ГОСТ 33547-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Автомобильные транспортные средства
РЕСИВЕРЫ (БАЛЛОНЫ) ВОЗДУШНЫЕ
Технические требования и методы испытаний
Motor vehicles. Air reservoirs. Technical requirements and test methods
МКС 43.040.40
Дата введения 2017-04-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт "НАМИ" (ФГУП "НАМИ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 56 "Дорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 октября 2015 г. N 81-П)
За принятие голосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Армгосстандарт |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 7 июня 2016 г. N 540-ст межгосударственный стандарт ГОСТ 33547-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2017 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
1 Область применения
Настоящий стандарт распространяется на ресиверы (баллоны) воздушные автотранспортных средств (далее - АТС) с пневматическим или пневмогидравлическим приводом, предназначенные для эксплуатации в макроклиматических районах с умеренным (исполнение У) и сухим или влажным тропическим (исполнение Т) климатом в условиях категории I по ГОСТ 15150.
Настоящий стандарт устанавливает технические требования к ресиверам (баллонам) воздушным и методы их испытаний.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 21140-88 Тара. Система размеров
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на территории государства по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Типы и основные размеры
3.1 Ресиверы изготавливают двух типов - Тип 1 и Тип 2.
3.1.1 Ресивер Тип 1 имеет одну бобышку на цилиндрической поверхности и по одной - на каждой из боковых поверхностей ресивера (см. рисунок 1).
3.1.2 Ресивер Тип 2 имеет одну бобышку на цилиндрической поверхности и по две - на каждой из боковых поверхностей ресивера (см. рисунок 2).
Рисунок 1 - Ресивер Тип 1
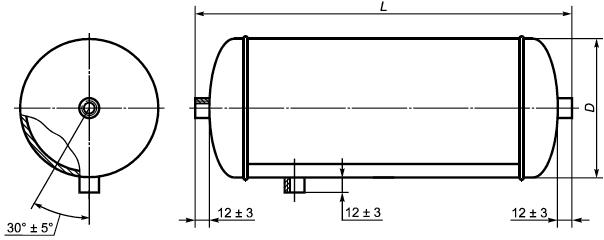
Рисунок 1 - Ресивер Тип 1
Рисунок 2 - Ресивер Тип 2
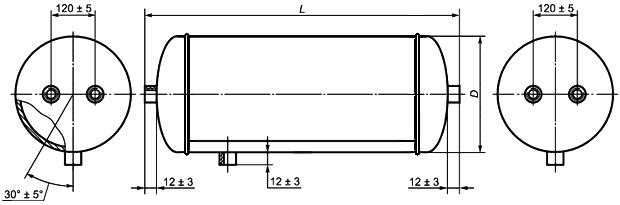
Рисунок 2 - Ресивер Тип 2
3.2 Объемы, габаритные и присоединительные размеры ресиверов должны соответствовать значениям, указанным в таблице 1 и на рисунках 1-2. Допускается устанавливать перегородку внутри ресивера, а также дополнительные бобышки на цилиндрической части.
Таблица 1
Номинальный объем, дм | Наружный диаметр D, мм | Длина L, мм | Масса, кг, не более | ||
номинальный | предельные отклонения | номинальная | предельные отклонения | ||
10 | 206 | ±3,0 | 355 | ±6,0 | 5,0 |
15 | 530 | 7,0 | |||
20 | 660 | 8,5 | |||
220 | 590 | 8,5 | |||
225 | 620 | 8,5 | |||
246 | 500 | 9,0 | |||
25 | 200 | 860 | 10,0 | ||
30 | 246 | 700 | 12,0 | ||
37 | 850 | 14,0 | |||
40 | 950 | 15,0 | |||
276 | 745 | 15,5 | |||
280 | 710 | 15,0 | |||
320 | 840 | 20,0 | |||
380 | 485 | 15,0 | |||
396 | 565 | 23,5 | |||
60 | 320 | 840 | 20,0 | ||
80 | 360 | 870 | 28,0 | ||
396 | 730 | 28,5 | |||
85 | 276 | 1500 | 29,0 | ||
100 | 396 | 900 | 33,5 |
3.3 Бобышки ресиверов по 3.1 должны иметь внутреннюю резьбу М22х1,5 или резьбу М16х1,5. Допускается одну бобышку выполнить с внутренней резьбой М12х1,5. По согласованию с потребителем бобышки ресиверов по 3.1 могут также иметь резьбу К3/8".
3.4 Примеры условного обозначения ресивера:
- Тип 1 емкостью 20 л, с диаметром 205 мм:
Ресивер Тип 1 20-205 ГОСТ 33547
- Тип 2 емкостью 60 л, с диаметром 320 мм:
Ресивер Тип 2 60-320 ГОСТ 33547
4 Технические требования
4.1 Каждый воздушный ресивер должен удовлетворять требованиям настоящего стандарта и изготавливаться по конструкторской документации (далее - КД), утвержденной в установленном порядке.
4.2 Воздушные ресиверы с наружной и внутренней сторон должны иметь антикоррозионное покрытие, стойкое к воздействию воды, горюче-смазочных материалов, жидкости, предотвращающей замерзание конденсата, надежно защищающее поверхности ресивера в течение всего срока службы.
4.3 Воздушные ресиверы не должны иметь вмятин, трещин, следов коррозии и других дефектов. Сварные швы ресивера должны быть гладкими, без трещин, шлаковых включений и раковин и не уступать по прочности и герметичности основному материалу.
4.4 Рабочее давление воздуха в ресиверах - 0,8 МПа.
4.5 Каждый ресивер должен быть подвергнут проверке на прочность и герметичность.
4.6 Каждый ресивер должен быть пригодным для эксплуатации в соответствии с климатическими условиями по категории I ГОСТ 15150.
4.7 Ресиверы, соответствующие настоящему стандарту, должны быть промаркированы данными об изготовлении и эксплуатации, приведенными ниже. Эти данные наносят ударным способом на табличку, приваренную к стенке ресивера, или непосредственно на его стенку.
4.7.1 Маркировка, наносимая на стенку ресивера
4.7.1.1 Глубина наносимых символов не должна превышать десятой части толщины стенки ресивера.
4.7.1.2 Нанесенные символы не должны иметь острых кромок.
4.7.1.3 При маркировке на днище данные необходимо размещать как можно дальше от линии пересечения радиуса кромки днища с радиусом сферической части. Расположение должно быть ограничено серединой днища, не пересекаясь со сварным швом бобышки.
4.7.1.4 Маркировку необходимо наносить перед сваркой обечайки с днищами.
4.7.1.5 Символы маркировок приведены в 4.7.3.2.
4.7.1.6 Символы маркировок ![]() и
и ![]() следует наносить на готовый ресивер.
следует наносить на готовый ресивер.
Рисунок 3 - Расположение маркировки, наносимой на стенку ресивера
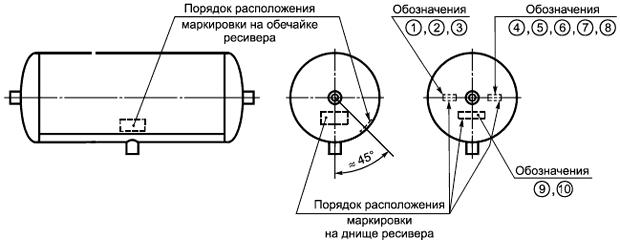
Рисунок 3 - Расположение маркировки, наносимой на стенку ресивера
Примечание - Приведенное на рисунке 3 расположение маркировки на обечайке или днище является рекомендуемым. Расположение маркировки может отличаться от приведенного при условии, что обозначения наносятся горизонтально и после установки ресивера на АТС будут читаемыми.
4.7.2 Маркировка, наносимая на табличку
4.7.2.1 Размеры таблички выбираются по рисунку 4.
Рисунок 4 - Маркировочная табличка
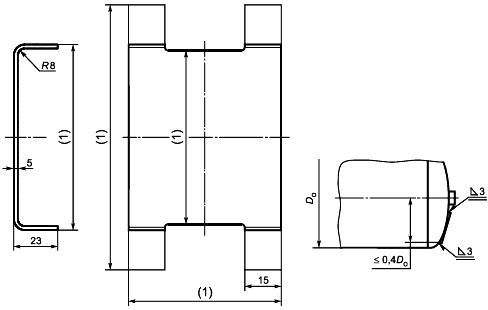
Примечание - Размеры (1) следует выбирать в соответствии с размерами маркировки по 4.7.3.
Рисунок 4 - Маркировочная табличка
4.7.3 Содержание маркировки
Рисунок 5 - Содержание маркировки

Рисунок 5 - Содержание маркировки
4.7.3.1 Маркировку данных следует выполнять согласно общему расположению, приведенному на рисунке 5 или в трех местах, как показано на рисунке 3. Наносимые знаки должны иметь высоту не менее 5 мм. Размеры, указанные на рисунке 5, приведены для информации.
4.7.3.2 Содержание маркировки приведено ниже:![]() наименование, товарный знак изготовителя, его адрес (высота, расположение знаков по выбору изготовителя);
наименование, товарный знак изготовителя, его адрес (высота, расположение знаков по выбору изготовителя);![]() год изготовления;
год изготовления;![]() тип и обозначение ресивера;
тип и обозначение ресивера;![]() объем ресивера в литрах;
объем ресивера в литрах;![]() допустимое избыточное давление (в барах);
допустимое избыточное давление (в барах);![]() обозначение в соответствии с настоящим стандартом;
обозначение в соответствии с настоящим стандартом;![]() минимальная температура эксплуатации (в °С);
минимальная температура эксплуатации (в °С);![]() максимальная температура эксплуатации (в °С);
максимальная температура эксплуатации (в °С);![]() наименование, товарный знак потребителя, номер, который присваивает потребитель;
наименование, товарный знак потребителя, номер, который присваивает потребитель;![]() место для знаков (две последние цифры года и клеймо аккредитованного органа), наносимых после сертификации.
место для знаков (две последние цифры года и клеймо аккредитованного органа), наносимых после сертификации.
4.8 При транспортировании и хранении бобышки воздушных ресиверов должны быть надежно закрыты транспортными заглушками, изготовленными из полимерных материалов.
4.9 Ресиверы должны быть упакованы в тару, обеспечивающую их сохранность от механических повреждений при транспортировании.
4.10 При поставке ресиверов на комплектацию и по кооперации материал тары, ее типоразмеры и способы транспортирования согласовываются между предприятием-изготовителем и основными потребителями.
4.11 При поставке ресиверов в запасные части материал тары для упаковки ресиверов и ее типоразмеры определяются предприятием-изготовителем и должны соответствовать ГОСТ 21140.
Масса брутто не должна превышать 80 кг.
4.12 Тара для упаковки ресиверов должна допускать многоярусное штабелирование, возможность транспортирования в большегрузных контейнерах, возможность погрузки и разгрузки ее с применением погрузочно-разгрузочных средств.
4.13 Изготовитель гарантирует сохранность качества и товарного вида изделия без консервации при хранении в течение шести месяцев со дня отгрузки заказчику и соблюдении условий транспортирования и хранения.
4.14 Ресурс каждого ресивера должен быть не менее ресурса АТС, для которого он предназначен.
5 Правила приемки
5.1 Изготовленные ресиверы (баллоны) воздушные (далее - изделия) до их отгрузки, передачи или продажи потребителю подлежат приемке в целях удостоверения их годности для использования в соответствии с требованиями, установленными в настоящем стандарте и КД, договорах, контрактах.
5.2 Для контроля качества и приемки изготовленные изделия подвергают:
- приемке/контролю службой технического контроля (далее - СТК);
- периодическим испытаниям;
- типовым испытаниям (при внесении предлагаемых изменений в конструкцию выпускаемых изделий и/или технологию их изготовления).
5.3 Приемка СТК и периодические испытания в совокупности должны обеспечивать достоверную проверку всех свойств выпускаемых изделий, подлежащих контролю на соответствие требованиям КД.
5.4 Применяемые при испытаниях и контроле средства измерений/контроля должны быть поверены, а испытательное оборудование аттестовано в установленном порядке.
5.5 Результаты испытаний и контроля единиц изделия считают положительными, а единицы изделия выдержавшими испытания, если они испытаны в объеме и последовательности, которые установлены для данной категории испытаний/контроля, а результаты подтверждают соответствие испытуемых единиц изделия заданным требованиям.
5.6 Результаты испытаний единиц изделия считают отрицательными, а единицы изделия не выдержавшими испытания, если по результатам испытаний будет установлено несоответствие единицы изделия хотя бы одному требованию, установленному в КД для проводимой категории испытаний.
5.7 Приемка изделий службой технического контроля
5.7.1 Изготовленные изделия должны быть приняты СТК предприятия-изготовителя в соответствии с технологическим процессом и должны иметь ее приемочное клеймо.
Последовательность проведения контроля, а также места и тип клеймения СТК должны быть установлены в КД предприятия-разработчика.
5.7.2 Основанием для принятия решения о приемке единиц/партий изделий СТК являются положительные результаты предшествующих периодических испытаний, проведенных в установленные сроки.
5.7.3 Правила отбора образцов:
а) представление изделий на приемку СТК осуществляют поштучно либо партиями, что отражают в предъявительском документе, оформляемом в порядке, принятом у изготовителя (партией считают изделия одного варианта конструкции (модели, модификации, вариантного исполнения, комплектации), изготовленные за одну смену);
б) образцы изделий, предъявляемые на приемку СТК, должны быть укомплектованы в соответствии с требованиями КД;
в) в процессе контроля СТК не допускается подстраивать (регулировать) образцы изделий и заменять входящие в них сменные элементы, если это не предусмотрено специальными требованиями КД.
5.7.4 Приемку СТК проводят методом сплошного или выборочного контроля.
Принятый метод контроля (сплошной или выборочный), объем выборки и приемлемый уровень качества (AQL) должны быть установлены в технических условиях (далее - ТУ) на изделие.
5.7.5 Приемку изделий СТК приостанавливают в следующих случаях:
- изделия не выдержали периодических испытаний;
- обнаружены нарушения выполнения технологического процесса, в том числе обнаружены несоответствия установленным требованиям средств испытаний и контроля, приводящие к неисправимым дефектам изделий.
Примечания
1 Приемка изделий может быть приостановлена также в других случаях по усмотрению предприятия-изготовителя, что рекомендуется отражать в документации, действующей у предприятия-изготовителя, в соответствии с действующей на предприятии системой менеджмента качества.
2 В случае приостановки приемки изделий изготовление и проводимую техническую проверку или приемку деталей и сборочных единиц, не подлежащих самостоятельной поставке, допускается продолжать, за исключением изделий, дефекты которых являются причиной приостановки приемки.
5.7.6 Решение о возобновлении приемки изделий СТК принимает руководство предприятия-изготовителя после устранения причин приостановки приемки и оформления соответствующего документа.
Если приемка изделий была приостановлена вследствие отрицательных результатов периодических испытаний, то решение о возобновлении приемки принимают после выявления причин возникновения дефектов, их устранения и получения положительных результатов повторно проводимых периодических испытаний.
5.7.7 Изделия, принятые СТК, подлежат отгрузке или передаче на ответственное хранение. Изготовитель должен обеспечить сохранение качества изделий после приемки СТК вплоть до доставки к месту назначения, если это определено условиями договора (контракта).
5.8 Правила проведения периодических испытаний
5.8.1 Периодические испытания проводят для периодического подтверждения качества изделий и стабильности технологического процесса в установленный период в целях подтверждения возможности продолжения изготовления изделий по действующей КД и продолжения ее приемки СТК.
Последовательность проведения испытаний должна быть установлена в КД предприятия-разработчика.
5.8.2 Периодические испытания проводит изготовитель с привлечением, при необходимости, других заинтересованных сторон, в том числе представителей потребителя.
5.8.3 Календарные сроки проведения периодических испытаний устанавливают в графиках, которые составляет предприятие-изготовитель.
В графике указывают: место и сроки проведения испытаний, сроки оформления документации по результатам испытаний.
Графики оформляют в соответствии с порядком, принятым на предприятии-изготовителе.
5.8.4 Правила отбора образцов:
а) образцы изделий для проведения очередных периодических испытаний отбирают, как правило, из числа единиц изделий, изготовленных за одну смену производственного цикла, предшествующую очередным испытаниям, и прошедших приемку СТК;
б) образцы изделий, предъявляемые на периодические испытания, должны быть укомплектованы в соответствии с требованиями КД;
в) в процессе периодических испытаний не допускается подстраивать (регулировать) образцы изделий и заменять входящие в них сменные элементы, если это не предусмотрено специальными требованиями КД;
г) отбор изделий оформляют документально в порядке, установленном предприятием-изготовителем.
5.8.5 Периодические испытания проводят методом выборочного контроля. Систему, схему и план приемочного контроля, включая объем выборки, устанавливает предприятие-изготовитель в ТУ на изделие.
5.8.6 При получении положительных результатов периодических испытаний качество изделий контролируемого периода считают подтвержденным по показателям, проверяемым в составе периодических испытаний. Также считают подтвержденной возможность дальнейшего изготовления и приемки изделий по той же документации, по которой изготовлены изделия, подвергнутые данным периодическим испытаниям, до получения результатов очередных (последующих) периодических испытаний, проведенных с соблюдением установленных норм периодичности.
Примечание - При условии применения единого технологического процесса для изготовления вариантов конструкций (комплектаций и вариантных исполнений) базовой модели/модификации базовой модели изделия допускается положительные результаты периодических испытаний образцов базовой модели/модификации базовой модели распространять на совокупность вариантов конструкций (комплектации и вариантные исполнения).
5.8.7 Если образцы изделий не выдержали периодических испытаний, то приемку изделий СТК и их отгрузку потребителю приостанавливают до выявления причин возникновения дефектов, их устранения и получения положительных результатов повторных периодических испытаний.
Предприятие-изготовитель должно проанализировать результаты периодических испытаний для выявления причин появления и характера дефектов, составить перечень дефектов и мероприятий по устранению дефектов и/или причин их появления, который оформляют в порядке, принятом на предприятии-изготовителе.
5.8.8 Если данные проведенного анализа показывают, что обнаруженные дефекты существенно снижают технические характеристики изделий, а также могут привести к причинению вреда для жизни, здоровья и имущества граждан и окружающей среды, то все принятые, но неотгруженные изделия, в которых могут быть подобные дефекты, возвращают на доработку (замену), а по всем принятым и отгруженным изделиям, в которых могут быть подобные дефекты, принимают решение, не противоречащее интересам потребителей.
5.8.9 Повторные периодические испытания проводят в полном объеме периодических испытаний на доработанных или вновь изготовленных образцах изделий после устранения дефектов.
К моменту проведения повторных периодических испытаний должны быть представлены материалы, подтверждающие устранение дефектов, выявленных при периодических испытаниях, и принятие мер по их предупреждению.
В технически обоснованных случаях в зависимости от характера дефектов повторные периодические испытания допускается проводить по сокращенной программе, включая только те виды испытаний, при проведении которых обнаружено несоответствие изделий установленным требованиям, а также виды, по которым испытания были проведены ранее.
5.8.10 При положительных результатах повторных периодических испытаний приемку изделий СТК и их отгрузку потребителю возобновляют.
5.8.11 При получении отрицательных результатов повторных периодических испытаний предприятие-изготовитель принимает решение о прекращении приемки изделий, изготовленных по той же документации, по которой изготавливались единицы изделий, не подтвердившие качество изделий за установленный период, и о принимаемых мерах по отгруженным (реализованным) изделиям.
В случае невозможности устранения изготовителем причин выпуска изделий с дефектами, которые могут принести вред здоровью и имуществу граждан и окружающей среде, изделия такой конструкции снимают с производства.
5.8.12 Решение об использовании образцов изделий, подвергнутых периодическим испытаниям, принимает руководство предприятия-изготовителя и потребитель на взаимоприемлемых условиях, руководствуясь условиями договоров на поставку изделий и рекомендациями соответствующих правовых актов.
5.9 Правила проведения типовых испытаний
5.9.1 Типовые испытания изделий проводят в целях оценки эффективности и целесообразности предлагаемых изменений в конструкции или технологии изготовления, которые могут повлиять на технические характеристики изделий, связанные с безопасностью для жизни, здоровья или имущества граждан, или с соблюдением условий охраны окружающей среды, либо могут повлиять на эксплуатацию изделий, в том числе на важнейшие потребительские свойства изделий.
5.9.2 Необходимость внесения изменений в конструкцию изделий или технологию их изготовления и проведения типовых испытаний определяет держатель подлинников КД на изделия (далее - разработчик изделия) с учетом действия и защиты авторского права.
5.9.3 Типовые испытания проводит предприятие-изготовитель или по договору вместе с ним испытательная (сторонняя) организация с участием, при необходимости, представителей разработчика изделия, потребителя, природоохранных органов и других заинтересованных сторон.
5.9.4 Типовые испытания проводят по разработанным разработчиком изделия программе и методикам, которые в основном должны содержать:
- необходимые проверки из состава периодических испытаний;
- требования по числу образцов, необходимых для проведения типовых испытаний;
- указание об использовании образцов, подвергнутых типовым испытаниям.
В программу типовых испытаний, при необходимости, могут быть включены также специальные испытания, например, сравнительные испытания образцов изделий, изготовленных без учета и с учетом предлагаемых изменений, а также из состава проводившихся испытаний опытных образцов изделий или при постановке изделий на производство.
Объем испытаний и контроля, включаемых в программу, должен быть достаточным для оценки влияния вносимых изменений на характеристики изделий, в том числе на ее безопасность, на взаимозаменяемость и совместимость, на ремонтопригодность, на производственную и эксплуатационную технологичность, а также на утилизируемость изделий.
5.9.5 Программу и методики (при отсутствии стандартизованных) типовых испытаний разрабатывает разработчик изделий, который в установленном порядке утверждает КД на изделия.
5.9.6 Типовые испытания проводят на образцах изделий, изготовленных с внесением в конструкцию или технологию изготовления предлагаемых изменений.
5.9.7 Результаты типовых испытаний считают положительными, если полученные фактические данные по всем видам проверок, включенных в программу типовых испытаний, свидетельствуют о достижении требуемых значений показателей изделий (технологического процесса), оговоренных в программе и методике, и достаточны для оценки эффективности (целесообразности) внесения изменений.
5.9.8 Если эффективность и целесообразность предлагаемых изменений конструкции (технологии изготовления) подтверждена положительными результатами типовых испытаний, то эти изменения вносят в документацию на изделия в соответствии с установленным порядком.
5.9.9 Если эффективность и целесообразность предлагаемых изменений не подтверждена положительными результатами типовых испытаний, то эти изменения в соответствующую утвержденную и действующую документацию на продукцию не вносят и принимают решение по использованию образцов изделий, изготовленных для проведения типовых испытаний в соответствии с требованиями программы испытаний.
5.10 Отчетность о результатах испытаний
5.10.1 Результаты каждого испытания, проведенного испытательной лабораторией (далее - лаборатория), должны быть оформлены точно, четко, недвусмысленно и объективно.
Примечание - В настоящем стандарте под испытательной лабораторией подразумеваются предприятия (организации), центры, специальные лаборатории, подразделения предприятий (организаций), являющиеся третьей стороной и осуществляющие испытания, которые, в том числе, составляют часть контроля при производстве и сертификации продукции.
5.10.2 Результаты испытаний оформляют протоколом испытаний, в котором указывают всю информацию, необходимую для толкования результатов испытаний.
5.10.3 Каждый протокол испытаний должен содержать, по крайней мере, следующую информацию, если лаборатория не имеет обоснованных причин не указывать ту или иную информацию:
а) наименование документа "Протокол испытаний";
б) вид испытаний: периодические, типовые и др.;
в) уникальную идентификацию протокола испытаний, например, серийный номер, а также идентификацию на каждой странице, чтобы обеспечить признание страницы как части протокола испытаний;
г) нумерацию страниц с указанием общего числа страниц;
д) наименование и адрес лаборатории, а также место проведения испытаний, если оно отличается от адреса лаборатории;
е) наименование и адрес изготовителя испытываемого изделия;
ж) идентификацию используемого метода;
и) описание, состояние и недвусмысленную идентификацию испытываемого изделия: модель, тип, марка и т.п.;
к) дату получения изделия, подлежащего испытаниям, если это существенно для достоверности и применения результатов, а также дату проведения испытаний;
л) ссылку на метод отбора образцов, используемый лабораторией, если он имеет отношение к достоверности и применению результатов;
м) результаты испытаний с указанием, при необходимости, единиц измерений;
н) имя, должность и подпись лица, утвердившего протокол испытаний;
п) при необходимости указание на то, что результаты относятся только к изделиям, прошедшим испытания.
Примечание - Лабораториям рекомендуется вносить запись в протоколе испытаний или прилагать заявление о том, что протокол испытаний не может быть полностью или частично воспроизведен без письменного разрешения лаборатории.
5.10.4 В дополнение к требованиям, перечисленным в 5.10.3, протоколы испытаний должны, если это необходимо для толкования результатов испытаний, включать следующее:
а) отклонения, дополнения или исключения, относящиеся к методу испытаний, а также информацию о специальных условиях испытаний, таких как условия окружающей среды;
б) указание на соответствие/несоответствие требованиям настоящего стандарта и/или ТУ;
в) мнения и толкования, которые могут, в частности, касаться следующего:
- соответствия/несоответствия результатов требованиям;
- рекомендаций по использованию результатов;
- улучшения образцов.
5.10.5 В дополнение к требованиям, приведенным в 5.10.3 и 5.10.4, протоколы испытаний, содержащие результаты отбора образцов, должны включать, если это необходимо для толкования результатов испытаний, следующее:
- дату отбора образцов;
- место, где проводился отбор образцов, включая любые графики, эскизы или фотографии;
- ссылку на план и процедуры отбора образцов;
- подробное описание условий окружающей среды во время проведения отбора образцов, которые могут повлиять на истолкование результатов испытаний;
- ссылку на стандарт или другую нормативную и техническую документацию, касающиеся метода или процедуры отбора образцов, а также отклонения, дополнения или исключения из соответствующей нормативной и технической документации.
5.10.6 Рекомендуемая форма Протокола испытаний приведена в приложении А (форма А.1).
5.10.7 По результатам испытаний (периодических, типовых и др.) также оформляют акт. Рекомендуемые формы Актов испытаний приведены в приложении А (формы А.2 и А.3).
6 Методы испытаний
6.1 Методы контроля сварных швов воздушных ресиверов по 4.3 - в соответствии с ГОСТ 3242.
6.2 Проверку ресиверов по 4.5 следует проводить жидкостью (водой) или воздухом при давлении 1,6![]() МПа. Утечка недопустима. При проверке воздухом ресивер следует помещать в защитную оболочку.
МПа. Утечка недопустима. При проверке воздухом ресивер следует помещать в защитную оболочку.
7 Указания по эксплуатации
Установку и эксплуатацию ресиверов следует осуществлять в соответствии с установочными чертежами и инструкцией по эксплуатации АТС, на которое они установлены.
8 Гарантии изготовителя
8.1 Изготовитель гарантирует соответствие каждого ресивера требованиям настоящего стандарта.
8.2 Срок гарантии должен быть не менее гарантийного срока службы АТС, при соблюдении потребителем условий эксплуатации, транспортирования и хранения, установленных настоящим стандартом.
Приложение А (рекомендуемое). Типовые формы документов, оформляемых в процессе испытаний
Приложение А
(рекомендуемое)
Форма А.1 - Протокол испытаний
Лист 1 Всего листов 2 | ||||||||||||||
УТВЕРЖДАЮ | ||||||||||||||
должность руководителя испытательной лаборатории* | ||||||||||||||
личная подпись | инициалы, фамилия | |||||||||||||
М.П. | Дата | |||||||||||||
Протокол | испытаний | |||||||||||||
вид испытаний | ||||||||||||||
N _____ от ____________ 20 ____ г. | ||||||||||||||
1 Испытываемое изделие | ||||||||||||||
наименование и чертежное обозначение, идентификационный | ||||||||||||||
номер изделия | ||||||||||||||
2 Предприятие - изготовитель испытываемого изделия | ||||||||||||||
наименование и адрес | ||||||||||||||
3 Испытательная лаборатория | ||||||||||||||
наименование и адрес | ||||||||||||||
4 Дата поступления образцов на испытания | ||||||||||||||
5 Число испытываемых образцов | ||||||||||||||
6 Дата проведения испытаний | ||||||||||||||
7 Технические требования | ||||||||||||||
наименование документа | ||||||||||||||
8 Методы испытаний | ||||||||||||||
наименование документа | ||||||||||||||
________________
* Предприятие (организация), испытательный центр, специальная лаборатория, подразделение предприятия (организации) и т.п., осуществляющие испытания.
Лист 2 Всего листов 2 | |||||||||||||
Продолжение протокола | испытаний | ||||||||||||
вид испытаний | |||||||||||||
N _____ от ____________ 20 ____ г. | |||||||||||||
9 Результаты испытаний: | |||||||||||||
Испытываемый параметр | Установленные требования | Результат испытания | |||||||||||
10 Заключение | |||||||||||||
| |||||||||||||
должность | личная подпись | инициалы, фамилия | |||||||||||
Дата | |||||||||||||
Форма А.2 - Акт о результатах периодических испытаний
Лист 1 Всего листов 1 | |||||||||||||||||
УТВЕРЖДАЮ | |||||||||||||||||
должность руководителя предприятия-изготовителя | |||||||||||||||||
личная подпись | инициалы, фамилия | ||||||||||||||||
М.П. | Дата | ||||||||||||||||
АКТ N _____ | |||||||||||||||||
N _____ от ____________ 20 ____ г. | |||||||||||||||||
1 Испытанное изделие | |||||||||||||||||
наименование и чертежное обозначение, | |||||||||||||||||
идентификационный номер изделия | |||||||||||||||||
2 Предприятие - изготовитель изделия | |||||||||||||||||
наименование и адрес | |||||||||||||||||
3 Результаты испытаний | |||||||||||||||||
положительный или отрицательный результат в целом; при отрицательном | |||||||||||||||||
результате перечисляют выявленные дефекты или приводят ссылки на перечень дефектов | |||||||||||||||||
4 Заключение | |||||||||||||||||
выдержали или не выдержали изделия периодические испытания | |||||||||||||||||
5 Акт составлен на основании Протокола периодических испытаний N | |||||||||||||||||
от "_____" ____________ 20 ____ г. | |||||||||||||||||
Данные результаты периодических испытаний распространяются на продукцию, выпускаемую | |||||||||||||||||
до | |||||||||||||||||
месяц, год | |||||||||||||||||
| |||||||||||||||||
должность | личная подпись | инициалы, фамилия | |||||||||||||||
Дата | |||||||||||||||||
Форма А.3 - Акт о результатах типовых испытаний
Лист 1 Всего листов 1 | ||||||||||||||||
УТВЕРЖДАЮ | ||||||||||||||||
должность руководителя предприятия-изготовителя | ||||||||||||||||
личная подпись | инициалы, фамилия | |||||||||||||||
М.П. | Дата | |||||||||||||||
АКТ N _____ | ||||||||||||||||
N _____ от ____________ 20 ____ г. | ||||||||||||||||
1 Испытанное изделие | ||||||||||||||||
наименование и чертежное обозначение, идентификационный | ||||||||||||||||
, изготовленное | ||||||||||||||||
номер изделия | месяц и год изготовления | |||||||||||||||
2 Предприятие-изготовитель изделия | ||||||||||||||||
наименование и адрес | ||||||||||||||||
3 Цель испытаний: оценка эффективности и целесообразности предлагаемых изменений | ||||||||||||||||
внесенные изменения | ||||||||||||||||
4 Результаты испытаний | ||||||||||||||||
положительный или отрицательный результат в целом; | ||||||||||||||||
при наличии отрицательных результатов их перечисляют | ||||||||||||||||
5 Заключение | ||||||||||||||||
соответствует (не соответствует) образец изделий требованиям программы испытаний; | ||||||||||||||||
подтверждена (не подтверждена) целесообразность внесения предлагаемых изменений | ||||||||||||||||
в конструкцию, в технологический процесс изготовления | ||||||||||||||||
6 Акт составлен на основании Протокола типовых испытаний N | ||||||||||||||||
от "_____" ____________ 20 ____ г. | ||||||||||||||||
| ||||||||||||||||
должность | личная подпись | инициалы, фамилия | ||||||||||||||
Дата | ||||||||||||||||
УДК 62-597:006.354 | МКС 43.040.40 | |
Ключевые слова: ресиверы (баллоны) воздушные, автотранспортные средства, типы, габаритные и присоединительные размеры |
Электронный текст документа
и сверен по:
официальное издание
М.: Стандартинформ, 2016
{kind=link}