лейнеры), изготовленные из коррозионно-стойких сталей, повышающие коррозионную стойкость и ресурс эксплуатации исходной НКТ.
Примечание - Рекомендации по проектированию колонн НКТЛ приведены в приложении А.
4.2 Лейнер должен обеспечивать защиту торцевой и внутренней поверхностей, по всей длине НКТ, от воздействия транспортируемой среды при эксплуатации на нефтяных и газовых скважинах.
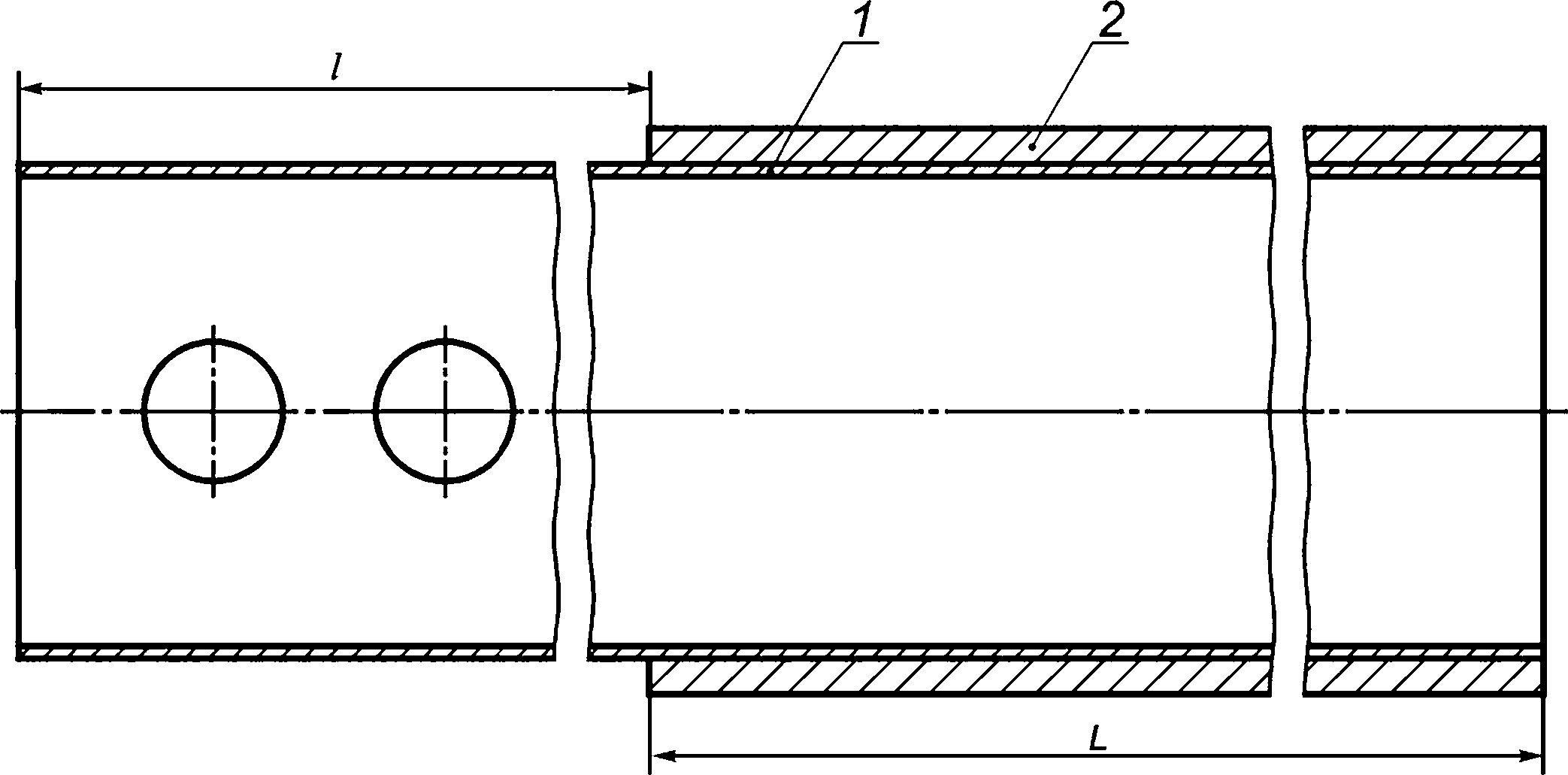
Эскиз НКТЛ представлен на рисунке 1.
 |
1 - лейнер; 2 - НКТ
Рисунок 1 - Эскиз НКТЛ
4.3 Торцевые части НКТЛ должны иметь механическую развальцовку со скруглением наружу, исключающую попадание транспортируемой среды в пространство НКТЛ между НКТ и установленным в нее лейнером.
4.4 Допускается применение другой конструкции защиты торцевой части НКТ без разрыва сплошности с лейнером, исключающей попадание транспортируемой среды в пространство НКТЛ между НКТ и установленным в нее лейнером, в том числе с использованием инертных материалов и материалов, исключающих образование гальванопар с металлом НКТ и муфты.
4.5 Конструкция НКТЛ не должна приводить к изменению процесса свинчивания, регламентированного для исходных НКТ и муфт к ним.
4.6 По согласованию с заказчиком НКТЛ может комплектоваться защитой межниппельного пространства.
4.7 Защита межниппельного пространства должна защищать от воздействия транспортируемой среды в области межниппельного пространства муфты при эксплуатации на нефтяных и газовых скважинах.
4.8 Защита межниппельного пространства должна быть выполнена из тех же материалов, что и лейнер. Допускается применение инертных материалов и материалов, исключающих образование гальванопар с металлом НКТ и муфты.
5 Технические требования
5.1 Требования к НКТ, подлежащим установке лейнера
5.1.1 Для лейнирования допускаются НКТ всех типоразмеров, изготовленные по ГОСТ 633, ГОСТ 31446, ГОСТ Р 52203, а также по согласованию с заказчиком по другим стандартам.
5.1.2 Для лейнирования допускаются НКТ со всеми типами резьбовых соединений и резьб за исключением резьбовых соединений с узлом уплотнения "металл-металл".
5.1.3 НКТ, предназначенные для передачи на производство лейнирования, должны быть предварительно подвергнуты операции по отвороту муфты.
5.1.4 При использовании для лейнирования новой НКТ, она должна отвечать требованиям стандарта, по которому она изготовлена.
5.1.5 Соответствие НКТ заявленным параметрам и требованиям НТД, по которой она изготовлена, должно быть подтверждено документом о приемочном контроле.
5.1.6 При использовании сварных НКТ на внутренней поверхности наличие грата не допускается.
Примечание - НКТ, бывшие в эксплуатации (далее - ремонтные), также могут быть использованы для лейнирования. Ремонтные НКТ, предназначенные для лейнирования должны соответствовать требованиям, приведенным в приложении Б.
5.2 Требования к лейнеру
5.2.1 Лейнер должен быть изготовлен из коррозионно-стойких высоколегированных марок сталей с химическим составом по ГОСТ 5632.
5.2.2 По согласованию с заказчиком допускается применение лейнеров из коррозионно-стойких высоколегированных марок сталей по другим стандартам.
Примечание - Рекомендации по выбору марок сталей лейнера в зависимости от степени агрессивного воздействия сред приведены в приложении В.
5.2.3 В качестве лейнера применяют сварные и бесшовные трубы необходимого типоразмера, изготовленные по ГОСТ 9940, ГОСТ 9941, ГОСТ 11068, а также по согласованию с заказчиком по другим стандартам.
5.2.4 Не допускается применение лейнера с поперечными сварными швами и изготовленные из составных частей.
5.2.5 На наружной и внутренней поверхностях лейнера не допускаются трещины, рванины, разрывы, плены, окалины, непровары, инородные включения. На наружной поверхности, граничащей с НКТ, допускаются дефекты (рябизна, риски, следы зачистки дефектов), не выводящие толщину лейнера за допустимые значения.
5.2.6 При использовании сварного лейнера на наружной поверхности, граничащей с НКТ, не допускается наличие грата независимо от его высоты. Углубление, образующееся после удаления наружного грата, не должно выводить толщину стенки за минимально допустимое значение.
5.2.7 На внутренней поверхности, граничащей с транспортируемой средой, сварного лейнера, грат должен быть удален до уровня прилежащей поверхности тела лейнера. Остатки внутреннего грата не допускаются. При удалении грата на внутренней поверхности лейнера не допускается наличие острых кромок. Углубление не должно выводить толщину стенки лейнера за минимально допустимое значение.
5.2.8 Основной металл и металл сварного шва лейнера, используемого для НКТЛ, должен быть стоек к межкристаллитной коррозии.
5.2.9 Стойкость лейнера к межкристаллитной коррозии подтверждается документом о приемочном контроле завода - изготовителя лейнера, либо испытаниями, проведенными производителем НКТЛ в объемах и сроках, согласно настоящему стандарту.
5.3 Требования к НКТЛ
5.3.1 Способ изготовления НКТЛ должен исключать изменение исходных геометрических параметров резьбы и механических свойств НКТ в процессе лейнирования. Наружный диаметр НКТ после лейнирования должен отвечать требованиям стандарта, по которому изготовлена исходная НКТ.
5.3.2 Наружная поверхность НКТЛ не должна иметь механических повреждений и деформаций. Наружная поверхность и диаметр НКТЛ должен отвечать требованиям НТД, по которой изготовлена НКТ.
5.3.3 На внутренней поверхности НКТЛ не допускается наличие задиров, рванин, разрывов, замятий и других дефектов, нарушающих сплошность и целостность лейнера.
5.3.4 На торцевой части НКТЛ на поверхности скругления развальцовки лейнера не должно быть острых кромок, заусенцев и расслоений.
5.3.5 На внутренней поверхности НКТЛ допускаются незначительные поверхностные царапины, риски, кольцевые следы от механического воздействия на тело лейнера, обусловленные способом производства.
5.3.6 Способ изготовления НКТЛ должен исключать механические повреждения резьбы НКТ. Не допускается наличие дефектов и повреждений, нарушающих непрерывность и геометрию резьбы исходной НКТ.
5.3.7 Геометрические параметры резьбы НКТЛ должны отвечать требованиям стандартов, по которым изготовлена исходная НКТ.
5.3.8 Толщина внутреннего слоя НКТЛ (лейнера) должна соответствовать значениям, указанным в таблице 1.
Таблица 1 - Толщина лейнера
Условный наружный диаметр НКТ, мм | Номинальная толщина лейнера, мм |
27 | 0,5 |
33 | 0,5 |
42 | 0,5 |
48 | 0,5 |
52 | 0,5 |
60 | 0,5 |
73 | 0,6 |
89 | 0,8 |
102 | 1,0 |
114 | 1,2 |
Примечания 1 Выбор лейнера по толщине должен осуществляться по наиболее близкому к условному значению наружного диаметра НКТ, указанному в настоящей таблице. 2 Номинальная толщина лейнера согласовывается с заказчиком и может быть изменена в большую сторону. | |
5.3.9 Допустимые отклонения по толщине лейнера должны составлять ±10% от номинального значения, согласованного с заказчиком.
5.3.10 После сборки НКТЛ лейнер должен плотно прилегать к внутренней поверхности НКТ, локальный зазор между новой НКТ и лейнером, по телу НКТЛ вне области резьбовой части, должен составлять не более 0,2 мм. Зазор между НКТ и лейнером должнен быть обеспечен технологией производства НКТЛ.
5.3.11 Усилие осевого (продольного) сдвига лейнера относительно НКТ должно составлять не менее 3,0 кН на 1 м длины НКТЛ.
5.3.12 НКТЛ с навинченными муфтами должны выдерживать испытание внутренним гидростатическим давлением, регламентированным стандартом, по которому изготовлена исходная НКТ.
5.3.13 НКТЛ могут поставляться без проведения гидростатических испытаний, но с гарантией сборки завода-изготовителя НКТЛ, заводского соединения выдерживать испытательное гидростатическое давление.
6 Контроль качества НКТ и лейнера до лейнирования
6.1 Для обеспечения соответствия НКТЛ требованиям настоящего стандарта, при использовании НКТ и/или лейнера сторонних производителей, производитель НКТЛ должен дополнительно проводить входной контроль поступивших на производство НКТ и лейнеров, предназначенных для лейнирования с целью проверки соответствия качества продукции установленным требованиям и предупреждения запуска в производство или эксплуатацию несоответствующей продукции.
6.2 Входной контроль НКТ, подлежащих установке лейнера, должен включать:
- контроль качества поверхности НКТ на соответствие требованиям 5.1.4, 5.1.6;
- контроль наружного диаметра НКТ на соответствие данным документа о приемочном контроле стороннего завода-изготовителя.
6.3 Входному контролю подвергают каждую НКТ, подлежащую установке лейнера.
6.4 Входной контроль лейнера до установки в НКТ должен включать:
- контроль качества поверхности лейнера на соответствие требованиям 5.2.4-5.2.7;
- контроль толщины стенки лейнера на соответствие данным документа о приемочном контроле и требованиям 5.3.8 и 5.3.9.
Соответствие лейнера требованиям стандарта, по которому он изготовлен, должно быть подтверждено документом о приемочном контроле завода - изготовителя лейнера.
6.5 Входному контролю качества подвергается каждый лейнер, подлежащий установке в НКТ.
Норма отбора труб для входного контроля НКТ и лейнера до процесса лейнирования приведена в таблице 2.
6.6 НКТ и лейнер, не прошедшие входной контроль и несоответствующие требованиям настоящего стандарта, к производству НКТЛ не допускаются.
Таблица 2 - Норма отбора труб для входного контроля НКТ и лейнера до процесса лейнирования
Вид контроля | Норма отбора труб | Пункт | |
от партии | Технические требования | Методы испытания | |
НКТ, подлежащие установке лейнера | |||
Контроль качества наружной, торцевой, резьбовой поверхностей | 100% | 5.1.4 | 8.1.1 |
Контроль качества внутренней поверхности | 100% | 5.1.4 5.1.6 | 8.1.2 |
Контроль наружного диаметра | 100% | 5.1.1 5.1.4 | 8.1.3 |
Лейнер до установки в НКТ | |||
Контроль качества наружной и внутренней поверхностей | 100% | 5.2.4 5.2.5 5.2.6 5.2.7 | 8.2.1 8.2.2 |
Контроль толщины стенки | 100% | 5.3.8 | 8.2.3 |
7 Правила приемки НКТЛ
7.1 Для обеспечения соответствия НКТЛ требованиям настоящего стандарта следует проводить:
- квалификационные испытания - проводят при освоении технологии лейнирования НКТ, а также при изменении марки стали или производителя лейнера;
- приемо-сдаточные испытания - проводят при приемо-сдаточном контроле с целью подтверждения качества для лейнированной НКТ;
- периодические испытания - проводят периодически с целью подтверждения качества производимой продукции, корректности работы оборудования и стабильности технологического процесса, в объемах и с периодичностью, установленных НТД завода-изготовителя, но не реже одного раза в год, а также при изменении основных параметров технологического процесса.
Квалификационные и периодические испытания рекомендуется проводить в независимой лаборатории, имеющей аттестат аккредитации национального органа.
Норма отбора труб и образцов НКТЛ приведены в таблице 3.
Таблица 3 - Норма отбора труб и образцов для проводимых испытаний НКТЛ
Вид контроля | Норма | Норма | Категория | Пункт | |
отбора труб от партии | отбора образцов от каждой отобранной трубы | испытаний | Техни- ческие требо- вания | Методы испы- тания | |
1 Контроль качества наружной, торцевой, резьбовой поверхностей | 100% | - | Квалификационные, приемо-сдаточные, периодические | 5.3.2 5.3.4 5.3.6 | 8.3.1 |
2 Контроль качества внутренней поверхности | 100% | - | Квалификационные, приемо-сдаточные, периодические | 5.3.3 5.3.5 | 8.3.2 |
3 Контроль наружного диаметра НКТЛ | 100% | - | Квалификационные, приемо-сдаточные, периодические | 5.3.1 | 8.3.3 |
4 Контроль геометрических параметров резьбы НКТЛ | 100% | - | Квалификационные, приемо-сдаточные, периодические | 5.3.7 | 8.3.4 |
5 Контроль толщины стенки лейнера | 100% | - | Квалификационные, приемо-сдаточные, периодические | 5.3.8 | 8.2.3 |
6 Гидростатические испытания | 100%* | - | Квалификационные, приемо-сдаточные, периодические | 5.3.12 | 8.3.6 |
7 Зазор между НКТ и лейнером | 1 шт. | 2 шт. | Квалификационные, периодические | 5.3.10 | 8.3.7 |
8 Испытания на сдвиг лейнера НКТЛ | 1 шт. | 2 шт. | Квалификационные, периодические | 5.3.11 | Прило- жение Г |
9 Испытание на стойкость к межкристаллитной коррозии | 1 шт. | 8 шт. | Квалификационные, периодические | 5.2.8 | 8.2.4 |
* По согласованию с заказчиком объем может быть изменен. | |||||
7.2 НКТЛ предъявляют к приемке партиями.
Партия должна состоять из НКТЛ одного наружного диаметра, одной толщины стенки и группы прочности, с резьбовым соединением одного типа с установленным лейнером одной толщины и марки стали в течение одной рабочей смены производства, но не более 300 шт. и сопровождаться документом о приемочном контроле, удостоверяющим соответствие их качества требованиям настоящего стандарта.
7.3 При получении неудовлетворительных результатов по испытаниям подразумевающую норму отбора труб от партии 100% (пункты 1-6 таблицы 3) трубы, несоответствующие требованиям настоящего стандарта, направляются на производство для устранения несоответствий. При повторном получении неудовлетворительных результатов или невозможности исправить несоответствие трубы НКТЛ изымаются и направляются в брак.
7.4 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей испытаний, подразумевающих выборочную норму отбора (пункты 7-9 таблицы 3), по нему проводят повторные испытания на удвоенном количестве труб, отобранных от той же партии, исключая трубы, не выдержавшие испытания. Результаты удовлетворительных повторных испытаний распространяются на всю партию.
При получении неудовлетворительных результатов повторного испытания хотя бы одного образца, все трубы партии бракуются.
Примечание - Толщину лейнера НКТЛ и испытания на стойкость лейнера НКТЛ к межкристаллитной коррозии контролируют до установки лейнера в НКТ
8 Методы контроля
8.1 Методы контроля НКТ, подлежащих установке лейнера
8.1.1 Контроль качества наружной, торцевой, резьбовой поверхностей НКТ проводят визуально без применения увеличительных приборов при дополнительном освещении, обеспечивающем просматриваемость всей поверхности изделия.
8.1.2 Контроль качества внутренней поверхности проводят на длине не менее 450 мм от торцов при помощи видеоэндоскопа, оснащенного подсветкой, обеспечивающего просматриваемость внутренней поверхности изделия. Допускается проверка внутренней поверхности НКТ с помощью других специальных средств или приборов, обеспечивающих просматриваемость внутренней поверхности НКТ. Внутренняя поверхность каждой трубы с высаженными концами должна быть подвергнута визуальному контролю на длине не менее длины высаженного и переходного участков.
8.1.3 Наружный диаметр контролируют штангенциркулем по ГОСТ 166, высоту внутреннего грата - микрометром по ГОСТ 6507. Измерение высоты внутреннего грата проводят на расстоянии до 25 мм от торцов труб.
8.1.4 Допускается проверка геометрических размеров и параметров труб с помощью других измерительных средств или специальных приборов, обеспечивающих необходимую точность измерения.
8.2 Методы контроля лейнера перед установкой
8.2.1 Контроль качества наружной поверхности лейнера проводят визуально без применения увеличительных приборов при дополнительном освещении, обеспечивающем просматриваемость всей поверхности изделия.
8.2.2 Контроль качества внутренней поверхности лейнера проводят при помощи видеоэндоскопа, оснащенного подсветкой, обеспечивающего просматриваемость внутренней поверхности изделия. Допускается проверка внутренней поверхности лейнера с помощью других специальных средств или приборов, обеспечивающих просматриваемость внутренней поверхности лейнера при дополнительном освещении. Оценку качества внутренней поверхности проводят визуально на длине не менее 450 мм от торцов.
8.2.3 Толщину стенки контролируют штангенциркулем по ГОСТ 166, высоту внутреннего грата - микрометром по ГОСТ 6507, длину рулеткой по ГОСТ 7502. Измерение высоты внутреннего грата проводят на расстоянии до 25 мм от торцов труб. Допускается проверка геометрических размеров и параметров труб с помощью других измерительных средств или специальных приборов, обеспечивающих необходимую точность измерения.
8.2.4 Испытание на стойкость к межкристаллитной коррозии материала лейнера проводят по ГОСТ 6032.
8.3 Методы контроля НКТЛ
8.3.1 Контроль качества наружной, торцевой, резьбовой поверхностей НКТЛ проводят визуально без применения увеличительных приборов при дополнительном освещении, обеспечивающем просматриваемость контролируемых поверхностей изделия.
8.3.2 Контроль качества внутренней поверхности НКТЛ на отсутствие нарушения целостности лейнера проводят при помощи видеоэндоскопа, оснащенного подсветкой, обеспечивающего просматриваемость всей внутренней поверхности изделия. Допускается проверка внутренней поверхности НКТЛ с помощью других специальных средств или приборов, обеспечивающих просматриваемость всей внутренней поверхности НКТЛ и выявления нарушений сплошности лейнера.
8.3.3 Наружный диаметр контролируют штангенциркулем по ГОСТ 166.
8.3.4 Контроль параметров резьбовых соединений НКТЛ должен быть проведен в соответствии с требованиями НТД на поставку труб, по которой изготовлена исходная НКТ.
8.3.5 Допускается проверка геометрических размеров и параметров труб с помощью других измерительных средств или специальных приборов, обеспечивающих необходимую точность измерения.
8.3.6 Гидростатическое испытание проводят по ГОСТ 3845 с выдержкой при заданном расчетном давлении не менее 10 с. Гидростатическое испытательное давление должно соответствовать требованиям стандарта, по которому изготовлена исходная НКТ.
8.3.7 Зазор между НКТ и лейнером контролируют на двух поперечных кольцевых макротемплетах НКТЛ, вырезанных вне резьбовой части на удалении не менее 300 м от торца. Контроль зазора проводят не менее чем в четырех равномерно расположенных по сечению точках при помощи стереоскопического микроскопа при увеличении 8-32 крат. Допускается измерять зазор с помощью других измерительных средств или специальных приборов, обеспечивающих необходимую точность измерения.
8.3.8 Испытание лейнера на сдвиг проводят по методике, указанной в приложении Г.
9 Требования к маркировке, упаковке, транспортированию и хранению
9.1 Заводская маркировка, нанесенная заводом-изготовителем на исходную НКТ, после процесса лейнирования должна сохраняться.
9.2 Рядом с заводской маркировкой на трубы с установленными лейнерами наносят маркировку краской. Краска для маркировки должна быть водостойкой, контрастирующей по цвету с поверхностью трубы и сохраняться при транспортировании, в течение гарантированного времени хранения и при проведении монтажных работ.
9.3 Маркировка НКТЛ должна содержать следующую информацию:
- наименование и/или товарный знак производителя НКТЛ;
- дату изготовления;
- идентификационный номер трубы и партии.
В маркировку допускается дополнительно включать другую информацию.
9.4 Упаковка, транспортирование и хранение труб с установленным лейнером должна соответствовать ГОСТ 10692.
9.5 Трубы комплектуют в пакеты с использованием ложементов или без них, исключая взаимное движение труб во время транспортирования, обеспечивая компактность, легкость погрузочно-разгрузочных работ.
9.6 Транспортирование труб с лейнером может осуществляться железнодорожным, автомобильным, а также речным и морским транспортом, оборудованным специальными приспособлениями, исключающими перемещение труб и повреждение лейнера.
9.7 Погрузочно-разгрузочные работы и хранение труб с лейнером следует проводить в условиях, предотвращающих механические повреждения труб и установленного в них лейнера.
9.8 По предварительному согласованию с заказчиком допускается нанесение внешнего (наружного) консервационного покрытия на трубы с установленным лейнером, обеспечивающего защиту от атмосферной коррозии наружной поверхности НКТ в процессе транспортирования и хранения труб до момента начала эксплуатации и спуска в скважину.
9.9 На резьбовые участки НКТ наносят резьбоуплотнительную смазку, соответствующую требованиям ГОСТ ISO 13678. Тип смазки может быть изменен по требованию заказчика.
10 Требования к комплектности
10.1 НКТЛ комплектуется следующей документацией:
- товарно-транспортной накладной;
- упаковочным листом;
- документом о приемочном контроле, удостоверяющим соответствие качества НКТЛ требованиям настоящего стандарта, содержащим:
- наименование завода-изготовителя;
- номинальные размеры НКТ (наружный диаметр, толщина стенки) и лейнера (наружный диаметр, толщина стенки);
- группу прочности НКТ;
- марку стали лейнера;
- массу лейнера;
- номер партии;
- дату изготовления;
- запись о проведении гидростатических испытаний с указанием пробного давления или его гарантии;
- копией документа о приемочном контроле на исходную НКТ;
- копией документа о приемочном контроле на установленный лейнер на каждую партию готовых изделий - по требованию заказчика;
- другими необходимыми документами по договоренности с заказчиком.
10.2 По запросу заказчика завод - изготовитель НКТЛ должен предоставить ему документ о приемочном контроле, подтверждающий, что изделия были изготовлены, отобраны для испытаний, подвергнуты испытаниям и контролю в соответствии с требованиями настоящего стандарта и признаны соответствующими этим требованиям.
10.3 По запросу заказчика, НКТЛ должны комплектоваться специальными шаблонами (оправками) для контроля внутреннего диаметра и изогнутости.
Внутренний диаметр и общую изогнутость НКТЛ должны проверять по всей длине трубы цилиндрической оправкой длиной 1250 мм и наружным диаметром, указанным в таблице 4.
Таблица 4 - Шаблоны
Условный наружный диаметр НКТ, мм | Толщина стенки НКТ, мм | Толщина лейнера, мм | Наружный диаметр шаблона (оправки), мм |
27 | 3,0 | 0,5 | 17,0 |
33 | 3,5 | 0,5 | 22,7 |
42 | 3,5 | 0,5 | 31,5 |
48 | 4,0 | 0,5 | 36,6 |
60 | 5,0 | 0,5 | 46,6 |
73 | 5,5 | 0,6 | 58,1 |
73 | 7,0 | 0,6 | 55,1 |
89 | 6,5 | 0,8 | 70,7 |
89 | 8,0 | 0,8 | 67,7 |
102 | 6,5 | 1,0 | 83,0 |
114 | 7,0 | 1,2 | 94,3 |
Примечания 1 Предельное допустимое отклонение диаметра цилиндрической оправки +0,25 мм. 2 Для НКТЛ других типоразмеров, не указанных в настоящей таблице, внутренний диаметр и общую изогнутость НКТЛ проверяют по специальным шаблонам (оправкам), изготовленным по НТД завода - изготовителя НКТЛ. | |||
11 Гарантии изготовителя
11.1 Завод-изготовитель гарантирует соответствие НКТЛ требованиям настоящего стандарта при условии соблюдения норм и правил транспортирования, хранения и соответствия условий эксплуатации назначению труб.
11.2 Гарантийный срок на НКТЛ должен составлять не менее 36 месяцев с начала эксплуатации или 48 месяцев с даты отгрузки, при условии соответствия требованиям руководства по эксплуатации завода - изготовителя НКТЛ.
11.3 При использовании ремонтной НКТ гарантия распространяется на установленный лейнер и составляет не менее 36 месяцев с начала эксплуатации или 48 месяцев с даты отгрузки, при условии соответствия требованиям руководства по эксплуатации завода - изготовителя НКТЛ.
Приложение А
(справочное)
Рекомендации по проектированию колонн НКТЛ
А.1 При расчете колонн НКТЛ на наружное, внутреннее давления и растягивающие нагрузки необходимо руководствоваться действующими документами по расчету колонн НКТ с учетом прироста массы.
А.2 Прирост массы для лейнерованной НКТ вычисляют как расчетную массу лейнера m, кг, по формуле
- 08Х18Н10Т, 10Х18Н10Т, 12Х18Н10Т, 03Х18Н10Т, 08Х18Н10 - 7,90;
- 08Х21Н6М2Т - 7,85;
- для определения плотности других марок сталей рекомендуется использовать официальные марочники сталей;
Примечания
1 По запросу заказчика, производитель НКТЛ должен предоставить ему все необходимые для расчета данные.
2 Для расчета прироста массы для лейнированной НКТ допускается проводить расчеты по методике завода - изготовителя НКТЛ.
А.3 При прочностном расчете колонн НКТЛ необходимо учитывать, что установленный в НКТ лейнер не несет несущей способности и не увеличивает прочностные свойства основной трубы.
Примечание - При прочностном расчете колонны вес межниппельной вставки не учитывается в связи с ее малой величиной (менее 0,1% от общего веса колонны).
Приложение Б
(обязательное)
Требования к ремонтным НКТ, предназначенным для лейнирования
Б.1 Ремонтные НКТ, предназначенные для лейнирования, должны соответствовать требованиям 1-го и 2-го классов трубы, приведенным в таблице Б.1.
Таблица Б.1 - Класс трубы в зависимости от толщины стенки
Условный наружный диаметр НКТ, мм | Класс трубы | Толщина стенки, мм |
48 | 1 | 4,0-3,6 |
2 | 3,6-3,2 | |
60 | 1 | 5,0-4,2 |
2 | 4,2-3,8 | |
73 | 1 | 5,5-4,6 |
2 | 4,6-4,2 | |
89 | 1 | 6,5-5,5 |
2 | 5,5-5,0 | |
102 | 1 | 6,5-5,5 |
2 | 5,5-5,0 | |
114 | 1 | 7,0-6,0 |
2 | 6,0-5,4 |
Б.2 Ремонтные НКТ, предназначенные для установки лейнера, должны быть подвергнуты гидростатическим испытаниям на заводе - изготовителе НКТ либо ремонтной базе, производившей ревизию труб, до отправки данных НКТ на установку лейнера.
Б.3 Требования к прямолинейности и овальности ремонтных НКТ должны быть согласованы между заказчиком и изготовителем или установлены изготовителем НКТЛ.
Б.4 Для ремонтных НКТ проводят дополнительный контроль прямолинейности и проходимости трубы по всей длине цилиндрической оправкой длиной не менее 1250 мм по ГОСТ 31446.
Б.5 Ремонтные НКТ бывшие в эксплуатации и предназначенные для лейнирования должны проходить этапы очистки внутренней поверхности на заводе - производителе НКТ либо ремонтной базе, производившей ревизию труб, до отправки данных НКТ на установку лейнера.
Б.6 На внутренней поверхности ремонтных НКТ не допускается наличие различного рода твердых и осыпающихся отложений (АСПО, продукты коррозии, нефтепродукты), а также остатки силикатно-эмалевых покрытий, шлама и иных посторонних предметов, а также дефекты в виде задиров, острых выступов, отслоений металла и наплавленных капель металла.
Б.7 На внутренней поверхности ремонтных НКТ допускается наличие неотслаиваемых остатков, нанесенных ранее защитных полимерных покрытий, остатков смазочных материалов.
Б.8 При использовании сварных ремонтных НКТ на внутренней поверхности наличие грата не допускается.
Б.9 Не допускается наличие коррозионных и иных повреждений, нарушающих непрерывность и геометрию резьбы НКТ.
Б.10 Не допускается наличие коррозионных и иных повреждений уплотнительных элементов резьбового соединения.
Б.11 НКТЛ, изготовленные при использовании ремонтных НК, должны соответствовать 5.3, за исключением 5.3.10. Допускаются локальное отклонение по 5.3.9 в сторону увеличения при условии соблюдения остальных требований 5.3.
Приложение В
(справочное)
Рекомендации по выбору марок сталей лейнера
Таблица В.1 - Рекомендации по выбору марок сталей лейнера
Степень агрессивного воздействия сред | pH водной | Парциальное давление, МПа | Марки стали по ГОСТ 5632 | |
фазы | ||||
Слабоагрессивное | 7 | <0,0003 | <0,05 | Все марки стали аустенитного и аустенито-ферритного класса |
Среднеагрессивное | <7 | 0,0003-0,01 | - | Все марки стали аустенитного и аустенито-ферритного класса |
<7 | - | >0,05 | ||
Сильноагрессивное | <7 | >0,01 | - | Марки стали аустенитного |
<7 | - | >0,2 | класса с содержанием: - C не более 0,08%; - Cr не менее 16,5%; - Ni не менее 9,0% | |
Примечания 1 При наличии в агрессивной среде нескольких агрессивных компонентов, концентрация каждого из которых находится в пределах, указанных в настоящей таблице, степень агрессивного воздействия возрастает на одну степень. 2 Проведение кислотных обработок на скважинах с НКТЛ, предназначенных для слабо- и среднеагрессивных сред запрещено. 3 Возможность проведения кислотных обработок скважин с НКТЛ, предназначенных для сильноагрессивных сред, должно быть согласовано с заводом - изготовителем НКТЛ. 4 Дополнительные характеристики добываемой продукции по содержанию в ней коррозионно-активных компонентов приведены в ГОСТ 31825-2012 (приложение Ж). | ||||
Приложение Г
(справочное)
Метод испытания лейнера на сдвиг
Г.1 Сущность метода
Сущность данного метода заключается в проверке надежности конструкции НКТЛ с внутренней защитой металлическим лейнером к воздействию продольных осевых нагрузок при эксплуатации.
Г.2 Требования к образцам
Г.2.1 Образцами являются специально подготовленные патрубки НКТЛ, вырезанные на расстоянии, от торцевой резьбовой части, не менее 300 мм.
Г.2.2 Образец должен обеспечивать надежное крепление в оснастке для проведения испытаний, а также исключать повреждение лейнера в процессе испытания.
Г.2.3 Рекомендуемая длина образца НКТ с лейнером (L) должна составлять не менее 200 мм.
Г.2.4 Рекомендуемая длина свободной части лейнера (l) должна составлять не менее 100 мм.
Г.2.5 Свободная часть лейнера образца НКТЛ на сдвиг изготавливается механической обработкой НКТ. В процессе механической обработки и подготовки свободной части лейнера не допускается утонения и повреждения лейнера.
Г.2.6 В свободной части лейнера предусмотрены отверстия для фиксации оснастки-пуансона. Допускается использовать образец без отверстий при условии надежной фиксации свободной части лейнера и отсутствии деформаций лейнера в процессе испытаний. Эскиз образца НКТЛ для испытаний лейнера на сдвиг приведен на рисунке Г.1.
 |
1 - лейнер; 2 - НКТ
Рисунок Г.1 - Эскиз образца НКТЛ для испытаний лейнера на сдвиг
Г.3 Оборудование и материалы
Г.3.1 Для создания необходимых механических нагрузок на сдвиг используется испытательная универсальная машина или разрывная машина, также допускается применение пресса или другого оборудования, обеспечивающая скорость перемещения траверсы не более 1 мм/мин и нагрузку до 10 кН с погрешностью ±1%.
Г.3.2 Для крепления образца НКТЛ в испытательной машине, а также фиксации свободной части лейнера используются оснастки.
Г.3.3 Оснастки должны исключать проскальзывание образца НКТЛ и повреждение лейнера в процессе испытаний.
Г.3.4 Оснастка для крепления свободной части лейнера должна быть изготовлена под конкретный типоразмер лейнера. Зазор между оснасткой-пуансоном и лейером не должен превышать 0,5 мм.
Г.4 Методика проведения испытания
Г.4.1 Образец НКТЛ помещают в специальную оснастку для надежной фиксации испытательного образца и свободной части лейнера, исключающие проскальзывание и деформацию образца в процессе испытаний.
Г.4.2 Проводят плавное нагружение на свободную часть лейнера, со скоростью нагружения не более 1 мм/мин при температуре (20±2)°C.
Г.4.3 При испытании фиксируют нагрузку и сдвиг лейнера при заданной нагрузке, приложенной в продольном осевом направлении относительно образца.
Г.4.4 Испытание проводят до заданной НТД нагрузки или до момента смещения лейнера относительно НКТ при фиксации нагрузки сдвига. Схема проведения испытаний лейнера на сдвиг приведена на рисунке Г.2.
 |
1 - пуансон; 2 - образец НКТЛ; 3 - оснастка для фиксации образца НКТЛ; 4 - НКТ; 5 - лейнер; 6 - направление нагрузки
Рисунок Г.2 - Схема проведения испытаний лейнера на сдвиг
Г.5 Обработка результатов испытания
Г.5.1 Результат испытания считают положительным, если после приложенной нагрузки сдвига лейнера относительно НКТ не менее 3,0 кН на 1 м длины НКТ образец НКТЛ сохраняет свои геометрические размеры без смещения лейнера относительно НКТ.
УДК 622.23.05:006:354 | ОКС 75.180.10 |
Ключевые слова: насосно-компрессорные трубы, лейнер, коррозионно-стойкая сталь, конструкция, требования, правила приемки, гарантии изготовителя | |
{kind=link}