ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
71559— 2024
Нефтяная и газовая промышленность
СИСТЕМЫ ТРУБОПРОВОДНОГО ТРАНСПОРТА
Арматура подводных трубопроводов
(ISO 14723:2009, NEQ)
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71559—2024
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Газпром морские проекты» (ООО «Газпром морские проекты»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 «Нефтяная и газовая промышленность»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 14 августа 2024 г. № 1068-ст
4 Настоящий стандарт разработан с учетом основных нормативных положений международного стандарта ИСО 14723:2009 «Нефтяная и газовая промышленность. Трубопроводные системы. Подводная трубопроводная запорная арматура» (ISO 14723:2009 «Petroleum and natural gas industries — Pipeline transportation systems — Subsea pipeline valves», NEQ)
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71559—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины и определения................................................................3
4 Обозначения и сокращения.............................................................7
5 Классификация трубопроводной арматуры и ее конструктивное исполнение....................8
6 Проектирование.....................................................................22
7 Приводы...........................................................................42
8 Защита от коррозии..................................................................51
9 Материалы.........................................................................53
10 Сварка............................................................................56
11 Контроль качества..................................................................60
12 Испытания.........................................................................61
13 Маркировка........................................................................65
14 Хранение и отгрузка.................................................................67
15 Документация......................................................................68
Приложение А (обязательное) Требования к неразрушающему контролю.......................70
Приложение Б (обязательное) Дополнительные требования к испытаниям......................73
Приложение В (справочное) Требования к дополнительной документации.......................77
Приложение Г (справочное) Рекомендации по закупкам......................................78
Приложение Д (справочное) Пример маркировки............................................83
Приложение Е (справочное) Объемы, методы и критерии приемки для НК для арматуры иностранных производителей...............................................84
Библиография........................................................................86
III
ГОСТ Р 71559—2024
Введение
Активное освоение морских углеводородных ресурсов в Российской Федерации определяет необходимость совершенствования нормативной базы для морских нефтегазопромысловых сооружений.
Настоящий стандарт разработан с целью совершенствования процессов разработки, изготовления и испытания арматуры подводных морских трубопроводов для нефтегазовой промышленности.
Настоящий стандарт разработан на основе ИСО 14723:2009 «Нефтяная и газовая промышленность. Трубопроводные системы. Подводная трубопроводная запорная арматура» с учетом требований и положений различных национальных и международных стандартов.
IV
ГОСТ Р 71559—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Нефтяная и газовая промышленность СИСТЕМЫ ТРУБОПРОВОДНОГО ТРАНСПОРТА Арматура подводных трубопроводов
Oil and gas industry. Pipeline transport systems. Submarine pipeline fittings
Дата введения — 2024—09—01
1 Область применения
Настоящий стандарт устанавливает порядок проектирования, изготовления, испытаний и хранения арматуры подводных морских трубопроводов, транспортирующих природный газ, нефть, нефтепродукты, а также рекомендации к документации шаровых кранов, обратных клапанов, задвижек и пробковых кранов для подводного применения в морских трубопроводных системах.
Настоящий стандарт распространяется на арматуру с номинальными диаметрами до DN 1500 и номинальным давлением до PN 42,0 (420) (класс 2500).
Примечание — Если в настоящем стандарте не указано иное, для определения соответствия указанным положениям наблюдаемые или рассчитанные значения должны быть округлены до ближайшей единицы в последнем правом месте цифр, использованных для выражения предельного значения в соответствии с методом округления в соответствии с ГОСТ Р 8.736.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.014—78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.2.063 Арматура трубопроводная. Общие требования безопасности
ГОСТ 263 Резина. Метод определения твердости по Шору А
ГОСТ 356 Арматура и детали трубопроводов. Давления номинальные, пробные и рабочие. Ряды
ГОСТ 1497 (ИСО 6892—84) Металлы. Методы испытаний на растяжение
ГОСТ 2999 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 4666 Арматура трубопроводная. Требования к маркировке
ГОСТ 6996 (ИСО 4136—89, ИСО 5173—81, ИСО 5177—81) Сварные соединения. Методы определения механических свойств
ГОСТ 9012 (ИСО 410—82, ИСО 6506—81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013 (ИСО 6508—86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9544 Арматура трубопроводная. Нормы герметичности затворов
ГОСТ 9651 (ИСО 783—89) Металлы. Методы испытаний на растяжение при повышенных температурах
Издание официальное
1
ГОСТ Р 71559—2024
ГОСТ 11150 Металлы. Методы испытания на растяжение при пониженных температурах
ГОСТ 14192 Маркировка грузов
ГОСТ 14254 (IEC 60529:2013) Степени защиты, обеспечиваемые оболочками (Код IP)
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 26349 Соединения трубопроводов и арматура. Давления номинальные. Ряды
ГОСТ 30546.1—98 Общие требования к машинам, приборам и другим техническим изделиям и методы расчета их сложных конструкций в части сейсмостойкости
ГОСТ 31458 (ISO 10474:2013) Трубы стальные, чугунные и соединительные детали к ним. Документы о приемочном контроле
ГОСТ 31610.0 (IEC 60079-0:2017) Взрывобезопасные среды. Часть 0. Оборудование. Общие требования
ГОСТ 33259 Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление до PN 250. Конструкция, размеры и общие технические требования
ГОСТ 33852 Арматура трубопроводная. Задвижки шиберные для магистральных нефтепроводов. Общие технические условия
ГОСТ 34287 Арматура трубопроводная. Приводы вращательного действия. Присоединительные размеры
ГОСТ 34347 Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ 34611 Арматура трубопроводная. Методика проведения испытаний на сейсмостойкость
ГОСТ IEC 60034-1 Машины электрические вращающиеся. Часть 1. Номинальные значения параметров и эксплуатационные характеристики
ГОСТ Р 8.736 Государственная система обеспечения единства измерений. Измерения прямые многократные. Методы обработки результатов измерений. Основные положения
ГОСТ Р 53678 (ИСО 15156-2:2003) Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 2. Углеродистые и низколегированные стали, стойкие к растрескиванию, и применение чугунов
ГОСТ Р 53679 (ИСО 15156-1:2001) Нефтяная и газовая промышленность. Материалы для применения в средах, содержащих сероводород, при добыче нефти и газа. Часть 1. Общие принципы выбора материалов, стойких к растрескиванию
ГОСТ Р 54302 Устройства пломбировочные. Методы испытаний силовых пломбировочных устройств на устойчивость к климатическим и механическим факторам внешней среды, воздействующим при эксплуатации
ГОСТ Р 58284 Нефтяная и газовая промышленность. Морские промысловые объекты и трубопроводы. Общие требования к защите от коррозии
ГОСТ Р ИСО 148-1 Материалы металлические. Испытание на ударный изгиб на маятниковом копре по Шарпи. Часть 1. Метод испытания
ГОСТ Р ИСО 9606-1 Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали
ГОСТ Р ИСО 9712 Контроль неразрушающий. Квалификация и сертификация персонала неразрушающего контроля
ГОСТ Р ИСО 15607 Технические требования и аттестация процедур сварки металлических материалов. Общие правила
ГОСТ Р ИСО 15609-1 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка
ГОСТ Р ИСО 15609-2 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка
ГОСТ Р ИСО 15614-1 Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого
2
ГОСТ Р 71559—2024
стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения национального стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями: 3.1
блокирующее устройство: Устройство, принудительно фиксирующее запирающий элемент арматуры в открытом или закрытом положении.
[ГОСТ 24856—2014, статья 7.54
3.2
вал: Элемент конструкции привода арматуры, осуществляющий передачу крутящего момента и перемещения от привода к запирающему элементу.
[ГОСТ 24856—2014, статья 7.2]
3.3
визуальный контроль: Органолептический контроль, осуществляемый органами зрения. [ГОСТ Р 59309—2021 (ИСО 13628-2:2006), пункт 3.3]
3.4 герметизирующая крышка: Элемент корпуса арматуры, предназначенный для сдерживания внутреннего давления в случае протечки уплотнения или предотвращения проникновения из-за гипербарического давления.
3.5 двойная запорно-выпускная арматура: Запорная арматура с двумя седлами, которые в закрытом положении обеспечивают двухстороннюю герметичность, и в которой возможен сброс давления в патрубок из полости между уплотнительными поверхностями.
3.6 двойная изолирующе-выпускная арматура; DIB: Запорная арматура с двумя седлами, каждое из которых в закрытом положении обеспечивает двустороннюю герметичность, и в которой возможен сброс давления из полости между уплотнительными поверхностями во вспомогательный трубопровод.
3.7 двунаправленная арматура: Арматура, спроектированная для остановки потока жидкости с нерегламентированным направлением подачи среды.
3.8 детали, работающие под давлением: Детали арматуры, работающие под давлением, неисправность в работе которых приведет к выбросу рабочей среды в окружающую среду и в число которых, как минимум, входят детали корпуса, концевые соединения, крышки/колпаки и штоки.
3.9
дренажный клапан: Клапан, предназначенный для удаления жидкостей из системы трубопроводов.
Примечание — Обычно используется для сбрасывания давления до атмосферного.
[ГОСТ 55393—2012, пункт 3.2]
3.10
заказчик (purchaser): Сторона, несущая ответственность за определение требований при заказе на изделие и за оплату заказа.
Примечание — Обычно используется для сбрасывания давления до атмосферного.
[ГОСТ Р 70737—2023, пункт 3.1.47]
3.11 запирающий элемент: Подвижная часть затвора, связанная с приводом, позволяющая при взаимодействии с седлом осуществлять управление потоком рабочих сред путем изменения проходного сечения и обеспечивать определенную герметичность.
3
ГОСТ Р 71559—2024
3.12 запорная (трубопроводная) арматура: Запорное устройство, предназначенное для перекрытия потока рабочей среды в полость трубопровода.
3.13 защита вала: Ограждение деталей арматуры для их защиты от механических повреждений.
Примечание — Для защиты может также использоваться герметизирующая крышка.
3.14 измерительный контроль: Контроль, осуществляемый с применением средств измерений.
3.15 инспектирование: Оценка соответствия путем визуального контроля и, если необходимо, в сочетании с измерениями, а также испытанием.
3.16 класс оценки давления ASME: Класс давления для рабочих и пробных давлений в зависимости от температуры.
Примечания
1 См. [1].
2 Класс оценки давления ASME обозначают словом «класс», за которым следует число.
3.17 коэффициент пропускной способности Kv: Объемный расход воды при температуре от 5 °C до 40 °C, проходящей через клапан и приводящей к потере давления 0,2 МПа.
Примечание — Kv выражают в системе СИ в м3/ч.
Kv связано с коэффициентом расхода Cv, выраженным в единицах USC галлон США/мин при 15,6 °C, что приводит к падению давления на 6,894757 кПа (1 psi), согласно уравнению
Kv 1,156' k ’
3.18 максимальный перепад давления; MPD: Максимальный перепад между давлением до и после запирающего элемента, при котором возможна работа трубопроводной арматуры.
3.19
маховик: Элемент ручного управления арматурой в виде колеса, устанавливаемого на шпиндель арматуры, редуктор или узел ручного дублера привода.
[ГОСТ 24856—2014, статья 11.5]
3.20 минимальная температура эксплуатации: Наименьшая установившаяся температура арматуры при нормальных условиях эксплуатации.
3.21 неполнопроходная арматура: Арматура, у которой площадь сечений проточной части меньше площади отверстия входного патрубка.
3.22 номинальное давление PN, МПа: (Нрк. условное давление): Наибольшее избыточное давление при температуре рабочей среды 20 °C, при котором обеспечивается заданный срок службы (ресурс) корпусных деталей арматуры, имеющих определенные размеры, обоснованные расчетом на прочность при выбранных материалах и характеристиках прочности.
Примечание — Единица измерения номинального давления может быть представлена в бар: PN 2,0 (20) означает, что давление соответствует 2 МПа (20 бар).
3.23
номинальный диаметр DN (Нрк. диаметр условного прохода; условный проход; номинальный размер; условный диаметр; номинальный проход): Параметр, применяемый для трубопроводных систем в качестве характеристики присоединяемых частей арматуры.
Примечание — Номинальный диаметр приблизительно равен внутреннему диаметру присоединяемого трубопровода, выраженному в миллиметрах и соответствующему ближайшему значению из ряда чисел, принятых в установленном порядке.
[ГОСТ 24856—2014, статья 6.1.3]
3.24 номинальный диаметр трубы NPS: Числовое стандартное обозначение диаметра, выраженного в дюймах, которое является общим для компонентов в системах трубопроводов любого диаметра.
Примечание — Номинальный диаметр трубы обозначают аббревиатурой «NPS», за которой следует номер.
4
ГОСТ Р 71559—2024
3.25 номинальное значение температуры: Наиболее вероятная температура арматуры, для которой нормируются показатели надежности и долговечности.
3.26
обратная арматура: Арматура, предназначенная для автоматического предотвращения обратного потока рабочей среды.
[ГОСТ Р 52720—2007, статья 3.5]
3.27 однонаправленная арматура: Арматура, предназначенная для блокировки потока рабочей среды только в одном направлении.
3.28 опора трубопроводной арматуры: Металлическая конструкция, которая обеспечивает устойчивое положение, когда арматура установлена на неподвижном основании.
3.29 осмотр: Визуальное обследование арматуры.
3.30 переходной патрубок: Конфузорный или диффузорный патрубок, привариваемый (при необходимости) между входным или напорным патрубком и трубной обвязкой насоса.
3.31
поворотная заглушка; обтюратор, очковая заглушка: Деталь трубопровода, предназначенная для периодического перекрывания потока среды, транспортируемой трубопроводом, и состоящая из двух частей — глухой и фланцевой с кольцевым отверстием.
[ГОСТ 34563—2019, пункт 3.34]
3.32
подводный морской трубопровод: Трубопровод, являющийся частью подводной морской трубопроводной системы, которая, за исключением стояков трубопровода, расположена ниже уровня воды при максимальном уровне прилива. Трубопровод может быть расположен полностью или частично на поверхности дна или заглублен в дно моря.
[ГОСТ 31444—2012, пункт 4.1]
3.33 полнопроходная арматура: Арматура, у которой площадь сечений проточной части примерно равна или больше площади отверстия входного патрубка.
3.34 предельная тяга, предельный крутящий момент: Максимальный крутящий момент отры-ва/крутящий момент, требуемый для открывания арматуры при максимальном давлении.
3.35
привод: Устройство для управления арматурой, предназначенное для перемещения запирающего элемента, а также для создания, в случае необходимости, усилия для обеспечения требуемой герметичности затвора.
Примечание — В зависимости от потребляемой энергии привод может быть ручным, электрическим, электромагнитным, гидравлическим, пневматическим или их комбинацией.
[ГОСТ 24856—2014, статья 11.1]
3.36 приводной механизм: Все части привода арматуры между управляющим и уплотнительным элементами, включая уплотнительный, но исключая управляющий.
3.37
присоединительный патрубок: Элемент корпуса арматуры, предназначенный для присоединения к трубопроводу, оборудованию или емкости.
Примечание — Присоединительный патрубок различают по виду присоединения к трубопроводу, и он может быть фланцевым муфтовым, цапковым, под приварку.
[ГОСТ 24856—2014, статья 7.20]
3.38 проходимость: Способность арматуры обеспечивать беспрепятственный проход скребка для очистки и диагностики трубопроводов.
5
ГОСТ Р 71559—2024
3.39
расчетная минимальная температура (design temperature, minimum): Самая низкая возможная температура, воздействию которой оборудование или система может подвергаться в течение монтажа или эксплуатации, вне зависимости от давления.
Примечание — Должны рассматриваться как температура окружающей среды, так и рабочие температуры при эксплуатации.
[ГОСТ Р 54382—2011, пункт 3.23]
3.40
расчетная температура: Температура стенки корпуса арматуры, равная максимальному среднеарифметическому значению температур на его наружной и внутренней поверхностях в одном сечении при нормальных условиях эксплуатации согласно [1].
[ГОСТ 24856—2014, статья 6.1.11]
3.41
ручной привод: Устройство для управления арматурой, использующее энергию человека.
[ГОСТ 24856—2014, статья 11.7]
3.42 ряд давления: Расчетный ряд давления, выраженный в соответствии с номинальным давлением PN или классом оценки давления ASME.
Примечание — В настоящем стандарте для ряда давления приведены номинальное давление (PN) и класс стандарта ASME в скобках.
3.43
сальниковое уплотнение; сальник: Уплотнение подвижных деталей или узлов арматуры относительно окружающей среды, в котором применен уплотнительный элемент с принудительным созданием в нем напряжений, необходимых для обеспечения требуемой герметичности.
[ГОСТ 24856—2014, статья 7.31]
3.44
телеуправляемый НПА; ТИПА: Необитаемый подводный аппарат, связанный с носителем (судном, подводной лодкой, подводным аппаратом) посредством кабель-троса, по которому передается электропитание и/или сигналы управления, а также происходит обмен информацией.
[ГОСТ Р 56960—2016, пункт 3.3]
3.45
указатель положения: Элемент арматуры, служащий для получения визуальной информации о промежуточных и конечных положениях ее запирающего элемента.
[ГОСТ 24856—2014, статья 7.34]
3.46
уплотнительная поверхность: Поверхность сопрягаемого элемента, контактирующая с уплотнительным материалом или непосредственно с поверхностью другого сопрягаемого элемента при взаимодействии в процессе герметизации.
[ГОСТ 24856—2014, статья 7.35]
3.47 управляющий элемент: Устройство (или сборка) для открытия или закрытия арматуры.
3.48
шток: Кинематический элемент арматуры, осуществляющий передачу поступательного усилия от привода или исполнительного механизма к запирающему или регулирующему элементу.
[ГОСТ 24856—2014, статья 7.44]
6
ГОСТ Р 71559—2024
4 Обозначения и сокращения
4.1 В настоящем стандарте применены следующие обозначения:
Cv — коэффициент расхода, выраженный в единицах системы USC;
СН3ОН —метанол;
CLR — коэффициент длины трещины, отношение максимальной длины трещины к длине образца;
CSR — максимальный коэффициент чувствительности к трещинам;
CTR —коэффициент толщины трещины, отношение максимальной толщины трещины к толщине образца (ширине реза);
H2S —сероводород;
KCV —ударная вязкость, определенная на образце с концентратором вида V;
KCU —ударная вязкость, определенная на образце с концентратором вида U;
Kv —коэффициент пропускной способности, выраженный в единицах системы СИ;
MSK-64— 12-балльная шкала интенсивности землетрясений Медведева — Шпонхойера — Кар-ника;
pH —кислотность среды;
PN —давление номинальное;
Sm —показатель/коэффициент интенсивности напряжений;
S4 —повторно-кратковременный режим работы электротехнического изделия с влиянием
пусковых процессов;
t —толщина;
USC —единицы американской системы мер и весов.
4.2 В настоящем стандарте применены следующие сокращения:
ААЗК —автомат аварийного закрытия крана;
ВИК —визуальный и измерительный контроль;
ВТД — внутритрубное техническое диагностирование;
ЗИП —запасной инструмент и приспособления;
ЗТВ —зона термического влияния;
НД —нормативная документация;
НК —исследование методом неразрушающего контроля;
ОМ —основной металл;
ОТК —отдел технического контроля;
ПВ —продолжительность включения;
ПГП —поршневой пневмогидравлический привод;
ПНР —пусконаладочные работы;
СШ —металл сварного шва;
ТУ —технические условия;
УЗД —ультразвуковая дефектоскопия;
УЗК —ультразвуковой контроль;
ЭГК —электрогидроклапан;
ЭГП —электрогидравлический привод;
ЭД —эксплуатационная документация;
ЭПК —электропневмоклапан;
ASME —американское общество инженеров-механиков (American Society of Mechanical Engineers);
CE —углеродный эквивалент (carbon equivalent);
DIB —сдвоенная изолирующая арматура co спускным клапаном (double-isolation-and-bleed);
HBW —твердость по Бринеллю, вольфрамовый шариковый индентор (Brinell hardness);
HIC —водородное охрупчивание (hydrogen-induced cracking);
HRB —твердость по Роквеллу, шкала В (Rockwell hardness, В scale);
HRC —твердость по Роквеллу, шкала С (Rockwell hardness, С scale);
7
ГОСТ Р 71559—2024
HV —твердость по Виккерсу (Vickers hardness);
MPD — максимальный перепад давления (maximum pressure differential);
МТ — магнитно-порошковая дефектоскопия (magnetic-particle testing);
PT — неразрушающий контроль проникающими веществами (penetrant testing);
PWHT —термообработка после сварки (post-weld heat treatment);
QL —стандарт качества (quality level);
RT — радиографический контроль (radiographic testing);
SCADA —диспетчерское управление и сбор данных (Supervisory Control And Data Acquisition);
SMYS — минимальный предел текучести материала (specified minimum yield strength).
5 Классификация трубопроводной арматуры и ее конструктивное исполнение
5.1 Условия эксплуатации трубопроводной арматуры
5.1.1 Рабочими средами трубопроводной арматуры является продукция нефтегазодобывающих скважин, включая природный газ, нефть, пластовую воду, нефтепродукты с отдельными компонентами или в составе смеси.
Параметры рабочей среды трубопроводной арматуры определяют при проектировании подводного морского трубопровода.
5.1.2 Трубопроводная арматура может быть подвержена сейсмическому воздействию. Сейсмичность районов эксплуатации принимают по 12-балльной шкале сейсмической интенсивности MSK-64 согласно ГОСТ 30546.1:
- до 6 баллов;
- свыше 6 — до 9 баллов.
5.1.3 Трубопроводная арматура должна быть рассчитана на хранение при температуре воздуха в соответствии с ГОСТ 15150:
- для районов с теплым климатом — от минус 29 °C до 55 °C;
- для районов с умеренным климатом — от минус 40 °C до 50 °C;
- для районов с холодным климатом — от минус 60 °C до 45 °C.
5.2 Показатели назначения трубопроводной арматуры
Основные показатели назначения арматуры включают:
а) вид арматуры (функциональное назначение) — запорная, регулирующая, обратная и т. д.;
б) диаметр номинальный;
в)давление номинальное;
г) наименование и параметры рабочей среды:
1) химический состав и фазовое (агрегатное) состояние;
2) диапазон температур;
д) климатическое исполнение;
е) категорию взрывобезопасности;
ж) виды и параметры внешних воздействий, включая воздействия морской среды, и сейсмостойкость;
и) параметры возможных воздействий арматуры на окружающую среду (в том числе герметичность по отношению к внешней среде);
к) дополнительные показатели применительно к конкретным видам арматуры (например, время срабатывания — для защитной арматуры; условная пропускная способность и вид пропускной характеристики — для регулирующей арматуры и т. д.);
л) тип привода и его характеристики.
5.3 Виды и типы трубопроводной арматуры
5.3.1 Шиберные задвижки
Типовые конфигурации задвижек с фланцевыми и приварными торцами представлены на рисунках 1 и 2 (для информации).
8
ГОСТ Р 71559—2024
Задвижки должны иметь затвор, который движется в плоскости, перпендикулярной направлению потока рабочей среды.
5.3.2 Пробковые краны
Типовые конфигурации для пробковых кранов с фланцевыми и приварными концами представлены на рисунке 3 (для информации).
Пробковые краны должны иметь цилиндрический или конический запирающий элемент, который поворачивается вокруг оси, перпендикулярной направлению потока.
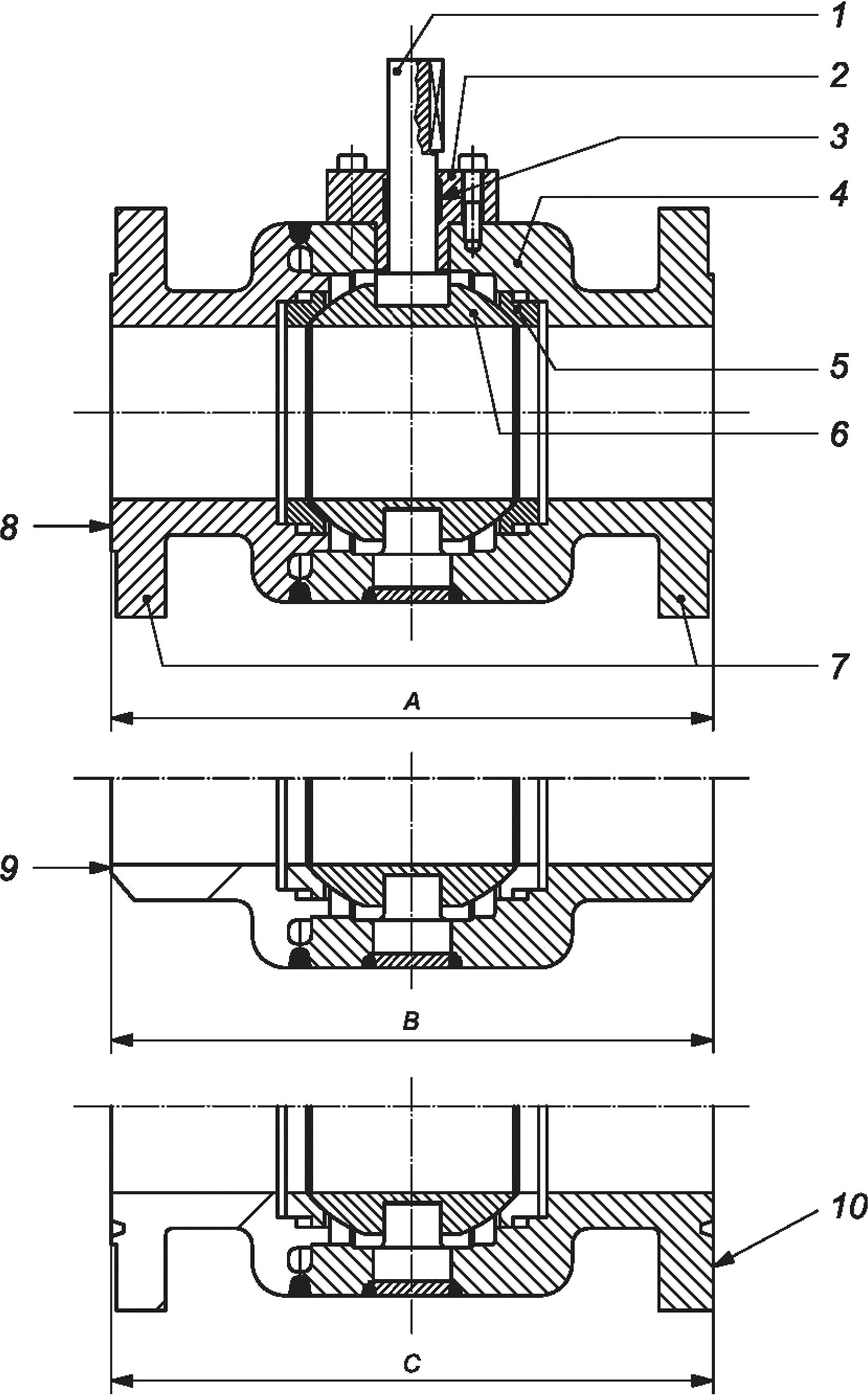
5.3.3 Шаровые краны
Типовые конфигурации шаровых кранов с фланцевыми или приварными концами представлены на рисунках 4, 5 и 6 (для информации).
Шаровые краны должны иметь сферический затвор, который вращается вокруг оси, перпендикулярной направлению потока рабочей среды.
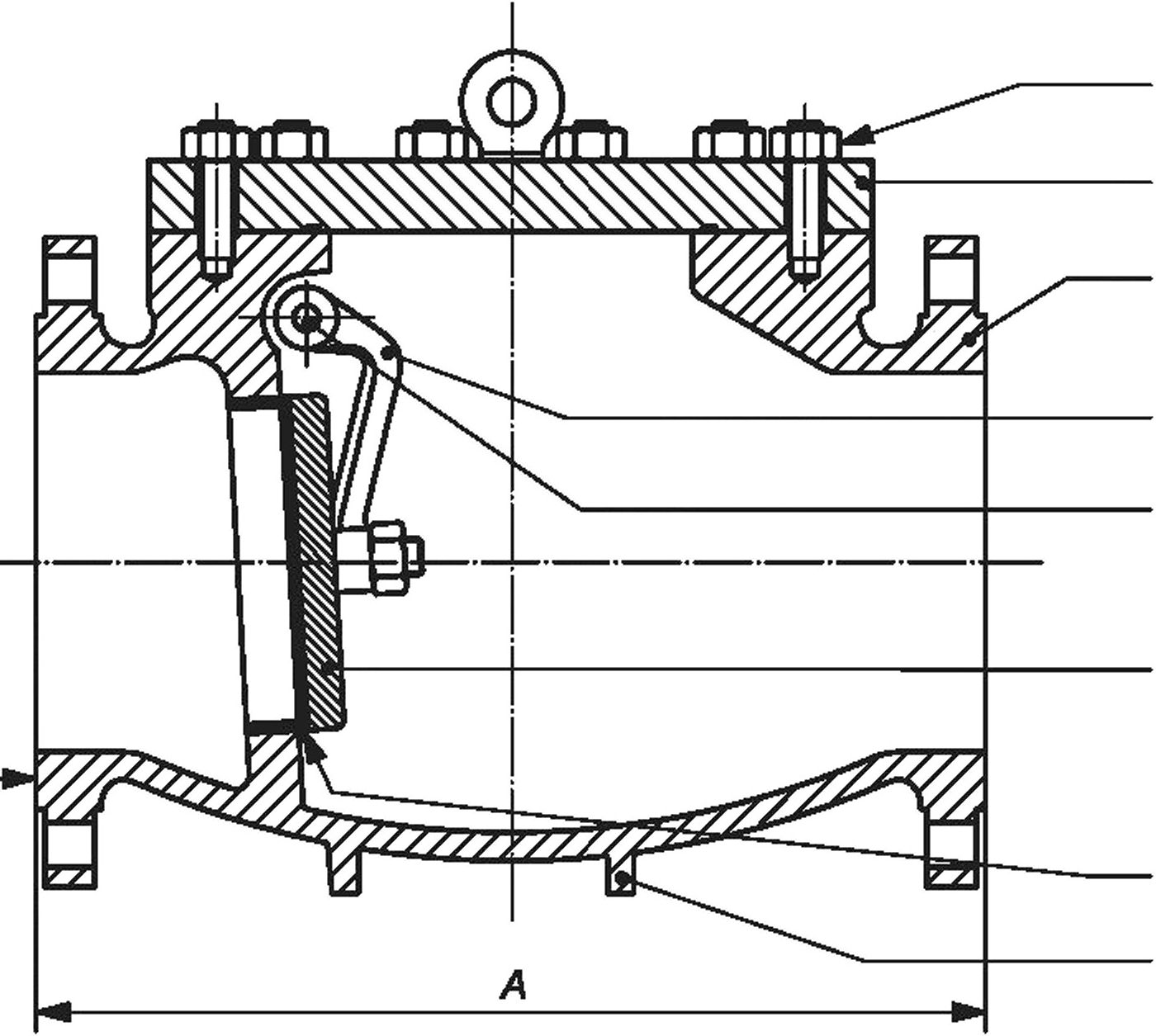
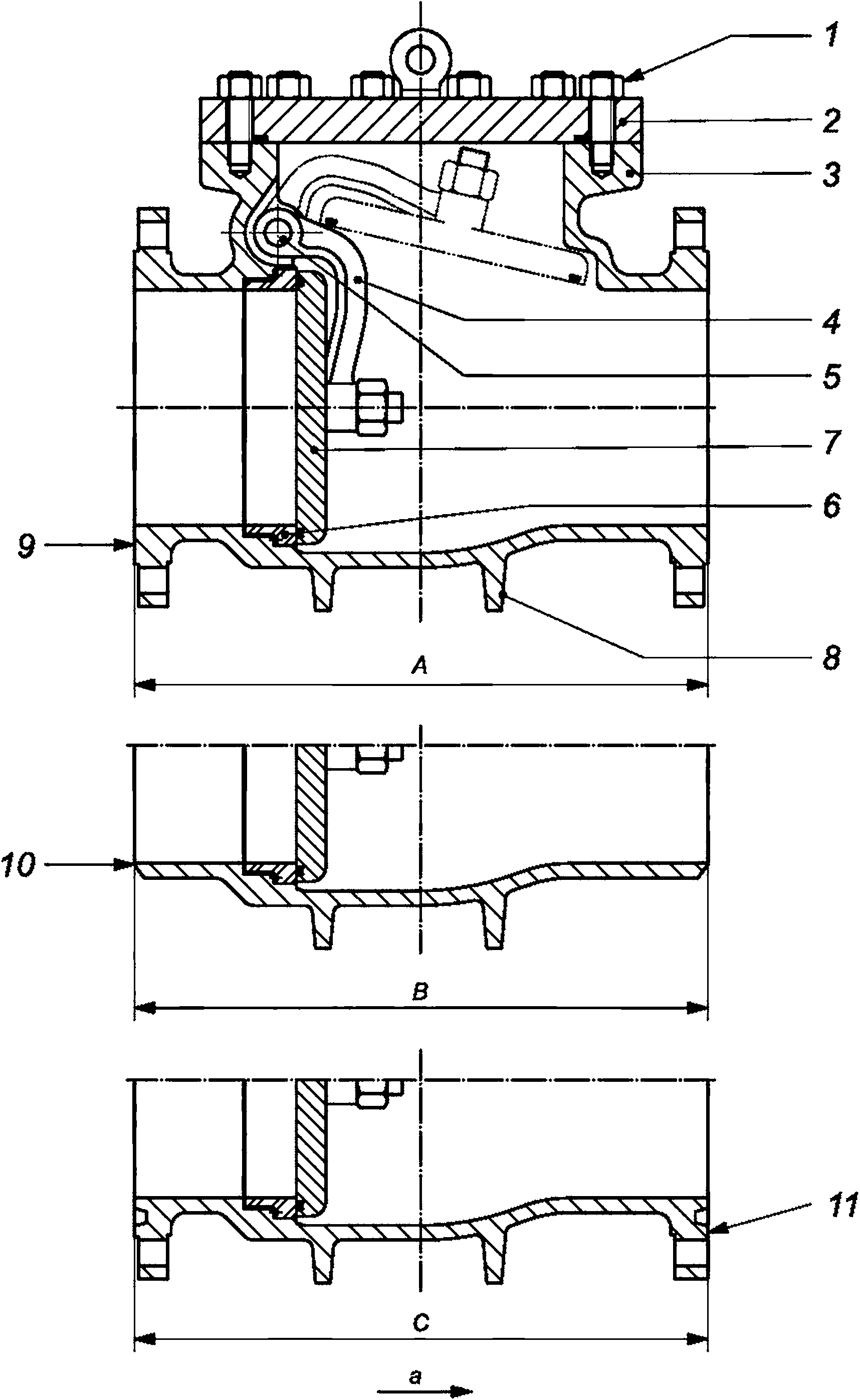
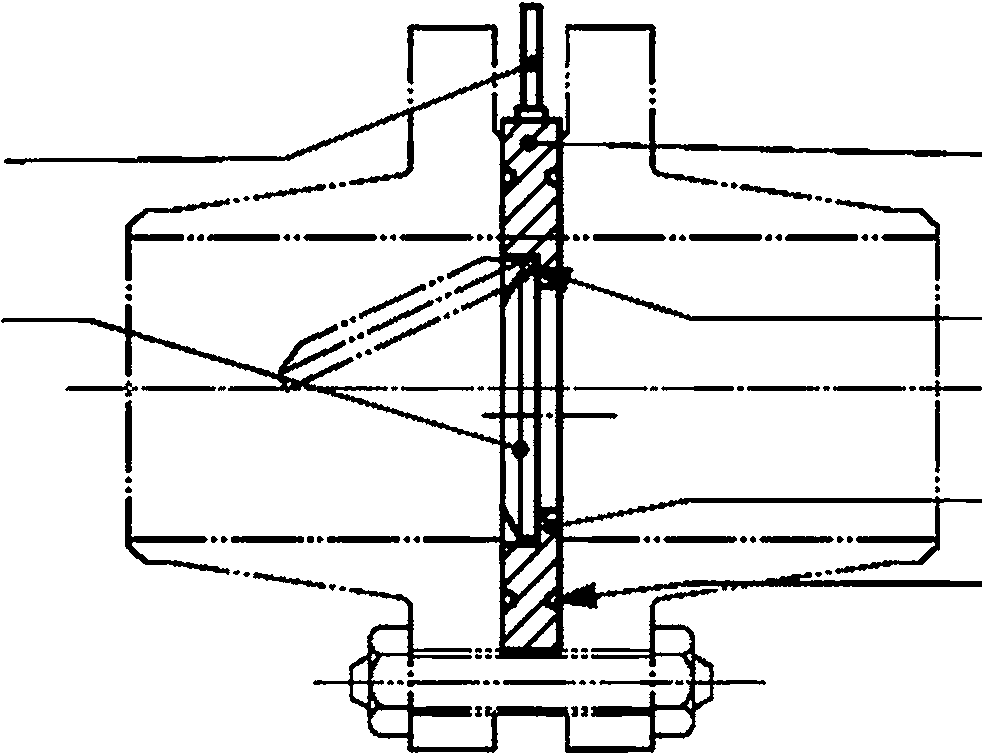
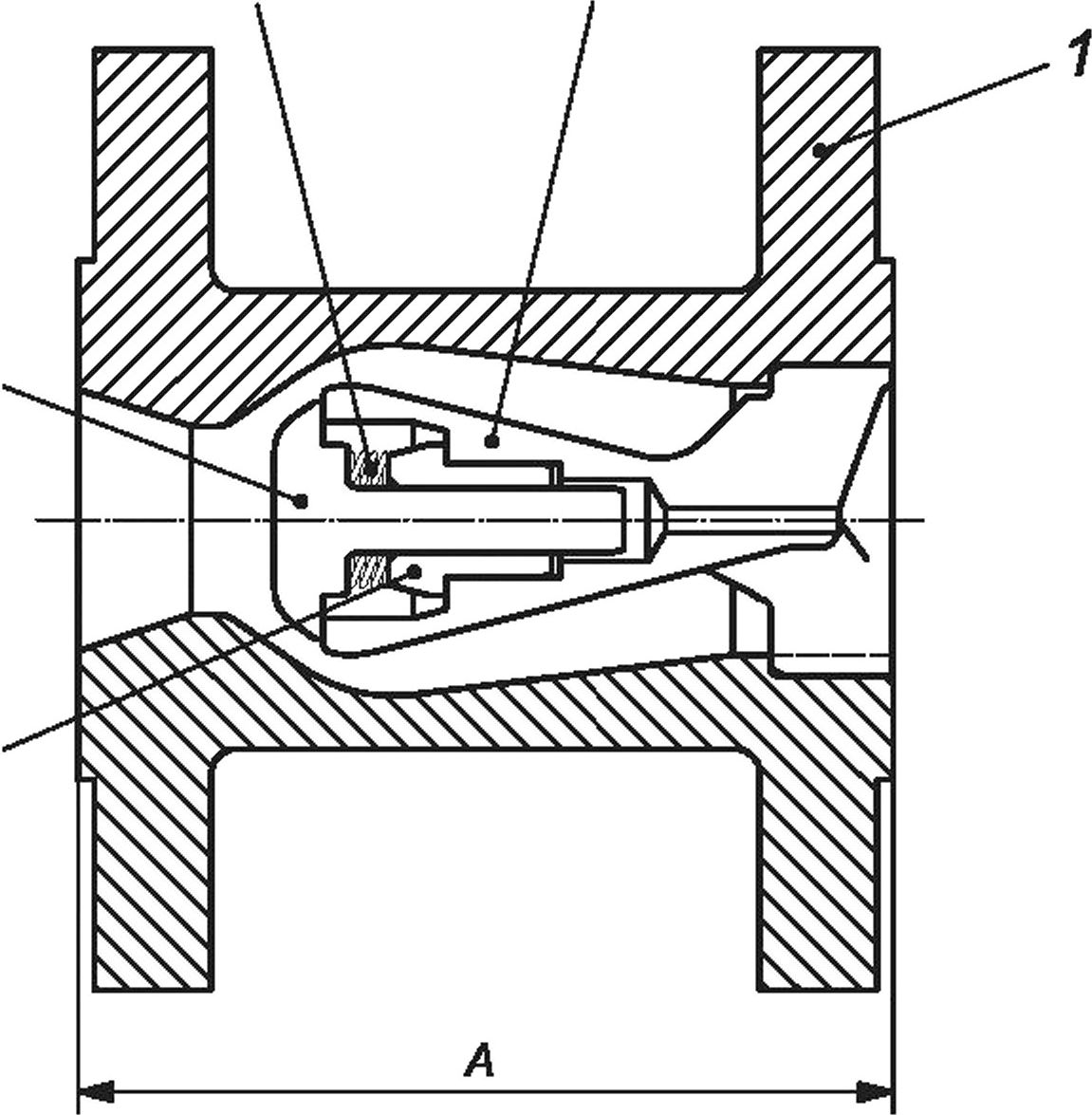
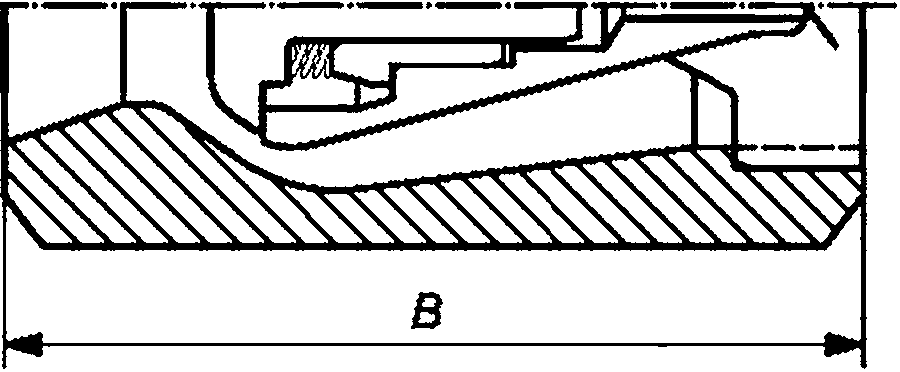
5.3.4 Обратная арматура
Типовые конфигурации обратной арматуры показаны только для информации на рисунках 7—13. Обратная арматура для подводного применения может быть осевого типа.
Обратная арматура должна иметь блокирующее устройство, которое автоматически блокирует движение среды только в одном направлении.
5.4 Конструкция трубопроводной арматуры
5.4.1 Трубопроводная арматура предназначена для управления потоками транспортируемого продукта в трубопроводных системах.
5.4.2 Трубопроводная арматура, предназначенная для эксплуатации на газопроводах, по герметичности затвора соответствует требованиям классов А, С и D по ГОСТ 9544.
5.4.3 Основные и корпусные детали необходимо проектировать из материалов, указанных в разделе 9.
5.4.4 На все доступные внутренние поверхности некоррозионно-стойких клапанов должны быть нанесены наружное покрытие или краска в соответствии с требованиями заказчика.
5.4.5 Полнопроходная арматура
Полнопроходная арматура должна иметь свободный проход в полностью открытом положении и иметь минимальное внутреннее цилиндрическое отверстие в соответствии с таблицей 1.
Внутренний диаметр арматуры не имеет ограничения при его увеличении.
Полнопроходная арматура должна иметь круглые отверстия в седле и корпусе, которые должны пропускать шар с диаметром не менее указанного в таблице 1.
У арматуры с присоединительными патрубками диаметр патрубков может быть меньше проходного отверстия арматуры, что связано с необходимостью сопряжения с трубой. Арматуру с некруглыми отверстиями в запирающем элементе не считают полнопроходной.
5.4.6 Неполнопроходная арматура
Неполнопроходная арматура с круглым отверстием через затвор должна быть снабжена отверстием со следующим минимальным диаметром, если не указано иное:
- арматура DN 300 (NPS 12) и ниже: на одно значение ниже номинального диаметра арматуры с отверстием в соответствии с таблицей 1;
- арматура от DN 350 (NPS 14) до DN 600 (NPS 24): на два значения ниже номинального диаметра арматуры с отверстием в соответствии с таблицей 1;
- арматура выше DN 600 {NPS 24): по согласованию.
Пример — DN 400 (NPS 16) PN 25,0 (250) (класс 1500) неполнопроходной шаровой кран имеет минимальный внутренний диаметр 287 мм.
Таблица 1 — Минимальный диаметр отверстия для полнопроходной арматуры в зависимости от ряда давления
DN | NPS | Минимальный диаметр отверстия, мм | |||
PN ох 2,0 (20) до 10,0 (100) (класс от 150 до 600) | PN 15,0 (150) (класс 900) | PN 25,0 (250) (класс 1500) | PN 42,0 (420) (класс 2500) | ||
15 | Уг | 13 | 13 | 13 | 13 |
20 | % | 19 | 19 | 19 | 19 |
9
ГОСТ Р 71559—2024
Окончание таблицы 1
DN | NPS | Минимальный диаметр отверстия, мм | |||
PN от 2,0 (20) до 10,0 (100) (класс от 150 до 600) | PN 15,0 (150) (класс 900) | PN 25,0 (250) (класс 1500) | PN 42,0 (420) (класс 2500) | ||
25 | 1 | 25 | 25 | 25 | 25 |
32 | 1 74 | 32 | 32 | 32 | 32 |
40 | 1 7г | 38 | 38 | 38 | 38 |
50 | 2 | 49 | 49 | 49 | 42 |
65 | 2 7 | 62 | 62 | 62 | 52 |
80 | 3 | 74 | 74 | 74 | 62 |
100 | 4 | 100 | 100 | 100 | 87 |
150 | 6 | 150 | 150 | 144 | 131 |
200 | 8 | 201 | 201 | 192 | 179 |
250 | 10 | 252 | 252 | 239 | 223 |
300 | 12 | 303 | 303 | 287 | 265 |
350 | 14 | 334 | 322 | 315 | 292 |
400 | 16 | 385 | 373 | 360 | 333 |
450 | 18 | 436 | 423 | 406 | 374 |
500 | 20 | 487 | 471 | 454 | 419 |
550 | 22 | 538 | 522 | 500 | — |
600 | 24 | 589 | 570 | 546 | — |
650 | 26 | 633 | 617 | 594 | — |
700 | 28 | 684 | 665 | 641 | — |
750 | 30 | 735 | 712 | 686 | — |
800 | 32 | 779 | 760 | 730 | — |
850 | 34 | 830 | 808 | 775 | — |
900 | 36 | 874 | 855 | 819 | — |
950 | 38 | 925 | 904 | — | — |
1000 | 40 | 976 | 956 | — | — |
1050 | 42 | 1020 | 1006 | — | — |
1200 | 48 | 1166 | 1149 | — | — |
1350 | 54 | 1312 | — | — | — |
1400 | 56 | 1360 | — | — | — |
1500 | 60 | 1458 | — | — | — |
Неполнопроходную арматуру с некруглым отверстием в запирающем элементе необходимо поставлять с отверстием, минимальный диаметр которого определяют по согласованию.
10
ГОСТ Р 71559—2024
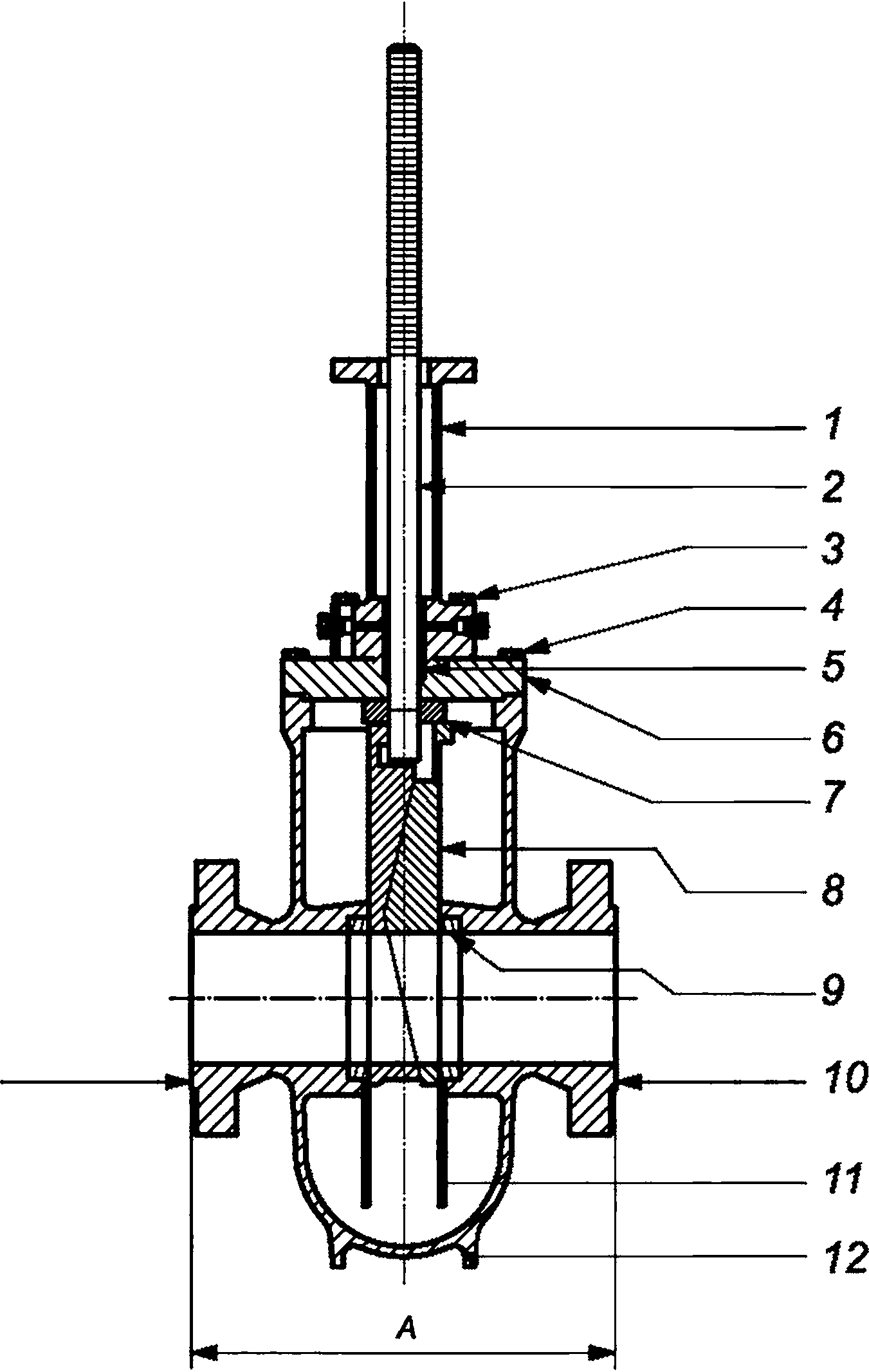
15
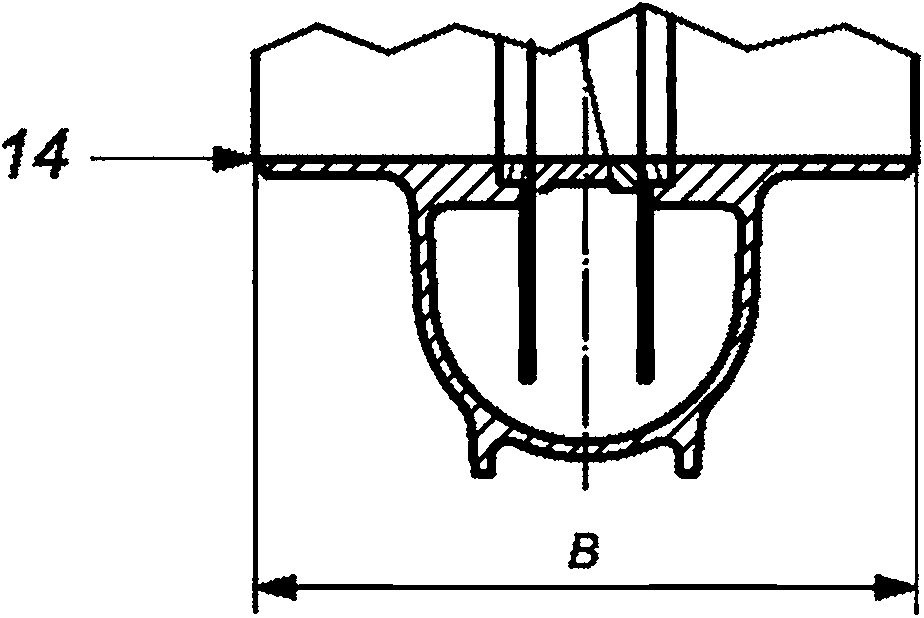
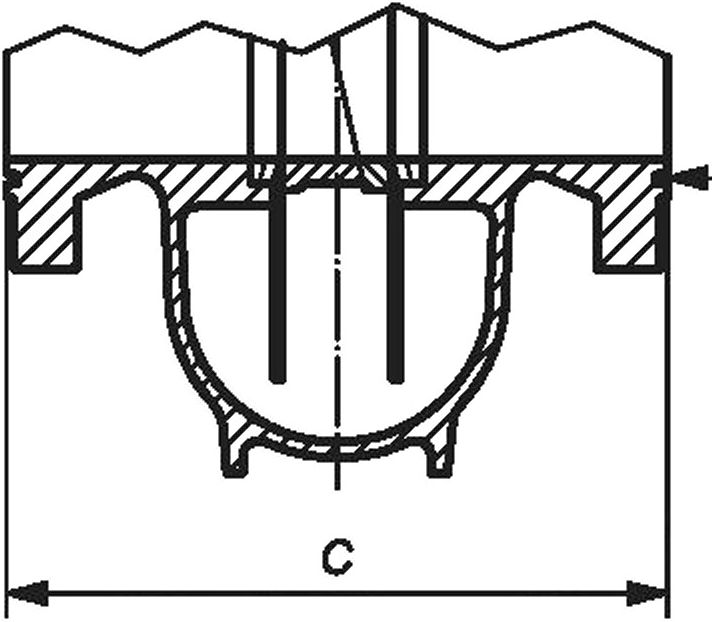
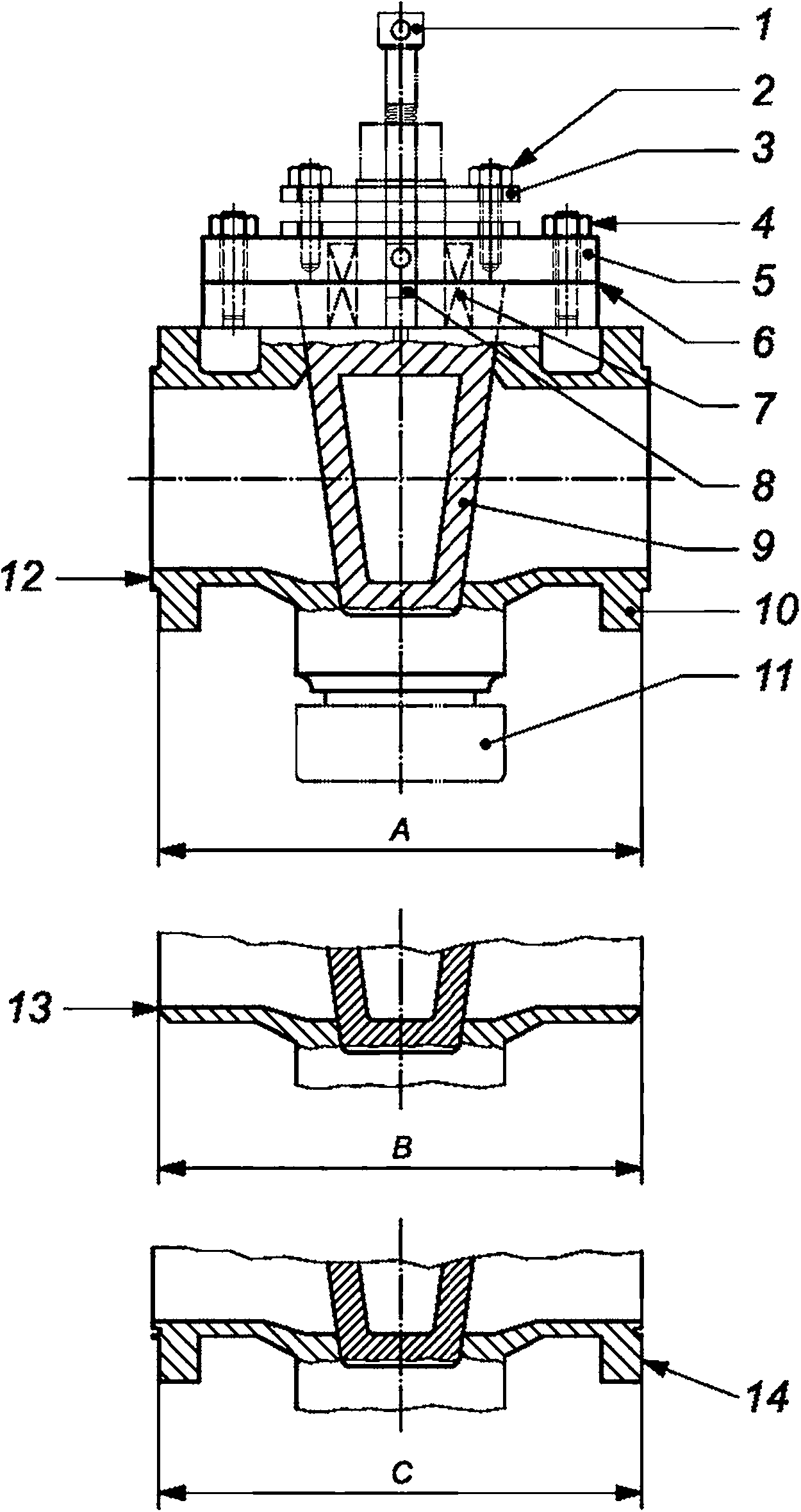
1 — направляющая траверса задвижки; 2 — шток; 3— болтовое крепление направляющей; 4 — крепления крышки задвижки; 5 — уплотнение штока; б — крышка задвижки; 7 — стопор; 8 — запирающий элемент; 9 — седло; 10—корпус; 11 — направляющая задвижки; 12—поддерживающая стойка; 13 — выступающий торец; 14 — выступ фланца; 15 — фланец с канавкой под уплотнительное кольцо;
А — строительная длина — фланцевая; В — строительная длина — патрубки под приварку; С — строительная длина — фланцы с канавкой под уплотнительное кольцо
Примечание — Размеры А, В и С определяют согласно таблицам 2—6.
Рисунок 1 — Типовой вид задвижки в сборе с выдвижным штоком (шпинделем)
11
ГОСТ Р 71559—2024
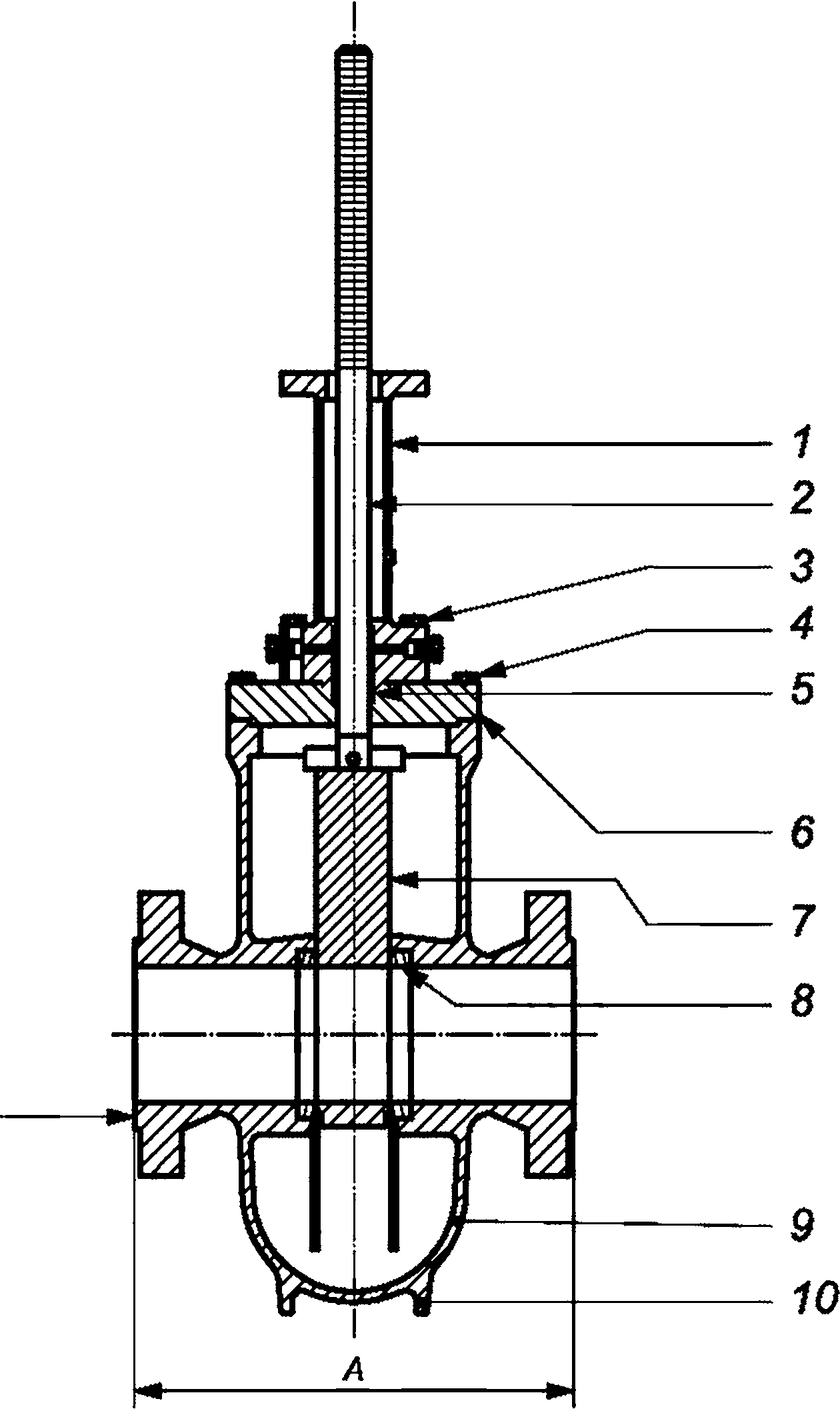
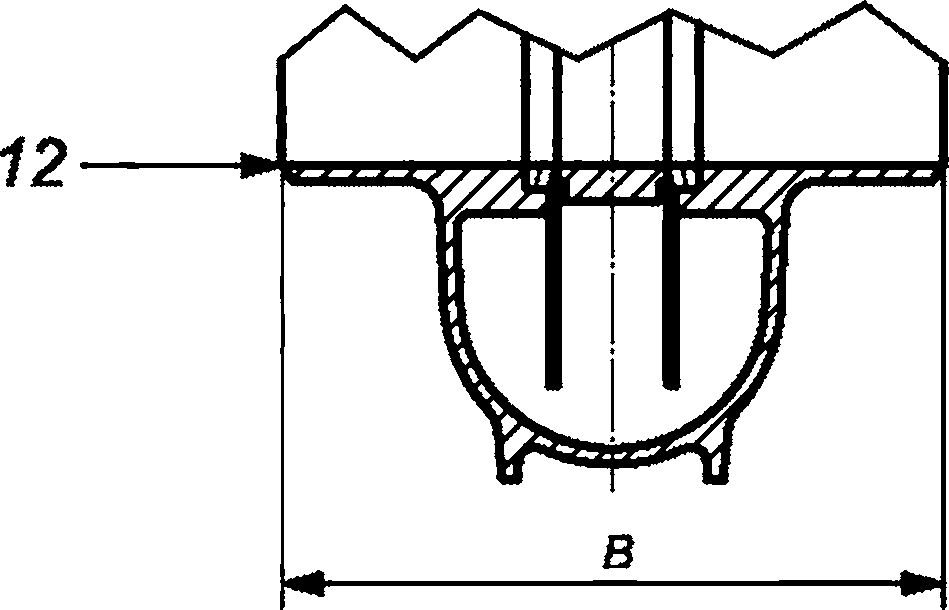
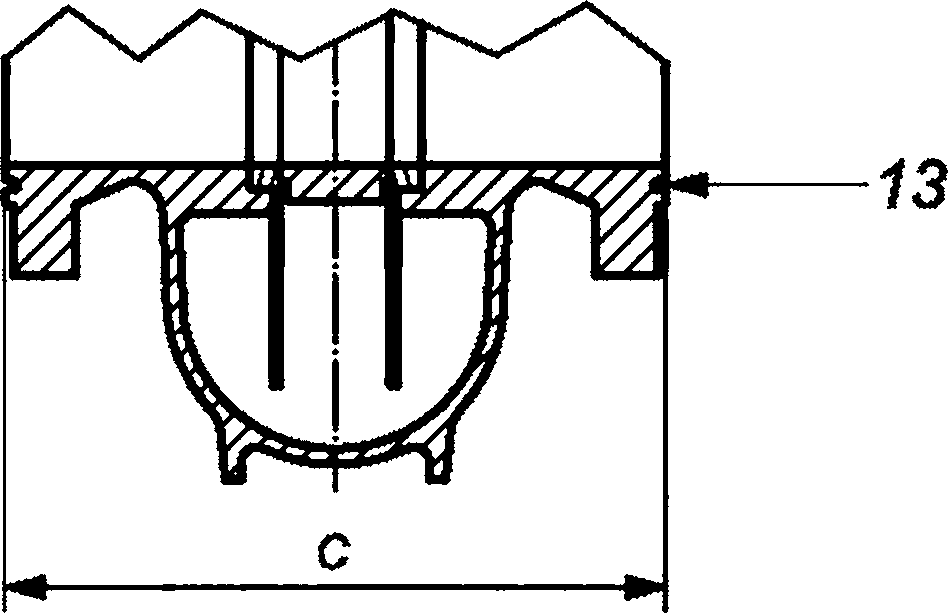
1 — кожух шпинделя; 2 — шпиндель; 3 — болтовое крепление стойки; 4 — болтовое крепление крышки; 5 — набивка шпинделя; б — крышка; 7—шибер; 8 — седло; 9 — корпус; 10 — опорные лапы; 11 — выступ фланца; 12 — патрубок под приварку; 13 — фланец с канавкой под уплотнительное кольцо;
А — строительная длина — фланцевая; В — строительная длина — патрубки под приварку; С — строительная длина — фланцы с канавкой под уплотнительное кольцо
Примечание — Размеры А, В и С определяют согласно таблицам 2—6.
Рисунок 2 — Типовой вид шиберной полнопроходной задвижки с выдвижным шпинделем
12
ГОСТ Р 71559—2024
1 — винт смазки; 2 — болты или гайки сальника; 3 — уплотняющая манжета; 4 — болты или гайки крышки; 5 — крышка; 6 — уплотняющая прокладка для крышки; 7 — уплотнение штока; 8 — смазочный клапан невозвратного типа; 9 — пробка; 10 — корпус; 11 — упорное кольцо; 12 — выступ фланца; 13 — патрубок под приварку; 14 — фланец с канавкой под уплотнительное кольцо;
А — строительная длина — фланцевая; В — строительная длина — патрубки под приварку; С — строительная длина — фланцы с канавкой под уплотнительное кольцо
Примечание — Размеры А, В и С определяют согласно таблицам 2—6.
Рисунок 3 — Типовой вид крана пробкового
13
ГОСТ Р 71559—2024
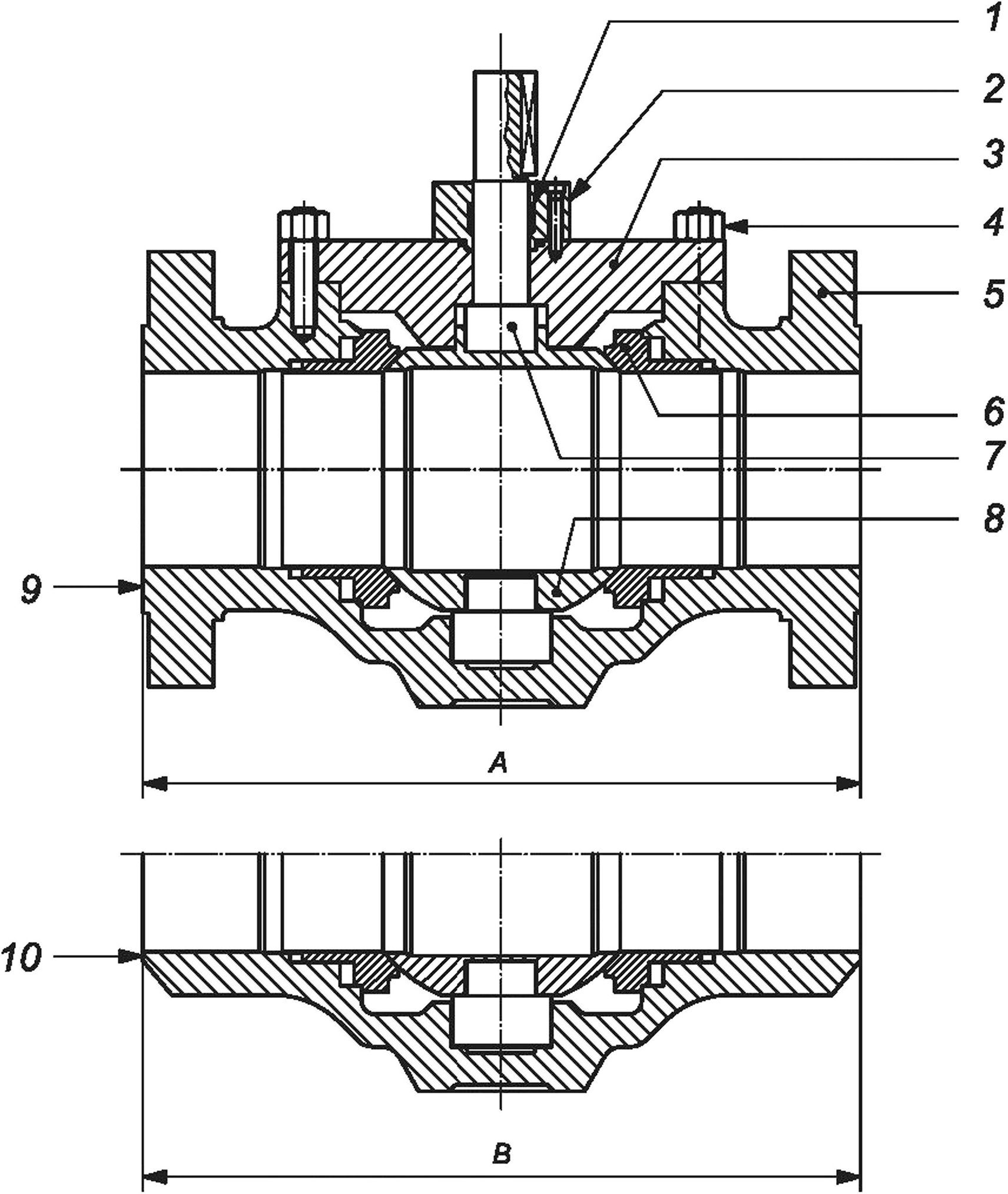
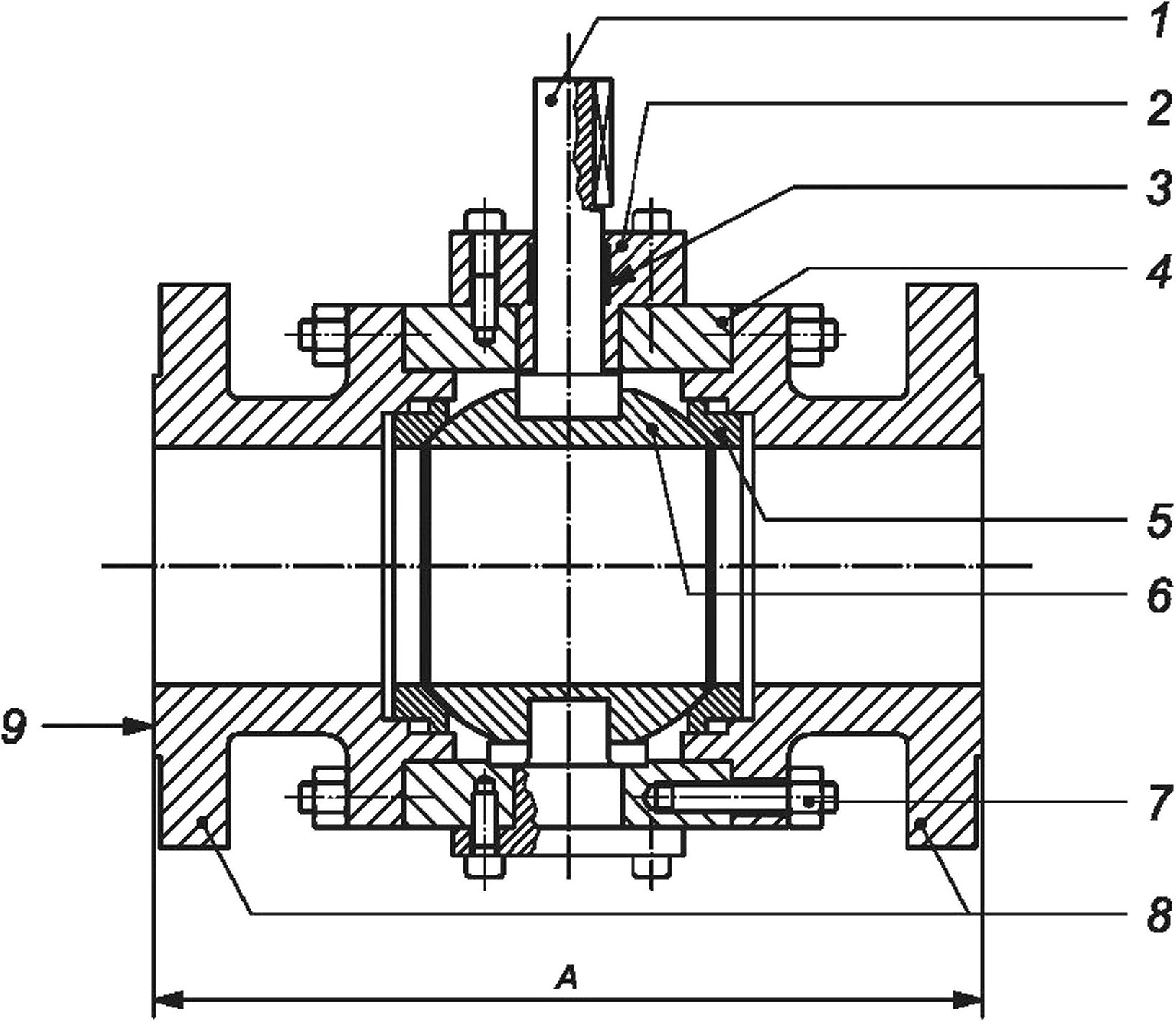
1 — уплотнение штока; 2 — сальниковая коробка; 3 — крышка; 4 — болтовое соединение корпуса с крышкой; 5— корпус; б — седло; 7 — шток; 8 — шаровая пробка; 9 — фланец с выступом; 10 — патрубок под приварку;
11 — фланец с канавкой под уплотнительное кольцо;
А — строительная длина — фланцевая; В — строительная длина — патрубки под приварку; С — строительная длина — фланцы с канавкой под уплотнительное кольцо
Примечание — Размеры А, В и С определяют согласно таблицам 2—6.
Рисунок 4 — Типовой вид шарового крана с верхним разъемом
14
ГОСТ Р 71559—2024
1 — шток; 2 — крышка корпуса; 3 — сальник; 4 — корпус; 5 — седло; 6 — шаровая пробка; 7 — шпильки и гайки; 8 — фланцы; 9 — выступ фланца; 10—патрубок под приварку; 11 — фланец с канавкой под уплотнительное кольцо; А — строительная длина — фланцевая; В — строительная длина — патрубки под приварку; С — строительная длина — фланцы с канавкой под уплотнительное кольцо
Примечание — Размеры А, В и С определяют согласно таблицам 2—6.
Рисунок 5 — Типовой вид шарового крана с корпусом из трех частей
15
ГОСТ Р 71559—2024
1 — шток; 2 — крышка корпуса; 3 — уплотнение штока; 4 — корпус; 5 — седло; 6 — шаровая пробка; 7 — фланец; 8 — выступ фланца; 9 — патрубок под приварку; 10 — фланец с канавкой под уплотнительное кольцо;
А — строительная длина — фланцевая; В — строительная длина — патрубки под приварку; С — строительная длина — фланцы с канавкой под уплотнительное кольцо
Примечание — Размеры А, В и С определяют согласно таблицам 2—6.
Рисунок 6 — Типовой вид цельносварного шарового крана
16
ГОСТ Р 71559—2024
10
1
2
3
4
5
6
7
8
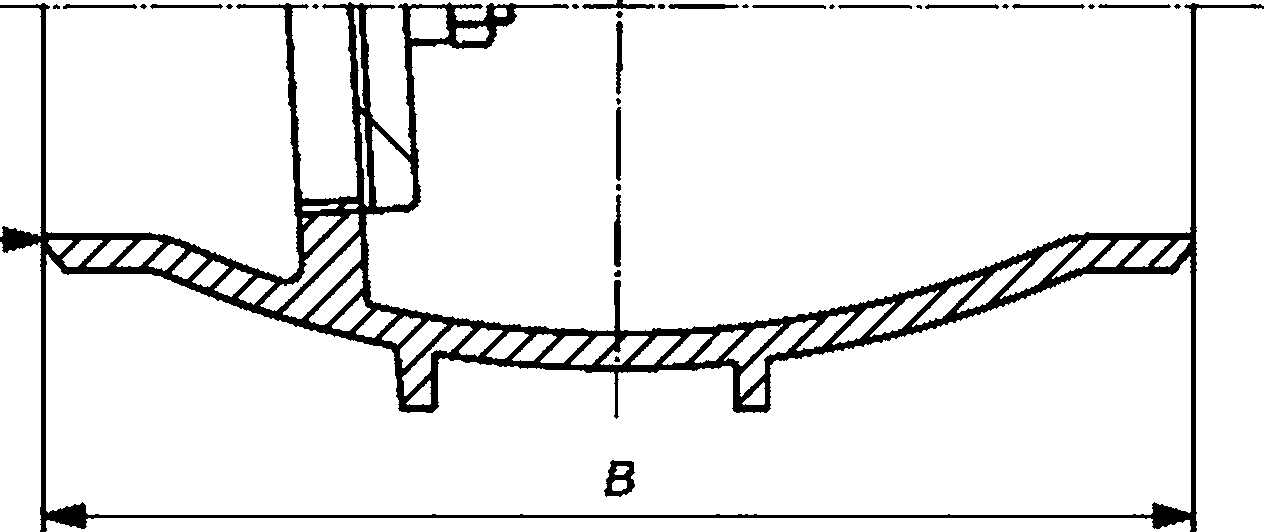
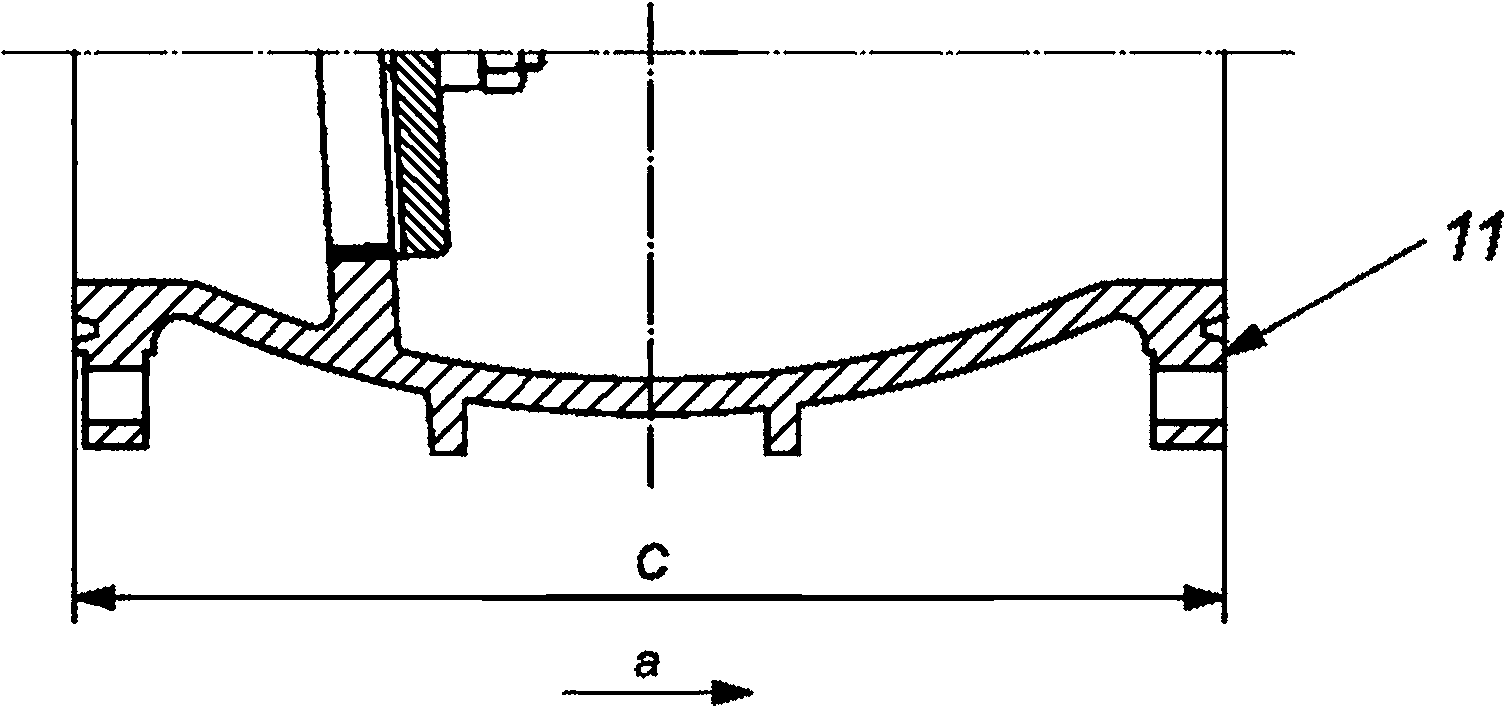
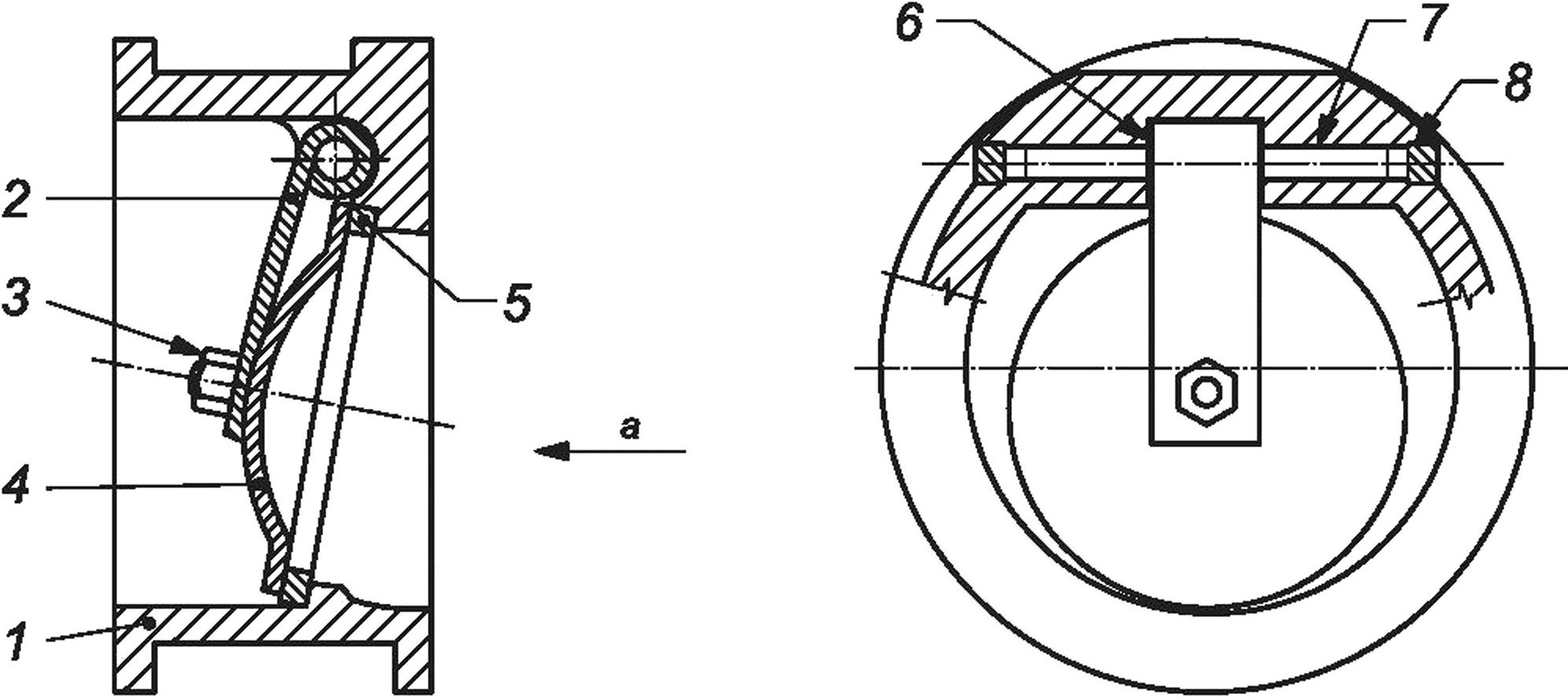
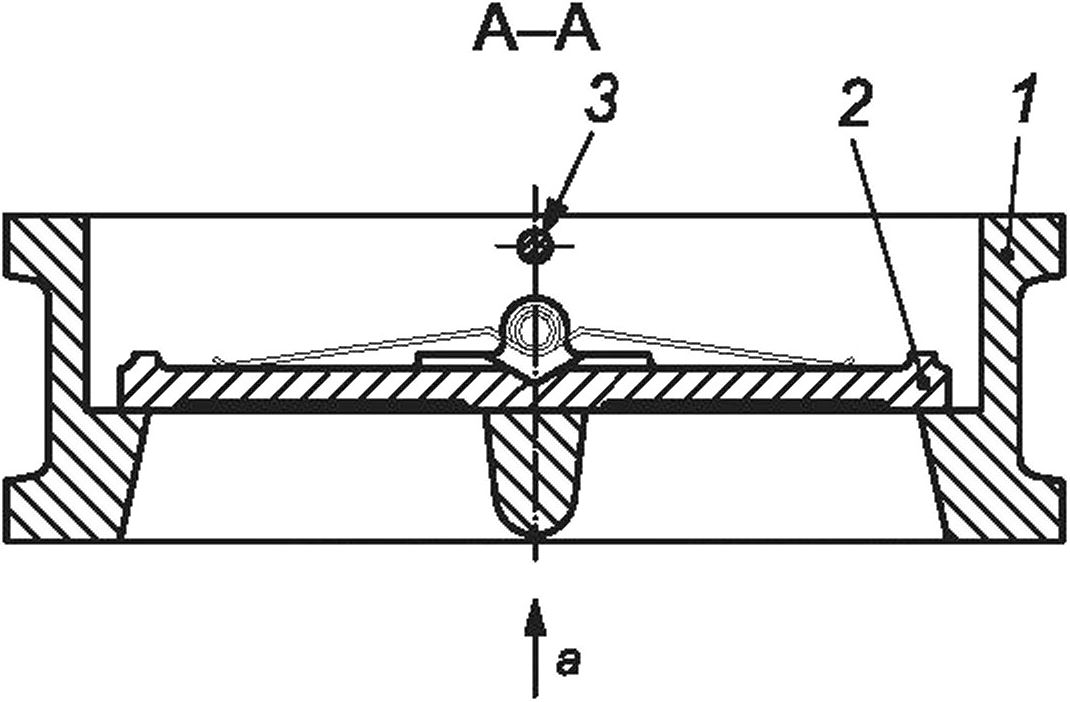
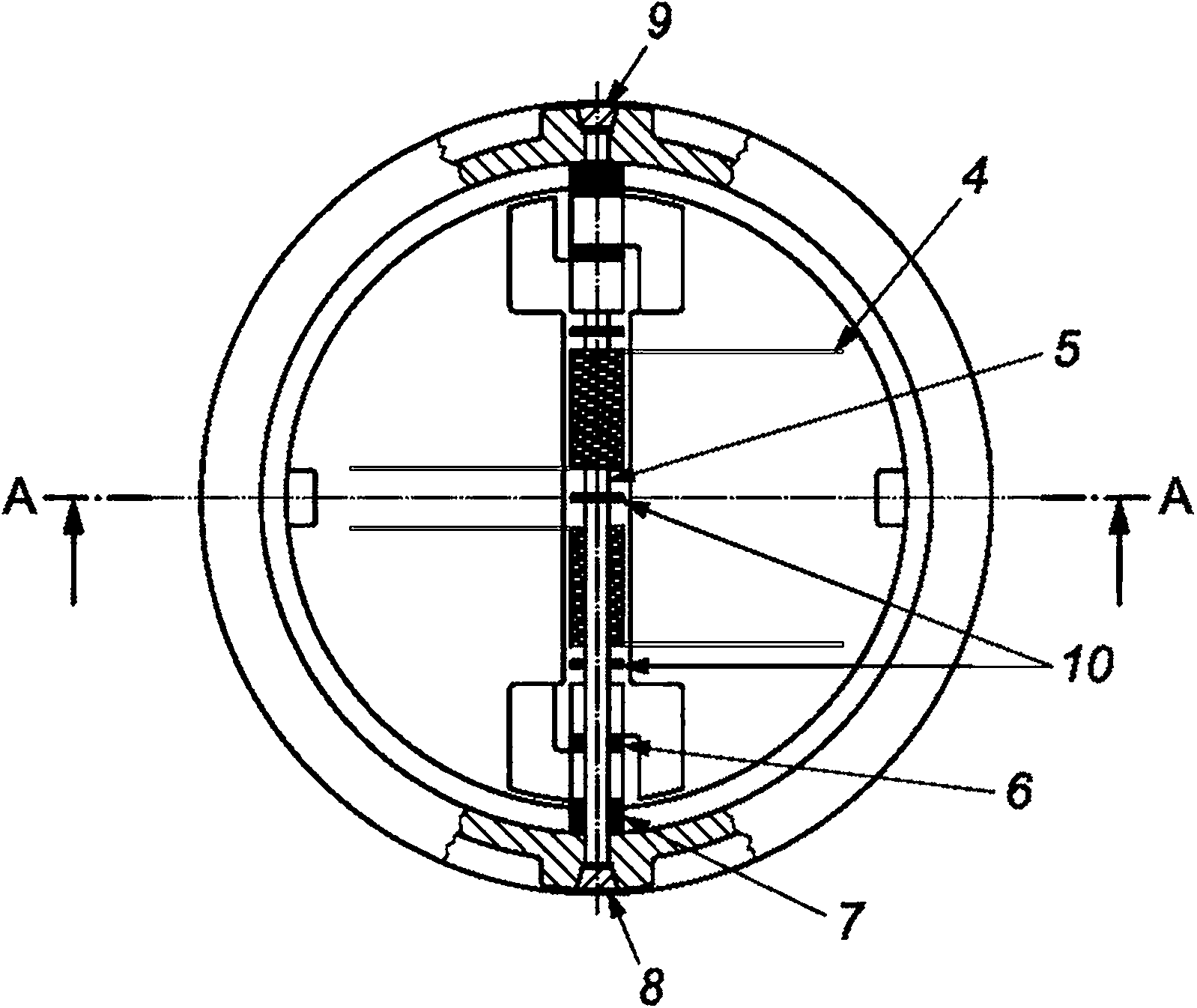
1 — крепеж крышки; 2 — крышка; 3 — корпус; 4 — рычаг; 5 — ось; 6 — диск; 7 — седло; 8 — опоры трубопроводной арматуры; 9 — уплотнительная поверхность выступа фланца; 10 — патрубок под приварку; 11 — фланец с канавкой под уплотнительное кольцо; а — направление потока;
А — строительная длина — фланцевая; В — строительная длина — патрубки под приварку; С — строительная длина — фланцы с канавкой под уплотнительное кольцо
Примечание — Размеры А, В и С определяют согласно таблицам 2—6.
Рисунок 7 — Типовой вид неполнопроходного обратного затвора с осью вне прохода
17
ГОСТ Р 71559—2024
1 — крепеж крышки; 2 — крышка; 3 — корпус; 4 — рычаг; 5 — ось; 6 — седло; 7 — диск; 8 — опоры трубопроводной арматуры; 9 — уплотнительная поверхность выступа фланца; 10 — патрубок под приварку; 11 — фланец с канавкой под уплотнительное кольцо; а — направление потока;
А — строительная длина — фланцевая; В — строительная длина — патрубки под приварку; С — строительная длина — фланцы с канавкой под уплотнительное кольцо
Примечание — Размеры А, В и С определяют согласно таблицам 2—6.
Рисунок 8 — Типовой вид полнопроходного обратного затвора
18
ГОСТ Р 71559—2024
1 — корпус; 2 — рычаг; 3 — гайка; 4 — диск; 5 — седло; 6 — опора диска; 7 — ось; 8 — заглушка оси;
а — направление потока рабочей среды
Рисунок 9 — Типовой вид однодискового обратного затвора вафельного типа с длинным корпусом
1 — корпус; 2 — створка; 3 — ограничительный упор; 4 — пружина; 5 — ось; 6 — центрирующая шайба створок; 7 — центрирующая шайба в корпусе; 8 — нижняя опора оси; 9 — верхняя опора оси; 10 — ограничители пружины;
а — направление потока рабочей среды
Рисунок 10 — Типовой вид двустворчатого обратного затвора
19
ГОСТ Р 71559—2024
1
3
4
5
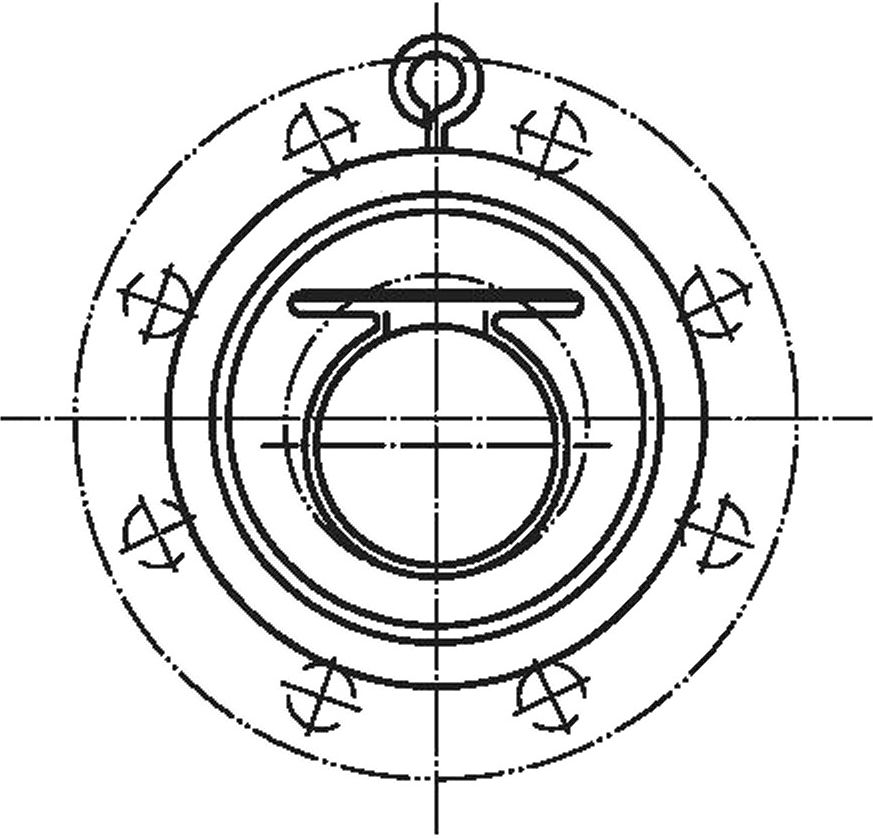
1 — корпус; 2 — клапан; 3 — шпилька; 4 — уплотнение клапана; 5 — уплотнение корпуса; 6 — подъемная петля;
а — направление потока рабочей среды
Рисунок 11 — Типовой вид обратного однодискового затвора для межфланцевой установки с коротким корпусом
20
ГОСТ Р 71559—2024
5
2
1 — корпус; 2 — направляющая штока; 3 — диск; 4 — втулка подшипника; 5 — пружина; А — строительная длина — фланцевая; В — строительная длина — патрубки под приварку; С — строительная длина — фланцы с канавкой под уплотнительное кольцо; а — направление потока рабочей среды
Примечание — Размеры А, В и С определяют согласно таблицам 2—6.
Рисунок 12 — Типовой вид обратного клапана с осевым направлением потока
21
ГОСТ Р 71559—2024
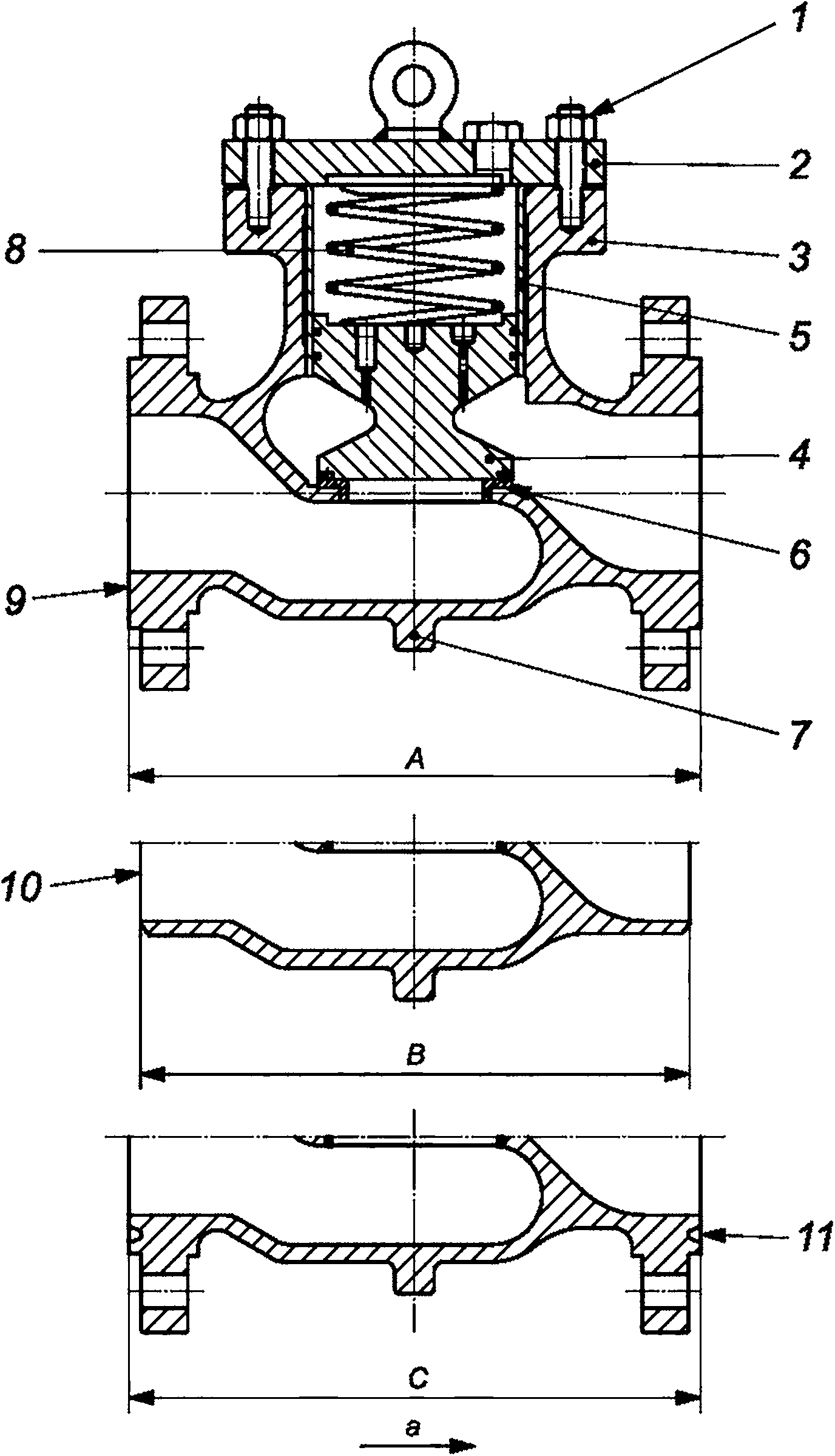
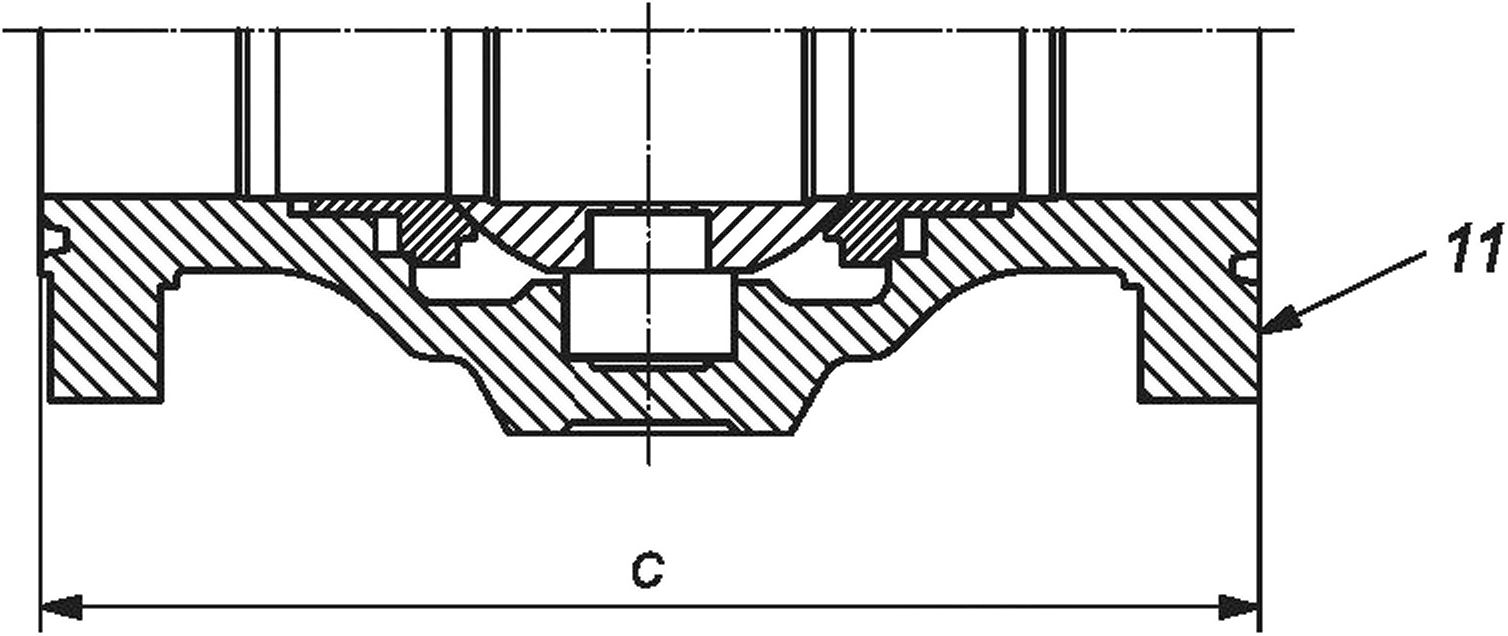
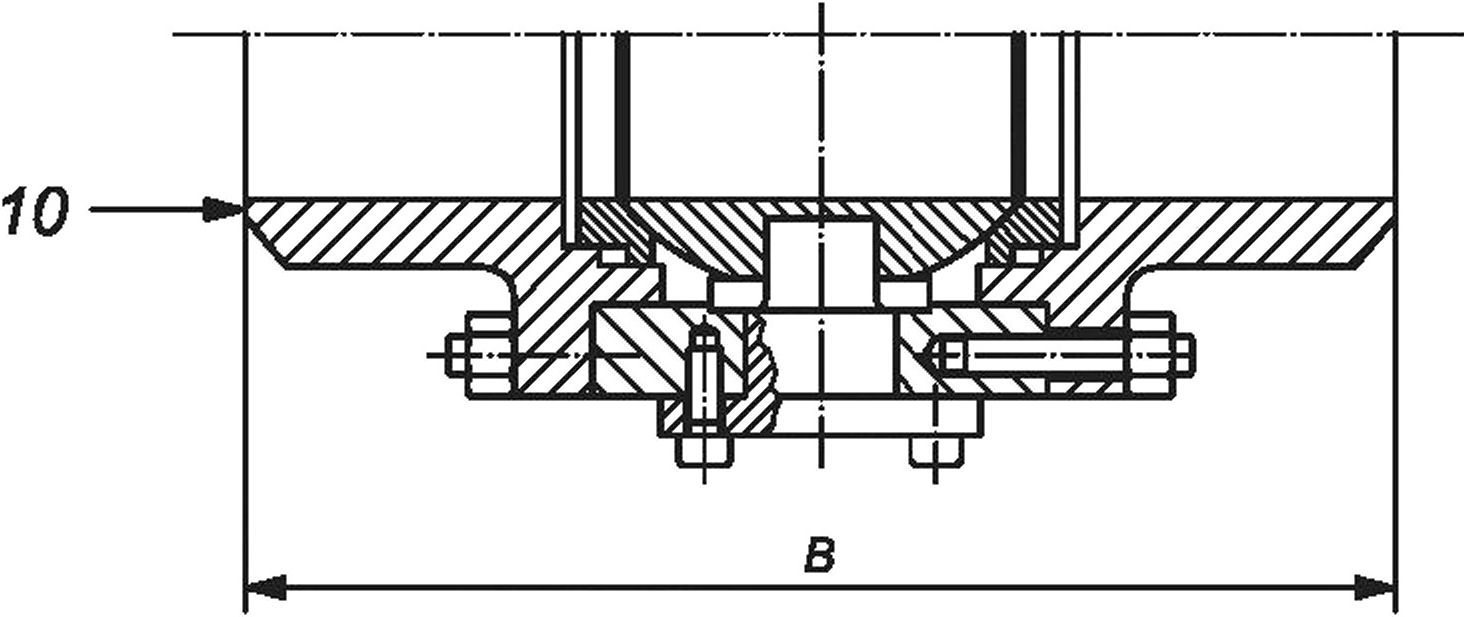
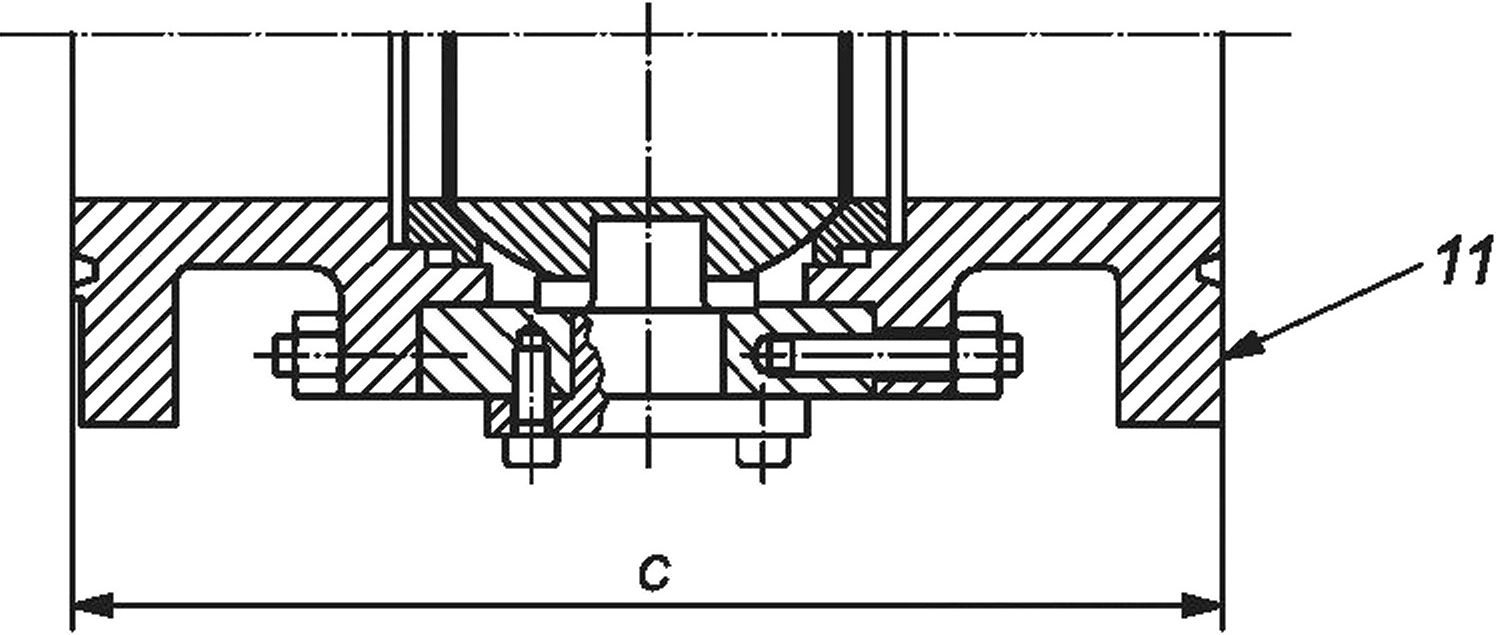
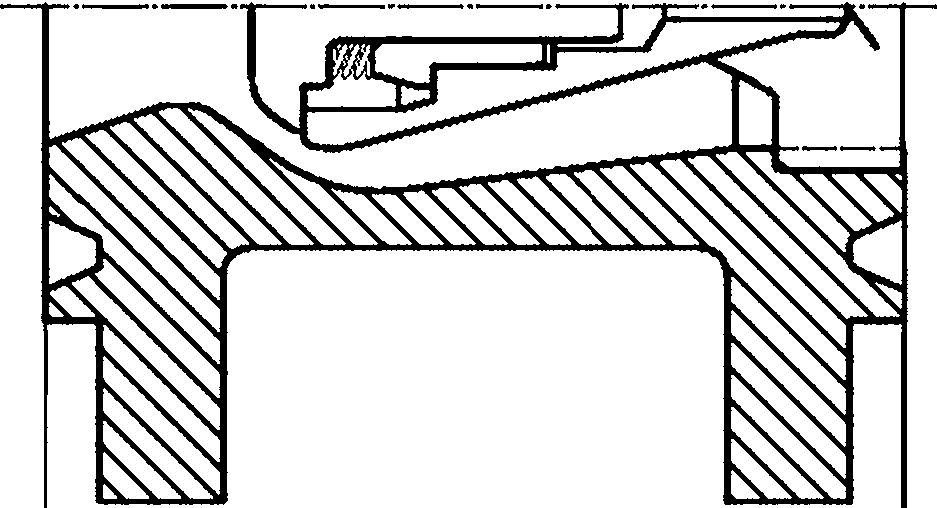
1 — болтовое крепление крышки; 2—крышка; 3—корпус; 4 — поршень; 5 — цилиндрическая втулка; б — посадочное кольцо; 7—поддерживающая стойка; 8—пружина; 9—выступ фланца; 10 — патрубок под приварку; 11 — фланец с канавкой под уплотнительное кольцо;
А — строительная длина — фланцевая; В — строительная длина — патрубки под приварку; С — строительная длина — фланцы с канавкой под уплотнительное кольцо; а — направление потока рабочей среды
Примечание — Размеры A, Bv\ С определяют согласно таблицам 2—6.
Рисунок 13 — Типовой вид обратного клапана поршневого
6 Проектирование
6.1 Нормы проектирования и расчеты
6.1.1 Детали, работающие под давлением, включая болты, должны быть сконструированы из материалов согласно разделу 9.
6.1.2 Конструкция и расчеты для элементов, работающих под давлением, должны соответствовать стандартам или признанным нормам проектирования с учетом нагрузок на трубы, действующих сил и т. д. Выбор стандарта необходимо осуществлять по согласованию между заказчиком и изготовителем.
22
ГОСТ Р 71559—2024
6.1.2.1 Значения допустимых напряжений следует определять в соответствии с выбранным стандартом или нормами проектирования.
6.1.2.2 В случае, если выбранные стандарт или нормы проектирования определяют значение пробного давления, которое в 1,5 раза меньше расчетного, то расчетное давление увеличивают таким образом, чтобы можно было применять значение пробного давления при гидравлических испытаниях согласно 12.2.
6.1.2.3 Отдельные стандарты или проектные нормы требуют последовательного и конкретного применения требований к изготовлению и испытаниям, включая НК.
Примечание — Примерами признанных стандартов или проектных норм являются [1], свод правил [2], дополнительные правила [3], [4], [5].
6.2 Давление и допускаемый интервал температур
6.2.1 Ряд номинального давления PN или класс оценки ASME должны быть использованы для спецификации требуемого ряда давления.
6.2.2 Трубопроводная арматура согласно настоящему стандарту должна быть представлена в одном из следующих рядов/классов в соответствии с ГОСТ 26349:
- PN 2,0 (20) (класс 150);
- PN 5,0 (50) (класс 300);
- PN 6,4 (64) (класс 400);
- PN 10,0 (100) (класс 600);
- PN 15,0 (150) (класс 900);
- PN 25,0 (250) (класс 1500);
- PN 42,0 (420) (класс 2500).
Примечание — В скобках указаны классы оценки по ASME.
6.2.3 Номинальные значения давления и температуры для трубопроводной арматуры с рядом/ классом по 6.2.2 должны соответствовать применяемой таблице характеристик для соответствующей группы материалов согласно требованиями заказчика.
Примечание — Номинальные значения давления и температуры для трубопроводной арматуры иностранных изготовителей с рядом/классом по 6.2.2 приведены в [1].
Номинальные значения давления и температуры для трубопроводной арматуры с номинальным значением PN должны соответствовать действующей таблице параметров для соответствующей группы материалов согласно требованиям заказчика.
Примечание — Номинальные значения давления и температуры для трубопроводной арматуры иностранных изготовителей с номинальным значением PN приведены в [6].
6.2.4 Если промежуточные расчетные давления и температуры указаны заказчиком, номинальные давление и температура должны быть определены путем линейной интерполяции.
6.2.5 Значения давления и температуры для трубопроводной арматуры, изготовленной из материалов, не представленных в требованиях заказчика, должны быть определены на основе свойств материала в соответствии с применимым стандартом проектирования.
Примечание — Неметаллические детали могут ограничивать максимальное давление, а также минимальную и максимальную рабочие температуры.
Максимальное рабочее давление при минимальной и максимальной рабочих температурах должно быть указано в паспорте оборудования.
Минимальную расчетную температуру необходимо определять по 5.1.3, если заказчик не указал иное.
6.2.6 Надежность и безопасность подводной трубопроводной арматуры должна быть обеспечена:
- проектированием арматуры в соответствии с ее функциональным назначением и с учетом нагрузок, которые могут возникнуть при ее эксплуатации:
- применением материалов основных деталей арматуры, работающих под давлением, выбранных с учетом параметров и условий эксплуатации, а также с учетом опасности, исходящей от рабочей среды;
- проведением расчетов на прочность с использованием верифицированных программ и обеспечением необходимых запасов прочности для основных элементов конструкции арматуры с учетом ус-
23
ГОСТ Р 71559—2024
ловий ее эксплуатации (рабочих давлений, температуры рабочей среды, климатических условий, возможного эрозионного и коррозионного воздействия рабочей среды, сейсмических и других внешних воздействий);
- применением узлов и деталей, апробированных и/или подтвержденных испытаниями конструктивных решений;
- герметичностью относительно внешней среды, выбором и подтверждением при испытании для запорной арматуры соответствующего класса герметичности затвора;
- проведением сборки и монтажа в соответствии с регламентируемыми процедурами:
- выбором запасов прочности арматуры с учетом скорости коррозии материалов деталей арматуры, находящихся под давлением и в контакте с рабочей средой;
- подтверждением прочности и плотности материалов, сварных швов и соединений испытаниями;
- проектированием и применением электрооборудования для арматуры в соответствии с показателями назначения (в части напряжения, рода тока и др.);
- заземлением корпусных деталей электрооборудования арматуры с соблюдением требований специальных правил;
- защитой арматуры от прямого или косвенного воздействия электрического тока;
- установлением в ЭД показателей безопасности для арматуры, отказы которой в условиях эксплуатации классифицируют как критические;
- введением в ЭД перечня возможных критических отказов и критериев предельных состояний арматуры;
- проведением всей совокупности испытаний (приемочных, приемо-сдаточных, периодических и др.), подтверждающих требуемые характеристики арматуры;
- уровнем технологических процессов изготовления арматуры и систем производственного контроля, обеспечивающим требуемые показатели безотказности арматуры;
- организацией и осуществлением производственного контроля;
- эксплуатацией арматуры в соответствии с требованиями НД и эксплуатационной документации.
6.2.7 Надежность и безопасность подводной трубопроводной арматуры при проектировании, изготовлении, транспортировании, монтаже, эксплуатации, ремонте, хранении и утилизации необходимо обеспечивать согласно ГОСТ 12.2.063.
6.3 Сброс давления из полости корпуса арматуры
Устройства сброса давления из полости корпуса арматуры в окружающую среду не должны быть использованы, если не оговорено иное.
6.4 Внешнее давление и нагрузки
Трубопроводная арматура должна быть рассчитана на внутреннее давление, температуру и внешнее гидростатическое давление (подводное исполнение). Для случая расчета арматуры на действие наружного давления, меньше атмосферного, считать, что эти же условия применяются и внутри арматуры. Штоки также должны быть рассчитаны на нагрузки, вызванные внутренним и внешним давлением.
Заказчик должен указать любые другие комбинации испытательных, функциональных или случайных нагрузок, которые должны быть учтены в конструкции арматуры.
Примечание — Определение функциональных, случайных нагрузок и примеры нагрузок приведены в ГОСТ Р 54302.
6.5 Сейсмостойкость
6.5.1 Трубопроводная арматура должна сохранять работоспособность, прочность, герметичность затвора и герметичность по отношению к окружающей среде во время и после сейсмического воздействия до значения, указанного заказчиком.
6.5.2 Сейсмостойкость трубопроводной арматуры должна быть подтверждена расчетами и экспериментальными исследованиями согласно ГОСТ 34611. Программные средства, используемые при проведении расчетов, должны быть аттестованы в установленном порядке.
6.5.3 Расчетам и/или экспериментальным исследованиям на сейсмостойкость должно предшествовать определение собственной частоты колебаний трубопроводной арматуры.
24
ГОСТ Р 71559—2024
6.5.4 Низшая собственная частота колебаний трубопроводной арматуры должна быть рассчитана по верифицированным методикам и подтверждена экспериментально. Низшая собственная частота колебаний трубопроводной арматуры согласно ГОСТ 33852 должна быть не ниже 18 Гц.
6.5.5 На сейсмостойкость должны быть рассчитаны корпус, крышка, стойка, разъемные соединения, патрубки, элементы крепежа привода, повреждение, смещение или деформация которых может привести к разрушению, отказу трубопроводной арматуры или к снижению ее эксплуатационных качеств.
6.5.6 Расчеты и/или экспериментальные исследования на сейсмостойкость должны быть выполнены на сочетание сейсмических и эксплуатационных нагрузок.
6.5.7 В проводимых расчетах и при проведении экспериментальных исследований следует учитывать одновременное воздействие сейсмических ускорений в вертикальном и горизонтальном направлениях, нагрузки от трубопровода, а также расчетное давление и усилие по штоку.
6.5.8 При выполнении расчетов значения ответных максимальных амплитуд ускорений в горизонтальном направлении следует определять по спектрам ответа в соответствии с ГОСТ 30546.1—98 (рисунок 2).
6.5.9 При проведении экспериментальных исследований значения максимальных амплитуд ускорений в горизонтальном направлении на места крепления трубопроводной арматуры необходимо определять по спектрам воздействий в соответствии с ГОСТ 30546.1—98 (рисунок 1). Значения ускорений в вертикальном направлении принимают равными 0,7 от соответствующих значений ускорения в горизонтальном направлении.
6.5.10 Расчетные сейсмические нагрузки на элементы конструкции трубопроводной арматуры следует устанавливать умножением эквивалентного расчетного максимального ускорения на инерционные характеристики трубопроводной арматуры.
6.6 Размеры
6.6.1 Трубопроводная арматура, изготовленная в соответствии с настоящим стандартом, должна иметь номинальный диаметр, указанный в таблице 1.
Примечание — В настоящем стандарте сначала указывают номинальный диаметр, в скобках приводят NPS.
6.6.2 Для указания диаметра арматуры необходимо использовать показатели DN или NPS, за исключением неполнопроходной арматуры.
6.6.3 Неполнопроходную арматуру с некруглым отверстием и обратную неполнопроходную арматуру необходимо обозначать как арматуру с уменьшенным проходным диаметром, указывая номинальный диаметр, соответствующий концевым соединениям, с добавлением буквы «R».
Для неполнопроходной арматуры с круглым отверстием необходимо указывать номинальный диаметр концевых соединений и номинальный диаметр наименьшего отверстия по 5.4.2.
Примеры
1 Клапан DN 400 (NPS 16) PN 2,0 (20) (класс 150) с круглым отверстием с уменьшенным диаметром 303 мм указан как DN 400 (NPS 16) * DN 300 (NPS 12).
2 Арматура с уменьшенным проходным диаметром с концевыми соединениями DN 400 (NPS 16) и прямоугольным отверстием 381 х 305 мм указан как 400R (16R).
6.7 Торцевые и сквозные размеры
6.7.1 Если не оговорено иное, строительные длины А, В и С должны соответствовать таблицам 2—6 (см. рисунки 1—8, 12 и 13 для диаграмм размеров А, В и С).
6.7.2 Строительные длины для арматуры, не указанные в таблицах 2—6, должны соответствовать требованиям заказчика.
Примечание — Строительные длины для арматуры иностранных изготовителей приведены в [7].
6.7.3 Строительная длина арматуры, имеющей один присоединительный патрубок, а другой — фланцевый, должна быть устанавливлена в виде суммы половины длины арматуры с фланцем и половины длины арматуры с присоединительным патрубком.
6.7.4 Допуски на торцевые и сквозные размеры должны составлять ±2 мм для арматуры DN 250 (NPS 10) и менее и ±3 мм для арматуры DN 300 (NPS 12) и выше.
6.7.5 Условный проход и строительные длины необходимо обозначать в паспорте оборудования.
25
м
CD
Таблица 2 — Арматура: строительные длины фланцевые А, под приварку В, под уплотнительное кольцо С
DN | NPS | Размер, мм | ||||||||||||||||||||
ч го го -8-с h" О m | cq О CQ О О. ю го > го CL X с с | н ° о о ГО ГОГ >• го о С Ф го ° g ф го X * I | ч го -8-с 1“ о со | Ct О CQ S' о о. ю го >> со О | 4 ° о о ГО ГОГ ^ го о С Ф ГО I 2 ф ГО к * I | ч го го го го -8- с 1“ о со | Ч о СО S' о о. Ю ГО > го CL X с с | н ° о о го гот сто го >> го ч § о tro Ф ГО Г g ф го s * I | ч го X го го -8-с о m | Ct О CQ S' О о. Ю ГО >> го р | ф Ч X СО Ф О Ь □ CD S D го i £ о 2 | ч го X го го -8-с о m | ч О CQ S' О о. ю го >ч СО р | ф ГО ф Я и J CD S -D го I О § | ч го го -8- с о со | q О CQ О о. ю го >ч СО с с | ф Ч х го ф о Ь □ CD S D го X £ о 2 | ч го X го го -8-с о m | q О CQ о о. Ю го >. СП с " | ф Ч х го ф о Н со s D готе; £ о 2 | ||
PN 2,0 (20) (класс 150) | PN 5,0 (50) (класс 300) | PN 6,4 (64) (класс 400) | РЛ/10,0 (100) (класс 600) | РЛ/15,0 (150) (класс 900) | PN 25,0 (250) (класс 1500) | PN 42,0 (420) (класс 2500) | ||||||||||||||||
50 | 2 | 178 | 216 | 191 | 216 | 216 | 232 | 292 | 292 | 295 | 292 | 292 | 295 | 368 | 368 | 371 | 368 | 368 | 371 | 451 | 451 | 454 |
65 | 2/2 | 191 | 241 | 203 | 241 | 241 | 257 | 330 | 330 | 333 | 330 | 330 | 333 | 419 | 419 | 422 | 419 | 419 | 422 | 508 | 508 | 514 |
80 | 3 | 203 | 283 | 216 | 283 | 283 | 298 | 356 | 356 | 359 | 356 | 356 | 359 | 381 | 381 | 384 | 470 | 470 | 473 | 578 | 578 | 584 |
100 | 4 | 229 | 305 | 241 | 305 | 305 | 321 | 406 | 406 | 410 | 432 | 432 | 435 | 457 | 457 | 460 | 546 | 546 | 549 | 673 | 673 | 683 |
150 | 6 | 267 | 403 | 279 | 403 | 403 | 419 | 495 | 495 | 498 | 559 | 559 | 562 | 610 | 610 | 613 | 705 | 705 | 711 | 914 | 914 | 927 |
200 | 8 | 292 | 419 | 305 | 419 | 419 | 435 | 597 | 597 | 600 | 660 | 660 | 664 | 737 | 737 | 740 | 832 | 832 | 841 | 1022 | 1022 | 1038 |
250 | 10 | 330 | 457 | 343 | 457 | 457 | 473 | 673 | 673 | 676 | 787 | 787 | 791 | 838 | 838 | 841 | 991 | 991 | 1 000 | 1270 | 1270 | 1292 |
300 | 12 | 356 | 502 | 368 | 502 | 502 | 518 | 762 | 762 | 765 | 838 | 838 | 841 | 965 | 965 | 968 | 1 130 | 1 130 | 1 146 | 1422 | 1422 | 1445 |
350 | 14 | 381 | 572 | 394 | 762 | 762 | 778 | 826 | 826 | 829 | 889 | 889 | 892 | 1 029 | 1 029 | 1 038 | 1 257 | 1 257 | 1 276 | — | — | — |
400 | 16 | 406 | 610 | 419 | 838 | 838 | 854 | 902 | 902 | 905 | 991 | 991 | 994 | 1 130 | 1 130 | 1 140 | 1 384 | 1 384 | 1 407 | — | — | — |
450 | 18 | 432 | 660 | 445 | 914 | 914 | 930 | 978 | 978 | 981 | 1 092 | 1 092 | 1 095 | 1 219 | 1 219 | 1 232 | 1 537 | 1 537 | 1 559 | — | — | — |
500 | 20 | 457 | 711 | 470 | 991 | 991 | 1 010 | 1 054 | 1 054 | 1 060 | 1 194 | 1 194 | 1 200 | 1 321 | 1 321 | 1 334 | 1 664 | 1 664 | 1 686 | — | — | — |
550 | 22 | — | — | — | 1 092 | 1 092 | 1 114 | 1 143 | 1 143 | 1 153 | 1 295 | 1 295 | 1 305 | — | — | — | — | — | — | — | — | — |
600 | 24 | 508 | 813 | 521 | 1 143 | 1 143 | 1 165 | 1 232 | 1 232 | 1 241 | 1 397 | 1 397 | 1 407 | 1 549 | 1 549 | 1 568 | 1 943 | 1 943 | 1 972 | — | — | — |
650 | 26 | 559 | 864 | — | 1 245 | 1 245 | 1 270 | 1 308 | 1 308 | 1 321 | 1 448 | 1 448 | 1 461 | — | — | — | — | — | — | — | — | — |
700 | 28 | 610 | 914 | — | 1 346 | 1 346 | 1 372 | 1 397 | 1 397 | 1 410 | 1 549 | 1 549 | 1 562 | — | — | — | — | — | — | — | — | — |
750 | 30 | 610* | 914 | — | 1 397 | 1 397 | 1 422 | 1 524 | 1 524 | 1 537 | 1 651 | 1 651 | 1 664 | — | — | — | — | — | — | — | — | — |
800 | 32 | 711 | 965 | — | 1 524 | 1 524 | 1 553 | 1 651 | 1 651 | 1 667 | 1 778 | 1 778 | 1 794 | — | — | — | — | — | — | — | — | — |
850 | 34 | 762 | 1 016 | — | 1 626 | 1 626 | 1 654 | 1 778 | 1 778 | 1 794 | 1 930 | 1 930 | 1 946 | — | — | — | — | — | — | — | — | — |
900 | 36 | 711** | 1 016 | — | 1 727 | 1 727 | 1 756 | 1 880 | 1 880 | 1 895 | 2 083 | 2 083 | 2 099 | — | — | — | — | — | — | — | — | — |
Диаметр проходной арматуры должен быть 660 мм. “Диаметр проходной арматуры должен быть 813 мм. | ||||||||||||||||||||||
ГОСТ Р 71559—2024
ГОСТ Р 71559—2024
Таблица 3 — Проходная арматура: строительные длины фланцевые А, под приварку В, под уплотнительное кольцо С
DN | NPS | Размеры, мм | |||||||||||
Короткий корпус | Обычная схема | Схема Вентури | Полнопроходные круглые отверстия | ||||||||||
ч го ZT го с; ■8- с | 5 си со с С[ О CQ С О аз С | н ° о о с; zr С Ф £ ф ГО •“ | аз аз -8-с н СП | аз со с Ct О 0Q с ^ о ю аз С | х ° о о с zr >< ГО ст ° о * С Ф и ° £ ф го н | ч аз аз -& Е СО | аз со S с: П о со с о аз | н ° о о ГО zr >> tz о * С Ф со го iZ | ч го ZT го -8- I— о -0 со | 5 аз с Ct О CQ с о h аз С | н ° о о с; zr >> с о С Ф | ||
PN2,Q (20) (класс 150) | |||||||||||||
50 | 2 | 178 | 267 | 191 | — | — | — | — | — | — | 267 | — | 279 |
65 | 2 1Л | 191 | 305 | 203 | — | — | — | — | — | — | 298 | — | 311 |
80 | 3 | 203 | 330 | 216 | — | — | — | — | — | — | 343 | — | 356 |
100 | 4 | 229 | 356 | 241 | — | — | — | — | — | — | 432 | — | 445 |
150 | 6 | 267 | 457 | 279 | 394 | — | 406 | — | — | — | 546 | — | 559 |
200 | 8 | 292 | 521 | 305 | 457 | — | 470 | — | — | — | 622 | — | 635 |
250 | 10 | 330 | 559 | 343 | 533 | — | 546 | 533 | 559 | 546 | 660 | — | 673 |
300 | 12 | 356 | 635 | 368 | 610 | — | 622 | 610 | 635 | 622 | 762 | — | 775 |
350 | 14 | — | — | — | — | — | — | 686 | 686 | 699 | — | — | — |
400 | 16 | — | — | — | — | — | — | 762 | 762 | 775 | — | — | — |
450 | 18 | — | — | — | — | — | — | 864 | 864 | 876 | — | — | — |
500 | 20 | — | — | — | — | — | — | 914 | 914 | 927 | — | — | — |
600 | 24 | — | — | — | — | — | — | 1 067 | 1 067 | 1 080 | — | — | — |
PN 5,0 (50) (класс 300) | |||||||||||||
50 | 2 | 216 | 267 | 232 | — | — | — | — | — | — | 283 | 283 | 298 |
65 | 2% | 241 | 305 | 257 | — | — | — | — | — | — | 330 | 330 | 346 |
80 | 3 | 283 | 330 | 298 | — | — | — | — | — | — | 387 | 387 | 403 |
100 | 4 | 305 | 356 | 321 | — | — | — | — | — | — | 457 | 457 | 473 |
150 | 6 | 403 | 457 | 419 | 403 | — | 419 | 403 | 457 | 419 | 559 | 559 | 575 |
200 | 8 | 419 | 521 | 435 | 502 | — | 518 | 419 | 521 | 435 | 686 | 686 | 702 |
250 | 10 | 457 | 559 | 473 | 568 | — | 584 | 457 | 559 | 473 | 826 | 826 | 841 |
300 | 12 | 502 | 635 | 518 | — | — | — | 502 | 635 | 518 | 965 | 965 | 981 |
350 | 14 | — | — | — | — | — | — | 762 | 762 | 778 | — | — | — |
400 | 16 | — | — | — | — | — | — | 838 | 838 | 854 | — | — | — |
450 | 18 | — | — | — | 914 | — | 930 | 914 | 914 | 930 | — | — | — |
500 | 20 | — | — | — | 991 | — | 1 010 | 991 | 991 | 1 010 | — | — | — |
27
ГОСТ Р 71559—2024
Продолжение таблицы 3
DN | NPS | Размеры, мм | |||||||||||
Короткий корпус | Обычная схема | Схема Вентури | Полнопроходные круглые отверстия | ||||||||||
ч га I го -8-с н о 3 СО | | го CD S с Ч О CQ С о © го с | н ° о о С ч >» с о * С Ф го ° ® 5 го н | ч го ч го -8-с н о СО | го о. с Ч О CQ с 2 О га С | н ° о о ч ч ^ с ч § о * С Ф го ° 2 5 го н iZ | ч го Ч X го -8-с н о 3 СО | g го со с Ч О CQ С о го С | S н ° о о с ч >> с С Ф го X го | ч го ч X го -8-с СО | | го со с Ч „ О CQ с ьс о го с | н ° ° ч >> q ч § о * С Ф ГО X го h | ||
550 | 22 | — | — | — | 1 092 | — | 1 114 | 1 092 | 1 092 | 1 114 | — | — | — |
600 | 24 | — | — | — | 1 143 | — | 1 165 | 1 143 | 1 143 | 1 165 | — | — | — |
650 | 26 | — | — | — | 1 245 | — | 1 270 | 1 245 | 1 245 | 1 270 | — | — | — |
700 | 28 | — | — | — | 1 346 | — | 1 372 | 1 346 | 1 346 | 1 372 | — | — | — |
750 | 30 | — | — | — | 1 397 | — | 1 422 | 1 397 | 1 397 | 1 422 | — | — | — |
800 | 32 | — | — | — | 1 524 | — | 1 553 | 1 524 | 1 524 | 1 553 | — | — | — |
850 | 34 | — | — | — | 1 626 | — | 1 654 | 1 626 | 1 626 | 1 654 | — | — | — |
900 | 36 | — | — | — | 1 727 | — | 1 756 | 1 727 | 1 727 | 1 756 | — | — | — |
PN 6,4 (64) (класс 400) | |||||||||||||
50 | 2 | — | — | — | 292 | 292 | 295 | — | — | — | 330 | — | 333 |
65 | 2% | — | — | — | 330 | 330 | 333 | — | — | — | 381 | — | 384 |
80 | 3 | — | — | — | 356 | 356 | 359 | — | — | — | 445 | — | 448 |
100 | 4 | — | — | — | 406 | 406 | 410 | — | — | — | 483 | 559 | 486 |
150 | 6 | — | — | — | 495 | 495 | 498 | 495 | 495 | 498 | 610 | 711 | 613 |
200 | 8 | — | — | — | 597 | 597 | 600 | 597 | 597 | 600 | 737 | 845 | 740 |
250 | 10 | — | — | — | 673 | 673 | 676 | 673 | 673 | 676 | 889 | 889 | 892 |
300 | 12 | — | — | — | 762 | 762 | 765 | 762 | 762 | 765 | 1 016 | 1 016 | 1 019 |
350 | 14 | — | — | — | — | — | 826 | 826 | 829 | — | — | — | |
400 | 16 | — | — | — | — | — | 902 | 902 | 905 | — | — | — | |
450 | 18 | — | — | — | — | — | 978 | 978 | 981 | — | — | — | |
500 | 20 | — | — | — | — | — | 1 054 | 1 054 | 1 060 | — | — | — | |
600 | 24 | — | — | — | — | — | 1 143 | 1 143 | 1 159 | — | — | — | |
650 | 26 | — | — | — | — | — | 1 232 | 1 232 | 1 241 | — | — | — | |
700 | 28 | — | — | — | — | — | 1 308 | 1 308 | 1 321 | — | — | — | |
750 | 30 | — | — | — | — | — | 1 397 | 1 397 | 1 410 | — | — | — | |
800 | 32 | — | — | — | — | — | 1 524 | 1 524 | 1 537 | — | — | — | |
850 | 34 | — | — | — | — | — | 1 651 | 1 651 | 1 667 | — | — | — | |
900 | 36 | — | — | — | — | — | 1 778 | 1 778 | 1 794 | — | — | — | |
28
ГОСТ Р 71559—2024
Продолжение таблицы 3
DN | NPS | Размеры, мм | |||||||||||
Короткий корпус | Обычная схема | Схема Вентури | Полнопроходные круглые отверстия | ||||||||||
ч го X го ГО -8-с н о со | g го со S с Ч „ О 0Q с bi о го с | S н ° о о ГО ХГ ^ го ч § о С Ф ГО X * 5 го н | ч го X го го -8-го н о со | g го m с Ч О щ с bi О го С | S н ° о о го ч С X >> го ч § о С Ф го ° “ го го н Si | ч го ГОГ X го го -8- с о со | g го со S (ГО Ч „ О CQ с bi О ГО С | н ° о о го ч го X го Si | ч го X го го -8-с о со | g го со с Ч О CQ bi О ГО с | S н ° о о го ч ^ го ч g о * С Ф ГО X го с го iZ | ||
РЛ/10,0 (100) (класс 600) | |||||||||||||
50 | 2 | — | — | — | 292 | 292 | 295 | — | — | — | 330 | — | 333 |
65 | 2 ’/2 | — | — | — | 330 | 330 | 333 | — | — | — | 381 | — | 384 |
80 | 3 | — | — | — | 356 | 356 | 359 | — | — | — | 445 | — | 448 |
100 | 4 | — | — | — | 432 | 432 | 435 | — | — | — | 508 | 559 | 511 |
150 | 6 | — | — | — | 559 | 559 | 562 | 559 | 559 | 562 | 660 | 711 | 664 |
200 | 8 | — | — | — | 660 | 660 | 664 | 660 | 660 | 664 | 794 | 845 | 797 |
250 | 10 | — | — | — | 787 | 787 | 791 | 787 | 787 | 791 | 940 | 1 016 | 943 |
300 | 12 | — | — | — | — | — | — | 838 | 838 | 841 | 1 067 | 1 067 | 1 070 |
350 | 14 | — | — | — | — | — | — | 889 | 889 | 892 | — | — | — |
400 | 16 | — | — | — | — | — | — | 991 | 991 | 994 | — | — | — |
450 | 18 | — | — | — | — | — | — | 1 092 | 1 092 | 1 095 | — | — | — |
500 | 20 | — | — | — | — | — | — | 1 194 | 1 194 | 1 200 | — | — | — |
550 | 22 | — | — | — | — | — | — | 1 295 | 1 295 | 1 305 | — | — | — |
600 | 24 | — | — | — | — | — | — | 1 397 | 1 397 | 1 407 | — | — | — |
650 | 26 | — | — | — | — | — | — | 1 448 | 1 448 | 1 461 | — | — | — |
750 | 30 | — | — | — | — | — | — | 1 651 | 1 651 | 1 664 | — | — | — |
800 | 32 | — | — | — | — | — | — | 1 778 | 1 778 | 1 794 | — | — | — |
850 | 34 | — | — | — | — | — | — | 1 930 | 1 930 | 1 946 | — | — | — |
900 | 36 | — | — | — | — | — | — | 2 083 | 2 083 | 2 099 | — | — | — |
PN 15,0 (150) (класс 900) | |||||||||||||
50 | 2 | — | — | — | 368 | — | 371 | — | — | — | 381 | — | 384 |
65 | 21/2 | — | — | — | 419 | — | 422 | — | — | — | 432 | — | 435 |
80 | 3 | — | — | — | 381 | 381 | 384 | — | — | — | 470 | — | 473 |
100 | 4 | — | — | — | 457 | 457 | 460 | — | — | — | 559 | — | 562 |
150 | 6 | — | — | — | 610 | 610 | 613 | 610 | 610 | 613 | 737 | — | 740 |
200 | 8 | — | — | — | 737 | 737 | 740 | 737 | 737 | 740 | 813 | — | 816 |
250 | 10 | — | — | — | 838 | 838 | 841 | 838 | 838 | 841 | 965 | — | 968 |
300 | 12 | — | — | — | — | — | — | 965 | 965 | 968 | 1 118 | — | 1 121 |
400 | 16 | — | — | — | — | — | — | 1 130 | 1 130 | 1 140 | — | — | — |
29
ГОСТ Р 71559—2024
Окончание таблицы 3
DN | NPS | Размеры, мм | |||||||||||
Короткий корпус | Обычная схема | Схема Вентури | Полнопроходные круглые отверстия | ||||||||||
ч га I го -8-с н о 3 СО | | го СП S с ч о со с ьс о го с | н ° о о С IT о * С Ф го ° ® 5 го н ы | ч го zr го -8-с н о -Д СО | | го со о. с Ч О CQ с 2 О га С | S н ° о о Ч ZT ^ с ч § о С Ф го ° го н | ч го zr X го -8- (Z н о 3 СО | g го со с Ч О СО С О ю го с | S н ° о о с zr >> tz С Ф го X го | ч го zr X го с; -8- с СО | | го со S с Ч „ о со с ы О ГО С | S н ° ° zr >> q ч § о * С Ф ГО X го h SI | ||
PN 25,0 (250) (класс 1 500) | |||||||||||||
50 | 2 | — | — | — | 368 | — | 371 | — | — | — | 391 | — | 394 |
65 | 2% | — | — | — | 419 | — | 422 | — | — | — | 454 | — | 457 |
80 | 3 | — | — | — | 470 | 470 | 473 | — | — | — | 524 | — | 527 |
100 | 4 | — | — | — | 546 | 546 | 549 | — | — | — | 625 | — | 629 |
150 | 6 | — | — | — | 705 | 705 | 711 | 705 | 705 | 711 | 787 | — | 794 |
200 | 8 | — | — | — | 832 | 832 | 841 | 832 | 832 | 841 | 889 | — | 899 |
250 | 10 | — | — | — | 991 | 991 | 1 000 | 991 | 991 | 1 000 | 1 067 | — | 1 076 |
300 | 12 | — | — | — | 1 130 | 1 130 | 1 146 | 1 130 | 1 130 | 1 146 | 1 219 | — | 1 235 |
PN 42,0 (420) (класс 2 500) | |||||||||||||
50 | 2 | — | — | — | 451 | — | 454 | — | — | — | — | — | — |
65 | 2 7г | — | — | — | 508 | — | 514 | — | — | — | — | — | — |
80 | 3 | — | — | — | 578 | — | 584 | — | — | — | — | — | — |
100 | 4 | — | — | — | 673 | — | 683 | — | — | — | — | — | — |
150 | 6 | — | — | — | 914 | — | 927 | — | — | — | — | — | — |
200 | 8 | — | — | — | 1 022 | — | 1 038 | — | — | — | — | — | — |
250 | 10 | — | — | — | 1 270 | — | 1 292 | — | — | — | — | — | — |
300 | 12 | — | — | — | 1 422 | — | 1 445 | — | — | — | — | — | — |
30
ГОСТ Р 71559—2024
Таблица 4 — Шаровой кран: строительные длины фланцевые А, под приварку В и под уплотнительное кольцо С
DN | NPS | Размеры, мм | |||||||||||
Полнопроходные и неполнопроходные | Короткий корпус, полнопроходные и неполнопроходные | Полнопроходные и неполнопроходные | Короткий корпус, полнопроходные и неполнопроходные | ||||||||||
ч го zr го -8-с со | аз CD S С EJ О СП с ^ о ю аз С | S н ° о о > с о * С Ф со е * Ф го н | ч го ZT го -8-с г— о со | аз со S С О QQ с о ю аз С | н ° о о >> с о * С Ф 2 ° 00 с £ ф аз н | ч аз аз -8-с 1“ о со | аз со S с СС О си с о аз С | х ° о о С ZT >> с 2 ф 2 ° аз | ч го го -8- со | аз со S с ст О CQ с о h аз С | х ° о о С Ф го ° го h | ||
PN 2,0 (20) (класс 150) | PN 5,0 (50) (класс 300) | ||||||||||||
50 | 2 | 178 | 216 | 191 | — | — | — | 216 | 216 | 232 | — | — | — |
65 | 2 Уг | 191 | 241 | 203 | — | — | — | 241 | 241 | 257 | — | — | — |
80 | 3 | 203 | 283 | 216 | — | — | — | 283 | 283 | 298 | — | — | — |
100 | 4 | 229 | 305 | 241 | — | — | — | 305 | 305 | 321 | — | — | — |
150 | 6 | 394 | 457 | 406 | 267 | 403 | 279 | 403 | 457 | 419 | — | — | — |
200 | 8 | 457 | 521 | 470 | 292 | 419 | 305 | 502 | 521 | 518 | 419 | 419 | 435 |
250 | 10 | 533 | 559 | 546 | 330 | 457 | 343 | 568 | 559 | 584 | 457 | 457 | 473 |
300 | 12 | 610 | 635 | 622 | 356 | 502 | 368 | 648 | 635 | 664 | 502 | 502 | 518 |
350 | 14 | 686 | 762 | 699 | — | — | — | 762 | 762 | 778 | — | — | — |
400 | 16 | 762 | 838 | 775 | — | — | — | 838 | 838 | 854 | — | — | — |
450 | 18 | 864 | 914 | 876 | — | — | — | 914 | 914 | 930 | — | — | — |
500 | 20 | 914 | 991 | 927 | — | — | — | 991 | 991 | 1 010 | — | — | — |
550 | 22 | — | — | — | — | — | — | 1 092 | 1 092 | 1 114 | — | — | — |
600 | 24 | 1 067 | 1 143 | 1 080 | — | — | — | 1 143 | 1 143 | 1 165 | — | — | — |
650 | 26 | 1 143 | 1 245 | — | — | — | — | 1 245 | 1 245 | 1 270 | — | — | — |
700 | 28 | 1 245 | 1 346 | — | — | — | — | 1 346 | 1 346 | 1 372 | — | — | — |
750 | 30 | 1 295 | 1 397 | — | — | — | — | 1 397 | 1 397 | 1 422 | — | — | — |
800 | 32 | 1 372 | 1 524 | — | — | — | — | 1 524 | 1 524 | 1 553 | — | — | — |
850 | 34 | 1 473 | 1 626 | — | — | — | — | 1 626 | 1 626 | 1 654 | — | — | — |
900 | 36 | 1 524 | 1 727 | — | — | — | — | 1 727 | 1 727 | 1 756 | — | — | — |
950 | 38 | — | — | — | — | — | — | — | — | — | — | — | — |
1000 | 40 | — | — | — | — | — | — | — | — | — | — | — | — |
1100 | 42 | — | — | — | — | — | — | — | — | — | — | — | — |
1200 | 48 | — | — | — | — | — | — | — | — | — | — | — | — |
1400 | 54 | — | — | — | — | — | — | — | — | — | — | — | — |
1500 | 60 | — | — | — | — | — | — | — | — | — | — | — | — |
31
ГОСТ Р 71559—2024
Продолжение таблицы 4
Размеры, мм | |||||||||||||
Полнопроходные и неполнопроходные | Короткий корпус, полнопроходные и неполнопроходные | Полнопроходные и неполнопроходные | Короткий корпус, полнопроходные и неполнопроходные | ||||||||||
DN | NPS | ч аз X | 2 S с | £ ° о о | ч 05 хг ____I | от CD S с | = ° о о с; х с -0 | ч аз X | 5 от со S с | н ° о о с хг с -° | ч 03 хг X | от S с | н ° О о |
Ct „ О CQ С | о * С Ф | 4 | сг О CQ с | Р С Ф | -8- | Ч О CQ С | $ ° о * С Ф | -8- | q „ о со с | С Ф | |||
о | 03 X | О | н | о | ОЗ X | О | ОЗ X | ||||||
со | 1— 05 С | X Ф 05 Н | со | 03 с | X Ф 03 н iz | со | 1— 03 с | ОТ 5 03 н | со | С | ОТ 03 н | ||
PNG А (64) (класс 400) | PN 10, (100) (класс 600) | ||||||||||||
50 | 2 | — | — | — | — | — | — | 292 | 292 | 295 | — | — | — |
65 | 2% | — | — | — | — | — | — | 330 | 330 | 333 | — | — | — |
80 | 3 | — | — | — | — | — | — | 356 | 356 | 359 | — | — | — |
100 | 4 | 406 | 406 | 410 | — | — | — | 432 | 432 | 435 | — | — | — |
150 | 6 | 495 | 495 | 498 | — | — | — | 559 | 559 | 562 | — | — | — |
200 | 8 | 597 | 597 | 600 | — | — | — | 660 | 660 | 664 | — | — | — |
250 | 10 | 673 | 673 | 676 | — | — | — | 787 | 787 | 791 | — | — | — |
300 | 12 | 762 | 762 | 765 | — | — | — | 838 | 838 | 841 | — | — | — |
350 | 14 | 826 | 826 | 829 | — | — | — | 889 | 889 | 892 | — | — | — |
400 | 16 | 902 | 902 | 905 | — | — | — | 991 | 991 | 994 | — | — | — |
450 | 18 | 978 | 978 | 981 | — | — | — | 1 092 | 1 092 | 1 095 | — | — | — |
500 | 20 | 1 054 | 1 054 | 1 060 | — | — | — | 1 194 | 1 194 | 1 200 | — | — | — |
550 | 22 | 1 143 | 1 143 | 1 153 | — | — | — | 1 295 | 1 295 | 1 305 | — | — | — |
600 | 24 | 1 232 | 1 232 | 1 241 | — | — | — | 1 397 | 1 397 | 1 407 | — | — | — |
650 | 26 | 1 308 | 1 308 | 1 321 | — | — | — | 1 448 | 1 448 | 1 461 | — | — | — |
700 | 28 | 1 397 | 1 397 | 1 410 | — | — | — | 1 549 | 1 549 | 1 562 | — | — | — |
750 | 30 | 1 524 | 1 524 | 1 537 | — | — | — | 1 651 | 1 651 | 1 664 | — | — | — |
800 | 32 | 1 651 | 1 651 | 1 667 | — | — | — | 1 778 | 1 778 | 1 794 | — | — | — |
850 | 34 | 1 778 | 1 778 | 1 794 | — | — | — | 1 930 | 1 930 | 1 946 | — | — | — |
900 950 1000 1100 | 36 38 40 42 | 1 880 | 1 880 | 1 895 | — | — | 2 083 | 2 083 | 2 099 | — | — | ||
1200 1400 1500 | 48 54 60 | — | — | — | — | — | — | — | — | — | — | — | — |
32
ГОСТ Р 71559—2024
Продолжение таблицы 4
DN | NPS | Размеры, мм | |||||||||||
Полнопроходные и неполнопроходные | Короткий корпус, полнопроходные и неполнопроходные | Полнопроходные и неполнопроходные | Короткий корпус, полнопроходные и неполнопроходные | ||||||||||
ч га СТ го •8-с н о -0 со | | го со с ч О CQ с sr о го С | н ° о о го ст >> го о * С Ф го I 2 5 го н sr | ч го X го го Я с 3 со | 1 го с Ч О QQ с О го с | S н ° о о ст ° о * С Ф ГО X ГО ст £ ё го н sr | ч го X го го -8-с о со | | го со S с Ч „ О СП с о го с | S н ° о о го ст С X >> го ст ° о * С Ф 03 X го с 2 5 го н sr | ч го СТ X го го -8- с о J0 CD | | ГО СП S с ст О СП с О го с | н ° о о го ст С X ^ ГО ст ° о * С Ф ГО X го с | ||
PN 15,0 (150) (класс 900) | РЛ/25,0 (250) (класс 1500) | ||||||||||||
50 | 2 | 368 | 368 | 371 | — | — | — | 368 | 368 | 371 | — | — | — |
65 | 2 1/2 | 419 | 419 | 422 | — | — | — | 419 | 419 | 422 | — | — | — |
80 | 3 | 381 | 381 | 384 | — | — | — | 470 | 470 | 473 | — | — | — |
100 | 4 | 457 | 457 | 460 | — | — | — | 546 | 546 | 549 | — | — | — |
150 | 6 | 610 | 610 | 613 | — | — | — | 705 | 705 | 711 | — | — | — |
200 | 8 | 737 | 737 | 740 | — | — | — | 832 | 832 | 841 | — | — | — |
250 | 10 | 838 | 838 | 841 | — | — | — | 991 | 991 | 1 000 | — | — | — |
300 | 12 | 965 | 965 | 968 | — | — | — | 1 130 | 1 130 | 1 146 | — | — | — |
350 | 14 | 1 029 | 1 029 | 1 038 | — | — | — | 1 257 | 1 257 | 1 276 | — | — | — |
400 | 16 | 1 130 | 1 130 | 1 140 | — | — | — | 1 384 | 1 384 | 1 407 | — | — | — |
450 | 18 | 1 219 | 1 219 | 1 232 | — | — | — | 1 537 | — | 1 559 | — | — | — |
500 | 20 | 1 321 | 1 321 | 1 334 | — | — | — | 1 664 | — | 1 686 | — | — | — |
550 | 22 | — | — | — | — | — | — | — | — | — | — | — | — |
600 | 24 | 1 549 | 1 549 | 1 568 | — | — | — | 1 943 | — | 1 972 | — | — | — |
650 | 26 | 1 651 | — | 1 673 | — | — | — | — | — | — | — | — | — |
700 | 28 | — | — | — | — | — | — | — | — | — | — | — | — |
750 | 30 | 1 880 | — | 1 902 | — | — | — | — | — | — | — | — | — |
800 | 32 | — | — | — | — | — | — | — | — | — | — | — | — |
850 | 34 | — | — | — | — | — | — | — | — | — | — | — | — |
900 | 36 | 2 286 | — | 2 315 | — | — | — | — | — | — | — | — | — |
950 | 38 | — | — | — | — | — | — | — | — | — | — | — | — |
1000 | 40 | — | — | — | — | — | — | — | — | — | — | — | — |
1100 | 42 | — | — | — | — | — | — | — | — | — | — | — | — |
1200 | 48 | — | — | — | — | — | — | — | — | — | — | — | — |
1400 | 54 | — | — | — | — | — | — | — | — | — | — | — | — |
1500 | 60 | — | — | — | — | — | — | — | — | — | — | — | — |
33
ГОСТ Р 71559—2024
Окончание таблицы 4
DN | NPS | Размеры, мм | |||||
Полнопроходные и неполнопроходные | Короткий корпус, полнопроходные и неполнопроходные | ||||||
ч аз X 05 4 с н о -0 со | си со S с О CQ С ^ О ю си С | S х ° о о с zr >> с; ст ° о * С Ф га X си н | 05 zr X 05 4 С о СО | 05 с Ct О CQ ^ О ю га С | S х ° о о с; zr >» X О С Ф га X 05 Н | ||
PN 42,0 (420) (класс 2500) | |||||||
50 | 2 | 451 | 451 | 454 | — | — | — |
65 | 2% | 508 | 508 | 514 | — | — | — |
80 | 3 | 578 | 578 | 584 | — | — | — |
100 | 4 | 673 | 673 | 683 | — | — | — |
150 | 6 | 914 | 914 | 927 | — | — | — |
200 | 8 | 1022 | 1022 | 1038 | — | — | — |
250 | 10 | 1270 | 1270 | 1292 | — | — | — |
300 | 12 | 1422 | 1422 | 1445 | — | — | — |
350 | 14 | — | — | — | — | — | — |
400 | 16 | — | — | — | — | — | — |
450 | 18 | — | — | — | — | — | — |
500 | 20 | — | — | — | — | — | — |
550 | 22 | — | — | — | — | — | — |
600 | 24 | — | — | — | — | — | — |
650 | 26 | — | — | — | — | — | — |
700 | 28 | — | — | — | — | — | — |
750 | 30 | — | — | — | — | — | — |
800 | 32 | — | — | — | — | — | — |
850 | 34 | — | — | — | — | — | — |
900 | 36 | — | — | — | — | — | — |
950 | 38 | — | — | — | — | — | — |
1000 | 40 | — | — | — | — | — | — |
1100 | 42 | — | — | — | — | — | — |
1200 | 48 | — | — | — | — | — | — |
1400 | 54 | — | — | — | — | — | — |
1500 | 60 | — | — | — | — | — | — |
34
со сл
Таблица 5 — Обратная арматура, полнопроходная и неполнопроходная: строительные длины фланцевые А, под приварку В и под уплотнительное кольцо С
DN | NPS | Размер, мм | ||||||||||||||||||||
ч га СТ га -е с | СТ О CQ Si S' О CL ю го >> го о. s | й ° о о ст =» с; ст ° о * С Ф ф га s * X | ч го X го с; -8-с н о со | Ct О CQ С . О Q. Ю 05 >» СО О- S | й ° о о ГО ст >> С С Ф га ° гс § га s * X | ч го ст X го -е с н о со | ст о со с Si О CL ю го >» со р | й ° о о го ст с го о * С Ф га ° гс § га s * X | ч го ст X го го -8- с о со | ст О CQ Si О О. Ю ГО >, СП с с | й ° о о го ст с го >» го 4 g о * С Ф га ° гс § га s * X | ч го го го го ■& с н о jO со | ст о со Si S' О CL ю го >> СП с = | й ° о о с го го сг о о * С Ф га ° гс £ гс § га s * X | ч го ст X го го -8- с н о -D со | ст о со S' О CL Ю ГО >ч СО р | й ° о о с го ^ ГО ст ° С Ф га § гс § га s * X | ч го ст I го го -8-с н о го со | ст о со Si S’ О CL ю го >> со Q- s | й ° о о го ст Р С Ф га ° гс § га ё * X | ||
PN 2,0 (20) (класс 150) | PN 5,0 (50) (класс 300) | PN 6,4 (64) (класс 400) | PN 10,0 (100) (класс 600) | PN 15,0(150) (класс 900) | PN 25,0 (250) (класс 1500) | PN 42,0 (420) (класс 2500) | ||||||||||||||||
50 | 2 | 203 | 203 | 216 | 267 | 267 | 283 | 292 | 292 | 295 | 292 | 292 | 295 | 368 | 368 | 371 | 368 | 368 | 371 | 451 | 451 | 451 |
65 | 2У2 | 216 | 216 | 229 | 292 | 292 | 308 | 330 | 330 | 333 | 330 | 330 | 333 | 419 | 419 | 422 | 419 | 419 | 422 | 508 | 508 | 508 |
80 | 3 | 241 | 241 | 254 | 318 | 318 | 333 | 356 | 356 | 359 | 356 | 356 | 359 | 381 | 381 | 384 | 470 | 470 | 473 | 578 | 578 | 578 |
100 | 4 | 292 | 292 | 305 | 356 | 356 | 371 | 406 | 406 | 410 | 432 | 432 | 435 | 457 | 457 | 460 | 546 | 546 | 549 | 673 | 673 | 673 |
150 | 6 | 356 | 356 | 368 | 445 | 445 | 460 | 495 | 495 | 498 | 559 | 559 | 562 | 610 | 610 | 613 | 705 | 705 | 711 | 914 | 914 | 914 |
200 | 8 | 495 | 495 | 508 | 533 | 533 | 549 | 597 | 597 | 600 | 660 | 660 | 664 | 737 | 737 | 740 | 832 | 832 | 841 | 1 022 | 1 022 | 1 022 |
250 | 10 | 622 | 622 | 635 | 622 | 622 | 638 | 673 | 673 | 676 | 787 | 787 | 791 | 838 | 838 | 841 | 991 | 991 | 1 000 | 1 270 | 1 270 | 1 270 |
300 | 12 | 699 | 699 | 711 | 711 | 711 | 727 | 762 | 762 | 765 | 838 | 838 | 841 | 965 | 965 | 968 | 1 130 | 1 130 | 1 146 | 1 422 | 1 422 | 1 422 |
350 | 14 | 787 | 787 | 800 | 838 | 838 | 854 | 889 | 889 | 892 | 889 | 889 | 892 | 1 029 | 1 029 | 1 038 | 1 257 | 1 257 | 1 276 | — | — | — |
400 | 16 | 864 | 864 | 876 | 864 | 864 | 879 | 902 | 902 | 905 | 991 | 991 | 994 | 1 130 | 1 130 | 1 140 | 1 384 | 1 384 | 1 407 | — | — | — |
450 | 18 | 978 | 978 | 991 | 978 | 978 | 994 | 1 016 | 1 016 | 1 019 | 1 092 | 1 092 | 1 095 | 1 219 | 1 219 | 1 232 | 1 537 | 1 537 | 1 559 | — | — | — |
500 | 20 | 978 | 978 | 991 | 1 016 | 1 016 | 1 035 | 1 054 | 1 054 | 1 060 | 1 194 | 1 194 | 1 200 | 1 321 | 1 321 | 1 334 | 1 664 | 1 664 | 1 686 | — | — | — |
550 | 22 | 1 067 | 1 067 | 1 080 | 1 118 | 1 118 | 1 140 | 1 143 | 1 143 | 1 153 | 1 295 | 1 295 | 1 305 | — | — | — | — | — | — | — | — | — |
600 | 24 | 1 295 | 1 295 | 1 308 | 1 346 | 1 346 | 1 368 | 1 397 | 1 397 | 1 407 | 1 397 | 1 397 | 1 407 | 1 549 | 1 549 | 1 568 | 1 943 | 1 943 | 1 972 | — | — | — |
650 | 26 | 1 295 | 1 295 | — | 1 346 | 1 346 | 1 372 | 1 397 | 1 397 | 1 410 | 1 448 | 1 448 | 1 461 | — | — | — | — | — | — | — | — | — |
700 | 28 | 1 448 | 1 448 | — | 1 499 | 1 499 | 1 524 | 1 600 | 1 600 | 1 613 | 1 600 | 1 600 | 1 613 | — | — | — | — | — | — | — | — | — |
750 | 30 | 1 524 | 1 524 | — | 1 594 | 1 594 | 1 619 | 1 651 | 1 651 | 1 664 | 1 651 | 1 651 | 1 664 | — | — | — | — | — | — | — | — | — |
900 | 36 | 1 956 | 1 956 | — | 2 083 | 2 083 | — | 2 083 | 2 083 | — | 2 083 | 2 083 | — | — | — | — | — | — | — | — | — | — |
950 | 38 | |||||||||||||||||||||
1000 | 40 | |||||||||||||||||||||
1100 | 42 | |||||||||||||||||||||
1200 | 48 | |||||||||||||||||||||
1400 | 54 | |||||||||||||||||||||
1500 | 60 | — | ||||||||||||||||||||
ГОСТ Р 71559—2024
eg Таблица 6 — Обратная арматура с затвором для межфланцевой установки, с одним или двумя дисками, с длинным и коротким корпусом: строительные длины
DN | NPS | Торцевые размеры, мм | ||||||||||||||
PN 2,0 (20) (класс 150) | PN 5,0 (50) (класс 300) | PN 6,4 (64) (класс 400) | РЛ/10,0 (100) (класс 600) | РЛ/15,0 (150) (класс 900) | PN 25,0 (250) (класс 1500) | PN 42,0(420) (класс 2500) | ||||||||||
О с о н о о ^ | О с о hi >3 3 d | О с о hi >3 3 hi о о | О с о hi >3 X 3 d | О с о hi >3 3 hi н о о | О с о hi X 3 с; d | О с о hi >3 3 Н О о sr | О с о hi >3 X 3 d | О с О hi >3 S hi н о О | О с о bi >3 X 3 d | О с о bi >3 3 hi н о О | и с о >3 D X 3 d | О с О hi >3 3 ь О О | о с о hi >3 X 3 d | |||
50 | 2 | 19 | 60 | 19 | 60 | 19 | 60 | 19 | 60 | 19 | 70 | 19 | 70 | — | 70 | |
65 | 21Л | 19 | 67 | 19 | 67 | 19 | 67 | 19 | 67 | 19 | 83 | 19 | 83 | — | 83 | |
80 | 3 | 19 | 73 | 19 | 73 | 19 | 73 | 19 | 73 | 19 | 83 | 22 | 83 | — | 86 | |
100 | 4 | 19 | 73 | 19 | 73 | 22 | 79 | 22 | 79 | 22 | 102 | 32 | 102 | — | 105 | |
150 | 6 | 19 | 98 | 22 | 98 | 25 | 137 | 29 | 137 | 35 | 159 | 44 | 159 | — | 159 | |
200 | 8 | 29 | 127 | 29 | 127 | 32 | 165 | 38 | 165 | 44 | 206 | 57 | 206 | — | 206 | |
250 | 10 | 29 | 146 | 38 | 146 | 51 | 213 | 57 | 213 | 57 | 241 | 73 | 248 | — | 250 | |
300 | 12 | 38 | 181 | 51 | 181 | 57 | 229 | 60 | 229 | — | 292 | — | 305 | — | 305 | |
350 | 14 | 44 | 184 | 51 | 222 | 64 | 273 | 67 | 273 | — | 356 | — | 356 | — | — | |
400 | 16 | 51 | 191 | 51 | 232 | 64 | 305 | 73 | 305 | — | 384 | — | 384 | — | — | |
450 | 18 | 60 | 203 | 76 | 264 | 83 | 362 | 83 | 362 | — | 451 | — | 468 | — | — | |
500 | 20 | 64 | 219 | 83 | 292 | 89 | 368 | 92 | 368 | — | 451 | — | 533 | — | — | |
600 | 24 | — | 222 | — | 318 | — | 394 | — | 438 | — | 495 | — | 559 | — | — | |
750 | 30 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | |
900 | 36 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | |
1100 | 42 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | |
1200 | 48 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | |
1400 | 54 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | |
1500 | 60 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | |
ГОСТ Р 71559—2024
ГОСТ Р 71559—2024
6.8 Данные для проектирования трубопроводной арматуры
6.8.1 Заказчик должен определить MPD, при котором требуется открывать арматуру при помощи маховика арматуры (рукоятки), редуктора или привода. Если MPD не указан, его принимают в соответствии с 6.2.
6.8.2 Изготовитель должен предоставить заказчику следующие данные, если это необходимо:
- коэффициент Cv или Kv;
- осевое усилие срыва с уплотнения или крутящий момент для открывания арматуры;
- максимально допускаемое усилие штока или крутящий момент на трубопроводной арматуре и, если применимо, максимально допускаемый крутящий момент на входе в редуктор;
- количество оборотов для трубопроводной арматуры с ручным управлением.
6.9 Очистка полости и проведение внутритрубного технического диагностирования
Заказчик должен указать требования к проходимости трубопроводной арматуры.
Примечание — Рекомендации даны в приложении Г.
6.10 Присоединения трубопроводной арматуры
6.10.1 Торцевой фланец
6.10.1.1 Общие положения
Фланцы должны иметь выступающий торец без резьбы или кольцевое соединение. Строительные длины, допуски и чистовая отделка (доводка), включая шаблоны для сверления, обработка торца фланца, подрезка торца и обратная подрезка торца, допускается выполнять в соответствии с ГОСТ 33259 или другими стандартами или нормами проектирования по согласованию заказчика и изготовителя. Метод изготовления должен гарантировать центровку фланца в соответствии с 6.10.1.2, 6.10.1.3 и 6.10.1.4.
Если ни один из вышеперечисленных стандартов не применяется, выбор другого стандарта или нормы проектирования осуществляют по договоренности между заказчиком и изготовителем. Метод изготовления должен гарантировать центровку фланца в соответствии с 6.10.1.2, 6.10.1.3 и 6.10.1.4.
6.10.1.2 Смещение центрированных линий фланца. Поперечное центрирование
Для арматуры до DN 100 включительно (NPS 4) максимальная несоосность фланца должна составлять 2 мм.
Для арматуры с номинальным диаметром, превышающим 100 (NPS 4), максимальная несоосность фланца должна составлять 3 мм.
6.10.1.3 Параллельность выровненных поверхностей фланца. Угловое выравнивание
Максимальная измеренная разница между торцевыми фланцами должна составлять 2,5 мм/м.
6.10.1.4 Полное допускаемое смещение отверстий под болты
Для арматуры до DN 100 включительно (NPS 4) максимально допускаемое смещение от лицевой поверхности должно быть не более 2 мм в отверстиях под болты (см. рисунок 14).
Для арматуры более DN 100 (NPS 4) максимально допускаемое смещение от лицевой стороны должно быть не более 3 мм в отверстиях под болты.
Поверхность опорных участков гайки на задней поверхности торцевых фланцев должна быть параллельна с точностью до 1° от поверхностей фланца.
37
ГОСТ Р 71559—2024
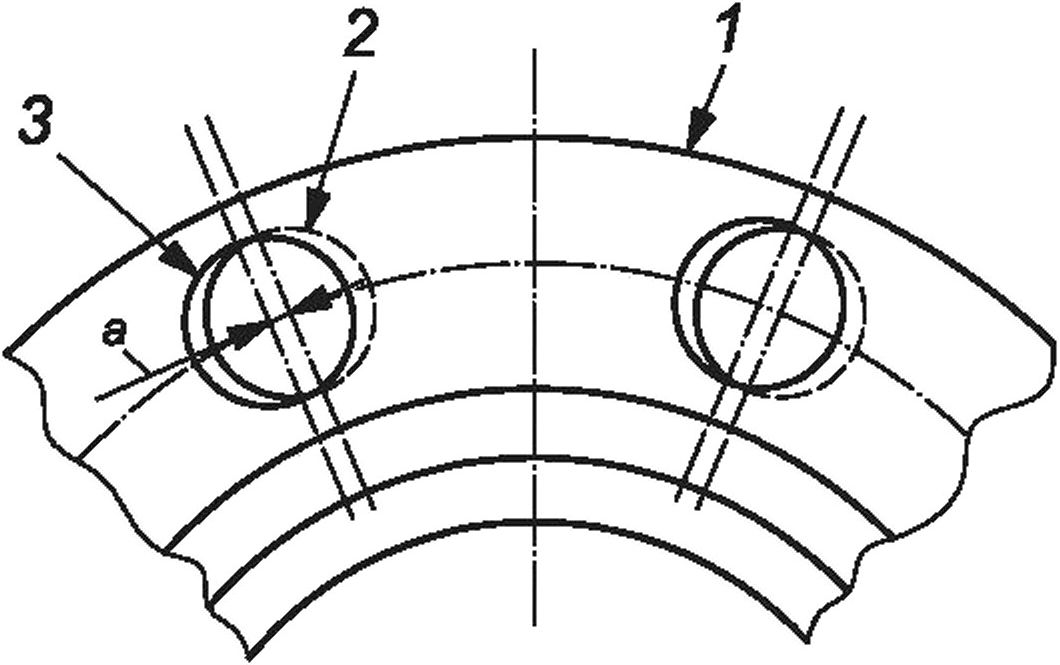
1 — фланец; 2 — отверстия в первом фланце; 3 — отверстия в противоположном фланце для выравнивания;
а — смещение отверстия под болт (см. 6.10.1.4)
Рисунок 14 — Смещение отверстия под болт
6.10.2 Патрубки под приварку
6.10.2.1 Сварные концы должны соответствовать требованиям заказчика, если иное не согласовано. В случае толстостенного корпуса арматуры внешний профиль может сужаться под углом 30°, а затем до 45°.
Примечание — Информация для сварных концов арматуры иностранных изготовителей приведена в [8] (рисунки 434.8.6 (а) (1) и (2)), [9] (рисунки I-4 и I-5).
6.10.2.2 Заказчик должен указать наружный диаметр, толщину стенки, марку материала, SMYS и особенности материала соединяемой трубы, и применяется ли покрытие.
6.10.3 Дополнительные концевые соединения арматуры
Другие концевые соединения могут быть указаны заказчиком.
6.11 Байпасы, дренажные и спускные отверстия
6.11.1 Следует избегать использования соединений байпаса, дренажа и вентиляции. При необходимости по указанию заказчика они должны быть сварными, фланцевыми или резьбовыми.
Примечание — Резьбовые соединения могут быть подвержены щелевой коррозии.
Влияние щелевой коррозии можно минимизировать за счет учета конструкции детали на стадии проектирования, применения в изготовлении видов сырья с малым риском щелевой коррозии, устранения зазоров, применения электромеханической защиты, нанесения ингибиторов коррозии.
6.11.2 Профили резьбы должны быть конусными (см. [10]), если не согласовано иное. Коническая резьба должна обеспечивать уплотнение и соответствовать требованиям заказчика. Если указано использование параллельных резьб, соединение должно иметь приводную секцию для захвата и удержания уплотнительного элемента, подходящего для указанного обслуживания арматуры. Требования к параллельным резьбам приведены в [11].
Примечание — Информация о конической резьбе соединений арматуры иностранных изготовителей приведена в [12].
6.11.3 Минимальные размеры должны соответствовать таблице 7 или договоренности между заказчиком и изготовителем.
Таблица 7 — Размеры резьбы/трубы для обходных перемычек, спускных и вентиляционных отверстий
Диаметр арматуры | Размер резьбы/трубы, мм | |
DN | NPS | |
От 15 до 40 включ. | От % ДО 1 >г включ. | 8 |
От 50 до 100 включ. | От 2 до 4 включ. | 15 |
От 150 до 200 включ. | От 6 до 8 включ. | 20 |
Более 200 | Более 8 | 25 |
38
ГОСТ Р 71559—2024
6.12 Руководство для ручного привода. Маховики арматуры, рукоятки и рычаги
6.12.1 Рукоятки арматуры должны быть изготовлены либо как одно целое по конструкции, либо состоять из ступицы, устанавливаемой на шпиндель, конструкция которой предусматривает установку рукоятки. Конструкция ступицы должна предусматривать постоянное присоединение рукоятки, если это определено заказчиком.
6.12.2 Максимальное усилие, необходимое на маховике арматуры или рукоятке для приложения крутящего момента или усилия отрыва, не должно превышать 400 Н.
6.12.3 Рукоятки, которые имеют цельную конструкцию (не затянуты), не должны быть длиннее, чем удвоенный торцевой или сквозной размер, если иное не согласовано.
Примечание — Незакрепленные рукоятки не считают частью арматуры и они не должны отвечать требованиям максимальной длины.
6.12.4 Диаметр(ы) маховика арматуры не должен(ы) превышать торцевого или сквозного размеров арматуры или 1000 мм в зависимости от того, что меньше, если иное не согласовано. За исключением арматуры с номинальными диаметрами 40 (NPS 1 %) и меньше, спицы не должны выходить за периметр маховика арматуры, если иное не оговорено.
6.12.5 Если это указано заказчиком, маховик входного вала редуктора должен быть снабжен устройством для ограничения крутящего момента, например, срезным штифтом, для предотвращения повреждения трансмиссии.
6.12.6 Направление закрытия должно быть по часовой стрелке, если иное не указано.
6.13 Запирающий элемент
6.13.1 Арматура должна быть снабжена запирающими элементами, если это указано заказчиком. Запирающие элементы для обратной арматуры должны быть предназначены для блокировки арматуры только в открытом положении.
6.13.2 Запирающие элементы для арматуры других типов должны блокировать арматуру в открытом и/или закрытом положении.
6.14 Положение обтюратора
За исключением обратной арматуры, положение обтюратора не должно изменяться динамическими силами проходящего потока рабочей среды или, в случае шиберных задвижек, силами, возникающими от внутреннего или внешнего давления.
6.15 Указатели положения
6.15.1 Арматура, оснащенная ручными или силовыми приводами, должна быть снабжена видимым указателем, чтобы показывать открытое и закрытое положение запорного элемента.
6.15.2 Для плунжерной и шаровой арматуры рукоятка и/или указатель положения должны быть направлены параллельно оси трубопровода, когда арматура открыта, и перпендикулярно, когда арматура закрыта. Конструкция должна быть такой, чтобы деталь (детали) указателя и/или рукоятка не могли бы быть смонтированы при неправильном указании положения клапана.
6.15.3 Арматура без ограничителей положения должна иметь указатель положения для проверки выравнивания открытого и закрытого положения со снятым управляющим устройством/приводом.
6.16 Ограничители хода
Ограничители хода должны быть предусмотрены на арматуре и/или управляющем устройстве, и они должны определять положение запорного элемента в открытом или закрытом положении. Если управляющее устройство может быть извлечено под водой, клапан должен быть оснащен функцией, обеспечивающей правильное выравнивание. Ограничители хода не должны влиять на герметичность арматуры.
6.17 Интерфейс ТИПА
6.17.1 Заказчик должен указать требования к интерфейсу ТИПА.
39
ГОСТ Р 71559—2024
6.17.2 Если предусмотрен интерфейс ТИПА, изготовитель должен указать количество оборотов манипулятора ТИПА, необходимое для полного цикла открытия/закрытия арматуры, и требования к силе/крутящему моменту во время цикла открытия и закрытия:
- рабочую силу/крутящий момент;
- максимальную силу/крутящий момент приводной передачи, которая не превышает значений предела прочности, указанных в 6.21.2;
- минимальное усилие/момент затяжки болтов привода, которые могут привести к значениям предела прочности, превышающим указанные в 6.21.3.
Примечание — Описание типовых интерфейсов ТИПА приведено в [13].
6.18 Впрыскивание уплотнительного материала
6.18.1 Необходимо предусматривать устройства для впрыскивания уплотнительного материала в седло и/или на шпиндель, если не указано иное. Если предусмотрено, все отверстия для впрыскивания должны быть оснащены двойным барьером.
6.18.2 Первый (внутренний) барьер должен представлять собой обратный затвор, расположенный внутри основного корпуса арматуры. Второй барьер должен быть обратным затвором с пробкой для сдерживания давления либо изолирующим клапаном.
6.19 Подъемные петли и опоры трубопроводной арматуры
6.19.1 Арматура с DN 200 (NPS 8) и более должна иметь подъемные петли, если иное не указано. Изготовитель должен проверить пригодность подъемных петель и рекомендовать процедуру подъема. Каждая подъемная петля должна выдержать безопасную рабочую нагрузку, по крайней мере равную массе арматуры, и должна иметь соответствующую маркировку.
6.19.2 Если изготовитель арматуры несет ответственность за поставку арматуры в сборе с управляющим устройством, изготовитель арматуры должен проверить работоспособность подъемных петель для арматуры в сборе.
6.19.3 Если заказчик несет ответственность за поставку управляющего устройства, то он должен предоставить достоверную информацию, чтобы изготовитель мог проверить пригодность подъемных петель для полной сборки.
Примечание — Заказчиком в особых требованиях могут быть указаны особые условия проектирования, изготовления и сертификации подъемных петель.
6.20 Интерфейс устройства управления арматуры
6.20.1 Источник питания привода должен быть указан заказчиком.
6.20.2 Приводы и редукторы должны быть установлены на арматуре изготовителем, если иное не согласовано.
6.20.3 Поверхность раздела между приводами и узлами крышки арматуры или удлинителя штока должна быть спроектирована таким образом, чтобы предотвращать перекос или неправильную сборку компонентов и сохранять ориентацию обтюратора.
6.20.4 Поверхность раздела между приводами или редукторами и узлами крышки арматуры или удлинителя штока должна быть герметичной, что обеспечивают, например, с помощью прокладок или уплотнительных колец для предотвращения попадания внешних загрязнений в сборку. Давление в образовавшемся пространстве должно быть выравнено с давлением окружающей среды, заполнено технической жидкостью для компенсации давления и снабжено клапаном сброса давления.
6.20.5 Полученное пространство должно выдерживать расчетное давление арматуры и внешнее гидростатическое давление (подводное исполнение), и в этом случае оно должно быть подвергнуто гидравлическому испытанию в соответствии с настоящим стандартом и снабжено средствами сброса повышенного давления до демонтажа.
6.20.6 Конструкция устройства управления арматуры должна учитывать возможные изменения объема до развертывания.
6.20.7 Показатели гидростатического давления должны быть учтены при проектировании приво-да/редуктора.
40
ГОСТ Р 71559—2024
6.20.8 Должны быть предусмотрены средства для предотвращения избыточного давления в приводе или редукторе от утечки на штоке или уплотнении крышки.
6.20.9 Выходная мощность привода не должна превышать пределов напряжений в приводе арматуры согласно 6.21.2, если иное не согласовано.
Примечание — Постоянная деформация или повреждение компонентов трансмиссии может произойти, если они подвергаются воздействию тяги или крутящего момента, превышающих эти пределы напряжения.
Типовые интерфейсы между арматурой поворотного типа и приводом приведены в [14].
6.20.10 Изготовитель должен указать максимально допускаемый входной крутящий момент или усилие для привода арматуры.
6.20.11 По согласованию с заказчиком арматура должна быть снабжена герметизирующей крышкой.
6.20.12 Заказчиком должно быть указано о возможности снятия редуктора или привода с арматуры под водой.
6.21 Приводные механизмы
6.21.1 Расчетное усилие или крутящий момент
6.21.1.1 Расчетное усилие или крутящий момент для всех расчетов трансмиссии должны быть минимум в два раза больше усилия отрыва или крутящего момента.
Примечание — Этот расчетный фактор позволяет учесть увеличение усилия или крутящего момента при эксплуатации из-за нечастой цикличной работы, работы при низкой температуре и неблагоприятного воздействия инородных частиц.
6.21.1.2 Минимальное расчетное усилие или крутящий момент должны быть основаны на рабочем режиме, который требует наибольшего значения усилия или крутящего момента. Изготовитель должен определить, какой из следующих режимов работы требует наибольшего усилия или крутящего момента:
- из закрытого положения в открытое, с перепадом давления, равным MPD;
- закрытого положения в открытое, с максимальным перепадом давления с обеих сторон уплотняющей детали и с арматурой при атмосферном давлении;
- закрытого положения в открытое, с максимальным перепадом давления в отверстии и в полости арматуры при атмосферном давлении.
6.21.2 Допускаемые напряжения
6.21.2.1 Растягивающие напряжения в компонентах трансмиссии, включая удлинители штока, не должны превышать 67 % SMYS при приложении расчетного усилия или крутящего момента. Напряжение сдвига, кручения и смятия не должно превышать пределов, указанных в требованиях заказчика, за исключением того, что расчетные значения интенсивности напряжений Sm должны составлять 67 % от SMYS.
Примечание — Значения напряжения сдвига, кручения и смятия для компонентов трансмиссии арматуры иностранных изготовителей приведены в дополнительных правилах [3] (раздел 2, часть AD-132).
6.21.2.2 Указанные в 6.21.2.1 пределы напряжений не применяют к компонентам подшипников качения или других запатентованных подшипников, или материалам с высокой прочностью подшипников, которые включены в трансмиссию, где используют рекомендации или ограничения изготовителя, полученные на основе испытаний и опыта эксплуатации. Указанные в 6.21.2.1 ограничения должны быть обоснованы в проектной документации.
6.21.2.3 Привод должен быть спроектирован таким образом, чтобы ненадежный элемент находился вне зоны воздействия давления.
6.21.2.4 Коэффициент прочности, равный значению 0,75, должен быть использован для угловых сварных швов.
6.21.3 Болтовые соединения привода
Болтовые соединения в трансмиссии должны быть рассчитаны на прямую нагрузку, создаваемую полной мощностью привода/редуктора, и, если необходимо, нагрузки от давления. Болты не должны подвергаться прямому сдвигу.
41
ГОСТ Р 71559—2024
6.22 Фиксация штока
Конструкция арматуры должна быть сконструирована с обеспечением невозможности выталкивания шпинделя внутренним давлением, когда удалены набивка шпинделя и/или фиксатор.
6.23 Защита вала/штока
По согласованию с заказчиком в конструкции должны быть предусмотрены приспособления для защиты вала/штока или крышки. Если протектор или крышка будут находиться под давлением, то данные устройства и их соединения должны быть способны выдерживать расчетное давление клапана и внешнее гидростатическое давление, и должны быть подвергнуты гидравлическим испытаниям в соответствии с настоящим стандартом. Защитное устройство или крышка должны иметь отверстия для сброса давления перед их разборкой или при регулировке.
6.24 Гидропривод
Если арматура или ее компоненты предназначены для подводного обслуживания, необходимо предусмотреть сброс давления из всех имеющихся полостей арматуры таким образом, чтобы находящаяся внутри жидкость не могла препятствовать разборке или последующей сборке компонентов.
6.25 Коррозия/эрозия
6.25.1 По согласованию с заказчиком изготовитель должен принять меры предосторожности при разработке конструкции и выборе материалов для того, чтобы коррозия и/или эрозия не влияла на работоспособность арматуры в течение ее срока службы.
6.25.2 Целесообразно предусматривать коррозионно-стойкий материал или покрытие:
- по всей внутренней смачиваемой поверхности арматуры:
- в зонах уплотнения и соединениях на прокладке/корпусе, находящихся в контакте с рабочей средой;
- в зонах уплотнения.
6.25.3 При разработке конструкции и выборе материалов также должны быть учтены условия приемки оборудования и гидростатических испытаний.
6.25.4 Если указан допуск на коррозию/эрозию, изготовитель также должен обеспечить, чтобы проектные значения толщины включали потерю толщины, равную указанному допуску на коррозию/ эрозию.
6.26 Работа при повышенном давлении
6.26.1 Изготовитель должен продемонстрировать с использованием испытаний и/или расчетов по сертифицированным или апробированным иным способом методикам, что арматура подходит для требуемой глубины укладки.
6.26.2 Если проведение испытания при повышенном давлении определено заказчиком для подтверждения соответствия арматуры, то оно должно быть выполнено в соответствии с Б.5.
6.27 Проектная документация
Конструкторская документация должна быть представлена в доступной форме и печатном виде на русском языке.
6.28 Контроль расчетной (конструкторской) документации
Конструкторская документация должна быть проверена и исправлена компетентными в данной области специалистами, не проводившими первоначальные расчеты.
7 Приводы
7.1 Требования к приводам запорной арматуры
7.1.1 Для управления запорной арматурой применяют:
- поршневые приводы (пневматический, пневмогидравлический и электрогидравлический);
- пневматические приводы со струйным двигателем;
42
ГОСТ Р 71559—2024
- электрические приводы с механическим редуктором;
- приводы с механическим редуктором;
- рукоятки, маховики арматуры.
7.1.2 Система управления приводом обеспечивает дистанционное и местное управление, в том числе:
- закрытие и открытие арматуры, остановку запорного устройства в любом промежуточном положении с пульта дистанционного и местного управления;
- автоматическое размыкание электрической цепи путевыми выключателями при достижении запорным устройством крайних положений;
- исключение самопроизвольного перемещения запорного устройства под влиянием рабочей среды.
7.1.3 Пневматические, пневмогидравлические и гидравлические приводы функционируют от энергии давления транспортируемого газа, жидкости либо от энергии давления газа или воздуха из автономной системы, а также от ручного дублера.
7.1.4 Приводы с электрогидравлической системой управления функционируют от энергии давления гидравлической жидкости:
- накопленной в аккумуляторной емкости;
- создаваемой электрогидронасосом;
- создаваемой насосом ручного дублера.
7.1.5 Электроприводы функционируют от трехфазного переменного тока напряжением 380 В 50 Гц, однофазного тока напряжением 220 В 50 Гц (или другого — по согласованию с заказчиком) и ручного дублера.
7.1.6 Электрические части приводов всех типов выполняют во взрывозащищенном исполнении класса 1ExdllBT3 по ГОСТ 31610.0 со степенью защиты оболочки не ниже IP 66 (IP 55 для соленоидов, помещенных в герметичном кожухе) по ГОСТ 14254, с двойным уплотнением и изолированным блоком клемм.
7.1.7 Привод, по согласованию с заказчиком, работает в системах автоматического управления (системы SCADA), в том числе с использованием микропроцессорной техники.
7.1.8 Приводы и редукторы имеют присоединительные размеры к кранам, задвижкам и арматуре согласно ГОСТ 34287.
7.1.9 Корпус привода должен быть герметичен относительно внешней среды.
7.1.10 Внутрикорпусные детали привода, подлежащие смазке, обрабатывают смазочными материалами. К внутрикорпусным деталям следует обеспечить доступ для контроля и смазки в период эксплуатации без демонтажа привода.
7.1.11 На приводе имеются устройства (проушины, рым-болты и т. д.) для его строповки при монтаже на арматуре. Если привод поставляется установленным на арматуре, то устройства для строповки рассчитывают на полный вес арматуры с приводом. Схема строповки и монтажа входит в комплект поставки. Схема строповки привода или арматуры в сборе с приводом исключает возможность повреждения стропами узлов, деталей и трубной обвязки арматуры и привода.
Привод допускается поставлять в сборе с арматурой, если обеспечивается возможность транспортирования. При раздельной поставке привода и арматуры поставщик обязан предоставить подробную инструкцию по монтажу привода и системы управления.
7.2 Требования к приводам кранов
7.2.1 Приводы и ручные редукторы (рычаги) обеспечивают поворот затвора крана на 90°. Приводы и редукторы имеют регулируемые механические упоры (ограничители) крайних положений затвора, если затвор крана не имеет собственных упоров крайних положений. Ограничители выполняют регулировку в пределах ±2,5°.
Ограничители имеют заводскую маркировку и опломбированы.
Закрытие крана производится по часовой стрелке, а открытие — против часовой стрелки.
7.2.2 Приводы имеют следующие способы управления:
- дистанционный;
- местный;
- ручной дублер.
43
ГОСТ Р 71559—2024
Краны от DN 300 до DN 1500, по согласованию с заказчиком, поставляют с приводами, оснащенными автоматом аварийного закрытия крана.
7.2.3 Приводы и редукторы имеют местный указатель положения затвора крана. Указатель устанавливают на детали привода, непосредственно связанной со шпинделем (удлинителем) крана, и он четко указывает открытое и закрытое положение затвора крана.
7.2.4 Для пробковых и шаровых кранов рукоятку и/или указатель положения располагают вдоль оси трубопровода, когда кран открыт, и поперек — когда кран закрыт. Конструкция указателя такая, чтобы детали указателя или рукоятки при монтаже не могли показывать ложное положение крана.
7.2.5 Приводы и редукторы обеспечивают крутящий момент:
- для кранов от DN 50 до DN 400 — позволяющий производить полное открытие при одностороннем дифференциальном давлении газа на шаровом затворе, равном PN;
- для кранов от DN 500 до DN 1500 — позволяющий производить полное открытие при одностороннем дифференциальном давлении на шаровом затворе, равном 2,0 МПа;
- для кранов от DN 50 до DN 1500 — позволяющий производить открытие при наличии дифференциальных давлений газа, равных PN на обоих седлах одновременно.
7.2.6 Время открытия/закрытия затвора крана приводом определяют в пределах, указанных в таблице 8.
Указанное в таблице 8 время открытия/закрытия обеспечивают для температуры окружающей среды 0 °C, при других температурах окружающей среды время открытия/закрытия не изменяется более чем на 20 %.
Таблица 8 — Время открытия/закрытия затвора крана
DN | 50—100 | 150 | 200 | 300 | 400 | 500 | 600 | 700 | 1000 | 1200 | 1500 |
Время открытия/закрытия затвора крана, не более, с | 6 | 9 | 12 | 18 | 24 | 30 | 36 | 42 | 60 | 72 | 84 |
7.2.7 Максимальный крутящий момент привода должен быть не менее, чем в два раза больше максимального расчетного крутящего момента для управления краном при рабочем давлении эксплуатации.
7.2.8 Время открытия/закрытия крана при помощи ручного редуктора или ручного дублера не превышает для кранов с номинальным диаметром:
50—150 — 1 мин; 1000 — 15 мин;
200—400 —3 мин; 1200 — 18 мин;
500—700 — 10 мин; 1500 —20 мин.
Усилия при открытии/закрытии — не более 150 Н; в начале движения допускается увеличение нагрузки до 450 Н.
7.2.9 Редукторы устанавливают на краны, начиная с DN 150, PN 64 и DN 100, PN 160. На краны меньших диаметров и давлений устанавливают рукоятки, при этом усилие на рукоятке не превышает 150 Н в момент движения и 450 Н — в момент срыва и начала движения.
7.2.10 Редуктор имеет следующие типы конструкции:
- червячный редуктор;
- спироидный редуктор;
- кулисно-винтовой редуктор;
- рычажно-винтовой редуктор.
В качестве дополнительного, возможно применение цилиндрического или планетарного редуктора.
7.2.11 Редуктор находится в герметичном корпусе, и внутренние детали смазаны консистентной смазкой или залиты маслом.
7.2.12 Редуктор имеет механическую передачу с самоблокировкой.
7.2.13 Редуктор имеет регулируемые упоры крайних положений затвора крана, если затвор не имеет собственных упоров крайних положений.
7.2.14 Электропривод крана состоит из электрической силовой части (соленоида или электродвигателя), системы преобразования направления вращения и крутящего момента (редуктора), электронного блока, а также набора выключателей и датчиков: выключатель приводит в действие электродвигатель, вращение от которого передается через редуктор на выходной вал привода, который вращает ходовую гайку или шпиндель крана.
44
ГОСТ Р 71559—2024
7.2.15 Поршневые пневмоприводы, используемые для управления шаровыми кранами, могут быть следующих типов:
- поршневой двойного действия;
- поршневой с пружиной возврата;
- струйный;
- поворотный (лопастной).
7.2.16 Пневмопривод крана работает от давления управляющего газа, находящегося в газопроводе или подготовленного на специальном оборудовании.
7.2.17 Привод обеспечивает открытие и закрытие кранов минимальным давлением управляющего газа для:
РЛ/6,3(63) —1,5 МПа;
РЛ/8,0; 10,0 (80; 100) —2,5 МПа;
PN 16,0 (160) —3,5 МПа;
РЛ/25,0 (250) —4,5 МПа.
7.2.18 Трубную обвязку привода выполняет и монтирует на приводе в заводских условиях его изготовитель.
7.2.19 Трубопроводы пневмосистемы и гидросистемы управления приводом изготавливают из нержавеющей стали. Соединение трубопроводов выполняют при помощи ниппельного соединения или соединения с врезающимся кольцом.
7.2.20 Приводы оснащают ручным дублером для перекрытия кранов при отсутствии управляющего газа или если давление управляющего газа недостаточно.
В качестве ручного дублера следует применять ручку или редуктор. Усилие на рукоятке для от-крытия/закрытия затвора крана ручным дублером не превышает 150 Н, при этом длина рукоятки — не более 800 мм.
На струйных приводах отключение ручного дублера происходит автоматически при включении турбины.
7.2.21 Пневмосистема включает:
- два соленоидных ЭПК управления;
- фильтр — осушитель управляющего газа, установленный до ЭПК управления (установка на открытом воздухе/в помещении);
- манометр для контроля давления управляющего газа, установленный до ЭПК управления.
7.2.22 Пневмосистема имеет устройство для регулирования скорости открытия/закрытия затвора крана.
7.2.23 Газовые полости приводов находятся под давлением газа только во время открытия/закрытия шарового затвора, по окончании поворота затвора узел управления обеспечивает автоматический сброс давления из газовой полости. Сброс давления «отработавшего» газа осуществляют через специальное устройство, обеспечивающее оператору безопасное управление приводом.
7.2.24 Фильтр-осушитель обеспечивает:
- очистку газа от механических примесей;
- осушку от влаги, содержащейся в газе, без регенерации адсорбента — не менее 200 циклов во всем диапазоне температур.
Конструкция фильтра-осушителя обеспечивает возможность дренирования влаги, удаления механических примесей и замены патрона с адсорбентом на действующем кране.
7.2.25 По требованию заказчика пневмоприводы комплектуют ресиверами газа с объемом, достаточным для не менее трех открытий/закрытий крана. Входным устройством ресивера является обратный кран.
7.2.26 ПГП крана имеет конструкцию безбаллонного типа (с демпферной гидрожидкостью) и работает от давления управляющего газа, находящегося в газопроводе или подготовленного на специальном оборудовании. ПГП в качестве приводного устройства используют кулисный механизм.
7.2.27 ПГП имеют на цилиндрах устройства для спуска воздуха (в верхней точке) и дренирования отстоя демпферной жидкости (в нижней точке). Дренирование отстоя демпферной жидкости обеспечивают также с нижних точек трубной обвязки и насоса.
7.2.28 Электропривод для применения на нефтепроводах изготавливают:
- с муфтой крутящего момента одностороннего действия (т. е. работают только на закрытие крана);
- с муфтой двустороннего действия (работают как на закрытие крана, так и на его открытие).
45
ГОСТ Р 71559—2024
7.2.29 Управление электроприводом крана осуществляют:
- по месту с блока управления привода;
- из операторной;
- автоматически по аварийно-высокому значению перепада давления.
7.2.30 Внутренние поверхности цилиндров и штоки имеют антикоррозионное износостойкое покрытие.
7.2.31 Сопряженная поверхность поршня с цилиндром и сопряженная поверхность втулки сальника со штоком выполнены из антифрикционного материала.
7.2.32 Конструкция уплотнительных элементов на поршне и в сальнике соответствует максимальному давлению управляющего газа.
7.2.33 В гидросистеме ПГП применяют демпферную жидкость, не агрессивную к материалам уплотнений, применяемых в приводе. Вязкость демпферной жидкости при температуре минус 60 °C не превышает 600 сСт. Данные характеристики жидкости сохраняют не менее 10 лет.
7.2.34 Гидросистема имеет устройство для регулирования скорости открытия/закрытия.
7.2.35 Конструкция ПГП имеет расширительный бак с указателем уровня жидкости. Конструкцию бака рассчитывают на рабочее давление управляющего газа.
7.2.36 Объем бака достаточен для условий температурного расширения демпферной жидкости с учетом годового максимального перепада температур и воздействия солнечной радиации. В верхней части бак имеет соединение с атмосферой.
7.2.37 В гидросистеме привода устанавливают трехходовую распределительную арматуру переключения на местное и дистанционное управление. При установке на местное управление привод переставляют от ручного дублера. Указатель крана при местном управлении указывает направление на открытие или закрытие крана.
7.2.38 Приводы оснащают ручным дублером для перекрытия кранов при отсутствии управляющего газа или если его давление недостаточно для перекрытия.
В качестве ручного дублера следует применять гидронасос. Усилие на рукоятке насоса для открытия/закрытия затвора крана ручным дублером не превышает 150 Н, при этом ее длина — не более 800 мм.
7.2.39 Пневмосистема ПГП включает:
- два входных шаровых крана с резьбовым муфтовым присоединением;
- двухходовой кран переключения на максимальное давление управляющего газа;
- фильтр — осушитель газа;
- манометр для контроля давления управляющего газа, установленный до кранов управления;
- соленоидные ЭПК управления.
7.2.40 Газовые полости приводов находятся под давлением газа только во время открытия/закрытия шарового затвора, по окончании поворота затвора узел управления обеспечивает автоматический сброс давления из газовой полости. Сброс давления «отработавшего» газа осуществляют через специальное устройство, обеспечивающее безопасность оператора при управлении приводом.
7.2.41 Пневмосистему ПГП надземного и подземного исполнения кранов оснащают фильтрами — осушителями управляющего газа, устанавливаемыми до ЭПК управления приводом (установка на открытом воздухе/помещении).
7.2.42 Фильтр-осушитель обеспечивает:
- очистку газа от механических примесей;
- осушку от влаги, содержащейся в газе, без регенерации адсорбента не менее 200 циклов во всем диапазоне температур.
Конструкция фильтра-осушителя обеспечивает возможность дренирования влаги, удаления механических примесей и замены патрона с адсорбентом на действующем кране.
7.2.43 Пневмосистему ПГП оснащают манометром для контроля давления управляющего газа.
7.2.44 ПГП, по требованию заказчика, комплектуют ресиверами газа с объемом, достаточным для не менее трех открытий/закрытий крана. Входным устройством ресивера является обратный кран.
7.2.45 Электропневматическая система управления обеспечивает открытие/закрытие пневмоприводом, пневмогидроприводом затвора крана при дистанционном и местном управлении, а также сигнализирует на пульт управления о положении затвора крана.
При дистанционном управлении электрический сигнал поступает на один из ЭПК, соленоид которого открывает кран, и управляющий газ поступает в цилиндр привода для открытия/закрытия затвора.
46
ГОСТ Р 71559—2024
При местном управлении рукой нажимают рычаг управления ЭПК, и газ поступает в цилиндр привода.
7.2.46 Электропневматическая система управления приводами может состоять как из единого блока управления, в котором объединены система управления (блок управления подачей управляющего газа в цилиндры привода) и электрический блок сигнализации о положении затвора крана (блок конечных выключателей), так и с раздельной их установкой.
7.2.47 Блок концевых выключателей устанавливают на приводе и непосредственно механически связывают со шпинделем крана.
Блок управления приводом может быть установлен как на приводе, так и на отдельной, удаленной от крана панели, при этом трубки подачи газа в цилиндры обеспечивают расход газа, достаточный для времени открытия/закрытия затвора крана.
7.2.48 Блок концевых выключателей сигнализирует на пульт управления о достижении затвором крайних положений. Он имеет возможность регулировки срабатывания конечных выключателей в крайних положениях затвора крана.
7.2.49 Конструкция системы управления приводом обеспечивает подключение по следующим схемам:
- ЭПК включены последовательно с концевыми выключателями, при этом отключение напряжения с соленоида крана при открытии/закрытии происходит при срабатывании концевого выключателя и сигнализации на пульте управления о достижении затвором конечного положения;
- ЭПК и концевые выключатели гальванически развязаны и работают независимо.
7.2.50 ЭПК при нормальных условиях (температура 0 °C, относительная влажность до 80 %) имеет следующие параметры:
- номинальное напряжение (по требованию заказчика) 24 В, 110 В, 220 В постоянного тока либо 220 В переменного тока с частотой 50 Гц, с предельными отклонениями напряжения от минус 15 до 10 %;
- режим работы электромагнита — длительный ПВ — 100 % (период включения — непрерывный);
- срабатывание крана происходит при напряжении управляющего сигнала, составляющем не менее 75 % номинального;
- ток отпускания электромагнитов — не менее 8 мА.
При температуре и влажности окружающей среды, отличающихся от нормальных, указанные параметры не изменяются более чем на 10 % от номинальных значений.
7.2.51 В закрытом положении ЭПК обеспечивают полную герметичность (утечка не допускается).
Конструкция блока управления обеспечивает замену ЭПК без демонтажа других элементов конструкции и вскрытия соединительной коробки узла.
Рычаги местного управления ЭПК защищают от случайного воздействия на них.
7.2.52 Концевые выключатели электропневматических и электрогидравлических узлов управления имеют разрывную мощность контактов не менее 60 Вт при индуктивности в цепи 3 Гн и коммутационном напряжении 250 В постоянного тока.
7.2.53 Клеммная коробка имеет вводы и электрические соединения (под винт) между ЭПК и конечными выключателями. Кабельные вводы имеют уплотнения, рассчитанные на подключение внешних цепей бронированным кабелем с наружным диаметром от 14 до 20 мм (по броневой защите) и от 8 до 14 мм (при снятой броне).
7.2.54 Электрическая изоляция между электрически не связанными цепями, а также между электрическими цепями и металлическими токоведущими частями электрооборудования выдерживает в течение одной минуты испытательное напряжение 2000 В переменного тока с частотой 50 Гц при нормальных условиях.
7.2.55 Электрическое сопротивление изоляции при нормальных условиях составляет не менее 20 МОм между изолированными цепями и металлическими нетоковедущими частями электрооборудования.
7.2.56 Узел управления рекомендуется оснащать манометром для контроля давления управляющего газа.
7.2.57 По требованию заказчика электрическую систему управления и сигнализации гальванически развязывают (изолируют) от корпуса привода.
7.2.58 Электропневматическая система управления пневмогидроприводами для шаровых кранов «нормально открытые» или «нормально закрытые» соответствует требованиям по 7.2.45—7.2.57.
47
ГОСТ Р 71559—2024
7.2.59 Приводы функционируют от энергии давления транспортируемого по трубопроводу газа или от энергии давления газа из автономной системы. Приводы оснащают ресивером, обеспечивающим открытие/закрытие затвора крана не менее двух раз.
7.2.60 Система управления приводом обеспечивает местное и дистанционное управление приводом. Система управления приводом (постоянно находится под напряжением) срабатывает (на открытие или на закрытие крана) без дополнительных команд (местных или дистанционных) в случае отключения электропитания.
Шаровые краны «нормально открытые» устанавливают в положение «открыто» независимо от первоначального положения.
Шаровые краны «нормально закрытые» устанавливают в положение «закрыто» независимо от первоначального положения.
7.2.61 Дистанционное управление краном осуществляют электропневматическим блоком управления посредством не менее двух ЭПК. Соленоид одного ЭПК постоянно находится под напряжением и, в случае снятия напряжения, должен обеспечить подачу управляющего давления газа в газовую полость цилиндра привода для открытия/закрытия затвора в соответствующее положение. Соленоид другого ЭПК открывает его только при подаче напряжения на соленоид.
При достижении затвором крана крайнего положения подача управляющего газа в полость цилиндра привода прекращается, и производится сброс давления «отработавшего» газа.
Установку привода при дистанционном управлении в «нормальное положение» осуществляют снятием напряжения с системы управления, а установку в другое положение — путем подачи напряжения на соленоиды обоих кранов.
7.2.62 Соленоидные ЭПК при нормальных условиях (температура 0 °C, относительная влажность 80 %) имеют следующие параметры:
- номинальное напряжение 24 В постоянного тока с предельными отклонениями напряжения от минус 15 % до 10 %;
- потребляемая мощность при нормальных условиях работы и номинальном напряжении — не более 20 Вт;
- режим работы электромагнита — длительный ПВ — 100 % (период включения непрерывный);
- срабатывание крана происходит при напряжении управляющего сигнала, составляющем не менее 75 % от номинального;
- ток опускания электромагнитов — не менее 8 мА.
При температуре и влажности окружающей среды, отличающихся от нормальных, указанные параметры не должны изменяться более чем на 10 % от нормальных значений.
7.2.63 Электрогидравлический привод состоит из следующих узлов:
- кулисного гидропривода;
- электронасоса;
- электрогидравлической системы управления;
- пневмогидравлического аккумулятора;
- ручного насоса;
- бака для гидрожидкости.
Все элементы привода смонтированы на одной раме и представляют собой законченное изделие.
7.2.64 Приводы функционируют от энергии давления гидравлической жидкости:
- накопленной в аккумуляторе;
- создаваемой электронасосом;
- создаваемой насосом ручного дублера.
7.2.65 Приводы функционируют от силового напряжения электропитания:
- трехфазного переменного тока напряжением 400 В, частотой 50 Гц;
- однофазного переменного тока напряжением 230 В, частотой 50 Гц;
- постоянного тока 220 В, частотой 24 Гц.
7.2.66 Конструкция кулисного гидропривода соответствует требованиям 7.2.28—7.2.38.
7.2.67 В качестве рабочей среды в аккумуляторе используют инертный газ. В процессе эксплуатации существует возможность контроля давления и дозаправки аккумулятора газом.
7.2.68 Запас энергии, накопленной в аккумуляторе, обеспечивает совершение не менее чем трех изменений положения затвора «открыть — закрыть — открыть» без его перезарядки.
7.2.69 Полная зарядка гидрожидкостью аккумулятора до максимального давления происходит не более чем за следующее время для кранов:
48
ГОСТ Р 71559—2024
DN 1000, 1200, 1500 — 15 мин;
DN 700 — 10 мин;
DN 400, 500 — 7 мин;
DN 300 и менее — 5 мин.
7.2.70 В гидросистему устанавливают манометр для контроля давления управляющей гидравлической жидкости в аккумуляторе.
7.2.71 Приводы оснащают ручным дублером для перекрытия кранов при отсутствии давления жидкости в аккумуляторной емкости и электропитания.
В качестве ручного дублера следует применять гидронасос. Усилие на рукоятке для открытия/ закрытия затвора крана ручным дублером не превышает 150 Н, при этом ее длина — не более 800 мм.
7.2.72 Приводы имеют кнопки (рычаги) местного управления — для управления приводом при отсутствии электропитания. Кнопки местного управления защищают от случайного воздействия на них.
7.2.73 Местное и дистанционное управление ЭГП осуществляют системой управления посредством двух соленоидных ЭГП.
7.2.74 Электрогидравлическая система управления обеспечивает открытие/закрытие приводом затвора крана при дистанционном и местном управлении, а также сигнализирует на пульт управления о положении затвора крана.
При дистанционном управлении электрический сигнал поступает на ЭГК «на открытие» или «на закрытие», соленоид которого открывает кран, и жидкость из аккумулятора под давлением поступает в цилиндр привода для открытия/закрытия затвора.
При местном управлении обеспечивают следующее:
- вручную нажимают рычаг управления ЭГК на открытие или закрытие, и жидкость из аккумулятора поступает в цилиндр привода;
- при отсутствии давления жидкости в аккумуляторе включают электронасос и рукой нажимают рычаг управления ЭГК на открытие или закрытие, при этом жидкость из бака под давлением поступает в цилиндр привода;
- при отсутствии давления жидкости в аккумуляторе и отсутствии электропитания перекрытие осуществляют ручным насосом, при этом жидкость перекачивается из бака в цилиндр открытия или закрытия для открытия/закрытия затвора крана.
7.2.75 Блок концевых выключателей устанавливают на приводе и непосредственно механически связывают со шпинделем крана. Он имеет возможность регулировки срабатывания конечных выключателей в крайних положениях затвора крана.
Блок концевых выключателей сигнализирует на пульт управления о достижении затвором крайних положений.
7.2.76 Рычаги местного управления ЭГК защищают от случайного воздействия на них.
7.2.77 ЭГК при нормальных условиях работы (температура 0 °C, относительная влажность до 80 %) имеют следующие параметры:
- номинальное напряжение (по требованию заказчика) 24 В, 110 В, 220 В постоянного тока, либо 220 В переменного тока с частотой 50 Гц, с предельными отклонениями напряжения от минус 15 % до 10 %;
- режим работы электромагнита — ПВ — 25 %;
- срабатывание крана происходит при напряжении управляющего сигнала, составляющем не менее 75 % номинального;
- ток отпускания электромагнитов — не менее 8 мА.
При температуре и влажности окружающей среды, отличающихся от нормальных, указанные параметры не изменяются более чем на 10 % от номинальных значений.
7.2.78 Концевые выключатели имеют разрывную мощность контактов не менее 60 Вт при индуктивности в цепи 3 Гн и коммутационном напряжении 250 В постоянного тока. При указанных параметрах контакты конечных выключателей в течение срока службы обеспечивают не менее 10 000 срабатываний.
7.2.79 Клеммная коробка имеет кабельные вводы с уплотнением, рассчитанные на подключение внешних цепей бронированным кабелем с наружным диаметром от 14 до 20 мм (по броневой защите) и от 8 до 14 мм (при снятой броне).
7.2.80 Электрическое сопротивление изоляции при нормальных условиях составляет не менее 20 МОм между изолированными цепями и металлическими нетоковедущими частями электрооборудования.
49
ГОСТ Р 71559—2024
7.2.81 Электроприводы шаровых кранов могут состоять из единого четвертьоборотного электропривода или многооборотного электропривода и четвертьоборотного редуктора.
7.2.82 Редуктор согласно 7.2.10 необходимо помещать в герметичный корпус, а его внутренние детали смазывать консистентной смазкой или заливать маслом.
Редуктор имеет механическую передачу с самоблокировкой.
7.2.83 Электроприводы имеют регулируемые механические упоры крайних положений затвора крана и электрические конечные выключатели крайних положений затворов крана. Электроприводы автоматически отключают электродвигатель при достижении затвором крана крайних положений и сигнализируют на щит управления электроприводом.
7.2.84 Конечные выключатели электропривода имеют две раздельные пары контактов для обеспечения в крайних положениях запорного органа следующих операций:
- прекращения подачи электрического сигнала на электродвигатель или размыкания электрической цепи питания пускателя электродвигателя — первая пара контактов;
- подачи дистанционного электрического сигнала об окончании открытия/закрытия запорного органа из одного крайнего положения в другое — вторая пара контактов.
Конечные выключатели электропривода обеспечивают надежную коммутацию цепей управления электродвигателем или, когда в цепи питания предусмотрен выключатель, — непосредственно цепей питания электродвигателя.
7.2.85 Электроприводы имеют механические или (и) электрические ограничители крутящего момента. Установка предельных значений крутящего момента имеет возможность настройки. Электроприводы отключают электродвигатель при превышении на выходном валу предельных значений крутящего момента в любой момент движения и в крайних положениях и сигнализируют об отключении на щит управления электроприводом.
Электроприводы обеспечивают защиту от движения в том же направлении, которое вызвало отключение электродвигателя при достижении предельного значения крутящего момента.
7.2.86 Электрическая схема управления электроприводом предусматривает блокировку, исключающую самопроизвольный повторный запуск двигателя.
7.2.87 Электроприводы имеют указатели положения затвора крана:
- на редукторе (указатель должен быть механически связан со шпинделем крана);
- на указателе положения многооборотного электропривода.
7.2.88 Максимальная температура поверхности оболочек электротехнических устройств электропривода не превышает 200 °C (температурный класс ТЗ по ГОСТ 31610). Режим работы электроприводов — повторно-кратковременный, не ниже S4, с ПВ не менее 25 % по ГОСТ IEC 60034-1.
7.2.89 Электроприводы работают от трехфазного переменного тока напряжением 380 В, частотой 50 Гц. По требованию заказчика возможна поставка электроприводов с другими параметрами (от 200 до 660 В, 50 Гц).
Кабельный ввод электроприводов осуществляют через сальниковое или штепсельное устройство.
7.2.90 Электроприводы осуществляют энергонезависимое отслеживание перемещений путевого и моментного датчиков при отсутствии силового питания (например, при работе с ручным дублером).
7.2.91 Электрическая изоляция между электрически не связанными цепями, а также между электрическими цепями и металлическими токоведущими частями электрооборудования выдерживает в течение одной минуты испытательное напряжение 2000 В переменного тока с частотой 50 Гц при нормальных условиях.
7.2.92 Электроприводы сохраняют работоспособность в любом пространственном положении.
7.2.93 По требованию заказчика электроприводы осуществляют следующие функции:
- автоматическую коррекцию фаз;
- установку затвора крана электропривода в аварийной ситуации в заданное положение;
- интерфейс с промышленными сетями.
7.2.94 Ручной дублер механически должен быть независим и воздействовать непосредственно на редуктор. Муфту сцепления располагают на ведущем вале редуктора. Рычаг управления сцеплением блокируют в положении «Ручное» и «Автоматическое». В качестве управления ручным дублером рекомендуется применять штурвал. Ручной дублер автоматически отключается при запуске электродвигателя.
7.2.95 По требованию заказчика приводы кранов DN 300—1500, предназначенных для установки на линейной части магистральных газопроводов, оснащают автоматами аварийного закрытия крана, которые подают сигнал в систему управления краном для его закрытия при разрыве газопровода.
50
ГОСТ Р 71559—2024
7.2.96 В качестве входного сигнала для срабатывания ААЗК принимают скорость падения давления газа в газопроводе в диапазоне (для рабочих давлений 3,5—8,5 МПа) от 0,1 до 0,35 МПа в минуту.
7.2.97 Выходной сигнал для пневмогидравлических приводов — пневматический. Энергия давления выходного сигнала воздействует на пневмогидравлическую систему управления привода для закрытия крана. Выходной сигнал для электрических и электрогидравлических приводов электрический.
7.2.98 ААЗК срабатывает при разрыве газопровода до или после крана.
7.2.99 Разброс срабатываний ААЗК не превышает 6 % от настроечного значения скорости падения давления в диапазоне расчетных температур.
7.2.100 ААЗК не должен срабатывать при значении скорости падения давления, составляющем 97 % от настроечного значения.
7.2.101 Регулируемое время задержки срабатывания ААЗК с момента появления входного сигнала (аварийной скорости падения давления) составляет не более одной минуты.
7.2.102 Исполнительный механизм обеспечивает открытие и закрытие арматуры при перепаде рабочего давления, а также во всем рабочем диапазоне регулирования и соответствующем диапазоне изменения перепада рабочего давления.
7.2.103 Время активного функционирования (выдачи выходного сигнала) ААЗК обеспечивает возможность открытия/закрытия затвора крана из полностью открытого положения в полностью закрытое.
7.2.104 Действие ААЗК не препятствует возможности дистанционного, местного и ручного управления краном.
7.2.105 Диапазон перемещения регулирующего элемента ограничивают фактическим рабочим диапазоном регулирования с помощью соответствующей настройки конечных выключателей исполнительного механизма и алгоритма работы системы автоматического регулирования.
7.2.106 В конструкции ААЗК должна быть предусмотрена возможность его блокировки, настройки и технического обслуживания.
7.2.107 Работоспособность узла измерения (скорости падения давления) ААЗК не должна зависеть от качества транспортируемого газа и условий окружающей среды.
7.2.108 Система управления привода (с ААЗК) должна быть устойчива к воздействию вибрации в диапазоне от 5 до 80 Гц:
- с амплитудой смещения 0,1 мм для частоты до 60 Гц;
- с амплитудой ускорения 9,8 м/с2 для частоты выше 60 Гц.
8 Защита от коррозии
8.1 Общие требования
При любом способе установки (надводный, заглубление в донный грунт) арматура должна быть защищена от коррозии согласно ГОСТ Р 58284.
8.2 Защитное покрытие арматуры
8.2.1 К способам защиты трубопроводной арматуры от коррозии относят различные виды покрытий: металлические и неметаллические, создающие защитную пленку на поверхности металла. Арматуру предусматривают в соответствующем исполнении защитного покрытия — нормального и усиленного типов.
8.2.2 Выбор покрытий следует проводить по НД, согласованной между заказчиком и изготовителем, — в зависимости от условий прокладки и эксплуатации подводного морского трубопровода. Защитное покрытие арматуры по своим характеристикам соответствует защитному покрытию труб.
8.2.3 Конструкция арматуры должна обеспечивать соответствие диэлектрических свойств защитного покрытия корпуса арматуры, наносимого в заводских условиях. Материалы и технология нанесения защитного покрытия арматуры обеспечивают защиту в течение всего срока эксплуатации подводного морского трубопровода.
8.2.4 Если арматуру подводного исполнения подключают к системе электрохимической защиты объекта установки, то электрические заземленные узлы (датчики, блоки конечных выключателей, узлы управления) гальванически разъединяют с арматурой и подводным морским трубопроводом для обеспечения требуемого нормативного показателя сопротивления растеканию постоянного тока.
8.2.5 Все виды покрытий должны быть нанесены на арматуру в заводских условиях изготовителем.
51
ГОСТ Р 71559—2024
8.2.6 После нанесения антикоррозионного покрытия на арматуру проводят его контроль с оформлением протокола испытаний антикоррозионного покрытия.
8.2.7 Контроль антикоррозионного покрытия арматуры производят по нормативным документам на покрытия.
8.2.8 При проверке качества антикоррозионного покрытия на соответствие техническим требованиям осуществляют:
- измерение длины неизолированных концов арматуры (проводят на каждой арматуре);
- контроль угла скоса покрытия к металлической поверхности (проводят на каждой арматуре): угол скоса покрытия к металлической поверхности должен составлять не более 30°;
- контроль внешнего вида покрытия (проводят на каждой арматуре);
- измерение толщины покрытия (проводят на каждой арматуре);
- измерение диэлектрической сплошности покрытия (проводят на каждой арматуре);
- контроль прочности покрытия при ударе (проводят на образцах-свидетелях);
- измерение адгезии покрытия к стали (проводят на образцах-свидетелях).
8.2.9 Нержавеющие, устойчивые к коррозии элементы арматуры должны быть подвергнуты струйной очистке, загрунтованы и/или окрашены снаружи перед отправкой в соответствии с процедурой, утвержденной заказчиком.
8.2.10 Детали и оборудование арматуры, которые имеют оголенные металлические поверхности, должны быть защищены средством от ржавчины, которое может обеспечить защиту при проектной температуре эксплуатации арматуры.
8.2.11 При проверке качество материалов для нанесения защитного покрытия контролируют:
- соответствием данных, указанных в сертификате на защитное покрытие, требованиям, указанным в ТУ на материал защитного покрытия арматуры;
- вязкостью защитного покрытия в соответствии с научно-технической документацией на конкретный тип покрытия.
8.3 Временная противокоррозионная защита
8.3.1 Защиту от коррозии трубопроводной арматуры в периоды изготовления, эксплуатации, хранения и транспортирования осуществляют посредством временной противокоррозионной защиты.
8.3.2 Поверхности арматуры, изготовленные из конструкционной стали и цветных металлов, подлежат временной противокоррозионной защите. Требования о временной противокоррозионной защите должны быть указаны в конструкторской документации на арматуру. Консервацию арматуры выполняют на сроки, указанные в конструкторской документации.
8.3.3 Временной противокоррозионной защите не подлежит арматура, выполненная из коррозионно-стойких сталей и сплавов, а также поверхности арматуры, защищенные покрытиями. Временную противокоррозионную защиту арматуры из цветных металлов допускается устанавливать по усмотрению заказчика.
8.3.4 Поверхности арматуры, недоступные для временной противокоррозионной защиты, подвергают консервации в процессе сборки, в соответствии с конструкторской документацией на арматуру.
8.3.5 Временную противокоррозионную защиту арматуры производят:
- консервационными маслами и смазками;
- ингибированными полимерными покрытиями;
- изоляцией арматуры от окружающей среды с помощью упаковочных материалов с последующим осушением воздуха в изолированном объеме влагопоглотителем (силикагелем);
- загущенными водными растворами контактных ингибиторов,
- летучими ингибиторами на носителях (бумагах) —противокоррозионной бумагой;
- спиртовыми, водно-спиртовыми и водными растворами ингибиторов.
Допускается применять другие варианты защиты согласно ГОСТ 9.014.
8.3.6 Арматура подлежит расконсервации при установке на подводные морские трубопроводы по ГОСТ 9.014—78 (раздел 8). Расконсервацию арматуры необходимо производить непосредственно перед монтажом без разборки при указании в НД на арматуру. В случае необходимости допускается производить частичную разборку арматуры.
8.3.7 Допускается не производить расконсервацию наружных и внутренних поверхностей арматуры, если средства временной противокоррозионной защиты не влияют на эксплуатационные параметры арматуры и рабочую среду.
52
ГОСТ Р 71559—2024
8.3.8 Необходимость проведения испытания на коррозионную стойкость для высоколегированных сталей, используемых для изготовления арматуры, должна быть определена заказчиком.
9 Материалы
9.1 Технические условия на материал
9.1.1 Технические условия на металлические детали, работающие под давлением и контролирующие давление, должны быть выпущены изготовителем и должны включать как минимум следующее:
- химический анализ;
- углеродный эквивалент, если применимо;
- термообработку;
- механические свойства, включая ударную вязкость по Шарпи и твердость, если применимо;
- НК;
- тестирование;
- сертификацию.
9.1.2 Металлические части, работающие под давлением и регулирующие давление, должны быть изготовлены из материалов, соответствующих номинальной температуре и давлению, определенной в соответствии с 6.2. Использование других материалов осуществляют по согласованию между заказчиком и изготовителем.
9.1.3 Все аустенитные и дуплексные нержавеющие стали должны быть термически обработаны на твердый раствор и закалены водой.
9.1.4 Варианты сталей по 9.1.3 с серными присадками для легкой обрабатываемости не допускается использовать ни для каких целей.
9.1.5 Химический состав, механические свойства, микроструктура, термическая обработка и испытания сложных сплавов (например, дуплексные нержавеющие стали), включая сварные швы, должны быть согласованы между заказчиком и изготовителем.
9.2 Контроль материала трубопроводной арматуры
9.2.1 Отливки корпусных деталей арматуры (корпусов, крышек и фланцев) подлежат обязательному неразрушающему контролю (радиография, УЗД или другой равноценный метод). Контроль и нормы оценки годности отливок при радиографическом контроле и УЗК осуществляют согласно действующим нормативным документам. Обязательному контролю подлежат также концы патрубков литой приварной арматуры независимо от давления согласно конструкторской документации.
9.2.2 Поковки, штамповки и заготовки из проката, предназначенные для изготовления деталей арматуры, работающей при PN более 10 МПа, подлежат обязательному контролю УЗК в объеме 100 %, а при PN— 10 МПа и менее УЗК производят по требованию конструкторской документации.
9.3 Кованые детали
Каждая поковка должна быть подвергнута горячей обработке и термообработке для получения однородного размера зерна и требуемых механических свойств в готовой арматуре.
9.4 Предельное содержание химического состава металла арматуры
9.4.1 Химический состав деталей из углеродистой стали, работающих под давлением, и деталей, регулирующих давление, должен соответствовать действующим стандартам на материалы.
9.4.2 Химический состав приварных концов углеродистой стали должен соответствовать следующим требованиям, если иное не оговорено:
1) содержание углерода не должно превышать 0,21 % массовой доли;
2) содержание серы не должно превышать 0,020 % массовой доли;
3) содержание фосфора не должно превышать 0,020 % массовой доли;
4) СЕ не должен превышать 0,41 % массовой доли.
СЕ должен быть рассчитан в соответствии с уравнением
г , Мп± Cr + Mo + V Ni+ Си (2)
СЕ-С+Т --5--- ^15“'
где символы элементов представляют массовую долю соответствующего элемента в процентах.
53
ГОСТ Р 71559—2024
9.4.3 Химический состав других деталей из углеродистой стали должен соответствовать действующим стандартам на материалы.
9.4.4 Содержание углерода в приварных концах из аустенитной нержавеющей стали не должно превышать 0,03 % по массе, за исключением стабилизированного материала, в этом случае допустимо содержание углерода до 0,08 % по массе.
9.4.5 Химический состав других материалов устанавливают соглашением между заказчиком и изготовителем.
9.4.6 Дуплексная нержавеющая сталь, используемая для деталей, работающих под давлением и контролирующих давление, должна включать проверку микроструктуры в соответствии с методом подсчета точек в соответствии с требованиями заказчика. Испытательные образцы должны быть вырезаны из отдельного или смежного блока, взятого из одной и той же плавки в конечном термообработанном состоянии. Критерии приемки должны составлять от 35 % до 65 % содержания высокотемпературного феррита, если иное не оговорено. Микроструктура не должна содержать интерметаллических фаз и осадков.
Примечание — Описание проверки микроструктуры дуплексной нержавеющей стали в соответствии с методом подсчета точек, используемой в арматуре иностранных изготовителей, приведено в [15].
9.5 Требования к ударным испытаниям сталей
9.5.1 Все стали из углеродистых сплавов и неаустенитная нержавеющая сталь для деталей, работающих под давлением, и болтовых соединений в арматуре должны удовлетворять требованиям к испытаниям на ударную вязкость в соответствии с действующими спецификациями материалов и действующими стандартами на проектирование подводного морского трубопровода.
9.5.2 Все углеродистые стали и нержавеющие стали кроме аустенитных для деталей, работающих под давлением, в арматуре с заданной расчетной температурой ниже 0 °C должны быть испытаны на ударную вязкость по методу Шарли с У-образным надрезом (см. [16]).
Примечания
1. Описание испытания на ударную вязкость по методу Шарли с V-образным надрезом для арматуры иностранных изготовителей приведено в [17].
2. Механические свойства согласно [17] могут не отражать минимальную прочность при фактической толщине сечения.
Стандарты проектирования или местные требования (например, ГОСТ 9454) могут требовать испытания на ударную вязкость при минимальной расчетной температуре выше 0 °C.
9.5.3 Испытаниям на ударный изгиб подвергают материалы деталей, находящихся под давлением или воспринимающих силовые нагрузки при открытии/закрытии затворов, а также обеспечивающих сейсмическую прочность арматуры. В ТУ и конструкторской документации указывают детали, материал которых необходимо подвергать контролю ударной вязкости. Испытания на ударный изгиб проводят при минимальной температуре эксплуатации (минус 29 °C, минус 40 °C или минус 60 °C) на образцах типа KCU или KCV. Значения ударной вязкости при всех температурах испытаний для KCU должны быть не менее 30 Дж/см2, для KCV — не менее 25 Дж/см2. Метод испытания на ударный изгиб приведен в ГОСТ Р ИСО 148-1.
9.5.4 Минимум одно испытание на ударную вязкость, состоящее из набора в количестве трех образцов, должно быть выполнено на репрезентативном испытательном образце каждой плавки материала в конечном состоянии термообработки.
9.5.5 Испытательные образцы должны быть вырезаны из отдельного или смежного блока, взятого из одной и той же плавки, обработаны с помощью ковки там, где это применимо, и подвергнуты одной и той же термообработке, включая снятие напряжений, как это делают для производимых материалов, за исключением случаев, когда нет необходимости в повторных испытаниях деталей, находящихся под давлением, которые уже прошли термообработку при температуре, равной или ниже температуры предшествующего снятия напряжения или закалки. Испытание на ударную вязкость должно быть проведено при самой низкой температуре, определенной в применяемых спецификациях материалов и стандартах на проектирование трубопроводов. Для дуплексной нержавеющей стали температура испытания на ударную вязкость должна составлять 0 °C.
9.5.6 За исключением материала для болтов, результаты ударных испытаний полноразмерных образцов из углеродистых и низколегированных сталей должны соответствовать требованиям табли-
54
ГОСТ Р 71559—2024
цы 9. В тех случаях, когда спецификация материала или стандарт конструкции трубопровода требуют значений удара, превышающих значения, указанные в таблице 9, применяют более высокие значения. Результаты испытаний на работу разрушения при ударе материала болтов должны соответствовать требованиям заказчика.
Примечание — Описание испытаний на работу разрушения при ударе материала болтов, используемых в арматуре иностранных изготовителей, приведено в [18].
Таблица 9 — Требования к испытаниям на ударную вязкость по Шарли для образца с У-образным надрезом (полноразмерный образец) для углеродистых и низколегированных сталей
Установленный минимальный предел текучести, МПа | Средняя величина ударной вязкости, определенная на трех образцах, Дж | Минимальная величина ударной вязкости одного образца, Дж |
До 277 включ. | 28 | 21 |
От 277 до 299 включ. | 30 | 23 |
От 300 до 321 включ. | 32 | 25 |
Св. 321 | 37 | 28 |
9.5.7 Испытания на ударную вязкость необходимо проводить во время квалификации процедуры изготовления арматуры при условии, что материал для испытания подвергают термообработке с использованием того же оборудования, что и при изготовлении арматуры.
9.5.8 Значение работы удара, полученное при испытаниях на полноразмерных образцах с острым надрезом Шарли дуплексных нержавеющих сталей, должно быть:
- среднее из трех испытанных образцов — не менее 60 Дж;
- минимальное на одном из трех испытанных — не менее 50 Дж.
Значения ударной вязкости по Шарли для других материалов должны быть согласованы между заказчиком и изготовителем.
9.6 Болтовые соединения
Материал болтовых соединений должен соответствовать заданным условиям работы арматуры и номинальному давлению.
Болтовые соединения, изготовленные из углеродистой и низколегированной стали, с твердостью, превышающей HRC 34 (HBW 321), не допускается использовать в арматуре, где может возникнуть водородное охрупчивание, если иное не согласовано.
Примечание — Водородное охрупчивание может происходить в трубопроводах с катодной защитой.
Пределы твердости для других материалов для болтов должны быть согласованы между заказчиком и изготовителем.
9.7 Работа в присутствии сернистых соединений
9.7.1 Сульфидное растрескивание под напряжением
Требования к материалам для герметизирующих и контролирующих давление деталей и болтов приведены в [19], [20], [21], если заказчик определил наличие сернистых соединений.
Заказчик должен как минимум указать парциальное давление H2S, процентное содержание хлоридов, pH и температуру.
9.7.2 Водородное охрупчивание
Контактирующие с технологической средой и регулирующие давление детали арматуры для работы в присутствии сернистых соединений должны быть устойчивы к HIC.
Стойкость к HIC должна быть подтверждена испытаниями образцов сталей в соответствии с требованиями заказчика.
Примечание — Описание испытаний образцов сталей, используемых в арматуре иностранных изготовителей, на стойкость к HIC приведено в [22].
55
ГОСТ Р 71559—2024
Металл арматуры считают несклонным к водородному растрескиванию, если при испытаниях согласно ГОСТ Р 53678 и ГОСТ Р 53679 (см. также [21]) ни на одном из испытуемых образцов не обнаружены следующие дефекты:
- прочностные (механические) свойства не соответствуют требованиям, указанным в стандартах на арматуру конкретного типа;
- ослабление значения напряжения кручения более 10 % первоначального значения;
- растрескивание и трещинообразование.
Дефекты не должны превышать следующих пределов, если иное не согласовано:
а) максимальный коэффициент чувствительности к трещинам CSR, равный 1,5 %;
б) максимальный коэффициент длины трещины CLR, равный 15 %;
в) отношение максимальной толщины трещины CTR, равное 5 %;
г) максимальная длина трещины на любом участке равна 5 мм.
9.8 Эксплуатационная совместимость
9.8.1 Все детали, контактирующие с технологической средой, металлические и неметаллические, а также смазочные материалы, должны быть пригодны для вводимых в эксплуатацию жидкостей и обслуживания, указанных заказчиком. Металлические материалы должны быть выбраны таким образом, чтобы избежать коррозии и истирания, которые могут ухудшить способность выдерживать давление.
9.8.2 Материалы для внешних компонентов должны быть пригодны для подводной среды или должны быть защищены соответствующим образом. Функциональность открытых штоков и валов должна учитывать возможность известкового нароста в результате катодной защиты. Необходимо предпринимать меры предосторожности для предотвращения возникновения гальванической пары.
9.8.3 Выбор эластомерных материалов для арматуры, предназначенных для подачи углеводородного газа при давлениях PN 100 (класс 600) и выше, должен учитывать эффект взрывной разгерметизации.
9.8.4 Графит не допускается использовать для уплотнения штока, уплотнений или прокладок, которые могут контактировать с морской водой.
9.8.5 Твердость черных и цветных материалов, подлежащих катодной защите, не должна превышать 34 HRC (321 HBW).
10 Сварка
10.1 Сварочные работы должны быть выполнены в соответствии с технологической документацией по сварке, отвечающей требованиям Федеральных норм и правил [23].
10.2 Технологическая документация на выполнение сварочных работ, утвержденная изготовителем, должна включать:
а) НД, устанавливающие общие требования к проведению сварочных работ, включая требования:
1) к конструктивным элементам сварных швов;
2) квалификации сварщиков и специалистов сварочного производства;
3) применяемым сварочным материалам;
4) оборудованию для сборки, сварки, термической обработки, технологии и режимам сварки;
5) входному контролю применяемых сварочных материалов;
6) объему, методам и нормам оценки операционного и неразрушающего контроля;
б) технологические карты сварки, содержащие указания по выполнению процесса сборки и сварки для всех свариваемых элементов трубопроводной арматуры и способов сварки.
10.3 Сварка деталей трубопроводной арматуры должна быть выполнена после подтверждения правильности их сборки, отсутствия или устранения дефектов на всех подлежащих сварке поверхностях. Контроль с занесением результатов в соответствующих документах (журналах) установленной изготовителем формы осуществляют ОТК.
10.4 Квалификационные требования
10.4.1 Сварка деталей, включая наплавку и ремонтную сварку, работающих под давлением и контролирующих давление, должна быть выполнена в соответствии с процедурами, квалифицированными в соответствии с ГОСТ Р ИСО 15607, ГОСТ Р ИСО 15609-1, ГОСТ Р ИСО 15609-2, ГОСТ Р ИСО 15614-1
56
ГОСТ Р 71559—2024
и 10.8, 10.9. Квалификация сварщиков и операторов сварочной линии должна соответствовать требованиям нормативных документов в области выполнения сварочных работ.
Примечание — Дополнительные требования могут быть обусловлены требованиями заказчика, стандартами проектирования подводных морских трубопроводов, спецификациями материалов.
10.4.2 Для дуплексных нержавеющих сталей квалификация процедуры сварки должны включать проверку микроструктуры в соответствии с методом подсчета баллов согласно ГОСТ Р ИСО 9606-1. Критерии приемки должны составлять от 35 % до 65 % содержания высокотемпературного феррита, если иное не оговорено. Микроструктура не должна содержать интерметаллических фаз и осадков.
10.4.3 Результаты всех квалификационных испытаний должны быть задокументированы в процедуре квалификационной оценки качества сварки.
10.4.4 PWHT должна быть выполнена в соответствии с соответствующей спецификацией материала.
Примечание — Некоторые стандарты сварки трубопроводов могут иметь более строгие требования к основным параметрам сварки. Для квалификации процедуры сварки может потребоваться предоставить полные испытательные кольца для сварки в тех же условиях термообработки, что и у окончательно обработанной арматуры.
Если указано, сварные швы трубопровода и переходного патрубка должны соответствовать требованиям применяемой нормы проектирования трубопровода.
Примечание — Сварка труб из углеродистой стали с PWHT или без них может значительно снизить ее механические свойства, а также могут потребоваться дополнительные механические испытания.
10.4.5 Сварочные работы должны быть проведены при положительных температурах в закрытых помещениях.
10.4.6 Все сварные швы трубопроводной арматуры, места исправления дефектов подлежат клеймению личным клеймом сварщика, выполнившего эти сварные швы. Нанесение, расположение клейм должно быть произведено в соответствии с ГОСТ 34347.
10.5 Требования к сварочному оборудованию и персоналу
10.5.1 Сварочное оборудование и сварочные материалы должны соответствовать требованиям Федеральных норм и правил [23].
10.5.2 Сварочное оборудование должно быть укомплектовано штатными контрольно-измерительными приборами, позволяющими обеспечить контроль за соблюдением заданных режимов сварки, приведенных в операционных картах. Корректность показаний приборов необходимо систематически проверять контрольными приборами в соответствии с действующими нормативными документами.
10.5.3 К руководству и выполнению сварочных работ допускаются лица, чья компетенция отвечает требованиям Федеральных норм и правил [23] и аттестованные в соответствии с нормативными документами в области выполнения сварочных работ.
10.5.4 Сварщики допускаются к выполнению тех работ, которые указаны в удостоверениях. Каждому сварщику должно быть выдано личное клеймо с регистрацией его в журнале ОТК или другого контролирующего органа.
10.6 Качество сварных соединений
10.6.1 Требования к неразрушающему контролю изложены в приложении А. Иные требования к неразрушающему контролю и нормам оценки качества по результатам неразрушающего контроля могут быть установлены в конструкторской документации и/или в техническом задании заказчика на изготовление арматуры. Окончательный неразрушающий контроль производят после термообработки, если не согласовано иное.
10.6.2 Наплавка и контроль качества наплавленного металла отдельных и трущихся поверхностей производят по действующим нормативным документам.
10.6.3 В процессе изготовления присоединительные концы патрубков, сварные швы корпусных деталей подвергают 100 %-ному визуально-измерительному контролю, 100 %-ному контролю ультразвуковым методом, радиографией и капиллярной дефектоскопией для обнаружения недопустимых дефектов.
10.6.4 Повторное исправление дефектов на участке сварного соединения не допускается.
57
ГОСТ Р 71559—2024
10.6.5 При изготовлении арматуры проводят измерение твердости материала уплотнительных поверхностей запорного органа и седла корпуса на соответствие конструкторско-технологической документации на арматуру.
10.6.6 При уплотнении «металл по металлу» измерение твердости материала уплотнительных поверхностей проводят в соответствии с ГОСТ 9013 твердомерами с диапазоном измерения 20-70 HRC.
10.6.7 Измерение твердости уплотнений кольцевых (вставок) из эластомеров проводят в соответствии с требованиями ГОСТ 263 твердомерами с диапазоном измерения 0—100 Sh А (единиц по Шору А).
10.6.8 Материал сварных швов, находящихся под давлением, подвергают контролю ударной вязкости. Испытания на ударный изгиб проводят при минимальной температуре эксплуатации на образцах типа KCU или KCV. Значения ударной вязкости при всех температурах испытаний для KCU должны быть не менее 30 Дж/см2, для KCV — не менее 25 Дж/см2.
10.7 Требования к термической обработке
10.7.1 Сварные соединения деталей трубопроводной арматуры, отвечающих за герметичность относительно внешней среды, должны быть подвергнуты термической обработке.
Термической обработке допускается не подвергать:
- сварные швы приварки люков штуцеров отбора давления к корпусу задвижки;
- сварные швы приварки катушек к патрубкам корпуса задвижки при толщине стенок свариваемых деталей до 30 мм.
10.7.2 Проведение термической обработки материала деталей трубопроводной арматуры допускается для обеспечения требуемых механических свойств. Вид и режимы термической обработки должны быть указаны в конструкторской и/или технической документации.
Число допускаемых полных термических обработок (нормализация или закалка) должно быть не более трех. Число отпусков/стабилизирующих отжигов после закалки/нормализации для получения требуемых механических свойств не ограничено.
10.7.3 Детали из углеродистых и низколегированных марганцовистых и марганцево-кремнистых сталей, изготовленные с применением штамповки или вальцовки, подлежат обязательной термообработке, если:
- детали предназначены для эксплуатации в средах, вызывающих коррозионное растрескивание;
- детали штампуют (вальцуют) при температуре окончания штамповки (вальцовки) ниже 700 °C;
- детали изготовляют холодной штамповкой.
Конструкционные легированные стали следует применять только после улучшающей термической обработки.
10.7.4 Детали арматуры, изготовленные из аустенитных сталей холодной штамповкой или вальцовкой, подвергают термообработке. Допускается не подвергать термической обработке горячедефор-мированные стали с отношением внутреннего диаметра обечайки к толщине стенки более 28, если они не предназначены для работы в средах, вызывающих коррозионное растрескивание (сероводород и др.). Для деталей из аустенитных хромоникелевых сталей, штампуемых (вальцуемых) при температуре не ниже 850 °C, термическая обработка не требуется.
10.8 Требования к испытаниям на ударный изгиб сварных конструкций
10.8.1 Квалификационные требования к процедурам сварки, включая ремонтную сварку деталей, работающих под давлением, должны соответствовать требованиям к испытаниям на ударную вязкость в соответствии с действующим стандартом на проектирование трубопроводов.
10.8.2 Как минимум, ударные испытания необходимо провести для квалификации процедур сварки арматуры с расчетной температурой ниже 0 °C.
Примечание — Стандарты проектирования и/или местные требования (например, ГОСТ 9454) могут требовать испытания на ударную вязкость при минимальных расчетных температурах выше 0 °C.
10.8.3 Набор из трех ударопрочных образцов СШ должен быть взят из СШ в месте, показанном на рисунке 15. Образцы должны быть ориентированы с надрезом, перпендикулярным поверхности материала.
58
ГОСТ Р 71559—2024
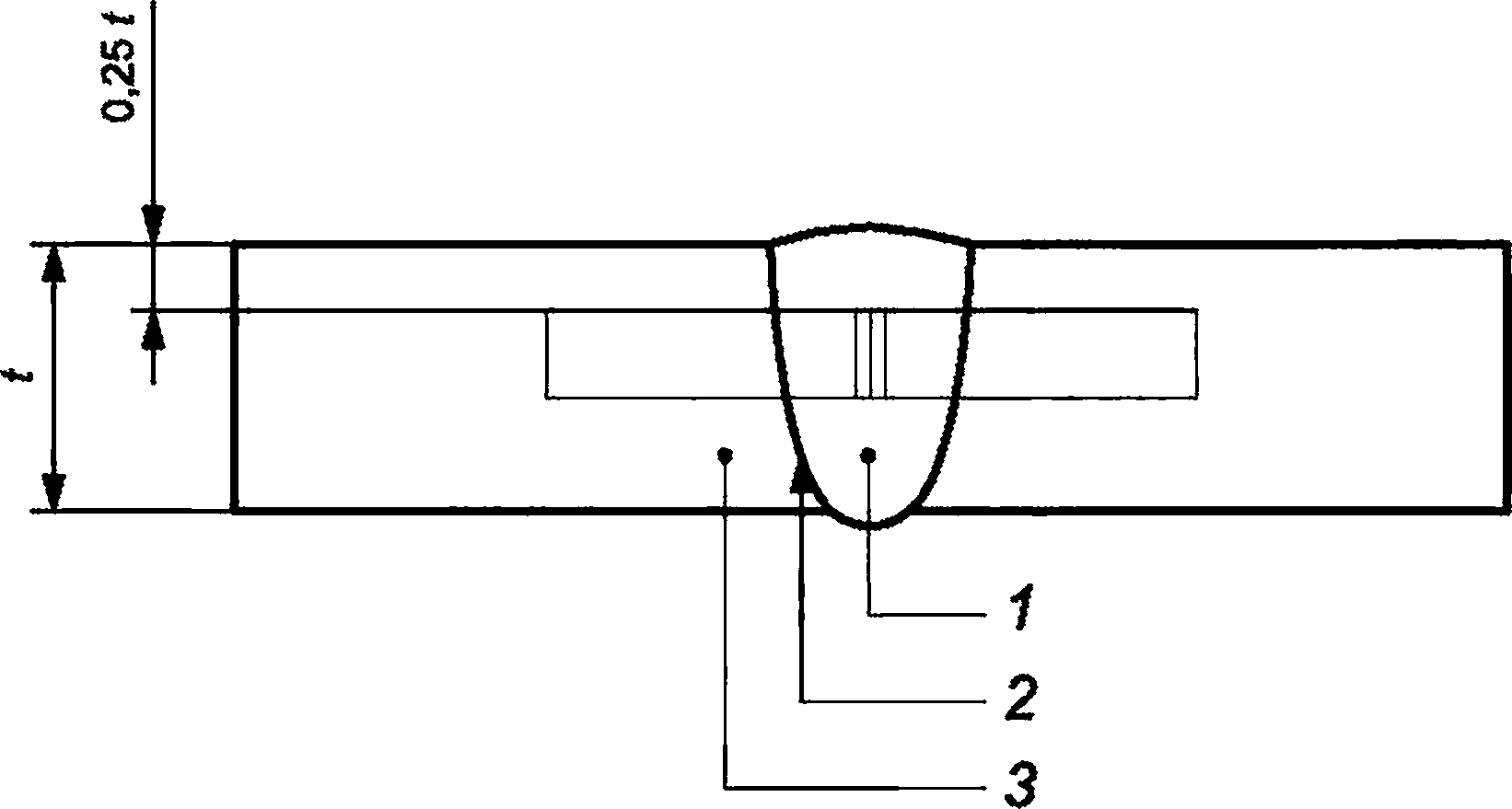
1 — сварной металл; 2 — зона термического влияния; 3 — основной металл; f — толщина
Рисунок 15 — Местоположение образца СШ с У-образным надрезом по Шарпи
10.8.4 Набор из трех ударных образцов должен быть взят из ЗТВ в месте, показанном на рисунке 16. Надрез должен быть расположен перпендикулярно к поверхности материала в месте, дающем в результате максимальное количество материала ЗТВ, расположенного в месте разрушения.
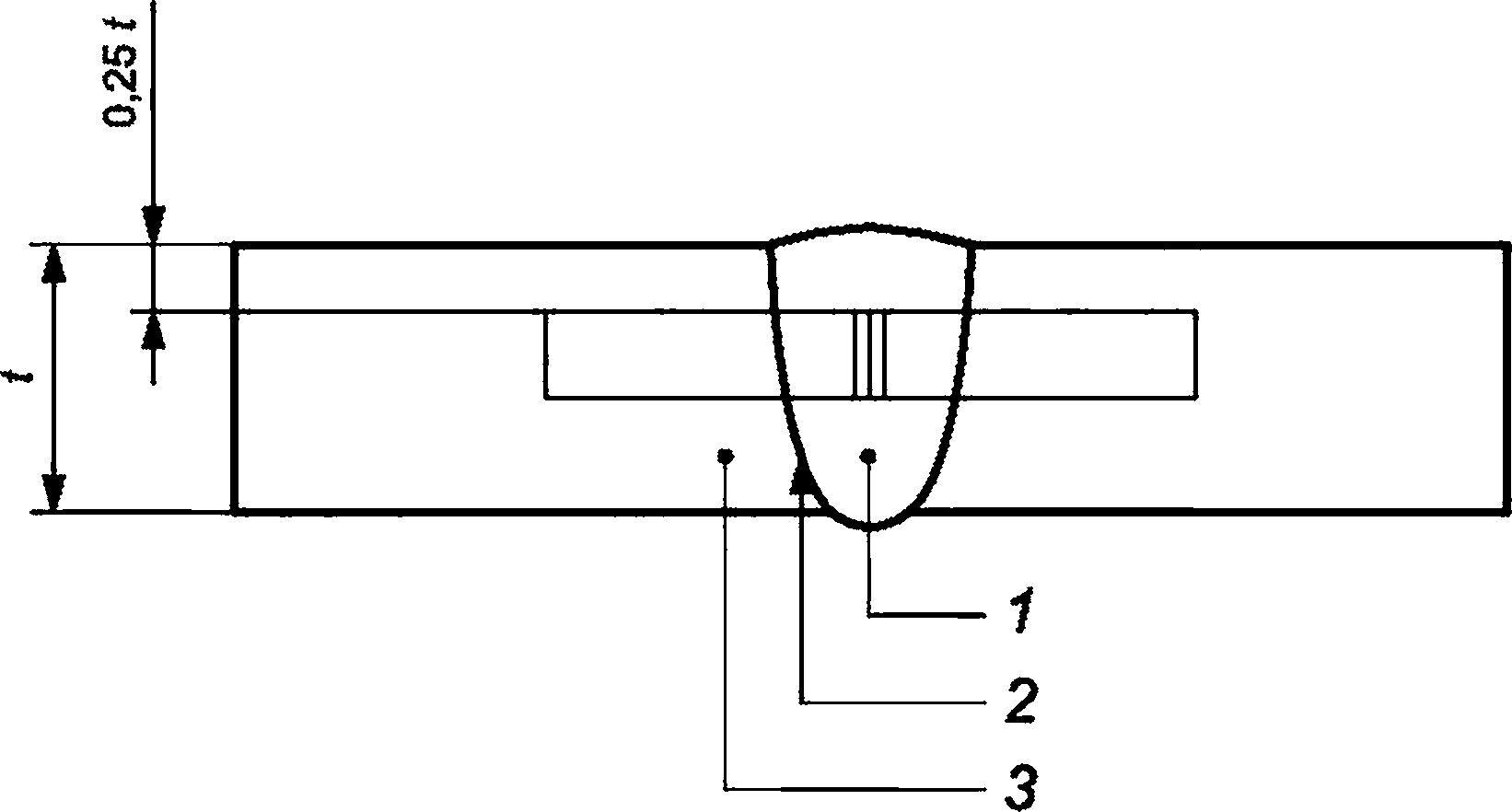
1 — сварной металл; 2— зона термического влияния; 3 — основной металл; t — толщина
Рисунок 16 — Расположение образца с ЗТВ с У-образным надрезом по Шарпи
10.8.5 Испытания образцов из ЗТВ должны быть проведены для каждого из материалов, подлежащих сварке, если основные материалы относятся к разным маркам.
10.8.6 Испытания на ударную вязкость должны быть проведены в соответствии с ГОСТ 9454 с использованием метода У-образного надреза Шарпи. Образцы должны быть вытравлены для определения местоположения сварного шва и ЗТВ.
10.8.7 Температура испытания на ударную вязкость для сварных швов и зон термического влияния должна быть на уровне или ниже минимальной расчетной температуры, указанной для арматуры. Для дуплексной нержавеющей стали температура испытания на ударную вязкость должна составлять 0 °C. Результаты испытаний на ударную вязкость для полноразмерных образцов должны соответствовать требованиям таблицы 9. Если спецификация материала или стандарт на проектирование трубопровода требуют значений величины ударной вязкости, превышающих значения, указанные в таблице 9, применяют более высокие значения.
10.8.8 Значение работы удара, полученное при испытаниях на полноразмерных образцах с острым надрезом Шарпи дуплексных нержавеющих сталей, должно быть:
- среднее из трех испытанных образцов — не менее 45 Дж;
- минимальное на одном из трех испытанных — не менее 35 Дж.
59
ГОСТ Р 71559—2024
10.9 Требования к испытаниям на твердость, на статическое растяжение, на ударный изгиб
10.9.1 Испытание на твердость должно быть проведено как часть квалификации процедуры сварки для деталей, работающих под давлением и контролирующих давление в арматуре, которые должны соответствовать ГОСТ 2999, ГОСТ 9012, ГОСТ 9013. Исследования твердости должны быть выполнены на ОМ, СШ и ЗТВ в соответствии с требованиями ГОСТ Р 53678. Используемый метод твердости должен быть методом Виккерса HV5 или HV10.
Примечание — Для существующей квалификации приемлемы другие методы измерения твердости, такие как HRC или HRB.
10.9.2 Согласно ГОСТ 6996 методика определения размеров образцов, требования, предъявляемые к оборудованию для испытаний, условия проведения испытаний и подсчет результатов должны соответствовать:
- при испытании на статическое растяжение при комнатной температуре — ГОСТ 1497, при пониженных температурах — ГОСТ 11150, при повышенных температурах — ГОСТ 9651;
- при испытании на ударный изгиб при пониженной, комнатной и повышенной температурах — ГОСТ 9454, сварных соединений — ГОСТ 6996.
10.10 Ремонтная сварка
10.10.1 Незначительные дефекты могут быть устранены шлифованием при условии, что между отшлифованной зоной и исходным контуром происходит плавный переход.
10.10.2 Исправление дефектов должно быть выполнено в соответствии с документированной процедурой, определяющей требования по устранению дефекта, сварке, термообработке, НК и отчетности, там, где это применимо.
10.10.3 Ремонтные сварные швы (патрубки к арматуре) должны быть ограничены 30 % длины шва для частичного ремонта проникновения или 20 % длины шва для ремонта с полным проникновением за исключением того, что минимальная длина любого ремонтного шва должна составлять 50 мм.
10.10.4 Термическая обработка (если применимо) отремонтированного сварного шва должна быть проведена в соответствии с действующим стандартом на материалы.
10.10.5 Ни один ремонт литья не должен превышать 50 % толщины стенок в зоне поражения, если это не согласовано между заказчиком и изготовителем.
10.10.6 Ремонтную сварку для устранения производственных дефектов осуществляют по согласованию между заказчиком и изготовителем.
11 Контроль качества
11.1 Любые требования НК, указанные заказчиком, должны быть выбраны из списка в соответствии с приложением А.
Окончательные работы НК должны быть проведены после термообработки, если иное не согласовано.
11.2 Измерительное и испытательное оборудование
11.2.1 Измерительное и испытательное оборудование, применяемое для осмотра, испытания или обследования материалов, деталей подводной арматуры или сборок, должно быть идентифицировано, проконтролировано и откалибровано с интервалами, указанными в технической документации изготовителя.
11.2.2 Оборудование для измерения размеров должно быть проконтролировано и откалибровано в соответствии с методами, указанными в задокументированных процедурах.
11.2.3 Приборы для измерения давления
11.2.3.1 Испытательными приборами для измерения давления должны быть либо манометры, либо датчики давления, которые имеют точность в пределах ±2,0 % от максимального показания.
11.2.3.2 Приборы, измеряющие давление, необходимо периодически подвергать повторной поверке при помощи эталонного прибора для измерения давления или испытательного прибора с величиной 25 %, 50 %, 75 % и 100 % от полной шкалы давления.
60
ГОСТ Р 71559—2024
11.2.4 Приборы для измерения температуры должны быть способны указывать, показывать и записывать изменения температуры в 5 °C.
Примечание — Приборы для измерения температуры должны обеспечивать погрешность измерений, если иное не указано, не превышающую ±1,5 %.
11.3 Требования к квалификации персонала, проводящего осмотр и испытание
11.3.1 Персонал, проводящий инспектирование и испытание, должен быть квалифицирован в соответствии с ГОСТ Р ИСО 9712.
11.3.2 Инспекторы по сварочным работам
Персонал, выполняющий визуальный контроль сварочных работ и выполненных сварных швов, должен соответствовать требованиям нормативных документов в области выполнения и контроля сварочных работ.
11.4 Неразрушающий контроль
Объемы, методики и критерии приемки для НК должны соответствовать приложению А, которое определяет два уровня требований к неразрушающим испытаниям (QL1 и QL2), позволяя заказчику выбрать подходящий набор требований в соответствии с назначением арматуры.
Примечание — Требования QL2 для неразрушающих испытаний являются более строгими, чем QL1.
Заказчик должен указать уровень НК во время размещения заказа, учитывая следующие факторы: - рабочую среду;
- диаметр/давление/температуру;
- местоположение;
- материал конструкции;
- критичность и функциональность.
Все НК сварных соединений должны быть выполнены в окончательном состоянии с термической обработкой и в соответствии с предписанными процедурами.
11.5 Неразрушающий контроль после ремонта
После устранения дефекта отремонтированная область должна быть исследована методами магнитных частиц, МТ, РТ, методами в соответствии с приложением А. Ремонтные сварные швы на деталях, работающих под давлением, должны быть проверены с использованием того же метода НК, который используют для обнаружения дефекта с минимальным значением МТ или РТ.
Критерии приемки должны соответствовать тем, что указаны в приложении А для соответствующей формы арматуры. Заключительные работы НК должны быть проведены по окончании послесва-рочной термообработки, если не согласовано иное.
Требования НК, указанные заказчиком по 11.1, также должны быть применены к ремонтной сварке.
11.6 Визуальный осмотр отливок
Все отливки должны быть визуально проверены в соответствии с требованиями заказчика.
Примечание — Описание визуального осмотра отливок арматуры иностранных изготовителей приведено в [24].
12 Испытания
12.1 Общие положения
12.1.1 Каждую единицу арматуры до отгрузки необходимо подвергать испытаниям. В случае необходимости заказчик может определить дополнительные испытания согласно приложению Б.
12.1.2 Трубопроводная арматура, рабочей средой которой является газ, должна быть подвергнута испытанию в газовой среде в соответствии с Б.4.2, если не согласовано иное.
12.1.3 Испытания должны быть проведены в последовательности согласно 12.2—12.6, если в действующей нормативно-технической документации не указано иное, за исключением того, что эксплуа-
61
ГОСТ Р 71559—2024
тационные/функциональные испытания по 12.3 могут быть проведены в сочетании с гидравлическим испытанием седла по 12.4. Герметичность седла должна быть проверена после всех эксплуатацион-ных/функциональных испытаний. Испытания под давлением, включая патрубки, если это применимо, должны быть проведены до нанесения покрытия на арматуру.
12.1.4 Испытательные жидкости для гидравлических испытаний должны представлять собой пресную воду, содержащую ингибитор коррозии и, по согласованию, антифриз. Содержание хлоридов в испытательной воде, контактирующей со смачиваемыми компонентами трубопроводной арматуры из аустенитной и дуплексной нержавеющей стали, не должно превышать 30 мкг/г. Температура пресной воды при гидравлических испытаниях должна быть в пределах от 5 °C до 40 °C.
12.1.5 Трубопроводная арматура должна быть испытана с поверхностями седла и уплотняющими поверхностями, свободными от герметика, за исключением, когда он является основным средством герметизации.
Дублирующий герметизирующий состав, если он предусмотрен, не допускается использовать до или во время испытаний.
Испытания арматуры, открытой наполовину, также могут быть выполнены при полностью открытом затворе при условии, что полость корпуса арматуры одновременно заполняется и находится под давлением через соединение в полости.
12.1.6 Если соединения с корпусом трубопроводной арматуры недоступны для прямого контроля, должны быть определены методы контроля давления и/или утечки.
12.1.7 Пробное давление необходимо стабилизировать до начала испытания под давлением и выдерживать в течение минимального срока испытания, указанного в таблицах 10 и 11.
12.1.8 Устройство, регистрирующее испытательные параметры, должно быть использовано для всех гидравлических испытаний при давлении более 1 МПа.
12.1.9 Испытания давлением должны быть проведены в соответствии с согласованными с заказчиком программами и методиками испытаний.
12.2 Гидравлическое испытание на прочность
12.2.1 Открытые концевые части трубопроводной арматуры должны быть закрыты или изолированы, в то время как затвор должен находиться в частично открытом положении. Если заказчиком это указано, то способ закрытия или изоляции концевых частей трубопроводной арматуры должен обеспечивать полное воздействие давления на внутреннюю полость объекта испытаний.
12.2.2 Пробное давление должно быть определено согласно ГОСТ 356 и в соответствии с 6.2. Продолжительность не должна быть меньше, чем установлено в таблице 10.
Таблица 10 — Минимальная продолжительность гидравлического испытания корпуса арматуры
Диаметр арматуры | Продолжительность испытания, мин | |
DN | NPS | |
От 15 до 40 включ. | От 14 до 1 ’/г включ. | 1 |
От 50 до 100 включ. | От 2 до 4 включ. | 2 |
От 150 до 250 включ. | От 6 до 10 включ. | 4 |
Св. 300 | Св. 12 | 6 |
12.2.3 Во время гидравлического испытания видимая утечка не допускается. Не должно быть изменений давления, которые не вызваны колебаниями температуры.
12.2.4 Если номинальное давление патрубков недостаточно для пробного давления при проведении гидравлического испытания, то патрубки должны быть приварены к арматуре после гидравлического испытания, а арматура и патрубок (патрубки) должны быть испытаны при давлении, указанном заказчиком.
12.2.5 Уплотнения штока/вала или крышек должны быть испытаны при давлении не ниже пробного давления для гидравлических испытаний корпуса. Продолжительность испытания должна составлять не менее 2 ч.
62
ГОСТ Р 71559—2024
12.3 Функциональные испытания/проверка работоспособности
12.3.1 Арматура с ручным приводом
Каждая арматура с ручным приводом или управляемая ТИПА, за исключением обратной арматуры, должна быть испытана не менее четырех раз, при этом должен соблюдаться перепад давления, указанный в 6.8. Арматура должна функционировать при воздействии всех условий, определенных в 12.4.
Арматуру считают не прошедшей испытания, если:
- входные усилия превысили значения по 6.21.1;
- герметичность арматуры нарушена после испытаний.
12.3.2 Арматура с приводными устройствами
В ходе испытаний необходимо четыре раза проверить срабатывание каждой ручной или дистанционно управляемой арматуры, за исключением обратной арматуры, подвергая ее воздействию перепада давления согласно 6.8. Арматуру следует проверить во всех состояниях, указанных в 12.4.
Арматуру считают не прошедшей испытания, если:
- входные усилия превысили значения по 6.21.1;
- герметичность арматуры нарушена после испытаний.
12.3.3 Обратные клапаны
Каждый обратный клапан, оснащенный рабочим механизмом, должен быть испытан не менее пяти циклов «закрыто—открыто—закрыто», при этом вся полость корпуса должна находиться под номинальным давлением в соответствии с 6.2. Обратные клапаны, которые не срабатывают, либо оказались негерметичными после цикла проверки или для работы которых для ручного управления требуются повышенные значения крутящего момента, или расчетного усилия по 6.21.1, должны быть отбракованы.
12.4 Гидравлическое испытание седла на герметичность
12.4.1 Подготовка
Смазочные материалы или герметики должны быть удалены с затвора и уплотняющих поверхностей обтюратора, за исключением случаев, когда смазка или герметик являются основным средством герметизации. Сборочные смазки для поверхностей контакта металла с металлом могут быть использованы по договоренности между заказчиком и изготовителем.
12.4.2 Пробное давление и продолжительность
Пробное давление для всех испытаний затвора арматуры должно быть не менее чем в 1,1 раза выше номинального давления, определенного в соответствии с 6.2. Продолжительность испытания должна соответствовать таблице 11.
Таблица 11 — Минимальная продолжительность испытания на герметичность затвора арматуры
Диаметр | Продолжительность испытания, мин | |
DN | NPS | |
От 15 до 40 включ. | От 1/2 до 1 1Л включ. | 5 |
От 50 до 100 включ. | От 2 до 4 включ. | 10 |
Св. 150 | Св. 6 | 30 |
12.4.3 Критерии приемки
Утечка для арматуры с мягким седлом и клиновых задвижек со смазкой не должна превышать показатели согласно классу А по ГОСТ 9544 (без видимой утечки). Для арматуры с металлическим седлом скорость утечки не должна превышать показатели согласно классу С по ГОСТ 9544 за исключением случаев, когда скорость утечки во время испытания седла не должна быть более чем в два раза выше класса С по ГОСТ 9544, если только не указано иное. Процедуры испытаний для различных типов запорной арматуры приведены в 12.4.4. Для запорной арматуры с металлическим седлом скорость утечки не должна превышать показатели согласно классу D по ГОСТ 9544.
Примечание — Если арматуру применяют в специальных условиях, требования к скорости утечки могут быть ниже класса С (см. [25]).
63
ГОСТ Р 71559—2024
12.4.4 Процедуры испытания седла для запорной арматуры
12.4.4.1 Однонаправленная арматура
При наполовину открытой арматуре она и ее полость должны быть полностью заполнены испытательной жидкостью. Затем арматура должна быть закрыта, и пробное давление должно быть приложено с соответствующей стороны затвора.
Утечка через седло на входе должна быть проконтролирована через дренажное отверстие в корпусе арматуры или дренажное соединение, если это предусмотрено. Для арматуры без полости корпуса, дренажного соединения или клапанов, расположенных ниже по потоку, следует проверять утечку седла на соответствующем выходном конце арматуры (конец арматуры ниже по потоку от испытательной жидкости под давлением).
12.4.4.2 Однонаправленная и двунаправленная арматура
При наполовину открытой арматуре она и ее полость должны быть полностью заполнены испытательной жидкостью. Затем арматура должна быть закрыта и пробное давление должно быть последовательно приложено к обоим концам арматуры.
Утечка через седло арматуры должна быть проконтролирована с каждого седла через дренажное отверстие в корпусе арматуры или дренажное соединение, где это предусмотрено. Для арматуры без отверстия в полости между седлами корпуса утечка должна быть проконтролирована для каждого седла на соответствующем участке, находящемся ниже по направлению движения среды.
12.4.4.3 Дополнительные испытания седла арматуры
Если заказчик указывает, что функциональные возможности для арматуры должны быть такими же, как у двойной запорно-выпускной арматуры, должно быть проведено испытание согласно Б.8.
Если заказчик указывает, что для арматуры предусмотрены функции двойной изолирующе-выпускной арматуры (DIB-1), причем оба седла являются двунаправленными, должно быть проведено испытание согласно Б.9.
Если заказчик указывает, что функциональность арматуры должна соответствовать DIB-2, однонаправленному седлу и двунаправленному седлу, должно быть проведено испытание согласно Б.10.
12.4.4.4 Обратная арматура
Давление должно быть приложено в направлении требуемой блокировки потока рабочей среды.
12.5 Испытание предохранительной арматуры для сброса рабочей среды
Если заказчиком определено проведение испытания предохранительной арматуры для сброса рабочей среды, каждая арматура должна быть испытана в соответствии с приложением Б.
12.6 Испытание седла арматуры для газа низкого давления
12.6.1 Подготовка
Гидравлическая испытательная жидкость должна быть слита из арматуры до начала испытания седла арматуры сниженным давлением газа.
12.6.2 Пневматическое испытание и продолжительность
Испытание седла согласно 12.4 должно быть повторено при пробном давлении 0,5 ± 0,007 МПа. Средой для испытаний должен быть воздух или азот. Продолжительность испытания седла арматуры должна быть принята согласно таблице 10.
12.6.3 Критерии приемки
Для арматуры с мягким уплотнением в седле и клиновой арматуры со смазкой уровень утечки не должен превышать класс А согласно ГОСТ 9544 (без видимой утечки). Для арматуры с металлическим седлом уровень утечки не должен превышать класс С согласно ГОСТ 9544. Для обратной арматуры с металлическим седлом уровень утечки не должен превышать класс D согласно ГОСТ 9544.
12.7 Операции после завершения испытаний
Испытательные жидкости должны быть слиты из арматуры. Арматуру необходимо смазать (если применимо).
12.8 Установка корпусных соединений после испытаний
Все контрольные отверстия должны быть закрыты после завершения испытаний в соответствии с процедурами, если не указано иное.
64
ГОСТ Р 71559—2024
13 Маркировка
13.1 Арматура должна быть промаркирована согласно ГОСТ 4666, а также в соответствии с требованиями таблицы 12.
Таблица 12 — Маркировка арматуры
Маркировка | Местоположение |
Наименование изготовителя или торговой марки | Одновременно на корпусе и на табличке изготовителя |
Класс давления | Одновременно на корпусе и на табличке изготовителя |
Максимальная глубина воды | На табличке изготовителя |
Диапазон давления/температуры: а) максимальное рабочее давление при максимальной рабочей температуре; б) максимальное рабочее давление при минимальной рабочей температуре | На табличке изготовителя |
Строительная длина — сведения на арматуре будут указаны для конкретной единицы | На табличке изготовителя |
Обозначение материала корпуса | Одновременно на корпусе и на табличке изготовителя. Идентификация плавки (например, количество отливок или номер плавки) только на корпусе |
Указание нормативного документа (например, ГОСТ, ТУ, ИСО, ASME или ASTM) | На кожухе/крышке (включая идентификацию плавки (например, номер плавки)) |
Сокращение идентификации — символы, обозначающие материал штока и уплотнительных поверхностей заглушек, если они отличаются от корпуса | На табличке изготовителя |
Номинальный диаметр арматуры — сведения на арматуре будут указаны для конкретной единицы | Одновременно на корпусе и на табличке изготовителя (где это возможно) |
Исполнение фланцевого соединения | На отбортованной кромке арматуры |
Установленный минимальный предел текучести концов арматуры, где это применимо | На приварной заглушке |
Направление потока рабочей среды (только для обратной арматуры) | На корпусе |
Уплотнительные клапаны седла только с предпочтительным направлением (см. рисунок 17) | Отдельная идентификационная табличка на корпусе арматуры |
Проверка седла в соответствии с Б.8, Б.9 или Б.10; или двойной запорно-выпускной арматуры, DIB-1 или DIB-2, где это применимо | На табличке изготовителя |
Уникальный серийный номер | Одновременно на корпусе и на табличке изготовителя |
Время изготовления (месяц и год) | На табличке изготовителя |
Согласно настоящему стандарту | На табличке изготовителя |
13.2 Арматура от DN 50 и более имеет следующую маркировку:
- наименование или товарный знак изготовителя (на корпусе и табличке);
- логотип сертификационного органа, выдавшего сертификат соответствия (на табличке);
- марку или условное обозначение материала корпуса (на корпусе);
- марку или условное обозначение материала концов под приварку (на концах под приварку или табличке);
- заводской номер и год изготовления (на корпусе и табличке);
- обозначение арматуры (на корпусе и табличке);
65
ГОСТ Р 71559—2024
- давление номинальное (на корпусе и табличке);
- диаметр номинальный (проход условный) (на корпусе и табличке);
- монтажный номер арматуры — при дополнительном указании в заказе (на табличке);
- сейсмостойкость (на корпусе);
- стрелки, указывающие направление рабочей среды, — для арматуры, предназначенной для одностороннего направления рабочей среды (на корпусе);
- стрелки на маховиках управления арматурой, указывающие направление вращения, и буквы «О» и «3» или слова «откр», «закр».;
- массу, кг (на корпусе);
- клеймо ОТК (на корпусе);
- фактическое значение эквивалента углерода СЕ материала патрубков должно быть нанесено на внутренней или наружной поверхности патрубков корпуса любым способом, обеспечивающим сохранность маркировки;
- на запорной арматуре должна быть маркировка положения (указатели положения) затвора.
Табличку с маркировкой крепят на лицевую сторону фланца корпуса.
13.3 Табличка и серийный номер могут отсутствовать для арматуры меньше DN 50 (NPS 2) по договоренности между заказчиком и изготовителем.
Примечание — Заказчик может указать требования к маркировке компонентов арматуры.
13.4 Для арматуры с одним однонаправленным седлом и одним двунаправленным седлом направления обоих седел должны быть указаны на отдельной табличке (см. рисунок 17). На рисунке 17 символ справа указывает на двунаправленное седло, слева — на однонаправленное седло.
О О
О о
Рисунок 17 — Типовая табличка для арматуры с одним седлом однонаправленным (слева) и одним седлом двунаправленным (справа)
13.5 Уникальный серийный номер арматуры должен быть такого размера, чтобы он был разборчивым, однако размер символа на штампе не должен быть меньше 6 мм.
13.6 Допускается наносить маркировку на металлической табличке из коррозионно-стойкой стали, надежно прикрепленной и расположенной таким образом, чтобы она была легкодоступна.
13.7 Маркировка на паспортной табличке должна быть разборчивой.
13.8 Штамповка корпуса/крышки/заглушки должна быть выполнена с использованием штамповки с низким напряжением, закругленного V-образного или точечного типа.
13.9 Пример маркировки арматуры приведен в приложении Д.
13.10 Привод должен содержать табличку из нержавеющей стали, на которой должны быть нанесены следующие сведения:
- фирменный знак или название изготовителя;
- типовое обозначение привода;
- заводской порядковый номер привода;
- монтажный номер привода при указании в опросном листе на арматуру;
- год выпуска.
13.11 Запасные части арматуры должны быть расположены непосредственно на деталях (запасных частях) либо на прикрепленных к ним бирках с обозначением арматуры, которую они комплектуют. Маркировка должна содержать данные, необходимые для идентификации конкретной запасной части.
13.12 Транспортная тара должна быть промаркирована в соответствии с ГОСТ 14192.
66
ГОСТ Р 71559—2024
13.13 Маркировка может быть нанесена:
- для литой арматуры — литьем, ударным способом;
- штампосварной и кованосварной арматуры — ударным способом;
- транспортной тары — краской.
13.14 Изготовитель арматуры по согласованию с заказчиком может вводить дополнительную маркировку и другие знаки, если это не противоречит действующим стандартам, ТУ и конструкторской документации на конкретную арматуру.
13.15 Требования к отличительной окраске устанавливают в соответствии с ГОСТ 4666.
14 Хранение и отгрузка
14.1 Консервацию арматуры выполняют на сроки, указанные в конструкторской документации, но не менее трех лет согласно ГОСТ 9.014.
14.2 Проверка арматуры должна показать полное ее соответствие маркировке и техническому паспорту. При выявлении несоответствия делают запрос изготовителю, вызывают его представителя. До момента разъяснения возникшего расхождения арматуру монтировать и эксплуатировать нельзя.
14.3 Для обеспечения сохранности арматуры ее разгрузку и погрузку для транспортирования на склад и к месту установки выполняют кранами и лебедками. При подъеме арматуры строповку производят только за корпус. Запрещено крепить стропы к шпинделям, маховикам арматуры, сальникам, а также пропускать тросы сквозь отверстия для болтов. Нельзя сбрасывать арматуру при разгрузке.
14.4 Поставляемая арматура должна храниться в собранном виде. Привод должен быть установлен на арматуре, если при этом учтена возможность транспортирования. Допускается производить поставку арматуры и привода раздельно.
14.5 Если арматуру поставляют с установленным на ней приводе, то устройства для строповки должны быть рассчитаны на полный вес арматуры с приводом, при этом возле устройств для строповки должны быть нанесены соответствующие манипуляционные знаки.
14.6 Если устройства для строповки на приводе не рассчитаны на полный вес арматуры с приводом, то соответствующие манипуляционные знаки должны быть нанесены возле устройств для строповки, расположенных на корпусе арматуры, а привод должен поставляться отдельно от арматуры.
14.7 Арматуру размещают в укрытиях, защищенных от атмосферных осадков. Электроприводы и мелкую арматуру хранят в закрытых складах. При хранении на открытой площадке или в помещении без деревянного пола арматуру укладывают на деревянные настилы на высоте не менее 200 мм от грунта.
14.8 На складе арматуру располагают таким образом, чтобы к ней обеспечивался удобный доступ для осмотра, проверки, маркировки и погрузки.
14.9 Арматуру из легированных сталей следует хранить отдельно от арматуры из углеродистой стали.
14.10 При хранении арматуру устанавливают шпинделями вверх. Механизмы приводов закрывают деревянными футлярами, маховики арматуры снимают, обеспечивают маскировку на арматуре, покрывают внутренние и наружные обработанные поверхности пластичной смазкой.
14.11 Предохранительную арматуру хранят на отдельных стеллажах с соблюдением всех предосторожностей, установленных для хранения приборов. Электроприводы хранят в заводской упаковке.
14.12 Арматура, поступающая после ремонта или от изготовителя, должна иметь антикоррозионное покрытие.
14.13 Неокрашенные обработанные поверхности электроприводов должны быть смазаны техническим вазелином.
14.14 При длительном хранении следует не реже двух раз в год производить наружный осмотр электропривода и коробки конечных выключателей.
14.15 В процессе хранения за арматурой ведут наблюдение рабочие, прошедшие специальный инструктаж.
14.16 До монтажа к фланцам трубопровода с арматуры нельзя снимать заглушки с боковых патрубков и опробовать вращение привода, так как из-за загрязнения внутренней полости арматуры при открывании и закрывании затвора можно повредить уплотняющие поверхности.
14.17 Фланцевые и сварочные концы должны быть заглушены для защиты поверхностей прокладок, сварочных концов и внутренних частей арматуры во время транспортирования.
67
ГОСТ Р 71559—2024
14.18 Запорная, шаровая и обратного действия проходная арматура должна поставляться в полностью открытом положении, если только не установлен привод, закрывающийся при отказе. Другие типы арматуры должны поставляться с затвором в полностью закрытом положении.
14.19 Обратная арматура DN 200 (NPS 8) и более должна поставляться с закрепленным диском (заблокированным открытым или закрытым) во время транспортирования. Предупреждающая табличка должна быть прикреплена к защитной крышке с инструкциями по удалению перед установкой материала изнутри арматуры, который крепит диск.
14.20 Арматура должна быть надежно закреплена от смещений и колебаний на поддонах. При поставке арматуры больших диаметров отдельно от приводов на обе упаковки наносят метки для определения соответствующих друг другу частей.
14.21 Упаковка арматуры должна позволять ее хранение на открытом воздухе.
14.22 Транспортная тара должна обеспечивать возможность транспортирования арматуры всеми видами транспорта. Защитные кожухи могут быть изготовлены из дерева, древесного волокна, пластика или металла и должны быть надежно прикреплены к концам арматуры с помощью болтов, стальных лент, стальных зажимов или подходящих устройств для блокировки трения. Конструкция крышек должна препятствовать установке арматуры, если крышки не были сняты.
14.23 Отгружаемая арматура должна быть укомплектована специальным инструментом для ее монтажа/демонтажа и проведения испытаний.
14.24 По согласованию с заказчиком арматура может поставляться с ответными фланцами.
14.25 Арматура должна быть отгружена с комплектами ЗИП на ПНР и два года эксплуатации.
15 Документация
15.1 Изготовитель должен представить заказчику совместно с арматурным оборудованием следующую документацию:
а) утвержденные ТУ на изготовление и поставку;
б) технический паспорт принятого у изготовителя образца, содержащий:
1) сертификат примененных материалов;
2) отчеты по всем видам заводских испытаний (в том числе по испытанию сварных швов на образцах-свидетелях);
3) свидетельство о чистоте и консервации внутренних полостей арматуры;
4) перечень отступлений от ТУ и рабочих чертежей;
в) комплект рабочих чертежей;
г) инструкции/руководства по установке, эксплуатации и техническому обслуживанию;
д) упаковочный лист;
е) сертификаты:
1) соответствия настоящему стандарту;
2) покрытий/плакирования;
15.2 Изготовитель должен представлять документацию в разборчивой, доступной и воспроизводимой форме, без повреждений, в том числе в электронном виде.
15.3 Руководство по эксплуатации на арматуру, привод (если арматура комплектовалась приводом от стороннего изготовителя) и комплектующие изделия должно включать следующие разделы:
- описание и работу (в том числе описание монтажа и процессов выполнения пусконаладочных работ);
- перечень быстроизнашиваемых изделий с указанием их размеров и материалов, из которых они изготовлены;
- схемы управления (электрические, пневмогидравлические, пневматические, принципиальные и монтажные) приводами арматуры с подробным описанием их работы;
- перечень (ведомость) ЗИП на ПНР и два года эксплуатации;
- использование по назначению;
- техническое обслуживание;
- ремонт;
- транспортирование и хранение;
- утилизацию.
15.4 В руководстве по эксплуатации должна быть приведена инструкция по монтажу привода и системы управления с указанием момента настройки муфты, ограничения крутящего момента привода, 68
ГОСТ Р 71559—2024
максимально допускаемого крутящего момента и, при необходимости определяемого заказчиком — усилия тяги, действующего на шпиндель (шток) арматуры.
15.5 Отчеты о заводских испытаниях должны включать следующую информацию:
- давление;
- продолжительность испытаний;
- протоколы испытаний материалов для деталей, работающих под давлением и контролирующих давление;
- скорость утечки;
- входной крутящий момент/тяговое усилие ТИПА;
- среду испытаний;
- таблицы результатов испытаний.
15.6 Техническую документацию на арматуру, полученную от изготовителя (чертежи, инструкции, паспорт и т. п.), фиксируют в специализированном журнале.
15.7 Заказчик может указать дополнительную документацию, например, как представлено в приложении В.
15.8 Изготовитель арматуры должен хранить следующую документацию не менее десяти лет с даты изготовления арматуры:
а) конструкторскую документацию;
б) записи о процедурах сварочных работ;
в) записи о процедурах квалификационной оценки качества сварки;
г) записи о квалификационных испытаниях сварщика;
д) записи о квалификации персонала НК;
е) записи калибровки испытательного оборудования;
ж) отчет об испытаниях материалов для корпуса, кожуха/крышки (крышек) и концевого(ых) разъема(ов)/крышки(ек) с привязкой к уникальному серийному номеру арматуры;
и) серийный номер;
к) результаты испытаний (давление, крутящий момент, усилие и т. д.);
л) процедуры и записи внешнего покрытия;
м) для арматуры, работающей в присутствии сернистых соединений, — сертификат соответствия ГОСТ Р 53678.
Примечание — Заказчик может указать более длительный срок хранения записей.
69
ГОСТ Р 71559—2024
Приложение А (обязательное)
Требования к неразрушающему контролю
А.1 Общие положения
В этом приложении указаны два уровня требований по качеству неразрушающего контроля (НК) для арматуры подводных морских трубопроводов.
А.2 Спецификация уровней качества
НК для QL1 и QL2 следует осуществлять согласно требованиям, указанным в таблице А.1.
Таблица А.1 — Требования к неразрушающему контролю
Детали | QL1 | QL2 | ||||
Литая | Кованая | Листовая | Литая | Кованая | Листовая | |
Корпус | ВИК1 | ВИК2 | ВИК2 | ВИК1 | ВИК2 | ВИК2 |
Заглушки и концевые соединения | RT11) | — | УЗК2 | RT11)’ 6) | УЗК2 | УЗК2 |
Кожух/крышка | — | — | — | УЗК19 | МТ1 или РТ1 | МТ1 или РТ1 |
Сальниковая коробка | — | — | ВИК2 | МТ1 или РТ1 | — | — |
Приварные заглушки2) | ВИК1 RT3 или УЗК4 МТ1 или РТ1 | ВИК2 УЗК2 МТ1 или РТ1 | ВИК2 УЗК2 МТ1 или РТ1 | ВИК1 RT3 или УЗК4 МТ1 или РТ1 | ВИК2 УЗК2 МТ1 или РТ1 | ВИК2 УЗК2 МТ1 или РТ1 |
Шток или вал3)-7) | Не исп. | ВИК2 | Не исп. | Не исп. | ВИК2 УЗК2 МТ1 или РТ1 | Не исп. |
Упорный ролик4)’7) Упорный ролик/ опорные плиты | ВИК1 МТ1 или РТ1 | — | ВИК2 | ВИК1 УЗК1 МТ1 или РТ1 | ВИК2 | ВИК2 УЗК2 МТ1 или РТ1 |
Болтовые соединения | Не исп. | ВИК2 | Не исп. | Не исп. | ВИК2 МТ1 или РТ1 | Не исп. |
Уплотнительные прокладки | ВИК4 | ВИК4 | ||||
Герметичная крышка | ВИК1 RT3 или УЗК4 | ВИК2 | ВИК2 УЗК2 РТ1 | ВИК1 RT3 или УЗК4 МТ1 или РТ1 | ВИК2 УЗК2 МТ1 или РТ1 | ВИК2 УЗК2 МТ1 или РТ1 |
Шаровая/запорная арматура3) | ВИК1 | ВИК2 | ВИК2 | ВИК1 МТ1 или РТ1 | ВИК2 МТ1 или РТ1 | ВИК2 МТ1 или РТ1 |
Проходная арматура/ диск арматуры3)’ 7) | ВИК1 | ВИК2 | ВИК2 | ВИК1 RT3 или УЗК4 МТ1 или РТ1 | ВИК2 МТ1 или РТ1 | ВИК2 МТ1 или РТ1 |
Рычаг диска арматуры | ВИК1 | ВИК2 | ВИК2 | ВИК1 УЗК4 МТ1 или РТ1 | ВИК2 МТ1 или РТ1 | ВИК2 МТ1 или РТ1 УЗК2 |
70
ГОСТ Р 71559—2024
Окончание таблицы А. 1
Детали | QL1 | QL2 | ||||
Литая | Кованая | Листовая | Литая | Кованая | Листовая | |
Посадочные кольца3)’7) | ВИК1 | ВИК2 | ВИК2 | ВИК1 МТ1 или РТ1 | ВИК2 МТ1 или РТ1 | ВИК2 МТ1 или РТ1 |
Пружины седла | ВИК4 | ВИК4 | ||||
Сварные соединения, работающие под давлением | ВИКЗ RT2 или УЗКЗ РТ1 МТ1 | ВИКЗ RT2 или УЗКЗ РТ1 МТ1 | ||||
Армирование и укрепление сварных швов | ВИК4 | ВИК4 | ||||
Угловые и крепежные швы к деталям, работающим под давлением | ВИКЗ МТ1 или РТ1 | ВИКЗ МТ1 или РТ1 | ||||
Патрубки к сварным швам арматуры Патрубки5) | ВИКЗ RT2 МТ1 или РТ1 | ВИКЗ RT2 МТ1 или РТ1 | ||||
Коррозионно-стойкое покрытие | ВИК4 РТ1 | ВИК4 УЗКЗ РТ1 | ||||
Плакирование | ВИК4 | ВИК4 | ||||
Нанесение твердосплавного покрытия | ВИК4 РТ1 | ВИК4 РТ1 | ||||
Поверхность герметизации | МТ2 или РТ2 | МТ2 или РТ2 | ||||
Примечания 1 См. таблицу А.2 для спецификации исследований, приведенных в таблице А.1. 2 Не исп. — означает, что изготовителю не разрешено использовать эту форму материала для этой конкретной детали. 1) RT1 может быть заменен на УЗК4 по договоренности. 2) НК проводят позади конца шва на расстоянии 50 мм. 3) Необходимо выполнить МТ/РТ до нанесения покрытия или плакирования. 4) Упорный ролик, работающий под давлением или регулирующий давление, в зависимости от типа конструкции. Если упорный ролик является частью, работающей под давлением, то применяют требования к корпусу. 5) Требования НК для патрубков устанавливают соглашением. 6) RT1 с УЗК1 могут быть заменены RT3. 7) Требования к исследованию пруткового материала должны быть такими же, как и для поковок. | ||||||
А.З Спецификация испытаний
В таблице А.2 указан объем для каждого из испытаний, указанных в таблице А. 1. Метод и критерии приемки для каждого из испытаний, указанных в таблице А. 1, определяют в соответствии с требованиями заказчика.
Объем, метод и критерии приемки для каждого из испытаний, указанных в таблице А.1, применяемые для арматуры иностранных изготовителей, приведены в приложении Е.
71
ГОСТ Р 71559—2024
Таблица А.2 — Объем приемки для НК
Экспертиза | НК | Объем |
RT1 | RT литье | Критические области |
RT2 | RT сварные конструкции | 100 %, где возможно |
RT3 | RT литье | 100 % |
УЗК1 | УЗК литье | Остальные области, не охваченные RT1 |
УЗК2 | УЗК ковка и лист | Все поверхности |
УЗКЗ | УЗК сварные конструкции | 100 % |
УЗК покрытие | 100 % | |
УЗК4 | Литье | 100 % |
МТ1 | МТ | 100% доступных поверхностей |
МТ2 | МТ | 100% уплотнительных поверхностей |
РТ1 | РТ | 100% доступных поверхностей |
РТ2 | РТ сварные конструкции | 100%, где возможно |
ВИЮ | ВИК литье | Все поверхности |
ВИК2 | ВИК ковка и лист | Все поверхности |
ВИКЗ | ВИК сварные конструкции | Все поверхности |
ВИК4 | ВИК сварные конструкции и др. | Все поверхности |
72
ГОСТ Р 71559—2024
Приложение Б (обязательное)
Дополнительные требования к испытаниям
Б.1 Общие положения
В этом приложении указаны требования к дополнительным испытаниям, которые должны быть выполнены изготовителем, если это указано заказчиком. Частота проведения испытаний также должна быть указана заказчиком, если это не определено в настоящем приложении.
Б.2 Гидравлические испытания
По договоренности между заказчиком и изготовителем гидравлические испытания могут быть проведены при давлениях выше, чем указано в 12.2 и 12.4, и/или в течение более длительных периодов, чем указано в таблицах 9 или 10.
Б.З Испытание седла арматуры сниженным давлением газа
Испытание седла, указанное в 12.6, должно быть повторено при пробном давлении от 0,05 МПа до 0,10 МПа с использованием воздуха или азота в качестве испытательной среды.
Приемлемая скорость утечки для испытания седла арматуры для давления газа до 0,005 МПа должна быть:
- класс А (без видимой утечки) (см. [25]) для арматуры с мягким седлом и клиновой арматуры со смазкой;
- класс С (см. [25]) для герметизирующей крышки с металлическим седлом;
- класс D (см. [25]) для запорной арматуры с металлическим седлом.
Б.4 Испытание арматуры для газа под высоким давлением
Б.4.1 Общие положения
Испытания арматуры для газа под высоким давлением должны быть проведены после гидравлического испытания.
Примечание — Проверка арматуры для газа под высоким давлением связана с потенциальными опасностями. Должны быть приняты соответствующие меры предосторожности.
Б.4.2 Испытание корпуса арматуры
Арматура, назначенная заказчиком, должна пройти испытание для газа под высоким давлением, проводимое с использованием инертного газа в качестве испытательной среды. Минимальное пробное давление должно быть в 1,1 раза больше номинального давления, определенного в соответствии с 6.2. Продолжительность испытания должна соответствовать таблице Б.1.
Таблица Б.1 — Минимальная продолжительность испытаний
Диаметр арматуры | Продолжительность испытания, мин | |
DN | NPS | |
От 15 до 40 включ. | От >2 ДО 1 7г включ. | 2 |
От 50 до 450 включ. | От 2 до 18 включ. | 4 |
Св. 500 | Св. 20 | 6 |
При проведении испытаний приемочные критерии не должны содержать видимой утечки, если только испытание не проводят с использованием азота с гелиевым индикатором, измеренным с помощью масс-спектрометра; максимум 0,27 мл/мин допускается от любого пути утечки.
Б.4.3 Испытание седла арматуры для газа под высоким давлением
Испытание седла, указанное в 12.4, должно быть проведено с использованием инертного газа в качестве среды для испытаний. Пробное давление и продолжительность должны быть такими, как указано в 12.4.2.
Критерии приемки должны быть следующими:
- класс А (без видимой утечки по ГОСТ 9544 для арматуры с мягким седлом и клиновой арматуры со смазкой;
- в два раза более требований к классу D по ГОСТ 9544 для арматуры с металлическим седлом, если не оговорено иное.
73
ГОСТ Р 71559—2024
Б.5 Испытания при повышенном давлении
Если указано, арматура должна быть подвергнута гипербарическому испытанию при минимальном давлении, эквивалентном 1,1-кратной расчетной глубине воды, в соответствии с письменными процедурами. Согласованный метод испытаний должен имитировать эксплуатационные требования к арматуре и должен включать как статические, так и функциональные испытания в зависимости от ситуации.
Использование испытательных приспособлений также допускается по соглашению между заказчиком и изготовителем, когда этого требуют обстоятельства.
Б.6 Испытание на непрерывность катодной защиты
Если арматуру устанавливают в системе с катодной защитой, все внешние элементы арматуры, приводы и другое подключенное оборудование должны быть проверены на электрическую целостность перед нанесением покрытия.
Непрерывность должна быть измерена с использованием источника питания постоянного тока, не превышающего 12 В. Измеренное сопротивление не должно превышать 10 Ом.
Б.7 Испытание уплотнения
Если штоки арматуры, валы или стыки корпусов герметизируют с помощью системы с несколькими уплотнениями, минимум один образец каждой конструкции уплотнения, имеющий уникальный размер, тип и номинальные характеристики, должен быть испытан таким образом, чтобы продемонстрировать эффективность каждого отдельного уплотнения.
Испытательной жидкостью должна быть вода или инертный газ.
Пробные давления и длительности должны соответствовать 12.2 и/или Б.2 в зависимости от обстоятельств, если иное не согласовано.
Если это требует предоставления временных контрольных отверстий, они должны быть заглушены и загерметизированы в соответствии с требованиями 6.11.
Б.8 Двойная запорно-выпускная арматура
Арматура, находящаяся в наполовину открытом положении, должна быть полностью заполнена испытательной средой. Затем арматура должна быть закрыта, а дренажный клапан корпуса открыт, чтобы позволить избытку испытательной жидкости вытечь из полости арматуры для проведения испытания. Пробное давление должно быть приложено одновременно с обоих концов арматуры.
Герметичность седла должна контролироваться переливом через соединение полости арматуры.
Б.9 Двойная изолирующе-выпускная арматура (DIB-1) (оба седла в двух направлениях)
Каждое седло арматуры должно быть испытано в обоих направлениях.
Предохранительные клапаны должны быть удалены, если были установлены ранее. Арматура и ее полость должны быть заполнены испытательной жидкостью, при этом арматура наполовину открыта до тех пор, пока испытательная жидкость не заполнит полость через предохранительное соединение.
Чтобы проверить герметичность седла в направлении полости, арматура должна быть закрыта. Пробное давление должно быть приложено последовательно к каждому концу арматуры, чтобы испытать каждое седло отдельно от входной стороны. Утечка должна контролироваться через соединение для сброса давления в полости арматуры.
После этого каждое седло арматуры должно быть испытано как выпускное седло арматуры. Оба конца арматуры должны быть опорожнены, а полость арматуры заполнена испытательной жидкостью. Затем должно быть приложено давление во время контроля утечки через каждое седло на обоих концах арматуры. В некоторых конструкциях арматуры может потребоваться балансировка давления на входе и в полости арматуры во время испытания седла на выходе.
Б.10 Двойная изолирующе-выпускная арматура (DIB-2) (одно седло одностороннее и одно седло двунаправленное)
Двунаправленное седло арматуры должно быть испытано в обоих направлениях.
Предохранительные клапаны должны быть удалены, если были установлены ранее. Арматура и ее полость должны быть заполнены испытательной жидкостью, при этом арматура наполовину открыта до тех пор, пока испытательная жидкость не заполнит полость через предохранительное соединение.
Чтобы проверить герметичность седла в направлении полости, арматура должна быть закрыта. Пробное давление должно быть приложено последовательно к каждому концу арматуры, чтобы испытать каждое седло отдельно от входной стороны. Утечка должна контролироваться через соединение для сброса давления в полости арматуры.
Для испытания седла с двухсторонней подачей среды давление должно быть подано одновременно в полость арматуры и патрубок на входе. Утечку контролируют на выходном патрубке арматуры.
74
ГОСТ Р 71559—2024
Б.11 Контроль крутящего момента/осевого усилия
Максимальный крутящий момент или осевое усилие, требуемые для работы шаровых кранов, задвижек или пробковой арматуры, должны быть измерены при давлении, установленном заказчиком для следующих операций: а) из положения «открыто» до положения «закрыто» с проходным отверстием арматуры под давлением и выходной полостью под атмосферным давлением;
б) из положения «закрыто» до положения «открыто» с обеих сторон затвора под давлением и выходной полостью под атмосферным давлением;
в) из положения «закрыто» до положения «открыто» с одной стороны затвора под давлением и выходной полостью под атмосферным давлением;
г) как в перечислении в), но с другой стороны затвора под давлением.
Величины крутящего момента или осевого усилия необходимо измерять с седлами без смазки, за исключением тех случаев, когда смазочный материал является основным средством уплотнения. Если необходимо для сборки, то можно использовать смазку с вязкостью, не превышающей вязкость моторного масла SAE 10W или эквивалентного.
Испытания крутящего момента или осевого усилия должны быть проведены после гидравлического испытания корпуса и, если указано, перед любым испытанием седла газом под низким давлением.
Измеренные значения крутящего момента или осевого усилия должны быть зарегистрированы и не должны превышать значений крутящего момента/осевого усилия (усилия отрыва), документированных изготовителем.
Б.12 Испытание на прочность привода
Б.12.1 Общие положения
Значение момента нагружения на испытательном стенде должно быть:
- вдвое больше прогнозируемого предельного крутящего момента разрушения/усилия или
- в два раза больше измеренного предельного крутящего момента/усилия разрушения.
Испытательный крутящий момент должен быть применен при заблокированной поворотной заглушке в течение как минимум 1 мин.
Примечание — Для запорной арматуры усилие может быть растягивающим или сжимающим в зависимости от того, какое условие является наиболее жестким.
Б.12.2 Критерии приемки
Испытание не должно вызывать каких-либо постоянных видимых деформаций привода.
Для шаровой и плунжерной арматуры общая деформация при скручивании удлиненного привода при подаче расчетного крутящего момента не должна превышать угла контакта внахлест между седлом и поворотной заглушкой.
Б.13 Испытание предохранительной арматуры для сброса рабочей среды
Б.13.1 Частота
Каждая арматура должна быть испытана.
Испытание предохранительной арматуры для сброса рабочей среды не требуется, если обеспечена защита полости от избыточного давления как в открытом, так и в закрытом положении отверстия в поворотной заглушке или вокруг уплотнения седла.
Б.13.2 Шаровая цапфовая и прямоточная клиновая арматура с внутренним сбросом давления седла
Процедура испытания предохранительной арматуры для сброса рабочей среды для шаровой муфтовой и прямоточной клиновой арматуры с внутренним сбросом давления седла должна быть следующей:
а) заполняют арматуру в полуоткрытом положении водой;
б) закрывают арматуру и дают воде вытечь из соединения для проведения испытаний на каждом конце арматуры;
в) подают давление в полость арматуры, пока одно седло не сбросит давление в полости арматуры; записывают это давление сброса;
г) для арматуры с двумя разгрузочными устройствами поднимают давление, пока на втором седле не сбросится давление, и регистрируют эту величину сброса давления.
Невозможность сброса давления при значении давления меньшем, чем 1,33 давления разгрузки внутренней полости арматуры, должна быть критерием отрицательного результата испытания.
Б.13.3 Шаровая с плавающей пробкой арматура
Процедура испытания поплавковой шаровой арматуры для сброса рабочей среды должна быть следующей: а) когда арматура наполовину открыта, создают давление в арматуре в 1,33 раза выше номинального давления арматуры, указанного в 6.2;
б) закрывают арматуру и продувают каждый конец до атмосферного давления;
75
ГОСТ Р 71559—2024
в) открывают арматуру до полуоткрытого положения и следят за выходом тестовой среды, попавшей в полость.
Наличие засоренной герметизирующей среды в полости должно быть причиной отклонения.
Б.14 Дополнительное тестирование
Заказчик должен указать любые дополнительные требования к испытаниям, не предусмотренные настоящим стандартом.
76
ГОСТ Р 71559—2024
Приложение В (справочное)
Требования к дополнительной документации
Заказчик может выбрать дополнительную документацию из следующего списка:
а) документация НК;
б) документация о процедурах сварочных работ;
в) документация о процедурах квалификационной оценки качества сварки;
г) документация о квалификационных испытаниях сварщика;
д) для арматуры в коррозионно-стойком исполнении — сертификат соответствия (см. [19], [20], [21]);
е) протокол испытаний на твердость деталей, работающих под давлением;
ж) протокол испытаний на твердость деталей, контролирующих давление;
и) документация о режиме термообработки, например графики;
к) проектные расчеты для деталей, содержащих давление, и/или трансмиссии;
л) проектные расчеты для деталей, контролирующих давление;
м) документация о квалификации персонала НК;
н) документы НК;
п) документация калибровки (заказчик обязан определить требования к оборудованию для упорядочения);
р) сертификаты качества материалов по ГОСТ 31458 (заказчик должен указать вид сертификации и детали при заказе);
с) проверка конструкции управлением/органом по сертификации;
т) утверждение типа управлением/органом по сертификации;
у) чертежи в разрезе с перечнем деталей и материалов;
ф) коэффициент Cv или Kv,
х) действующий сертификат системы менеджмента качества.
77
ГОСТ Р 71559—2024
Приложение Г (справочное)
Рекомендации по закупкам
Г.1 Общие положения
В этом приложении содержатся рекомендации, которые помогут заказчику выбрать тип арматуры и указать конкретные требования при заказе арматуры.
Г.2 Испытания в условиях эксплуатации
Давление во время испытания установленной арматуры не должно превышать номинальное давление арматуры более чем на 50 % при испытании с частично открытой арматурой или более чем на 10 % от номинального давления при испытании с закрытой арматурой.
Г.З Очистка полости
При заказе запорной арматуры и клапанов для использования в трубопроводах, требующих очистки полости и ВТД, заказчик должен проверить конструкцию запорной арматуры и клапана на возможность очистки полости и проведения ВТД.
Примечания
1 Неполнопроходные шаровые не подходят для большинства операций по очистке полости, включая автоматизированную очистку трубопроводов, но могут пропускать поршни.
2 Арматура, в которой приводной элемент или поворотная заглушка закрывают отверстие в полностью открытом положении, например поворотная обратная арматура, не подлежит внутритрубному инспектированию.
3 Некоторая полностью открывающаяся арматура с посадочными местами может пропускать жидкость вокруг короткого поршня или шара.
Г.4 Совместимость устройства управления арматурой
За конструкцию всей арматуры и исполнительного механизма/блока управления несет ответственность изготовитель арматуры.
Это требуется для обеспечения:
а) совместимости механического устройства сопряжения между арматурой и исполнительным механизмом/ блоком управления;
б) согласования выходной мощности исполнительного механизма/блока управления с силой/крутящим моментом арматуры, включая любой фактор безопасности, требуемый или указанный заказчиком;
в) функциональных испытаний комбинированной сборки арматуры и исполнительного механизма/блока
управления.
Г.5 Данные по арматуре
Таблица данных по арматуре в таблице Г.1 может быть использована для определения характеристик арматуры при заказе.
Таблица Г.1 — Техническое описание арматуры
Требования к спецификации
Строительные материалы______________________________________________________________________
Расположение и функция_______________________________________________________________________
Номинальный диаметр______________________________________________________________________
Максимальная глубина воды м
Максимальное рабочее давление МПа
Максимальное пробное давление в условиях эксплуатации (см. Г.2)МПа
Класс давления__________________________________________________________________________________
Расчетная температура°C
Максимальная рабочая температура°C
Минимальная рабочая температура°C Рабочая жидкость или обслуживание операций с газами
Состав текучей среды_______________________________________________________________________________
Особые требования к расходу: продувка, твердые частицы, скребки для очистки трубопровода и т. д.
Коррозийные условия _____________________________________________________________________________
78
ГОСТ Р 71559—2024
Продолжение таблицы Г. 1
Арматура
Тип: Запирающая Выпускное отверстие Шаровая Обратная
Проектная конфигурация _________________________________________________________________________
Требуется закругленный профиль?Минимальное отверстие
Конечные соединения
Восходящая труба: внешний диаметр мм, внутренний диаметр мм
М ате р иал__________________________________________________________________________________________
Длина патрубка мм
Фланцевый конец? Да Нет
Выступающий торец без резьбы или кольцевое соединение
Если кольцевое соединение: плоское или выступающий торец?
Диаметр и ряд давления__________________________________________________________________________
Кольцевая или другая прокладка, тип и размер_________________________________________________________
Примечание — Прокладки не поставляют как часть арматуры.
Сварка конца? Да/нет_______________________________________________________________________________
Прикрепление спецификации для конфигурации приварной заглушки.
Специальные фланцы и механические соединения?________________________________________________
Нисходящая труба: внешний диаметр мм, внутренний диаметр мм
Материал_____________________
Длина патрубка мм
Фланцевый конец? Да Нет
Выступающий торец без резьбы или кольцевое соединение
Если кольцевое соединение: плоское или выступающий торец?
Диаметр и ряд давления__________________________________________________________________________
Кольцевая или другая прокладка, тип и размер_________________________________________________________
Примечание: Прокладки не поставляют как часть арматуры.
Сварка конца? Да/нет_______________________________________________________________________________
Прикрепление спецификации для конфигурации приварной заглушки.
Специальные фланцы и механические соединения?________________________________________________
Длина: какие-либо особые требования для торцевого или сквозного измерения?
Работа арматуры
Арматура приводится в действие? Если это так, указать ручной привод или управляемый ТИПА
При срабатывании указать время закрытия арматуры_________________________________________________
Требуется ли редуктор с маховиком арматуры? Если да, указать подробности
Для маховика на горизонтальном валу расстояние от осевой линии отверстия арматуры до маховика: _______________мм
Или для маховика на вертикальном валу расстояние от центральной линии отверстия арматуры до центра обода маховика арматуры мм
Требуется ключ?_________________________________________________________________________________
Требуется ли запирающее устройство?Тип
Требуется ТИПА? Тип Класс Горизонтальный Вертикальный
Поддержка арматуры
Требуются ли поддерживающие стойки?
79
ГОСТ Р 71559—2024
Окончание таблицы Г. 1
Другие требования
Дополнительные требования (см. приложения Б и В)__________________________________________________
Требования НК: QL1 QL2
ИСО 15156 [25]? Да Нет
Если да, указать концентрацию H2S___,% pH___,% хлоридов___, температуру___°C
Сливные соединения: есть какие-то требования?_______________________________________________________
Обходные соединения: есть какие-то требования?______________________________________________________
Требуется дополнительная документация (см. приложение В)
Сторонний свидетель процессов/тест
Требования к покраске_______________________________________________________________________________
Г.6 Предоставленная информация
В таблице Г.2 приведена информация, которую необходимо предоставить заказчику и/или изготовителю.
Таблица Г.2 — Сводка информации, предоставленной изготовителем и/или заказчиком
Подраздел | Предоставленная информация | Поставщик* |
6.2.2 | Уменьшенные диаметры отверстий, кроме указанных в таблицах | Р |
6.2.2 | Диаметр поворотной заглушки для некруглых отверстий | А |
6.2.2 | Запорные отверстия в редукционной арматуре выше 600 (NPS 24) | А |
7.2 | Промежуточное расчетное давление и температура | Р |
7.1 | Конструкция сосуда под давлением | А |
7.2 | Минимальная расчетная температура | Р |
7.7 | Указать максимальный перепад давления | Р |
7.3 | Сброс рабочей среды из полости | А |
7.4 | Внешние нагрузки | Р |
7.6 | Торцевое или сквозное измерение | А |
7.6 | Допуски, кроме перечисленных | А |
7.7 | Данные о работе арматуры, крутящий момент/усилие, Си Куили число оборотов | М-Р |
7.8 | Требования к проходимости | Р |
7.9.1 | Альтернативный стандарт для фланцев | А |
7.9.2 | Скосы сварного шва | А |
7.9.2 | Данные сопрягаемой трубы | Р |
7.9.3 | Другой конец соединения | Р |
7.10 | Альтернативные вентиляционные/сливные патрубки | Р |
7.10 | Профили резьбы | А |
7.10 | Размеры подключения | А |
7.11 | Конструкция головки ключа | Р |
7.11 | Диаметр маховика арматуры | А |
7.11 | Количество ходов | М |
7.12 | Запирающие устройства | Р |
7.16 | Интерфейс ТНПА | Р |
80
ГОСТ Р 71559—2024
Продолжение таблицы Г. 2
Подраздел | Предоставленная информация | Поставщик* |
7.17 | Герметик для введения | Р |
7.18 | Подъемные петли | А |
7.18 | Процедура подъема | М |
7.19 | Источник питания привода | Р |
7.19 | Монтаж редукторов и приводов, за исключением работ по производству арматуры | А |
7.19 | Максимальный крутящий момент | М |
7.19 | Усилие/крутящий момент | А |
7.19 | Герметичная крышка | Р |
7.19 | Требование по снятию подводного редуктора | Р |
7.20.1 | Большой коэффициент загрузки оборудования | М |
7.22 | Защитное устройство/герметичная крышка | Р |
7.24 | Припуск на коррозию/эрозию | Р |
7.24 | Антикоррозионные меры | М |
7.25 | Гипербарическое испытание | Р |
8.1 | Спецификация материала | А |
8.1 | Коррозионные испытания | Р |
8.2 | Жидкости, используемые при испытании | Р |
8.4 | Пределы содержания | А |
8.4 | Химический состав приварной заглушки | А |
8.4 | Химический состав других материалов | А |
8.5 | Тесты Шарпи для других материалов | А |
8.6 | Болтовые соединения, используемые при водородном охрупчивании | А |
8.7.1 | Работа в присутствии сернистых соединений | Р |
8.7.2 | Критерии приемки по HIC | А |
9.1 | Соотношения феррита аустенита в сварных дуплексных сталях | |
9.2 | Дополнительные требования к сварке для соответствия требованиям трубопровода | Р |
9.3 | Использование других методов испытаний на твердость | А |
9.4 | Ремонт сквозных сварных швов | А |
9.4 | Ремонт сварных швов для исправления дефектов плит и поковок | А |
9.4 | Спецификация для устранения дефектов и ремонта | М |
10.1 | Требования к НК | Р |
10.4 | Уровень НК | Р |
10.5 | НК перед окончательной термообработкой | А |
10.5 | Требования НК для ремонта сварного шва | Р |
11.1 | Дополнительные испытания в приложении Б | Р |
81
ГОСТ Р 71559—2024
Окончание таблицы Г. 2
Подраздел | Предоставленная информация | Поставщик* |
11.1 | Гидравлические испытания корпуса арматуры в газообразной среде | А |
11.1 | Последовательность испытания | А |
11.1 | Использование антифриза в воде для испытаний | А |
11.2 | Способ закрытия концов | А |
11.2 | Испытание давлением патрубка | Р |
11.4.1 | Удаление смазки для проведения испытаний | А |
11.4.3 | Другие скорости утечки | А |
11.4.4.3 | Функциональность седла арматуры | Р |
11.5 | Испытание предохранительной арматуры для сброса рабочей среды | Р |
12 | Требования к покрытию | А |
Приложение А | Требования к НК | Р |
Приложение Б | Дополнительные требования к испытаниям | Р |
Приложение В | Требования к дополнительной документации | Р |
Приложение Г | Рекомендации по закупкам | Р |
* М обозначает информацию, предоставленную изготовителем. М-Р указывает на информацию, предоставленную изготовителем, когда этого требует заказчик. Р обозначает информацию, предоставленную заказчиком. А указывает информацию, установленную соглашением между заказчиком и изготовителем. | ||
82
ГОСТ Р 71559—2024
Приложение Д (справочное)
Пример маркировки
Для иллюстрации требований к маркировке, изложенных в настоящем стандарте, будет использована обратная арматура из углеродистой стали DN 200 с фланцами под уплотнительное кольцо, со строительной длиной 660 мм, из материала затвора из 13Сг, максимальным рабочим давлением 10 МПа, изготовленная в июне 2008 года. Арматура должна быть маркирована в соответствии с рисунком Д.1.
На корпусе Показатель из таблицы 10
Амурметалл | (показатель 1: изготовитель) |
РЛ/100 | (показатель 2: номинальное давление) |
09Г2С/310811 | (показатель 6: марка материала корпуса и номер плавки (дополнительно по требованию заказчика) |
DN 200 | (показатель 9: номинальный диаметр арматуры). Примечание — Показатель 9 также может быть нанесен на табличке изготовителя или на корпусе и табличке изготовителя. |
Предел прочности (временное сопротивление): 275 МПа | (показатель 11: предел прочности (Временное сопротивление) (SMYS) приварной заглушки) |
(показатель 12: направление потока только для обратной арматуры) | |
12345 | (показатель 14: серийный номер) |
На кожухе/крышке | |
09Г2С/6789 | (показатель 7: марка материала крышки и идентификатор плавки) |
На табличке изготовителя | |
Амурметалл | (показатель 1: изготовитель) |
РЛ/100 | (показатель 2: ряд давления) |
150 м | (показатель 3: глубина воды) |
10 МПа при-29 °C | (показатель 4: максимальное рабочее давление при минимальной рабочей температуре |
9 МПа при 121 °C | максимальное рабочее давление при максимальной рабочей температуре) |
660 мм | (показатель 5: торцевой размер) |
09Г2С | (показатель 6: марка материала) |
Шток CR13 Диск CR13 Седло CR13 или CR13CR13CR13 или CR13 CR13 CR13 | (показатель 8: идентификация запорной части арматуры) |
DN 200 или DN 200 *150 или DN 200R | (показатель 9: номинальный диаметр для полнопроходной арматуры) (показатель 9: номинальный диаметр для неполнопроходной арматуры) (показатель 9: номинальный диаметр для неполнопроходной арматуры) |
DIB | (показатель 14: испытание в соответствии с В. 10), если применимо |
12345 | (показатель 15: серийный номер) |
06.2020 или 6/20 | (показатель 16: дата производства) |
ГОСТ Р | (показатель 17: стандарт) |
Рисунок Д.1 —Типовой вид маркировки арматуры
83
ГОСТ Р 71559—2024
Приложение Е (справочное)
Объемы, методы и критерии приемки для НК для арматуры иностранных производителей
В таблице Е.1 приведены применяемые для арматуры иностранных изготовителей объем, метод и критерии приемки для каждого из испытаний, указанных в таблице А.1.
Таблица Е.1 — Объемы, методы и критерии приемки для НК
Экспертиза | НК | Объем | Метод | Критерий приемки |
RT1 | RT литье | Критические области согласно [1] | Свод правил [26] (статья 3) | Свод правил [2] (приложение 7) |
RT2 | RT сварные конструкции | 100 %, где возможно | Свод правил [26] (статья 2) | Свод правил [2] (UW51, линейные признаки) Свод правил [2] (приложение 4, округленные признаки) |
RT3 | RT литье | 100 % | Свод правил [26] (статья 3) | Свод правил [2] (приложение 7) |
УЗК1 | УЗК литье | Остальные области, не охваченные RT1 | Свод правил [26] (статья 5) | [27] (таблица 2, уровень качества 2) |
УЗК2 | УЗК ковка и лист | Все поверхности | Свод правил [26] (статья 5) | Штамповка: Свод правил [2] (UF 55) Плита: [28] (стандартный уровень приемки В) |
УЗКЗ | УЗК сварные конструкции | 100 % | Свод правил [26] (статья 5 (прямая и поперечная волна), статья 23) | Свод правил [2] (приложение 12), [28] |
УЗК покрытие | 100 % | — | [28] (стандартный уровень приемки С) | |
УЗК4 | Литье | 100 % | Свод правил [26] (статья 5) | [27] (таблица 2, уровень качества 1) |
МТ1 | МТ | 100% доступных поверхностей | Свод правил [26] (статья 7) | Свод правил [2] (приложение 6) |
МТ2 | МТ | 100% уплотнительных поверхностей | Свод правил [26] (статья 7) | Отсутствие округленных или линейных признаков |
РТ1 | РТ | 100% доступных поверхностей | Свод правил [26] (статья 6) | Свод правил [2] (приложение 8) |
РТ2 | РТ сварные конструкции | 100%, где возможно | Свод правил [26] (статья 6) | Отсутствие округленных или линейных признаков |
ВИК1 | ВИК литье | Все поверхности | [24] | Тип 1: не приемлемо; типы 2-12: А и В |
ВИК2 | ВИК ковка и лист | Все поверхности | В соответствии с требованиями спецификации ASTM на изделие | В соответствии с требованиями спецификации ASTM на изделие |
84
ГОСТ Р 71559—2024
Окончание таблицы Е. 1
Экспертиза | НК | Объем | Метод | Критерий приемки |
викз | ВИК сварные конструкции | Все поверхности | Свод правил [26] (статья 9) | Все сварные швы должны иметь полное проникновение в шов. Подрез не должен уменьшать толщину в области (учитывая обе стороны) ниже минимальной толщины. Пористость поверхности и открытый шлак не допускаются на посадочных поверхностях или в пределах 45 мм |
ВИК4 | ВИК сварные конструкции и др. | Все поверхности | Свод правил [26] (статья 9) | Отсутствие видимых дефектов |
85
ГОСТ Р 71559—2024
Библиография
[1] | ASME В 16.34-2017 | Клапаны — фланцевые, резьбовые и сварочные (Valves — Flanged, Threaded, and Welding End) |
[2] | ASME Boiler and Pressure Vessel Code, BPVC Section VIII, Division 1:2007 | Свод правил по строительству сосудов под давлением [Rules for Construction of Pressure Vessels (BPVC)] |
[3] | ASME Boiler and Pressure Vessel Code, BPVC Section VIII, Division 2 :2004 | Дополнительные правила [Alternative Rules (BPVC)] |
[4] | EN 12516-1-2018 | Клапаны промышленные. Прочность конструкции. Часть 1. Табличный метод для стальных корпусов клапанов (Industrial valves — Shell design strength — Part 1: Tabulation method for steel valve shells) |
[5] | EN 13445-3-2019 | Сосуд, работающий под давлением, без огневого подвода теплоты. Часть 3. Проектирование (Unfired pressure vessels — Part 3: Design) |
[6] | EN 1092-1-2018 | Фланцы и их соединения. Круглые фланцы для труб, клапанов, фитингов и арматуры с обозначением PN. Часть 1. Стальные фланцы (Flanges and their joints — Circular flanges for pipes, valves, fittings and accessories, PN designated — Part 1: Steel flanges) |
[7] | ASME B16.10-2009 | Межфланцевые размеры и размеры «от края до края» клапанов (Face-to-Face and End-to-End Dimensions of Valves) |
[8] | ASME B31.4-2016 | Системы трубопроводного транспорта жидких углеводородов и других жидкостей (Pipeline Transportation Systems for Liquid Hydrocarbons and Other Liquids) |
[9] | ANSI/ASME B31.8-2018 | Системы газотранспортных и распределительных трубопроводов (Gas Transmission and Distribution Piping Systems) |
[Ю] | ИСО 7-1:1994 | Резьбы трубные, обеспечивающие герметичность соединения. Часть 1. Размеры, допуски и обозначение (Pipe threads where pressure-tight joints are made on the threads — Part 1: Dimensions, tolerances and designation) |
[11] | ИСО 228-1:2000 | Резьбы трубные, не обеспечивающие герметичность соединения. Часть 1. Размеры, допуски и обозначения (Pipe threads where pressure-tight joints are not made on the threads — Part 1: Dimensions, tolerances and designation) |
[12] | ANSI/ASME В 1.20.1-2013 | Трубная резьба общего назначения (в дюймах [Pipe Threads, General Purpose (Inch)] |
[13] | ИСО 13628-8:2002 | Нефтяная и газовая промышленность. Проектирование и эксплуатация систем подводной добычи. Часть 8. Интерфейсы дистанционно управляемых аппаратов (ТИПА) на системах подводной добычи (Petroleum and natural gas industries. Design and operation of subsea production systems — Part 8: Remotely Operated Vehicle (ROV) interfaces on subsea production systems) |
[14] | ИСО 5211:2017 | Арматура трубопроводная. Присоединительные размеры неполноповоротных приводов (Industrial valves — Part-turn actuator attachments) |
[15] | АСТМ Е 562-19 | Стандартный метод испытаний для определения объемной доли методом систематического ручного подсчета точек (Standard Test Method for Determining Volume Fraction by Systematic Manual Point Count) |
[16] | ИСО 148-1:2016 | Материалы металлические. Испытание на ударный изгиб на маятниковом копре по Шарпи. Часть 1. Верификация испытательных машин (Metallic materials — Charpy pendulum impact test — Part 1: Test method) |
86
ГОСТ Р 71559—2024
[17] АСТМ А370-19е1 | Стандартные методы испытаний и определения механических характеристик стальных изделий (Standard Test Methods and Definitions for Mechanical Testing of Steel Products) |
[18] АСТМ А320/А320М | Стандартные технические условия на болтовые соединения из легированной и нержавеющей стали для низкотемпературного обслуживания (Standard Specification for Alloy-Steel and Stainless Steel Bolting for Low-Temperature Service) |
[19] ИСО 15156:1-2020 | Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 1. Общие принципы выбора трещиностойких материалов (Petroleum and natural gas industries Materials for use in H2S-containing environments in oil and gas production — Part 1: General principles for selection of cracking-resistant materials) |
[20] ИСО 15156:2-2020 | Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 2. Трещиностойкие углеродистые и низколегированные стали и использование литейного чугуна (Petroleum and natural gas industries Materials for use in H2S-containing environments in oil and gas production — Part 2: Crackingresistant carbon and low-alloy steels, and the use of cast iron) |
[21] ИСО 15156:3-2020 | Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 3. Трещиностойкие коррозионно-стойкие (CRA) и другие сплавы [Petroleum and natural gas industries Materials for use in H2S-containing environments in oil and gas production — Part 3: Cracking-resistant CRAs (corrosion-resistant alloys) and other alloys] |
[22] NACETM0284-2016 | Метод испытания. Оценка стали для трубопроводов и сосудов высокого давления на предмет устойчивости к растрескиванию под воздействием водорода (Standard Test Method — Evaluation of Pipeline and Pressure Vessel Steels for Resistance to Hydrogen-Induced Cracking) |
[23] Федеральные нормы и правила в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» (утвержденные приказом Ростехнадзора от 11.12.2020 №519)
[24] ANSI/MSS SP-55-2011 | Стандарт качества для стальных отливок для клапанов, фланцев, фитингов и других компонентов трубопроводов. Визуальный метод оценки поверхностных неровностей (Quality Standard for Steel Castings for Valves, Flanges, Fittings, and Other Piping Components — Visual Method for Evaluation of Surface Irregularities) |
[25] ИСО 5208:2015 | Арматура промышленная. Испытание металлической арматуры под давлением (Industrial valves — Pressure testing of metallic valves) |
[26] ASME Boiler and Pressure Vessel Code, BPVC Section V:2019 | Свод правил, Неразрушающий контроль [NonKonstructive Examination (BPVC)] |
[27] АСТМ A609/A609M-2012 | Стандартная практика для отливок, углеродистой, низколегированной и мартенситной нержавеющей стали, их ультразвуковое исследование (Standard Practice for Castings, Carbon, Low-Alloy, and Martensitic Stainless Steel Ultrasonic Examination Thereof) |
[28] АСТМ A578/A578M-2017 | Стандартная спецификация на ультразвуковое исследование узконаправленным пучком толстолистового стального проката специального назначения (Standard Specification for Straight-Beam Ultrasonic Examination of Rolled Steel Plates for Special Applications) |
87
ГОСТ Р 71559—2024
УДК 621.643.053:006.354
Ключевые слова: системы трубопроводного транспорта, арматура, общие требования
ОКС 75.180
88
Редактор Е.Ю. Митрофанова Технический редактор И.Е. Черепкова Корректор Л.С. Лысенко Компьютерная верстка М.В. Малеевой
Сдано в набор 16.08.2024. Подписано в печать 03.09.2024. Формат 60x84%. Гарнитура Ариал. Усл. печ. л. 10,70. Уч.-изд. л. 9,10.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}