ГОСТ Р ИСО 10360-1-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Характеристики изделий геометрические
ПРИЕМОЧНЫЕ И ПЕРЕПРОВЕРОЧНЫЕ ИСПЫТАНИЯ КООРДИНАТНО-ИЗМЕРИТЕЛЬНЫХ МАШИН
Словарь
Geometrical product specifications. Acceptance and reverification tests for coordinate measuring machines. Vocabulary
ОКС 17.040.30
Дата введения 2019-01-01
Предисловие
1 ПОДГОТОВЛЕН Акционерным обществом "Научно-исследовательский и конструкторский институт средств измерений в машиностроении" (АО "НИИизмерения") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 242 "Допуски и средства контроля"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 ноября 2017 г. N 1804-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 10360-1:2000* "Геометрические характеристики изделий (GPS). Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ). Часть 1. Словарь" [ISO 10360-1:2000 "Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 1: Vocabulary", IDT].
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Технические поправки к указанному международному стандарту, принятые после его официальной публикации, внесены в текст настоящего стандарта, а информация об их учете приведена в дополнительном приложении ДА.
Наименование настоящего стандарта изменено относительно наименования международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДБ
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Международный стандарт ИСО 10360 состоит из объединенных общим наименованием "Геометрические характеристики изделий. Приемочные и перепроверочные испытания координатно-измерительных машин (КИМ)" следующих частей:
- Часть 1 (ИСО 10360-1): Словарь;
- Часть 2 (ИСО 10360-2): Координатно-измерительные машины, применяемые для измерения линейных размеров;
- Часть 3 (ИСО 10360-3): Координатно-измерительные машины с осью поворотного стола в качестве четвертой оси;
- Часть 4 (ИСО 10360-4): Координатно-измерительные машины, применяемые в режиме сканирования;
- Часть 5 (ИСО 10360-5): Координатно-измерительные машины, использующие одно- и многощуповые контактные зондирующие системы;
- Часть 6 (ИСО 10360-6): Оценка погрешностей при расчете Гауссовых присоединенных элементов.
Международный стандарт ИСО 10360-1:2000 подготовлен Техническим комитетом ИСО/ТК 213 "Размерные и геометрические требования к изделиям и их проверка".
Приложения А и В настоящего стандарта приведены исключительно с целью информирования.
1 Область применения
Настоящий стандарт устанавливает терминологию в области координатно-измерительных машин (КИМ) и их приемочных и перепроверочных испытаний.
2 Общие термины
2.1 координатно-измерительная машина (coordinate measuring machine); КИМ (СММ): Измерительная система, обеспечивающая возможность перемещения зондирующей системы и способная определять пространственные координаты точек на поверхности детали.
Примечание - Описание типов некоторых распространенных КИМ и физической реализации их координатных осей приведены в приложении А.
2.2 координатное измерение (coordinate measurement): Измерение пространственных координат, выполняемое посредством КИМ.
2.3 зона измерений (measuring volume): Диапазон измерений КИМ, установленный как совокупность пределов по всем измеряемым КИМ пространственным координатам.
2.4 система координат детали (workpiece coordinate system): Система координат, неподвижная относительно детали.
2.5 система координат машины (machine coordinate system): Система координат, неподвижная относительно физических или расчетных координатных осей КИМ.
Примечание - Описания некоторых распространенных КИМ и физической реализации их координатных осей приведены в приложении А.
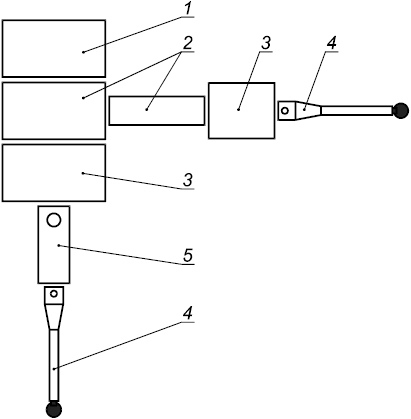
2.6 зондирующая система (probing system): Система, состоящая из датчика и, если имеются, удлинителя датчика, устройства смены датчика, щупа, удлинителя щупа и устройства смены щупа (см. рисунки 1 и 2).
Примечание 1 - Зондирующая система крепится к пиноли.
Примечание 2 - Зондирующие системы не ограничены только контактными зондирующими системами.
|
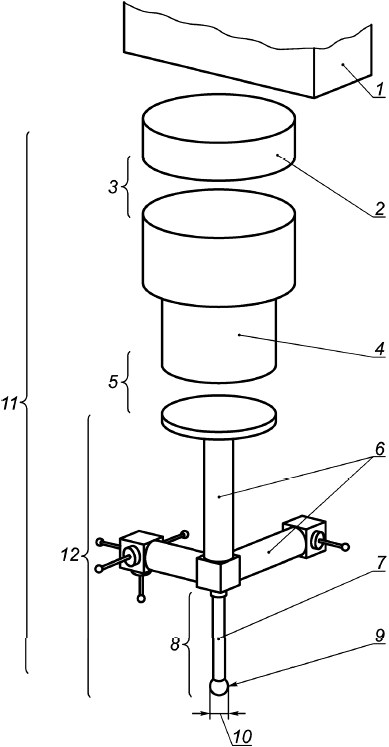
1 - пиноль; 2 - удлинитель датчика; 3 - устройство смены датчика; 4 - датчик; 5 - устройство смены щупа; 6 - удлинитель щупа; 7 - шток щупа; 8 - щуп; 9 - наконечник щупа; 10 - диаметр наконечника; 11 - зондирующая система; 12 - система щупов
Рисунок 1 - Зондирующая система
|
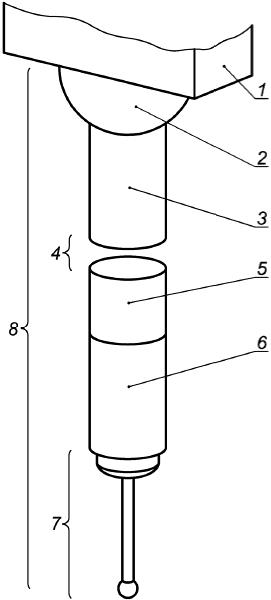
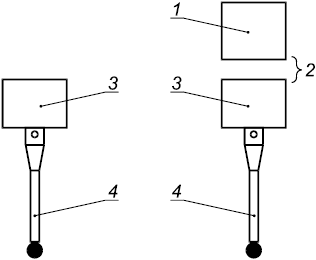
1 - пиноль; 2 - шарнирное устройство; 3 - удлинитель датчика; 4 - устройство смены датчика; 5 - датчик; 6 - удлинитель щупа; 7 - щуп; 8 - шарнирная зондирующая система
Рисунок 2 - Шарнирная зондирующая система
2.7 зондирование (probing): Процесс, результатом которого является определение значений координат.
2.8 дискретное зондирование (discrete-point probing): Особый режим зондирования, при котором регистрацию любой индицируемой измеренной точки выполняют непосредственно после прохождения промежуточной точки.
2.9 сканирование (scanning): Особый режим зондирования, предназначенный для получения упорядоченной последовательности измеренных точек, определяющей линию на контролируемой поверхности.
2.10 программная точка (program point): Любая определенная своими координатами точка, используемая для управления перемещением заданной точки зондирующей системы.
2.11 промежуточная точка (intermediate point): Специальная программная точка, в которой не производят зондирование.
Примечание - Промежуточные точки обычно используют для управления перемещением зондирующей системы, изменения ее скорости или направления перемещения, а также для перемещения в исходное положение.
2.12 индицируемая измеренная точка (indicated measured point): Заданная точка зондирующей системы, координаты которой индицируют (регистрируют) в момент завершения зондирования (см. рисунок 3).
Примечание - Эту точку обычно задают в центре (или около центра) наконечника щупа.
2.13 скорректированная измеренная точка (corrected measured point): Оценка для точки на поверхности детали, основанная на какой-либо индицируемой измеренной точке (см. рисунки 3 и 4).
Примечание - В случае отсутствия системы щупов, прикрепленной к датчику (например, для оптической зондирующей системы), скорректированная измеренная точка может совпадать с индицируемой измеренной точкой.
2.14 целевая точка контакта (target contact point): Точка контакта, намеченная на номинальном полном геометрическом элементе (см. рисунок 3).
Примечание - В соответствии с ИСО 14660-1 номинальный полный геометрический элемент - теоретически точная поверхность.
|
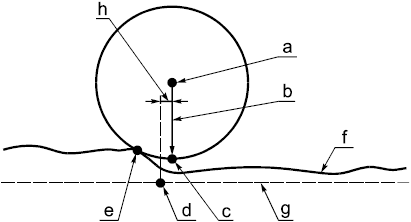
а - индицируемая измеренная точка; b - вектор коррекции наконечника; с - скорректированная измеренная точка; d - целевая точка контакта; е - действительная точка контакта; f - реальный геометрический элемент; g - номинальный геометрический элемент, целевая линия сканирования; h - позиционная ошибка
Рисунок 3 - Названия точек (упрощенное представление)
|
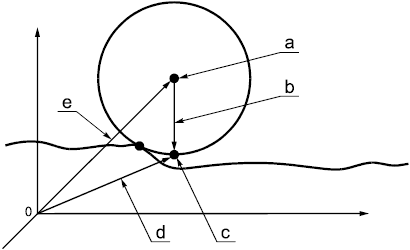
а - индицируемая измеренная точка; b - вектор коррекции наконечника; с - скорректированная измеренная точка; d - вектор скорректированной измеренной точки; е - вектор индицируемой измеренной точки
Рисунок 4 - Вектор коррекции наконечника (упрощенное представление)
2.15 действительная точка контакта (actual contact point): Точка контакта между наконечником щупа и реальным геометрическим элементом (см. рисунок 3).
Примечание - В соответствии с ИСО 14660-1 реальный элемент - полный элемент, часть реальной поверхности детали.
2.16 вектор коррекции наконечника (tip correction vector): Вектор, применяемый для переноса индицируемой измеренной точки в скорректированную измеренную точку (см. рисунки 3 и 4).
Примечание 1 - Вектор коррекции наконечника обычно содержит физический размер наконечника (например, радиус) и поправку на систематические погрешности зондирующей системы. Переход от индицируемой измеренной точки к скорректированной измеренной точке определяется уравнением
![]() ,
,
где - вектор скорректированной измеренной точки;
- вектор индицируемой измеренной точки;
- вектор коррекции наконечника.
Примечание 2 - Общепринятой практикой является применение аппроксимированного радиуса наконечника щупа для определения модуля этого вектора и предположения о нормальности поверхности к его направлению. Диаметр наконечника, учитывающий поправку на деформацию штока щупа, обычно называют "эффективным диаметром наконечника".
2.17 приемочные испытания (КИМ) [acceptance test (of а СММ)]: Совокупность согласованных между производителем КИМ и пользователем операций, выполняемых для проверки того, что характеристики КИМ соответствуют установленным производителем нормам.
2.18 перепроверочные испытания (КИМ) [reverification test (of а СММ)]: Испытания, выполняемые в соответствии с процедурами приемочных испытаний для проверки того, что характеристики КИМ соответствуют требованиям пользователя.
2.19 промежуточная проверка (КИМ) [interim check (of а СММ)]: Проверка, назначаемая пользователем и проводимая между перепроверочными испытаниями для поддержания уровня достоверности результатов измерений на КИМ.
2.20 Гауссово радиальное расстояние R (Gaussian radial distance): Расстояние между центром сферы Гаусса (сферы по наименьшим квадратам), являющейся присоединенным геометрическим элементом, построенным по конечному числу скорректированных измеренных точек, взятых на сферической размерной мере, и любой из этих точек.
Примечание - Выявленный элемент, от которого устанавливают присоединенный элемент, определяется множеством измеренных точек, что обуславливает существование диапазона значений Гауссова радиального расстояния.
2.21 диапазон (range): Разность между наибольшим и наименьшим значением номинально одной и той же величины.
2.22 гистерезис (hysteresis): Свойство измерительного инструмента, в соответствии с которым реакция на данный входной сигнал зависит от последовательности предыдущих входных сигналов.
Примечание - Несмотря на то что гистерезис, как правило, учитывают в отношении измеряемой величины, он также может быть учтен в отношении влияющих величин.
2.23 пиноль (ram): Часть КИМ, несущая зондирующую систему.
3 Термины, относящиеся к зондирующей системе
3.1 датчик (probe): Устройство, генерирующее сигнал (или сигналы) при зондировании.
3.2 контактная зондирующая система (contacting probing system): Зондирующая система, для функционирования которой необходим физический контакт с измеряемой поверхностью.
3.3 бесконтактная зондирующая система (non-contacting probing system): Зондирующая система, для функционирования которой не требуется физический контакт с измеряемой поверхностью.
Примечание - Оптическая зондирующая система является бесконтактной зондирующей системой.
3.4 оптическая зондирующая система (optical probing system): Бесконтактная зондирующая система, которая посредством какого-либо оптического устройства при зондировании порождает скорректированную измеренную точку.
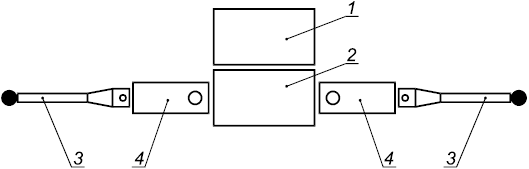
3.5 многодатчиковая система (multi-probe system): Зондирующая система, имеющая более одного датчика (см. рисунки 5 и 6).
3.6 шарнирная зондирующая система (articulating probing system): Зондирующая система, которая может быть установлена в пространстве в различных угловых положениях посредством ручного или моторизованного позиционирующего устройства (см. рисунок 2).
3.7 калибровка зондирующей системы (probing system qualification): Установление необходимых для последующих измерений параметров зондирующей системы.
3.8 многощуповая система (multiple styli, multiple stylus): Зондирующая система, содержащая более одной системы щупов с одним или более щупами, или одну систему щупов с более чем одним щупом, или многодатчиковую систему, или обеспечивающая возможность установки щупа или щупов в нескольких различных ориентациях (см. рисунки 5-9).
|
1 - пиноль; 2 - удлинитель датчика; 3 - датчик; 4 - щуп; 5 - удлинитель щупа
Рисунок 5 - Многодатчиковая многощуповая зондирующая система (два датчика и два одиночных щупа)
|
1 - пиноль; 2 - устройство смены датчика; 3 - датчик; 4 - щуп
Рисунок 6 - Многодатчиковая многощуповая зондирующая система с устройством смены датчика (два датчика, два одиночных щупа и устройство смены датчика)
|
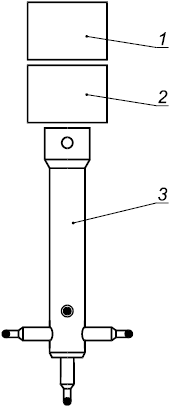
1 - пиноль; 2 - датчик; 3 - щуп; 4 - удлинитель щупа
Рисунок 7 - Многощуповая зондирующая система (два одиночных щупа)
|
1 - пиноль; 2 - датчик; 3 - щуп в форме звезды
Рисунок 8 - Многощуповая зондирующая система (система щупов в форме звезды)
|
1 - пиноль; 2 - датчик; 3 - устройство смены щупа; 4 - щуп
Рисунок 9 - Многощуповая зондирующая система (два одиночных щупа и устройство смены щупа)
4 Термины, относящиеся к системе щупов
4.1 щуп (stylus): Механическое устройство, состоящее из наконечника щупа и штока.
4.2 наконечник щупа (stylus tip): Конструктивный элемент щупа, контактирующий с деталью.
Примечание - Наконечник щупа может иметь форму шара, цилиндра, диска, острия и т.п.
4.3 компоненты системы щупов (stylus system components): Механические компоненты (удлинители щупа и щупы), обеспечивающие возможность контакта с деталью.
4.4 система щупов (stylus system): Любая комбинация компонентов системы щупов, содержащая по крайней мере один щуп.
4.5 длина щупа (stylus length): Расстояние от центра сферического наконечника щупа до заплечика штока (см. рисунок 10).
|
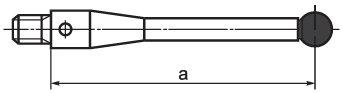
а - длина щупа
Рисунок 10 - Длина щупа
4.6 смещение наконечника щупа (stylus tip offset): Относительные координаты центра наконечника щупа, указанные относительно базы, установленной в системе координат машины.
Примечание - База может быть установлена в центре первого откалиброванного щупа.
5 Термины, относящиеся к поворотному столу
5.1 поворотный стол (rotary table): Устройство для установки детали, обеспечивающее ее повороты относительно осей прямолинейного перемещения КИМ.
Примечание - Поворотный стол может быть как шагового, так и бесступенчатого типа позиционирования.
5.2 наладка поворотного стола (rotary table setup): Установленная производителем процедура, служащая для выравнивания (физического или программного) оси вращения поворотного стола с системой осей прямолинейного перемещения КИМ.
6 Термины, относящиеся к функционированию КИМ
6.1 скорость дискретного зондирования (discrete-point probing speed): Абсолютная величина скорости зондирующей системы относительно детали в процессе дискретного зондирования.
6.2 скорость сканирования (scanning speed): Абсолютная величина скорости зондирующей системы относительно детали в процессе сканирования.
6.3 расстояние отвода (back off distance): Расстояние от очередной программной точки до промежуточной точки, если эта промежуточная точка служит для отвода наконечника щупа и следует непосредственно после программной точки.
7 Термины, относящиеся к сканированию
7.1 скорректированная сканированная точка (corrected scan point): Скорректированная измеренная точка, полученная при сканировании.
7.2 целевая линия сканирования (target scan line): Линия, на которой расположены целевые точки контакта.
7.3 скорректированная сканированная линия (corrected scan line): Линия, характеризуемая скорректированными измеренными точками, полученными при сканировании.
7.4 целевая плоскость сканирования (target scan plane): Плоскость, на которой расположены целевые точки контакта.
7.5 сканирование по заданной траектории (pre-defined path scanning): Метод сканирования, при котором перемещение зондирующей системы между двумя заданными конечными точками выполняется вдоль целевой линии сканирования.
Примечание - Конечные точки могут быть целевыми контактными точками или скорректированными измеренными точками.
7.6 следящее сканирование (not pre-defined path scanning): Метод сканирования, при котором перемещением зондирующей системы между двумя заданными конечными границами управляет обратная связь от зондирующей системы.
7.7 цикл сканирования (scan sequence): Последовательность автоматически выполняемых КИМ действий, содержащая перемещение со сканированием из одной промежуточной точки в другую.
7.8 высокая плотность точек (КИМ) [high point density (of а CMM)]: Размещение скорректированных сканированных точек, при котором расстояние между двумя соседними точками не превышает 0,1 мм.
7.9 низкая плотность точек (КИМ) [low point density (of a CMM)]: Размещение скорректированных сканированных точек, при котором расстояние между двумя соседними точками составляет не менее 1 мм.
8 Термины, относящиеся к контрольно-измерительным средствам
8.1 мера (material standard): Средство измерений, воспроизводящее предписываемое значение размерной величины, характеризующей геометрический элемент.
8.2 размерная мера (material standard of size): Мера, воспроизводящая размерный элемент.
Примечание - Определение размерного элемента см. в ИСО 14660-1.
8.3 образцовая сфера (reference sphere): Сферическая размерная мера, устанавливаемая внутри зоны измерений КИМ с целью калибровки зондирующей системы.
8.4 поверочная сфера (test sphere): Сферическая размерная мера, применяемая для приемочных испытаний и перепроверочных испытаний.
9 Термины, относящиеся к погрешностям КИМ
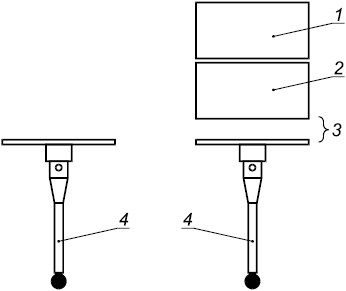
9.1 погрешность показаний КИМ при измерении размера Е (error of indication of a CMM for size measurement): Погрешность показаний при определении размера размерной меры посредством КИМ путем выполнения измерения расстояния между двумя зондируемыми точками на двух номинально параллельных противолежащих плоскостях по нормали к одной из плоскостей так, чтобы подход к этим точкам осуществлялся в противоположных направлениях.
Примечание - Измерение размерной меры выполняют между двумя точками на двух противолежащих поверхностях по нормали к одной из плоскостей так, чтобы подход к этим точкам осуществлялся в противоположных направлениях, см. рисунок 11 а) и b).
|

Рисунок 11 - Направления измерения
9.2 максимальная допустимая погрешность показаний КИМ при измерении размера ![]() (maximum permissible error of indication of a CMM for size measurement): Наибольшее значение погрешности показаний КИМ при измерении размера, разрешенное спецификациями, инструкциями и т.п. на КИМ.
(maximum permissible error of indication of a CMM for size measurement): Наибольшее значение погрешности показаний КИМ при измерении размера, разрешенное спецификациями, инструкциями и т.п. на КИМ.
Примечание 1 - Максимальную допустимую погрешность показаний КИМ при измерении размера устанавливают в одной из трех следующих форм:
a) ![]() минимальное значение из: (А+L/K) и В (см. рисунок 12),
минимальное значение из: (А+L/K) и В (см. рисунок 12),
b) ![]() (А+L/K) (см. рисунок 13),
(А+L/K) (см. рисунок 13),
c) ![]() В (см. рисунок 14),
В (см. рисунок 14),
где А - положительная константа в микрометрах, устанавливаемая производителем;
K - безразмерная положительная константа, устанавливаемая производителем;
L - измеряемый размер в миллиметрах;
В - значение ![]() в микрометрах, устанавливаемое производителем.
в микрометрах, устанавливаемое производителем.
Примечание 2 - Указанные формы применимы для любых местоположения и/или ориентации размерной меры внутри зоны измерений КИМ.
|
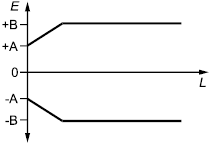
Рисунок 12 - Максимальная допустимая погрешность показаний КИМ при измерении размера [см. подпункт а) примечания 1 к пункту 9.2]
|
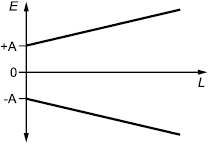
Рисунок 13 - Максимальная допустимая погрешность показаний КИМ при измерении размера [см. подпункт b) примечания 1 к пункту 9.2]
|
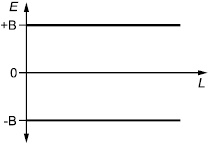
Рисунок 14 - Максимальная допустимая погрешность показаний КИМ при измерении размера [см. подпункт с) примечания 1 к пункту 9.2]
9.3 погрешность зондирования Р (probing error): Погрешность показаний при определении диапазона радиуса размерной меры посредством КИМ путем выполнения измерений в режиме дискретного зондирования сферической поверочной сферы одним щупом (см. рисунок 15).
Примечание - Р - существенно положительная величина.
|
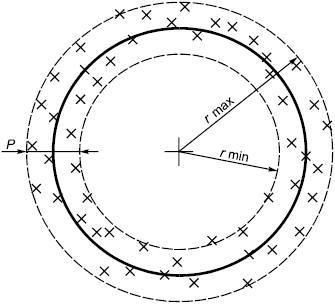
Примечание - ![]() .
.
Рисунок 15 - Погрешность зондирования
9.4 максимальная допустимая погрешность зондирования ![]() (maximum permissible probing error): Наибольшее значение погрешности зондирования, разрешенное спецификациями, инструкциями и т.п. на КИМ (см. рисунок 15).
(maximum permissible probing error): Наибольшее значение погрешности зондирования, разрешенное спецификациями, инструкциями и т.п. на КИМ (см. рисунок 15).
Примечание 1 - Максимальную допустимую погрешность зондирования КИМ устанавливают в виде
![]() ,
,
где А - положительная константа в микрометрах.
Примечание 2 - Значение ![]() применимо для любого местоположения сферической размерной меры внутри зоны измерений КИМ и для любого направления зондирования.
применимо для любого местоположения сферической размерной меры внутри зоны измерений КИМ и для любого направления зондирования.
9.5 радиальная четырехосевая погрешность FR (radial four-axis error): Радиальный диапазон погрешности показаний при измерении в системе координат детали положения центра поверочной сферы посредством КИМ с использованием оси поворотного стола в качестве четвертой координатной оси.
9.6 тангенциальная четырехосевая погрешность FT (tangential four-axis error): Тангенциальный диапазон погрешности показаний при измерении в системе координат детали положения центра поверочной сферы посредством КИМ с использованием оси поворотного стола в качестве четвертой координатной оси.
9.7 аксиальная четырехосевая погрешность FA (axial four-axis error): Аксиальный диапазон погрешности показаний при измерении в системе координат детали положения центра поверочной сферы посредством КИМ с использованием оси поворотного стола в качестве четвертой координатной оси.
9.8 максимальная допустимая радиальная четырехосевая погрешность ![]() (maximum permissible radial four-axis error): Наибольшее значение радиальной четырехосевой погрешности, разрешенное спецификациями, инструкциями и т.п. на КИМ при использовании оси поворотного стола в качестве четвертой координатной оси.
(maximum permissible radial four-axis error): Наибольшее значение радиальной четырехосевой погрешности, разрешенное спецификациями, инструкциями и т.п. на КИМ при использовании оси поворотного стола в качестве четвертой координатной оси.
9.9 максимальная допустимая тангенциальная четырехосевая погрешность ![]() (maximum permissible tangential four-axis error): Наибольшее значение тангенциальный четырехосевой погрешности, разрешенное спецификациями, инструкциями и т.п. на КИМ при использовании оси поворотного стола в качестве четвертой координатной оси.
(maximum permissible tangential four-axis error): Наибольшее значение тангенциальный четырехосевой погрешности, разрешенное спецификациями, инструкциями и т.п. на КИМ при использовании оси поворотного стола в качестве четвертой координатной оси.
9.10 максимальная допустимая аксиальная четырехосевая погрешность ![]() (maximum permissible axial four-axis error): Наибольшее значение аксиальной четырехосевой погрешности, разрешенное спецификациями, инструкциями и т.п. на КИМ при использовании оси поворотного стола в качестве четвертой координатной оси.
(maximum permissible axial four-axis error): Наибольшее значение аксиальной четырехосевой погрешности, разрешенное спецификациями, инструкциями и т.п. на КИМ при использовании оси поворотного стола в качестве четвертой координатной оси.
9.11 погрешность зондирования при сканировании Тij (scanning probing error): Погрешность показаний при определении диапазона радиуса поверочной сферы посредством КИМ путем выполнения измерений в режиме сканирования с применением одного щупа.
Примечание - Всего имеется четыре погрешности зондирования при сканировании, соответствующих различным комбинациям плотности точек и метода сканирования. Их обозначения приведены в следующей таблице:
Плотность точек | Сканирование по заданной траектории (j=Р) | Следящее сканирование |
Высокая (i=Н) | ТHР | THN |
Низкая (i=L) | TLP | TLN |
9.12 максимальная допустимая погрешность зондирования при сканировании ![]() (maximum permissible scanning probing error): Наибольшее значение погрешности зондирования при сканировании, разрешенное спецификациями, инструкциями и т.п. на КИМ.
(maximum permissible scanning probing error): Наибольшее значение погрешности зондирования при сканировании, разрешенное спецификациями, инструкциями и т.п. на КИМ.
Примечание 1 - Значение ![]() - существенно положительная величина, применимая для любого местоположения поверочной сферы внутри зоны измерений КИМ и при любом направлении зондирования.
- существенно положительная величина, применимая для любого местоположения поверочной сферы внутри зоны измерений КИМ и при любом направлении зондирования.
Примечание 2 - Возможно указание различных значений ![]() для разных комбинаций плотности точек и метода сканирования.
для разных комбинаций плотности точек и метода сканирования.
9.13 время выполнения испытательного сканирования (time for scanning test): Интервал времени от начала первого цикла сканирования до завершения последнего цикла сканирования при испытании с заданными i и j (см. 9.11).
9.14 максимальное допустимое время выполнения испытательного сканирования ![]() (maximum permissible time for scanning test): Наибольшее значение времени выполнения испытательного сканирования, разрешенное спецификациями, инструкциями и т.п. на КИМ.
(maximum permissible time for scanning test): Наибольшее значение времени выполнения испытательного сканирования, разрешенное спецификациями, инструкциями и т.п. на КИМ.
9.15 погрешность формы фиксированной многощуповой зондирующей системы MF (fixed multiple-stylus probing system form error): Погрешность показаний при определении диапазона радиуса сферической размерной меры путем аппроксимации методом наименьших квадратов точек, измеренных на поверочной сфере посредством КИМ с применением фиксированной многощуповой системы в режиме дискретного зондирования.
9.16 погрешность размера фиксированной многощуповой зондирующей системы MS (fixed multiple-stylus probing system size error): Погрешность показаний при определении диаметра сферической размерной меры путем аппроксимации методом наименьших квадратов точек, измеренных на поверочной сфере посредством КИМ с применением фиксированной многощуповой системы в режиме дискретного зондирования.
9.17 погрешность местоположения фиксированной многощуповой зондирующей системы ML (fixed multiple-stylus probing system location error): Погрешность показаний при определении диапазона координат центра сферической размерной меры путем аппроксимации методом наименьших квадратов точек, измеренных на поверочной сфере посредством КИМ с применением фиксированной многощуповой системы в режиме дискретного зондирования.
9.18 максимальная допустимая погрешность формы фиксированной многощуповой зондирующей системы ![]() (maximum permissible fixed multiple-stylus probing system form error): Наибольшее значение погрешности формы фиксированной многощуповой зондирующей системы, разрешенное спецификациями, инструкциями и т.п. на КИМ.
(maximum permissible fixed multiple-stylus probing system form error): Наибольшее значение погрешности формы фиксированной многощуповой зондирующей системы, разрешенное спецификациями, инструкциями и т.п. на КИМ.
Примечание - ![]() может устанавливаться в зависимости от длины щупа и конфигурации системы щупов.
может устанавливаться в зависимости от длины щупа и конфигурации системы щупов.
9.19 максимальная допустимая погрешность размера фиксированной многощуповой зондирующей системы ![]() (maximum permissible fixed multiple-stylus probing system size error): Наибольшее значение погрешности размера фиксированной многощуповой зондирующей системы, разрешенное спецификациями, инструкциями и т.п. на КИМ.
(maximum permissible fixed multiple-stylus probing system size error): Наибольшее значение погрешности размера фиксированной многощуповой зондирующей системы, разрешенное спецификациями, инструкциями и т.п. на КИМ.
Примечание - ![]() может устанавливаться в зависимости от длины щупа и конфигурации системы щупов.
может устанавливаться в зависимости от длины щупа и конфигурации системы щупов.
9.20 максимальная допустимая погрешность местоположения фиксированной многощуповой зондирующей системы ![]() (maximum permissible fixed multiple-stylus probing system location error): Наибольшее значение погрешности местоположения фиксированной многощуповой зондирующей системы, разрешенное спецификациями, инструкциями и т.п. на КИМ.
(maximum permissible fixed multiple-stylus probing system location error): Наибольшее значение погрешности местоположения фиксированной многощуповой зондирующей системы, разрешенное спецификациями, инструкциями и т.п. на КИМ.
Примечание - ![]() может устанавливаться в зависимости от длины щупа и конфигурации системы щупов.
может устанавливаться в зависимости от длины щупа и конфигурации системы щупов.
9.21 погрешность формы шарнирной зондирующей системы AF (articulated probing system form error): Погрешность показаний при определении диапазона радиуса сферической размерной меры путем аппроксимации методом наименьших квадратов точек, измеренных на поверочной сфере посредством КИМ с применением шарнирной зондирующей системы в режиме дискретного зондирования.
9.22 погрешность размера шарнирной зондирующей системы AS (articulated probing system size error): Погрешность показаний при определении диаметра сферической размерной меры путем аппроксимации методом наименьших квадратов точек, измеренных на поверочной сфере посредством КИМ с применением шарнирной зондирующей системы в режиме дискретного зондирования.
9.23 погрешность местоположения шарнирной зондирующей системы AL (articulated probing system location error): Погрешность показаний при определении диапазона координат центра сферической размерной меры путем аппроксимации методом наименьших квадратов точек, измеренных на поверочной сфере посредством КИМ с применением шарнирной зондирующей системы в режиме дискретного зондирования.
9.24 максимальная допустимая погрешность формы шарнирной зондирующей системы ![]() (maximum permissible articulated probing system form error): Наибольшее значение погрешности формы шарнирной зондирующей системы, разрешенное спецификациями, инструкциями и т.п. на КИМ.
(maximum permissible articulated probing system form error): Наибольшее значение погрешности формы шарнирной зондирующей системы, разрешенное спецификациями, инструкциями и т.п. на КИМ.
Примечание - ![]() может устанавливаться в зависимости от длины удлинителя датчика и конфигурации системы щупов.
может устанавливаться в зависимости от длины удлинителя датчика и конфигурации системы щупов.
9.25 максимальная допустимая погрешность размера шарнирной зондирующей системы ![]() (maximum permissible articulated probing system size error): Наибольшее значение погрешности размера шарнирной зондирующей системы, разрешенное спецификациями, инструкциями и т.п. на КИМ.
(maximum permissible articulated probing system size error): Наибольшее значение погрешности размера шарнирной зондирующей системы, разрешенное спецификациями, инструкциями и т.п. на КИМ.
Примечание - ![]() может устанавливаться в зависимости от длины удлинителя датчика и конфигурации системы щупов.
может устанавливаться в зависимости от длины удлинителя датчика и конфигурации системы щупов.
9.26 максимальная допустимая погрешность местоположения шарнирной зондирующей системы ![]() (maximum permissible articulated probing system location error): Наибольшее значение погрешности местоположения шарнирной зондирующей системы, разрешенное спецификациями, инструкциями и т.п. на КИМ.
(maximum permissible articulated probing system location error): Наибольшее значение погрешности местоположения шарнирной зондирующей системы, разрешенное спецификациями, инструкциями и т.п. на КИМ.
Примечание - ![]() может устанавливаться в зависимости от длины удлинителя датчика и конфигурации системы щупов.
может устанавливаться в зависимости от длины удлинителя датчика и конфигурации системы щупов.
10 Термины, относящиеся к геометрическим элементам
10.1 Гауссов присоединенный элемент (Gaussian associated feature), присоединенный элемент по наименьшим квадратам (least-squares associated feature): Присоединенный элемент, для которого сумма квадратов невязок минимальна.
11 Термины, относящиеся к программному обеспечению
11.1 параметризация элемента (parametrization of a feature): Выбор алгебраических переменных (параметров) для описания геометрического элемента.
Примечание 1 - Параметризация зависит от типа элемента.
Примечание 2 - Для некоторых элементов параметризация не является единственной. Например, прямая в пространстве, ось цилиндра или конуса могут быть заданы точкой на прямой (оси) и направляющими косинусами или двумя точками на этой прямой (оси).
Примечание 3 - Для некоторых элементов параметризация может определяться свойствами этого элемента, например, зависеть от того, является ли угол при вершине конуса большим или малым.
11.2 эталонный набор данных (reference data set): Набор данных, подготовленный с целью проверки программного обеспечения, служащего для определения Гауссова присоединенного элемента.
11.3 эталонное значение параметра (reference parameter value): Числовое значение параметра при эталонной параметризации, полученное выполняющей испытания организацией на основе конкретного эталонного набора данных и предназначенное для применения в качестве базы при сравнении.
11.4 эталонная параметризация (reference parametrization): Параметризация элемента, применяемая выполняющей испытания организацией.
Примечание - Параметры в рамках эталонной параметризации могут иметь размерность местоположения (миллиметры), ориентации (безразмерные направляющие косинусы), линейного размера (миллиметры) или угла (радианы).
11.5 эталонная невязка (reference residual): Невязка, соответствующая эталонному набору данных.
11.6 эталонное программное обеспечение (reference software): Программное обеспечение, предназначенное для вычисления по набору данных эталонных значений параметров и эталонных невязок для Гауссова присоединенного элемента.
11.7 невязка (residual): Длина нормали из точки в наборе данных к присоединенному элементу.
Примечание - Для некоторых присоединенных элементов (например, для цилиндра) невязка представляется числом со знаком, т.е. является положительной или отрицательной в зависимости от того, с какой стороны элемента располагается соответствующая точка данных. Для других присоединенных элементов (например, линия в пространстве) невязка не имеет знака.
11.8 алгоритм преобразования (conversion rule): Алгоритм, в соответствии с которым числовые значения параметров в контрольной параметризации преобразуют в числовые значения параметров в эталонной параметризации.
Примечание - Этот алгоритм может быть реализован в программном обеспечении.
11.9 преобразованное контрольное значение параметра (converted test parameter value): Числовое значение параметра, полученное в результате применения алгоритма преобразования к контрольному значению параметра.
Примечание - Преобразование не требуется, если тестируемое программное обеспечение применяет эталонную параметризацию. В этом случае контрольные значения параметров совпадают с преобразованными контрольными значениями параметров.
11.10 контрольное значение параметра (test parameter value): Числовое значение параметра в контрольной параметризации, вычисленное программным обеспечением при его тестировании.
11.11 контрольная параметризация (test parametrization): Параметризация элемента, применяемая для тестирования программного обеспечения.
11.12 контрольная невязка (test residual): Невязка, вычисленная программным обеспечением при его тестировании.
11.13 экстент (набора данных) [extent (of a data set)]: Часть присоединенного геометрического элемента, представленная точками.
Примечание - Экстент устанавливают, руководствуясь следующими положениями:
a) экстент линии на плоскости или в пространстве - сегмент этой линии;
b) экстент плоскости - прямоугольная область, принадлежащая этой плоскости;
c) экстент окружности на плоскости или в пространстве - дуга этой окружности;
d) экстент сферы - часть этой сферы, определяемая интервалами угловых координат (,
), в сферической системе координат (
,
,
), начало которой расположено в центре сферы;
e) экстент цилиндра - часть этого цилиндра, определяемая интервалами угловой и линейной координат (, z) в цилиндрической системе координат (r,
, z), ось z которой совпадает с осью цилиндра;
f) экстент конуса - часть этого конуса (не содержащая вершину), определяемая интервалами угловой и линейной координат (, z) в цилиндрической системе координат (r,
, z), ось z которой совпадает с осью конуса;
g) экстент тора - часть этого тора, определяемая интервалами угловых координат (,
).
- угловая координата в цилиндрической системе координат (r,
, z), ось z которой совпадает с осью тора. Заданная на торе точка р определяет окружность, являющуюся пересечением тора с содержащей р полуплоскостью, границей которой является ось тора.
- угол между проходящей через центры этой окружности и тора прямой и вектором из центра окружности в точку р.
11.14 эталонная пара (reference pair): Совокупность эталонного набора данных и соответствующих ему эталонных значений параметров.
Алфавитный указатель терминов
Алгоритм преобразования | 11.8 |
Вектор коррекции наконечника | 2.16 |
Время выполнения испытательного сканирования | 9.13 |
Время выполнения испытательного сканирования максимальное допустимое | 9.14 |
Гауссов присоединенный элемент | 10.1 |
Гауссово радиальное расстояние | 2.20 |
Гистерезис | 2.22 |
Датчик | 3.1 |
Диапазон | 2.21 |
Длина щупа | 4.5 |
Значение параметра контрольное | 11.10 |
Значение параметра эталонное | 11.3 |
Зона измерений | 2.3 |
Зондирование | 2.7 |
Зондирование дискретное | 2.8 |
Измерение координатное | 2.2 |
Испытания перепроверочные | 2.18 |
Испытания приемочные | 2.17 |
Калибровка зондирующей системы | 3.7 |
Компоненты системы щупов | 4.3 |
Контрольное значение параметра преобразованное | 11.9 |
Линия сканирования целевая | 7.2 |
Линия сканированная скорректированная | 7.3 |
Машина координатно-измерительная, КИМ | 2.1 |
Мера | 8.1 |
Мера размерная | 8.2 |
Набор данных эталонный | 11.2 |
Наконечник щупа | 4.2 |
Наладка поворотного стола | 5.2 |
Невязка | 11.7 |
Невязка контрольная | 11.12 |
Невязка эталонная | 11.5 |
Параметризация контрольная | 11.11 |
Параметризация элемента | 11.1 |
Параметризация эталонная | 11.4 |
Пара эталонная | 11.14 |
Пиноль | 2.23 |
Плоскость сканирования целевая | 7.4 |
Плотность точек высокая | 7.8 |
Плотность точек низкая | 7.9 |
Погрешность аксиальная четырехосевая | 9.7 |
Погрешность аксиальная четырехосевая максимальная допустимая | 9.10 |
Погрешность зондирования | 9.3 |
Погрешность зондирования максимальная допустимая | 9.4 |
Погрешность зондирования при сканировании | 9.11 |
Погрешность зондирования при сканировании максимальная допустимая | 9.12 |
Погрешность местоположения фиксированной многощуповой зондирующей системы | 9.17 |
Погрешность местоположения фиксированной многощуповой зондирующей | 9.20 |
Погрешность местоположения шарнирной зондирующей системы | 9.23 |
Погрешность местоположения шарнирной зондирующей системы максимальная допустимая | 9.26 |
Погрешность показаний КИМ при измерении размера | 9.1 |
Погрешность показаний КИМ при измерении размера максимальная допустимая | 9.2 |
Погрешность радиальная четырехосевая | 9.5 |
Погрешность радиальная четырехосевая максимальная допустимая | 9.8 |
Погрешность размера фиксированной многощуповой зондирующей системы | 9.16 |
Погрешность размера фиксированной многощуповой зондирующей системы максимальная допустимая | 9.19 |
Погрешность размера шарнирной зондирующей системы | 9.22 |
Погрешность размера шарнирной зондирующей системы максимальная допустимая | 9.25 |
Погрешность тангенциальная четырехосевая | 9.6 |
Погрешность тангенциальная четырехосевая максимальная допустимая | 9.9 |
Погрешность формы фиксированной многощуповой зондирующей системы | 9.15 |
Погрешность формы фиксированной многощуповой зондирующей системы максимальная допустимая | 9.18 |
Погрешность формы шарнирной зондирующей системы | 9.21 |
Погрешность формы шарнирной зондирующей системы максимальная допустимая | 9.24 |
Проверка промежуточная | 2.19 |
Программное обеспечение эталонное | 11.6 |
Расстояние отвода | 6.3 |
Система зондирующая | 2.6 |
Система зондирующая бесконтактная | 3.3 |
Система зондирующая контактная | 3.2 |
Система зондирующая оптическая | 3.4 |
Система зондирующая шарнирная | 3.6 |
Система координат детали | 2.4 |
Система координат машины | 2.5 |
Система многодатчиковая | 3.5 |
Система многощуповая | 3.8 |
Система щупов | 4.4 |
Сканирование | 2.9 |
Сканирование по заданной траектории | 7.5 |
Сканирование следящее | 7.6 |
Скорость дискретного зондирования | 6.1 |
Скорость сканирования | 6.2 |
Смещение наконечника щупа | 4.6 |
Стол поворотный | 5.1 |
Сфера образцовая | 8.3 |
Сфера поверочная | 8.4 |
Точка измеренная индицируемая | 2.12 |
Точка измеренная скорректированная | 2.13 |
Точка контакта действительная | 2.15 |
Точка контакта целевая | 2.14 |
Точка программная | 2.10 |
Точка промежуточная | 2.11 |
Точка сканированная скорректированная | 7.1 |
Цикл сканирования | 7.7 |
Щуп | 4.1 |
Экстент | 11.13 |
Приложение А
(справочное)
Типы КИМ
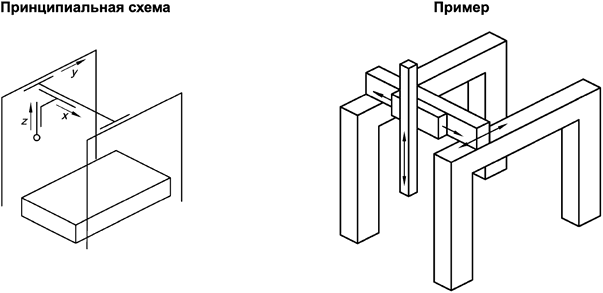
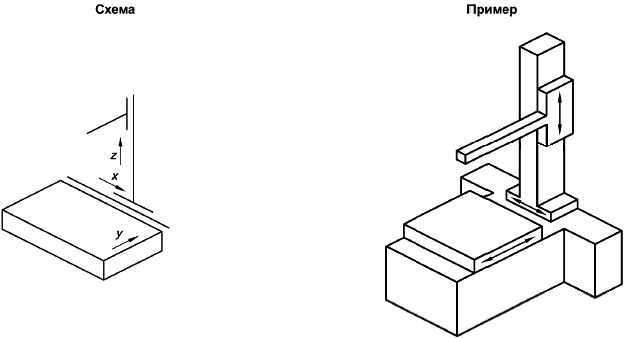
А.1 Консольная КИМ с неподвижным столом
А.1.1 КИМ (см. рисунок А.1) состоит из трех элементов, перемещающихся по направляющим перпендикулярно друг другу, с закрепленной на первом элементе зондирующей системой. Второй элемент несет на себе первый элемент, который перемещается относительно него в вертикальном направлении.
А.1.2 Узел, состоящий из первого и второго элементов, перемещается относительно третьего элемента в горизонтальном направлении.
А.1.3 Третий элемент поддерживается только с одной стороны, имеет форму консоли и перемещается в горизонтальном направлении относительно базовой плоскости машины, предназначенной для установки детали.
|
Примечание - Показанные обозначения и положительные направления координатных осей приведены в качестве примера. Возможны другие концепции.
Рисунок А.1 - Консольная КИМ с неподвижным столом
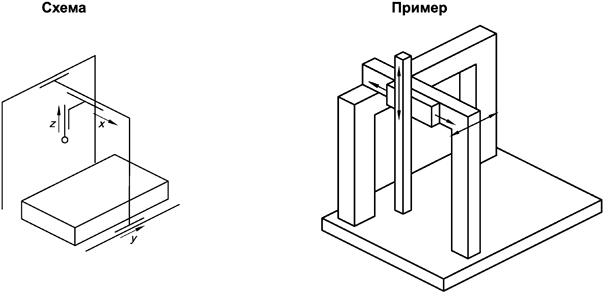
А.2 КИМ с подвижным мостом
А.2.1 КИМ (см. рисунок А.2) состоит из трех элементов, перемещающихся по направляющим перпендикулярно друг другу, с закрепленной на первом элементе зондирующей системой. Второй элемент несет на себе первый элемент, который перемещается относительно него в вертикальном направлении.
А.2.2 Узел, состоящий из первого и второго элементов, перемещается относительно третьего элемента в горизонтальном направлении.
А.2.3 Третий элемент поддерживается двумя опорами, расположенными с противоположных сторон базовой плоскости машины, предназначенной для установки детали, и перемещается относительно нее в горизонтальном направлении.
|
Примечание - Показанные обозначения и положительные направления координатных осей приведены в качестве примера. Возможны другие концепции.
Рисунок А.2 - КИМ с подвижным мостом
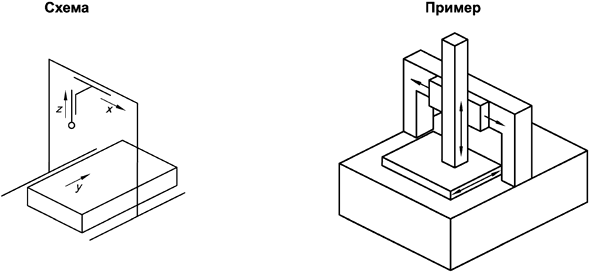
А.3 Портальная КИМ
А.3.1 КИМ (см. рисунок А.3) состоит из трех элементов, перемещающихся по направляющим перпендикулярно друг другу, с закрепленной на первом элементе зондирующей системой. Второй элемент несет на себе первый элемент, который перемещается относительно него в вертикальном направлении.
А.3.2 Узел, состоящий из первого и второго элементов, перемещается относительно третьего элемента в горизонтальном направлении.
А.3.3 Третий элемент перемещается в горизонтальном направлении по двум направляющим, расположенным на некоторой высоте с противоположных сторон базовой плоскости машины, предназначенной для установки детали.
|
Примечание - Показанные обозначения и положительные направления координатных осей приведены в качестве примера. Возможны другие концепции.
Рисунок А.3 - Портальная КИМ
А.4 КИМ с L-образным мостом
А.4.1 КИМ (см. рисунок А.4) состоит из трех элементов, перемещающихся по направляющим перпендикулярно друг другу, с закрепленной на первом элементе зондирующей системой. Второй элемент несет на себе первый элемент, который перемещается относительно него в вертикальном направлении.
А.4.2 Узел, состоящий из первого и второго элементов, перемещается относительно третьего элемента в горизонтальном направлении.
А.4.3 Третий элемент перемещается в горизонтальном направлении по двум направляющим, одна из которых расположена на уровне (или ниже), а другая - над базовой поверхностью машины, предназначенной для установки детали.
|
Примечание - Показанные обозначения и положительные направления координатных осей приведены в качестве примера. Возможны другие концепции.
Рисунок А.4 - КИМ с L-образным мостом
А.5 КИМ с неподвижным мостом
А.5.1 КИМ (см. рисунок А.5) состоит из трех элементов, перемещающихся по направляющим перпендикулярно друг другу, с закрепленной на первом элементе зондирующей системой. Второй элемент несет на себе первый элемент, который перемещается относительно него в вертикальном направлении.
А.5.2 Узел, состоящий из первого и второго элементов, перемещается в горизонтальном направлении по верхней части неподвижно закрепленной по концам мостовой конструкции. Базовая поверхность машины, предназначенная для установки детали, расположена на перемещающемся горизонтально третьем элементе.
|
Примечание - Показанные обозначения и положительные направления координатных осей приведены в качестве примера. Возможны другие концепции.
Рисунок А.5 - КИМ с неподвижным мостом
А.6 Консольная КИМ с подвижным столом
А.6.1 КИМ (см. рисунок А.6) состоит из трех элементов, перемещающихся по направляющим перпендикулярно друг другу, с закрепленной на первом элементе зондирующей системой. Второй элемент несет на себе первый элемент, который перемещается относительно него в вертикальном направлении.
А.6.2 Второй элемент поддерживается только с одной стороны, имеет форму консоли и перемещается в горизонтальном направлении относительно базовой плоскости машины.
А.6.3 Базовая поверхность машины, предназначенная для установки детали, расположена на перемещающемся горизонтально третьем элементе.
|
Примечание - Показанные обозначения и положительные направления координатных осей приведены в качестве примера. Возможны другие концепции.
Рисунок А.6 - Консольная КИМ с подвижным столом
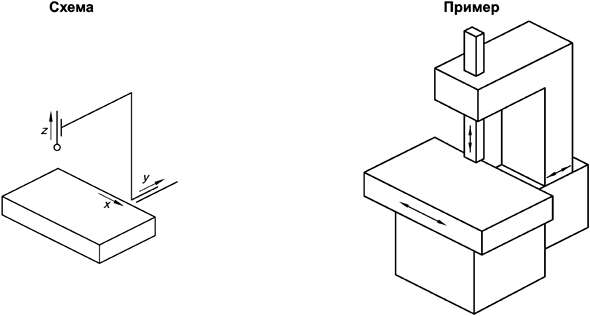
А.7 КИМ стоечного типа
А.7.1 КИМ (см. рисунок А.7) состоит из двух подвижных элементов с зондирующей системой, закрепленной на первом элементе, который перемещается в вертикальном направлении относительно базовой плоскости машины.
А.7.2 Второй элемент вместе с установленной на нем деталью перемещается в горизонтальной плоскости, параллельной базовой плоскости машины.
|
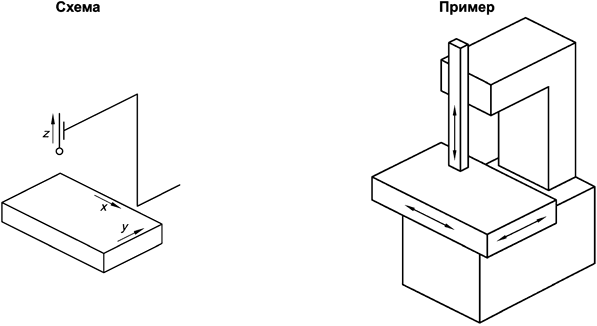
Примечание - Показанные обозначения и положительные направления координатных осей приведены в качестве примера. Возможны другие концепции.
Рисунок А.7 - КИМ стоечного типа
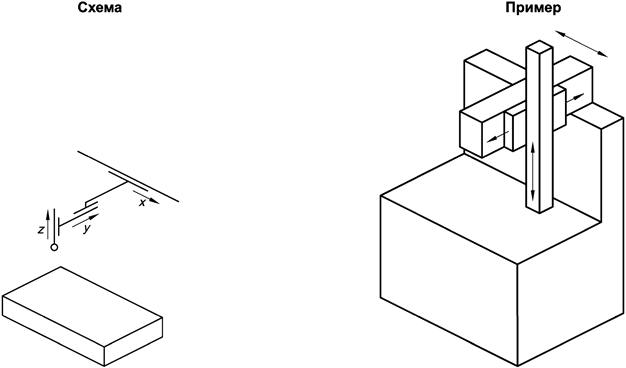
А.8 КИМ с горизонтальной пинолью
А.8.1 КИМ (см. рисунок А.8) состоит из трех элементов, перемещающихся по направляющим перпендикулярно друг другу, с закрепленной на первом элементе зондирующей системой. Второй элемент несет на себе первый элемент, который перемещается относительно него в горизонтальном направлении.
А.8.2 Узел, состоящий из первого и второго элементов, перемещается относительно третьего элемента в горизонтальном направлении.
А.8.3 Третий элемент перемещается в горизонтальном направлении относительно базовой плоскости машины, предназначенной для установки детали.
|
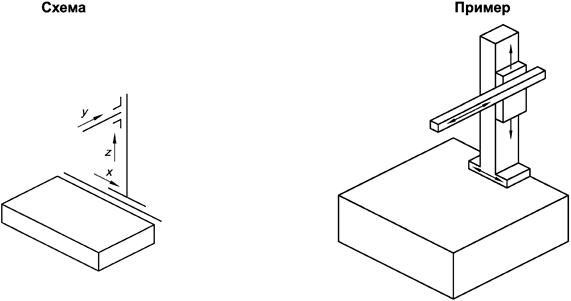
Примечание - Показанные обозначения и положительные направления координатных осей приведены в качестве примера. Возможны другие концепции.
Рисунок А.8 - КИМ с горизонтальной пинолью
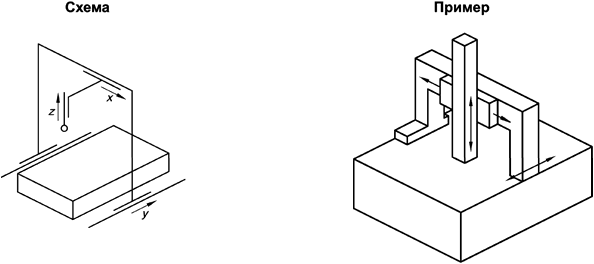
А.9 КИМ с горизонтальной рукой и неподвижным столом
А.9.1 КИМ [см. рисунок А.9 а)] состоит из трех элементов, перемещающихся по направляющим перпендикулярно друг другу, с закрепленной на первом элементе зондирующей системой. Первый элемент имеет форму горизонтальной консоли, перемещающейся относительно второго элемента в вертикальном направлении.
А.9.2 Второй элемент перемещается относительно третьего элемента в горизонтальном направлении.
А.9.3 Третий элемент перемещается в горизонтальном направлении относительно базовой плоскости машины, предназначенной для установки детали.
А.9.4 Одной из альтернативных конфигураций КИМ [см. рисунок А.9 b)], иллюстрирующей использование поворотного стола, является такая, в которой поворотный стол с вертикально расположенной осью вращения установлен на базовой плоскости машины. В этом случае деталь закрепляют на поворотном столе. Все рассмотренные выше КИМ также могут быть оборудованы поворотными столами.
|
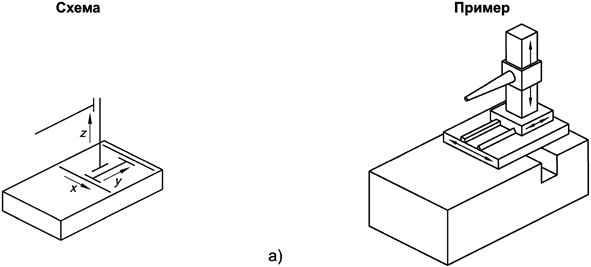
Рисунок А.9, лист 1 - КИМ с горизонтальной рукой и неподвижным столом
|
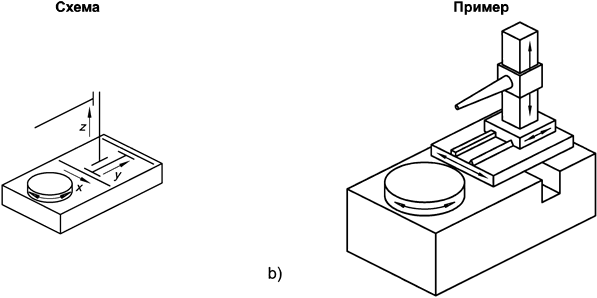
Примечание - Показанные обозначения и положительные направления координатных осей приведены в качестве примера. Возможны другие концепции.
Рисунок А.9, лист 2
А.10 КИМ с горизонтальной рукой и подвижным столом
А.10.1 КИМ (см. рисунок А.10) состоит из трех элементов, перемещающихся по направляющим перпендикулярно друг другу, с закрепленной на первом элементе зондирующей системой. Первый элемент имеет форму горизонтальной консоли, перемещающейся относительно второго элемента в вертикальном направлении.
А.10.2 Третий элемент и узел, состоящий из первого и второго элементов, перемещаются в горизонтальном направлении относительно неподвижной базы машины. Деталь устанавливают на третий элемент.
|
Примечание - Показанные обозначения и положительные направления координатных осей приведены в качестве примера. Возможны другие концепции.
Рисунок А.10 - КИМ с горизонтальной рукой и подвижным столом
Приложение В
(справочное)
Связь с матричной моделью GPS
Более подробно о матричной модели GPS см. [3].
В.1 Информация о стандарте и его применении
Настоящий стандарт устанавливает словарь в области координатно-измерительных машин, а также их приемочных и перепроверочных испытаний.
В.2 Положение в матричной модели GPS
Настоящий стандарт является общим стандартом GPS; его положения следует учитывать в пятом связующем звене цепочки стандартов на размеры, расстояния, радиусы, углы, форму, ориентацию, местоположение, биение и базы в общей матрице GPS, как это показано на рисунке В.1.
В.3 Связанные стандарты
Связанные стандарты являются стандартами цепочек стандартов, выделенных на рисунке В.1.
|
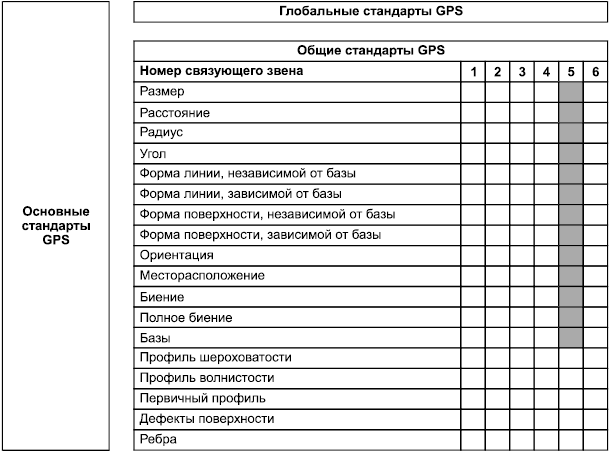
Рисунок В.1 - Положение в матричной модели GPS
Приложение ДА
(справочное)
Информация об учете технических поправок к ИСО 10360-1:2000
В текст настоящего стандарта внесены технические поправки согласно ISO 10360-1:2000/Соr. 1:2002, Geometrical Product Specifications (GPS) - Acceptance and reverification tests for coordinate measuring machines (CMM) - Part 1: Vocabulary. TECHNICAL CORRIGENDUM 1.
Эти поправки относятся к следующим элементам стандарта:
- рисунок 10;
- пункты 6.1, 9.13 и 9.14;
- первый абзац примечания 1 к пункту 9.2;
- тематические наименования рисунков 12, 13 и 14.
Приложение ДБ
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДБ.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ИСО 14660-1 | MOD | ГОСТ 31254-2004 (ИСО 14660-1:1999, ИСО 14660-2:1999) "Основные нормы взаимозаменяемости. Геометрические элементы. Общие термины и определения" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - MOD - модифицированный стандарт. | ||
Библиография
[1] | ISO 8402:1994 | Quality management and quality assurance - Vocabulary |
[2] | ISO 14253-1:1998 | Geometrical Product Specifications (GPS) - Inspection by measurement of workpieces and measuring instruments - Part 1: Decision rules for proving conformance or nonconformance with specification |
[3] | ISO/TR 14638:1995 | Geometrical product specifications (GPS) - Masterplan |
[4] | ISO 14660-1:1999 | Geometrical Product Specifications (GPS) - Geometrical features - Part 1: General terms and definitions |
[5] | ISO 14660-2:1999 | Geometrical Product Specifications (GPS) - Geometrical features - Part 2: Extracted median line of a cylinder and a cone, extracted median surface, local size of an extracted feature |
[6] | International Vocabulary of Basic and General Terms in Metrology (VIM). BIPM, IEC, IFCC, ISO, IUPAC, IUPAP, OIML, 2nd edition, 1993 | |
[7] | Guide to the expression of uncertainty in measurement (GUM). BIPM, IEC, IFCC, ISO, IUPAC, IUPAP, first edition, 1993 | |
[8] | BS 6808-1:1987 | CMMs - Part 1: Glossary of terms |
[9] | ASME B89.1.12M:1990 | Methods for performance evaluation of CMMs |
[10] | EA-10/05:1995 | Coordinate measuring machine calibration. Issued in January 1995 by the European cooperation for Accreditation of Laboratories (EA) |
________________
| ||
УДК 006.86:006.354 | ОКС 17.040.30 |
Ключевые слова: испытания, КИМ, погрешность | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}