ГОСТ Р ИСО 13533-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
НЕФТЯНАЯ И ГАЗОВАЯ ПРОМЫШЛЕННОСТЬ. ОБОРУДОВАНИЕ БУРОВОЕ И ЭКСПЛУАТАЦИОННОЕ. ОБОРУДОВАНИЕ СО СТВОЛОВЫМ ПРОХОДОМ
Общие технические требования
Petroleum and natural gas industries. Drilling and production equipment. Drill-through equipment. General technical requirements
ОКС 75.180.10
ОКП 36 6191
Дата введения 2014-03-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) на основе аутентичного перевода на русский язык международного стандарта, указанного в пункте 4, который выполнен ФГУП "".
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 23 "Техника и технологии добычи и переработки нефти и газа"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 6 сентября 2013 г. N 886-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 13533:2001* "Нефтяная и газовая промышленность. Буровое и эксплуатационное оборудование. Оборудование со стволовым проходом" (ISO 13533:2001 "Petroleum and natural gas industries - Drilling and production equipment - Drill-through equipment") с учетом изменений и дополнений Cor.1:2005 (Е).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования идентичного ему международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении DA.
При применении настоящего стандарта рекомендуется использовать номинальные значения температур при эксплуатации оборудования на территории РФ в соответствии с ГОСТ 15150-69.
При применении настоящего стандарта рекомендуется использовать для сталей серии 300 российские аналоги 08X18Н10, 03X17Н14М2, 08X18Н10Т
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
Настоящий стандарт идентичен международному стандарту ИСО 13533:2001, который разработан на основе API Specification 16А; второе издание от 1 июня 1998 [1].
Настоящий стандарт предназначен для обеспечения возможности безопасной эксплуатации и применения принципа взаимозаменяемости при использовании запасных частей, изготовленных в соответствии с требованиями ИСО 13533:2001.
1 Область применения
Настоящий стандарт устанавливает требования к техническим характеристикам, проектированию, реконструкции, расширению, капитальному ремонту, материалам, испытаниям, контролю, сварке, маркировке, погрузочно-разгрузочным работам, хранению и перевозке оборудования со стволовым проходом, используемого при бурении нефтегазовых скважин. Стандарт определяет условия эксплуатации, для которых проектируется оборудование в отношении давления, температуры и скважинных флюидов.
Настоящий стандарт применяется и устанавливает требования для следующего специального оборудования:
a) плашечных превенторов;
b) блоков плашек, плашечных уплотнительных узлов и верхних уплотнений;
c) кольцевых превенторов;
d) кольцевых уплотнительных узлов;
e) гидравлических соединителей;
f) буровых катушек;
g) переходной катушки;
h) свободных соединений;
k) зажимных хомутов.
Взаимозаменяемость по размерам ограничивается концевыми и выпускными соединениями.
На рисунках 1 и 2 показано типовое оборудование, определяемое настоящим стандартом; рекомендации по отчетам при отказах приведены в приложении F.
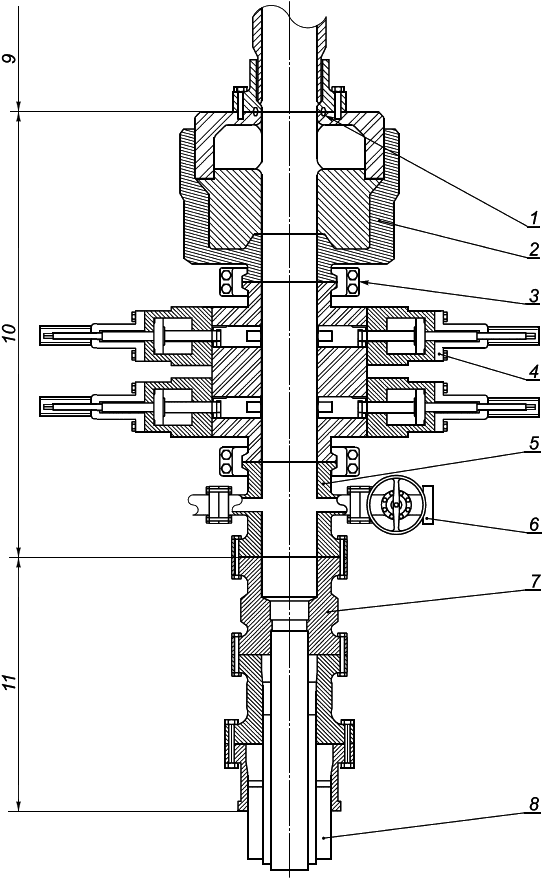
1 - кольцевая прокладка по ИСО 10423; 2 - кольцевой противовыбросовый превентор (ВОР); 3 - зажимной хомут; 4 - плашечный противовыбросовый превентор (ВОР); 5 - буровая катушка; 6 - трубопроводная арматура по ИСО 10423; 7 - устье скважины; 8 - обсадная колонна; 9 - концевые и выпускные соединения; 10 - оборудование со стволовым проходом по ИСО 13533; 11 - устьевое оборудование по ИСО 10423
Рисунок 1 - Типовое наземное оборудование со стволовым проходом
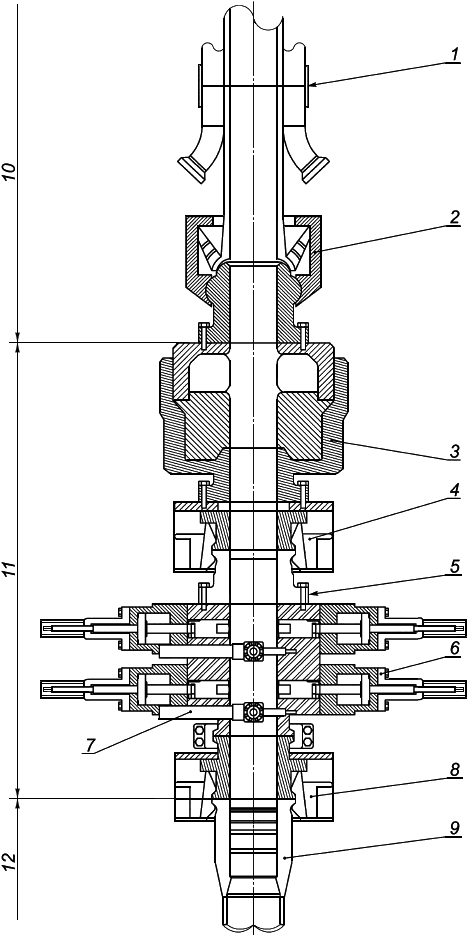
1 - соединение водоотделяющей колонны; 2 - гибкое/шаровое соединение; 3 - кольцевой противовыбросовый превентор (ВОР); 4 - гидравлический соединитель; 5 - переходная катушка; 6 - плашечный противовыбросовый превентор (ВОР); 7 - трубопроводная арматура по ISO 10423; 8 - гидравлические соединители; 9 - устье скважины; 10 - оборудование водоотделяющей колонны; 11 - оборудование со стволовым проходом по ИСО 13533; 12 - устьевое оборудование по ИСО 10423
Рисунок 2 - Типовое подводное оборудование со стволовым проходом
Настоящий стандарт не распространяется на эксплуатацию или испытания оборудования со стволовым проходом в промысловых условиях.
2 Нормативные ссылки
Следующие нормативные ссылки содержат положения, которые также являются положениями настоящего стандарта при наличии на них ссылок в тексте данного документа. Для датированных ссылок следует применять только указанные издания. Однако стороны, заключающие соглашения на основании данного стандарта, должны рассматривать возможность применения последних изданий нормативных ссылок. Для недатированных ссылок следует применять последнее издание, включая любые изменения и поправки к ним. Организации - члены ИСО и МЭК ведут реестры действующих в настоящее время международных стандартов.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 2859-1:1989* Процедуры выборочного контроля по качественным признакам. Часть 1. Планы выборочного контроля с указанием приемлемого уровня качества (AQL) для последовательного контроля партий (ISO 2859-1:1989, Sampling procedures for inspection by attributes - Part 1: Sampling plans index edbyac ceptable quality level (AQL) forlot-by-lotin spection)
_______________
* Действует ИСО 2859-1:1999.
ИСО 6506-1 Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод испытания (ISO 6506-1, Metallic materials Brinell hardness test - Part 1: Test method)
ИСО 6507-1 Материалы металлические. Определение твердости по Виккерсу. Часть 1. Метод испытания (ISO 6507-1, Metallic materials - Vickers hardness test - Part 1: Test method)
ИСО 6508-1 Материалы металлические. Испытание на твердость по Роквеллу. Часть 1. Метод испытаний (шкалы А, В, С, D, Е, F, G, Н, K, N, Т) (ISO 6508-1, Metallic materials - Rockwell hardness test - Part 1: Test method (scales A, B, C, D, E, F, G, H, K, N, T)
ИСО 6892* Материалы металлические. Испытания на растяжение при температуре окружающей среды (ISO 6892, Metallic materials - Tensile testing at ambient temperature)
_______________
* Заменен на ИСО 6892-1.
ИСО 9712:2005 Контроль неразрушающий. Аттестация и сертификация персонала (ISO 9712:2005 Nondestructive testing - Qualification and certification of personnel)
ИСО 10423:2001* Промышленность нефтяная и газовая. Буровое и эксплуатационное оборудование. Устьевая и фонтанная арматура (ISO 10423:2001, Petroleum and natural gas industries - Drilling and production equipment - Wellhead and christmas tree equipment)
_______________
* Действует ИСО 10423:2009.
ИСО 11961:1996* Промышленность нефтяная и газовая. Стальные трубы для применения в качестве бурильных труб. Технические условия (ISO 11961:1996, Petroleum and natural gas industries - Steel pipes for use as drill pipe - Specification)
_______________
* Действует ИСО 11961:2008.
ИСО 13665* Трубы стальные напорные бесшовные и сварные. Контроль тела трубы магнитопорошковым методом для обнаружения поверхностных несовершенств (ISO 13665, Seamless and welded steel tubes for pressure purposes - Magnetic particle inspection of the tube body for the detection of surface imperfections)
_______________
* Заменен на ИСО 10893-5:2001.
ИСО/МЭК 17025-99 Общие требования к компетентности испытательных и калибровочных лабораторий (General requirements for the competence of testing and calibration laboratories).
Для однозначного соблюдения требований настоящего стандарта, выраженных в датированных ссылках, рекомендуется использовать только данный ссылочный стандарт.
3 Термины и определения
В настоящем стандарте используются следующие термины с соответствующими определениями:
3.1 болтовое крепление (bolting): Резьбовые крепежные детали, используемые для соединения концевых или выпускных соединений.
3.2 бугель (hub): Выступающее опорное кольцо с внешними наклонными упорными торцами и уплотнительным механизмом, предназначенное для соединения оборудования, работающего под давлением.
3.3 буровая катушка (drilling spool): Элемент оборудования, находящийся под давлением, имеющий концевые соединения, установленный ниже или между отдельными единицами оборудования со стволовым проходом.
Примечание - В случае, если предусматриваются концевые соединения, то они должны изготавливаться в соответствии с настоящим стандартом.
3.4 визуальный контроль (visual examination): Контроль деталей и оборудования на наличие дефектов в материале и качестве изготовления, осуществляемый невооруженным глазом.
3.5
восстановление (remanufacture): Событие, при котором после неисправности наступает работоспособное состояние изделия. [ГОСТ Р 27.002-2009, пункт 131] |
3.6 вырезать круглое отверстие (trepan): Выполнение отверстия в детали путем высверливания кольцевой коронкой с целью извлечения сплошного центрального стержня.
3.7 гидравлический соединитель (hydraulic connector): Оборудование со стволовым проходом с гидравлическим приводом, который закрывает и герметически изолирует концевые соединения.
3.8 глухая срезающая плашка (blind-shear ram): Запирающий и герметизирующий элемент плашечного превентора, который вначале срезает трубу в стволовом проходе, а затем герметизирует ствол или работает как глухая плашка, если отсутствует труба в стволовом проходе.
3.9 глухая плашка (blind ram): Запирающий и герметизирующий элемент плашечного превентора, который герметично перекрывает открытый стволовой проход.
3.10 глухое соединение (blind connection): Концевое или выпускное соединение без центрального отверстия, используемое для полного закрытия соединения.
3.11 дата изготовления (date of manufacture): Дата окончательной приемки изготовителем готового оборудования.
3.12 деформированная структура (wrought structure): Структура, которая не является литой дендритной структурой.
3.13 деталь (part): Индивидуальный элемент, который используется при сборке отдельного узла оборудования.
3.14 деталь, работающая под давлением, элемент, работающий под давлением (pressure-containing part, pressure-containing member): Деталь, находящаяся под воздействием скважинных флюидов, отказ которой может привести к выходу скважинного флюида в окружающую среду.
Примеры - Корпуса, крышки и соединительные штоки.
3.15 деталь, регулирующая давление, элемент, регулирующий давление (pressure-controlling part, pressure-controlling member): Деталь, предназначенная для контроля или регулирования перемещения скважинных флюидов.
3.16 деталь, удерживающая давление, элемент, удерживающий давление (pressure-retaining part, pressure-retaining member): Деталь, которая не находится под воздействием скважинных флюидов, но отказ которой может привести к выходу скважинного флюида в окружающую среду.
Пример - Запорные болты или зажимные хомуты.
3.17 другие концевые соединения, OEC (other end connection, ОЕС): Соединение, которое не регламентировано стандартом ИСО.
Примечание - Понятие включает фланцы ИСО и бугели с прокладками, выполненные без соблюдения требований стандартов ИСО, и фирменные соединения изготовителей.
3.18 зажимной хомут (clamp): Устройство с внутренними наклонными упорными торцами, используемое для зажима сопрягаемых бугелей.
3.19 запорное болтовое крепление (closure bolting): Резьбовые крепежные элементы, используемые для соединения находящихся под давлением деталей, отличных от концевых или выпускных соединений.
3.20 заводской сварной шов (fabrication weld): Сварной шов, соединяющий две или более деталей.
3.21 закругленная индикация (rounded indication): Индикация (контроль магнитопорошковым методом и методом проникающей жидкости), имеющая приблизительно круглую или эллиптическую форму длиной меньше чем три ее ширины.
3.22 зона термического влияния, HAZ (heat-affected zone HAZ): Та часть основного металла, которая не расплавлялась, но ее механические характеристики или микроструктура были изменены при нагреве в процессе сварки или резания.
3.23 идентификация (serialization): Присвоение индивидуального кода отдельным деталям и/или частям оборудования для ведения их регистрации.
3.24 индикация (indication): Видимый признак трещин, раковин или других аномалий, которые обнаруживаются в процессе контроля магнитопорошковым методом и методом проникающей жидкости.
3.25 калибровка (calibration): Совокупность операций, выполняемых в целях определения действительных значений метрологических характеристик средств измерений.
3.26 квалифицированный персонал (qualified personnel): Специально подготовленные лица, прошедшие проверку знаний в объеме, обязательном для данной работы, обладающие характеристиками или способностями, полученными в процессе обучения, на практике или в обоих случаях, и оцененными в соответствии с установленными требованиями изготовителя.
3.27 ковать (forge): Пластически деформировать обычно разогретый металл для придания ему заданных форм с использованием сжимающих нагрузок, открытых или закрытых пресс-форм.
3.28 кольцевой превентор (annular blowout preventer): Превентор, в котором используется формовой эластомерный уплотнительный элемент для герметизации пространства между трубой и стволовым проходом или открытого ствола.
3.29 концевая нагрузка давления (pressure end load): Осевая нагрузка от внутреннего давления, приложенного к сечению, которое определяется максимальным диаметром уплотнителя.
3.30 концевое соединение (end connection): Фланец (со шпильками или со свободной поверхностью), бугельное соединение или другое концевое соединение (3.17), предназначенное для соединения отдельных единиц оборудования и являющееся неотделимой частью этого оборудования.
3.31 корпус (body): Любая часть оборудования между концевыми соединениями, с внутренними деталями или без них, которая удерживает давление в скважине.
3.32 коррозионно-стойкая кольцевая канавка (corrosion-resistant ring groove): Кольцевая канавка с металлическим покрытием, стойким к потере металла при коррозии.
3.33 критерии приемки (acceptance criteria): Определенные ограничения на характеристики материалов, изделия или условия эксплуатации.
3.34 линейная индикация (linear indication): Индикация (контроль магнитопорошковым методом и методом проникающей жидкости), длина которой равна или больше, чем три ее ширины.
3.35 нагрузка посадки прокладки (gasket-seating load): Часть хомутовой нагрузки, необходимая для посадки прокладки и обеспечения контакта между сопрягаемыми поверхностями бугелей.
3.36 нагрузка удержания прокладки (gasket-retaining load): Часть хомутовой нагрузки, необходимая для компенсации разъединяющего усилия, которое прокладка под давлением оказывает на бугели.
3.37 номинальное рабочее давление (rated working pressure): Максимальное внутреннее давление, на действие и/или управление которым было рассчитано оборудование.
3.38 оборудование (equipment): Любая отдельная укомплектованная установка, которая может использоваться в соответствии со своим назначением без дальнейшей обработки или сборки.
3.39 обрабатывать в горячем состоянии (hot-work): Подвергать металл пластической деформации при температуре выше температуры рекристаллизации.
3.40 объемный неразрушающий контроль (volumetric non-destructive examination): Контроль на наличие внутренних дефектов материала радиографическим методом, методом акустической эмиссии или ультразвуковым методом.
3.41 ответственный элемент (critical component): Деталь, к которой относятся требования настоящего стандарта.
3.42 отливать (cast): Заливать расправленный металл в литейную форму для изготовления детали заданной формы.
3.43 отливка (casting): Деталь конечной или близкой к конечной формы, полученная в результате отверждения материала в литейной форме.
3.44 переходная катушка (adapter): Элемент оборудования, работающего под давлением, с концевыми соединениями различного номинального размера и/или номинального давления.
3.45 противовыбросовый превентор ВОР (blowout preventer): Оборудование (или трубопроводная арматура), устанавливаемое на устье скважины для удержания давления в скважине - в кольцевом пространстве между обсадной колонной и трубами или в открытом стволе в процессе бурения, заканчивания скважины, испытания или работы по капитальному ремонту скважины.
3.46 поковка (forging): Фасонная металлическая деталь, изготовленная способом ковки.
3.47 плавка, партия плавки (heat, cast lot): Материал, получаемый из законченной плавки.
Примечание - Плавка для переплавляемых сплавов определяется как исходный материал, получаемый от отдельного переплавляемого слитка.
3.48 подготовленная кромка под сварку (weld groove): Зона между двумя свариваемыми металлами, которая была подготовлена для заполнения сварочным металлом.
3.49 плашечный превентор (ram blowout preventer): Превентор, в котором используются металлические блоки с цельными уплотнениями из эластомера для герметизации давления в стволовом проходе при наличии или отсутствии труб в стволе.
3.50 протокол (record): Официальный документ, в котором фиксируются какие-либо фактические обстоятельства.
3.51 прослеживаемость партии изделий (job-lot traceability): Возможность отслеживания деталей как отдельной партии изделий с идентификацией соответствующей плавки (плавок).
3.52 предел текучести (yield strength): Уровень напряжения, измеренный при комнатной температуре, при котором материал пластически деформируется и при снятии напряжения не возвращается к своим исходным размерам.
Примечания
1 Выражается в ньютонах на квадратный миллиметр (фунты на квадратный дюйм) нагружаемой площади.
2 Все пределы текучести, указанные в настоящем стандарте, рассматриваются как условные пределы текучести (0,2% смещение) в соответствии с ИСО 6892.
3.53
ремонт (repair): Часть корректирующего технического обслуживания, включающая непосредственные действия, выполняемые на изделии. [ГОСТ Р 27.002-2009, пункт 125] Примечание - Ремонт не включает выполнение механической обработки, сварки, термообработки или других операций по изготовлению деталей и узлов, а также не предусматривает замену деталей или элементов, работающих под давлением. Ремонт может включать в себя замену деталей, отличных от деталей или элементов, работающих под давлением. |
3.54 садка (heat treatment load): Материал, который проходит один цикл термообработки как отдельная партия.
3.55 свободное соединение (loose connection): Фланец (со шпильками или со свободной поверхностью) - бугельное соединение или другое концевое соединение (3.17), предназначенное для соединения оборудования, но не являющееся цельной частью этого оборудования.
Пример - Ленточные самописцы, самописцы с круговой диаграммой или компьютерные системы.
3.56 свариваемое соединение (weld joint): Соединение элементов для обеспечения их сварки.
3.57 сварной шов с полным проплавлением (full-penetration weld): Сварной шов, который проходит через всю толщину соединяемых деталей.
3.58 сварной шов при капитальном ремонте (major repair weld): Сварной шов, глубина которого больше, чем 25% первоначальной толщины стенки или 25 мм, смотря по тому, какое из них меньше.
3.59 сварной шов, не находящийся под давлением (non-pressure-containing weld): Сварной шов, разрушение которого не уменьшает целостность элемента, находящегося под давлением.
3.60 сварной шов, находящийся под давлением (pressure-containing weld): Сварной шов, разрушение которого уменьшает целостность элемента, находящегося под давлением.
3.61 сваривать (weld): Соединять материалы путем сплавления с добавлением или без добавления сварочных материалов.
3.62 серия продукции (product family): Модель или тип специфического оборудования, перечисленного в разделе 1 настоящего стандарта.
3.63 система сбора данных (data acquisition system): Система для хранения и/или предоставления постоянных копий сведений о проведенных испытаниях.
3.64 снятие напряжений (stress relief): Контролируемый нагрев материала до определенной температуры с целью снижения остаточных напряжений.
3.65 соответствие (conformance): Полное соблюдение указанных требований.
3.66 специальная технология (special process): Технологическая операция, изменяющая или оказывающая влияние на свойства материала.
3.67 стабилизированное давление (stabilized pressure): Испытание под давлением - режим, при котором первоначальная интенсивность снижения давления уменьшена до величины, указанной изготовителем.
Примечание - Снижение давления может быть следствием таких явлений, как изменение температуры, усадка эластомерных уплотнений или сжатие воздуха, попавшего в оборудование при испытании.
3.68 стабилизированная температура (stabilized temperature): Термическое испытание - режим, при котором первоначальные колебания температуры уменьшены до диапазона, указанного изготовителем.
Примечание - Колебание температуры может быть следствием таких явлений, как смешивание флюидов с различной температурой, конвекция или теплопроводность.
3.69 стандартное соединение (standard connection): Фланец, бугель или шпилечное соединение, изготовленные в соответствии со стандартом ИСО, включая требования к размерам.
3.70 соединение на шпильках (studded connection): Соединение, у которого резьбовые удерживающие шпильки завинчиваются в резьбовые отверстия.
3.71 существенная индикация (relevant indication): Индикация (контроль магнитопорошковым методом и методом проникающей жидкости), наибольший размер которой превышает 1,6 мм (0,062 дюйма).
3.72 термообработка (heat treatment, heat treating): Чередующиеся этапы контролируемого нагрева и охлаждения материалов с целью изменения физических и механических свойств.
3.73 трубная плашка (pipe ram): Запирающий и герметизирующий элемент плашечного превентора, который герметизирует трубы в стволовом проходе.
3.74 термообработка после сварки, PWHT (post-weld heat treatment, PWHT): Любая термообработка после сварки, включая снятие напряжений.
3.75 утечка (leakage): Видимый выход флюида под давлением из внутренней части на наружную поверхность оборудования, находящегося под давлением, при его испытании.
3.76 универсальная трубная плашка, VBR (variable-bore ram, VBR): Запирающий и герметизирующий элемент в плашечном превенторе, который способен герметизировать трубы различного размера.
3.77 фланец (flange): Выступающее опорное кольцо с отверстиями для болтов и имеющее уплотнительный механизм, предназначенное для соединения отдельных единиц работающего под давлением оборудования с помощью болтового крепления к другому фланцу.
3.78 хомутовая нагрузка (clamping load): Осевая нагрузка, прикладываемая к бугелям зажимным хомутом при затягивании болтов.
3.79 химический анализ (chemical analysis): Определение химического состава материала.
3.80 цельные (integral): Детали, соединенные ковкой, литьем или сваркой.
Примечания
1 integral HWDP - труба, изготовленная из одной цельной трубной заготовки [1].
2 welded HWD - труба, изготовленная методом приварки замковых соединений и участка центральной высадки [1].
3.81 чистота обработки поверхности, (surface finish,
): Значение измерения средней шероховатости поверхности.
Примечания
1 Выражается в микрометрах (мкм).
2 Все значения чистоты обработки поверхности, указанные в настоящем стандарте, должны рассматриваться как максимальные значения.
4 Сокращения
В настоящем стандарте используются следующие сокращения:
ANSI - Американский национальный институт по стандартизации;
API - Американский нефтяной институт;
AQL - приемочный уровень качества;
ASME - Американский институт инженеров-механиков;
ASNT - Американское общество по неразрушающему контролю;
ASTM - Американское общество по испытанию и материалам;
AWS - Американское общество по сварке;
ЗTB (HAZ) - зона термического влияния;
ВД (ID) - внутренний диаметр;
ПЖ (LP) - проникающая жидкость;
МП (MP) - магнитный порошок;
N/A - нет данных, не доступен;
NACE - Национальная ассоциация инженеров-специалистов по коррозии;
СКВ (RMS) - среднеквадратичная величина;
НК (NDE) - неразрушающий контроль;
НД (OD) - наружный диаметр;
ОЕС - другое концевое соединение;
OEM - предприятие-изготовитель оборудования;
СУ (OS) - система управления;
ПКП (PQR) - протокол квалификации процедуры;
ОКИ (PDC) - описательный код изделия;
УТП (VBR) - универсальная трубная плашка;
СПС (WPS) - спецификация на процесс сварки.
5 Конструктивные требования
5.1 Обозначение размеров
Оборудование, к которому применим настоящий стандарт, должно иметь размер вертикального стволового прохода (проходной диаметр), соответствующий размеру, приведенному в таблице 1.
Таблица 1 - Размеры оборудования
Значение номинального размера | Проходной диаметр | ||
мм | (дюйм) | мм | (дюйм) |
179 | 7 1/16 | 178,61 | 7,032 |
228 | 9 | 227,84 | 8,970 |
279 | 11 | 278,64 | 10,970 |
346 | 13 5/8 | 345,31 | 13,595 |
425 | 16 3/4 | 424,69 | 16,720 |
476 | 18 3/4 | 475,49 | 18,720 |
527 | 20 3/4 | 526,29 | 20,720 |
540 | 21 1/4 | 538,99 | 21,220 |
680 | 26 3/4 | 678,69 | 26,720 |
762 | 30 | 761,24 | 29,970 |
5.2 Условия эксплуатации
5.2.1 Номинальное рабочее давление
Оборудование, к которому применяется настоящий стандарт, должно быть отнесено только к номинальным рабочим давлениям, указанным в таблице 2.
Таблица 2 - Номинальное рабочее давление оборудования
МПа | (psi) |
13,8 | 2000 |
20,7 | 3000 |
34,5 | 5000 |
69,0 | 10000 |
103,5 | 15000 |
138,0 | 20000 |
5.2.2 Номинальные значения температуры
Минимальной температурой является наиболее низкая температура окружающей среды, воздействию которой может подвергаться оборудование. Максимальной температурой является наиболее высокая температура флюида, который может проходить через оборудование.
Металлические детали оборудования должны быть рассчитаны для диапазонов температур, указанных в таблице 3.
Таблица 3 - Диапазоны температур для металлических материалов
Классификация | Рабочий диапазон | |
°С | °F | |
Т-75 | от -59 до 121 | от -75 до 250 |
Т-20 | от -29 до 121 | от -20 до 250 |
Т-0 | от -18 до 121 | от 0 до 250 |
Скважинные эластомерные материалы оборудования должны быть рассчитаны для работы в пределах температурных классов, указанных в таблице 4.
Таблица 4 - Диапазоны температур для неметаллических материалов
Нижний предел (первое число) | Верхний предел (второе число) | ||||
Код | Температура | Код | Температура | ||
°С | (°F) | °С | (°F) | ||
А | -26 | -15 | А | 82 | 180 |
В | -18 | 0 | В | 93 | 200 |
С | -12 | 10 | С | 104 | 220 |
D | -7 | 20 | D | 121 | 250 |
Е | -1 | 30 | Е | 149 | 300 |
F | 4 | 40 | F | 177 | 350 |
G | Другие | Другие | G | Другие | Другие |
X | См. примечание | См. примечание | X | См. примечание | См. примечание |
Примечание - Эти элементы могут выдерживать класс температур от 4 °С до 82 °С (от 40 °F до 180 °F) без проведения подтверждающего температурного испытания; при этом необходимо обеспечить их маркировку как температурный класс "XX". | |||||
Все другие эластомерные уплотнения должны быть рассчитаны для работы при температурах в соответствии с документально оформленными спецификациями изготовителя.
5.2.3 Характеристики удерживаемых флюидов
Все металлические материалы, которые находятся в контакте со скважинными флюидами, должны отвечать [22] для работы в присутствии сернистых соединений.
5.3 Специальные конструктивные требования к оборудованию
5.3.1 Фланцевые концевые и выпускные соединения
5.3.1.1 Общие сведения
Фланцевые концевые и выпускные соединения должны отвечать требованиям к размерам по ИСО 10423.
Фланцевые соединения типа 6В и API 6ВХ могут использоваться как цельные соединения.
Фланцы типа 6В и API 6ВХ как цельные части оборудования со стволовым проходом не должны иметь соединений для испытаний.
Фланцевые соединения типа 6В и API 6ВХ должны проектироваться для использования в комбинации с размерными обозначениями и номинальными давлениями, показанными в таблице 5.
Таблица 5 - Номинальные давления и диапазоны размеров фланцевых соединений по ИСО 10423
В миллиметрах (дюймах)
Номинальное давление | Тип 6В | Тип 6ВХ | |
МПа | (psi) | ||
13,8 | 2000 | от 52 до 540 | от 680 до 762 |
20,7 | 3000 | от 52 до 527 | от 680 до 762 |
34,5 | 5000 | от 52 до 279 | от 346 до 540 |
69,0 | 10000 | - | от 46 до 540 |
103,5 | 15000 | - | от 46 до 476 |
138,0 | 20000 | - | от 46 до 346 |
5.3.1.2 Фланцевые соединения типа API 6В
Фланцевые соединения типа 6В являются соединениями кольцевого типа и не предназначены для соединения торец к торцу. Болтовая нагрузка при свинчивании соединения воздействует на металлическую прокладку. Фланцы типа 6В должны иметь болтовую или шпилечную конструкцию.
Размеры для цельных фланцев типа 6В должны соответствовать ИСО 10423.
Размеры для всех кольцевых канавок должны соответствовать ИСО 10423.
5.3.1.3 Фланцевые соединения типа API 6ВХ
Фланцевые соединения типа 6ВХ являются соединениями кольцевого типа и спроектированы с привалочным торцом. В зависимости от допусков болтовая нагрузка при свинчивании соединения может воздействовать на привалочную поверхность фланца в случае, когда прокладка была правильно установлена. Этот упор предупреждает повреждение фланца или прокладки при чрезмерном крутящем моменте свинчивания болтовых соединений. Поэтому один из фланцев соединения 6ВХ должен иметь привалочную поверхность. Фланцы типа 6ВХ должны иметь болтовую или шпилечную конструкцию.
Размеры для цельных фланцев типа 6ВХ должны соответствовать ИСО 10423.
Размеры для всех кольцевых канавок должны соответствовать ИСО 10423.
Если прочность наплавляемого сплава равна или превышает прочность основного металла, могут использоваться другие подготовительные операции под сварку.
5.3.2 Концевые и выпускные соединения на шпильках
5.3.2.1 Общие сведения
Два типа концевых и выпускных соединений на шпильках (6В и 6ВХ), указываемые в настоящем стандарте, должны соответствовать ИСО 10423.
Шпилечные соединения 6В и 6ВХ могут использоваться как цельные соединения.
Конструкция шпилечных соединений должна соответствовать требованиям, указанным в 5.3.1.1, за исключением тех, которые указаны в 5.3.2.2 и 5.3.2.3.
5.3.2.2 Соединения на шпильках типа 6В
Размеры соединений на шпильках типа 6В должны соответствовать ИСО 10423 по размеру проходного отверстия, диаметру делительной окружности центров отверстий под шпильки и наружному диаметру фланца.
Механическая обработка соединений на шпильках должна проводиться в соответствии с ИСО 10423.
Размеры отверстий под шпильки и их размещение должно соответствовать ИСО 10423. Форма резьбы резьбового отверстия должна отвечать требованиям 5.3.3. Минимальный диаметр по впадинам резьбы с полным профилем в отверстии должен быть равным наружному диаметру резьбы шпильки, а максимальная глубина должна соответствовать документально оформленной спецификации изготовителя.
5.3.2.3 Соединения на шпильках типа 6ВХ
Размеры соединений на шпильках типа 6ВХ должны соответствовать ИСО 10423 по размеру проходного отверстия, диаметру делительной окружности центров отверстий под шпильки и наружному диаметру фланца.
Механическая обработка соединений на шпильках должна проводиться в соответствии с ИСО 10423.
Размеры отверстий под шпильки и их размещение должны соответствовать ИСО 10423. Форма резьбы резьбового отверстия должна отвечать требованиям 5.3.3. Минимальный диаметр по впадинам резьбы с полным профилем в отверстии должен быть равным наружному диаметру резьбы шпильки, а максимальная глубина должна соответствовать документально оформленной спецификации изготовителя.
5.3.3 Шпильки, гайки и резьбовые отверстия под шпильки (болтовое крепление)
Болтовые крепления концевых и выпускных соединений как шпилечные, так и фланцевые, должны отвечать ИСО 10423.
5.3.4 Бугельные концевые и выпускные соединения
5.3.4.1 Общие сведения
Концевые и выпускные бугели (16В и 16ВХ) должны соответствовать требованиям настоящего стандарта.
Бугели 16В и 16ВХ могут использоваться как цельные соединения.
Бугели 16В и 16ВХ как цельные части оборудования со стволовым проходом не должны иметь соединений для испытаний.
Бугели типа 16В и 16ВХ должны проектироваться для использования в комбинации с размерными обозначениями и номинальными давлениями, показанными в таблице 6.
Таблица 6 - Номинальные давления и диапазоны размеров бугелей типа 16В и 16ВХ
В миллиметрах (дюймах)
Номинальное давление | Тип 16В | Тип 16ВХ | |
МПа | (psi) | ||
13,8 | 2000 | 179 (7 1/6), 425 (16 3/4), 540 (21 1/4) | - |
20,7 | 3000 | 279 (11), 346 (13 5/8), 425 (16 3/4) | - |
34,5 | 5000 | - | от 52 до 540 |
69,0 | 10000 | - | от 46 до 540 |
103,5 | 15000 | - | от 46 до 476 |
138,0 | 20000 | - | от 46 до 279 |
5.3.4.2 Бугели типа 16В
Бугели типа 16В являются соединениями кольцевого типа и предназначены для соединения торец к торцу. Для этих соединений используется кольцевая прокладка типа RX. Чтобы обеспечить соединение торец к торцу, должна использоваться кольцевая прокладка специального типа SR, как показано в таблицах 7 и 8.
Таблица 7 - Цельные бугельные соединения типа 16В для номинального рабочего давления 13,8 МПа (2000 psi)
Номинальный размер | Проходное | Наружный | Полная толщина фланца | Наибольший диаметр шейки | Минимальная | Номер кольцевой канавки | Номер зажимного хомута |
179 | 179,40 | 263,52 | 36,64 | 225,40 | 63,5 | SR-45 | 25 |
(7 1/16) | (7,062) | (10,375) | (1,443) | (8,875) | (2,50) | ||
425 | 425,45 | 517,52 | 32,22 | 482,60 | 79,5 | SR-65 | 12 |
(16 3/4) | (16,750) | (20,375) | (1,269) | (19,000) | (3,13) | ||
540 | 539,75 | 669,92 | 47,54 | 622,30 | 127,0 | SR-73 | 18 |
(21 1/4) | (21,250) | (26,375) | (1,872) | (24,500) | (5,00) | ||
Допуск | 0,75 | 0,10 | 0 | 0 | -1,4 | - | - |
мм | 0 | -0,10 | -0,22 | -0,70 | |||
(дюйм) |
|
|
|
|
|
Таблица 8 - Цельные бугельные соединения типа 16В для номинального рабочего давления 20,7 МПа (3000 psi)
Номинальный размер | Проходное | Наружный | Полная толщина фланца | Наибольший диаметр шейки | Минимальная | Номер кольцевой канавки | Номер зажимного хомута |
279 | 279,40 | 396,88 | 35,52 | 355,60 | 79,5 | SR-53 | 9 |
(11) | (11,000) | (15,626) | (1,399) | (14,000) | (3,31) | ||
346 | 346,10 | 466,72 | 33,92 | 425,45 | 81,0 | SR-57 | 11 |
(13 5/8) | (13,625) | (18,375) | (1,336) | (16,750) | (3,19) | ||
425 | 425,45 | 539,76 | 37,04 | 498,45 | 93,4 | SR-65 | 14 |
(16 3/4) | (16,750) | (21,250) | (1,459) | (19,625) | (3,68) | ||
Допуск | 0,75 | 0,10 | 0 | 0 | -1,4 | - | - |
мм | 0 | -0,10 | -0,22 | -0,72 | |||
(дюйм) |
|
|
|
|
|
Размеры для цельных бугелей типа 16В должны соответствовать таблицам 7 и 8 и рисунку 3.
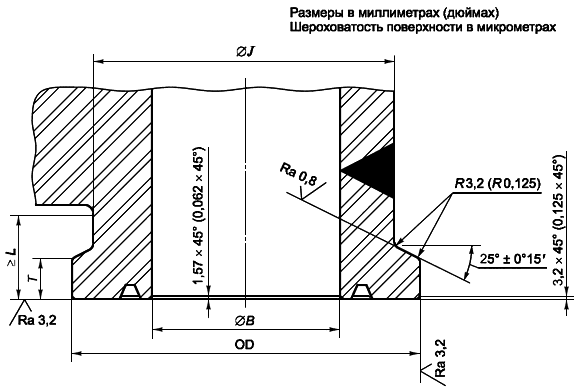
Рисунок 3 - Цельные бугельные соединения типа 16В и 16ВХ
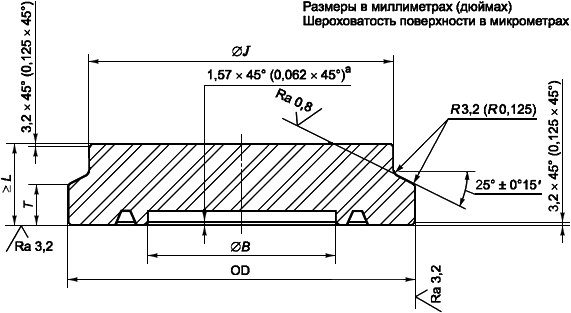
Размеры для глухих бугелей типа 16В должны соответствовать таблицам 7 и 8 и рисунку 4.
Раззенковка бугеля типа 16В и 16ВХ - по усмотрению. При использовании раззенковки глубина ее расточки не должна превышать размеров и допусков
или
, как показано в соответствующей таблице по размерам кольцевых канавок.
Рисунок 4 - Глухие бугели типа 16В и 16ВХ
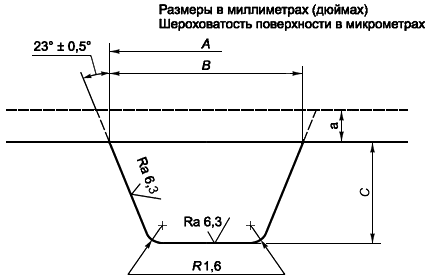
Размеры для всех кольцевых канавок должны соответствовать таблице 9 и рисунку 5. Все поверхности кольцевых канавок должны иметь чистоту поверхности не грубее 1,6 мкм [63
in (микро-дюйм) СКВ].
Раззенковка бугеля типа 16В и 16ВХ по усмотрению. При использовании раззенковки глубина ее расточки не должна превышать размеров и допусков
или
, как показано в соответствующей таблице по размерам кольцевых канавок.
Рисунок 5 - Предварительная механическая обработка кольцевых канавок типа SR
Таблица 9 - Предварительная механическая обработка кольцевых канавок типа SR
Номер кольцевой канавки | Наружный диаметр канавки А | Ширина канавки В | Глубина канавки С | |||
мм | (дюйм) | мм | (дюйм) | мм | (дюйм) | |
SR-45 | 236,62 | 9,316 | 23,98 | 0,944 | 17,75 | 0,699 |
SR-53 | 349,08 | 13,743 | 23,98 | 0,944 | 17,75 | 0,699 |
SR-57 | 405,48 | 15,964 | 23,98 | 0,944 | 17,75 | 0,699 |
SR-65 | 494,38 | 19,464 | 23,98 | 0,944 | 17,75 | 0,699 |
SR-73 | 611,68 | 24,082 | 26,92 | 1,060 | 20,96 | 0,825 |
Допуск | +7 | +0,3 | +7 | +0,3 | +7 | +0,3 |
Примечание - Допускается 3,2 мм (1/8 дюйма) или больше для окончательной механической обработки покрытия. | ||||||
Бугели типа 16В должны иметь прокладки типа RX в соответствии с 5.3.7.
Бугельные соединения типа 16В могут изготавливаться с коррозионностойкими покрытиями в кольцевых канавках. Перед тем как нанести покрытие, кольцевые канавки должны быть подготовлены, как указано в таблице 10 и рисунке 6.
Размеры в миллиметрах (дюймах)
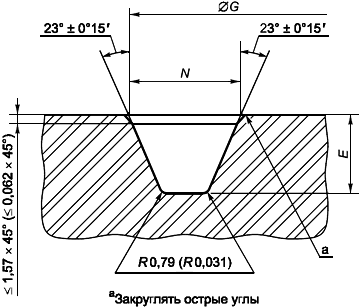
Рисунок 6 - Окончательная механическая обработка кольцевых канавок типа SR
Таблица 10 - Окончательная механическая обработка кольцевых канавок типа SR
Номер кольцевой канавки | Наружный диаметр канавки G | Ширина канавки | Глубина канавки | |||
мм | (дюйм) | мм | (дюйм) | мм | (дюйм) | |
SR-45 | 228,27 | 8,987 | 16,97 | 0,668 | 14,28 | 0,562 |
SR-53 | 340,49 | 13,405 | 16,97 | 0,668 | 14,28 | 0,562 |
SR-57 | 397,13 | 15,635 | 16,97 | 0,668 | 14,28 | 0,562 |
SR-65 | 486,03 | 19,135 | 16,97 | 0,668 | 14,28 | 0,562 |
SR-73 | 603,33 | 23,753 | 19,92 | 0,784 | 17,48 | 0,688 |
Допуск | +0,09 | +0,004 | +0,09 | +0,004 | +0,38 | +0,016 |
Примечание - Допускается 3,2 мм (1/8 дюйма) или больше для окончательной механической обработки покрытия. | ||||||
Если прочность наплавляемого сплава равна или превышает прочность основного металла, могут использоваться другие подготовительные операции под сварку.
Примечания
1 - Для глухих бугелей типа 16В, рассчитанных на номинальные рабочие давления 13,8 МПа (2000 psi) и 20,7 МПа (3000 psi), размеры бугелей, кольцевых канавок и допуски указаны в таблицах 7 и 8. При использовании в кольцевых канавках коррозионностойкого покрытия подробная информация об их предварительной механической обработке указана в таблице 9.
2 - Для глухих бугелей типа 16ВХ, рассчитанных на номинальные рабочие давления 34,5 МПа (5000 psi), 69,00 МПа (10000 psi), 103,5 МПа (15000 psi) и 138,00 МПа (20000 psi), размеры бугелей, кольцевых канавок и допуски указаны в таблицах 11, 12, 13 и 14. При использовании в кольцевых канавках коррозионностойкого покрытия подробная информация об их предварительной механической обработке указана в ИСО 10423.
5.3.4.3 Бугели типа 16ВХ
Бугели типа 16ВХ являются соединениями кольцевого типа и спроектированы для соединения торец к торцу. Для этих соединений используется кольцевая прокладка типа ВХ.
Размеры для цельных бугелей типа 16ВХ должны соответствовать таблицам 11, 12, 13 и 14 и рисунку 3.
Таблица 11 - Цельные бугельные соединения типа 16ВХ для номинального рабочего давления 34,5 МПа (5000 psi)
Номинальный размер | Проходное отверстие | Наружный диаметр | Полная толщина фланца | Наибольший диаметр шейки | Минимальная длина шейки | Номер кольцевой канавки | Номер зажимного хомута |
52 | 52,40 | 127,78 | 29,60 | 92,85 | 56,3 | ВХ-152 | 1 |
(2 1/16) | (2,063) | (5,031) | (1,166) | (3,656) | (2,22) | ||
65 | 65,10 | 146,84 | 29,60 | 111,90 | 57,6 | ВХ-153 | 2 |
(2 9/16) | (2,563) | (5,781) | (1,166) | (4,406) | (2,27) | ||
78 | 79,40 | 160,32 | 29,60 | 125,40 | 59,9 | ВХ-154 | 4 |
(3 1/16) | (3,125) | (6,312) | (1,166) | (4,938) | (2,36) | ||
103 | 103,20 | 193,68 | 30,40 | 158,75 | 60,4 | ВХ-155 | 5 |
(4 1/16) | (4,063) | (7,625) | (1,197) | (6,250) | (2,38) | ||
178 | 179,40 | 336,54 | 41,18 | 295,25 | 85,8 | ВХ-156 | 8 |
(7 1/16) | (7,063) | (13,250) | (1,622) | (11,625) | (3,38) | ||
228 | 228,60 | 336,54 | 41,18 | 295,25 | 85,8 | ВХ-157 | 8 |
(9) | (9,000) | (13,250) | (1,622) | (11,625) | (3,38) | ||
279 | 279,40 | 412,76 | 42,00 | 371,45 | 104,9 | BX-158 | 10 |
(11) | (11,000) | (16,250) | (1,654) | (14,625) | (4,13) | ||
346 | 346,10 | 523,88 | 47,52 | 482,60 | 123,9 | BX-160 | 13 |
(13 5/8) | (13,625) | (20,625) | (1,871) | (19,000) | (4,88) | ||
425 | 425,45 | 650,88 | 45,16 | 609,60 | 139,7 | BX-162 | 19 |
(16 3/4) | (16,750) | (25,625) | (1,778) | (24,000) | (5,50) | ||
540 | 539,75 | 793,76 | 92,20 | 708,00 | 171,4 | BX-165 | 27 |
(21 1/4) | (21,250) | (31,250) | (3,630) | (27,875) | (6,75) | ||
Допуск | 0,75 | 0,10 | 0 | 0 | -1,4 | - | - |
мм | 0 | -0,10 | -0,22 | -0,70 | |||
(дюйм) |
|
|
|
|
|
Таблица 12 - Цельные бугельные соединения типа 16ВХ для номинального рабочего давления 69,0 МПа (10000 psi)
Номинальный размер | Проходное отверстие | Наружный диаметр | Полная толщина фланца | Наибольший диаметр шейки | Минимальная длина шейки | Номер кольцевой канавки | Номер зажимного хомута |
46 | 46,05 | 127,78 | 29,60 | 92,85 | 56,3 | ВХ-151 | 1 |
(1 13/16) | (1,813) | (5,031) | (1,166) | (3,656) | (2,22) | ||
52 | 52,40 | 146,84 | 29,60 | 111,90 | 57,6 | ВХ-152 | 2 |
(2 1/16) | (2,063) | (5,781) | (1,166) | (4,406) | (2,27) | ||
65 | 65,10 | 160,32 | 29,60 | 125,40 | 59,9 | ВХ-153 | 4 |
(2 9/16) | (2,563) | (6,312) | (1,166) | (4,938) | (2,36) | ||
79 | 79,40 | 193,68 | 30,40 | 158,75 | 60,4 | ВХ-154 | 5 |
(3 1/8) | (3,125) | (7,625) | (1,197) | (6,250) | (2,38) | ||
103 | 103,20 | 214,30 | 33,26 | 173,00 | 71,6 | ВХ-155 | 6 |
(4 1/16) | (4,063) | (8,437) | (1,310) | (6,812) | (2,82) | ||
178 | 179,40 | 412,76 | 41,98 | 371,45 | 104,9 | ВХ-156 | 10 |
(7 1/16) | (7,063) | (16,250) | (1,653) | (14,625) | (4,13) | ||
228 | 228,60 | 412,76 | 41,98 | 371,45 | 104,9 | ВХ-157 | 10 |
(9) | (9,000) | (16,250) | (1,653) | (14,625) | (4,13) | ||
279 | 279,40 | 523,88 | 51,68 | 473,05 | 120,6 | ВХ-158 | 22 |
(11) | (11,000) | (20,625) | (2,035) | (18,625) | (4,75) | ||
346 | 346,10 | 565,16 | 58,64 | 523,85 | 134,8 | ВХ-159 | 15 |
(13 5/8) | (13,625) | (22,250) | (2,309) | (20,625) | (5,31) | ||
425 | 425,45 | 711,20 | 76,32 | 635,00 | 156,7 | ВХ-162 | 28 |
(16 3/4) | (16,750) | (28,000) | (3,005) | (25,000) | (6,17) | ||
476 | 476,25 | 793,76 | 92,20 | 708,00 | 171,4 | ВХ-164 | 27 |
(18 3/4) | (18,750) | (31,250) | (3,630) | (27,875) | (6,75) | ||
540 | 539,75 | 863,60 | 101,72 | 774,70 | 208,7 | ВХ-166 | 26 |
(21 1/4) | (21,250) | (34,000) | (4,005) | (30,500) | (8,22) | ||
Допуск | 0,75 | 0,10 | 0 | 0 | -1,4 | - | - |
мм | 0 | -0,10 | -0,22 | -0,70 | |||
(дюйм) |
|
|
|
|
|
Таблица 13 - Цельные бугельные соединения типа 16ВХ для номинального рабочего давления 103,5 МПа (15000 psi)
Номинальный размер | Проходное отверстие | Наружный диаметр | Полная толщина фланца | Наибольший диаметр шейки | Минимальная длина шейки | Номер кольцевой канавки | Номер зажимного хомута |
46 | 46,05 | 146,84 | 29,60 | 111,90 | 57,6 | ВХ-151 | 2 |
(1 13/16) | (1,813) | (5,781) | (1,166) | (4,406) | (2,27) | ||
52 | 52,40 | 155,58 | 41,18 | 114,30 | 81,7 | ВХ-152 | 3 |
(2 1/16) | (2,063) | (6,125) | (1,622) | (4,500) | (3,22) | ||
65 | 65,10 | 155,58 | 41,18 | 114,30 | 81,7 | ВХ-153 | 3 |
(2 9/16) | (2,563) | (6,125) | (1,622) | (4,500) | (3,22) | ||
78 | 77,80 | 214,30 | 33,26 | 173,00 | 71,6 | ВХ-154 | 6 |
(3 1/16) | (3,063) | (8,437) | (1,310) | (6,812) | (2,82) | ||
103 | 103,20 | 336,54 | 41,18 | 295,25 | 85,8 | ВХ-155 | 8 |
(4 1/16) | (4,063) | (13,250) | (1,622) | (11,625) | (3,38) | ||
179 | 179,40 | 523,90 | 51,68 | 473,05 | 120,6 | ВХ-156 | 22 |
(7 1/16) | (7,063) | (20,626) | (2,035) | (18,625) | (4,75) | ||
279 | 279,40 | 565,16 | 58,64 | 523,85 | 134,8 | ВХ-158 | 15 |
(11) | (11,000) | (22,250) | (2,309) | (20,625) | (5,31) | ||
346 | 346,10 | 711,20 | 76,32 | 635,00 | 156,7 | ВХ-159 | 28 |
(13 5/8) | (13,625) | (28,000) | (3,005) | (25,000) | (6,17) | ||
476 | 476,25 | 863,60 | 101,72 | 774,70 | 208,7 | ВХ-164 | 26 |
(18 3/4) | (18,750) | (34,000) | (4,005) | (30,500) | (8,22) | ||
Допуск | +0,75 | 0,10 | 0 | 0 | -1,4 | - | - |
мм | 0 | -0,10 | -0,22 | -0,70 | |||
(дюйм) |
|
|
|
|
|
Таблица 14 - Цельные бугельные соединения типа 16ВХ для номинального рабочего давления 138,0 МПа (20000 psi)
Номинальный размер | Проходное отверстие | Наружный диаметр | Полная толщина фланца | Наибольший диаметр шейки | Минимальная длина шейки | Номер кольцевой канавки | Номер зажимного хомута |
46 | 46,05 | 155,58 | 41,18 | 114,30 | 81,7 | ВХ-151 | 3 |
(1 13/16) | (1,813) | (6,125) | (1,622) | (4,500) | (3,22) | ||
52 | 52,40 | 155,58 | 41,18 | 114,30 | 81,7 | ВХ-152 | 3 |
(2 1/16) | (2,063) | (6,125) | (1,622) | (4,500) | (3,22) | ||
65 | 65,10 | 214,30 | 33,26 | 173,00 | 71,6 | ВХ-153 | 6 |
(2 9/16) | (2,563) | (8,437) | (1,310) | (6,812) | (2,82) | ||
78 | 77,80 | 336,54 | 41,18 | 295,25 | 85,8 | ВХ-154 | 8 |
(3 1/16) | (3,063) | (13,250) | (1,622) | (11,625) | (3,38) | ||
103 | 103,20 | 412,76 | 41,98 | 371,45 | 104,9 | ВХ-155 | 10 |
(4 1/16) | (4,063) | (16,250) | (1,653) | (14,625) | (4,13) | ||
179 | 179,40 | 565,16 | 58,64 | 523,85 | 134,8 | ВХ-156 | 15 |
(7 1/16) | (7,063) | (22,250) | (2,309) | (20,625) | (5,31) | ||
279 | 279,40 | 711,20 | 76,32 | 635,00 | 171,4 | ВХ-158 | 28 |
(11) | (11,000) | (28,000) | (3,005) | (25,000) | (6,17) | ||
Допуск | +0,75 | 0,10 | 0 | 0 | -1,4 | - | - |
мм | 0 | -0,10 | -0,22 | -0,70 | |||
(дюйм) |
|
|
|
|
|
Размеры для глухих бугелей типа 16ВХ должны соответствовать таблицам 11, 12, 13 и 14 и рисунку 4.
Размеры для всех кольцевых канавок должны соответствовать ИСО 10423.
Бугели типа 16ВХ должны иметь прокладки типа ВХ в соответствии с 5.3.7.
Бугели типа 16ВХ могут изготавливаться с коррозионно-стойкими покрытиями в кольцевых канавках. Перед нанесением покрытия кольцевые канавки должны соответствовать ИСО 10423.
Если прочность наплавляемого сплава равна или превышает прочность основного металла, могут использоваться другие подготовительные операции под сварку.
Раззенковка бугеля типа 16ВХ - по усмотрению. При использовании раззенковки глубина ее расточки не должна превышать размеров и допусков кольцевой канавки, или
, как показано в соответствующей таблице размеров кольцевых канавок.
5.3.5 Зажимные хомуты
5.3.5.1 Общие сведения
В этом подпункте представлены минимальные требования по проектированию, материалу и размерам для зажимных хомутов, которые должны использоваться совместно с бугелями типа 16В и 16ВХ, выполненными в соответствии с 5.3.4.
5.3.5.2 Проектирование
Зажимные хомуты должны быть рассчитаны на использование для комбинации диапазонов условных размеров и номинальных давлений, приведенных в таблице 15. Зажимные хомуты должны обозначаться номером зажимного хомута, приведенным в таблице 15.
Таблица 15 - Зажимные хомуты для бугельных соединений типа 16В и 16ВХ
Номер зажимного хомута | Бугель | ||
Условный размер | Рабочее давление | ||
МПа | (psi) | ||
1 | 1 13/16 | 68,95 | 10000 |
2 1/16 | 34,45 | 5000 | |
2 | 1 13/16 | 103,4 | 15000 |
2 1/16 | 68,95 | 10000 | |
2 9/16 | 34,45 | 5000 | |
3 | 1 13/16 | 137,9 | 20000 |
2 1/16 | 103,4 | 15000 | |
2 1/16 | 137,9 | 20000 | |
2 9/16 | 103,4 | 15000 | |
4 | 2 9/16 | 68,95 | 10000 |
3 1/8 | 34,45 | 5000 | |
5 | 3 1/16 | 68,95 | 10000 |
4 1/16 | 34,45 | 5000 | |
6 | 2 9/16 | 137,9 | 20000 |
3 1/16 | 103,4 | 15000 | |
4 1/16 | 68,95 | 10000 | |
8 | 3 1/16 | 137,9 | 20000 |
4 1/16 | 103,4 | 15000 | |
7 1/16 | 34,45 | 5000 | |
9 | 34,45 | 5000 | |
9 | 11 | 20,68 | 3000 |
10 | 4 1/16 | 137,9 | 20000 |
7 1/16 | 68,95 | 10000 | |
9 | 68,95 | 10000 | |
11 | 34,45 | 5000 | |
11 | 13 5/8 | 20,68 | 3000 |
12 | 16 | 13,79 | 2000 |
13 | 13 5/8 | 34,45 | 5000 |
14 | 16 | 20,68 | 3000 |
15 | 7 1/16 | 137,9 | 20000 |
11 | 103,4 | 15000 | |
18 | 13 5/8 | 68,95 | 10000 |
21 | 13,79 | 2000 | |
19 | 16 | 34,45 | 5000 |
22 | 7 1/16 | 103,4 | 15000 |
11 | 68,95 | 10000 | |
25 | 7 1/16 | 13,79 | 2000 |
26 | 18 | 103,4 | 15000 |
21 | 68,95 | 10000 | |
27 | 18 | 68,95 | 10000 |
21 | 34,45 | 5000 | |
28 | 11 | 137,9 | 20000 |
13 5/8 | 103,4 | 15000 | |
16 | 68,95 | 10000 | |
Хомутовые соединители должны быть рассчитаны в соответствии с 5.4.2. Каждый зажимной хомут должен быть рассчитан на максимальное нагружение, которое может потребоваться для любого бугеля, для которого он предназначен.
Напряжения должны рассчитываться для условий свинчивания, эксплуатации и испытания.
Напряжения от свинчивания прямо пропорциональны болтовым нагрузкам и должны определяться по наибольшей из следующих нагрузок:
a) болтовой нагрузки, необходимой для посадки прокладки и обеспечения контакта сопрягаемых поверхностей бугелей, или
b) болтовой нагрузки, необходимой для удержания суммарной нагрузки от концевой нагрузки номинального рабочего давления и нагрузки удержания прокладки.
Свинчивание зажимного хомута должно быть достаточным для того, чтобы соединить сопрягаемые поверхности бугелей и не допустить разделения поверхностей по OD бугелей при номинальном рабочем давлении.
Эксплуатационные напряжения должны определяться с использованием напряжений, полученных при суммировании концевой нагрузки номинального рабочего давления и нагрузки удержания прокладки.
Напряжения при испытаниях должны определяться с использованием напряжений, полученных при суммировании концевой нагрузки испытательного давления и нагрузки удержания прокладки.
Напряжения должны определяться с использованием наружного радиуса прокладки как радиуса герметизации.
Все зажимные хомуты должны иметь канавки в их проходных отверстиях с углами 25° плюс, минус 15' для того, чтобы соответствовать бугелям типа 16В и 16ВХ.
Все 25° поверхности в канавках зажимных хомутов должны иметь чистоту обработки поверхности Ra 0,8 мкм (32 in СКВ) или меньше.
При выборе бугельных соединений должен учитываться коэффициент трения: при свинчивании необходимый размер составляет номинальное значение плюс 0,1 мм, при эксплуатации - номинальное значение минус 0,1 мм. Следовательно, трение препятствует свинчиванию и помогает в удерживании соединения в условиях эксплуатации и испытания.
Примечание - Установленный здесь коэффициент трения используется для расчета зажимного хомута и бугеля. Настоящий стандарт не применим для материалов или покрытий, которые имеют другие коэффициенты трения.
Проходное отверстие зажимного хомута должно обеспечивать радиальный зазор вокруг шейки бугеля при свинчивании как минимум 3 мм (0,125 дюйма) для всех бугелей, для которых он предназначен.
Все зажимные хомуты должны иметь один болт или более в каждой точке соединения.
Для снижения возможности изгиба болтов должны использоваться тяжелые шестигранные гайки со сферической поверхностью или сферические шайбы.
Напряжения болтов при креплении зажимного хомута должны соответствовать п.5.4.3. Значения крутящего момента для затяжки болтами зажимного хомута должны определяться изготовителем в соответствии с его конструкцией.
5.3.5.3 Материал
Зажимные хомуты должны изготавливаться из материалов в соответствии с настоящим стандартом. Выполнение [22] к материалам не требуется.
Болтовое крепление должно соответствовать п.5.3.3.
Материалы шайб должны соответствовать документально оформленной спецификации изготовителя.
Шероховатость поверхности в миллиметрах
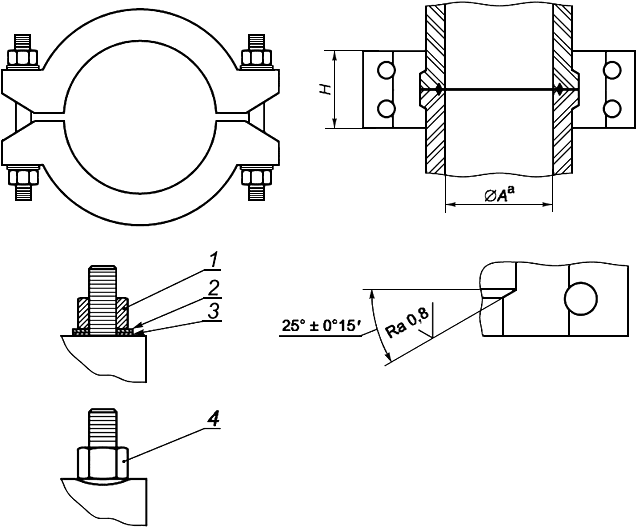
1 - гайка;
2 - наружная шайба; 3 - внутренняя шайба; 4 - сферическая гайка
Условные размеры указаны в таблице 15
Рисунок 7 - Зажимные хомуты для бугельных соединений типа 16В и 16ВХ
Таблица 16 - Номера кольцевых прокладок для оборудования
Номер кольца | Условный размер | Номинальное давление | |
МПа | (psi) | ||
Цельные фланцевые соединения типа 6В | |||
R или | 7 1/16 | 13,79 | 2000 |
R или | 9 | - | - |
R или | 11 | - | - |
R или | 13 5/8 | - | - |
R или | 16 | - | - |
R или | 21 | - | - |
R или | 7 1/16 | 20,68 | 3000 |
R или | 9 | - | - |
R или | 11 | - | - |
R или | 13 5/8 | - | - |
R или | 16 3/4 | - | - |
R или | 20 3/4 | - | - |
R или | 7 1/16 | 34,45 | 5000 |
R или | 9 | - | - |
R или | 11 | - | - |
Цельные фланцевые соединения типа 6ВХ | |||
ВХ 167 | 26 3/4 | 13,79 | 2000 |
ВХ 303 | 30 | - | - |
ВХ 168 | 26 3/4 | 20,68 | 3000 |
ВХ 303 | 30 | - | - |
ВХ 160 | 13 5/8 | 34,45 | 5000 |
ВХ 162 | 16 3/4 | - | - |
ВХ 163 | 18 3/4 | - | - |
ВХ 165 | 21 1/4 | - | - |
ВХ 156 | 7 1/16 | 68,95 | 10000 |
ВХ 157 | 9 | - | - |
ВХ 158 | 11 | - | - |
ВХ 159 | 13 5/8 | - | - |
ВХ 162 | 16 3/4 | - | - |
ВХ 164 | 18 3/4 | - | - |
ВХ 166 | 21 1/4 | - | - |
ВХ 156 | 7 1/16 | 103,4 | 15000 |
ВХ 157 | 9 | - | - |
ВХ 158 | 11 | 103,4 | 15000 |
ВХ 159 | 13 5/8 | - | - |
ВХ 164 | 18 | - | - |
ВХ 156 | 7 1/16 | 137,9 | 20000 |
ВХ 157 | 9 | - | - |
ВХ 158 | 11 | - | - |
ВХ 159 | 13 5/8 | - | - |
Цельные бугельные соединения типа 16В | |||
RX 45 | 7 1/16 | 13,79 | 2000 |
RX 65 | 16 3/4 | - | - |
RX 73 | 21 1/4 | - | - |
RX 53 | 11 | 20,68 | 3000 |
RX 57 | 13 5/8 | - | - |
RX 73 | 21 1/4 | - | - |
Цельные бугельные соединения типа 16В | |||
ВХ 156 | 7 1/16 | 34,45 | 5000 |
ВХ 157 | 9 | - | - |
ВХ 158 | 11 | - | - |
ВХ 160 | 13 5/8 | - | - |
ВХ 162 | 16 3/4 | - | - |
ВХ 165 | 21 1/4 | - | - |
ВХ 156 | 7 1/16 | 68,95 | 10000 |
ВХ 157 | 9 | - | - |
ВХ 158 | 11 | - | - |
ВХ 159 | 13 5/8 | - | - |
ВХ 162 | 16 3/4 | - | - |
ВХ 164 | 18 3/4 | - | - |
ВХ 166 | 21 1/4 | - | - |
ВХ 156 | 7 1/16 | 103,4 | 15000 |
ВХ 158 | 11 | - | - |
ВХ 159 | 13 5/8 | - | - |
ВХ 164 | 18 3/4 | - | - |
ВХ 156 | 7 1/16 | 137,9 | 20000 |
ВХ 158 | 11 | - | - |
5.3.6 Превенторы и буровые катушки
5.3.6.1 Размеры
Превенторы и буровые катушки должны быть идентифицированы обозначением размера, приведенным в таблице 1.
Габаритный размер превенторов и буровых катушек должен представлять собой общую высоту от нижнего торца нижнего соединения до верхнего торца верхнего соединения. Этот размер должен соответствовать документально оформленным спецификациям изготовителя.
Превенторы и буровые катушки должны иметь цилиндрический проход (отверстие) в корпусе, включая концевые соединения. Диаметр отверстия корпуса должен соответствовать минимальному размеру отверстия концевых соединений, как показано в таблице 1.
5.3.6.2 Проектирование
Методы проектирования должны соответствовать 5.4.
Концевые соединения всего оборудования в пределах области применения настоящего стандарта должны соответствовать 5.3.1, 5.3.2, 5.3.4 или 5.3.9.
Выпускные соединения должны соответствовать 5.3.1, 5.3.2 или 5.3.4. Количество выпускных отверстий - по усмотрению.
5.3.6.3 Материал
Материал, используемый для деталей и элементов, работающих под давлением, должен соответствовать разделу 6.
Запорное болтовое крепление и другие части должны соответствовать документально оформленной спецификации изготовителя.
5.3.7 Кольцевые прокладки
Прокладки, используемые для оборудования, изготавливаемого в соответствии с настоящим стандартом, должны соответствовать ИСО 10423.
Прокладки кольцевых соединений типа R, RX и ВХ используются во фланцевых, шпилечных и бугельных соединениях. Прокладки типа R и RX взаимозаменяемы для кольцевых канавок типа R. Прокладки типа RX должны использоваться только с кольцевыми канавками типа SR. Прокладки типа ВХ должны использоваться только с кольцевыми канавками типа 6ВХ. Прокладки типа RX и ВХ не взаимозаменяемы. Краткая информация по применению канавок и прокладок представлена в таблице 16.
5.3.8 Бугели с шейкой под сварку
Настоящий стандарт применим для бугелей с шейкой под сварку.
5.3.9 Другие концевые соединения (ОЕС)
5.3.9.1 Общие сведения
В этом подпункте представлены требования к другим концевым соединениям, которые могут быть использованы для соединения оборудования со стволовым проходом и которые не определены в стандарте. ОЕС включают в себя фланцы и бугели в соответствии с настоящим стандартом, но с фирменными прокладками. ОЕС могут также соответствовать документально оформленным спецификациям изготовителя.
5.3.9.2 Проектирование
ОЕС должны быть спроектированы в соответствии с п.5.4.
ОЕС должны быть спроектированы с условными размерами, указанными в таблице 1.
Диаметр отверстия должен соответствовать минимальному размеру отверстия, как указано в таблице 1.
5.3.9.3 Материалы
Материалы ОЕС должны соответствовать требованиям раздела 6.
5.3.9.4 Испытание
Оборудование, использующее ОЕС, должно успешно пройти испытания в соответствии с разделом VIII
5.3.10 Глухие соединения
5.3.10.1 Фланцы
Размеры глухих фланцев типа 6В и 6ВХ должны соответствовать ИСО 10423.
5.3.10.2 Бугели
Размеры глухих бугелей 16В и 16ВХ должны соответствовать рисунку 4 и таблицам 7, 8, 11, 12, 13 или 14 в соответствии с применяемым размером и номинальным давлением.
5.3.10.3 Другие концевые соединения (ОЕС)
Конструкция и конфигурация глухих ОЕС должны соответствовать 5.3.9.2, 5.3.9.3 и 5.3.9.4.
5.3.11 Адаптеры
Длина переходных катушек не указана в настоящем стандарте. Концевые соединения должны соответствовать 5.3.1, 5.3.2, 5.3.4 или 5.3.9.
5.3.12 Гидравлические соединители
5.3.12.1 Размеры
Гидравлические соединители должны быть идентифицированы условным размером, как указано в таблице 1.
Габаритные размеры гидравлических соединителей должны включать как общую высоту, так и высоту от внутреннего торца (который соединяется с устьем скважины или втулкой превентора) до верхнего торца верхнего соединения. Эти размеры не стандартизированы и должны соответствовать документально оформленным спецификациям изготовителя.
Диаметр отверстия должен соответствовать минимальному размеру отверстия концевых соединений, как указано в таблице 1.
5.3.12.2 Проектирование
Методы проектирования должны соответствовать 5.4.
Не допускается разделение поверхностей по наружному диаметру соединительных торцов при их блокировке с рабочим давлением, рекомендованным изготовителем, и испытании при номинальном рабочем давлении.
5.3.12.3 Соединения
Верхнее соединение должно соответствовать 5.3.1, 5.3.2, 5.3.4 или 5.3.9.
Нижнее соединение должно блокироваться и герметизироваться на переходной катушке или устье скважины, как указано изготовителем.
5.3.12.4 Механизм фиксации прокладки
Должен быть предусмотрен механизм фиксации прокладки. Этот механизм может быть гидравлическим или механическим.
5.3.12.5 Индикатор положения
Должно быть предусмотрено устройство индикации положения для визуального контроля блокировки или разблокировки соединителя.
5.3.12.6 Материал
Материал должен соответствовать требованиям 5.3.6.3.
5.3.13 Соединения для испытания, вентиляции, нагнетания и манометров
Герметизация и расположение фланцев, бугелей и ОЕС должны соответствовать ИСО 10423.
5.4 Методы проектирования
5.4.1 Концевые и выпускные соединения
Концевые и выпускные соединения должны отвечать требованиям настоящего стандарта.
5.4.2 Элементы, находящиеся под скважинным давлением
5.4.2.1 Общие сведения
Детали или элементы, работающие под давлением, должны проектироваться в соответствии с одним или несколькими методами, представленными в 5.4.2.2-5.4.2.4.
Примечание - Настоящий стандарт не предназначен для анализа на усталость и расчета значений локальных напряжений смятия. Проектные решения, основанные только на представленных допустимых методах, могут быть недостаточными для всех эксплуатационных условий.
5.4.2.2 Метод ASME
Настоящая методология проектирования описана в [6]. Допустимые расчетные напряжения ограничены следующим критерием:
![]() ,
,
![]() , (2)
, (2)
где - интенсивность расчетного напряжения при номинальном рабочем давлении;
- максимально допустимая интенсивность общего основного мембранного напряжения при давлении гидравлического испытания;
- заданный минимальный предел текучести материала.
5.4.2.3 Энергетическая теория деформаций
В настоящей методологии проектирования базового значения толщины стенки сосуда, работающего под давлением, используется комбинация трехосных напряжений, базирующаяся на давлении гидравлического испытания. Эта методология ограничивается следующим критерием:
![]() , (3)
, (3)
где - максимально допустимое эквивалентное напряжение, рассчитанное методом энергетической теории деформаций;
- заданный минимальный предел текучести материала.
5.4.2.4 Экспериментальный анализ напряжений
Применение экспериментального анализа напряжений согласно [7].
5.4.3 Запорное болтовое крепление
Напряжения должны определяться с учетом всех нагрузок на запорное крепление, включая давление, воздействующее на участок герметизации, нагрузки на прокладки и любые дополнительные механические нагрузки. Максимальное напряжение растяжения должно определяться с учетом начальных нагрузок свинчивания, рабочих условий и условий гидравлических испытаний. Напряжения, отнесенные к минимальной площади поперечного сечения, не должны превышать следующие ограничения:
![]() , (4)
, (4)
где - максимально допустимое напряжение растяжения;
- заданный минимальный предел текучести материала.
5.4.4 Другие детали
Детали, удерживающие и регулирующие давление, должны проектироваться в соответствии с документально оформленными спецификациями изготовителя, а также эксплуатационными условиями, определенными в 5.2.
5.4.5 Прочая проектная информация
5.4.5.1 Общие сведения
Концевые и выпускные соединения должны быть цельными с устьевым оборудованием скважины.
5.4.5.2 Гидравлические соединители
Изготовители должны задокументировать нагрузки/предельные характеристики для гидравлических соединителей с использованием формата для фланцев согласно [3]. Формат относит давление к допустимому изгибающему моменту для различных напряжений растяжения. Изготовитель должен установить, является ли ограничением уровень напряжения или разделение торцевых поверхностей. Методы аналитического расчета должны соответствовать 5.4.
5.4.5.3 Зажимные хомуты
Изготовители должны задокументировать нагрузки/предельные характеристики для хомутовых соединений с использованием формата для фланцев в соответствии с [3]. Формат относит давление к допустимому изгибающему моменту для различных напряжений растяжения. Изготовитель должен установить, является ли ограничением уровень напряжения зажимного хомута или бугеля. Методы аналитического расчета должны соответствовать 5.4.
5.4.5.4 Другие концевые соединения
Изготовители должны задокументировать нагрузки/предельные характеристики для ДКС с использованием формата для фланцев в соответствии с [3]. Формат относит давление к допустимому изгибающему моменту для различных напряжений растяжения. Изготовитель должен установить, какая деталь соединения содержит ограничения по напряжениям, что определяет основу для графического изображения. Методы аналитического расчета должны соответствовать 5.4.
5.5 Проверка правильности проектирования
5.5.1 Общие сведения
Проверка правильности проектирования должна проводиться для оборудования, указанного в разделе 1, и должна быть описана в документально оформленной спецификации (спецификациях) изготовителя. В соответствии с настоящим стандартом проверка правильности проектирования не требуется для буровых и переходных катушек, зажимных хомутов или фланцев, бугелей и кольцевых прокладок.
Экспериментальное подтверждение проектирования должно быть задокументировано и подтверждено, как указано в 5.6.
5.5.2 Превенторы
Испытания эксплуатационных характеристик превенторов должны соответствовать 5.7.
5.5.3 Гидравлические соединители
Испытания эксплуатационных характеристик гидравлических соединителей должны соответствовать 5.7.
5.5.4 Узлы кольцевого уплотнения
Испытания узлов кольцевого уплотнения должны соответствовать 5.7.
Подтверждающее испытание расчетной температуры узлов кольцевого уплотнения должно соответствовать 5.8.3.
5.5.5 Блоки плашек, уплотнительные узлы и верхние уплотнения
Испытания блоков плашек, плашечных уплотнительных узлов и верхних уплотнений должны соответствовать 5.7.
Подтверждающее испытание расчетной температуры блоков плашек, плашечных уплотнительных узлов и верхних уплотнений должно соответствовать 5.8.2.
5.5.6 Другие концевые соединения (ОЕС)
Испытания эксплуатационных характеристик ОЕС должны соответствовать документально оформленной спецификации изготовителя.
5.6 Документация
5.6.1 Проектная документация
Проектные решения, включая проектные требования, методы, допущения и расчеты, должны быть задокументированы. Информационный носитель проектной документации должен быть четким, читаемым, воспроизводимым и многократно используемым.
5.6.2 Проектная экспертиза
Проектная документация должна быть рассмотрена и проверена специалистами, которые не участвовали в разработке первоначального проекта.
5.6.3 Проверка проекта
Процедуры проверки проекта и ее результаты должны быть задокументированы.
5.6.4 Хранение документации
Документы, в соответствии с разделом 5, должны храниться в течение 10 лет после изготовления последнего узла соответствующей модели, размера и номинального рабочего давления.
5.7 Испытания эксплуатационных характеристик (ВОР) и гидравлических соединителей
5.7.1 Общие сведения
5.7.1.1 Требования
Все испытания должны быть в соответствии с таблицей 17.
Таблица 17 - Требуемые испытания эксплуатационных характеристик
Испытание | Плашечный ВОР | Кольцевой превентор | Гидравлические соединители | |||
Фиксирован. | Универсал. | Глухие | Срезающие | |||
Герметизирующие характеристики | P1, S2 | Р3, S3 | P1, S2 | P1, S2 | P1, S2 | N/A |
Усталость | P1, S2 | Р3, S3 | P1, S2 | P1, S2 | P1, S2 | |
Протаскивание под давлением | Р2, S2 | Р2, S2 | N/A | N/A | P1, S2 | |
Срезание | N/A | N/A | N/A | P1, S2 | N/A | |
Подвешивание | P1, S2 | Р3, S3 | N/A | N/A | N/A | |
Доступ к уплотнительному узлу | Р2, S2 | Р2, S2 | ||||
Устройство блокировки плашек | Р2, S2 | N/A | ||||
Механизм блокировки | N/A | Р2, S2 | ||||
Механизм герметизации | P1, S3 | |||||
Температурное подтверждение | Р3, S3 | N/A | ||||
Примечания: | ||||||
| ||||||
5.7.1.2 Процедура
Все испытания эксплуатационных характеристик должны проводиться при температуре окружающей среды с использованием воды в качестве скважинного флюида. Если не оговорено иначе, то уровнем закрытия давления поршня должно быть давление, рекомендованное изготовителем, которое не должно превышать рабочего давления спроектированной системы гидравлического управления. Изготовитель должен задокументировать эту процедуру и результаты. Могут быть использованы процедуры, представленные в приложении С.
5.7.1.3 Критерий приемки
За исключением испытаний на протаскивание при закрытом превенторе, критерием приемки для всех испытаний, подтверждающим герметичность, должно быть отсутствие утечки.
5.7.1.4 Масштабирование
Если предусматривается использование масштабирования размера и рабочего давления, то масштабирование должно соответствовать таблице 17. Изготовитель должен задокументировать его технические обоснования.
5.7.2 Превентор плашечного типа
5.7.2.1 Испытание герметизирующих характеристик
Это испытание определяет фактическое давление открытия или закрытия, необходимое для удержания или нарушения герметичности стволового прохода под давлением. Испытание также должно определить возможность плашечного уплотнительного узла обеспечить герметичность, если закрывание происходит при повышенных скважинных давлениях. Для трубных плашек фиксированного проходного диаметра должен использоваться пробный шаблон диаметром 127 мм (5 дюймов) для превенторов с условным проходом 279 мм (11 дюймов) и больше, а для превенторов с условным проходом размером меньше чем 279 мм (11 дюймов) должен использоваться пробный шаблон диаметром 88,9 мм (3 1/2 дюйма). Испытания герметизирующих характеристик для УТП должны включать размеры труб для минимального и максимального значений диапазона плашек.
Документация должна включать:
a) протокол, в котором указано давление закрытия по отношению к скважинному давлению, при котором обеспечивается герметичность при повышенных скважинных давлениях.
b) протокол, в котором указано давление управления (закрыто или открыто) по отношению к скважинному давлению, при котором нарушается герметичность стволового прохода.
5.7.2.2 Испытание на усталость
Это испытание определяет способность плашечных уплотнительных узлов и уплотнений поддерживать герметичность стволового прохода под давлением после повторных закрытий и открытий. Это испытание моделирует закрытие и открытие превентора один раз в день при скважинном давлении от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) и один раз в неделю при номинальном рабочем давлении в течение 1,5 лет эксплуатации. Для трубных плашек фиксированного проходного диаметра должен использоваться пробный шаблон диаметром 127 мм (5 дюймов) для превенторов с условным проходом 279 мм (11 дюймов) и больше, а для превенторов с условным проходом меньше чем 279 мм (11 дюймов) должен использоваться пробный шаблон диаметром 88,9 мм (3 1/2 дюйма). Испытания для VBR должны проводиться при минимальном и максимальном размерах их диапазона.
Документация должна отражать:
a) контроль плашечных блоков магнитопорошковым методом (MP) в соответствии с документально оформленной процедурой изготовителя;
b) суммарное количество циклов до нарушения герметичности или 546 циклов закрытия/открытия и 78 циклов при рабочем давлении в зависимости от того, какое из этих условий наступит первым.
5.7.2.3 Испытание ресурса при протаскивании под давлением
Это испытание определяет способность плашечных уплотнительных узлов и уплотнений контролировать скважинное давление при протаскивании бурильных труб через закрытые плашки без превышения интенсивности утечки 4 литра/мин (1 гал/мин). Должен использоваться пробный шаблон диаметром 127 мм (5 дюймов) для превенторов с условным проходом 279 мм (11 дюймов) и больше, а для превенторов с условным проходом размером меньше чем 279 мм (11 дюймов) должен использоваться пробный шаблон диаметром 88,9 мм (3 1/2 дюйма).
Документация должна отражать:
a) скважинное давление, используемое в процессе испытания;
b) протокол скорости возвратно-поступательного перемещения;
c) эквивалентную длину протаскиваемых труб или 15000 м (50000 футов), в зависимости от того, какое из этих условий наступит первым.
5.7.2.4 Испытание срезающих плашек
Это испытание определяет способность срезания и герметизации для выбранных образцов бурильных труб. Трубы, используемые для испытания на срез, как минимум должны соответствовать таблице 18. Эти испытания должны проводиться без растяжения труб и при отсутствии скважинного давления.
Таблица 18 - Требования к срезаемым трубам
Размер ВОР | Срезаемые трубы (минимум) |
179 мм (7 1/16 дюйма) | 88,9 мм (3 1/2 дюйма) 13,3 фунт/фут |
279 мм (11 дюймов) | 127 мм (5 дюймов) 19,5 фунт/фут |
346 мм (13 5/8 дюймов) и больше | 127 мм (5 дюймов) 19,5 фунт/фут |
Документация должна отражать конфигурацию срезающих плашек и превентора изготовителя, фактическое давление и силу, необходимую для срезания трубы. Документация должна содержать также описание трубы (размер, массу и группу прочности материала), фактические характеристики растяжения и ударной вязкости, как указано в ИСО 11961.
5.7.2.5 Испытание на подвешивание
Это испытание определяет способность плашечного узла обеспечивать герметичность от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) и полном номинальном рабочем давлении при удерживании нагрузки от бурильных труб. Это испытание должно применяться к превенторам с условным проходом 279 мм (11 дюймов) и больше. Любые испытания на подвешивание, проводимые с использованием универсальных трубных плашек, должны использовать бурильные трубы размером, соответствующим минимальному и максимальному диаметрам, указанным для этих плашек. Испытание должно проводиться для наихудшего условия нагружения, т.е. с поддержанием закрывающего давления или при сброшенном давлении закрытия с использованием только блокирующей плашечной системы, для удержания плашек в закрытом состоянии в процессе испытаний на подвешивание.
Документация должна отражать:
a) неразрушающий контроль (NDE) плашечных блоков в соответствии с документально оформленной процедурой изготовителя;
b) нагрузку, при которой начинают проявляться протечки 2,7 МН (600000 фунтов) для 127 мм (5 дюймов) труб и более, или 2,0 МН (450000 фунтов) для труб менее чем 127 мм (5 дюймов), в зависимости от того, какое из этих условий наступит первым.
5.7.2.6 Испытание на доступ к плашкам
Это испытание определяет способность превентора подвергаться многократным заменам плашек и/или плашечных уплотнительных узлов без влияния на его эксплуатационные характеристики. Это испытание должно проводиться путем получения доступа к плашкам и осуществления испытания на скважинное давление после каждого двадцатого доступа к плашкам.
Документация должна отражать количество циклов доступа до отказа или 200 циклов доступа и 10 циклов при скважинном давлении в зависимости от того, какое из этих условий наступит первым.
5.7.2.7 Испытание устройства блокировки плашек
Это испытание определяет способность устройства блокировки плашек превентора поддерживать герметичность стволового прохода под давлением (давлениями) после сброса давления закрытия и/или блокировки. Это испытание может проводиться как часть испытания на усталость или испытания на подвешивание. VBR должны быть испытаны при минимальном и максимальном размерах их диапазона. Испытания должны быть проведены от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) и полном номинальном рабочем давлении.
5.7.3 Превентор кольцевого типа
5.7.3.1 Испытание герметизирующих характеристик
Это испытание определяет давление закрытия поршня, необходимое для удержания герметичности как функцию скважинного давления до полного номинального рабочего давления превентора. Испытание должно проводиться на шаблоне бурильных труб и в условиях открытого ствола.
Шаблон диаметром 127 мм (5 дюймов) должен использоваться для превенторов с условным проходом 279 мм (11 дюймов) и больше. Для превенторов с условным проходом 228 мм (9 дюймов) и меньше должен использоваться шаблон диаметром 88,9 мм (3 1/2 дюйма). Это испытание состоит из трех частей:
a) Испытание при постоянном скважинном давлении
Испытание должно проводиться для определения фактического давления закрытия, требуемого для поддержания герметичности скважинного давления на пробном шаблоне. Документация должна включать регистрацию скважинного давления в зависимости от давления закрытия.
b) Испытание при постоянном давлении закрытия
Испытание должно проводиться для определения максимального скважинного давления, достижимого для заданного давления закрытия с превентором, закрытым на пробном шаблоне. Документация должна включать регистрацию скважинного давления в зависимости от давления закрытия.
c) Испытание под давлением при полном закрытии
Испытание должно проводиться для определения давления закрытия, требуемого для герметизации открытого стволового прохода при половине номинального рабочего давления. Документально оформленная процедура изготовителя должна определить максимальное количество многократных циклов, требуемое для достижения полного закрытия при комнатной температуре. Документация должна включать регистрацию скважинного давления в зависимости от давления закрытия.
5.7.3.2 Испытание на усталость
Испытание на усталость определяет способность уплотнительного узла поддерживать герметичность при давлении от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) и номинальном рабочем давлении в процессе повторных закрытий и открытий. Это испытание моделирует закрытие и открытие превентора один раз в день и испытание при скважинном давлении от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) и один раз в неделю при номинальном рабочем давлении в течение одного года эксплуатации.
Документация должна включать:
a) график (монограмма изменения размера) внутреннего диаметра (ID) уплотнительного элемента после проведения каждых двадцати циклов испытаний и выдерживании давления в течение 30 мин;
b) количество циклов до нарушения герметичности или 364 цикла закрытия/открытия и 52 цикла при рабочем давлении в зависимости от того, какое из этих условий наступит первым.
5.7.3.3 Испытание на доступ к уплотнительному узлу
Это испытание определяет способность превентора подвергаться многократным заменам уплотнительного узла без влияния на его эксплуатационные характеристики. Испытание должно проводиться путем получения доступа к уплотнительному узлу и осуществления испытания на скважинное давление после каждого двадцатого доступа к уплотнительному узлу.
Документация должна отражать количество циклов доступа до отказа или двести циклов доступа в зависимости от того, какое из этих условий наступит первым.
5.7.3.4 Испытание ресурса при протаскивании под давлением
Это испытание определяет способность кольцевого уплотнительного узла контролировать скважинное давление при протаскивании бурильных труб и замковых соединений через закрытый уплотнительный узел с интенсивностью утечки не более 4 л/мин (1 гал/мин).
Документация должна отражать:
a) скважинное давление, используемое в процессе испытания;
b) протокол регистрации скорости возвратно-поступательного перемещения;
c) эквивалентную длину протаскиваемых труб и количество замковых соединений или 5000 замковых соединений в зависимости от того, какое из этих условий наступит первым;
d) давление закрытия, используемое в процессе испытания.
5.7.4 Гидравлические соединители
5.7.4.1 Испытание механизма блокировки
Это испытание определяет работоспособность как основного, так и вспомогательного (если предусмотрен) механизма блокировки при номинальном рабочем давлении и устанавливает взаимоотношение давлений блокировки/разблокировки. Испытание должно проводиться с использованием собранного соединителя с испытательной тумбой. Соединитель должен быть установлен в заблокированном положении на испытательной тумбе в пределах указанных изготовителем ограничений. Функциональное испытание, которое проверяет работу блокирующего механизма на соответствие документально оформленным техническим условиям изготовителя на проектирование, должно быть задокументировано.
5.7.4.2 Испытание герметизирующего механизма
Это испытание проверяет работоспособность герметизирующего механизма при давлении от 1,4 до 2,1 МПа (200 psi - 300 psi) и номинальном рабочем давлении, а также должно продемонстрировать герметичность конструкции уплотнения. Это испытание должно проводиться с использованием собранного соединителя с глухим верхним соединением и испытательной тумбой. Испытание под скважинным давлением должно выполняться с заблокированным соединителем и сброшенным рабочим давлением. Функциональное испытание, которое проверяет работу герметизирующего механизма на соответствие документально оформленным техническим условиям изготовителя на проектирование, должно быть задокументировано.
5.8 Проверочные испытания при расчетной температуре для неметаллических уплотнительных материалов и формовых уплотнительных узлов
5.8.1 Общие сведения
5.8.1.1 Техника безопасности
Процедуры, обеспечивающие технику безопасности, должны соответствовать документации изготовителя.
5.8.1.2 Назначение процедуры
Эта процедура должна проверить эксплуатационные характеристики неметаллических уплотнений и формовых уплотнительных узлов, используемых в качестве элементов, регулирующих давление и/или работающих под давлением в оборудовании, включенном в раздел 1. Назначением этой процедуры является проверка эксплуатационных характеристик этих элементов под воздействием низких и высоких температур.
5.8.1.3 Процедура
Все испытания должны проводиться при предельных температурах для классов температуры испытываемых элементов. Классы температур приведены в таблице 4. Изготовитель должен указать флюид, используемый для испытаний. Если иначе не оговорено, то давление закрытия должно быть равным давлению, рекомендуемому изготовителем, которое не должно превышать расчетного нормативного рабочего давления используемой гидравлической системы. Изготовитель должен задокументировать свою процедуру и полученные результаты.
Например, может быть использована процедура, представленная в приложении D.
5.8.1.4 Критерий приемки
Критерием приемки для всех испытаний должно быть отсутствие утечки.
5.8.1.5 Масштабирование
Если предусматривается использование масштабирования размера и рабочего давления, то масштабирование должно соответствовать таблице 17. Изготовитель должен задокументировать его технические обоснования.
5.8.2 Превентор плашечного типа
Неметаллические уплотнения и формовые уплотнительные узлы в плашечных превенторах должны испытываться для подтверждения их способности обеспечивать герметичность в экстремальных условиях их температурной классификации. Испытания универсальных трубных уплотнительных узлов должны проводиться на минимальных и максимальных размерах их диапазона.
Документация должна содержать:
a) протокол регистрации эластомеров, как указано в испытательных процедурах;
b) протокол регистрации температуры скважинного флюида в превенторе во время испытания;
c) протокол регистрации характеристик при низкотемпературных испытаниях: требуются минимум три цикла при номинальном рабочем давлении;
d) протокол регистрации характеристик при высокотемпературных испытаниях: требуется один цикл при номинальном рабочем давлении с удержанием давления как минимум 60 мин.
5.8.3 Превентор кольцевого типа
Неметаллические уплотнения и формовые уплотнительные узлы в кольцевых превенторах должны испытываться для подтверждения их способности обеспечивать герметичность в экстремальных условиях их температурной классификации.
Документация должна содержать:
a) протокол регистрации эластомеров, как указано в испытательных процедурах;
b) протокол регистрации температуры скважинного флюида в превенторе во время испытания;
c) протокол регистрации характеристик при низкотемпературных испытаниях: требуются минимум три цикла при номинальном рабочем давлении;
d) протокол регистрации характеристик при высокотемпературных испытаниях: требуется один цикл при номинальном рабочем давлении с удержанием давления как минимум 60 мин.
5.9 Требования к руководству по эксплуатации
Изготовитель должен подготовить и иметь в наличии руководство по эксплуатации для каждой модели плашечного или кольцевого превентора или гидравлического соединителя, изготовленных в соответствии с настоящим стандартом. Данное руководство по эксплуатации должно содержать, как минимум и если применимо, следующую информацию:
a) инструкции по монтажу и эксплуатации;
b) физические данные;
c) информацию об уплотнительных узлах и уплотнениях;
d) информацию об испытаниях и обслуживании;
e) информацию о сборке и разборке;
f) информацию о запчастях;
g) информацию о хранении;
h) краткое описание эксплуатационных характеристик, в зависимости от конкретного случая;
1) информацию об испытании герметизирующих характеристик;
2) информацию об испытании на усталость;
3) информацию об испытании ресурса при протаскивании под давлением;
4) информацию об испытании на подвешивание;
5) информацию об испытании срезающих плашек;
6) информацию об испытании устройства блокировки плашек;
7) информацию об испытании на доступ к плашкам/уплотнительному узлу;
8) информацию об испытании механизма блокировки.
6 Требования к материалам
6.1 Общие сведения
Настоящий раздел приводит характеристики материалов, требования к технологической обработке и составу для элементов, работающих под давлением. Другие детали при использовании их в оборудовании, указанном в настоящем стандарте, должны изготавливаться из материалов, соответствующих проектным, согласно разделу V. Металлические материалы должны отвечать требованиям [22].
6.2 Документально оформленные спецификации
6.2.1 Металлические детали
Документально оформленная спецификация на материалы необходима для всех металлических деталей, регулирующих давление или работающих под давлением. Документально оформленные заданные требования для металлических материалов должны определять следующее:
a) состав материала с допусками;
b) квалификацию материала;
c) допустимые режимы плавки (плавок);
d) режим (режимы) штамповки;
е) процедуру термообработки, включая длительность цикла и температуру с допусками, оборудование термообработки и охладитель;
f) требования к NDE;
g) требования к механическим свойствам.
6.2.2 Неметаллические детали
Каждый изготовитель должен иметь документально оформленные спецификации на эластомерные материалы, используемые при изготовлении оборудования со стволовым проходом. Эти спецификации должны включать в себя следующие физические испытания и ограничения по приемке и контролю:
a) твердость в соответствии с [18] или [16];
b) нормальные механические свойства в соответствии с [13] или [15];
c) остаточную деформацию при сжатии в соответствии с [12] или [15];
d) испытание погружением в соответствии с [14] или [15];
6.3 Элементы, работающие под давлением
6.3.1 Требования к характеристикам
Элементы, работающие под давлением, должны изготавливаться из материалов, указанных изготовителем, которые отвечают требованиям таблиц 19 и 20.
Таблица 19 - Требования к свойствам материалов для элементов, работающих под давлением
Обозначение материала | Условный предел текучести 0,2% смещение | Предел прочности при растяжении | Относительное удлинение на 50 мм | Относительное сужение | ||
МПа | (psi) | МПа | (psi) | % | % | |
36К | 248 | 36000 | 483 | 70000 | 21 | не указано |
45К | 310 | 45000 | 483 | 70000 | 19 | 32 |
60К | 414 | 60000 | 586 | 85000 | 18 | 35 |
75К | 517 | 75000 | 655 | 95000 | 18 | 35 |
Таблица 20 - Применение материалов для элементов, работающих под давлением
Деталь | Номинальное рабочее давление | |||||
13,8 МПа | 20,7 МПа | 34,5 МПа | 69,0 МПа | 103,5 МПа | 138,0 МПа | |
Корпус | 36К, 45К, 60К, 75К | 45К, 60К, 75К | 60К, 75К | |||
Концевые соединения | 60К | 75К | ||||
Глухие фланцы | 60К | 75К | ||||
Глухие бугели | 60К | 75К | ||||
Испытание на ударную вязкость образцов с V-образным надрезом по Шарпи должно соответствовать 6.3.4.2.
6.3.2 Технологическая обработка
6.3.2.1 Плавка, литье и горячая обработка
6.3.2.1.1 Технологии плавки
Изготовитель должен выбрать и указать технологию плавки для всех материалов элементов, работающих под давлением.
6.3.2.1.2 Технологии литья
Изготовитель материалов должен задокументировать технологию литья, которая устанавливает ограничения на контроль формовочной смеси, изготовление стержней, оснастку и плавку.
6.3.2.1.3 Технологии горячей обработки
Изготовитель материалов должен задокументировать технологии горячей обработки. Все деформируемые материалы должны формоваться с использованием технологий горячей обработки, которые обеспечивают структуру деформируемого металла по всему объему.
6.3.2.2 Термообработка
Все операции по термообработке должны проводиться с использованием оборудования, отвечающего требованиям, указанным изготовителем (практические рекомендации см. в приложении Е).
Особое внимание следует уделять загрузке материалов в печи так, чтобы расположение каждой детали не оказывало отрицательного влияния на результаты термообработки любых других деталей.
Температура и время термообработки должно быть определено в соответствии с документально оформленной спецификацией изготовителя.
Закалка должна проводиться в соответствии с документально оформленными спецификациями изготовителя.
a) Закалка в воде
Температура воды или охладителя на водной основе не должна превышать 38 °С (100 °F) в начале закаливания и 49 °С (120 °F) после завершения закаливания.
b) Закалка в масле
Температура любого охладителя на масляной основе не должна превышать 38 °С (100 °F) в начале закаливания.
6.3.3 Химический состав
6.3.3.1 Общие сведения
Изготовитель должен указать диапазон химического состава материалов, используемых для изготовления элементов, работающих под давлением.
Состав материала должен быть определен на основе плавки (или на основе переплавки слитка для материалов переплавляемых марок) в соответствии с документально оформленной спецификацией изготовителя.
6.3.3.2 Ограничения по составу
Ограничения по химическому составу материалов элементов, работающих под давлением и изготавливаемых из углеродистой и низколегированной стали, должны соответствовать таблице 21. Ограничения для немартенситных систем сплавов не должны соответствовать таблицам 21 и 22.
Таблица 21 - Ограничения по составу сталей (% массовой доли) для элементов, работающих под давлением
Легирующий элемент | Ограничение для углеродистых и низколегированных сталей | Ограничение для мартенситных нержавеющих сталей |
Углерод | 0,45 макс. | 0,15 макс. |
Марганец | 1,80 макс. | 1,00 макс. |
Кремний | 1,00 макс. | 1,50 макс. |
Фосфор | 0,025 макс. | 0,025 макс. |
Сера | 0,025 макс. | 0,025 макс. |
Никель | 1,00 макс. | 4,50 макс. |
Хром | 2,75 макс. | от 11,0 до 14,0 |
Молибден | 1,50 макс. | 1,00 макс. |
Ванадий | 0,30 макс. | N/A |
Таблица 22 - Ряд легирующих элементов - Требования к максимальному допуску
Легирующий элемент | Ограничение для углеродистых и низколегированных сталей % массовой доли | Ограничение для мартенситных нержавеющих сталей % массовой доли |
Углерод | 0,08 | 0,08 |
Марганец | 0,40 | 0,40 |
Кремний | 0,30 | 0,35 |
Никель | 0,50 | 1,00 |
Хром | 0,50 | - |
Молибден | 0,20 | 0,20 |
Ванадий | 0,10 | 0,10 |
Примечание - Значения, указанные в таблице, являются максимально допустимыми для любых специальных элементов и не должны превышать максимума, указанного в таблице 21. | ||
6.3.3.3 Допуски на ограничения по составу
Разрешенные допуски на содержание легирующих элементов должны соответствовать таблице 22.
6.3.4 Квалификация материала
6.3.4.1 Испытание на растяжение
Образцы для испытаний на растяжение должны быть взяты из пробы для квалификационных испытаний (QTC), как описано в 6.3.5. Эта QTC должна использоваться для квалификации плавки и изделий, которые были получены из этой плавки.
Испытания на растяжение должны быть проведены при комнатной температуре в соответствии с процедурами, указанными в ИСО 6892.
Должно быть проведено как минимум одно испытание на растяжение. Результаты испытания (испытаний) должны соответствовать таблице 19. Если результаты первых испытаний на растяжение не соответствуют указанным требованиям, то могут быть проведены два дополнительных испытания на растяжение с целью квалификации материала. Результаты каждого из этих дополнительных испытаний должны соответствовать требованиям таблицы 19.
6.3.4.2 Испытание на ударную вязкость
Испытание на ударную вязкость должно проводиться для каждой плавки материала, используемого для элементов, работающих под давлением.
Образцы для испытаний на ударную вязкость должны быть взяты из QTC в соответствии с 6.3.5. Эта QTC должна использоваться для квалификации плавки и изделий, которые были получены из этой плавки.
Должны использоваться образцы со стандартным размером поперечного сечения 10 мм10 мм за исключением тех случаев, когда материала недостаточно. В этом случае должен использоваться образец следующего меньшего стандартного размера. Когда необходимо подготовить образцы меньшего размера, то уменьшенный размер должен соответствовать направлению, параллельному основанию V-образного надреза.
Испытания на ударную вязкость должны проводиться в соответствии с ASTM А 370 с использованием технологии Шарпи с V-образным надрезом.
Чтобы квалифицировать материал по температурному классу ИСО Т-0, Т-20 или Т-75, испытания на ударную вязкость должны проводиться при температуре испытаний, равной или ниже значений, указанных в таблице 23.
Чтобы квалифицировать плавку материала на ударную вязкость, должны быть испытаны как минимум три образца. Среднее значение ударной вязкости должно быть как минимум равно минимальному значению, представленному в таблице 23. В любом случае индивидуальное значение ударной вязкости не должно быть ниже 2/3 требуемого минимального среднего значения. Ниже требуемого минимального среднего значения должно быть не более одного из трех результатов. Если результаты испытаний неудовлетворительные, то может быть проведено одно повторное испытание на трех дополнительных образцах (взятых из того же места используемого QTC без дополнительной термообработки). Повторное испытание должно показать среднее значение ударной вязкости, равное или превышающее требуемое минимальное среднее значение.
Значения, приведенные в таблице 23, являются минимально допустимыми величинами для квалификации штамповок и кованых изделий, испытанных в поперечном сечении, а также для литых изделий и сварных швов. Штамповки и кованые изделия могут испытываться в продольном сечении, но в этом случае они должны иметь минимальное среднее значение 27 Дж (20 фут-фунтов).
Таблица 23 - Критерии приемки для испытаний на ударную вязкость по Шарпи с V-образным надрезом
Температурный класс | Температура испытания | Минимальная работа удара, требуемая для среднего значения по каждому комплекту из трех образцов | Минимальная работа удара, допустимая только для одного образца из комплекта | |||
°С | °F | Дж | (фут-фунт) | Дж | (фут-фунт) | |
Т-0 | минус 18 | 0 | 20 | 15 | 14 | 10 |
Т-20 | минус 29 | минус 20 | 20 | 15 | 14 | 10 |
Т-75 | минус 59 | минус 75 | 20 | 15 | 14 | 10 |
6.3.5 Пробы для квалификационных испытаний (QTC)
6.3.5.1 Общие сведения
Свойства QTC должны представлять свойства материала оборудования, которое он квалифицирует. Одна QTC может быть использована для представления свойства на ударную вязкость и/или растяжения элементов, изготовленных из одной плавки, обеспечивая при этом соответствие требованиям настоящего стандарта.
Когда QTC представляет собой вырезанную цилиндрическую пробу или полосу, взятую из изготовленной детали, то QTC должна квалифицировать детали, имеющие тот же самый или меньший эквивалентный круг (ER).
QTC может квалифицировать материал и детали изготовленные только из одной плавки. (Переплавка может быть квалифицирована на базе основной плавки).
6.3.5.2 Эквивалентный круг (ER)
6.3.5.2.1 Общие сведения
Размеры QTC для детали должны быть определены с использованием следующего ER метода.
6.3.5.2.2 Методы ER
Рисунок 8 иллюстрирует основные модели для определения ER для простых сплошных и полых деталей и более сложного оборудования. ER детали должен быть определен с использованием ее фактических размеров в состоянии "как термически обработанная".
6.3.5.2.3 Требуемые размеры
ER QTC должен быть равным или больше размеров детали, которую он квалифицирует, за исключением случая, когда размер QTC не должен превышать ER 125 мм (5 дюймов).
6.3.5.3 Технологическая обработка
6.3.5.3.1 Технологии плавки
Во всех случаях обработка QTC с использованием плавки (плавок) не должна быть лучше, чем для материалов, которые он квалифицирует [например, QTC, изготовленный из переплавки или из материала, подвергнутый вакуумной дегазации, не может квалифицировать материал той же первичной плавки, но который не подвергался идентичной технологии (технологиям) плавки]. Переплавленный материал, взятый из одного переплавленного слитка, может быть использован для квалификации другого переплавленного материала, который был обработан аналогичным способом и взят из той же первичной плавки. Для этих отдельных переплавленных слитков не должно проводиться какого-либо дополнительного легирования.
6.3.5.3.2 Технологии литья
Изготовитель должен использовать для QTC ту же технологию (технологии) литья, что и для квалифицируемых деталей для того, чтобы обеспечить необходимую точность испытания.
6.3.5.3.3 Технологии горячей обработки
Изготовитель должен использовать соотношения горячей обработки на QTC, которые равны или меньше тех, которые использовались для обработки квалифицируемых деталей. Общее соотношение горячей обработки для QTC не должно превышать общего соотношения горячей обработки квалифицируемых деталей.
6.3.5.3.4 Сварка
Сварка на QTC не допустима, за исключением сварных швов скрепляющего типа.
6.3.5.3.5 Термообработка
Все операции по термообработке должны проводиться с использованием оборудования "производственного типа", сертифицированного в соответствии с документально оформленной спецификацией изготовителя. Оборудование "производственного типа" для термообработки должно рассматриваться как оборудование, которое обычно используется для обработки деталей.
QTC должна подвергаться аналогичному заданному процессу термообработки, что и квалифицируемые детали. QTC должна быть термообработана в соответствии с заданными процедурами термообработки изготовителя.
В случае, когда QTC не подвергалась термообработке в одной садке вместе с квалифицируемыми деталями, температуры аустенизации (или термообработка с образованием твердого раствора) для QTC должны быть в пределах 14 °С (25 °F) от аналогичных температур для деталей. Температура отпуска для детали не должна быть ниже QTC более, чем на 14 °C (25 °F). Верхний предел не должен быть выше, чем допустимый по процедуре термообработки для этого материала. Время цикла для QTC при каждой температуре не должно превышать аналогичного времени для деталей.
6.3.5.4 Испытание на растяжение и ударную вязкость
В случае, когда требуются образцы для испытаний на растяжение и/или ударную вязкость, они должны быть взяты из QTC после завершающего цикла термообработки. Допускается взятие образцов на растяжение и ударную вязкость из нескольких QTC, если данные QTC прошли аналогичные циклы термообработки.
Образцы на растяжение и ударную вязкость должны вырезаться из QTC таким образом, чтобы их продольная центральная ось полностью находилась в пределах центральной 1/4 зоны для сплошного QTC или в пределах 6,35 мм (1/4 дюйма) средней толщины сечения с наибольшей толщиной для полых QTC (обозначения представлены на рисунке 8).
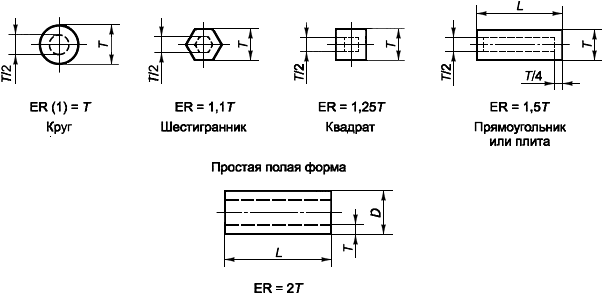
Если меньше чем
, то необходимо рассматривать сечение как плиту толщиной
. Область внутри пунктирных линий является 1/4
зоной для вырезания образцов для испытаний.
Если меньше чем
, то необходимо рассматривать сечение как плиту толщиной
.
а) Простые геометрические сечения/формы, имеющие длину , с эквивалентными кругами (ER)
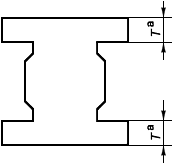
Если все внутренние и внешние поверхности в процессе термообработки находятся в пределах 13 мм (1/2 дюйма) от конечных поверхностей, то ![]() . Если все внутренние и внешние поверхности в процессе термообработки находятся вне пределов 13 мм (1/2 дюйма) конечных поверхностей, то
. Если все внутренние и внешние поверхности в процессе термообработки находятся вне пределов 13 мм (1/2 дюйма) конечных поверхностей, то ![]() . Для многофланцевых элементов
. Для многофланцевых элементов должна быть толщиной фланца с наибольшей толщиной.
Где
является толщиной, рекомендуется при термообработке элемента использовать наибольший из двух указанных размеров.
b) Элементы сложной формы
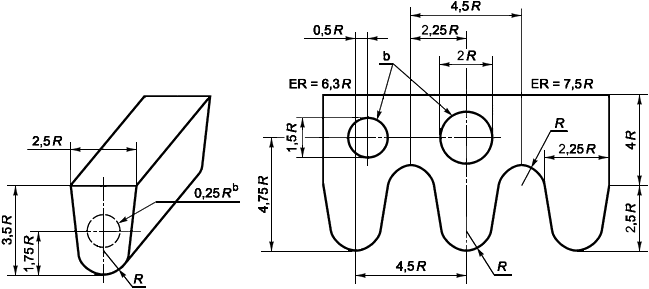
Область для вырезания образцов для испытаний
с) Конфигурация отливки для контроля свойств, ![]()
Рисунок 8 - Модели эквивалентного круга
Для QTC с размерами, больше указанных в 6.3.5.2.3, образцы для испытаний не должны вырезаться дальше от поверхности QTC, чем это потребовалось бы, если бы использовались QTC заданного размера.
Если в качестве QTC используется расходуемая производственная деталь, то образцы для испытаний должны вырезаться из секции данной детали, размеры которой соответствуют требованиям к QTC для данной производственной детали, как описано в 7.3.5.2.
6.3.5.5 Измерение твердости
Измерение твердости должно проводиться на QTC после завершающего цикла термообработки.
Измерение твердости должно проводиться в соответствии с требованиями и процедурами, указанными в ИСО 6892 или ИСО 6506-1.
7 Требования к сварке
7.1 Общие сведения
Все сварные соединения элементов, подверженные воздействию скважинного флюида, должны соответствовать [22], [24] и [25]. Проверка на соответствие должна выполняться с использованием документально оформленной спецификации изготовителя на процедуру сварки (WPS) и поддерживающего протокола квалификации процедуры (PQR).
Если спецификации на материалы для элементов, работающих под давлением и удерживающих давление, требуют испытания на ударную вязкость, то проверка на соответствие должна выполняться с использованием WPS изготовителя и поддерживающего PQR.
7.2 Конструкция и конфигурация сварного узла
7.2.1 Производственные сварные соединения, работающие под давлением
Производственные сварные соединения, работающие под давлением, содержат и смачиваются скважинным флюидом.
Должны использоваться только сварные швы с полным проваром, выполненные в соответствии с документально оформленной спецификацией изготовителя. Рисунки 9-12 представлены для информации.
Размеры в миллиметрах (дюймах)
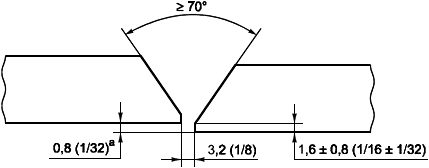
а) V-образная разделка
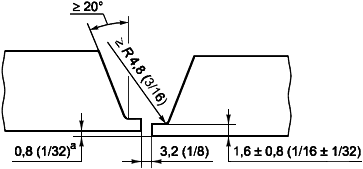
b) U-образная разделка
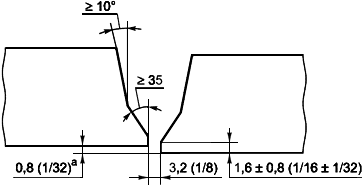
с) V-образная разделка для стенок большой толщины
Максимальное смещение кромок
Рисунок 9 - Типовая разделка кромок под сварку для стыковых соединений труб
Размеры в миллиметрах (дюймах)
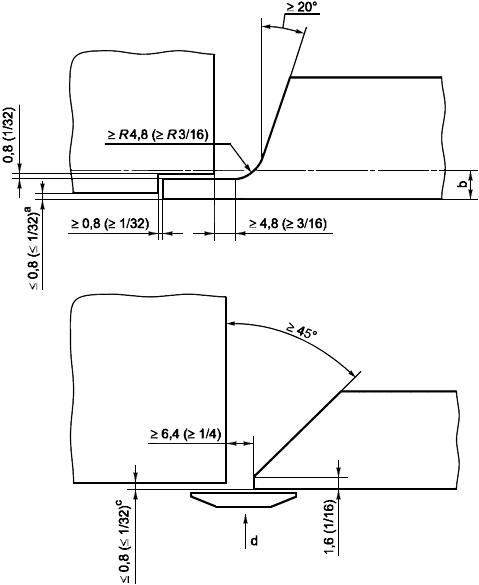
Смещение (если не устраняется с помощью механической обработки)
Убрать до основного металла с помощью механической обработки
Максимальное смещение
Подкладка должна быть убрана. Материал должен быть совместимым с основным материалом.
Рисунок 10 - Типовые крепежные сварные швы
Размеры в миллиметрах (дюймах)
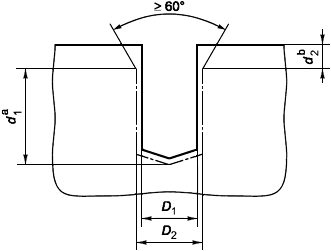
Отношение
![]() не должно превышать 1,5:1;
не должно превышать 1,5:1;
глубина, необходимая для обеспечения максимального отношения глубины (
) к диаметру (
) 1,5:1.
Рисунок 11 - Типовые ремонтные сварные швы
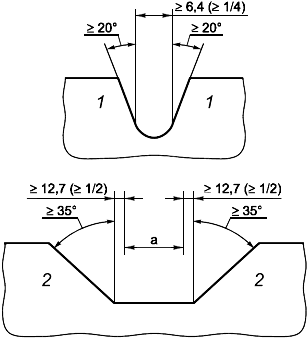
Условные обозначения
1 - Сторона; 2 - Торец
Первоначальная зона
Рисунок 12 - Типовая расточка для ремонтных сварных швов
Сварка и выполненные сварные швы должны соответствовать требованиям контроля качества раздела 8.
7.2.2 Сварные соединения, работающие под нагрузкой
Сварными соединениями, работающими под нагрузкой, являются те, к которым прикладывается внешняя нагрузка и на которые не воздействует скважинный флюид.
Конструкция соединений должна соответствовать документально оформленным процедурам изготовителя.
Сварка и выполненные сварные швы должны соответствовать требованиям контроля качества раздела 8.
7.2.3 Ремонтные сварные швы
Все ремонтные сварные работы должны проводиться в соответствии с документально оформленной спецификацией изготовителя - "Технологической картой ремонта". Все сварные швы при капитальном ремонте, выполненные после исходной термообработки на деталях, работающие под давлением, должны быть показаны на схемах.
Сварка и выполненные сварные швы должны соответствовать требованиям контроля качества раздела 8.
7.2.4 Наплавка для обеспечения коррозионной стойкости и износостойкости поверхности материала
7.2.4.1 Коррозионно-стойкие кольцевые канавки
Стандартные размеры для подготовки кольцевых канавок типа SR для наплавок указаны в 5.3.
Стандартные размеры для кольцевых канавок типа R и ВХ для наплавок указаны в ИСО 10423.
7.2.4.2 Коррозионно-стойкие и износостойкие наплавки, отличные от наплавок кольцевых канавок
Изготовитель должен использовать документально оформленную процедуру, с помощью которой обеспечивается контроль соответствия заданных изготовителем характеристик поверхности материалов состоянию поверхности после окончательной механической обработки. Как минимум, она должна включать в себя методы контроля и критерии приемки.
Квалификация должна проводиться в соответствии со статьями II и III раздела IX [8] для наплавок из коррозионно-стойкого или твердосплавного металла в зависимости от применяемых требований.
7.2.4.3 Механические свойства
Механические свойства основного металла должны сохранить соответствие минимальным требованиям к механическим свойствам после термообработки. Изготовитель должен указать методы для обеспечения этих механических свойств и должен зарегистрировать результаты как часть PQR.
7.3 Контроль сварки
7.3.1 Процедуры
Системы изготовителя по контролю сварки должны включать в себя процедуры мониторинга, обновления и контроля квалификации сварщиков, операторов сварочных автоматов и использования спецификаций по сварочным процедурам.
7.3.2 Применение
Сварка должна выполняться персоналом, квалифицированным в соответствии с требованиями 7.4.1.
Сварка должна выполняться в соответствии с документально оформленными WPS и квалифицироваться на соответствие статье II ASME раздела IX [8]. WPS должна описывать все основные, второстепенные и дополнительные к основным переменные параметры (в соответствии с ASME раздела IX [8]). Сварщики и операторы сварочных автоматов должны иметь доступ к сварочным параметрам и придерживаться их, как определено в WPS.
7.3.3 Конструкционные сварные швы
Изготовитель должен указать требования к намеченной сварке всех сварных швов, которые рассматриваются как часть конструкции изготавливаемой детали.
Размеры сварных швов с разделкой кромок и угловых сварных швов с допусками должны быть задокументированы в спецификации изготовителя. Рисунки 9-12 иллюстрируют некоторые типовые конструкции соединений.
7.3.4 Предварительный нагрев
Предварительный нагрев узлов или деталей, если это требуется, должен проводиться в соответствии с документально оформленными процедурами изготовителя.
7.3.5 Калибровка контрольно-измерительных приборов
Калибровка контрольно-измерительных приборов, применяемых для измерения температуры, напряжения и силы тока, должна выполняться согласно ИСО/МЭК 17025 в соответствии с документально оформленной методикой калибровки изготовителем.
7.3.6 Материалы
7.3.6.1 Сварочные расходные материалы
Сварочные расходные материалы должны соответствовать стандартам, техническим условиям, или спецификациям AWS, утвержденным изготовителем расходных материалов, а также подтверждены сертификатом изготовителя.
Изготовитель должен иметь документально оформленную процедуру для хранения и контроля сварочных расходных материалов. Материалы с низким содержанием водорода должны храниться и использоваться в соответствии с рекомендациями изготовителя расходных материалов для сохранения их исходных низководородных свойств.
7.3.6.2 Свойства наплавляемого металла
Механические свойства наплавляемого металла должны соответствовать или превосходить указанные минимальные механические характеристики основного материала. Проверка свойств должна выполняться в соответствии с WPS изготовителя и поддерживающего PQR. Если соединяются материалы с разной прочностью, то металл сварного шва должен соответствовать минимальным требованиям металла с меньшими прочностными характеристиками.
7.3.7 Термообработка после сварки
Термообработка после сварки элементов должна соответствовать документально оформленным процедурам изготовителя.
Термообработка после сварки в печи должна выполняться с использованием оборудования, отвечающего требованиям, указанным изготовителем.
Локальная термообработка после сварки должна включать в себя нагрев полосы вдоль сварного шва при температуре в пределах диапазона, указанного в принятой WPS. Минимальная ширина контролируемой полосы, прилегающей к сварному шву на поверхности со сварным швом наибольшей ширины, должна быть равна толщине этого сварного шва. Локализованный нагрев пламенем разрешается при условии, если пламя ограждается от прямого попадания на сварной шов и основной материал.
7.4 Квалификации процедур и исполнения сварки
7.4.1 Общие сведения
Все сварочные процедуры, сварщики и операторы сварочных автоматов должны быть квалифицированы в соответствии с методами квалификации и испытаний раздела IX, ASME [8] "Правила для котлов и сосудов под давлением", приведенными ниже.
7.4.2 Основные металлы
Изготовитель может использовать материалы серии Р раздела IX, ASME [8].
Изготовитель может установить эквивалентный номер Р (ЕР) для группировки низколегированных сталей, не указанных в разделе IX, ASME [8], с номинальным содержанием углерода равным или меньше 0,35%.
Низколегированные стали, не указанные в разделе IX ASME [8], с номинальным содержанием углерода более 0,35% должны быть отдельно квалифицированы для указанного основного материала изготовителя.
Квалификационные испытания основного материала при указанном уровне прочности также квалифицируют основной материал при более низких уровнях прочности.
7.4.3 Условие термообработки
Все испытания должны проводиться на испытываемом сварном изделии, прошедшем термообработку после сварки. Термообработка после сварки сварного изделия должна соответствовать документально оформленным спецификациям изготовителя.
7.4.4 Протокол квалификации процедуры
PQR должен описывать все основные и дополнительные к основным (если требуется ASME) переменные параметры сварочной процедуры, используемой для квалификационного испытания (испытаний). Как WPS, так и PQS должны поддерживаться как протоколы в соответствии с требованиями раздела 8.
7.5 Другие требования
7.5.1 Общие требования к сварке (раздел IX ASME, статья I)
7.5.1.1 Общие сведения
Статья I раздела IX [8] должна применяться с дополнениями, приведенными ниже.
7.5.1.2 Измерение твердости
7.5.1.2.1 Общие сведения
Измерение твердости должно проводиться в поперечном сечении сварного шва и поперечном сечении зоны термического влияния (HAZ) основного материала и должно быть зарегистрировано как часть PQR. Результаты должны соответствовать [22]. Изготовитель должен указать используемый метод измерения твердости. Измерение должно проводиться в поперечном сечении сварного шва и HAZ основного материала в соответствии с ИСО 6508-1 по Роквеллу; или ИСО 6507-1 по Виккерсу (до 10 кг). Минимальные результаты должны быть переведены в систему Роквелла С в соответствии с [20].
7.5.1.2.2 Метод Роквелла (ИСО 6508-1)
Если изготовителем был выбран метод Роквелла, то должна выполняться следующая процедура:
a) для поперечного сечения сварного шва толщиной меньше чем 12 мм (1/2 дюйма) должно быть выполнено по четыре измерения твердости для основного материала (материалов), сварного шва и HAZ;
b) для поперечного сечения сварного шва толщиной равной или больше, чем 12 мм (1/2 дюйма) должно быть выполнено по шесть измерений твердости для основного материала (материалов), сварного шва и HAZ;
c) должны быть выполнены измерения твердости HAZ в основном материале в пределах 1,5 мм (0,06 дюйма) границы раздела сварного шва и, как минимум, по одному измерению в пределах 3 мм (0,125 дюйма) от вершины и основания сварного шва. Места измерений приведены на рисунке 13.
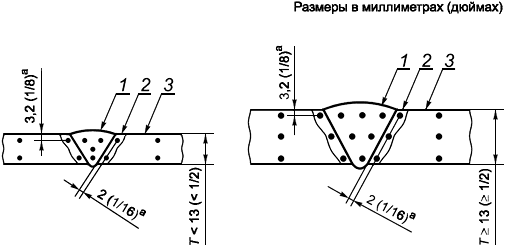
Условные обозначения
1 - Сварной шов; 2 - HAZ; 3 - Основной материал
Типовой
Рисунок 13 - Места измерения твердости по Роквеллу
7.5.1.2.3 Метод Виккерса (ИСО 6507-1)
Если изготовителем был выбран метод Виккерса, то должна выполняться следующая процедура:
a) для поперечного сечения сварного шва толщиной меньше чем 12 мм (1/2 дюйма) должно быть выполнено по четыре измерения твердости для основных материалов и сварного шва;
b) для поперечного сечения сварного шва толщиной равной или больше чем 12 мм (1/2 дюйма) должно быть выполнено по шесть измерений твердости для основного материала (материалов) и сварного шва;
c) должны быть выполнены несколько измерений твердости HAZ с интервалом 3 мм (0,125 дюйма) в основных материалах в пределах 0,25 мм (0,01 дюйма) границы раздела сварного шва и как минимум по одному измерению в пределах 1,5 мм (0,06 дюйма) от вершины и основания сварного шва. Места измерений приведены на рисунке 14.
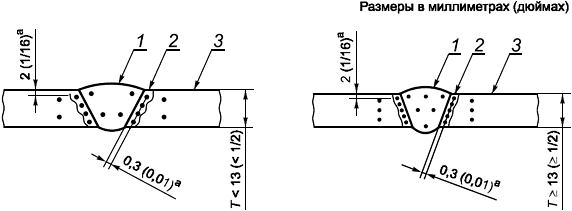
Условные обозначения
1 - Сварной шов; 2 - HAZ; 3 - Основной материал
Типовой
Рисунок 14 - Места измерения твердости по Виккерсу
7.5.1.2.4 Измерение твердости (по усмотрению) - Минимальные необходимые механические свойства
С целью контроля твердости и квалификации выполнения сварных изделий должны быть выполнены и зарегистрированы в PQR как минимум три измерения твердости в металле сварного шва. Эти измерения должны быть выполнены с использованием аналогичных методов, используемых для контроля производственных сварных изделий. Эти измерения могут быть использованы для квалификации металла сварного шва с твердостью меньшей, чем показано в 8.5.1.4, полученной методом, показанным в том же подпункте.
7.5.1.3 Испытание на ударную вязкость
Если спецификацией на основной материал требуется проведение испытания на ударную вязкость, то испытание должно быть проведено в соответствии с ASTM А 370 с использованием метода Шарпи с V-образным надрезом. Результаты испытания сварного шва и HAZ основного материала должны соответствовать минимальным требованиям основного материала. Результаты должны быть внесены в PQR.
Если требуется проведение испытания на ударную вязкость для основного материала, то должны быть взяты по одному комплекту из трех образцов из зоны толщины испытываемого сварного изделия для металла сварного шва и HAZ основного материала. Основание надреза должно быть ориентировано нормально к поверхности испытываемого сварного изделия и располагаться следующим образом:
a) образцы наплавляемого металла (каждый из трех) 100% представляют металл сварного шва;
b) образцы HAZ (каждый из трех) должны включать материал HAZ, как указано в документально оформленной процедуре изготовителя;
c) если толщина сварного шва изделия равна или более 50 мм (2 дюйма), то испытание на ударную вязкость должно проводиться для металла сварного шва и материала HAZ, взятых в пределах 1/4 толщины.
7.5.2 Квалификации сварочных процедур (раздел IX ASME, статья II)
7.5.2.1 Общие сведения
Статья II раздела IX ASME [8] должна применяться с дополнениями, как показано в настоящем подразделе.
7.5.2.2 Термообработка
Термообработка после сварки испытываемых и производственных сварных изделий должна быть в том же диапазоне, как указано в WPS. Допустимый диапазон термообработки после сварки в WPS равен номинальной температуре ±14 °С (±25 °F). Время снятия остаточных напряжений при термообработке после сварки при температуре (температурах) для производственных деталей должно быть равно или более, чем для испытываемого сварного изделия.
7.5.2.3 Химический анализ
Химический анализ основного материала для испытываемого сварного изделия должен быть получен от поставщика или при испытании и должен быть включен в PQR.
Для коррозионно-стойких наплавок кольцевых канавок химический анализ должен быть проведен для металла наплавки в соответствии с разделом IX [8] на расстоянии 3 мм (0,125 дюйма) или меньше от исходной поверхности основного металла. Химический состав наплавляемого металла в этом месте должен быть указан изготовителем. Для сталей серии 300 или аустенитной нержавеющей стали химический состав должен быть в следующих пределах:
a) никель - минимум 8,0% массовой доли;
b) хром - минимум 16,0% массовой доли;
c) углерод - максимум 0,08% массовой доли.
Сварные швы, предназначенные для использования в сероводородной среде, должны отвечать требованиям NACE MR0175 [22].
7.5.3 Квалификации исполнения сварки (раздел IX ASME, статья III)
7.5.3.1 Общие сведения
Статья III раздела IX [8] должна применяться с дополнениями, как показано в настоящем подразделе.
7.5.3.2 Квалификация исполнения ремонта болтов, резьбовых и глухих отверстий
Сварщики и операторы сварочных автоматов должны выполнить дополнительное квалификационное испытание исполнения ремонтной сварки с использованием модели отверстия (рисунок 11). Отремонтированное сваркой квалификационное испытательное отверстие должно быть проконтролировано радиографическим методом в соответствии с разделом 8 или должен быть выполнен разрез этого отверстия по его центральной оси, и обе поверхности должны быть проконтролированы NDE в соответствии с разделом 8. Оценка должна включать общую глубину отверстия.
Квалификация ремонта сваркой должна быть ограничена следующими существенными параметрами для контроля исполнения.
a) Диаметром отверстия, используемого для квалификационного испытания исполнения, является минимальный квалифицируемый диаметр. Любое отверстие с диаметром, превышающим диаметр, использовавшийся для испытания, должен рассматриваться квалифицированным.
b) Отношение глубины к диаметру испытательного отверстия должно квалифицировать все ремонты отверстий с аналогичными или меньшими отношениями глубины к диаметру.
c) Квалификационное испытание исполнения должно иметь прямые параллельные стенки. Если для улучшения конфигурации испытательного отверстия используется какой-либо конус, раззенковка или другое средство, то такая конфигурация должна рассматриваться как основной переменный параметр.
Для квалификации работы сварщика могут быть использованы основные металлы Р-1 по [8] для испытательного образца вместо низколегированных сталей, предусматриваемые в настоящем стандарте (таблица 20).
7.5.4 Данные о выполнении сварки (раздел IX ASME, статья IV)
Статья IV раздела IX ASME [8] должна применяться в исходном виде.
8 Требования по контролю качества
8.1 Общие сведения
Этот раздел определяет требования, относящиеся к контролю качества. Рассматриваются следующие вопросы:
a) измерительное и испытательное оборудование (8.2);
b) квалификация персонала по контролю качества (8.3);
c) требования к контролю качества оборудования и деталей (8.4);
d) требования к контролю качества специального оборудования и деталей (8.5);
1) изделия и детали, регулирующие давление и работающие под давлением, смачиваемые пластовыми флюидами (8.5.1);
2) шпильки и гайки (8.5.2);
3) запорное болтовое крепление (8.5.3);
4) кольцевые прокладки (8.5.4);
5) неметаллические уплотняющие материалы и формовые уплотняющие узлы (8.5.5);
6) кольцевые уплотнительные узлы, поставляемые отдельно (8.5.6);
7) все другие детали превентора (8.5.7);
8) оборудование со стволовым проходом в сборе (8.5.8);
e) протоколы контроля качества (8.6).
8.2 Измерительное и испытательное оборудование
8.2.1 Общие сведения
Средства измерений и испытательное оборудование, используемое для контроля, испытания и проверок материалов или оборудования, должны идентифицироваться и контролироваться через интервалы времени, установленные в соответствующих документально оформленных инструкциях изготовителя.
Средства измерений, применяемые для измерений при испытаниях и проверках материалов или оборудования, подлежат калибровке. Периодичность калибровки устанавливается в нормативных документах изготовителя.
8.2.2 Устройства для измерения давления
Для измерения давления при испытаниях и проверках материалов или оборудования должны применяться средства измерения давления (манометры, датчики давления и др.) с погрешностью измерения не менее ±0,5% от полного диапазона измерений.
Диаметр корпуса манометра должен быть не менее 100 мм (4 дюйма). Измерения давления должны производиться в интервале не менее 25% и не более 75% полного диапазона шкалы манометра.
Для калибровки средства измерения давления должны использоваться эталоны единиц величин, прослеживаемые к государственным первичным эталонам соответствующих единиц величин, а при отсутствии соответствующих государственных первичных эталонов единиц величин - к национальным эталонам единиц величин иностранных государств. Калибруемые отметки должны соответствовать 25%, 50%, 75% и 100% полного диапазона измерений.
Интервалы между калибровками должны устанавливаться на основе степени использования средств измерений. Максимальный интервал между калибровками должен составлять не более одного года, исходя из степени использования средства измерений и результатов калибровок, изготовителем могут быть установлены интервалы между калибровками менее одного года.
8.3 Квалификация персонала по контролю качества
8.3.1 Персонал, выполняющий неразрушающий контроль (NDE)
Персонал, выполняющий NDE, должен быть квалифицирован в соответствии с требованиями, указанными в ИСО 9712.
8.3.2 Персонал, выполняющий визуальный контроль
Персонал, выполняющий визуальный контроль, должен проходить ежегодную проверку зрения в соответствии с требованиями, указанными в ИСО 9712.
8.3.3 Контролеры сварочных работ
Персонал, выполняющий визуальный контроль сварочных работ и сварных швов, должен быть квалифицирован и сертифицирован следующим образом:
a) контролер сварочных работ, сертифицированный AWS; или
b) помощник контролера сварочных работ, сертифицированный AWS; или
c) контролер сварочных работ, сертифицированный в соответствии с документально оформленной обучающей программой изготовителя.
8.3.4 Другой персонал
Весь персонал, выполняющий другие работы по контролю качества, которые непосредственно влияют на качество материалов и изделий, должен быть квалифицирован в соответствии с документально оформленными требованиями изготовителя.
8.4 Требования по контролю качества оборудования и деталей
8.4.1 Общие сведения
Все оборудование, подверженное воздействию скважинного флюида, должно соответствовать [22] в дополнение к специальным требованиям настоящего стандарта.
8.4.2 Материалы
Подпункт 8.5.1 содержит подробные требования по квалификации деталей и квалификационных пробных образцов. Он также содержит требования по квалификации оборудования для термообработки.
8.4.3 Инструкции по контролю качества
Все работы по контролю качества должны контролироваться документально оформленными инструкциями изготовителя, которые содержат соответствующую методологию и критерии приемки.
8.4.4 Неразрушающий контроль (NDE)
Изготовитель должен обеспечить документально оформленные инструкции по NDE относительно требований настоящего стандарта и всех других указанных применимых спецификаций. Все инструкции NDE должны быть утверждены квалифицированным контролером III уровня по NDE от изготовителя.
8.4.5 Статус приемки
Статус приемки всего оборудования, деталей и материалов должен быть указан либо на оборудовании, деталях или материалах, либо в документации, относящейся к оборудованию, деталям или материалам.
8.5 Требования по контролю качества специального оборудования и деталей
8.5.1 Детали, регулирующие давление и работающие под давлением
8.5.1.1 Общие сведения
К деталям, регулирующим давление и работающим под давлением, относятся детали, которые подвергаются воздействию пластового флюида (за исключением шпилек и гаек, запорных болтовых креплений, кольцевых прокладок, неметаллических уплотняющих материалов, формовых уплотняющих узлов и металлических вставок в формовые узлы; см. 8.5.2-8.5.5).
8.5.1.2 Испытание на растяжение
8.5.1.2.1 Детали, работающие под давлением
Методы и критерии приемки должны соответствовать 6.3.4.
8.5.1.2.2 Детали, регулирующие давление, подверженные воздействию пластового флюида
Методы должны соответствовать 6.3.4, а критерии приемки должны соответствовать документально оформленным спецификациям изготовителя.
8.5.1.3 Испытание на ударную вязкость
8.5.1.3.1 Детали, работающие под давлением
Методы и критерии приемки должны соответствовать 6.3.4.
8.5.1.3.2 Детали, регулирующие давление, подверженные воздействию пластового флюида
Методы должны быть в соответствии с 6.3.4, а критерии приемки должны соответствовать документально оформленным спецификациям изготовителя.
8.5.1.4 Измерение твердости
Методы измерения твердости должны соответствовать ИСО 6892, ИСО 6506-1, ИСО 6507-1 или ИСО 6508-1, в зависимости от применения.
Для каждой испытываемой детали должно проводиться как минимум одно измерение твердости в месте, определенном спецификациями изготовителя. Измерение твердости, используемое для квалификации каждой детали, должно проводиться после последнего цикла термообработки (включая все циклы термообработки по снятию остаточных напряжений) и после всех внешних механических обработок.
Если оборудование представляет собой сварное изделие, состоящее из различных материалов, то изготовитель должен провести измерения твердости на каждой составной детали сварного изделия после окончательной термообработки (включая снятие остаточных напряжений). Результаты этих измерений твердости должны соответствовать требованиям значений твердости для каждой соответствующей детали.
Измерения твердости на деталях, изготовленных из низколегированных углеродистых и мартенситных нержавеющих сталей, должны иметь максимальные значения в соответствии с [22] и минимальные значения, равные или превышающие значения, приведенные в таблице 24.
Таблица 24 - Требования к минимальным значениям твердости
Обозначение материала по API | Твердость (по Бринеллю) |
36 К | 140 HBW |
45К | 140 HBW |
60К | 174 HBW |
75К | 197 HBW |
В случае, если уровень твердости детали не соответствует минимально необходимому, то можно считать, что деталь имеет приемлемую твердость, если измеренное значение удовлетворяет следующим требованиям:
a) Средний предел прочности, определенный по результатам испытаний на растяжение, должен быть использован с измерениями твердости для того, чтобы определить минимальное приемлемое значение твердости для деталей, изготовленных из одной плавки.
b) Минимальное приемлемое значение твердости для любой детали должно определяться по следующей формуле
 , (5)
, (5)
где ![]() - минимально приемлемая твердость по Бринеллю для детали после последнего цикла термообработки (включая циклы термообработки по снятию остаточных напряжений);
- минимально приемлемая твердость по Бринеллю для детали после последнего цикла термообработки (включая циклы термообработки по снятию остаточных напряжений);
- минимально приемлемый предел прочности при растяжении, указанный для применимого уровня прочности, т.е. 483 МПа (70000 psi), 586 МПа (85000 psi) или 655 МПа (95000 psi);
![]() - средний предел прочности, определенный по результатам испытаний на растяжение QTC;
- средний предел прочности, определенный по результатам испытаний на растяжение QTC;
![]() - среднее значение результатов измерений твердости по Бринеллю, полученные по всем испытаниям QTC.
- среднее значение результатов измерений твердости по Бринеллю, полученные по всем испытаниям QTC.
В случае, если необходимо представлять результаты измерений твердости в других единицах измерения, то перевод должен выполняться в соответствии с [20].
8.5.1.5 Проверка размеров
Критические размеры, определенные изготовителем, должны быть задокументированы для каждой детали, и эта документация должна храниться изготовителем в соответствии с 8.6. Изготовитель должен определить и задокументировать диапазон размеров, которые должны проверяться.
8.5.1.6 Прослеживаемость
Детали и материал должны прослеживаться до индивидуальной плавки и партии термообработки.
На материалы и детали должна быть нанесена идентификационная маркировка для облегчения прослеживаемости в соответствии с документально оформленными требованиями изготовителя.
Документально оформленные требования изготовителя по прослеживаемости должны включать положения по поддержке и замене идентификационной маркировки и идентификационных контрольных записей.
8.5.1.7 Химический анализ
8.5.1.7.1 Отбор проб
Химический анализ должен проводиться на базе плавки.
8.5.1.7.2 Процедура
Химический анализ должен проводиться в соответствии с документально оформленной процедурой изготовителя.
8.5.1.7.3 Критерий приемки
Химический состав должен соответствовать требованиям 6.3.3.
8.5.1.8 Визуальный контроль
8.5.1.8.1 Отбор проб
Каждая деталь должна пройти визуальный контроль.
8.5.1.8.2 Процедура
Визуальный контроль литья и поковок должен проводиться в соответствии с документально оформленной спецификацией изготовителя.
8.5.1.8.3 Критерий приемки
Критерий приемки должен соответствовать документально оформленным спецификациям изготовителя.
Поверхности, не смачиваемые скважинным флюидом и не являющиеся уплотнительными, должны контролироваться в соответствии с методами визуального контроля, описанными в этом параграфе.
8.5.1.9 NDE поверхностей
8.5.1.9.1 Общие сведения
Все доступные поверхности каждой готовой детали должны быть проконтролированы в соответствии с настоящим параграфом.
8.5.1.9.2 NDE поверхностей ферромагнитных материалов
Все доступные поверхности, смачиваемые пластовым флюидом, и все доступные уплотнительные поверхности каждой готовой детали после окончательной термообработки и после завершающих операций механической обработки должны быть проконтролированы с помощью МП или метода ПЖ.
8.5.1.9.3 NDE поверхностей неферромагнитных материалов
Все доступные поверхности, смачиваемые пластовым флюидом, каждой готовой детали после окончательной термообработки и после завершающих операций механической обработки должны быть проконтролированы с помощью LP метода.
8.5.1.9.4 Процедуры
8.5.1.9.4.1 Общие сведения
Контроль с помощью MP должен соответствовать процедурам, указанным в ИСО 13665. Не разрешается использовать электроды на поверхностях, смачиваемых пластовым флюидом, и на уплотнительных поверхностях.
Контроль с помощью LP должен соответствовать процедурам, указанным в [21].
8.5.1.9.4.2 Критерии приемки для MP и LP
Характерные индикации, не связанные с поверхностными разрывами (т.е. изменения магнитной проницаемости, неметаллическое строчечное включение и т.д.), не рассматриваются в качестве существенных индикаций.
8.5.1.9.4.3 Критерии приемки для поверхностей, отличных от уплотнительных поверхностей с контактным давлением (металл к металлу)
- Отсутствие существенной индикации с основным размером, равным или более 5 мм (0,2 дюйма).
- Не более чем 10 существенных индикаций на любом непрерывном участке площадью 16,3 см (2,5 дюйма
).
- Не более четырех существенных индикаций на линии с расстоянием между ними меньше, чем 1,5 мм (0,06 дюйма) (от края до края).
8.5.1.9.4.4 Критерии приемки для уплотнительных поверхностей с контактным давлением (металл к металлу)
На уплотнительных поверхностях с контактным давлением (металл к металлу) не должно быть существенных индикаций.
8.5.1.10 Неразрушающий контроль сварных швов. Общие сведения
В случае необходимости проведения такого контроля должен осуществляться мониторинг основных параметров сварки, а готовые сварные изделия [минимум 12 мм (0,5 дюйма) прилегающего основного металла] и весь доступный сварной шов должны контролироваться в соответствии с методами и критериями приемки, представленными в этом параграфе.
8.5.1.11 Предварительный неразрушающий контроль сварных швов. Визуальный контроль
100% всех поверхностей, подготовленных для сварки, должны пройти визуальный контроль до начала сварки.
Контроль должен включать как минимум 12 мм (0,5 дюйма) прилегающего основного металла на обеих сторонах сварного шва.
Приемка результатов предварительного NDE поверхности сварных швов должна осуществляться в соответствии с документально оформленной спецификацией изготовителя.
8.5.1.12 Визуальный контроль после сварки
Все сварные швы должны контролироваться в соответствии с документально оформленной спецификацией изготовителя.
Любые подрезы зоны сплавления, обнаруженные в процессе визуального контроля, должны оцениваться в соответствии с документально оформленной спецификацией изготовителя.
На уплотнительных поверхностях или в пределах 3 мм (0,125 дюйма) от них не допускаются пористость поверхности и шлаковые включения.
8.5.1.13 Неразрушающий контроль сварных швов. Контроль поверхности (отличный от п.8.5.1.12)
8.5.1.13.1 Общие сведения
100% всех сварных швов, работающих под давлением, ремонтных и наплавляемых швов, а также отремонтированных заводских швов должны контролироваться с использованием методов MP или LP после всех работ по сварке, термообработке после сварки и механической обработке.
Контроль должен включать 12 мм (0,5 дюйма) прилегающего основного металла на обеих сторонах сварного шва.
8.5.1.13.2 Процедуры
Методы и приемочные критерии для MP и LP контроля должны быть теми же, что и в 8.5.1.9.4, за исключением:
a) контроль магнитопорошковым методом должен показать:
- отсутствие линейных индикаций,
- отсутствие закругленных индикаций более чем 3 мм (0,125 дюйма) для сварных швов, глубина которых равна или менее 16 мм (0,63 дюйма) или 5 мм (0,2 дюйма) для сварных швов, глубина которых более 16 мм (0,63 дюйма).
b) контроль методом проникающей жидкости должен показать:
- отсутствие закругленных индикаций более чем 3 мм (0,125 дюйма) для сварных швов, глубина которых равна или менее 16 мм (0,63 дюйма) или 5 мм (0,2 дюйма) для сварных швов, глубина которых более 16 мм (0,63 дюйма).
Изготовители не должны ограничиваться этими критериями при условии, что они имеют средства контроля и определения приемлемого размера дефекта и его конфигурации на основании анализа напряжений в изделии. Результаты этого анализа должны быть задокументированы.
8.5.1.14 Ремонтные сварные швы
Все ремонтные сварные швы должны контролироваться с использованием методов и приемочных критериев, используемых для контроля основного металла (8.5.1.9).
Контроль должен включать 12 мм (0,5 дюйма) прилегающего основного металла на всех сторонах сварного шва.
Расточенные поверхности для ремонтных швов должны контролироваться до сварки для того, чтобы удостовериться в удалении дефекта с использованием приемочных критериев для соединительных швов (8.5.1.11).
8.5.1.15 Объемный контроль заводских сварных швов (NDE сварных швов)
8.5.1.15.1 Общие сведения
100% всех сварных швов, работающих под давлением, должны контролироваться с использованием радиографического, ультразвукового метода или метода акустической эмиссии после всех работ по сварке и термообработке после сварки. Все ремонтные швы, для которых ремонт составляет более чем 25% первоначальной толщины стенки или 25 мм (1 дюйма) (в зависимости от того, что из них меньше), должны контролироваться с использованием радиографического, ультразвукового метода или метода акустической эмиссии после всех работ по сварке и термообработке после сварки. Контроль должен включать как минимум 12 мм (0,5 дюйма) прилегающего основного металла на всех сторонах сварного шва.
8.5.1.15.2 Радиография
8.5.1.15.2.1 Процедура
Радиографический контроль должен проводиться в соответствии с процедурами, указанными в [19], для минимальной эквивалентной чувствительности 2%. Допускается использование источников излучения рентгеновских и гамма-лучей с определенными ограничениями на диапазон толщин для каждого метода. Методы изображения в реальном времени и регистрации/расширения возможностей могут использоваться, если изготовитель имеет документально оформленное подтверждение, что при использовании этих методов обеспечивается минимальная эквивалентная чувствительность 2%.
8.5.1.15.2.2 Критерии приемки
Не должны приниматься следующие условия:
a) любые типы трещин, зоны неполного провара или сквозные дефекты;
b) любые удлиненные шлаковые включения, которые имеют длину не менее указанных в таблице 25;
c) любые линейные группы шлаковых включений, имеющие общую большую длину, чем толщина сварного шва, , на любой общей длине сварного шва 12
, за исключением тех случаев, когда расстояние между последовательно расположенными включениями в шесть раз превышает длину наиболее длинного включения;
d) любые закругленные индикации, превышающие указанные в разделе VIII, подраздела 1, приложение 4 [5].
Таблица 25 - Критерии по шлаковым включениям сварного шва
Толщина сварного шва, | Длина включения | ||
мм | (дюйм) | мм | (дюйм) |
<19 | <0,76 | 6,4 | 0,25 |
19 | 0,76 | 0,33 | 0,33 |
>57 | >2,25 | 19,0 | 0,75 |
8.5.1.15.3 Ультразвуковой контроль
8.5.1.15.3.1 Процедура
Ультразвуковой контроль должен проводиться в соответствии с процедурами, указанными в разделе V, статье 5 [4].
8.5.1.15.3.2 Критерии приемки
Не должны приниматься следующие условия:
a) любые индикации, амплитуда сигнала которых превышает контрольный уровень;
b) любые линейные индикации, интерпретируемые как трещина, неполное проплавление соединения и непровар;
c) любые индикации шлаковых включений с амплитудой, превышающей контрольный уровень, и длиной, превышающей значения, приведенные в таблице 25.
Примечание - Если свариваемые детали в месте сварки имеют разную толщину, то в качестве толщины принимается наименьшее из двух значений толщины.
8.5.1.15.4 Контроль методом акустической эмиссии
8.5.1.15.4.1 Процедура
Контроль методом акустической эмиссии (АЕ) должен осуществляться в соответствии с процедурами, приведенными в ASTM Е 569. Контроль методом акустической эмиссии (АЕ) должен проводиться при выполнении гидравлического "заводского" испытания.
8.5.1.15.4.2 Критерии приемки
Критерии оценки и приемки должны быть следующие:
a) В процессе первого цикла приложения давления любое резкое увеличение сигналов АЕ или скорости счета АЕ будет требовать остановки подачи давления. Если одно из этих условий имеет место даже при остановке подачи давления, то давление должно быть немедленно уменьшено до атмосферного давления и выявлена причина возникновения этого условия. В любой момент процесса испытаний не должно быть утечек.
b) В процессе второго цикла приложения давления должны выполняться требования 8.5.1.15.4.2 а) и в дополнение к этому не должны приниматься следующие индикации АЕ:
1) любые проявления АЕ в процессе остановки повышения давления;
2) любые отдельные проявления АЕ, создающие более 500 импульсов или создающие отдельный атрибут, эквивалентный 500 импульсам;
3) три или более проявлений АЕ от любой кольцевой зоны, диаметр которой равен толщине сварного шва или 25 мм (1 дюйм), который из них больше;
4) два или более проявлений АЕ от любой кольцевой зоны (имеющей диаметр, равный толщине сварного шва или 25 мм (1 дюйм), в зависимости от того, что из них больше), которые создавали многократную АЕ в процессе первого цикла приложения давления.
Сварные швы, которые создают вызывающие сомнения ответные сигналы акустической эмиссии (т.е. сигналы АЕ, которые не могут быть интерпретированы контролером АЕ), должны быть исследованы радиографическим методом в соответствии с 8.5.1.15.2. Если конструкция сосуда, работающего под давлением, не позволяет сделать интерпретируемые рентгенограммы, то радиография может быть заменена ультразвуковым контролем в соответствии с 8.5.1.15.3. Окончательная приемка (или отбраковка) таких сварных соединений должна быть основана на результатах радиографического или ультразвукового контроля, более приемлемого в данном случае.
8.5.1.16 NDE сварных швов - Измерение твердости
8.5.1.16.1 Отбор проб
Все доступные сварные швы, работающие или не работающие под давлением, а также сварные швы при капитальном ремонте должны быть измерены на твердость.
8.5.1.16.2 Методы
Измерение твердости должно выполняться в соответствии с одной из следующих процедур:
a) процедуры, приведенные в ИСО 6506-1;
b) процедуры, приведенные в ИСО 6508-1;
c) минимум одно измерение твердости должно быть выполнено на сварном шве и прилегающем основном металле, который не подвергался воздействию, после всех операций по термообработке и механической обработке.
8.5.1.16.3 Критерии приемки
Значения твердости должны отвечать требованиям 8.5.1.4.
Твердость, зарегистрированная в PQR, должна являться основой для приемки, если сварной шов не доступен для измерения твердости.
8.5.2 Шпильки и гайки (отличные от запорного болтового крепления)
Шпильки и гайки должны соответствовать ИСО 10423.
8.5.3 Запорное болтовое крепление
Запорное болтовое крепление должно соответствовать ИСО 10423, а также:
a) материал запорных болтов должен прослеживаться до плавки или идентифицироваться в соответствии с [9], [10] или [11];
b) форма резьбы и размеры запорных болтов должны соответствовать документально оформленной спецификации изготовителя.
8.5.4 Кольцевые прокладки
Кольцевые прокладки должны соответствовать ИСО 10423.
8.5.5 Неметаллические уплотняющие материалы и формовые уплотнительные узлы
8.5.5.1 Уплотнительные узлы и уплотнения плашечных и кольцевых ВОР
Испытание каждой партии должно проводиться в соответствии с процедурами ASTM. Если соответствующая процедура ASTM не может быть применена, то изготовитель должен обеспечить документально оформленную процедуру испытания. Характеристики должны быть определены путем измерения физических свойств.
Данные механических свойств должны включать следующее:
a) данные по твердости в соответствии с [16] или [18];
b) данные испытаний на растяжение в соответствии с [15] или [13];
c) данные испытаний на удлинение в соответствии с [15] или [13];
d) данные по модулю упругости в соответствии с [15] или [13].
Приемка должна соответствовать документально оформленным спецификациям изготовителя.
8.5.5.2 Металлические вставки в формовые уплотнительные узлы
8.5.5.2.1 Проверка размеров
Отбор образцов должен соответствовать документально оформленным требованиям изготовителя или ИСО 2859-1, уровень II 4.0 AQL.
Все методы должны соответствовать документально оформленным требованиям изготовителя.
Приемка должна соответствовать документально оформленным спецификациям изготовителя.
8.5.5.2.2 Измерение твердости
Отбор образцов должен соответствовать документально оформленным требованиям изготовителя или ИСО 2859-1, уровень II 4.0 AQL.
Как минимум одно измерение твердости должно быть выполнено в соответствии с процедурами, указанными в ИСО 6506-1 или ИСО 6508-1.
Приемка должна соответствовать документально оформленным требованиям изготовителя и [22].
NDE сварки должен соответствовать документально оформленным спецификациям изготовителя.
8.5.6 Кольцевые уплотнительные узлы, транспортируемые отдельно от ВОР
При отдельной транспортировке (не как часть ВОР в сборе) кольцевые уплотнительные узлы должны испытываться под давлением в соответствии с 8.5.8.7.2.
При отдельной транспортировке (не как часть ВОР в сборе) кольцевые уплотнительные узлы должны быть испытаны шаблоном после испытания под давлением. Испытание шаблоном должно соответствовать 8.5.8.4.
8.5.7 Прочее оборудование со стволовым проходом, не рассмотренное в 8.5.1-8.5.6
Все требования по контролю качества должны быть включены в документально оформленные спецификации изготовителя.
8.5.8 Оборудование в сборе
8.5.8.1 Общие сведения
Требования по контролю качества для оборудования в сборе должны включать испытания шаблоном, испытания под давлением и испытания системы гидравлического управления.
8.5.8.2 Присвоение серийных номеров
Присвоение серийных номеров требуется для всего оборудования в сборе и должно проводиться в соответствии с документально оформленной спецификацией изготовителя.
8.5.8.3 Отчет по регистрации прослеживаемости
Должен быть приготовлен отчет, в котором перечисляются все детали оборудования с присвоенными серийными номерами и детали оборудования, отслеживаемые по отдельной плавке (например, номер компоновочного узла, серийный номер).
8.5.8.4 Испытание шаблоном
8.5.8.4.1 Метод
Испытание шаблоном требуется для плашечного ВОР, кольцевого ВОР, гидравлических соединителей, буровых и переходных катушек.
Пропустить внутренний шаблон через стволовой проход после всех испытаний под давлением.
Диаметр внутреннего шаблона должен соответствовать диаметру шаблона, представленному в таблице 1, с допусками мм (
дюйма).
Длина внутреннего шаблона должна быть как минимум на 51 мм (2 дюйма) длиннее, чем длина любых полостей, пересекающих стволовой проход, но не менее 193,04 мм (7,6 дюйма).
8.5.8.4.2 Приемка
Внутренний шаблон должен проходить через стволовой проход в течение 30 мин без проталкивания.
8.5.8.5 Оборудование для испытаний под давлением
Во время всех гидравлических испытаний и испытаний систем гидравлического управления должна использоваться система сбора данных. Используемые манометры должны соответствовать требованиям, приведенным в 8.2. Протокол должен идентифицировать регистрирующее устройство, должна быть указана дата и поставлена подпись.
8.5.8.6 Гидравлическое контрольное испытание
8.5.8.6.1 Общие сведения
Все оборудование со стволовым проходом должно подвергаться гидравлическому контрольному испытанию перед отгрузкой его с завода-изготовителя. В качестве испытательной жидкости должна использоваться вода или вода с добавками. Все добавки должны быть задокументированы при регистрации испытаний.
8.5.8.6.2 Заводское гидравлическое испытание корпуса или кожуха
Оборудование со стволовым проходом должно подвергаться испытанию при открытом положении его уплотнительных механизмов, если это условие применимо.
Давление гидравлического контрольного испытания и испытания кожуха должно определяться по номинальному рабочему давлению оборудования. Давление гидравлического контрольного испытания должно соответствовать значениям, приведенным в таблице 26. Для оборудования с концевыми и выпускными соединениями с разными значениями рабочего давления, для определения испытательного давления кожуха должно использоваться наименьшее номинальное рабочее давление.
Таблица 26 - Давление гидравлических испытаний
Номинальное рабочее давление | Гидравлическое давление испытания | ||
МПа | (psi) | МПа | (psi) |
13,79 | 2000 | 20,68 | 3000 |
20,68 | 3000 | 31,02 | 4500 |
34,45 | 5000 | 51,72 | 7500 |
68,95 | 10000 | 103,4 | 15000 |
103,4 | 15000 | 155,1 | 22500 |
137,9 | 20000 | 206,8 | 30000 |
8.5.8.6.3 Испытание гидроаккумулятора
Испытание гидроаккумулятора должно проводиться для каждого превентора в сборе и гидравлического соединителя.
Гидроаккумулятор должен быть испытан при минимальном давлении испытания, превышающем в 1,5 раза номинальное рабочее давление гидроаккумулятора.
8.5.8.6.4 Гидравлические контрольные испытания и испытания камеры гидравлического управления
Гидравлическое контрольное испытание и испытание камеры гидравлического управления должны состоять из трех этапов:
a) начальный период выдерживания давления не менее 3 мин;
b) уменьшение давления до нуля;
c) второй период выдерживания давления не менее 15 мин.
Отсчет времени испытания не должен начинаться до тех пор, пока испытательное давление не стабилизируется в диапазоне, указанном изготовителем, а также внешние поверхности не будут тщательно высушены.
Критерием приемки должно быть отсутствие утечек.
8.5.8.7 Испытания при закрытом превенторе
8.5.8.7.1 Общие сведения
8.5.8.7.1.1 Условия испытаний
Каждый плашечный и кольцевой противовыбросовый превентор должен подвергаться испытанию при закрытом превенторе после гидравлического контрольного испытания. Используемое давление системы гидравлического управления должно быть равно или ниже рабочего давления, указанного изготовителем. Испытательные флюиды, используемые для испытаний при закрытом превенторе, должны соответствовать требованиям 8.5.8.6.1.
Отсчет времени для испытаний при закрытом превенторе не должен начинаться до стабилизации испытательного давления.
Испытания при закрытом превенторе должны выполняться при низких и высоких давлениях; при этом испытание при низком давлении всегда должно предшествовать испытанию при высоком давлении.
8.5.8.7.1.2 Испытание при низком давлении
Давление от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) должно прикладываться и удерживаться ниже закрытого плашечного или кольцевого уплотнительного узла в течение не менее 10 мин после стабилизации.
8.5.8.7.1.3 Испытание при высоком давлении
Давление, как минимум равное номинальному рабочему давлению превентора, должно прикладываться и удерживаться ниже закрытого плашечного или кольцевого уплотнительного узла в течение не менее 10 мин после стабилизации (см. исключение для кольцевых уплотнительных узлов в 8.5.8.7.2).
8.5.8.7.1.4 Критерий приемки
Видимые утечки должны отсутствовать.
8.5.8.7.2 Испытания кольцевых уплотнительных узлов
Кольцевые уплотнительные узлы должны проходить испытания в два этапа.
Испытание первого этапа предусматривает испытание под давлением на бурильной трубе определенного размера в соответствии с таблицей 27.
Таблица 27 - Требования к размерам труб
Размер отверстия | Диаметр трубы | ||
мм | (дюйм) | мм | (дюйм) |
179 и 228 | 7 1/16 и 9 | 88,9 | 3 1/2 |
279 и более | 11 и более | 127,0 | 5 |
Испытание второго этапа предусматривает испытание под давлением при отсутствии бурильной трубы в превенторе, т.е. при открытом стволе. Испытание при высоком давлении на этом этапе должно проводиться в соответствии с 8.5.8.7.1.3, за исключением того, что оно должно проводиться как минимум при 50% от номинального рабочего давления превентора.
8.5.8.7.3 Трубные, глухие и универсальные плашки
Эти испытания должны проводиться с бурильной трубой соответствующего размера для испытываемых плашек. VBR должны испытываться на минимальном и максимальном размерах их диапазона.
8.5.8.7.4 Глухие срезающие плашки
Каждый превентор, оборудованный глухими срезающими плашками, должен пройти испытание на срезание. Минимальный размер срезаемых труб, используемых при испытании, должен соответствовать таблице 18. Эти испытания должны проводиться без натяжения труб и без давления в скважине. Срезание и герметизация должны быть достигнуты за время одной операции. Давление при закрытии поршня не должно превышать номинальное рабочее давление изготовителя для рабочей системы. Документация должна включать в себя конфигурации срезающих плашек и превентора изготовителя, фактическое давление и усилие срезания трубы. Документация также должна включать в себя описание трубы (размер, массу и группу прочности), фактические характеристики трубы на растяжение и ударную вязкость, как указано в ИСО 11961.
8.5.8.7.5 Гидравлическая система блокировки плашек
Испытание при закрытом превенторе для каждого превентора, оборудованного гидравлической системой блокировки плашек, должно проводиться под давлением и с подключенной системой блокировки. Это испытание должно проводиться для каждой из плашек, которые конструктивно работают с системой блокировки плашек. Испытания превентора должны проводиться в соответствии с 8.5.8.7.1.2 и 8.5.8.7.1.3 после того, как плашки закрыты, блокировки задействованы и рабочее давление (давления) сброшено.
8.5.8.8 Испытания гидравлических соединителей
8.5.8.8.1 Общие сведения
Поскольку отсутствует запорный узел (такой как плашка или уплотнительный узел), то испытание при номинальном рабочем давлении не требуется. Гидравлическое контрольное испытание должно проводиться вместо каких-либо испытаний при номинальном рабочем давлении.
Каждый гидравлический соединитель должен проходить испытание на низкое давление и гидравлическое контрольное испытание. Давление, создаваемое в камере гидравлического управления, должно быть меньше или равно рабочему давлению, указанному изготовителем. Используемые испытательные флюиды должны соответствовать 8.5.8.6.1.
Отсчет времени для всех испытаний под давлением не должен начинаться до стабилизации испытательного давления.
Испытания должны соответствовать 8.5.8.8.2 и 8.5.8.8.3; при этом испытание при низком давлении должно всегда предшествовать испытанию при высоком давлении.
8.5.8.8.2 Испытание при низком давлении
Давление от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) должно прикладываться и удерживаться на соединителе в течение не менее 10 мин после стабилизации.
8.5.8.8.3 Испытание при высоком давлении
Давление, равное как минимум давлению гидравлического контрольного испытания, должно прикладываться и удерживаться на соединителе в течение не менее 10 мин после стабилизации.
8.5.8.8.4 Критерий приемки
Видимые утечки должны отсутствовать.
8.5.8.8.5 Процедура
Испытание соединителя под давлением должно проходить в два этапа.
В процессе первого этапа соединитель должен быть заблокирован на соответствующей испытательной тумбе с использованием рабочего давления, рекомендованного изготовителем, и затем рабочее давление должно быть снижено до испытания под давлением.
В процессе второго этапа соединитель должен быть заблокирован на соответствующей испытательной тумбе с использованием рабочего давления, рекомендованного изготовителем, и затем испытан под давлением.
8.6 Требования к документации контроля качества
8.6.1 Общие сведения
Документация контроля качества, требуемая настоящим стандартом, содержит документы и протоколы, необходимые для подтверждения соответствия всех материалов и оборудования, изготовленных по настоящему стандарту, указанным требованиям.
8.6.2 Требования NACE к документации
Документация, необходимая для подтверждения соответствия NACE, должна дополнять ту документацию, которая описывается в других разделах настоящего стандарта, за исключением случаев, когда требования настоящего стандарта соответствуют [22].
8.6.3 Контроль документации
Документация, требуемая настоящим стандартом, должна быть читаемой, идентифицируемой, восстановимой и защищенной от повреждения, порчи или потери.
Документация, требуемая настоящим стандартом, должна сохраняться изготовителем как минимум 10 лет после даты изготовления, указанной на оборудовании, к которому относится эта документация.
Изготовитель должен документировать и сохранять все протоколы для каждой партии исходного материала, используемого при изготовлении уплотнительных узлов и уплотнений плашечных или кольцевых ВОР. Документация должна храниться минимум в течение пяти лет.
Вся документация, требуемая настоящим стандартом, должна быть подписана с указанием даты ее составления. Документация, сохраняемая в компьютерной форме, должна содержать персональный код ее составителя.
8.6.4 Документация, поддерживаемая изготовителем
8.6.4.1 Документация
Изготовитель должен сохранять все документы и протоколы в соответствии с требованиями разделов 5-8.
8.6.4.2 Детали или элементы, рассматриваемые в 8.5.1
Должна сохраняться следующая документация:
a) протокол квалификации сварных процедур;
b) протокол квалификации сварщиков;
c) протоколы испытаний материалов:
1) химический анализ;
2) испытания на растяжение (QTC);
3) испытания на ударную вязкость (QTC, если требуется);
4) измерения твердости (QTC);
d) протоколы квалификаций персонала NDE;
e) протоколы NDE:
1) протоколы NDE поверхностей;
2) контроль выполнения полного провара;
3) протоколы объемных NDE сварных швов;
4) протоколы NDE ремонтных сварных швов;
f) протоколы измерения твердости;
g) протоколы сварочных процессов:
1) идентификации сварщиков;
2) сварочных процедур;
3) присадочных материалов;
4) термообработок после сварки;
h) протоколы термообработки:
1) фактических температур;
2) фактического времени при определенной температуре;
i) протоколы гидравлических испытаний;
j) критические размеры, определенные изготовителем.
8.6.4.3 Запорное болтовое крепление
Изготовитель должен сохранять документацию на прослеживаемость запорного болтового крепления до отдельных плавок, как это требуется.
8.6.4.4 Неметаллические материалы уплотнений и формовые уплотняющие узлы
Изготовитель должен сохранять сертификат соответствия неметаллических материалов уплотнений и формовых уплотняющих узлов документально оформленным требованиям изготовителя.
8.6.4.5 Кольцевые уплотнительные узлы, транспортируемые отдельно
Должна сохраняться следующая документация:
a) протоколы испытаний под давлением (8.5.8.5);
b) протокол испытаний проходным шаблоном (8.5.6).
8.6.4.6 Оборудование со стволовым проходом в сборе
Должна сохраняться следующая документация:
a) протоколы испытаний под давлением (8.5.8.5);
b) протокол испытаний проходным шаблоном (8.5.8.4).
8.6.5 Документация, которая должна быть предоставлена первоначальному покупателю при поставке изделия
Сертификат изготовителя о соответствии оборудования текущему изданию настоящего стандарта.
9 Требования к маркировке
9.1 Общие сведения
Все оборудование, перечисленное в разделе 1 и изготовленное в соответствии с настоящим стандартом, должно маркироваться в соответствии с процедурой и требованиями настоящего раздела и таблицы 28.
Таблица 28 - Требования к маркировке и ее расположение
Маркировка | Плаше- | Коль- | Гидрав- | Буровые | Свобо- | ОЕС (цельные и свободные) | Зажи- | Блоки плашек | Кольцевые и плашечные уплотни- |
ГОСТ Р ИСО 13533 | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | OD | Специфик. изготовит. | Пасп. табл. и/или корпус | Специфик. изготовит. | Специфик. изготовит. |
Имя или марка изготовителя | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | OD | Специфик. изготовит. | Пасп. табл. и/или корпус | Специфик. изготовит. | Специфик. изготовит. |
Обозначен. модели или типа (если применимо) (9.4.2.1) | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | - | - | - | Пасп. табл. и/или корпус | - | - |
Серийный номер (если применимо) | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | - | - | Пасп. табл. и/или корпус | Специфик. изготовит. | - |
Обозначен. размера ИСО (Таблица 33) | Пасп. табл. и/или корпус OD | Пасп. табл. и/или корпус OD | Пасп. табл. и/или корпус OD | Пасп. табл. и/или корпус OD | OD | Специфик. изготовит. | - | - | |
Номин. рабоч. давление (таблица 34) | Пасп. табл. и/или корпус OD | Пасп. табл. и/или корпус OD | Пасп. табл. и/или корпус OD | Пасп. табл. и/или корпус OD | OD | Специфик. изготовит. | - | - | |
Номин. температура (Таблица 35) | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | OD | Специфик. изготовит. | Пасп. табл. и/или корпус | - | - |
Номер детали изготовит. | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | OD | Специфик. изготовит. | Пасп. табл. и/или корпус | Специфик. изготовит. | Специфик. изготовит. |
Дата изготовления | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | OD | Специфик. изготовит. | Пасп. табл. и/или корпус | Специфик. изготовит. | Специфик. изготовит. |
Описат. код изделия (9.4) | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | OD | Специфик. изготовит. | Пасп. табл. и/или корпус | - | - |
Номин. рабочее давление гидравл. СУ | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | - | - | - | - | - | - |
Реком. рабочее давление гидравл. СУ | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | Пасп. табл. и/или корпус | - | - | - | - | - | - |
Гидрав. порты открытия и закрытия | Специи- | Специ- | Специ- | - | - | - | - | - | - |
Ориентация оборудования | Верхняя часть | - | - | - | - | - | - | - | - |
Обознач. кольцевой канавки | OD | OD | OD | OD | OD | Специфи- | - | - | - |
Букв.-цифр. система кодификации (9.3.4) | - | - | - | - | - | - | - | - | Специфик. изготовит. |
| |||||||||
На готовом оборудовании должен стоять штамп с указанием описательного кода изделия (PDC) или буквенно-цифрового кода перед "ГОСТ Р ИСО 13533-2013".
9.2 Типы идентификационной маркировки
9.2.1 Металлические элементы
9.2.1.1 Маркировка на участках с низкими напряжениями
Для идентификации на участках с низкими напряжениями (таких как паспортные таблички, внешние диаметры фланцев и т.д.) возможно использование отчетливо читаемых "V"-штампов.
9.2.1.2 Маркировка на участках с высокими напряжениями
Для идентификации на участках с высокими напряжениями возможно использование точечных, вибрационных или закругленных "V"-штампов. Допустимо использование отчетливо читаемых "V"-штампов на участках с высокими напряжениями только при условии, что предусмотрено последующее снятие напряжений на этом элементе.
9.2.1.3 Наплавка металла
Если оборудование имеет кольцевые канавки с наплавкой металла, то после типа кольцевой канавки и номера наносится "CRA" для обозначения коррозионно-стойкого сплава или "SST" для обозначения аустенитной нержавеющей стали.
9.2.2 Неметаллические элементы
9.2.2.1 Скважинные неметаллические элементы
Для идентификации скважинных неметаллических элементов, таких как уплотнительные узлы плашечных и кольцевых ВОР и уплотнения, изготовитель должен иметь документально оформленную процедуру, устанавливающую требуемую кодификацию изделия или его комплектов.
9.2.2.2 Неметаллические элементы, не работающие в скважине
Идентификация неметаллических элементов, не работающих в стволовом проходе, таких как эластомерные уплотнения, используемые в приводных системах плашечных и кольцевых ВОР, должна соответствовать документально оформленной спецификации изготовителя.
9.3 Особые требования к кодификации оборудования
9.3.1 Прокладки
Кольцевые прокладки должны маркироваться в соответствии с ИСО 10423.
9.3.2 Шпильки и гайки
Шпильки и гайки должны маркироваться в соответствии с ИСО 10423.
9.3.3 Запорное болтовое крепление
Запорное болтовое крепление должно маркироваться в соответствии с документально оформленной спецификацией изготовителя.
9.3.4 Уплотнительные узлы и уплотнения
Неметаллические элементы стволового прохода, как описано в 9.2.2.1, должны маркироваться с использованием буквенно-цифровой кодовой системы в соответствии с приведенной ниже последовательностью. Значения цифр, которые составляют данный буквенно-цифровой номер, описаны в таблице 29. В дополнение к этому, на элементе должен указываться паспортный номер, присваиваемый изготовителем.
АА ВВВВ СССС DDDD ЕЕ
Таблица 29 - Кодовая система для неметаллических уплотнительных материалов
Код | Описание |
АА | Твердость компаунда (Твердомер) |
ВВВВ | Общий тип компаунда (см. таблицу 30 и [17]) |
СССС | Дата изготовления (см. 9.4.2.5) |
DDDD | Партия/серийный номер [в соответствии со спецификацией (техническими условиями) изготовителя] |
ЕЕ | Класс температуры (см. таблицу 4) |
Таблица 30 - Код маркировки эластомерной смеси
Стандартное название/торговая марка | Химическое название | Код по [17] |
Бутил | Изобутилен, изопрен | IIR |
- | Эпихлоргидрин | СО |
- | Оксид эпихлоргидрин этилена | ЕСО |
Kel-F | Хлорофторный эластомер | CFM |
Хайпалон | Хлоросульфоный полиэтилен | CSM |
EPR | Этиленпропиленовый кополимер | ЕРМ |
ЕРТ | Этиленпропиленовый монодиен | EPDM |
Витон | Фтороэластомер | FKM |
Природный каучук | Полиизопрен | NR |
Изопрен (природный и синтетический) | Полиизопрен | IR |
Нитрильный каучук | Бутадиенакрилонитрил | NBR |
Акрил | Полиакрил | АСМ |
Диеновый каучук | Полибутадиен | BR |
Неопрен | Полихлорпрен | CR |
Вистанекс | Полиизбутилен | IM |
Тиокол | Полисульфид | - |
Кремний | Полисилоксаны | Si |
SBR (GR-S) | Стиролбутадиен | SBR |
Уретан | Диизоцианаты + высокомолекулярные спирты | - |
| ||
9.4 Описательный код изделия (PDC)
9.4.1 Общие сведения
Описательный код изделия (PDC) используется как вспомогательное средство при описании оборудования, изготовленного в соответствии с настоящим стандартом. PDC представляет собой двенадцатизначный номер, который может быть использован для полного описания оборудования, которому он присваивается. Расположение и значение цифр, составляющих PDC, описывается ниже и в таблице 31.
AA BB CC DD EEEE
Таблица 31 - Описательный код изделия
Код | Описание |
АА | Тип оборудования (см. 9.4.2.1) |
ВВ | Обозначение размера (см. 9.4.2.2) |
СС | Номинальное рабочее давление (см. 9.4.2.3) |
DD | Температурный номинал (см. 9.4.2.4) |
ЕЕЕЕ | Дата изготовления (см. 9.4.2.5) |
9.4.2 Кодовые обозначения
9.4.2.1 Тип оборудования (АА)
Код типа оборудования обеспечивает базовое описание данного оборудования.
Обозначения приведены в таблице 32 по кодификации.
Таблица 32 - Тип оборудования
Общее описание оборудования | Код АА |
Одинарный плашечный ВОР | 01 |
Двойной плашечный ВОР | 02 |
Одинарный кольцевой ВОР | 03 |
Двойной кольцевой ВОР | 04 |
Буровая катушка | 05 |
Переходная катушка | 06 |
Тройной плашечный ВОР | 07 |
Гидравлический соединитель | 08 |
Зажимной хомут | 09 |
Другие | 99 |
9.4.2.2 Обозначение размера (ВВ)
Обозначение размера показывает диаметр стволового прохода для данного оборудования. Обозначения приведены в таблице 33 по кодификации.
Таблица 33 - Обозначение размера оборудования ИСО
Обозначение размера ИСО | Код ВВ | |
мм | (дюйм) | |
179 | 71/16 | 07 |
228 | 9 | 09 |
279 | 11 | 11 |
346 | 13 | 13 |
425 | 16 | 16 |
476 | 18 | 18 |
527 | 20 | 20 |
540 | 21 | 21 |
680 | 26 | 26 |
762 | 30 | 30 |
9.4.2.3 Номинальное рабочее давление (СС)
Номинальное рабочее давление представляет собой максимальное давление, на которое рассчитано данное оборудование. Обозначения приведены в таблице 34 по кодификации.
Таблица 34 - Номинальное рабочее давление
Номинальное рабочее давление | Код СС | |
МПа | (psi) | |
13,8 | 2000 | 02 |
20,7 | 3000 | 03 |
34,5 | 5000 | 05 |
69,0 | 10000 | 10 |
103,5 | 15000 | 15 |
138,0 | 20000 | 20 |
9.4.2.4 Температурный номинал для металлических материалов (DD)
Температурный номинал только для металлических материалов. Обозначения приведены в таблице 35 по кодификации.
Таблица 35 - Температурные номиналы (металлические материалы)
Рабочий температурный диапазон | Код DD | |
°С | (°F) | |
от -59 до 121 | от -75 до 250 | 75 |
от -29 до 121 | от -20 до 250 | 20 |
от -18 до 121 | от 0 до 250 | 00 |
9.4.2.5 Дата изготовления (ЕЕЕЕ)
Дата изготовления должна содержать месяц в цифровой форме и две последних цифры года (например, май 2003 в коде ЕЕЕЕ кодируется как 0503).
10 Хранение и транспортирование
10.1 Хранение в течение более 30 дней
10.1.1 Просушка после испытания
Все оборудование должно быть просушено после испытания и перед хранением.
10.1.2 Предупреждение коррозии
Перед хранением открытые металлические поверхности деталей и оборудования должны быть защищены веществом, предотвращающим образование продуктов коррозии, которое не переходит в жидкое состояние при температуре ниже 50 °С (125 °F).
10.1.3 Защита соединительных поверхностей
Все поверхности соединений и кольцевые уплотнительные канавки должны быть защищены прочными накладками.
10.1.4 Система гидравлического управления
Гидравлическая рабочая система должна быть промыта незамерзающей, антикоррозионной жидкостью в соответствии с документально оформленными процедурами изготовителя. Перед началом хранения входные отверстия должны быть закрыты пробками.
10.1.5 Эластомерные уплотнения
Эластомерные уплотнения должны храниться в соответствии с документально оформленными процедурами изготовителя.
10.1.6 Кольцевые прокладки
Свободные кольцевые прокладки должны быть упакованы и уложены в коробки для хранения и транспортировки.
10.2 Транспортирование
Все оборудование должно транспортироваться в соответствии с документально оформленными процедурами изготовителя.
Приложение А
(обязательное)
Квалификация оборудования для термообработки
А.1 Общие сведения
Все виды термообработки деталей и QTC должны проводиться с использованием оборудования, отвечающего требованиям этого приложения.
А.2 Температурные допуски
Температура в любой точке рабочей зоны не должна изменяться более чем на ±13 °С (±25 °F) от заданной температуры печи после того, как в рабочей зоне печи была достигнута эта температура. Температура печей, которые используются для нормализации, старения и/или снятия напряжений, не должна изменяться более чем на ±8 °С (±15 °F) от заданной температуры печи после того, как в рабочей зоне печи была достигнута эта температура.
А.3 Калибровка печей
А.3.1 Общие сведения
Термообработка производственных деталей должна осуществляться с применением оборудования по термообработке, которое было откалибровано и исследовано.
А.3.2 Документация
Документация по калибровке и исследованию печей должна сохраняться на протяжении не менее двух лет.
А.3.3 Метод температурного исследования для калибровки печей периодического действия
Температурное исследование в пределах рабочей зоны (зон) печи должно проводиться на каждой печи при максимальных и минимальных температурах, при которых должна использоваться каждая печь.
Для всех печей, имеющих рабочую зону больше, чем 0,3 м (10 футов
), должны использоваться не менее девяти точек проверки с термопарами.
В каждой рабочей зоне печи объемом 3,5 м (125 футов
) должна размещаться как минимум одна термопара, и, в общей сложности, максимум 40 термопар. Примеры размещения термопар показаны на рисунках А.1 и А.2.
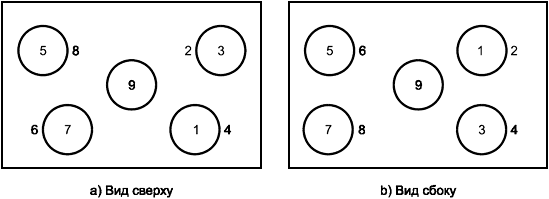
Рисунок А.1 - Размещение термопар - Прямоугольная печь (рабочая зона)
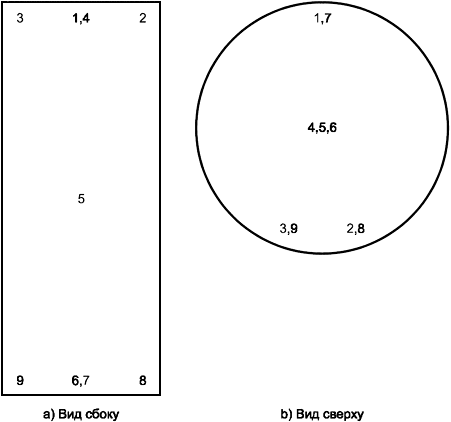
Рисунок А.2 - Размещение термопар - Цилиндрическая печь (рабочая зона)
Для печей, имеющих рабочую зону менее чем 0,3 м (10 футов
), температурное исследование может проводиться с использованием как минимум трех термопар, размещенных впереди, в центре и сзади, или сверху, в центре и внизу рабочей зоны печи.
После установки термоэлементов их показания должны сниматься как минимум каждые три минуты для определения момента, когда температура рабочей зоны достигнет нижнего уровня диапазона температур, который будет исследоваться.
Как только температура печи достигнет заданного значения, температура всех контрольных точек должна регистрироваться с интервалом максимум две минуты в течение не менее чем 10 минут. Затем показания должны сниматься с интервалом максимум пять минут в течение времени (не менее чем 30 минут), достаточного для определения характера изменения температуры рабочей зоны печи.
До того, как будет достигнута заданная температура печи, ни одна из регистрируемых температур не должна превышать заданную температуру более чем на 13 °С (25 °F).
После того, как будет достигнута заданная температура печи, ни одна из регистрируемых температур не должна выходить за установленные пределы. Каждая печь должна пройти исследование температуры не позднее, чем за один год до термической обработки.
Если печь была отремонтирована или перестроена, то должно быть проведено новое исследование температуры до использования печи для термической обработки.
А.3.4 Метод для печи непрерывного действия
Печи, используемые для непрерывной термообработки, должны быть откалиброваны в соответствии с процедурами, указанными в SAE AMS-H-6875F [23].
А.4 Контрольно-измерительная аппаратура
А.4.1 Общие положения
Должна использоваться автоматическая контрольно-измерительная и регистрирующая аппаратура.
Термопары должны размещаться в рабочей зоне (зонах) и защищены от атмосферы печи с использованием соответствующих защитных устройств.
А.4.2 Точность
Контролирующая и регистрирующая аппаратура, используемая в процессах термической обработки, должна иметь точность до ±1% полного диапазона измерений.
А.4.3 Калибровка
Аппаратура, контролирующая и регистрирующая температуру, должна калиброваться как минимум один раз каждые три месяца.
Аппаратура, используемая для калибровки производственного оборудования, должна иметь точность до ±0,25% полного диапазона измерений.
Приложение В
(обязательное)
Требования к ремонту и восстановлению
В.1 Общие сведения
Это приложение определяет требования к ремонту и восстановлению оборудования со стволовым проходом, первоначально изготовленным в соответствии с настоящим стандартом. Ремонт в полевых условиях с заменой деталей или без их замены, а также модификация оборудования выходят за область применения этого приложения.
В.2 Ремонт и восстановление
В.2.1 Персонал
Персонал, выполняющий работы по ремонту и восстановлению, описанные в этом приложении, должен быть квалифицирован в соответствии с документально оформленными требованиями к ремонту/восстановлению, которые включают минимальные требования к обучению и квалификации.
В.2.2 Идентификация оборудования
Идентификация должна осуществляться с помощью маркировки или документации и отслеживаться по маркировкам в соответствии со следующим списком. Вся информация должна быть документально оформлена.
a) предприятие-изготовитель;
b) размер и рабочее давление;
c) класс материала и температурный номинал;
d) серийный номер и другая информация для прослеживаемости в зависимости от условий;
e) замечания по общему состоянию оборудования по результатам визуального контроля;
f) проектный статус изделия.
В.2.3 Ремонт оборудования
Ремонт оборудования не должен включать в себя восстановление деталей или элементов, работающих под давлением или регулирующих давление. Ремонт может включать восстановление других деталей, если это необходимо для возврата оборудования в рабочее состояние.
Ремонт оборудования должен выполняться следующим образом:
a) Разборка и очистка должна выполняться в соответствии с документально оформленными требованиями организации, выполняющей ремонт/восстановление. Необходимо контролировать разделение или идентификацию элементов для каждого узла, чтобы не допустить смешивания и неточного сопряжения деталей.
b) Должна быть произведена полная разборка.
c) Должен выполняться визуальный контроль в соответствии с документально оформленными спецификациями, которые содержат критерии приемки. Результаты контроля должны быть задокументированы.
d) Должны быть проверены все размеры, контролируемые настоящим стандартом, а также критические размеры, определенные предприятием-изготовителем оборудования (OEM). Проверка диаметров кольцевых канавок исключается из этого требования. Результаты проверки должны быть задокументированы и поддерживаться.
e) Должно быть выполнено измерение твердости в соответствии с этим приложением.
f) Замена или восстановление должно выполняться для тех деталей, которые необходимы для возврата оборудования в рабочее состояние. Восстановление деталей, отличных от корпусов, крышек и плашечных блоков, должно выполняться в соответствии с требованиями контроля качества первоначальных конструкторских спецификаций.
g) Оборудование должно быть повторно собрано в соответствии с документально оформленными спецификациями организации, выполняющей ремонт/восстановление.
h) Оборудование должно быть испытано в соответствии с требованиями раздела 8, за исключением того, что гидравлическое контрольное испытание в соответствии с 8.5.8.6 должно использовать давления, равные номинальному рабочему давлению оборудования.
В.2.4 Восстановление оборудования
Восстановление оборудования должно включать в себя восстановление деталей или элементов, работающих под давлением или регулирующих давление. Может выполняться также восстановление других деталей, если это необходимо для возврата оборудования в рабочее состояние.
Все восстановленные и замененные детали должны соответствовать первоначальным проектным требованиям оборудования OEM, таким как механические свойства материала.
Восстановление оборудования должно включать в себя следующее:
а) Разборка и очистка должны выполняться в соответствии с документально оформленными требованиями организации, выполняющей ремонт/восстановление. Необходимо контролировать разделение или идентификацию элементов для каждого узла, чтобы не допустить смешивания и неточного сопряжения деталей.
b) Должна быть произведена полная разборка.
c) Должен выполняться визуальный контроль в соответствии с документально оформленными спецификациями, которые содержат критерии приемки. Результаты контроля должны быть задокументированы.
d) Должны быть проверены все размеры, контролируемые настоящим стандартом, а также критические размеры, определенные OEM. Проверка диаметров кольцевых канавок исключается из этого требования. Результаты проверки должны быть задокументированы и сохранены.
e) Должно быть выполнено измерение твердости в соответствии с этим приложением.
f) Проверка размеров и неразрушающий контроль восстановленных деталей должны быть выполнены в соответствии с требованиями настоящего приложения. Результаты проверок, испытаний и контроля должны быть задокументированы.
g) Все детали, которые не соответствуют приемочным критериям, должны быть заменены или восстановлены. Восстановление деталей должно выполняться в соответствии с требованиями контроля качества настоящего приложения.
h) Оборудование должно быть повторно собрано в соответствии с документально оформленными спецификациями организации, выполняющей ремонт/восстановление.
i) Оборудование должно быть испытано в соответствии с требованиями раздела 8.
В.3 Требования к проектированию и рабочим характеристикам
В.3.1 Проектирование запчастей
Запчасти должны проектироваться и изготовляться OEM, и их характеристики должны соответствовать или превышать проектные требования исходных деталей.
В.3.2 Проектирование восстанавливаемых деталей
Восстанавливаемые детали должны соответствовать проектным требованиям OEM.
В.3.3 Проектный статус
Элементы оборудования, которые были определены OEM как не подлежащие ремонту и восстановлению из-за таких проектных изменений, как проектные решения для материалов, процессов, физических характеристик или их применения, должны приниматься как неприемлемые для ремонта или восстановления в соответствии с настоящим приложением.
В.4 Требования к материалам
Требования к материалам, используемым для изготовления запчастей, должны соответствовать требованиям раздела 6.
В.5 Сварка
Свариваемый материал должен быть идентифицирован, и сварка должна проводиться в соответствии с требованиями раздела 7, соответствующими ремонтируемому оборудованию или детали.
В.6 Контроль качества
В.6.1 Персонал
Персонал, выполняющий работы по контролю качества, должен быть квалифицирован в соответствии с требованиями 8.3.
В.6.2 Измерительное и испытательное оборудование
Измерительное и испытательное оборудование должно обслуживаться и калиброваться в соответствии с требованиями 8.2.
В.6.3 Детали, работающие под давлением и регулирующие давление (повторно используемые детали)
В.6.3.1 Измерение твердости
Все детали, подлежащие повторному использованию, должны быть подвергнуты измерениям на твердость в соответствии с 8.5.1.4.
В.6.3.2 Проверка размеров
Должны быть проверены все размеры, контролируемые настоящим стандартом, а также критические размеры, определенные OEM, за исключением кольцевых канавок.
Все размеры, которые были подвержены влиянию при восстановлении, должны быть проверены в соответствии с документально оформленными проектными спецификациями.
В.6.3.3 Визуальный контроль
Все доступные поверхности должны визуально контролироваться в соответствии с документально оформленными процедурами, которые содержат приемочные критерии.
В.6.3.4 NDE поверхности
Все доступные смачиваемые флюидом поверхности и все доступные уплотнительные поверхности, которые были подвержены воздействию при восстановлении, должны быть проконтролированы в соответствии с 8.5.1.9.
В.6.3.5 NDE сварных швов
Требования к контролю качества сварки должны соответствовать 8.5.1.10.
Все сварные швы должны быть проконтролированы в соответствии с 8.5.1.11 и 8.5.1.12.
NDE поверхности сварного шва должен выполняться в соответствии с 8.5.1.13. Дополнительно, все смачиваемые и уплотнительные поверхности должны контролироваться после окончательной термообработки и механической обработки.
Все ремонтные сварные швы должны контролироваться в соответствии с 8.5.1.14. Дополнительно, все смачиваемые и уплотнительные поверхности должны контролироваться после окончательной термообработки и механической обработки.
Все сварные швы, работающие под давлением, и ремонтные сварные швы там, где ремонт превышает 25% толщины стенки или 25 мм (1 дюйм) (в зависимости от того, какая из этих величин меньше), должны контролироваться в соответствии с 8.5.1.15.
Все сварные швы, работающие под давлением, и ремонтные сварные швы должны подвергаться испытанию на твердость в соответствии с 8.5.1.16.
В.6.4 Шпильки и гайки (повторно используемые детали)
Шпильки и гайки, подлежащие повторному использованию, должны контролироваться в соответствии с требованиями организации, выполняющей ремонт/восстановление.
В.6.5 Неметаллические уплотняющие материалы и литые уплотняющие узлы (повторно используемые детали)
Неметаллические уплотняющие материалы и формовые уплотняющие узлы, подлежащие повторному использованию, должны контролироваться в соответствии с требованиями организации, выполняющей ремонт/восстановление.
В.6.6 Оборудование в сборе
Требования по контролю качества оборудования в сборе должны соответствовать 8.5.8.
Оборудование в сборе должно быть испытано в соответствии с 8.5.8.
В.6.7 Протоколы контроля качества
Протоколы контроля качества для запчастей должны соответствовать 8.6.
Протоколы контроля качества для деталей, подлежащих повторному использованию, должны соответствовать 8.6, за исключением тех материалов, для которых не требуется регистрации их испытания.
Протоколы контроля качества для оборудования в сборе должны соответствовать 8.6.
Протоколы контроля качества, которые требуется представить покупателю, должны соответствовать 8.6.
Сертификат соответствия должен подтверждать, что оборудование было отремонтировано или восстановлено в соответствии с требованиями настоящего стандарта.
В.7 Маркировка оборудования
В.7.1 Общие сведения
Отремонтированное или восстановленное оборудование должно маркироваться в соответствии с требованиями настоящего приложения. Эти требования по маркировке являются дополнительными и не заменяют требования по маркировке раздела IX, которые применимы для ремонта или восстановления.
В.7.2 Маркировка при ремонте и восстановлении
Расположение маркировки для металлического оборудования, которое было отремонтировано или восстановлено, должно соответствовать таблице 28.
Для деталей должна быть добавлена следующая маркировка:
a) "RMFR" для восстановления или "RPR" для ремонта;
b) имя или марка организации, выполнявшей ремонт/восстановление;
c) дата ремонта или восстановления (месяц и год).
В.8 Хранение и транспортировка
Хранение и транспортировка должны соответствовать требованиям раздела 10.
Приложение С
(справочное)
Процедура испытания эксплуатационных характеристик
С.1 Испытания, связанные с давлением
С.1.1 Измерение потери давления
Давление должно стабилизироваться до начала отсчета временного интервала испытания оборудования со стволовым проходом под давлением.
С.1.2 Калибровка
Каждый используемый манометр или датчик давления должен быть откалиброван в соответствии с 8.2.
С.1.3 Методы регистрации давления
Все испытания должны проводиться с использованием системы сбора данных. Информация должна быть идентифицирована, датирована и подписана/проверена испытателем и свидетелями в зависимости от установленного порядка.
С.2 ВОР плашечного типа
С.2.1 Испытание герметизирующих характеристик
С.2.1.1 Закрытие плашек при нулевом первоначальном давлении в скважине
С.2.1.1.1 Установить превентор на испытательной тумбе. Соединить с ВОР линии открытия и закрытия. Соединить линию от испытательного насоса высокого давления к выпускной стороне тумбы или ВОР.
С.2.1.1.2 Линии открытия, закрытия и скважинного давления должны быть оборудованы как минимум датчиком давления. Все датчики должны быть соединены с системой сбора данных, которая обеспечивает постоянную регистрацию.
С.2.1.1.3 Установить в блоки новый комплект плашечных резиновых элементов. Должны быть выполнены и зарегистрированы измерения твердомером на плашечном торцевом резиновом уплотнении.
С.2.1.1.4 Отключить любую автоматическую систему блокировки на запорном устройстве плашек.
С.2.1.1.5 Установить в ВОР испытательный шаблон для испытаний трубных плашек. При испытаниях глухих/срезающих плашек шаблон не используется.
С.2.1.1.6 Закрыть плашки, используя рекомендованное изготовителем давление закрытия.
С.2.1.1.7 Первоначально приложить скважинное давление равное 3,45 МПа (500 psi) и затем медленно снижать давление закрытия до тех пор, пока не появится утечка. Если в плашках не возникает утечки при нулевом давлении закрытия, то медленно повышать давление открытия до тех пор, пока не появится утечка или не будет достигнуто максимальное рекомендуемое давление открытия. Отметить рабочее давление, при котором возникла утечка.
С.2.1.1.8 Повторно приложить рекомендуемое давление закрытия, увеличить скважинное давление на 3,45 МПа (500 psi) выше, чем на предыдущем этапе и затем снова медленно снижать давление закрытия (или увеличивать давление открытия) до тех пор, пока не появится утечка. Зарегистрировать рабочее давление, при котором возникла утечка.
С.2.1.1.9 Повторять С.2.1.1.8 до тех пор, пока скважинное давление не станет равно номинальному рабочему давлению превентора. Шаг нарастания скважинного давления должен составлять 3,45 МПа (500 psi) до тех пор, пока скважинное давление не достигнет 34,45 МПа (5000 psi). После этого шаг нарастания скважинного давления должен составлять 6,89 МПа (1000 psi).
С.2.1.2 Закрытие плашек при повышенном давлении в скважине
С.2.1.2.1 Установить превентор на испытательной тумбе. Соединить с ВОР линии открытия и закрытия. Присоединить линию от испытательного насоса высокого давления к тумбе.
С.2.1.2.2 Линии закрытия и скважинного давления должны быть оборудованы как минимум датчиком давления. Все датчики должны быть соединены с системой сбора данных, которая обеспечивает постоянную регистрацию.
С.2.1.2.3 Установить испытательный шаблон в ВОР. Установить испытательный фланец для закрытия превентора сверху. Выходная труба верхнего фланца должна включать в себя продувочный клапан, датчик давления, гидроаккумуляторы емкостью от 75 л до 150 л (от 20 галлонов до 40 галлонов) и регулятор давления. Заполнять испытываемый превентор водой до тех пор, пока воздух не перестанет выходить из продувочного клапана.
Примечание - При различии объемов скважинного флюида в закрытом и открытом положениях ВОР меньше, чем 40 л (10 галлонов), использовать аккумуляторную систему на 75 л (20 галлонов); при различии более, чем 40 л (10 галлонов), использовать аккумуляторную систему на 150 л (40 галлонов).
С.2.1.2.4 Когда предварительная зарядка гидроаккумулятора установлена приблизительно на половине скважинного давления, которое должно быть приложено на этом этапе испытания, закрыть продувочный клапан и затем приложить скважинное давление, указанное для этого этапа испытания [первоначальное скважинное давление составляет 3,45 МПа (500 psi)].
С.2.1.2.5 Закрыть превентор, используя рекомендованное изготовителем давление закрытия (если необходимо, отрегулировать давление путем его повышения).
С.2.1.2.6 Проверить, чтобы давление в системе верхнего фланца было равно скважинному давлению, и при необходимости отрегулировать.
С.2.1.2.7 Увеличить скважинное давление на 3,45 МПа (500 psi) выше уровня, указанного в С.2.1.2.4.
С.2.1.2.8 Убедиться в герметичности стволового прохода под давлением.
С.2.1.2.9 Снижать давление закрытия до тех пор, пока не возникнет утечка, контролируемая по выходу флюида из регулятора верхнего фланца.
С.2.1.2.10 Сбросить скважинное давление и давление из верхнего фланца и открыть превентор.
С.2.1.2.11 Повторять операции с С.2.1.2.4 до С.2.1.2.10, поэтапно увеличивая скважинное давление до тех пор, пока оно не будет равно номинальному рабочему давлению превентора. Шаг нарастания скважинного давления должен составлять 3,5 МПа (500 psi) до тех пор, пока скважинное давление не достигнет 35,0 МПа (5000 psi). После этого шаг нарастания скважинного давления должен составлять 7,0 МПа (1000 psi).
С.2.2 Усталостное испытание
С.2.2.1 Установить превентор на испытательной тумбе. Соединить с ВОР линии открытия и закрытия. Присоединить линию от испытательного насоса высокого давления к выпускной стороне тумбы или ВОР.
С.2.2.2 Линии закрытия и скважинного давления должны быть оборудованы как минимум датчиком давления. Все датчики должны быть соединены с системой сбора данных для обеспечения постоянной регистрации.
С.2.2.3 Блоки плашек должны быть проконтролированы до испытания. Контроль должен включать в себя:
a) MP контроль блоков плашек;
b) измерения твердомером резины плашек.
С.2.2.4 Установить в ВОР испытательный шаблон для испытаний трубных плашек. При испытаниях глухих/срезающих плашек шаблон не используется. При испытании превенторов с условным проходом 279 мм (11 дюймов) и более должен использоваться испытательный шаблон с OD 127 мм (5 дюймов). При испытании превенторов с условным проходом менее 279 мм (11 дюймов) должен использоваться испытательный шаблон с OD 88,9 мм (3 дюйма).
С.2.2.5 Закрывать и открывать плашки семь раз с использованием рекомендованного изготовителем рабочего давления. После каждого седьмого закрытия испытать плашки под давлением от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) и при полном номинальном рабочем давлении ВОР. На каждом седьмом цикле испытания под давлением закрывать плашки и заблокировать блокирующие устройства, затем сбросить все гидравлическое давление до проведения испытания. Каждое значение испытательного давления должно удерживаться три мин.
С.2.2.6 Повторять С.2.2.5 до тех пор, пока плашки не дадут сбой при проверке герметичности или пока не будут выполнены 546 открытий и закрытий (78 испытаний под давлением).
С.2.2.7 Повторить контроль, как описано в С.2.2.3.
С.2.2.8 Задокументировать любой износ, обнаруженный в процессе испытания.
С.2.3 Испытание срезающих плашек
С.2.3.1 Установить превентор на испытательной тумбе. Соединить с ВОР линии открытия и закрытия. Присоединить линию от испытательного насоса высокого давления к выпускной стороне тумбы или ВОР.
С.2.3.2 Линии открытия, закрытия и скважинного давления должны быть оборудованы как минимум датчиком давления. Все датчики должны быть соединены с системой сбора данных для обеспечения постоянной регистрации.
С.2.3.3 Установить новый комплект плашечных уплотнительных узлов в блоки; должны быть выполнены и зарегистрированы измерения твердомером на плашечном резиновом уплотнении.
С.2.3.4 Подвесить секцию бурильных труб [приблизительно длиной 1,2 м (4 фута)], как указано в 5.7.2.4 в соответствии с размером превентора, вертикально над превентором и опустить ее в стволовой проход. Допускается немного поддерживать часть трубы, расположенную ниже плашек, для предупреждения чрезмерного изгиба трубы в процессе ее срезания.
С.2.3.5 Установить на манифольде давление закрытия, равное давлению срезания, рекомендуемого изготовителем. Закрыть плашки и срезать трубы за одну операцию. Очевидно, что давление, при котором труба срезается, будет определяться по быстрому изменению давления в момент срезания.
С.2.3.6 Поднять скважинное давление от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) и удерживать его три мин, проверяя наличие утечек.
С.2.3.7 Поднять скважинное давление до максимального номинального рабочего давления превентора и снова проверить наличие утечек в течение трех мин.
С.2.3.8 Уменьшить скважинное давление до нуля, открыть плашки, проверить и задокументировать наличие любого износа на превенторе.
С.2.3.9 Повторить операции с С.2.3.4 до С.2.3.8 на двух дополнительных образцах бурильных труб. При необходимости плашечные уплотнительные узлы могут быть заменены.
С.2.4 Испытание на подвешивание
С.2.4.1 Установить плашечный превентор на испытательной тумбе, позволяющей прикладывать натяжение вниз. Соединить с плашечным превентором линии открытия и закрытия. Соединить линию от испытательного насоса высокого давления к выпускной стороне тумбы или плашечного превентора.
С.2.4.2 Линии закрытия и скважинного давления должны быть оборудованы как минимум датчиком давления. Все датчики должны быть соединены с системой сбора данных, которая обеспечивает постоянную регистрацию.
С.2.4.3 Плашечные блоки, смоделированный шаблон 18°-ного бурильного замка по API и металлические вставки резинового уплотнительного узла должны быть проконтролированы и результаты задокументированы до проведения испытания. Спецификации по размерам и твердости используемого смоделированного шаблона бурильного замка должны соответствовать [1].
Контроль должен включать:
a) MP-контроль блоков плашек;
b) измерение твердости стальных сегментов плашечных уплотнительных узлов;
c) измерение твердости блоков плашек;
d) измерение твердости смоделированного бурильного замка;
e) измерение твердомером на плашечном уплотнительном узле.
С.2.4.4 Поднять смоделированный бурильный замок так, чтобы 18°-ные конусные заплечики находились непосредственно над блоком плашек. Закрыть плашки на трубе с давлением закрытия, рекомендованным изготовителем.
С.2.4.5 Испытать под давлением от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) и при максимальном номинальном рабочем давлении превентора.
С.2.4.6 Сбросить скважинное давление до нуля, увеличивать нагрузку с определенным шагом и повторять С.2.4.5 для каждого шага до тех пор, пока не появится утечка на плашках или не будет достигнута нагрузка 2,7 МН (600000 фунтов) для труб диаметром 125 мм (5 дюймов) или больше, или нагрузка 2,0 МН (440000 фунтов) для труб диаметром меньше 125 мм (5 дюймов).
С.2.4.7 Повторить С.2.4.5-С.2.4.6, используя только блокирующий механизм для поддержания превентора в закрытом состоянии.
С.2.4.8 Задокументировать любой износ или деформацию блоков плашек, смоделированного бурильного замка и металлических вставок плашечного уплотнительного узла.
С.2.5 Испытание на доступ к плашкам
С.2.5.1 Собрать превентор на испытательной тумбе с трубными плашками и испытательным шаблоном соответствующего размера или с глухими плашками. Соединить датчики давления с линией закрытия и испытательной тумбой. Соединить выход датчика с соответствующей системой сбора данных.
С.2.5.2 Выполнить рекомендованную изготовителем процедуру по демонтажу всех запорных элементов для доступа к плашкам и уплотнительным узлам, снятию запорных элементов или их полного открытия, как это необходимо для демонтажа плашек.
С.2.5.3 Выполнить рекомендованную изготовителем процедуру по закрытию всех запорных элементов для доступа к плашкам и уплотнительным узлам, включая рекомендованные изготовителем процедуры по обслуживанию и запчастям.
С.2.5.4 Повторить С.2.5.2 и С.2.5.3 в общей сложности 200 раз. Каждый двадцатый раз проводить испытание ВОР на давление с приложением номинального рабочего давления в течение как минимум три мин.
С.2.6 Испытание ресурса при протаскивании
С.2.6.1 Измерить по твердомеру и задокументировать твердость резины уплотнительного узла. Установить плашечный превентор на машине возвратно-поступательного движения. Соединить линии открытия и закрытия с плашечным превентором. Присоединить линию от испытательного насоса высокого давления к выпускной стороне тумбы или плашечного превентора.
С.2.6.2 Соединить аккумулятор [20 л (5 галлонов)] со стволовым проходом (тумбой) и установить давление подзарядки на 75% от давления скважины, которое будет использоваться при испытании. Линии закрытия и скважинного давления должны быть оборудованы как минимум датчиком давления. Все датчики давления должны быть соединены с системой сбора данных для обеспечения постоянной регистрации.
С.2.6.3 Для превенторов с условным проходом 279 мм (11 дюймов) и более установить испытательный шаблон (без бурильных замков) с OD 127 мм (5 дюймов); для превенторов с условным проходом 228 мм (9 дюймов) и менее установить испытательный шаблон (без бурильных замков) с OD 88,9 мм (3 дюйма).
С.2.6.4 Определить первоначальное давление закрытия путем добавления 0,7 (100 psi) (фрикционный эффект) к минимальному давлению закрытия, рекомендованному изготовителем, для скважинного давления 7,0 МПа (1000 psi). После закрытия на испытательном шаблоне, используя это давление и прикладывая скважинное давление 7,0 МПа (1000 psi), уменьшать давление закрытия до тех пор, пока интенсивность утечки на превенторе не составит 4 л/мин (1 галлон/мин) (для смачивания стенок испытательного шаблона).
С.2.6.5 Приложить возвратно-поступательное движение к испытательному шаблону со скоростью приблизительно 600 мм/с (2 фут/с) до тех пор, пока труба эквивалентной длиной 9,1 м (30 футов) не будет смазана через элементы уплотнительного узла.
С.2.6.6 Сбросить скважинное давление и открыть плашки.
С.2.6.7 По мере того, как интенсивность утечки возрастает, увеличивать давление закрытия, если необходимо, до значения, рекомендованного изготовителем, и повторить С.2.6.5-С.2.6.7.
С.2.6.8 Повторять С.2.6.4-С.2.6.6 до тех пор, пока интенсивность утечки превентора не превысит 4 л/мин (1 галлон/мин) или не будет пройдена через элементы уплотнительного узла эквивалентная длина труб, равная 15000 м (50000 футов).
С.2.6.9 Документировать любой износ всех плашечных элементов уплотнительных узлов при их извлечении в процессе испытаний.
С.2.6.10 Повторить С.2.6.4-С.2.6.9 с использованием скважинного давления 14,0 МПа (2000 psi) и затем 21,0 МПа (3000 psi), обеспечивая при этом, чтобы данные значения давления не превысили рабочего давления плашечного превентора.
С.2.7 Испытание блокирующего устройства плашек
Испытание блокирующего устройства плашек может быть выполнено как часть испытаний на усталость или на подвешивание.
С.3 ВОР кольцевого типа
С.3.1 Испытание герметизирующих характеристик
С.3.1.1 Установить превентор на испытательной тумбе. Соединить с ВОР линии открытия и закрытия. Присоединить линию от испытательного насоса высокого давления к выпускной стороне тумбы или ВОР.
С.3.1.2 Линии закрытия и скважинного давления должны быть оборудованы как минимум датчиком давления. Все датчики должны быть соединены с системой сбора данных для обеспечения постоянной регистрации.
С.3.1.3 Установить испытательный шаблон в ВОР. Для превенторов с условным проходом 279 мм (11 дюймов) и более использовать испытательный шаблон с OD 127 мм (5 дюймов). Для превенторов с условным проходом меньше чем 279 мм (11 дюймов) использовать испытательный шаблон с OD 88,9 мм (3 1/2 дюйма) и меньше. Заполнить корпус превентора водой немного выше верха элемента уплотнительного узла.
С.3.1.4 Провести испытание при постоянном скважинном давлении с использованием следующих шагов:
a) Закрыть превентор, используя давление закрытия, рекомендованное изготовителем.
b) Приложить скважинное давление 3,45 МПа (500 psi).
c) Снижать давление закрытия до тех пор, пока не возникнет утечка.
d) Сбросить скважинное давление и открыть превентор.
e) Повторять С.3.1.4 а) - С.3.1.4 d), повышая скважинное давление за 10 равных шагов до тех пор, пока скважинное давление не достигнет номинального рабочего давления превентора.
С.3.1.5 Провести испытание при постоянном давлении закрытия с использованием следующих шагов:
a) Приложить давление закрытия 3,45 МПа (500 psi).
b) Повышать скважинное давление до тех пор, пока не появится утечка или скважинное давление не достигнет номинального рабочего давления превентора.
c) Сбросить скважинное давление и открыть превентор.
d) Повторять С.3.1.5 а) - С.3.1.5 с), повышая давление закрытия на 0,69 МПа (100 psi) каждый раз до тех пор, пока давление закрытия не достигнет значения, рекомендованного изготовителем.
С.3.1.6 Провести испытание при полном давлении закрытия с использованием следующих шагов:
a) Убрать шаблон бурильной трубы. Заполнить корпус ВОР водой немного выше верха элементов уплотнительных узлов.
b) Закрыть превентор с использованием давления, рекомендуемого изготовителем.
c) Приложить скважинное давление от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) и удерживать в течение трех мин. Если необходимо, то повысить давление закрытия при возникновении утечки. Не превышать максимальное рабочее давление, рекомендованное изготовителем.
d) При положительных результатах испытания при низком давлении повышать скважинное давление до половины номинального рабочего давления ВОР. Удерживать давление в течение трех мин. Если необходимо, то повысить давление закрытия при возникновении утечки. Не превышать максимальное рабочее давление, рекомендованное изготовителем.
С.3.2 Усталостное испытание
С.3.2.1 Установить превентор на испытательной тумбе. Соединить с ВОР линии открытия и закрытия. Соединить линию от испытательного насоса высокого давления с тумбой.
С.3.2.2 Линии закрытия и скважинного давления должны быть оборудованы датчиком давления. Все датчики должны быть соединены с системой сбора данных для обеспечения постоянной регистрации.
С.3.2.3 Установить испытательный шаблон в ВОР. Для превенторов с условным проходом 279 мм (11 дюймов) и более использовать испытательный шаблон с OD 127 мм (5 дюймов). Для превенторов с условным проходом 228 мм (9 дюймов) и менее использовать испытательный шаблон с OD 88,9 мм (3 дюйма). Заполнить корпус превентора водой немного выше верха уплотнительного узла.
С.3.2.4 Закрыть и открыть плашки шесть раз с использованием рекомендованного изготовителем давления закрытия. На седьмой раз закрыть ВОР с использованием рекомендованного изготовителем давления закрытия.
С.3.2.5 Приложить скважинное давление от 1,4 МПа до 2,1 МПа (200 psi - 300 psi), удерживать три мин, затем повысить скважинное давление до полного номинального рабочего давления превентора и удерживать в течение трех мин. Сбросить скважинное давление.
С.3.2.6 Открыть превентор. Шаги С.3.2.4-С.3.2.6 составляют один цикл давления и семь функциональных циклов.
С.3.2.7 Каждый двадцатый цикл давления измерять ID уплотнительных элементов при нахождении рабочего поршня в полностью открытом положении (это можно определить по быстрому увеличению давления на манометре рабочей системы). Затем продолжать измерение ID уплотнительного узла через каждые пять мин до тех пор, пока ID уплотнительного узла не достигнет размера проходного отверстия ВОР или до истечения 30 мин. Зарегистрировать ID.
С.3.2.8 Повторять С.3.2.4-С.3.2.7 пока не появится утечка на уплотнительном узле или не будет выполнено 364 функциональных цикла (54 цикла давления).
С.3.3 Испытание на доступ к уплотнительному узлу
С.3.3.1 Установить превентор на испытательной тумбе.
С.3.3.2 Выполнить рекомендованную изготовителем процедуру по снятию запорных элементов, как это необходимо для доступа к уплотнительному узлу.
С.3.3.3 Выполнить рекомендованные изготовителем процедуры, включая рекомендованное обслуживание и замену деталей, для закрытия запорных элементов доступа к уплотнительному узлу.
С.3.3.4 Повторить С.3.3.2 и С.3.3.3 в общей сложности 200 раз. Каждый двадцатый раз проводить испытание под давлением ВОР, закрытого на испытательном шаблоне, с приложением номинального рабочего давления в течение трех мин.
С.3.4 Испытание ресурса при протаскивании
С.3.4.1 Измерить по твердомеру и задокументировать твердость резины уплотнительного узла. Установить ВОР на установке для протаскивания. Соединить линии открытия и закрытия с ВОР. Присоединить линию от испытательного насоса высокого давления к выпускной стороне тумбы или ВОР.
С.3.4.2 Соединить аккумулятор [19 л (5 галлонов)] со стволовым проходом (тумбой) и установить давление подзарядки на 75% от давления скважины, которое будет использоваться при испытании. Линии закрытия и скважинного давления должны быть оборудованы как минимум датчиком давления. Все датчики давления должны быть соединены с системой сбора данных для обеспечения постоянной регистрации.
С.3.4.3 Для превенторов с условным проходом 279 мм (11 дюймов) и более установить испытательный шаблон с OD 127 мм (5 дюймов) с моделью профиля 18°-ного бурильного замка API 6 3/8 дюйма; для 228 мм (9 дюймов) и менее установить испытательный шаблон с OD 88,9 мм (3 1/2 дюйма) с моделью профиля 18°-ного бурильного замка API 5 дюймов.
С.3.4.4 Закрыть превентор с давлением закрытия, рекомендованным изготовителем. Приложить скважинное давление 6,89 МПа (1000 psi). Уменьшать давление закрытия до тех пор, пока интенсивность утечки на превенторе будет меньше 4 л/мин (1 галлон/мин) (для смачивания стенок испытательного шаблона).
С.3.4.5 Выполнять возвратно-поступательное передвижение испытательного шаблона со скоростью приблизительно 600 мм/с (2 фута/с), по 1500 мм (5 футов) в каждом направлении и при 4 циклах в мин. В процессе протаскивания скважинное давление не должно колебаться более чем на ±10%. Если необходимо, то можно увеличивать давление закрытия для поддержания только небольшой смазывающей утечки. Продолжать испытание до тех пор, пока интенсивность утечки 4 л/мин (1 галлон/мин) не будет достигнута при давлении закрытия, рекомендованном изготовителем, или при достижении 5000 циклов.
С.3.4.6 Задокументировать любой износ всех уплотнительных эластомеров.
С.4 Гидравлические соединители
С.4.1 Испытание блокирующего механизма
С.4.1.1 Установить соединитель на соответствующую испытательную тумбу.
С.4.1.2 Заблокировать соединитель с приложением максимального давления блокировки, рекомендованного изготовителем.
С.4.1.3 Определить давление, требуемое для разблокировки соединителя с использованием основной системы разблокировки. Зарегистрировать требуемое давление.
С.4.1.4 Повторить С.4.1.2 и С.4.1.3 с 67% от давления блокировки изготовителя.
С.4.1.5 Повторить С.4.1.2 и С.4.1.3 с 33% от давления блокировки изготовителя.
С.4.1.6 Дважды повторить С.4.1.2-С.4.1.5.
С.4.1.7 Если соединитель оборудован вспомогательной блокирующей системой, то повторить С.4.1.2-С.4.1.6, используя только вспомогательную блокирующую систему.
С.4.1.8 Задокументировать все давления блокировки и разблокировки.
С.4.1.9 Проконтролировать и задокументировать любой износ блокирующего механизма.
С.4.2 Испытание герметизирующего механизма
С.4.2.1 Установить соединитель на соответствующую испытательную тумбу.
С.4.2.2 Заблокировать соединитель к тумбе с использованием давления блокировки, рекомендованного изготовителем. Провести испытание под давлением от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) и при полном номинальном рабочем давлении в течение трех мин. Снизить скважинное давление до нуля и разблокировать соединитель. Повторить это пять раз.
С.4.2.3 После пяти циклов разблокировать соединитель и приподнять его над испытательной тумбой. Затем возвратить его на тумбу.
С.4.2.4 На каждом шестом цикле заблокировать соединитель и провести испытания под скважинным давлением со сброшенным давлением блокировки.
С.4.2.5 Продолжать испытание до тех пор, пока соединитель не перестанет выполнять герметизирующие функции или после завершения 24 циклов давления.
С.4.2.6 Задокументировать нагрузку, необходимую для извлечения соединителя из тумбы.
Приложение D
(справочное)
Процедура проверочных испытаний при расчетной температуре
D.1 Параметры испытания
D.1.1 Давление
Для каждой температуры требуются испытания при низком и высоком давлении. Испытания при низком давлении должны проводиться при от 1,4 МПа до 2,1 МПа (200 psi - 300 psi). Испытания при высоком давлении должны проводиться при номинальном рабочем давлении оборудования.
D.1.2 Период выдержки
Период выдержки должен начинаться после достижения и стабилизации указанного давления и температуры. Минимальное время выдержки должно соответствовать указанным значениям.
D.1.3 Методы контроля
Все испытания должны проводиться с использованием соответствующей системы сбора данных для температуры и давления. Система сбора данных должна соответствовать документально оформленной спецификации изготовителя. Информация должна быть идентифицирована, датирована и подписана/проверена испытателем и свидетелем, если необходимо.
Все устройства, используемые для измерения или контроля давления, должны соответствовать 8.2.
Превентор (ВОР) должен иметь как минимум один датчик температуры. Датчик температуры должен устанавливаться в сквозном отверстии 12 мм (0,5 дюйма) и размещаться как можно ближе к испытываемому элементу. Все устройства, используемые для измерения или контроля температуры, должны быть откалиброваны в соответствии с документально оформленной спецификацией изготовителя.
D.1.4 Регистрация
Измерения на неметаллических уплотнениях и/или формовых уплотняющих узлах должны быть проведены и зарегистрированы до установки их в ВОР.
D.2 Высокотемпературные испытания превенторов плашечного типа
D.2.1 Установить ВОР на испытательном стенде.
D.2.1.1 Подсоединить гидравлические рабочие линии.
D.2.1.2 Подсоединить линии от испытательного насоса высокого давления и высокотемпературного нагревательного устройства (устройств) к испытательному стенду или к соответствующим соединениям на ВОР.
D.2.2 Линии закрытия и скважинного давления должны быть оборудованы как минимум датчиками давления. Все датчики должны быть соединены с системой сбора данных для обеспечения постоянной регистрации.
D.2.3 Установить неметаллические уплотнения и/или формовой уплотнительный узел в ВОР, и закрепить их в соответствии с документально оформленной процедурой изготовителя.
D.2.4 Установить необходимый испытательный шаблон в ВОР.
D.2.4.1 Для ВОР с проходным отверстием 279 мм (11 дюймов) и более должен использоваться испытательный шаблон с OD 127 мм (5 дюймов).
D.2.4.2 Для ВОР с проходным отверстием меньше чем 279 мм (11 дюймов) должен использоваться испытательный шаблон с OD 88,9 мм (3 дюйма).
D.2.4.3 Универсальные плашки должны испытываться с шаблонами минимального и максимального размера их диапазона.
D.2.4.4 Для испытания глухих или срезающих плашек испытательный шаблон не требуется.
D.2.5 Открыть ВОР и нагревать испытательный флюид до тех пор, пока не будет достигнута и не стабилизируется необходимая температура.
D.2.6 После стабилизации температуры испытания закрыть ВОР с использованием рабочего давления, рекомендованного изготовителем.
D.2.7 Приложить скважинное давление от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) и удерживать его в течение трех мин после стабилизации давления.
D.2.8 Снизить скважинное давление до нуля.
D.2.9 Приложить полное номинальное рабочее давление ВОР и удерживать его в течение 60 мин после стабилизации давления.
D.2.10 Снизить скважинное давление до нуля.
D.2.11 Задокументировать результаты испытаний.
D.3 Высокотемпературные испытания кольцевых превенторов
D.3.1 Установить ВОР на испытательном стенде.
D.3.1.1 Подсоединить гидравлические рабочие линии.
D.3.1.2 Подсоединить линии от испытательного насоса высокого давления и высокотемпературного нагревательного устройства к испытательному стенду или к соответствующим соединениям на ВОР.
D.3.2 Линии закрытия и скважинного давления должны быть оборудованы как минимум датчиками давления. Все датчики должны быть соединены с системой сбора данных для обеспечения постоянной регистрации.
D.3.3 Установить неметаллические уплотнения и/или формовой уплотнительный узел в ВОР и закрепить их в соответствии с документально оформленной процедурой изготовителя.
D.3.4 Установить требуемый испытательный шаблон в ВОР.
D.3.4.1 Для ВОР с проходным отверстием 279 мм (11 дюймов) и более должен использоваться испытательный шаблон с OD 127 мм (5 дюймов).
D.3.4.2 Для ВОР с проходным отверстием меньше чем 279 мм (11 дюймов) должен использоваться испытательный шаблон с OD 88,9 мм (3 1/2 дюйма).
D.3.5 Открыть ВОР и нагревать испытательный флюид до тех пор, пока не будет достигнута и не стабилизируется необходимая температура.
D.3.6 Закрыть ВОР с использованием рабочего давления, рекомендованного изготовителем.
D.3.7 Приложить полное номинальное рабочее давление ВОР и удерживать его в течение 60 мин после стабилизации давления.
D.3.8 Снизить скважинное давление до нуля.
D.3.9 Открыть ВОР.
D.3.10 Задокументировать результаты испытаний.
D.4 Низкотемпературные циклические испытания плашечных превенторов
D.4.1 Установить плашечный превентор на испытательном стенде.
D.4.1.1 Подсоединить гидравлические рабочие линии.
D.4.1.2 Подсоединить линии от испытательного насоса высокого давления и высокотемпературного нагревательного устройства (устройств) к испытательному стенду или к соответствующему соединению на плашечном превенторе.
D.4.2 Линии закрытия и скважинного давления должны быть оборудованы как минимум датчиками давления. Все датчики должны быть соединены с системой сбора данных для обеспечения постоянной регистрации.
D.4.3 Установить неметаллические уплотнения и/или литой уплотнительный узел в плашечный превентор и закрепить их в соответствии с документально оформленной процедурой изготовителя.
D.4.4 Установить требуемый испытательный шаблон в плашечный превентор.
D.4.4.1 Для плашечного превентора с проходным отверстием 279 мм (11 дюймов) и более должен использоваться испытательный шаблон с OD 127 мм (5 дюймов).
D.4.4.2 Для плашечного превентора с проходным отверстием меньше чем 279 мм (11 дюймов) должен использоваться испытательный шаблон с OD 88,9 мм (3 1/2 дюйма).
D.4.4.3 Универсальные плашки должны испытываться с шаблонами минимального и максимального размера их диапазона.
D.4.4.4 Для испытания глухих или срезающих плашек испытательный шаблон не требуется.
D.4.5 Открыть плашечный превентор и начать цикл охлаждения. Продолжать охлаждение до тех пор, пока не будет достигнута и не стабилизируется необходимая температура.
D.4.6 Закрыть и открыть плашечный превентор семь раз с использованием рабочего давления, рекомендованного изготовителем.
D.4.7 Закрыть плашечный превентор и приложить скважинное давление от 1,4 МПа до 2,1 МПа (200 psi - 300 psi ) и удерживать его в течение трех мин после стабилизации давления.
D.4.7.1 Уменьшить скважинное давление до нуля.
D.4.7.2 Приложить полное номинальное рабочее давление на плашечном превенторе и удерживать его в течение трех мин после стабилизации давления.
D.4.7.3 Снизить скважинное давление до нуля.
D.4.7.4 Открыть плашечный превентор.
D.4.8 Повторить D.4.6 и D.4.7 два раза для 21 цикла закрытия/открытия и трех циклов испытания под давлением. Испытательный шаблон может быть заменен в процессе испытания универсальных уплотнительных узлов без увеличения количества испытательных циклов для того, чтобы выполнить необходимые испытания минимального и максимального размеров их диапазона. Для каждого размера испытательного шаблона должно быть проведено как минимум три цикла.
D.4.9 Задокументировать результаты испытаний.
D.5 Низкотемпературные циклические испытания кольцевых превенторов
D.5.1 Установить кольцевой превентор на испытательном стенде.
D.5.1.1 Подсоединить гидравлические рабочие линии.
D.5.1.2 Подсоединить линии от испытательного насоса высокого давления и высокотемпературного нагревательного устройства к испытательному стенду или к соответствующему соединению на кольцевом превенторе.
D.5.2 Линии закрытия и скважинного давления должны быть оборудованы как минимум датчиками давления. Все датчики должны быть соединены с системой сбора данных для обеспечения постоянной регистрации.
D.5.3 Установить неметаллические уплотнения и/или формовой уплотнительный узел в кольцевой превентор и закрепить их в соответствии с документально оформленной процедурой изготовителя.
D.5.4 Установить требуемый испытательный шаблон в кольцевой превентор.
D.5.4.1 Для кольцевого превентора с проходным отверстием 279 мм (11 дюймов) и более должен использоваться испытательный шаблон с OD 127 мм (5 дюймов).
D.5.4.2 Для кольцевого превентора с проходным отверстием меньше чем 279 мм (11 дюймов) должен использоваться испытательный шаблон с OD 88,9 мм (3 1/2 дюйма).
D.5.5 Открыть кольцевой превентор и начать цикл охлаждения. Продолжать охлаждение до тех пор, пока необходимая температура не будет достигнута и не стабилизируется.
D.5.6 Закрыть и открыть кольцевой превентор семь раз с использованием рабочего давления, рекомендованного изготовителем.
D.5.7 Закрыть кольцевой превентор и приложить скважинное давление от 1,4 МПа до 2,1 МПа (200 psi - 300 psi) и удерживать его в течение трех мин после стабилизации давления.
D.5.7.1 Снизить скважинное давление до нуля.
D.5.7.2 Приложить полное номинальное рабочее давление на кольцевом превенторе и удерживать его в течение трех мин после стабилизации давления.
D.5.7.3 Снизить скважинное давление до нуля.
D.5.7.4 Открыть кольцевой превентор.
D.5.8 Повторить D.5.6 и D.5.7 два раза для 21 цикла закрытия/открытия и трех циклов испытания под давлением.
D.5.9 Задокументировать результаты испытаний.
Приложение Е
(справочное)
Руководство по закупкам
Е.1 Общие сведения
Настоящее приложение дает практические рекомендации по заказу и покупке оборудования, изготовленного по ГОСТ Р ИСО 13533-2013.
Е.2 Превенторы и буровые катушки
Е.2.1 Обозначение размера
Обозначение размера содержит размер вертикального проходного отверстия. Список стандартных размеров представлен в таблице 1.
Е.2.2 Эксплуатационные условия
Е.2.2.1 Номинальное рабочее давление
Номинальное рабочее давление определяется наименьшим номиналом давления для всех цельных концевых и выпускных соединений. Значения номинальных рабочих давлений для оборудования, требования к которому установлены в настоящем стандарте, приведены в 5.2.1.
Е.2.2.2 Номинальное значение температуры
Е.2.2.2.1 Общие сведения
Минимальной температурой является наименьшая температура окружающей среды, которой может подвергаться оборудование. Максимальной температурой является наибольшая температура флюида, который может проходить через оборудование.
Е.2.2.2.2 Металлические материалы
Металлические детали проектируются для работы в одном из трех диапазонов температур, которые следует определить покупателю. Эти диапазоны приведены в таблице 3.
Е.2.2.2.3 Скважинные эластомерные материалы
Покупателю следует указывать температурный диапазон, при котором должны работать скважинные эластомерные материалы.
Е.2.2.2.4 Все другие эластомерные уплотнения
Покупателю следует указывать температурный диапазон, при котором должны работать все другие эластомерные материалы.
Е.2.3 Выпускные соединения
Покупатель определяет количество, размещение, размер, номиналы давления и температуры для всех выпускных соединений. Необходимо отметить, что номинальное давление для превентора или буровой катушки определяется наименьшим номинальным давлением всех концевых или выпускных соединений.
Е.2.4 Сборник данных/детализация оборудования
Сборник данных поставляется по запросу покупателя и содержит следующую информацию:
a) номер заказа на покупку/номер заказа на поставку;
b) идентификацию изделия, тип, номер позиции, серийный номер;
c) дату комплектации и контроля;
d) сборочные чертежи, фактические габаритные размеры груза, номинал давления, описание концевых/ выпускных соединений, массу, центр тяжести, список материалов для элементов, определенные в 8.5.1, и место их использования;
e) заявку изготовителя о соответствии ГОСТ Р ИСО 13533-2013;
f) сертификаты на материалы;
g) квалификацию сварочных процедур;
h) отчеты по NDE;
i) отчеты по испытаниям под давлением.
Приложение F
(справочное)
Отчетность об отказах
F.1 Рекомендации пользователю
Оператор оборудования со стволовым проходом, изготовленного в соответствии с настоящим стандартом, должен предоставлять изготовителю оборудования документально оформленный отчет о любых имевшихся неисправностях или отказах. В этот отчет следует включать максимально возможную информацию об эксплуатационных условиях, которые имели место в момент неисправности или отказа, как можно более точное описание неисправности или отказа, а также историю эксплуатации оборудования со стволовым проходом, предшествующую возникновению неисправности или отказа (например, ремонт в полевых условиях, модификацию оборудования со стволовым проходом и т.д.).
F.2 Рекомендации изготовителю
F.2.1 Внутренние рекомендации изготовителю
Обо всех существенных проблемах, отмеченных для оборудования со стволовым проходом, реализованного в соответствии с настоящим стандартом, имевших место в процессе его изготовления, испытания и эксплуатации, следует официально сообщать лицам или группам лиц, которые на предприятии-изготовителе отвечают за проектную документацию и спецификации. Изготовителю следует иметь документально оформленную процедуру, которая описывает формы и процедуры по обработке такого рода сообщений, а также обеспечить регистрацию конструкторских улучшений, замены материалов или других корректирующих действий, выполненных для каждой модели и размера оборудования со стволовым проходом.
F.2.2 Внешние рекомендации изготовителю
Обо всех существенных проблемах, отмеченных для оборудования со стволовым проходом, реализованного в соответствии с настоящим стандартом, следует направить письменные отчеты всем без исключения операторам этого оборудования со стволовым проходом в течение шести недель после их обнаружения. О конструкторских изменениях, которые стали результатом выявленных неисправностей или отказов оборудования со стволовым проходом, изготовленным в соответствии с настоящим стандартом, следует в течение тридцати дней после внесения изготовителем изменений в конструкцию сообщать всем без исключения операторам, эксплуатирующим данную модель или размер оборудования со стволовым проходом, имевших неисправность или отказ, а также все модели другого оборудования со стволовым проходом, которые могли бы иметь аналогичные потенциальные проблемы.
Приложение G
(справочное)
Перевод традиционных единиц измерения США в систему СИ (метрическую)
G.1 Общие сведения
Целью настоящего приложения является определение в документальной форме правил перевода традиционных единиц измерения США (USC) в систему СИ (метрическую).
Правила перевода и округления базируются на правилах, определенных в [2]. Значения, полученные в результате применения правил перевода настоящего приложения, могут отличаться от результатов, полученных путем точного перевода значений по [1], на котором основывается настоящий стандарт. В целом процедура перевода представляет умножение значений USC на переводной коэффициент, который имеет более высокую точность, чем исходные величины; затем результат округляется до необходимого количества значащих цифр. Эта процедура графически проиллюстрирована на рисунке G.1. Количество оставшихся значащих цифр должно быть таким, чтобы точность значения не была ниже или выше исходного значения. В соответствии с правилами [2] не рекомендуется задавать уровень точности ниже, чем точность исходного измерения, и обычно следует определять ее на уровне не менее одной десятой допуска, если он имеется. После оценки необходимой точности размера переведенное значение размера следует округлить до минимального количества значащих цифр таким образом, чтобы значение последнего разряда было равно или меньше точности перевода.
Примечание - См. также информацию в ИСО 31 (все части).
G.2 Правила перевода
G.3 Номинальные значения давления
Номинальные значения давления в системе СИ выражаются в мегапаскалях (МПа).
Спецификация [1] требует измерять давление с точностью ±0,5% полной шкалы. Для номинального значения 5000 psi это составляет ±25 psi (±0,172 МПа). Так как одна десятая допуска составляет 5 psi (0,034 474 МПа), то переведенную величину следует округлить до ближайшего ±0,02 МПа. Таким образом, 5000 psi округляется до 34,48 МПа. Номинальные значения давления API переводятся, как показано в таблице G.1.
Таблица G.1 - Номинальные значения давлений
Значения USC | Переведенные значения (СИ) | Точность | Округленные значения СИ | |||
номин. | макс. | номин. | макс. | номин. | макс. | |
psi | psi | МПа | МПа | МПа | МПа | МПа |
2000 | 2010 | 13,789514 | 13,858462 | 0,01 | 13,79 | 13,85 |
3000 | 3015 | 20,684271 | 20,787692 | 0,01 | 20,68 | 20,77 |
5000 | 5025 | 34,473785 | 34,646154 | 0,02 | 34,48 | 34,64 |
10000 | 10050 | 68,947570 | 69,292308 | 0,02 | 68,94 | 69,26 |
15000 | 15075 | 103,421355 | 103,938462 | 0,05 | 103,40 | 103,85 |
20000 | 20100 | 137,895140 | 138,584616 | 0,05 | 137,90 | 138,55 |
G.4 Номинальные размеры
Номинальные размеры проходного отверстия для оборудования со стволовым проходом API имеют диапазон допуска 0,031 дюйма. Руководствуясь теми же правилами, что и для номинальных значений давления, переведенные значения следует округлять в большую сторону до ближайших 0,05 мм. Номинальные размеры проходного отверстия для оборудования по [1] находятся в соответствии с таблицей G.2.
Таблица G.2 - Номинальные размеры
Значения USC | Переведенные значения (СИ) | Точность | Округленные значения (СИ) | ||||
Размер | мин. | макс. | мин. | макс. | мин. | макс. | |
мм | мм | мм | мм | мм | мм | мм | мм |
1 13/16 | 1,8125 | 1,8435 | 46,0375 | 46,8249 | 0,05 | 46,05 | 46,80 |
2 1/16 | 2,0625 | 2,0935 | 52,3875 | 53,1749 | 0,05 | 52,40 | 53,15 |
2 9/16 | 2,5625 | 2,5935 | 65,0875 | 65,8749 | 0,05 | 65,10 | 65,85 |
3 1/16 | 3,0625 | 3,0935 | 77,7875 | 78,5749 | 0,05 | 77,80 | 78,55 |
3 1/8 | 3,1250 | 3,1560 | 79,3750 | 80,1624 | 0,05 | 79,40 | 80,15 |
4 1/16 | 4,0625 | 4,0935 | 103,1875 | 103,9749 | 0,05 | 103,20 | 103,95 |
7 1/16 | 7,0625 | 7,0935 | 179,3875 | 180,1749 | 0,05 | 179,40 | 180,15 |
9 | 9,000 | 9,031 | 228,6000 | 229,3874 | 0,05 | 228,60 | 229,35 |
11 | 11,000 | 11,031 | 279,4000 | 280,1874 | 0,05 | 279,40 | 280,15 |
13 5/8 | 13,625 | 13,656 | 346,0750 | 346,8624 | 0,05 | 346,10 | 346,85 |
16 | 16,750 | 16,781 | 425,4500 | 426,2374 | 0,05 | 425,45 | 426,20 |
18 | 18,750 | 18,781 | 476,2500 | 477,0374 | 0,05 | 476,25 | 477,00 |
21 | 21,250 | 21,281 | 539,7500 | 540,5374 | 0,05 | 539,75 | 540,50 |
G.5 Переводные коэффициенты
G.5.1 Длина
1 дюйм = 25,4 миллиметра (мм), точно.
G.5.2 Давление/напряжение
1 фунт на квадратный дюйм (psi) = 0,006894757 мегапаскаля (МПа).
G.5.3 Ударная вязкость
1 футо-фунт = 1,355818 джоуля (Дж).
G.5.4 Крутящий момент
1 футо-фунт = 1,355818 ньютон-метр (Н-м).
G.5.5 Сила
1 фунт-сила = 4,448222 ньютона (Н).
G.5.6 Масса
1 фунт-масса = 0,4535924 килограмма (кг).
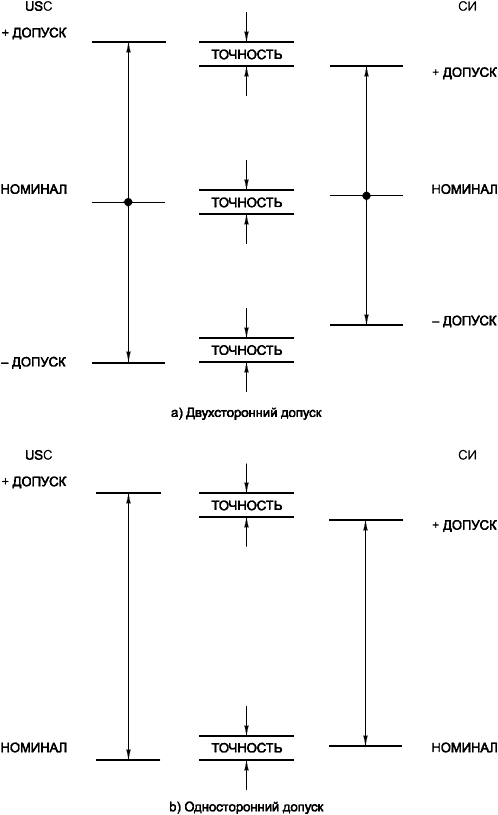
Рисунок G.1 - Метрический перевод
Приложение ДА
(обязательное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации и действующим в этом качестве межгосударственным стандартам
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 2859-1:1989 | IDT | ГОСТ Р ИСО 2859-1-2007 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку" |
ИСО 6506-1:2005 | MOD | ГОСТ 9012-59 (ИСО 6506-81, ИСО 410-82) "Металлы. Метод измерения твердости по Бринеллю" |
ИСО 6507-1:2005 | IDT | ГОСТ Р ИСО 6507-1-2007 "Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения" |
ИСО 6508-1:1986 | MOD | ГОСТ 9013-59 (ИСО 6508-86) "Металлы. Метод измерения твердости по Роквеллу" |
ИСО 6892-1:1998 | MOD | ГОСТ 10006-80 (ИСО 6892-84) "Трубы металлические. Метод испытания на растяжение" |
ИСО 10423:2001 | MOD | ГОСТ Р 51365-2009 (ИСО 10423:2003) "Оборудование нефтепромысловое добычное устьевое. Общие технические условия" |
ИСО 11961:1996 | MOD | ГОСТ Р 54383-2011 (ИСО 11961:2008) "Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия" |
ИСО 13665:1997 | NEQ | ГОСТ Р ИСО 3183-2009 "Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия" |
ИСО 9712:2005 | IDT | ГОСТ Р ИСО 9712-2009 "Контроль неразрушающий. Аттестация и сертификация персонала" |
ИСО/МЭК 17025-99 | IDT | ГОСТ Р ИСО/МЭК 17025-2000 "Общие требования к компетентности испытательных и калибровочных лабораторий" |
Примечание - в настоящей таблице использованы следующие условные обозначения степени соответствия стандартов | ||
Библиография
[1] | API Specification 7-39th edition | Specification for rotary drill stem elements (АПИ Спецификация 7 Спецификация на элементы роторной бурильной колонны |
[2] | IEEE/ASTM SI 10:1997 | Стандарт по использованию международной системы единиц измерения (СИ): Современная метрическая система |
[3] | API Bulletin 6AF | Capabilities of API flanges under combinations of load (АПИ Бюллетень 6AF Несущая способность фланцев API при комбинированном нагружении) |
[4] | ASME Boiler and Pressure Vessel Code Section V, Article 5 | UT Examination Methods for Materials and Fabrication (АСМИ Правила для котлов и сосудов под давлением. Раздел V. Статья 5. Ультразвуковые неразрушающие методы контроля для материалов и изделий) |
[5] | ASME Boiler and Pressure Vessel Code Section VIII, Division 1, Appendix 4 | Rounded Indication Charts Acceptance Standard for Radiographically Determined Rounded Indications in Welds (АСМИ Правила для котлов и сосудов под давлением. Раздел VIII. Подраздел 1. Приложение 4. Диаграммы закругленных индикаций. Приемочный стандарт для закругленных индикаций сварных швов, определенных радиографическим методом) |
[6] | ASME Boiler and Pressure Vessel Code Section VIII, Division 2 | Pressure Vessel - Alternate Rules, Appendix 4, Design Based on Stress Analysis (АСМИ Правила для котлов и сосудов под давлением. Раздел VIII. Подраздел 2. Сосуды под давлением. Альтернативные правила. Приложение 4. Конструкция, основанная на анализе напряжений) |
[7] | ASME Boiler and Pressure Vessel Code Section VIII, Division 2 | Pressure Vessel - Alternate Rules, Appendix 6, Experimental Stress Analysis (АСМИ Правила для котлов и сосудов под давлением. Раздел VIII. Подраздел 2. Сосуды под давлением. Альтернативные правила. Приложение 6. Экспериментальное исследование напряжений) |
[8] | ASME Section IX, Articles I, II, III and IV | Boiler and Pressure Vessel Code (АСМИ Правила для котлов и сосудов под давлением. Раздел IX. Статьи I, II, III и IV) |
[9] | ASTM A 193:1999 | Specification for Alloy Steel and Stainless Steel Bolting Materials for High Temperature Service (АСТМ A 193:1999 Технические условия для материалов болтов из легированных и нержавеющих сталей, предназначенные для эксплуатации при высоких температурах) |
[10] | ASTM A 320:1999 | Specification for Alloy Steel Bolting Materials for Low Temperature Service (АСТМ A 320:1999 Технические условия для материалов болтов из легированной стали, предназначенные для эксплуатации при низких температурах) |
[11] | ASTM A 453:1999 | Specification for Bolting Materials, High Temperature, 50 to 120 ksi Yield Strength, with Expansion Coefficients Comparable to Austenitic Steels (АСТМ A 453:1999 Технические условия для материалов болтов для эксплуатации при высоких температурах, с пределом текучести от 50 до 120 кси, с коэффициентами теплового расширения, сопоставимыми с коэффициентами теплового расширения аустенитных сталей) |
[12] | ASTM D 395:1998 | Standard Test Methods for Rubber Property - Compression Set (АСТМ D 395:1998 Стандартные методы испытаний свойств резины. Остаточная деформация при сжатии) |
[13] | ASTM D 412:1998 | Test Methods for Vulcanized Rubber, Thermoplastic Rubbers and Thermoplastic Elastomers (АСТМ D 412:1998 Методы испытаний вулканизованной резины, термопластичной резины и термоэластопластов) |
[14] | ASTM D 471:1998 | Standard Test Method for Rubber Property - Effect of Liquids (АСТМ D 471:1998 Стандартные методы испытаний свойств резины. Воздействие флюидов) |
[15] | ASTM D 1414:1994 | Standard Test Methods for Rubber O-Rings (АСТМ D 1414:1994 Стандартные методы испытаний для резиновых прокладочных колец) |
[16] | ASTM D 1415:1994 | Standard Test Method for Rubber Property - International Hardness (АСТМ D 1415:1994 Стандартные методы испытаний свойств резины. Международные единицы твердости) |
[17] | ASTM D 1418:1999 | Standard Practice for Rubber and Rubber Lattices - Nomenclature (АСТМ D 1418:1999 Общепринятая практика для резины и резиновых форм. Терминология) |
[18] | ASTM D 2240:1997 | Test Method for Rubber Property - Durometer Hardness (АСТМ D 2240:1997 Методы испытаний свойств резины. Твердость по твердомеру) |
[19] | ASTM E 94:1993 | Standard Guide for Radiographic Testing (АСТМ E 94:1993 Стандартное руководство по радиографическому контролю) |
[20] | ASTM E 140:1999 | Hardness Conversion Tables for Metals (ASTM E 140:1999 Таблицы перевода твердости для металлов) |
[21] | ASTM E 165:1995 | Standard Test Method for Liquid Penetrant Examination (АСТМ Е 165:1995 Стандартный метод неразрушающего контроля проникающей жидкостью) |
[22] | NACE MR0175 (2000) | Sulfide Stress Cracking Resistant Metallic Materials for Oilfield Equipment (HACE MP0175 (2000) Устойчивые к растрескиванию под действием напряжений в сульфидсодержащей среде металлические материалы, предназначенные для нефтепромыслового оборудования) |
[23] | SAE AMS-H-6875A:1998 | Heat Treatment of Steel Raw Materials (CAE AMC-H-6875A:1998 Термообработка стальных заготовок) |
[24] | ГОСТ P 53679-2009 | Нефтяная и газовая промышленность. Материалы для использования в сероводородсодержащей окружающей среде при разработке нефти и газа. Часть 1. Общие положения при отборе трещиноустойчивых материалов |
[25] | ГОСТ P 53678-2009 | Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию и применению чугунов |
[26] | ПБ-03-273-99 | Правила аттестации сварщиков и специалистов сварочного производства |
[27] | Постановление Госгортехнадзора России N 36 от 25.06.2002 г. Об утверждении "Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства" | |
[28] | РД 03-495-02 | Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства |
[29] | РД 51-31323949-38-98 | Руководящий документ по технологии сварки технологических трубопроводов компрессорных станций из теплоустойчивых и высоколегированных сталей |
[30] | РД 34.15.132-96 | Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов |
[31] | РД 03-606-03 | Инструкция по визуальному и измерительному контролю |
_______________
Действует ИСО 10424-1:2004.
__________________________________________________________________________
УДК 622.24.05:006.354 ОКС 75.180.10 ОКП 36 6191
Ключевые слова: оборудование буровое и эксплуатационное, проход стволовой, превенторы, давление номинальное, соединения фланцевые и бугельные, проектирование, требования к материалам, испытания гидравлические, требования к документации
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}