ГОСТ 22390-77*
Группа Д25
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Кузова-фургоны автомобильные
ЭЛЕМЕНТЫ КРЕПЛЕНИЯ И СХЕМЫ ВЗАИМНОГО РАСПОЛОЖЕНИЯ ШАНЦЕВОГО ИНСТРУМЕНТА
Технические требования
Automobile body-boxes. Fixture parts and circuits for cluster spacing of entrenching tools. Technical requirements
Дата введения 1978-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 15 марта 1977 г. N 650 срок введения установлен с 01.01.78
Ограничение срока действия снято по протоколу N 2-92 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
* ИЗДАНИЕ (февраль 2001 г.) с Изменениями N 1, 2, утвержденными в феврале 1983 г., сентябре 1986 г. (ИУС 5-86, 12-86)
Настоящий стандарт распространяется на элементы крепления и схемы взаимного расположения шанцевого инструмента, применяемого в кузовах-фургонах типов К и КМ и устанавливает схемы их взаимного расположения и технические требования к элементам крепления.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Полный комплект шанцевого инструмента должен состоять из лома ЛО-24 по НТД, пилы 3800-0001 по ОСТ 22 1664-86, топора Б3, состоящего из топорища III по ГОСТ 1400-91 и клина 2 по ГОСТ 18578-89, лопаты ЛКП-2 по ГОСТ 19596-87 или лопаты из комплекта шасси.
Допускается изменять указанный комплект шанцевого инструмента в соответствии с конструкторской документацией, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 1).
1.2. Взаимное расположение и установка шанцевого инструмента должны соответствовать черт.1-3.
Место расположения шанцевого инструмента предусматривается конструкторской документацией, утвержденной в установленном порядке.
1.3. Рекомендуемые конструкции и размеры элементов крепления шанцевого инструмента приведены на черт.1-24 приложения.
1.4. Элементы крепления шанцевого инструмента должны быть изготовлены в соответствии с требованиями настоящего стандарта, по конструкторской документации, утвержденной в установленном порядке.
1.5. Предельные отклонения размеров деталей элементов крепления должны быть выполнены по ГОСТ 25347-82 и ГОСТ 25670-83*:
______________
* На территории Российской Федерации действует ГОСТ 30893.1-2002. - .
для отверстий - Н14;
для валов - h14;
прочих размеров - ![]() . Шероховатость обработанных поверхностей по ГОСТ 2789-73
. Шероховатость обработанных поверхностей по ГОСТ 2789-73 не должна быть более 80 мкм.
(Измененная редакция, Изм. N 2).
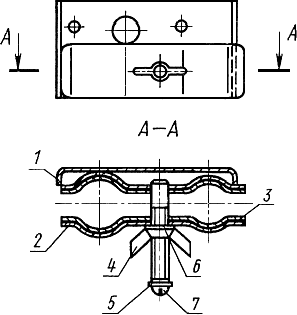
Расположение и элементы крепления шанцевого инструмента для кузовов-фургонов типов К и КМ
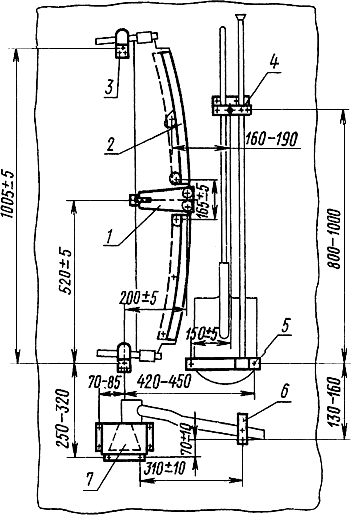
1 - зажим (1 шт.) черт.1 приложения; 2 - кожух в сборе (2 шт.) черт.7; 3 - скоба (2 шт.) черт.9; 4 - зажим (1 шт.) черт.10; 5 - кронштейн в сборе (1 шт.) черт. 15; 6 - хомут (1 шт.); 7 - кронштейн (1 шт.) черт.23 .
Черт.1
1.6. Требования к штампованным деталям
1.6.1. Профили деталей должны быть ровными, иметь гладкую поверхность, не иметь закатов, вмятин, расслоения, разрывов, трещин, царапин глубиной более минусового допуска на толщину материала.
1.6.2. Радиусы гибки не должны быть менее толщины металла.
1.7. Требования к сварным соединениям
1.7.1. Свариваемые поверхности деталей перед сваркой должны быть очищены от грязи и коррозии.
1.7.2. Сварные швы должны иметь равномерную поверхность по всей длине шва. Наплавленный металл должен быть плотным и хорошо проваренным. Не допускаются прожоги, непровары, поры, трещины и усадочные раковины. Швы должны быть очищены от окалины. Свариваемые детали должны быть проварены на всю толщину листов. После сварки детали должны быть отрихтованы.
(Измененная редакция, Изм. N 2).
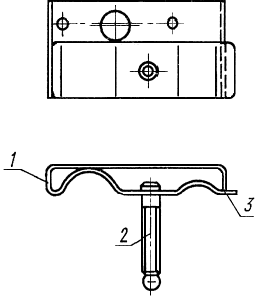
Расположение и элементы крепления пилы и топора в кузовах-фургонах типа К
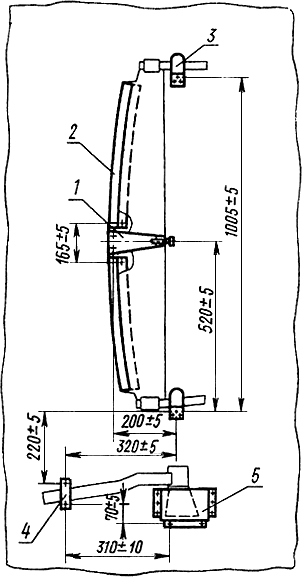
1 - зажим (1 шт.) черт.1 приложения; 2 - кожух в сборе (2 шт.) черт.7; 3 - скоба (2 шт.) черт.9; 4 - хомут (1 шт.) черт.20; 5 - кронштейн (1 шт.) черт.23
Черт.2
Расположение и элементы крепления лома и лопаты для кузовов-фургонов типов К и КМ
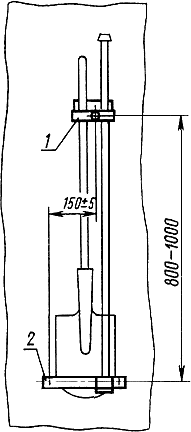
1 - зажим (1 шт.) черт.10; 2 - кронштейн в сборе (1 шт.) черт.15
Черт.3
1.7.3. Точечная контактная сварка должна обеспечивать надежное и прочное соединение деталей без пережога металла. Глубина вмятин от электродов не должна превышать:
50% толщины свариваемого металла - для металла толщиной до 1 мм;
30% толщины свариваемого металла - для металла толщиной свыше 1 мм.
Допускается увеличение диаметра точек до 25% от указанных на чертежах.
1.8. Требования к лакокрасочным покрытиям
1.8.1. Элементы крепления шанцевого инструмента покрывают эмалью в соответствии с нормативно-технической документацией.
1.8.2 По внешнему виду окрашенные поверхности должны соответствовать требованиям нормативно-технической документации.
1.8.1, 1.8.2. (Измененная редакция, Изм. N 2).
1.9. Конструкция элементов крепления шанцевого инструмента должна обеспечивать эксплуатационные качества, установленные действующей нормативно-технической документацией, утвержденной в установленном порядке.
ПРИЛОЖЕНИЕ
Рекомендуемое
Конструкция элементов крепления шанцевого инструмента
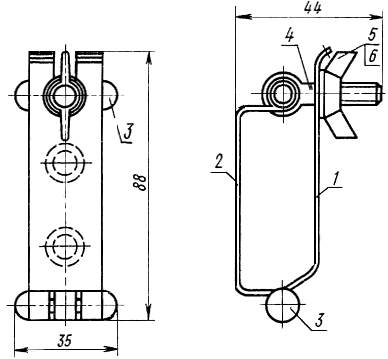
Зажим
1 - основание (1 шт.) черт.2; 2 - крышка (1 шт.) черт.3; 3 - кольцо (1 шт.) черт.4; 4 - флажок (1 шт.) черт.5; 5 - прокладка (2 шт.) черт.6; 6 - ось (1 шт.); 7 - ось (1 шт.)
Черт.1
Материал оси: проволока 4-45, 37 мм, Б. Ч., 5-45,
95 мм, Б. Ч. ГОСТ 5663-79.
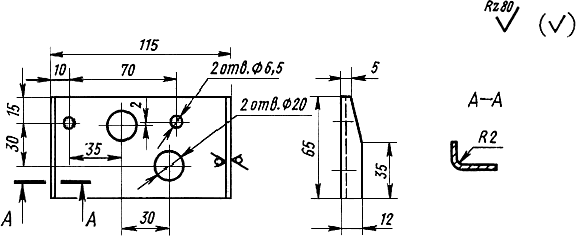
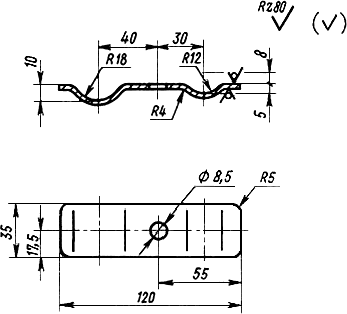
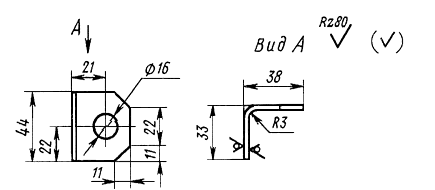
Основание
Черт.2
Материал: ![]() .
.
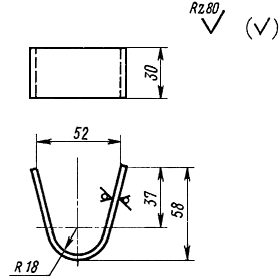
Крышка
Черт.3
Материал: ![]() .
.
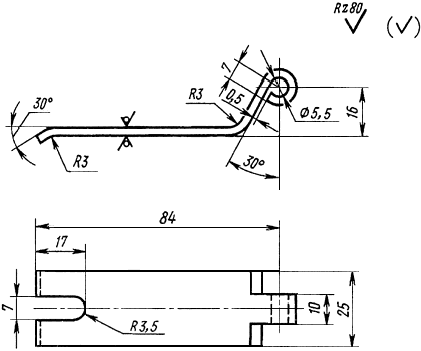
Кольцо
Черт.4
Материал: проволока 3-20 ГОСТ 17305-91.
Флажок
Черт.5
Материал: ![]() .
.
Прокладка
Черт.6
Материал: резина - пластина 2МБ-А-м ГОСТ 7338-90.
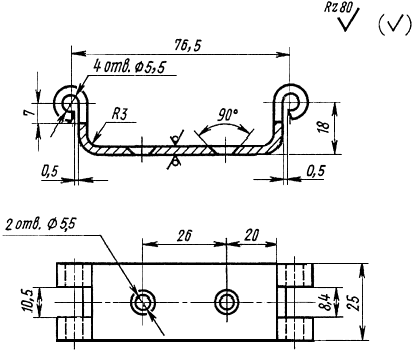
Кожух в сборе
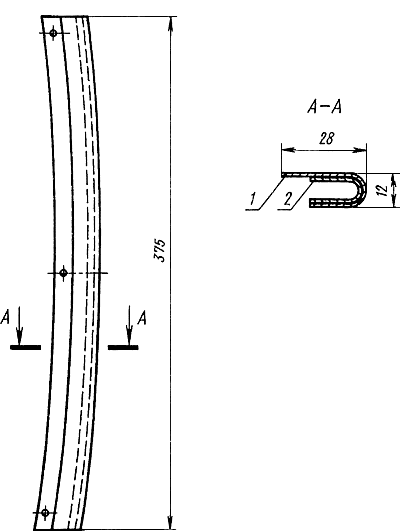
1 - кожух (1 шт.) черт.8; 2 - прокладка (1 шт.)
Черт.7
Примечание. Деталь 2 ставить на клею 88-НП.
Материал: резина - пластина 2МБ-А-м ГОСТ 7338-90, 30х375 Б. Ч
Кожух
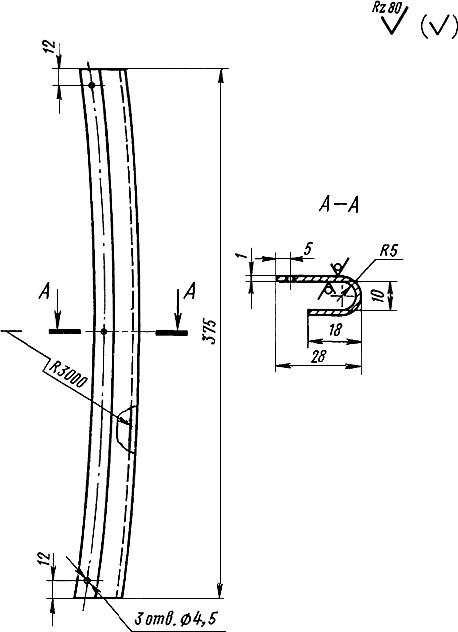
Черт.8
Материал: ![]() .
.
Скоба
Черт.9
Материал: ![]() .
.
Зажим
1 - кронштейн (1 шт.) черт.11; 2 - основание (2 шт.) черт.14; 3 - прокладка (2 шт.); 4 - гайка М8 по ГОСТ 3032-76 (1 шт.); 5 - шайба 6 по ГОСТ 11371-78 (1 шт); 6 - шайба 8 по ГОСТ 11371-78 (1 шт.); 7 - шплинт 1,5х1,6 по ГОСТ 397-79 (1 шт.)
Черт.10
Примечание. Деталь 3 ставить на клею 88-НП. Материал: резина - пластина 2МБ-А-М ГОСТ 7338-90. 35х130 Б. Ч.
Кронштейн
1 - скоба по ГОСТ 5264-80 - У2 (1 шт.) черт.12; 2 - шпилька по ГОСТ 5264-80 - Т1 (1 шт.), черт.13; 3 - основание по ГОСТ 5264-80 - Т1 (1 шт.) черт.14
Черт.11
Скоба
Черт.12
Материал: ![]() .
.
Шпилька
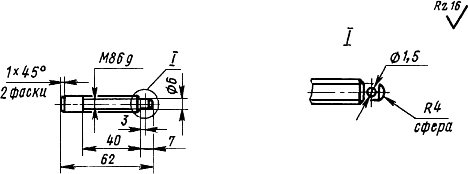
Черт.13
Материал: ![]() .
.
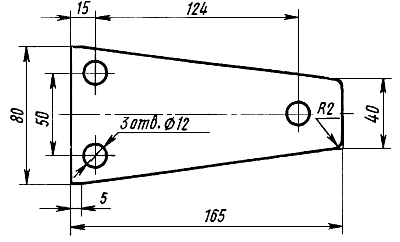
Основание
Черт.14
Материал: ![]() .
.
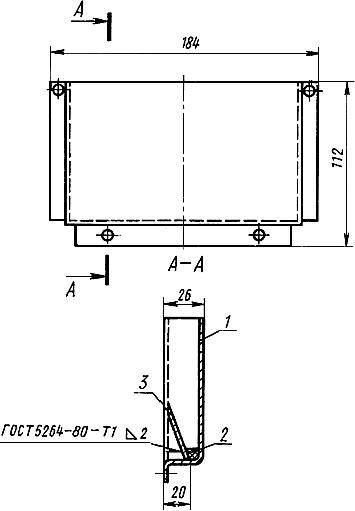
Кронштейн в сборе
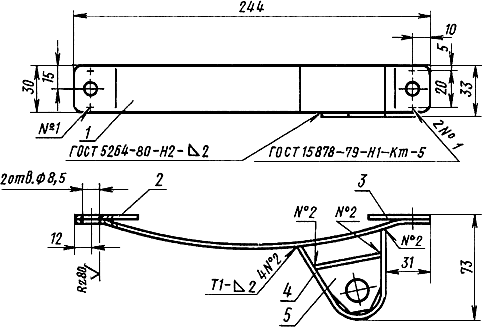
1 - скоба (1 шт.) черт.16; 2 - пластина (1 шт.) черт.17; 3 - пластина (1 шт.) черт.17; 4 - кронштейн (1 шт.) черт.18; 5 - вставка (1 шт.) черт.19
Черт.15
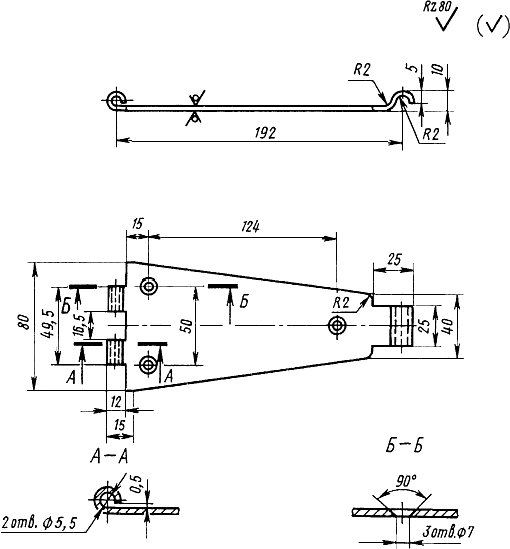
Скоба
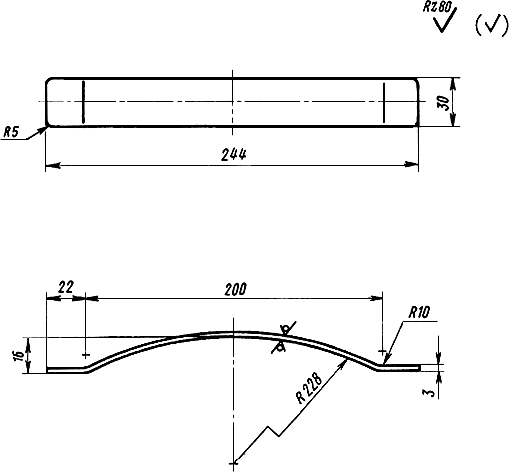
Черт.16
Материал:![]() .
.
Пластина
(зеркальное изображение поз.3, черт.15)
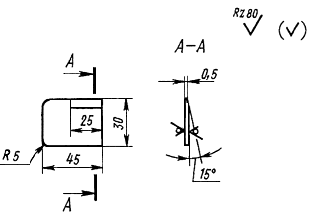
Черт.17
Материал:![]() .
.
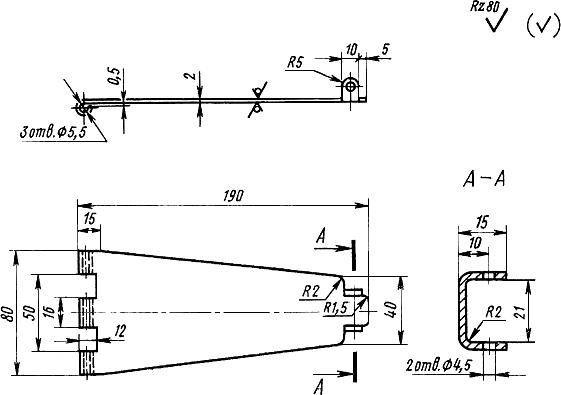
Кронштейн
Черт.18
Материал:![]() .
.
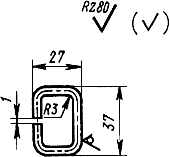
Вставка
Черт.19
Материал: ![]() .
.
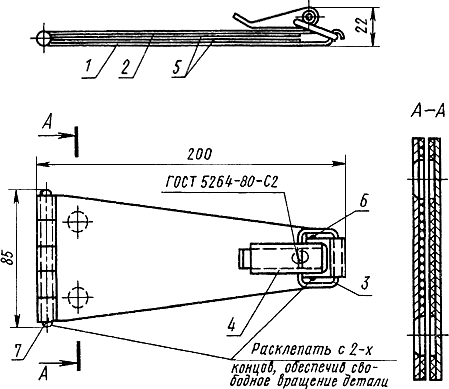
Хомут
1 - скоба (1 шт.) черт.21; 2 - скоба (1 шт.) черт.22; 3 - ось (2 шт.); 4 - болт откидной М6, 6g40 (1 шт.) ГОСТ 3033-79; 5 - гайка М6.6Н (1 шт.) ГОСТ 3032-76; 6 - шайба 6 (1 шт.) ГОСТ 11371-78
Черт.20
Примечание. Деталь 3 расклепать, обеспечив свободное вращение деталей 1, 2, 4.
Материал оси: проволока 5-45 ГОСТ 5663-79, 406,4.
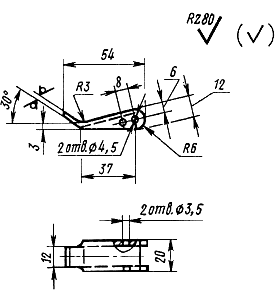
Скоба
Черт.21
Материал: ![]() .
.
Скоба
Черт.22
Материал: ![]() .
.
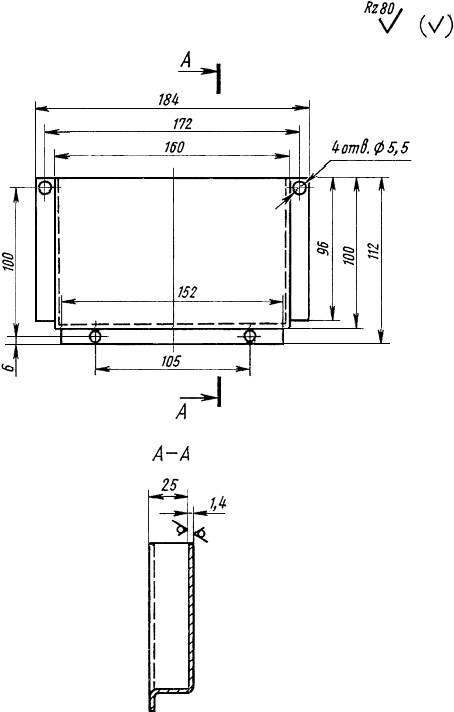
Кронштейн
1 - кожух (1 шт.) черт.24; 2 - прокладка (1 шт.); 3 - пластина (1 шт.)
Черт.23
Материал прокладки: резина - пластина 5МБ-А-М ГОСТ 7338-90, 5х156 Б. Ч.
Материал пластины: ![]() .
.
40х156 Б. Ч.
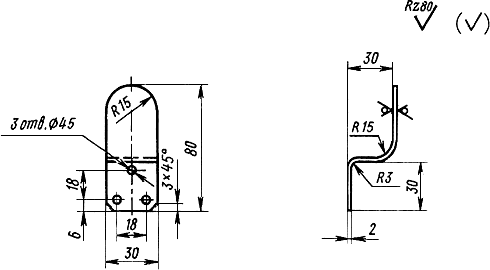
Кожух
Черт.24
Примечание. Внутренние радиусы сгибов 2 мм.
Материал: ![]() .
.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2001
{kind=link}