ГОСТ 23979-2018
Группа Г43
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЕРЕВОДНИКИ ДЛЯ ОБСАДНЫХ И НАСОСНО-КОМПРЕССОРНЫХ КОЛОНН
Технические условия
Subs for casing and tubing. Specifications
МКС 75.180.10
ОКП 36 6321
Дата введения 2019-02-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 523 "Техника и технологии добычи и переработки нефти и газа"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 мая 2018 г. N 109-П)
За принятие проголосовали:
Краткое наименование страны | Код страны | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Россия | RU | Росстандарт |
(Поправка. ИУС N 12-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 5 июля 2018 г. N 387-ст межгосударственный стандарт ГОСТ 23979-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 февраля 2019 г.
5 ВЗАМЕН ГОСТ 23979-80
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на переводники, предназначенные для соединения между собой элементов обсадных или насосно-компрессорных колонн, имеющих концы различных наружных диаметров с резьбовыми соединениями одного или различного типа, или одного наружного диаметра с резьбовыми соединениями различного типа.
Переводники могут также применяться для присоединения оборудования, используемого в составе обсадных и насосно-компрессорных колонн на нефтяных и газовых скважинах.
Переводники групп прочности С80, С90, Т95 и С110 могут применяться для эксплуатации на скважинах, продукция которых содержит сероводород.
Переводники групп прочности L80 тип 9Cr и L80 тип 13Cr могут применяться для эксплуатации на скважинах, продукция которых содержит диоксид углерода.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302-88 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.905-82* Единая система защиты от коррозии и старения. Методы коррозионных испытаний. Общие требования
_______________
* В Российской Федерации действует ГОСТ Р 9.905-2007.
ГОСТ 26.008-85 Шрифты для надписей, наносимых методом гравирования. Исполнительные размеры
ГОСТ 632-80 Трубы обсадные и муфты к ним. Технические условия
ГОСТ 633-80 Трубы насосно-компрессорные и муфты к ним. Технические условия
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9454-78 (ИСО 83-76, ИСО 148-83) Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 10692-2015 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 31446-2012 (ISO 11960:2004) Трубы стальные, применяемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтяной и газовой промышленности. Общие технические условия
ГОСТ 31458-2015 (ISO 10474:2013) Трубы стальные, чугунные и соединительные детали к ним. Документы о приемочном контроле
ГОСТ 33758-2016 Трубы обсадные и насосно-компрессорные и муфты к ним. Основные параметры и контроль резьбовых соединений. Общие технические требования
ГОСТ 34057-2017 Соединения резьбовые обсадных, насосно-компрессорных труб, труб для трубопроводов и резьбовые калибры для них. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 11708 и ГОСТ 16504, а также следующие термины с соответствующими определениями:
3.1 муфтовый конец: Конец переводника, трубы или другого элемента колонны, имеющий внутреннюю резьбу.
3.2 ниппельный конец: Конец переводника, трубы или другого элемента колонны, имеющий наружную резьбу.
3.3 переводник: Патрубок для соединения между собой элементов обсадных или насосно-компрессорных колонн, имеющих концы различных наружных диаметров с резьбовыми соединениями одного или различного типа, или одного наружного диаметра с резьбовыми соединениями различного типа.
3.4 переводник муфтового типа: Переводник, имеющий два муфтовых конца.
3.5 переводник ниппельного типа: Переводник, имеющий два ниппельных конца.
3.6 переводник переходного типа: Переводник, имеющий один муфтовый, другой ниппельный конец.
3.7 ступенчатая конфигурация переводника: Конфигурация переводника, предназначенного для соединения элементов колонн различного наружного диаметра с резьбовыми соединениями одного или различного типа.
3.8 цилиндрическая конфигурация переводника: Конфигурация переводника, предназначенного для соединения элементов колонн одного наружного диаметра с резьбовыми соединениями различного типа.
4 Обозначения и сокращения
4.1 В настоящем стандарте применены следующие обозначения:
- относительное удлинение при расчетной длине 50 мм;
- предел текучести;
- временное сопротивление (предел прочности);
- пороговое напряжение;
- продолжительность испытаний;
,
- ширина торцовой плоскости муфтовых концов переводника;
,
- наружный диаметр концов переводника;
,
- внутренний диаметр концов переводника;
![]() - критический коэффициент интенсивности напряжений;
- критический коэффициент интенсивности напряжений;
- работа удара;
L - длина переводника;
,
- длина ступеней переводника;
- масса образца до испытаний;
- масса образца после испытаний;
- скорость коррозии;
- общая площадь поверхности образца;
- критическое напряжение;
t - толщина стенки.
4.2 В настоящем стандарте применены следующие сокращения:
ВС - тип упорного соединения обсадных труб с трапецеидальной резьбой;
EU - тип соединения насосно-компрессорных труб с высаженными наружу концами с закругленной треугольной резьбой;
LC - тип соединения обсадных труб с удлиненной закругленной треугольной резьбой;
LH - левое направление резьбы;
NU - тип соединения насосно-компрессорных труб с треугольной резьбой;
SC - тип соединения обсадных труб с короткой закругленной треугольной резьбой;
SSC - сульфидное растрескивание под напряжением;
КР - условное обозначение переводника с конфигурацией и размерами, отличающимися от указанных в настоящем стандарте;
М - переводник муфтового типа;
Н - переводник ниппельного типа;
НКМ - тип соединения насосно-компрессорных труб с трапецеидальной резьбой и узлом уплотнения металл-металл;
НКТН - тип соединения насосно-компрессорных труб с закругленной треугольной резьбой;
НКТВ - тип соединения насосно-компрессорных труб с высаженными наружу концами с закругленной треугольной резьбой;
ОТТГ - тип соединения обсадных труб с трапецеидальной резьбой и узлом уплотнения "металл-металл";
ОТТМ - тип соединения обсадных труб с трапецеидальной резьбой;
П - переводник переходного типа;
Р - условное обозначение переводника с размерами, отличающимися от указанных в настоящем стандарте.
5 Сортамент
5.1 Конфигурация и размеры
5.1.1 Переводники изготовляют следующих типов:
- типа П конфигураций 1, 4 и 5 - для обсадных колонн, конфигураций 1, 2, 3 и 4 - для насосно-компрессорных колонн;
- типа М ступенчатой конфигурации - для обсадных колонн, цилиндрической и ступенчатой конфигураций - для насосно-компрессорных колонн;
- типа Н ступенчатой конфигурации - для обсадных колонн, цилиндрической и ступенчатой конфигураций - для насосно-компрессорных колонн.
5.1.2 Конфигурация и размеры переводников типа П приведены:
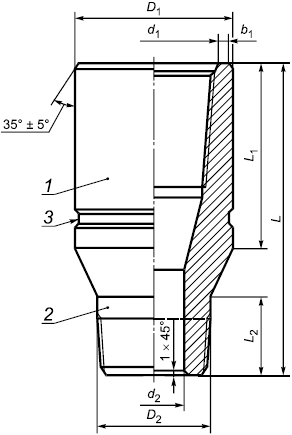
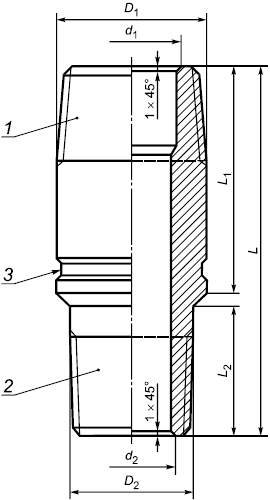
- переводников конфигурации 1 - для соединения элементов колонн с отношением наружного диаметра элемента колонны, соединяемого с муфтовым концом переводника, и наружного диаметра элемента колонны, соединяемого с ниппельным концом переводника, более 1 - на рисунке 1 и в таблице 1;
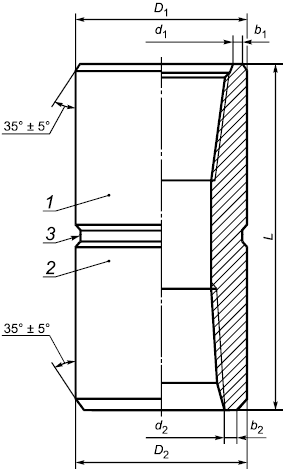
- переводников конфигурации 2 - для соединения элементов колонн с отношением наружного диаметра элемента колонны, соединяемого с муфтовым концом переводника, и наружного диаметра элемента колонны, соединяемого с ниппельным концом переводника, от 0,6 до 0,8 - на рисунке 2 и в таблице 2;
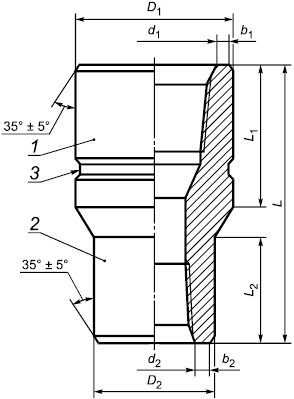
- переводников конфигурации 3 - для соединения элементов колонн с отношением наружного диаметра элемента колонны, соединяемого с муфтовым концом переводника, и наружного диаметра элемента колонны, соединяемого с ниппельным концом переводника, от 0,8 до 1,0 - на рисунке 3 и в таблице 3;
- переводников конфигурации 4 - для соединения элементов колонн различного наружного диаметра с резьбовыми соединениями с узлом уплотнения металл-металл - на рисунке 4 и в таблице 4;
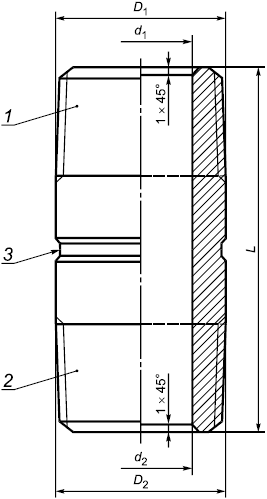
- переводников конфигурации 5 - для соединения элементов колонн одного наружного диаметра с резьбовыми соединениями различного типа - на рисунке 5 и в таблице 5.
|
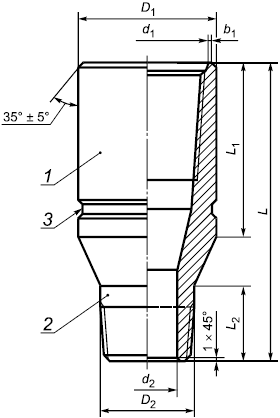
1 - муфтовый конец; 2 - ниппельный конец; 3 - маркировочный поясок
Примечание - Сопряжения цилиндрических и конических элементов должны быть скруглены радиусом не менее 5 мм.
Рисунок 1 - Переводники типа П конфигурации 1
Таблица 1 - Переводники типа П конфигурации 1
Размеры в миллиметрах | ||||||||||||
Номинальный диаметр резьбы | Тип резьбового соединения |
|
|
|
|
| L±1,5 |
|
| Масса | ||
Муф- | Ниппельный конец | Муф- | Ниппельный конец | |||||||||
Переводники для обсадных колонн | ||||||||||||
168 | 146 | SC | SC | 187,7 | 146,1 | 170,7 | 124,7 | 6,4 | 275,0 | 121,0 | 91,0 | 13 |
LC | LC | 170,7 | 6,4 | 310,0 | 140,0 | 110,0 | 15 | |||||
ВС | ВС, ОТТМ | 171,8 | 6,4 | 282,0 | 124,0 | 95,0 | 13 | |||||
ОТТМ | ВС, ОТТМ | 170,5 | 6,0 | 282,0 | 124,0 | 95,0 | 13 | |||||
168 | 140 | SC | SC | 187,7 | 139,7 | 170,7 | 118,7 | 6,4 | 283,0 | 121,0 | 88,0 | 14 |
LC | LC | 170,7 | 6,4 | 315,0 | 140,0 | 104,0 | 15 | |||||
ВС | ВС, ОТТМ |
|
| 171,8 | 6,4 | 293,0 | 124,0 | 95,0 | 14 | |||
ОТТМ | ВС, ОТТМ | 170,5 | 6,0 | 293,0 | 124,0 | 95,0 | 14 | |||||
146 | 127 | SC | SC | 166,0 | 127,0 | 148,5 | 105,6 | 6,0 | 254,0 | 117,5 | 85,0 | 10 |
LC | LC | 148,5 | 6,0 | 292,0 | 136,5 | 100,5 | 12 | |||||
ВС | ВС, ОТТМ | 149,6 | 6,4 | 269,0 | 120,0 | 91,0 | 11 | |||||
ОТТМ | ВС, ОТТМ | 148,3 | 6,5 | 269,0 | 120,0 | 91,0 | 11 | |||||
146 | 114 | SC | SC | 166,0 | 114,3 | 148,5 | 93,9 | 6,0 | 272,0 | 117,5 | 81,5 | 11 |
LC | LC | 148,5 | 6,0 | 304,0 | 136,5 | 91,0 | 11 | |||||
ВС | ВС, ОТТМ | 149,6 | 6,4 | 288,0 | 120,0 | 89,0 | 12 | |||||
ОТТМ | ВС, ОТТМ | 148,3 | 6,5 | 288,0 | 120,0 | 89,0 | 12 | |||||
140 | 127 | SC | SC | 153,7 | 127,0 | 142,1 | 105,6 | 3,2 | 240,0 | 114,5 | 85,0 | 8 |
LC | LC | 142,1 | 3,2 | 274,0 | 130,5 | 100,5 | 9 | |||||
ВС | ВС, ОТТМ | 143,3 | 4,0 | 269,0 | 120,0 | 91,0 | 11 | |||||
ОТТМ | ВС, ОТТМ | 141,9 | 3,5 | 269,0 | 120,0 | 91,0 | 11 | |||||
Переводники для обсадных колонн | ||||||||||||
140 | 114 | SC | SC | 153,7 | 114,3 | 142,1 | 93,9 | 3,5 | 258,0 | 114,5 | 81,5 | 8,0 |
LC | LC | 142,1 | 287,0 | 130,5 | 91,0 | 10,0 | ||||||
ВС | ВС, ОТТМ | 143,3 | 277,0 | 120,0 | 89,0 | 9,0 | ||||||
ОТТМ | ВС, ОТТМ | 141,9 | 277,0 | 120,0 | 89,0 | 9,0 | ||||||
127 | 114 | SC | SC | 141,3 | 114,3 | 129,4 | 93,9 | 4,0 | 232,0 | 111,5 | 81,5 | 7,0 |
LC | LC | 129,4 | 260,0 | 127,0 | 91,0 | 8,0 | ||||||
ВС | ВС, ОТТМ | 130,6 | 250,0 | 116,0 | 89,0 | 8,0 | ||||||
ОТТМ | ВС, ОТТМ | 129,2 | 250,0 | 116,0 | 89,0 | 8,0 | ||||||
Переводники для насосно-компрессорных колонн | ||||||||||||
114 | 102 | НКТН, NU | НКТН, NU | 133,8 | 102,8 | 116,0 | 88,6 | 6,5 | 230,0 | 115,0 | 80,0 | 6,2 |
89 | 89,9 | 76,0 | 75,0 | 5,9 | ||||||||
73 | 74,0 | 59,0 | 70,0 | 5,7 | ||||||||
102 | 89 | 122,2 | 89,9 | 103,5 | 76,0 | 6,5 | 220,0 | 105,0 | 75,0 | 5,4 | ||
73 | 74,0 | 59,0 | 70,0 | 5,2 | ||||||||
89 | 73 | 108,0 | 74,0 | 90,6 | 59,0 | 6,5 | 200,0 | 100,0 | 70,0 | 4,0 | ||
60 | 61,3 | 50,3 | 60,0 | 3,7 | ||||||||
73 | 60 | 90,0 | 61,3 | 74,7 | 50,3 | 6,5 | 190,0 | 95,0 | 60,0 | 2,9 | ||
48 | 49,1 | 40,3 | 50,0 | 2,8 | ||||||||
60 | 48 | 74,0 | 49,1 | 62,0 | 40,3 | 5,0 | 170,0 | 90,0 | 50,0 | 2,1 | ||
42 | 43,0 | 35,2 | 45,0 | 1,6 | ||||||||
48 | 42 | 57,0 | 43,0 | 50,0 | 35,2 | 2,5 | 165,0 | 95,0 | 45,0 | 1,2 | ||
33 | 34,4 | 26,4 | 45,0 | 1,2 | ||||||||
42 | 33 | 53,0 | 34,4 | 43,9 | 26,4 | 3,0 | 165,0 | 95,0 | 45,0 | 1,2 | ||
114 | 114 | НКТВ, EU | НКТН, NU | 142,7 | 115,4 | 122,5 | 100,3 | 6,5 | 230,0 | 115,0 | 80,0 | 7,4 |
102 | 102,8 | 88,6 | 80,0 | 7,3 | ||||||||
89 | 89,9 | 76,0 | 75,0 | 7,2 | ||||||||
73 | 74,0 | 59,0 | 70,0 | 7,1 | ||||||||
102 | 102 | 128,3 | 102,8 | 109,5 | 88,6 | 6,5 | 215,0 | 105,0 | 80,0 | 5,6 | ||
89 | 89,9 | 76,0 | 75,0 | 5,8 | ||||||||
73 | 74,0 | 59,0 | 70,0 | 5,9 | ||||||||
89 | 89 | 115,4 | 89,9 | 97,0 | 76,0 | 6,5 | 210,0 | 100,0 | 75,0 | 5,0 | ||
73 | 74,0 | 59,0 | 70,0 | 4,8 | ||||||||
60 | 61,3 | 50,3 | 60,0 | 4,6 | ||||||||
73 | 73 | 94,0 | 74,0 | 80,0 | 59,0 | 5,5 | 190,0 | 95,0 | 70,0 | 3,1 | ||
60 | 61,3 | 50,3 | 60,0 | 2,8 | ||||||||
48 | 49,1 | 40,3 | 50,0 | 2,6 | ||||||||
48 | 48 | 64,5 | 49,1 | 55,0 | 40,3 | 3,5 | 170,0 | 95,0 | 50,0 | 1,9 | ||
42 | 43,0 | 35,2 | 45,0 | 1,5 | ||||||||
33 | 34,4 | 26,4 | 45,0 | 1,6 | ||||||||
42 | 42 | 57,0 | 43,0 | 47,5 | 35,2 | 3,5 | 165,0 | 95,0 | 45,0 | 1,2 | ||
33 | 34,4 | 26,4 | 40,0 | 1,3 | ||||||||
33 | 33 | 49,3 | 34,4 | 38,8 | 26,4 | 3,5 | 160,0 | 90,0 | 40,0 | 1,1 | ||
114 | 102 | НКТВ, EU | НКТВ, EU | 142,7 | 109,0 | 122,5 | 88,6 | 6,5 | 240,0 | 115,0 | 80,0 | 8,2 |
89 | 96,3 | 73,0 | 75,0 | 8,1 | ||||||||
73 | 79,6 | 59,0 | 70,0 | 8,0 | ||||||||
Переводники переходного типа для насосно-компрессорных колонн | ||||||||||||
102 | 89 | НКТВ, EU | НКТВ, EU | 128,3 | 96,3 | 109,5 | 73,0 | 6,5 | 220,0 | 105,0 | 75,0 | 6,8 |
73 | 79,6 | 59,0 | 70,0 | 6,3 | ||||||||
89 | 73 | 115,4 | 79,6 | 97,0 | 59,0 | 6,5 | 210,0 | 100,0 | 70,0 | 5,2 | ||
60 | 66,9 | 50,3 | 65,0 | 4,7 | ||||||||
73 | 60 | 94,0 | 66,9 | 80,0 | 50,3 | 5,5 | 190,0 | 95,0 | 65,0 | 3,2 | ||
48 | 54,2 | 40,3 | 50,0 | 2,9 | ||||||||
60 | 60 | 79,0 | 61,3 | 67,5 | 50,3 | 4,5 | 180,0 | 95,0 | 60,0 | 2,8 | ||
48 | 54,2 | 40,3 | 50,0 | 2,6 | ||||||||
42 | 46,8 | 35,2 | 50,0 | 2,5 | ||||||||
48 | 42 | 64,5 | 46,8 | 55,0 | 35,2 | 3,5 | 170,0 | 95,0 | 50,0 | 2,0 | ||
33 | 38,1 | 26,4 | 45,0 | 1,9 | ||||||||
42 | 33 | 57,0 | 38,1 | 47,5 | 26,4 | 3,5 | 165,0 | 95,0 | 45,0 | 1,3 | ||
27 | 34,2 | 20,7 | 45,0 | 1,4 | ||||||||
33 | 27 | 49,3 | 34,2 | 38,8 | 20,7 | 3,5 | 160,0 | 90,0 | 45,0 | 1,2 | ||
114 | 102 | 133,8 | 109,0 | 116,0 | 88,6 | 6,5 | 230,0 | 115,0 | 80,0 | 7,6 | ||
89 | 96,3 | 73,0 | 225,0 | 75,0 | 5,3 | |||||||
73 | 79,6 | 59,0 | 230,0 | 70,0 | 5,8 | |||||||
102 | 89 | НКТН, NU | НКТВ, EU | 122,2 | 96,3 | 103,5 | 73,0 | 6,5 | 220,0 | 115,0 | 75,0 | 5,2 |
73 | 79,6 | 59,0 | 215,0 | 105,0 | 70,0 | 5,2 | ||||||
60 | 66,9 | 50,3 | 215,0 | 65,0 | 3,2 | |||||||
89 | 73 | 108,0 | 79,6 | 90,5 | 59,0 | 6,5 | 200,0 | 100,0 | 70,0 | 4,3 | ||
60 | 66,9 | 90,6 | 50,3 | 210,0 | 65,0 | 4,1 | ||||||
73 | 48 | 90,0 | 54,2 | 74,7 | 40,3 | 6,5 | 190,0 | 95,0 | 50,0 | 3,1 | ||
60 | 48 | 74,0 | 54,2 | 62,0 | 40,3 | 5,0 | 180,0 | 95,0 | 50,0 | 2,7 | ||
42 | 46,8 | 35,2 | 50,0 | 2,7 | ||||||||
33 | 38,1 | 26,4 | 50,0 | 2,2 | ||||||||
48 | 42 | 57,0 | 46,8 | 50,0 | 35,2 | 3,5 | 170,0 | 95,0 | 50,0 | 2,1 | ||
33 | 38,1 | 26,4 | 3,5 | 50,0 | 1,9 | |||||||
27 | 34,2 | 20,7 | 2,5 | 160,0 | 40,0 | 1,3 | ||||||
42 | 33 | 53,0 | 38,1 | 43,9 | 26,4 | 3,0 | 165,0 | 95,0 | 50,0 | 1,3 | ||
27 | 34,2 | 20,7 | 160,0 | 40,0 | 1,3 | |||||||
33 | 27 | 43,0 | 34,2 | 35,1 | 20,7 | 2,5 | 160,0 | 90,0 | 40,0 | 1,0 | ||
| ||||||||||||
|
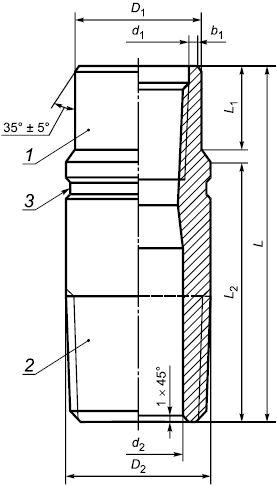
1 - муфтовый конец; 2 - ниппельный конец; 3 - маркировочный поясок
Примечание - Сопряжения цилиндрических и конических элементов должны быть скруглены радиусом не менее 5 мм.
Рисунок 2 - Переводники типа П конфигурации 2
Таблица 2 - Переводники типа П конфигурации 2 для насосно-компрессорных колонн
Размеры в миллиметрах | ||||||||||||
Номинальный диаметр резьбы | Тип резьбового соединения |
|
|
|
|
| L±1,5 |
|
| Масса | ||
Муфтовый конец | Ниппельный конец | Муфтовый конец | Ниппельный конец | |||||||||
60 | 89 | НКТН, NU | НКТН, NU | 74,0 | 89,0 | 62,0 | 76,0 | 5,0 | 210,0 | 48,0 | 155,0 | 3,1 |
73 | 114 | 90,0 | 115,4 | 74,7 | 100,3 | 6,5 | 235,0 | 62,0 | 160,0 | 6,2 | ||
89 | 114 | 108,0 | 115,4 | 90,6 | 100,3 | 6,5 | 245,0 | 76,0 | 165,0 | 6,4 | ||
| ||||||||||||
|
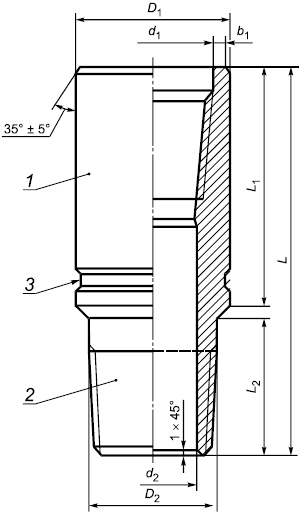
1 - муфтовый конец; 2 - ниппельный конец; 3 - маркировочный поясок
Примечание - Сопряжения цилиндрических и конических элементов должны быть скруглены радиусом не менее 5 мм.
Рисунок 3 - Переводники типа П конфигурации 3
Таблица 3 - Переводники типа П конфигурации 3 для насосно-компрессорных колонн
Размеры в миллиметрах | ||||||||||||
Номинальный диаметр резьбы | Тип резьбового соединения |
|
|
|
|
| L±1,5 |
|
| Масса | ||
Муфтовый конец | Ниппельный конец | Муфтовый конец | Ниппельный конец | |||||||||
60 | 73 | НКТН, NU | НКТН, NU | 74,0 | 74,0 | 62,0 | 59,0 | 5,0 | 165,0 | 95,0 | 70,0 | 1,9 |
73 | 89 | 90,0 | 89,9 | 74,7 | 76,0 | 6,5 | 175,0 | 100,0 | 75,0 | 2,6 | ||
89 | 89 | НКТН, NU | НКТВ, EU | 108,0 | 96,3 | 90,6 | 73,0 | 6,5 | 180,0 | 99,0 | 75,0 | 3,4 |
| ||||||||||||
|
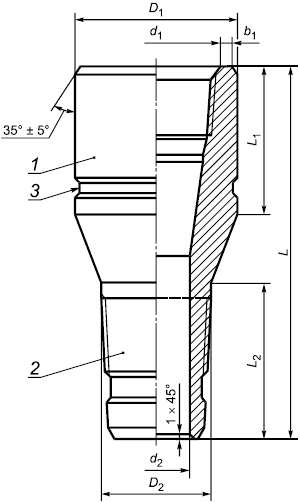
1 - муфтовый конец; 2 - ниппельный конец; 3 - маркировочный поясок
Примечание - Сопряжения цилиндрических и конических элементов должны быть скруглены радиусом не менее 5 мм.
Рисунок 4 - Переводники типа П конфигурации 4
Таблица 4 - Переводники типа П конфигурации 4
Размеры в миллиметрах | ||||||||||||
Номинальный диаметр резьбы | Тип резьбового соединения |
|
|
|
|
| L±1,5 |
|
| Масса | ||
Муфтовый конец | Ниппельный конец | Муфтовый конец | Ниппельный конец | |||||||||
Переводники для обсадных колонн | ||||||||||||
168 | 146 | ОТТГ | ОТТГ | 187,7 | 146,1 | 170,5 | 124,7 | 6,0 | 282,0 | 135,0 | 125,0 | 13,0 |
168 | 140 | 187,7 | 140,0 | 170,5 | 118,7 | 6,0 | 282,0 | 135,0 | 122,0 | 12,8 | ||
146 | 127 | 166,0 | 127,0 | 148,3 | 105,6 | 6,5 | 269,0 | 135,0 | 119,0 | 11,0 | ||
146 | 114 | 166,0 | 114,3 | 148,3 | 93,9 | 6,5 | 288,0 | 127,0 | 119,0 | 12,0 | ||
140 | 127 | 153,7 | 127,0 | 141,9 | 105,6 | 3,5 | 270,0 | 135,0 | 125,0 | 10,0 | ||
140 | 114 | 153,7 | 114,3 | 141,9 | 93,9 | 3,5 | 277,0 | 135,0 | 125,0 | 9,0 | ||
127 | 114 | 141,3 | 114,3 | 129,2 | 93,9 | 4,0 | 260,0 | 125,0 | 115,0 | 9,5 | ||
Переводники для насосно-компрессорных колонн | ||||||||||||
114 | 102 | НКМ | НКМ | 132,5 | 102,8 | 116,5 | 88,6 | 5,5 | 250,0 | 121,0 | 113,0 | 6,6 |
114 | 89 | 132,5 | 89,9 | 116,5 | 72,6 | 5,5 | 250,0 | 121,0 | 113,0 | 6,7 | ||
114 | 73 | 132,5 | 74,0 | 116,5 | 59,0 | 5,5 | 250,0 | 121,0 | 113,0 | 7,0 | ||
102 | 89 | 121,0 | 89,8 | 104,0 | 72,6 | 6,0 | 225,0 | 98,0 | 90,0 | 5,2 | ||
102 | 73 | 121,0 | 74,0 | 104,0 | 59,0 | 6,0 | 225,0 | 98,0 | 90,0 | 5,5 | ||
89 | 73 | 107,0 | 74,0 | 91,5 | 59,0 | 6,5 | 205,0 | 98,0 | 90,0 | 4,1 | ||
89 | 60 | 107,0 | 61,3 | 91,5 | 50,3 | 6,5 | 205,0 | 98,0 | 90,0 | 3,9 | ||
73 | 60 | 89,0 | 61,3 | 75,0 | 50,3 | 5,0 | 205,0 | 88,0 | 80,0 | 2,8 | ||
| ||||||||||||
|
1 - муфтовый конец; 2 - ниппельный конец; 3 - маркировочный поясок
Примечание - Сопряжения цилиндрических и конических элементов должны быть скруглены радиусом не менее 5 мм.
Рисунок 5 - Переводники типа П конфигурации 5
Таблица 5 - Переводники типа П конфигурации 5 для обсадных колонн
Размеры в миллиметрах | ||||||||||||
Номинальный диаметр резьбы | Тип резьбового соединения |
|
|
|
|
| L±1,5 |
|
| Масса | ||
Муфтовый конец | Ниппельный конец | Муфтовый конец | Ниппельный конец | |||||||||
245 | 245 | LC | SC | 269,9 | 244,5 | 248,4 | 216,9 | 6,4 | 291,0 | 162,0 | 100,5 | 26,0 |
ОТТМ | SC | 246,7 | 216,9 | 9,0 | 272,0 | 138,0 | 100,5 | 24,0 | ||||
ОТТМ | LC | 246,7 | 212,7 | 9,0 | 314,0 | 138,0 | 135,5 | 29,0 | ||||
219 | 219 | LC | SC | 244,5 | 219,1 | 223,0 | 190,7 | 6,4 | 287,0 | 156,0 | 100,5 | 24,0 |
ОТТМ | SC | 221,3 | 190,7 | 9,0 | 273,0 | 138,0 | 100,5 | 22,0 | ||||
ОТТМ | LC | 221,3 | 190,7 | 9,0 | 302,0 | 138,0 | 129,5 | 24,0 | ||||
194 | 194 | LC | SC | 215,9 | 193,7 | 197,4 | 168,3 | 5,6 | 270,0 | 146,5 | 97,5 | 17,0 |
ОТТМ | SC | 195,9 | 168,3 | 7,5 | 259,0 | 132,0 | 97,5 | 16,0 | ||||
ОТТМ | LC | 195,9 | 163,5 | 7,5 | 291,0 | 132,0 | 120,0 | 20,0 | ||||
178 | 178 | LC | SC | 194,5 | 177,8 | 180,2 | 152,4 | 4,8 | 264,0 | 143,0 | 94,5 | 14,0 |
ОТТМ | SC | 180,0 | 152,4 | 4,5 | 253,0 | 128,0 | 94,5 | 13,0 | ||||
ОТТМ | LC | 180,0 | 148,0 | 4,5 | 283,0 | 128,0 | 116,5 | 16,0 | ||||
168 | 168 | LC | SC | 187,7 | 168,3 | 170,7 | 144,1 | 6,4 | 258,0 | 140,0 | 94,5 | 13,0 |
ОТТМ | SC | 170,5 | 144,1 | 6,0 | 246,0 | 124,0 | 94,5 | 12,0 | ||||
ОТТМ | LC | 170,5 | 144,1 | 6,0 | 265,0 | 124,0 | 113,5 | 13,0 | ||||
146 | 146 | LC | SC | 166,0 | 146,1 | 148,4 | 124,7 | 6,0 | 246,0 | 136,5 | 91,0 | 11,0 |
ОТТМ | SC | 148,3 | 124,7 | 6,5 | 233,0 | 120,0 | 91,0 | 10,0 | ||||
ОТТМ | LC | 148,3 | 124,7 | 6,5 | 252,0 | 120,0 | 110,0 | 11,0 | ||||
140 | 140 | LC | SC | 153,7 | 139,7 | 142,1 | 118,7 | 3,2 | 238,0 | 130,5 | 88,0 | 8,0 |
ОТТМ | SC | 141,9 | 118,7 | 3,5 | 230,0 | 120,0 | 88,0 | 8,0 | ||||
ОТТМ | LC | 141,9 | 118,7 | 3,5 | 246,0 | 120,0 | 104,0 | 8,0 | ||||
127 | 127 | LC | SC | 141,3 | 127,0 | 129,4 | 108,6 | 4,8 | 227,0 | 127,0 | 85,0 | 7,0 |
ОТТМ | SC | 129,2 | 108,6 | 4,0 | 218,0 | 116,0 | 85,0 | 6,0 | ||||
ОТТМ | LC | 129,2 | 105,6 | 4,0 | 239,0 | 116,0 | 100,5 | 7,0 | ||||
114 | 114 | LC | SC | 127,0 | 114,3 | 116,7 | 97,1 | 4,0 | 213,0 | 117,5 | 81,5 | 5,0 |
ОТТМ | SC | 116,5 | 97,1 | 3,0 | 212,0 | 114,0 | 81,5 | 5,0 | ||||
ОТТМ | LC | 116,5 | 93,9 | 3,0 | 227,0 | 114,0 | 91,0 | 6,0 | ||||
| ||||||||||||
Конфигурация и размеры переводников типа М приведены:
- переводников цилиндрической конфигурации - на рисунке 6 и в таблице 6;
- переводников ступенчатой конфигурации - на рисунке 7 и в таблице 7.
|
1 - верхний конец; 2 - нижний конец; 3 - маркировочный поясок
Примечание - Допускается нанесение маркировки по окружности поверхности переводника вместо маркировочного пояска.
Рисунок 6 - Переводники типа М цилиндрической конфигурации
Таблица 6 - Переводники типа М цилиндрической конфигурации для насосно-компрессорных колонн
Размеры в миллиметрах | ||||||||||
Номинальный диаметр резьбы | Тип резьбового соединения |
|
|
| L±1,5 |
|
| Масса | ||
Верхний конец | Нижний конец | Верхний конец | Нижний конец | |||||||
89 | 89 | НКТН, NU | НКМ | 108,0 | 90,5 | 91,0 | 190,0 | 6,5 | 6,5 | 5,5 |
| ||||||||||
|
1 - верхний конец; 2 - нижний конец; 3 - маркировочный поясок
Примечание - Сопряжения цилиндрических и конических элементов должны быть скруглены радиусом не менее 5 мм.
Рисунок 7 - Переводники типа М ступенчатой конфигурации
Таблица 7 - Переводники типа М ступенчатой конфигурации
Размеры в миллиметрах | |||||||||||||
Номинальный диаметр резьбы | Тип резьбового соединения |
|
|
|
|
|
| L±1,5 |
|
| Масса | ||
Верхний конец | Нижний конец | Верхний конец | Нижний конец | ||||||||||
Переводники для обсадных колонн | |||||||||||||
245 | 178 | ВС | ОТТГ | 270,0 | 194,5 | 248,0 | 180,0 | 9,5 | 4,5 | 340,0 | 170,0 | 130,0 | 31,0 |
Переводники для насосно-компрессорных колонн | |||||||||||||
73 | 60 | NU, НКТН | NU, НКТН | 89,0 | 73,0 | 74,6 | 61,9 | 4,8 | 4,8 | 205,0 | 100,0 | 95,0 | 4,2 |
| |||||||||||||
Конфигурация и размеры переводников типа Н приведены:
- переводников цилиндрической конфигурации - на рисунке 8 и в таблице 8;
- переводников ступенчатой конфигурации - на рисунке 9 и в таблице 9.
|
1 - верхний конец; 2 - нижний конец; 3 - маркировочный поясок или участок для нанесения маркировки
Примечание - Допускается нанесение маркировки по окружности поверхности переводника вместо маркировочного пояска.
Рисунок 8 - Переводники типа Н цилиндрической конфигурации
Таблица 8 - Переводники типа Н цилиндрической конфигурации для насосно-компрессорных колонн
Размеры в миллиметрах | |||||||
Номинальный диаметр резьбы | Тип резьбового соединения |
|
| L±1,5 | Масса | ||
Верхний конец | Нижний конец | Верхний конец | Нижний конец | ||||
89 | 89 | NU, НКТН | НКМ | 89,0 | 72,9 | 240,0 | 3,9 |
89 | 89 | NU, НКТН | NU, НКТН | 89,0 | 72,9 | 240,0 | 3,9 |
| |||||||
|
1 - верхний конец; 2 - нижний конец; 3 - маркировочный поясок
Примечание - Сопряжения цилиндрических и конических элементов должны быть скруглены радиусом не менее 5 мм.
Рисунок 9 - Переводники типа Н ступенчатой конфигурации
Таблица 9 - Переводники типа Н ступенчатой конфигурации
Размеры в миллиметрах | |||||||||||
Номинальный диаметр резьбы | Тип резьбового соединения |
|
|
|
| L±1,5 |
|
| Масса | ||
Верхний конец | Нижний конец | Верхний конец | Нижний конец | ||||||||
Переводники для обсадных колонн | |||||||||||
324 | 245 | ОТТМ | ОТТМ | 323,9 | 244,5 | 212,7 | 295,9 | 410,0 | 230,0 | 130,0 | 48,0 |
245 | 168 | LC | LC | 244,5 | 168,3 | 144,0 | 212,7 | 400,0 | 230,0 | 130,0 | 36,0 |
168 | 140 | ОТТГ | ОТТГ | 168,3 | 139,7 | 118,7 | 144,0 | 395,0 | 240,0 | 140,0 | 18,0 |
168 | 114 | ОТТМ | ОТТМ | 168,3 | 114,3 | 93,9 | 144,0 | 395,0 | 230,0 | 100,0 | 16,1 |
127 | 114 | ВС | ОТТМ | 127,4 | 114,3 | 93,9 | 105,6 | 335,0 | 225,0 | 100,0 | 10,4 |
Переводники для насосно-компрессорных колонн | |||||||||||
114 | 89 | NU, НКТН | NU, НКТН | 115,4 | 89,9 | 75,9 | 100,0 | 270,0 | 165,0 | 80,0 | 5,2 |
73 | 60 | NU, НКТН | NU, НКТН | 74,7 | 61,3 | 50,3 | 59,0 | 225,0 | 155,0 | 60,0 | 2,5 |
| |||||||||||
5.1.3 По согласованию между изготовителем и заказчиком переводники изготовляют конфигурацией и/или размерами, не предусмотренными настоящим стандартом.
5.2 Резьбовые соединения
5.2.1 Переводники изготовляют с резьбовыми соединениями с правым или левым направлением резьбы (правой или левой резьбой).
5.2.2 Переводники для обсадных колонн изготовляют с резьбовыми соединениями ОТТМ и ОТТГ по ГОСТ 33758, SC, LC и ВС - по ГОСТ 34057.
Переводники для насосно-компрессорных колонн изготовляют с резьбовыми соединениями НКТН, НКТВ, НКМ по ГОСТ 33758, NU, EU - по ГОСТ 34057.
Примечание - Взаимозаменяемость резьбовых соединений по ГОСТ 33758 и ГОСТ 34057 с резьбовыми соединениями по ГОСТ 632 и ГОСТ 633 приведена в приложении А.
5.2.3 По согласованию между изготовителем и заказчиком переводники изготовляют с другими резьбовыми соединениями.
5.3 Группы прочности
5.3.1 Переводники изготовляют группами прочности J55, K55, К72, L80 тип 1, С80, L80 тип 9Cr, L80 тип 13Cr, N80 тип 1, N80 тип Q, R90, С90, R95, Т95, С110, Р110, Q125, Q135 по ГОСТ 31446.
5.3.2 По согласованию между изготовителем и заказчиком переводники изготовляют группой прочности, не предусмотренной настоящим стандартом.
Примечание - Взаимозаменяемость групп прочности по настоящему стандарту с группами прочности по ГОСТ 632 и ГОСТ 633 приведена в приложении Б.
5.4 Состояние поставки
5.4.1 Переводники изготовляют бесшовными, горячедеформированными, в состоянии после термической обработки.
5.4.2 По согласованию между изготовителем и заказчиком переводники подвергают определенной термической обработке, из предусмотренных в настоящем стандарте для заказываемой группы прочности.
5.5 Примеры условного обозначения
Переводник переходного типа (П) для насосно-компрессорных колонн, с резьбовым соединением EU с правой резьбой номинальным диаметром 73 мм муфтового конца и резьбовым соединением NU с правой резьбой номинальным диаметром 48 мм ниппельного конца, длиной 190 мм, группы прочности К55, конфигурации 1:
Переводник П EU 73 / NU 48 - 190 - К55 - 1 - ГОСТ 23979
Примечание - В условном обозначении переводника переходного типа первым приводят тип резьбового соединения и номинальный диаметр резьбы муфтового конца, вторым через наклонную черту - тип резьбового соединения и номинальный диаметр резьбы ниппельного конца.
Переводник переходного типа (П) для обсадных колонн, с резьбовым соединением ОТТМ с левой резьбой (LH) номинальным диаметром 219 мм муфтового конца и резьбовым соединением SC с левой резьбой (LH) номинальным диаметром 219 мм ниппельного конца, длиной 273 мм, группы прочности Р110, конфигурации 5:
Переводник П ОТТМ LH 219 / SC LH 219 - 273 - Р110 - 5 - ГОСТ 23979
Переводник переходного типа (П) для насосно-компрессорных колонн, с резьбовым соединением НКТН с правой резьбой номинальным диаметром 73 мм муфтового конца и резьбовым соединением НКТН с правой резьбой номинальным диаметром 48 мм ниппельного конца, длиной 190 мм, группы прочности N80 тип Q (N80Q), конфигурации 1, размерами, отличающимися от указанных в таблице 1 (Р):
Переводник П НКТН 73/ НКТН 48 - 190 - N80Q - 1Р - ГОСТ 23979
Переводник муфтового типа (М) для насосно-компрессорных колонн с резьбовым соединением НКТН с правой резьбой номинальным диаметром 89 мм одного конца и резьбовым соединением НКМ с правой резьбой номинальным диаметром 89 мм другого конца, длиной 250 мм, группы прочности С90:
Переводник М НКТН 89/ НКМ 89 - 250 - С90 - ГОСТ 23979
Переводник ниппельного типа (Н) для обсадных колонн с резьбовым соединением ВС с левой резьбой (LH) номинальным диаметром 127 мм одного конца и резьбовым соединением ОТТМ с левой резьбой (LH) номинальным диаметром 114 мм другого конца, длиной 330 мм, группы прочности L80 тип 13Cr (L80 13Cr):
Переводник Н ВС LH 127 /ОТТМ LH 114 - 330 - L80 13Cr - ГОСТ 23979
Переводник переходного типа (П) для обсадных колонн резьбовым соединением XXX с правой резьбой номинальным диаметром 245 мм муфтового конца и резьбовым соединением YYY с правой резьбой номинальным диаметром 168 мм ниппельного конца, длиной 300 мм, нестандартной группы прочности ZZZ, с отличающимися от указанных на рисунках 1-5 и в таблицах 1-5 конфигурацией и размерами (КР):
Переводник П XXX 245 /YYY 168 - 300 - ZZZ - КР - ГОСТ 23979
5.6 Сведения, указываемые в заказе
5.6.1 При оформлении заказа заказчик должен указать условное обозначение переводников.
5.6.2 При выборе группы прочности переводников учитывают, что она должна соответствовать более высокой группе прочности элементов колонны, для соединения которых предназначены переводники.
5.6.3 Выбор группы прочности переводников, предназначенных для эксплуатации на скважинах, продукция которых содержит сероводород, осуществляют в соответствии с нормативными документами*.
_______________
* Подробная информация содержится в [1], [2].
По требованию заказчика в заказе указывают проведение испытаний переводников групп прочности С80, С90, Т95 и С110 на стойкость к SSC методом А (6.5, 9.8).
Примечание - Испытания на стойкость SSC предназначены только для подтверждения соответствия переводников установленным в настоящем стандарте требованиям, а не для оценки возможности эксплуатации переводников в какой-либо определенной сероводородсодержащей среде. Ответственным за то, что переводники выбранной группы прочности подходят для предполагаемых условий эксплуатации, является заказчик.
5.6.4 По согласованию между заказчиком и изготовителем в заказе указывают следующие дополнительные требования к переводникам:
- изготовление с другой конфигурацией и/или размерами с приложением конструкторской документации или данных для ее разработки (5.1.3, 6.7.3);
- изготовление с другим резьбовым соединением с указанием обозначения соединения, геометрических параметров или нормативной документации, в которой они указаны (5.2.3, 6.8.3, 6.11.5);
- изготовление группой прочности, не предусмотренной настоящим стандартом, с указанием обозначения группы прочности, необходимых свойств, методов испытаний или нормативной документации, в которой они указаны (5.3.2, 6.3.2);
- проведение определенной термической обработки, из предусмотренных для заказываемой группы прочности (5.4.2, 6.1);
- проведение испытаний на стойкость к SSC методами В и D для групп прочности С80, С90 и Т95, методом D для группы прочности С110 (6.5, 9.8);
- нанесение на резьбовое соединение определенного антизадирного покрытия, с указанием материала и требований к покрытию или нормативной документации, в которой они указаны (6.10);
- нанесение консервационного покрытия определенного типа (6.12.1);
- применение консервационной резьбовой смазки определенного типа (6.12.2);
- применение упаковки, отличающейся от упаковки, предусмотренной настоящим стандартом (6.12.3).
6 Технические требования
6.1 Способ производства
Переводники изготовляют механической обработкой горячедеформированных заготовок: поковок, проката или бесшовных труб.
Переводники изготавляют из термически обработанной заготовки или подвергают следующим видам термообработки:
- групп прочности J55, K55 и К72 - нормализации, нормализации и отпуску или закалке и отпуску по выбору изготовителя, если в заказе не указан определенный вид термообработки;
- группы прочности N80 тип 1 - нормализации или нормализации и отпуску по выбору изготовителя, если в заказе не указан определенный вид термообработки;
- групп прочности N80 тип Q, L80 тип 1, С80, L80 тип 9Cr, L80 тип 13Cr, R90, С90, R95, Т95, С110, Р110, Q125 и Q135 - закалке и отпуску.
6.2 Химический состав
Переводники следует изготовлять из сталей, обеспечивающих получение необходимых свойств переводников.
Химический состав сталей, используемых для изготовления переводников соответствующих групп прочности, должен соответствовать требованиям ГОСТ 31446, указанным в таблице 10.
Таблица 10 - Химический состав стали
Группа прочности | Массовая доля элемента, % | ||||||||
Углерод | Марганец | Молибден | Хром | Никель | Медь | Фосфор | Сера | Кремний | |
не более | |||||||||
J55 | - | - | - | - | - | - | 0,030 | 0,030 | - |
K55 | - | - | - | - | - | - | 0,030 | 0,030 | - |
К72 | - | - | - | - | - | - | 0,030 | 0,030 | - |
N80 тип 1 | - | - | - | - | - | - | 0,030 | 0,030 | - |
N80 тип Q | - | - | - | - | - | - | 0,030 | 0,030 | - |
L80 тип 1 | Не более 0,43 | Не более 1,90 | - | - | 0,25 | 0,35 | 0,030 | 0,030 | 0,45 |
С80 | Не более 0,35 | Не более 1,20 | 0,10-0,50 | Не более 1,5 | 0,25 | 0,35 | 0,020 | 0,010 | - |
L80 тип 9Cr | Не более 0,15 | 0,30-0,60 | 0,90-1,10 | 8,00-10,0 | 0,50 | 0,25 | 0,020 | 0,010 | 1,00 |
L80 тип 13Cr | 0,15-0,22 | 0,25-1,00 | - | 12,0-14,0 | 0,50 | 0,25 | 0,020 | 0,010 | 1,00 |
R90 | - | - | - | - | - | - | 0,030 | 0,030 | - |
С90 | Не более 0,35 | Не более 1,20 | 0,25-0,85 | Не более 1,50 | 0,99 | - | 0,020 | 0,010 | - |
R95 | Не более 0,45 | Не более 1,90 | - | - | - | - | 0,030 | 0,030 | 0,45 |
Т95 | Не более 0,35 | Не более 1,20 | 0,25-0,85 | 0,40-1,50 | 0,99 | - | 0,020 | 0,010 | - |
С110 | Не более 0,35 | Не более 1,20 | 0,25-1,00 | 0,40-1,50 | 0,99 | - | 0,020 | 0,005 | - |
Р110 | - | - | - | - | - | - | 0,030 | 0,030 | - |
Q125 | Не более 0,35 | Не более 1,35 | Не более 0,85 | Не более 1,50 | 0,99 | - | 0,020 | 0,010 | - |
Q135 | Не более 0,35 | Не более 1,50 | Не более 0,85 | - | 1,00 | - | 0,020 | 0,010 | - |
Примечания 1 Максимальную массовую долю углерода для группы прочности L80 всех типов увеличивают до 0,50%, если изделия закаливают в масле. 2 Массовая доля молибдена для группы прочности С90 не имеет минимального предела, если толщина стенки изделия менее 17,8 мм. 3 Максимальную массовую долю углерода для группы прочности R95 увеличивают до 0,55%, если изделия закаливают в масле. 4 Минимальную массовую долю молибдена для группы прочности Т95 уменьшают до 0,15%, если толщина стенки изделия менее 17,8 мм. 5 Прочерк означает, что предел не установлен, но массовую долю элемента определяют и указывают в документе о приемочном контроле. | |||||||||
6.3 Механические свойства
6.3.1 Механические свойства переводников должны соответствовать требованиям ГОСТ 31446 для соответствующих групп прочности, указанным в таблице 11.
6.3.2 Если между изготовителем и заказчиком согласовано изготовление переводников групп прочности, не предусмотренных ГОСТ 31446, механические свойства таких переводников должны соответствовать требованиям, указанным в заказе.
Таблица 11 - Механические свойства
Группа прочности | Полное удлинение под нагрузкой | Относительное удлинение | Предел текучести | Временное сопротивление | Твердость | Толщина стенки изделия t, мм | Разброс твердости HRC, не более | Работа удара KV при 0°С | ||
не менее | не более | HRC | HBW | |||||||
J55 | 0,50 | 19 | 379 | 552 | 517 | - | - | - | - | 27 |
K55 | 0,50 | 15 | 379 | 552 | 655 | - | - | - | - | 27 |
К72 | 0,50 | 14 | 491 | - | 687 | - | - | - | - | 27 |
N80 тип 1 | 0,50 | 14 | 552 | 758 | 689 | - | - | - | - | 41 |
N80 тип Q | 0,50 | 14 | 552 | 758 | 689 | - | - | - | - | |
L80 тип 1 | 0,50 | 15 | 552 | 655 | 655 | - | - | - | - | |
С80 | 0,50 | 15 | 552 | 655 | 655 | Не более 23,0 | Не более 241 | До 12,70 включ. | 3,0 | |
От 12,71 до 19,04 | 4,0 | |||||||||
От 19,05 до 25,39 | 5,0 | |||||||||
25,40 и свыше | 6,0 | |||||||||
L80 тип 9Cr | 0,50 | 15 | 552 | 655 | 655 | Не более 23,0 | Не более 241 | - | - | |
L80 тип 13Cr | 0,50 | 15 | 552 | 655 | 655 | Не более 23,0 | Не более 241 | - | - | |
R90 | 0,50 | 14 | 621 | 828 | 724 | - | - | - | - | |
С90 | 0,50 | 14 | 621 | 724 | 689 | Не более 25,4 | Не более 255 | До 12,70 включ. | 3,0 | |
От 12,71 до 19,04 | 4,0 | |||||||||
От 19,05 до 25,39 | 5,0 | |||||||||
25,40 и свыше | 6,0 | |||||||||
R95 | 0,50 | 13 | 655 | 862 | 758 | - | - | - | - | |
Т95 | 0,50 | 14 | 655 | 758 | 724 | Не более 25,4 | Не более 255 | До 12,70 включ. | 3,0 | |
От 12,71 до 19,04 | 4,0 | |||||||||
От 19,05 до 25,39 | 5,0 | |||||||||
25,40 и свыше | 6,0 | |||||||||
С110 | 0,70 | 12 | 758 | 828 | 793 | Не более 30,0 | Не более 286 | До 12,70 включ. | 3,0 | |
От 12,71 до 19,04 | 4,0 | |||||||||
От 19,05 до 25,39 | 5,0 | |||||||||
25,40 и свыше | 6,0 | |||||||||
Р110 | 0,60 | 12 | 758 | 965 | 862 | - | - | - | - | |
Q125 | 0,65 | 11 | 862 | 1034 | 931 | - | - | До 12,70 включ. | 3,0 | |
От 12,71 до 19,04 | 4,0 | |||||||||
19,05 и свыше | 5,0 | |||||||||
Q135 | 0,65 | 10 | 930 | 1137 | 1000 | - | - | До 12,70 включ. | 3,0 | |
От 12,71 до 19,04 | 4,0 | |||||||||
Q135 | 0,65 | 10 | 930 | 1137 | 1000 | - | - | 19,05 и свыше | 5,0 | |
Примечание - Прочерк означает, что требования не установлены. | ||||||||||
6.4 Прокаливаемость
Твердость металла после закалки, характеризующая прокаливаемость металла, должна быть не менее:
- для групп прочности J55 и K55, N80 тип Q, L80 тип 1, L80 тип 9Cr, L80 тип 13Cr, R90, R95, Р110, Q125, Q135 - не менее твердости металла, содержащего в структуре не менее 50% мартенсита, и рассчитанной по следующей формуле:
![]() , (1)
, (1)
- для групп прочности С80, С90 и Т95 - не менее твердости металла, содержащего в структуре не менее 90% мартенсита, и рассчитанной по следующей формуле:
![]() , (2)
, (2)
- для группы прочности С110 - не менее твердости металла, содержащего в структуре не менее 95% мартенсита, и рассчитанной по следующей формуле:
![]() , (3)
, (3)
где HRC - число твердости по шкале С Роквелла;
% С - массовая доля углерода в химическом составе плавки, %.
6.5 Коррозионная стойкость
6.5.1 По требованию заказчика стойкость к SSC переводников групп прочности С80, С90, Т95 и С110 при испытании методом А по нормативному документу* должна соответствовать требованиям, указанным в таблице 12.
_______________
* Подробная информация содержится в [3].
По согласованию между изготовителем и заказчиком стойкость к SSC переводников групп прочности С80, С90 и Т95 при испытании методами В или D по нормативному документу* и группы прочности С110 при испытании методом D по нормативному документу* должна соответствовать требованиям, указанным в таблице 12.
_______________
* Подробная информация содержится в [3].
Таблица 12 - Стойкость к SSC
Группа прочности | Стойкость к SSC, при испытании методом по нормативному документу* | |||||
_______________ * Подробная информация содержится в [3]. | ||||||
А | В | D | ||||
Пороговое напряжение | Критическое напряжение Sc, кПа, не менее | Критический коэффициент интенсивности напряжений | Смещение консоли, мм | |||
6,35 | 3,81 | среднее значение | отдельное значение | |||
С80 | 80 | 72 | 12,0 | 33,0 | 30,0 |
|
С90 | 80 | 72 | 8,3 | 33,0 | 30,0 |
|
Т95 | 80 | 72 | 8,3 | 33,0 | 30,0 |
|
С110 | 85 | 76 | - | 26,3 | 20,7 |
|
Примечание - Прочерк означает, что требования не установлены. | ||||||
6.5.2 Переводники групп прочности L80 тип 9Cr и L80 тип 13Cr должны обладать стойкостью к углекислотной коррозии, при этом скорость коррозии переводников, вызванной присутствием диоксида углерода, должна быть не более 0,1 мм/год.
6.6 Величина зерна
Размер исходного зерна аустенита должен быть не более размера зерна, соответствующего нормативному документу**:
_______________
** Подробная информация содержится в [4].
- номеру 5 - для групп прочности С80, С90 и Т95;
- номеру 6 - для группы прочности С110.
6.7 Конфигурация и размеры
6.7.1 Конфигурация и размеры переводников должны соответствовать указанным на рисунках 1-9, в таблицах 1-9 и соответствующей конструкторской документации.
6.7.2 Конфигурацию переводников, указанную на рисунках 1-9, изменяют изготовителем, если это не приведет к ухудшению эксплуатационных свойств переводников.
При этом соблюдают следующие условия:
- длина наружной поверхности муфтового и ниппельного концов переводника должна быть не менее указанной в настоящем стандарте;
- диаметр наружной поверхности муфтового и ниппельного концов должен быть не менее указанного в настоящем стандарте;
- диаметр внутренней поверхности муфтового и ниппельного концов должен быть не более указанного в настоящем стандарте.
Уменьшение минимального диаметра внутренней поверхности муфтового и ниппельного концов должно быть согласовано между изготовителем и заказчиком.
6.7.3 По согласованию между изготовителем и заказчиком переводники изготовляют с другой конфигурацией и/или геометрическими параметрами, которые должны соответствовать требованиям, указанным в заказе, и разработанной на основе этих требований конструкторской документации.
6.8 Резьбовые соединения
6.8.1 Резьбовые соединения переводников должны соответствовать требованиям ГОСТ 33758 или ГОСТ 34057.
6.8.2 Оси резьбы концов переводника должны быть соосны. Отклонение от соосности не должно превышать 0,75 мм в плоскости торца переводника.
6.8.3 Если по согласованию между изготовителем и заказчиком переводники изготовляют с резьбовыми соединениями, не предусмотренными настоящим стандартом, они должны соответствовать требованиям, указанным в заказе и соответствующей нормативной документации.
6.9 Качество поверхности и сплошность
6.9.1 На наружной и внутренней поверхностях переводников не должно быть трещин, плен, раковин, закатов, рванин, подрезов, расслоений, а также вмятин с острым дном.
Допускаются риски, вмятины с плоским дном и следы зачистки несовершенств, не выводящие геометрические параметры переводников за допустимые предельные значения.
6.9.2 Допускается удаление несовершенств поверхности местной абразивной зачисткой при условии, что она не выводит геометрические параметры за допустимые значения. Участки местной зачистки должны плавно переходить к прилежащей поверхности переводника.
Не допускаются вырубка, заварка или заделка дефектов.
6.9.3 Качество поверхности резьбовых соединений переводников должно соответствовать требованиям ГОСТ 33758 или ГОСТ 34057.
6.9.4 Переводники проходят неразрушающий дефектоскопический контроль для выявления дефектов наружной и внутренней поверхностей, включая поверхности резьбовых соединений.
6.10 Антизадирное покрытие
На поверхность резьбы и упорные поверхности резьбовых соединений наносят антизадирное покрытие, соответствующее требованиям ГОСТ 9.301.
Вид антизадирного покрытия и его толщину выбирает изготовитель, если между изготовителем и заказчиком не согласовано иное.
6.11 Маркировка
6.11.1 На наружной поверхности каждого переводника должен быть проточен маркировочный поясок для маркировки [рисунок 10, а)]:
- на переводниках типов П, М и Н ступенчатой конфигурации - на ступени большего диаметра на расстоянии 20 мм от переходного участка;
- на переводниках типов М и Н цилиндрической конфигурации - на середине длины.
На переводниках типов М и Н цилиндрической конфигурации маркировочный поясок допускается не выполнять. Маркировку в этом случае наносят по окружности наружной поверхности переводника.
На переводниках с левым направлением резьбы должен быть проточен опознавательный поясок [рисунок 10, б)].
|
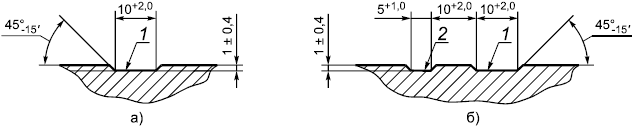
1 - маркировочный поясок; 2 - опознавательный поясок для левой резьбы
Рисунок 10 - Маркировочный и опознавательный пояски
6.11.2 На маркировочном пояске каждого переводника наносят маркировку клеймением шрифтами 6-ПР3 или 8-ПР3 по ГОСТ 26.008, содержащую:
- товарный знак изготовителя;
- условное обозначение переводника;
- дату приемки (первые одна или две цифры - месяц, последние две цифры - год).
Примеры
1 Маркировка переводника переходного типа (П) с резьбовым соединением EU с правой резьбой номинальным диаметром 73 мм муфтового конца и резьбовым соединением NU с правой резьбой номинальным диаметром 48 мм ниппельного конца, длиной 190 мм, группы прочности К55, конфигурации 1, изготовленного в июне (7) 2016 г. (16):
| П EU 73/NU 48-190-К55-1 - ГОСТ 23979 716 |

2 Маркировка переводника муфтового типа (М) с резьбовым соединением НКТН с правой резьбой (-) номинальным диаметром 89 мм одного конца и резьбовым соединением НКМ с правой резьбой (-) номинальным диаметром 89 мм другого конца, длиной 250 мм, группы прочности С90, изготовленного в сентябре (9) 2017 г. (17):
| М НКТН 89/НКМ 89-250-С90 - ГОСТ 23979 917 |

3 Маркировка переводника ниппельного типа (Н) с резьбовым соединением ВС с левой резьбой (LH) номинальным диаметром 127 мм одного конца и резьбовым соединением ОТТМ с левой резьбой (LH) номинальным диаметром 114 мм другого конца, длиной 330 мм, группы прочности L80 тип 9Cr (L80 9Cr), изготовленного в октябре (10) 2020 г. (20):
| Н ВС LH 127/ОТТМ LH 114-330-L80 9Cr - ГОСТ 23979 1020 |

6.11.3 Допускаются применение следующих способов клеймения:
- способ 1 - маркировка горячей накаткой или горячим клеймением;
- способ 2 - холодное клеймение обычными клеймами;
- способ 3 - холодное клеймение клеймами в виде точечной матрицы;
- способ 4 - холодное клеймение клеймами со скругленным профилем;
- способ 5 - виброклеймение.
Клеймение выполняют следующими способами, в зависимости от групп прочности:
- групп прочности J55, K55, K72, N80 тип 1, N80 тип Q, R90, R95, Р110 - любым способом;
- групп прочности L80 тип 1, L80 тип 9Cr, L80 тип 13Cr - способами 1 и 3-5;
- групп прочности С80, С90, Т95, С110, Q125, Q135 - способами 1, 3 и 5.
6.11.4 Каждый переводник в зависимости от группы прочности должен иметь цветовую маркировку в соответствии с таблицей 13, если в заказе не указано иное. Цветовую маркировку указывают в конструкторской документации, разработанной на основе требований заказчика.
Таблица 13 - Цветовая маркировка переводников
Группа прочности переводника | Цвет всего переводника | Количество и цвет кольцевых полос |
J55 | Светло-зеленый | - |
J55 | Светло-зеленый | Одна белая |
K55 | Светло-зеленый | Одна белая |
К55 | Светло-зеленый | - |
К72 | Светло-зеленый | Одна желтая |
N80 тип 1 | Красный | - |
N80 тип Q | Красный | Одна зеленая |
L80 тип 1 | Красный | Одна коричневая |
С80 | Красный | Одна белая |
L80 тип 9Cr | Нет | Две желтых |
L80 тип 13Cr | Нет | Одна желтая |
R90 | Фиолетовый | Одна коричневая |
С90 | Фиолетовый | - |
R95 | Коричневый | - |
Т95 | Серебристый | - |
С110 | Белый | Две коричневых |
Р110 | Белый | - |
Q125 | Оранжевый | - |
Q135 | Оранжевый | Одна белая |
Примечание - Прочерк означает, что полосы не наносят. | ||
6.11.5 При изготовлении переводников с резьбовыми соединениями, не предусмотренными настоящим стандартом, обозначение резьбового соединения должно соответствовать указанному в заказе.
6.12 Упаковка
6.12.1 На поверхность переводников, за исключением резьбовых соединений, наносят консервационное покрытие для защиты от коррозии при транспортировании и хранении на период не менее шести месяцев.
Вид консервационного покрытия выбирает изготовитель, если между изготовителем и заказчиком не согласовано нанесение определенного покрытия.
6.12.2 Резьбовые соединения переводников на время транспортирования, погрузочно-разгрузочных операций и хранения надежно защищают от механических повреждений, попадания влаги и загрязнений предохранительными деталями.
При навинчивании предохранительных деталей резьбу и упорные поверхности резьбовых соединений переводников покрывают резьбовой консервационной смазкой.
Тип смазки выбирает изготовитель, если между изготовителем и заказчиком не согласовано применение смазки определенного типа.
Допускается не устанавливать на резьбовые соединения переводников предохранительные детали, если транспортирование, погрузочно-разгрузочные операции и хранение переводников осуществляется в ящиках.
6.12.3 Упаковка переводников должна соответствовать ГОСТ 10692, если иное не согласовано между заказчиком и изготовителем.
7 Требования безопасности и охраны окружающей среды
Стальные переводники пожаробезопасны, взрывобезопасны, электробезопасны, нетоксичны, не представляют радиационной опасности и не оказывают вреда окружающей природной среде и здоровью человека при испытании, хранении, транспортировании, эксплуатации и утилизации.
8 Правила приемки
8.1 Переводники принимают партиями.
Партия должна состоять из переводников одного типоразмера, одной группы прочности, одной марки стали, термообработанных по одному режиму на одном оборудовании, и сопровождаемых одним документом о приемочном контроле.
Количество переводников в партии не должно превышать 200 шт.
8.2 Приемку резьбовых соединений по геометрическим параметрам осуществляют до нанесения антизадирного покрытия.
8.3 Для проверки соответствия переводников требованиям настоящего стандарта изготовитель проводит приемо-сдаточные испытания.
Виды, объем и периодичность приемо-сдаточных испытаний приведены в таблице 14.
Испытания стойкости переводников к углекислотной коррозии проводят при приемочных испытаниях при постановке продукции на производство.
При объеме партии до 10 переводников допускается проводить проверку соответствия механических свойств переводников по результатам испытаний образцов-свидетелей, изготовленных из тех же плавок стали, термообработанных вместе с контролируемой партией переводников, имеющих одинаковое с переводниками или большее поперечное сечение. Отбор проб от образцов-свидетелей должен проводиться из тех же участков, что и отбор проб от переводников. Проверку соответствия механических свойств переводников по результатам испытаний образцов-свидетелей проводят по документированной процедуре изготовителя.
Таблица 14 - Приемо-сдаточные испытания
Вид испытаний | Норма отбора переводников от партии, шт. | Норма отбора образцов от каждого отобранного переводника, шт. |
Контроль химического состава стали | Одна ковшевая проба или один переводник | Одна проба |
Испытание на растяжение | 1 или 2 | 2 |
Испытание на ударный изгиб | 1 или 2 | 3 |
Контроль поверхностной твердости | 100% | - |
Контроль твердости по толщине стенки | 1 или 2 | 1 |
Прокаливаемость | 1 | 1 |
Контроль величины зерна | 1 | 1 |
Испытания стойкости к SSC | 1 | 3 |
Контроль конфигурации и геометрических параметров переводников | 100% | - |
Контроль формы профиля и геометрических параметров резьбового соединения | 10% | - |
Контроль соосности резьбы | 10% | - |
Визуальный контроль качества поверхности, антизадирного покрытия и маркировки | 100% | - |
Дефектоскопический контроль | 100% | - |
Контроль толщины антизадирного покрытия | 1 | - |
Примечание - Прочерк означает, что образцы не отбирают. | ||
8.4 При получении неудовлетворительных результатов выборочных испытаний хотя бы по одному из видов приемо-сдаточных контроля и испытаний проводят повторные испытания этого вида на удвоенном количестве переводников, отобранных из той же партии, исключая переводники, не выдержавшие испытаний.
Результаты удовлетворительных повторных испытаний распространяются на всю партию, за исключением переводников, не выдержавших испытаний.
При получении неудовлетворительных результатов повторных испытаний допускается проводить испытания этого вида на всех переводниках партии, исключая переводники, не выдержавшие испытаний.
В случае получения неудовлетворительных результатов испытаний механических свойств, твердости, прокаливаемости, контроля зерна или стойкости SSC допускается подвергать повторной термической обработке все переводники партии.
Повторно термически обработанные переводники предъявляют к приемке как новую партию.
8.5 На принятую партию переводников оформляют документ о приемочном контроле 3.1В по ГОСТ 31458, удостоверяющий их соответствие требованиям настоящего стандарта.
Документ о приемочном контроле должен содержать следующие данные:
- наименование или товарный знак изготовителя;
- условное обозначение переводника;
- номер плавки (плавок);
- результаты химического анализа;
- результаты испытаний механических свойств, с указанием температуры испытаний и размера образцов, если применимо;
- результаты контроля прокаливаемости, если применимо;
- результаты контроля размера зерна, если применимо;
- результаты испытаний стойкости к SSC, если применимо, с указанием метода испытаний;
- результаты испытаний стойкости к углекислотной коррозии, если применимо;
- запись о проведении магнитопорошкового контроля;
- вид антизадирного покрытия;
- тип консервационной резьбовой смазки;
- тип консервационного покрытия;
- номер партии;
- количество переводников в партии;
- дату приемки.
При приемке химического состава, механических свойств, прокаливаемости, размера зерна и стойкости к SSC по документу о приемочном контроле заготовки, в документе о приемочном контроле переводников указывают результаты контроля и испытаний соответствующих свойств заготовки.
9 Методы контроля и испытаний
9.1 Химический состав стали определяют стандартными методами химического анализа. Пробы отбирают в соответствии с ГОСТ 7565.
Допускается применять другие стандартные методы анализа, обеспечивающие необходимую точность определения массовой доли химических элементов.
При возникновении разногласий в определении химического состава применяют методы химического анализа.
9.2 Пробы для испытаний механических свойств, контроля твердости по толщине стенки и прокаливаемости, испытаний коррозионной стойкости вырезают:
- из середины длины резьбовой части ниппельного конца переводника переходного типа;
- из середины длины резьбовой части конца переводника муфтового или ниппельного типа с большим номинальным диаметром резьбы.
Пробы и образцы вырезают в соответствии с разработанной схемой, способом, не вызывающим изменений структуры и механических свойств материала.
Пробы для контроля прокаливаемости отбирают от переводников после закалки до отпуска.
9.3 Испытания на растяжение проводят по ГОСТ 10006 на продольных цилиндрических образцах диаметром рабочей части, равным 10 мм. При невозможности изготовления образцов диаметром рабочей части, равным 10 мм, испытания проводят на образцах диаметром рабочей части, равным 8 или 5 мм, при невозможности изготовления образцов диаметром рабочей части, равным 5 мм, испытания не проводят.
Предел текучести определяют с помощью экстензометра по растягивающему напряжению, необходимому для получения удлинения под нагрузкой, указанного в таблице 11.
9.4 Контроль поверхностной твердости проводят в единицах НВ по ГОСТ 9012 или HRC по ГОСТ 9013 на наружной цилиндрической поверхности переводника на расстоянии 15-20 мм от сбега резьбы или торца детали.
9.5 Контроль твердости по толщине стенки проводят в единицах HRC по ГОСТ 9013 в соответствии со схемой, приведенной в ГОСТ 31446 (рисунок D.12). Твердость определяют как среднее арифметическое значение по результатам трех измерений твердости в каждом ряду (вблизи наружного диаметра, посередине стенки и вблизи внутреннего диаметра) в каждом из квадрантов.
Разброс значений твердости определяют только при толщине стенки более 7,62 мм как разность между любыми двумя средними значениями твердости в одном ряду, полученными в одном квадранте.
Допускается проводить контроль твердости по толщине стенки в единицах НВ по ГОСТ 9012, с последующим переводом значений твердости в единицы HRC по нормативному документу*.
_______________
* Подробная информация содержится в [4].
При возникновении разногласий применяют метод контроля твердости в единицах HRC по ГОСТ 9013.
9.6 Испытания на ударный изгиб проводят по ГОСТ 9454 на продольных образцах полного размера 10x10 мм с V-образным надрезом (тип 11) при температуре 0°С, если иное не указано в заказе.
При невозможности изготовления образцов полного размера испытания проводят на образцах размером 10x7,5 мм (тип 12), при невозможности изготовления таких образцов - на образцах размером 10x5 мм (тип 13). При невозможности изготовления образцов размером 10x5 мм испытания не проводят.
Значения работы удара определяют как среднее арифметическое по результатам испытаний трех образцов.
9.7 Контроль прокаливаемости проводят по результатам контроля твердости по толщине стенки металла после закалки, при применении образцов, схемы и методов, предусмотренных в 9.5.
9.8 Испытания стойкости к SSC проводят методом А по нормативному документу**, в испытательной среде А на образцах диаметром рабочей части (6,35±0,13) мм. При невозможности изготовления образцов диаметром рабочей части (6,35±0,13) мм испытания проводят на образцах диаметром рабочей части (3,81±0,05) мм.
_______________
** Подробная информация содержится в [3].
По согласованию между изготовителем и заказчиком допускается проведение испытаний методом В или D по нормативному документу**, в испытательной среде А.
_______________
** Подробная информация содержится в [3].
9.9 Испытания стойкости к общей коррозии, вызванной присутствием диоксида углерода, проводят по ГОСТ 9.908 на продольных плоских образцах, соответствующих ГОСТ 9.905.
Скорость коррозии вычисляют по формуле
![]() , (4)
, (4)
где - скорость коррозии, мм/год;
- масса образца до испытаний, г;
- масса образца после испытаний, г;
- общая площадь поверхности образца, м
;
- продолжительность испытаний, ч.
9.10 Величину исходного зерна аустенита стали определяют по нормативному документу***.
_______________
*** Подробная информация содержится в [5].
9.11 Контроль геометрических параметров переводников и резьбовых соединений, включая натяг резьбы, проводят с помощью универсальных или специальных средств измерений, обеспечивающих необходимую точность измерения по соответствующей нормативной и технической документации.
9.12 Отклонение от соосности резьбы концов переводника проверяют следующим образом:
- один из концов переводника свинчивают с контрольной оправкой, точно центрированной в приспособлении (или на токарном станке), другой конец переводника свинчивают со второй контрольной оправкой, шлифованная цилиндрическая часть которой длиной от 100 до 200 мм должна быть соосна с нарезанной частью;
- вращая переводник, определяют биение второй оправки у торца переводника при помощи двух индикаторов часового типа;
- определяют отклонение от соосности в плоскости торца переводника, равное половине величины биения.
9.13 Визуальный контроль качества поверхности, правильности нанесения маркировки и консервационного покрытия проводят при уровне освещенности контролируемой поверхности не менее 500 люкс.
9.14 Дефектоскопический контроль на выявление несовершенств наружной и внутренней поверхности переводников, включая поверхность резьбового соединения, проводят магнитопорошковым методом по нормативному документу* с уровнем приемки М3.
_______________
* Подробная информация содержится в [6].
Повторный контроль после удаления дефектов поверхности переводников должен быть проведен тем же методом, что и первоначальный контроль.
9.15 Контроль антизадирного покрытия резьбовых соединений проводят методами по ГОСТ 9.302.
10 Транспортирование и хранение
Транспортирование и хранение переводников осуществляют в соответствии с требованиями ГОСТ 10692.
Хранение переводников должно соответствовать группе условий хранения ОЖ2 по ГОСТ 15150.
11 Гарантии изготовителя
Изготовитель гарантирует соответствие переводников требованиям настоящего стандарта, при условии соблюдения правил транспортирования и хранения переводников и соответствия условий эксплуатации переводников их назначению.
12 Рекомендации по эксплуатации
Рекомендации по эксплуатации и ремонту переводников аналогичны рекомендациям по эксплуатации соединяемых с переводниками элементов обсадных или насосно-компрессорных колонн, приведенным в соответствующей нормативной или технической документации.
При использовании переводников для соединения элементов колонны различных групп прочности группа прочности переводников должна соответствовать более высокой группе прочности элементов колонны.
Для эксплуатации на скважинах, продукция которых содержит сероводород, следует применять переводники групп прочности С80, С90, Т95 и С110 с учетом нормативных документов**.
_______________
** Подробная информация содержится в [1], [2].
Для эксплуатации на скважинах, продукция которых содержит диоксид углерода, должны применяться переводники групп прочности L80 тип 9Cr и L80 тип 13Cr.
Приложение А
(справочное)
Сопоставимость резьбовых соединений
Таблица А.1 - Сопоставимость резьбовых соединений
Вид труб | Тип резьбового соединения по настоящему стандарту и нормативный документ, устанавливающий к нему требования | Тип резьбового соединения по ранее применяемым стандартам и нормативный документ, устанавливающий к нему требования | ||
ГОСТ 33758 | ГОСТ 34057 | ГОСТ 632 | ГОСТ 633 | |
Обсадные трубы | - | SC, | Не имеет обозначения, короткая треугольная резьба | - |
- | LC, | У, | - | |
- | ВС, | - | - | |
ОТТМ, | - | ОТТМ, | - | |
ОТТГ, | - | ОТТГ, | - | |
Насосно-компрессорные трубы | НКТН, | NU, | - | Не имеет обозначения, треугольная резьба, для соединения труб с невысаженными концами |
НКТВ, | EU, | - | В, | |
НКМ, | - | - | НКМ, | |
Приложение Б
(справочное)
Сопоставимость групп прочности
Таблица Б.1 - Сопоставимость групп прочности настоящего стандарта и ГОСТ 632, ГОСТ 633
Группа прочности по настоящему стандарту и стандарт, устанавливающий к ней требования | ГОСТ 31446 | Группа прочности по ранее применяемым стандартам и стандарт, устанавливающий к ней требования | ГОСТ 632, ГОСТ 633 | ||||
Предел текучести, МПа | Предел прочности, МПа, не менее | Предел текучести, МПа | Предел прочности, МПа, не менее | ||||
не менее | не более | не менее | не более | ||||
J55 | 379 | 552 | 517 | - | - | - | - |
K55 | 379 | 552 | 655 | Д | 379 | 552 | 655 |
К72 | 491 | - | 687 | К | 490 | - | 687 |
N80 тип 1 | 552 | 758 | 689 | Е | 552 | 758 | 689 |
N80 тип Q | 552 | 758 | 689 | Е | 552 | 758 | 689 |
L80 тип 1 | 552 | 655 | 655 | - | - | - | - |
L80 тип 9Cr | 552 | 655 | 655 | - | - | - | - |
L80 тип 13Cr | 552 | 655 | 655 | - | - | - | - |
С80 | 552 | 655 | 655 | - | - | - | - |
R90 | 621 | 724 | 689 | - | - | - | - |
С90 | 621 | 724 | 689 | - | - | - | - |
R95 | 655 | 862 | 758 | Л | 655 | 862 | 758 |
Т95 | 655 | 758 | 724 | - | - | - | - |
С110 | 758 | 828 | 793 | - | - | - | - |
Р110 | 758 | 965 | 862 | М | 758 | 965 | 862 |
Q125 | 862 | 1034 | 931 | - | - | - | - |
Q135 | 930 | 1137 | 1000 | Р | 930 | 1137 | 1000 |
Библиография
[1] | ИСО 15156-1 (ISO 15156-1) | Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 1. Общие принципы выбора трещиностойких материалов (Petroleum and natural gas industries - Materials for use in H |
[2] | ИСО 15156-2 (ISO 15156-2) | Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 2. Трещиностойкие углеродистые и низколегированные стали и применение литейного чугуна (Petroleum and natural gas industries - Materials for use in H |
[3] | ANSI/NACE ТМ 0177:2005 | Лабораторные испытания металлов на стойкость к сульфидному растрескиванию под напряжением при температуре окружающей среды в сероводородсодержащей среде (Laboratory testing of metals for resistance to specific forms of environmental cracking H |
[4] | ASTM Е 140 | Стандартные таблицы перевода твердости для металлов. Взаимосвязь между твердостью по Бриннеллю, твердостью по Виккерсу, твердостью по Роквеллу, поверхностной твердостью, твердостью по Кнуппу и твердостью по склероскопу (Standard hardness conversion tables for metals. Relationship among Brinell hardness, Vickers hardness, Rockwell hardness, superficial hardness, Knoop hardness, and scleroscope hardness) |
[5] | ASTM Е 112 | Стандартные методы контроля для определения среднего размера зерна (Standard test methods for determining average grain size) |
[6] | ИСО 10893-5 (ISO 10893-5) | Неразрушающий контроль стальных труб. Часть 5. Метод магнитопорошкового контроля бесшовных и сварных труб из ферромагнитной стали для обнаружения поверхностных дефектов (Non-destructive testing of steel tubes - Part 5: Magnetic particle inspection of seamless and welded ferromagnetic steel tubes for the detection of surface imperfections) |
УДК 622.245.13:006.354 | МКС 75.180.10 | Г43 | ОКП 36 6321 | |
Ключевые слова: переводник, обсадная колонна, насосно-компрессорная колонна, переходный тип, муфтовый тип, ниппельный тип, ступенчатая конфигурация, цилиндрическая конфигурация, ниппельный конец, муфтовый конец, группа прочности, коррозионная стойкость, резьбовое соединение, сопоставимое резьбовое соединение | ||||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}